Квази-изотропная трехмерная заготовка и способ ее изготовления - RU2528967C2
Код документа: RU2528967C2
Чертежи








Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится по существу к тканым заготовкам и, в частности, относится к плетеным заготовкам, содержащим тканые полосы материала, используемые в армированных композитных материалах, которые могут быть вытканы гладкими и сложены в свою конечную форму, имеющую усиление по меньшей мере в двух направлениях.
ВКЛЮЧЕНИЕ ССЫЛКОЙ
Все патенты, патентные заявки, документы, ссылки, инструкции производителя, описания, технические требования к изделиям и технологические карты для любых упомянутых в настоящем описании изделий включены ссылкой в текст настоящего описания и могут быть использованы при реализации изобретения.
УРОВЕНЬ ТЕХНИКИ
В настоящее время широко распространено использование армированных композитных материалов в производстве структурных компонентов, в частности, в таких областях применения, где необходимы такие характеристики, как малый вес, прочность, жесткость, термическая устойчивость, способность быть самоопирающимися и способность принимать требуемую форму. Такие компоненты используются, например, в авиационной, аэрокосмической отраслях промышленности, в искусственных спутниках и в сфере развлечений (например, в гоночных катерах и автомобилях), в других сферах применения.
Обычно такие компоненты состоят из армирующих материалов, встроенных в связующий материал. Армирующий компонент может быть сделан из материалов, таких как стекловолокно, углеродное волокно, керамическое волокно, арамид, полиэтиленовое волокно, и/или других материалов, имеющих требуемые физические, термические, химические и/или другие свойства, среди которых основным является высокая прочность при нагрузках. Хотя использование таких армирующих материалов, которые в конечном счете становятся составляющим элементом конечного компонента, требуемые характеристики армирующих материалов, такие как очень высокая прочность, придаются конечному композитному компоненту. Обычно составляющие армирующие материалы могут быть ткаными, вязаными или другим способом формованными в требуемых конфигурациях и формах для создания армирующих заготовок. Обычно особое внимание уделяется обеспечению оптимального использования свойств, для получения которых были выбраны составляющие армирующие материалы. Обычно такие армирующие заготовки комбинируют со связующим материалом для формирования требуемых готовых компонентов или для создания производственного запаса для последующего производства готовых компонентов.
После того как создана требуемая армирующая заготовка, может быть введен связующий материал к и внутрь заготовки, так что обычно армирующая заготовка становится заключенной в связующий материал и связующий материал заполняет щели между составляющими элементами армирующей заготовки. Связующий материал может быть любым из широкого разнообразия материалов, таких как эпоксидная смола, полиэфир, виниловый эфир, керамика, углерод и/или другие материалы, которые также обеспечивают требуемые физические, термические, химические и/или другие свойства. Материалы, выбранные для использования в качестве связующего материала, могут быть или могут не быть такими же, как материал армирующей заготовки, и могут иметь или могут не иметь сравнимые физические, химические, термические или другие свойства. Однако обычно они не будут сделаны из одних и тех же материалов или не будут иметь сравнимые физические, химические, термические или другие свойства, так как при использовании композитных материалов на первом месте стоит объективное требование в получении в готовом изделии сочетания характеристик, которое невозможно получить путем использования одного составляющего материала. Затем комбинированные таким образом армирующая заготовка и связующий материал могут быть отверждены и стабилизированы в одной операции путем термического твердения или другими известными способами и затем подвергаются другим операциям изготовления требуемого компонента. Здесь важно отметить, что после такого отверждения затвердевшие массы связующего материала очень сильно прилипают к армирующему материалу (например, армирующей заготовке). В результате нагрузка на конечный компонент, в частности через связующий материал, действующий как клей между волокнами, может эффективно быть передана составляющему материалу армирующей заготовки и выдерживаться им.
Зачастую требуется производить компоненты в конфигурациях, отличающихся от простых геометрических форм, таких как (по существу) пластины, листы, прямоугольник или квадрат и т.д. Для этого комбинируют основные геометрические фигуры с получением требуемых более сложных форм. Одна типичная комбинация получена соединением друг с другом армирующих заготовок, изготовленных вышеописанным способом, под углом (обычно под прямым углом). Обычно целями такого расположения армирующих заготовок под углом является создание требуемой формы для формирования армирующей заготовки, например, по меньшей мере, с одним торцом или одной перегородкой в форме буквы «Т» или для усиления конечной комбинации армирующих заготовок и композитной структуры, которое создается против отклонения или разрушения под действием внешних сил, таких как нагрузка или растяжение. В любом случае стараются сделать соединение между составляющими компонентами по возможности прочным. Заданная требуемая очень высокая прочность составляющих компонентов армирующей заготовки, по существу слабость соединения, по существу становится «слабым звеном» в структурной «цепи».
Пример конфигурации перекрещивания раскрыт в патенте США №6,103,337, ссылка на который означает, что его содержание полностью включено в текст настоящего описания. В патенте раскрыто эффективное средство для соединения вместе двух армирующих пластин в форме буквы «Т».
Для создания таких соединений в прошлом были сделаны различные другие предложения. Предлагалось формировать и отверждать элемент панели и расположенный под углом элемент жесткости отдельно друг от друга, причем элемент жесткости имеет одну контактную поверхность панели или на одном конце раздвоен с формированием двух расходящихся расположенных в одной плоскости поверхностей панели. Затем два компонента соединяют склеиванием контактной поверхности (поверхностей) элемента жесткости с контактной поверхностью другого компонента с использованием термореактивного клея или другого клеящего вещества. Однако когда прикладывается растяжение к отвержденной панели или поверхности композитной структуры, недопустимо низкие значения нагрузки вызывают появление «отслаивающих» сил, отделяющих элемент жесткости от панели на стыке, так как эффективная прочность соединения определяется прочностью связующего материала, а не клея.
Использование металлических болтов или заклепок на стыке таких компонентов недопустимо, так как такие дополнительные элементы по меньшей мере частично разрушают или ослабляют целостность самих композитных структур, добавляют вес и привносят разности коэффициентов теплового расширения как между такими элементами, так и с окружающим материалом.
Другие способы решения данной проблемы основаны на концепции включения высокопрочных волокон в направлении поперек области соединения путем использования таких способов, как сшивание одного компонента с другим и расположение на сшивающей нити для включения таких армирующих волокон внутрь и поперек места соединения. Один такой способ раскрыт в патенте США №4,331,495 и в выделенном патенте США №4,256,790. В данных патентах раскрыты соединения между первой и второй композитными панелями, сделанные из слоев склеенных волокон. Первая панель на одном конце раздвоена известным способом с формированием двух расходящихся находящихся в одной плоскости контактных поверхностей панели, которая соединена со второй панелью швами из девулканизированной гибкой композитной нити, проходящей сквозь обе панели. Далее панели и нить "совместно отверждают", т.е. отверждают одновременно. Другой способ улучшения прочности соединения раскрыт в патенте США №5,429,853. Однако данный способ похож на ранее описанные способы, потому что раздельно сконструированные отдельные компоненты соединяют вместе сшиванием третьей нити или волокна между двух. В зависимости от того, какой способ использован, конечная структура будет иметь относительно слабые соединения на стыках между отдельными участками, и требуются значительные трудозатраты для того, чтобы разрезать и подбирать отдельные слои.
В то время как в уровне техники занимались улучшением структурной целостности армированного композитного материала и достигли успеха, в частности, в случае, раскрытом в патенте США №6,103,337, существует потребность в его улучшении или решении проблемы способом, отличающимся от использования клеящих веществ или механического соединения. В этом отношении способ должен обеспечивать создание тканой трехмерной структуры с использованием специализированных машин. Однако требуются значительные расходы, и редко необходимо иметь ткацкий станок для создания одной структуры. Несмотря на это трехмерные заготовки, которые могут быть переработаны в армированные волокнами композитные материалы, хорошо подходят, потому что они обеспечивают повышенную прочность по сравнению с известными двухмерными слоистыми композитными материалами. Данные заготовки используются, в частности, в сферах применения, в которых требуется композитных материал, чтобы нести горизонтальные нагрузки. Однако рассмотренные выше известные заготовки, ограниченные своей способностью выдерживать большие горизонтальные нагрузки, должны быть вытканы на ткацком станке в автоматизированном процессе и обеспечивать изменяющуюся толщину частей заготовки.
Еще один способ заключается в плетении двухмерной структуры и складывании ее в трехмерной форме, так что панель получается в целом жесткой, т.е. нити постоянно переплетены между плоским основанием или частью панели и элементом жесткости. Пример двухмерной тканой структуры, которая сложена в трехмерной форме, раскрыт в патенте США №6,874,543, ссылка на который означает, что его содержание полностью включено в текст настоящего описания. Армированные волоконами заготовки специфических структурных форм, такие как, например, имеющие поперечные сечения в форме буквы "T", "I", "H" или "тт", могут быть вытканы на традиционном челночном ткацком станке, и в нескольких известных патентах раскрыт способ плетения таких структур (например, в патенте США №6,446,675 и в патенте США №6,712,099). Еще один способ конструирования усиленных панелей раскрыт в патенте США №6,019,138, ссылка на который означает, что его содержание полностью включено в текст настоящего описания. В патенте раскрыт способ формирования усиленных панелей с армирующими элементами жесткости в обоих направлениях, в направлении основы и в направлении утка. Как описано, при использовании данного способа получают усиление в двух направлениях путем плетения или простым вплетением высоких точек в часть панели заготовки. Однако заготовки сконструированы так, что элементы жесткости имеют ориентацию или 0° или +/-90°.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, существует потребность в вытканной за одно целое заготовке, обеспечивающей усиление по меньшей мере в двух направлениях, которая может быть выткана в одном процессе с использованием традиционного ткацкого станка без каких-либо специальных модификаций. В особенности, существует потребность в тканых заготовках содержащих внеосевые элементы жесткости, о которых элементы жесткости ориентированы в направлении или расположены под углом, отличающимся от 0° или 90°, или внеосевые элементы жесткости сформированы в сочетании с элементами жесткости, ориентированными в направлении 0° или 90°.
Благодаря настоящему изобретению исключаются рассматриваемые в известных из области техники структурах слабые соединения путем цельного переплетения поверхностного слоя и ребер жесткости, так что непрерывная нить проходит поперек по меньшей мере некоторых стыков.
Изобретение согласно одному типичному варианту реализации предлагает квази-изотропную трехмерную тканую заготовку, содержащую множество переплетенных друг с другом тканых элементов, по меньшей мере один вытканный за одно целое с ним элемент жесткости или стенку в направлении, перпендикулярном плоскости тканого элемента. Вытканные за одно целое элементы жесткости в тканых элементах вместе формируют в тканой заготовке квази-изотропные внеосевые или шестиугольные элементы жесткости.
Еще в одном типичном варианте реализации предложен армированный волокнами композитный материал, содержащий квази-изотропную трехмерную тканую заготовку, содержащую множество переплетенных друг с другом тканых элементов. Тканые элементы содержат по меньшей мере один вытканный за одно целое с ними элемент жесткости или стенку в направлении, перпендикулярном плоскости тканого элемента. Вытканные за одно целое элементы жесткости в тканых элементах вместе формируют в тканой заготовке квази-изотропные внеосевые или шестиугольные элементы жесткости. Композитный материал может быть сформирован пропитыванием и отверждением тканой заготовки в связующем материале.
Еще в одном варианте реализации предложен способ формирования квази-изотропной трехмерной тканой заготовки. Способ содержит этапы переплетения тканых элементов друг с другом. Тканые элементы содержат по меньшей мере один вытканный за одно целое с ними элемент жесткости или стенку в направлении, перпендикулярном плоскости тканого элемента. Вытканные за одно целое элементы жесткости в тканых элементах вместе формируют в тканой заготовке квази-изотропные внеосевые или шестиугольные элементы жесткости. Вытканные за одно целое элементы жесткости могут быть сформированы путем складывания части тканого элемента в форме петли и пришивания нижней части петли к основанию тканого элемента. Тканые элементы могут быть многослойными текстильными тканями, и вытканные за одно целое элементы жесткости могут быть сформированы разрезанием и складыванием части верхнего слоя в многослойной текстильной ткани.
Согласно еще одному типичному варианту реализации тканые элементы могут быть сформированы переплетением нитей основы с нитями утка на расстоянии первого заданного отрезка тканых элементов, продолжая плести верхний слой тканого элемента и позволяя нижнему слою держаться на поверхности на расстоянии второго заданного отрезка тканого элемента, возобновляя работу натяжного устройства ткацкого станка для нижнего слоя после того, как соткан второй заданный отрезок, посредством чего в тканом элементе формируют цельную петлю или стенку и продолжают плести верхний и нижний слои вместе.
Еще в одном типичном варианте реализации изобретения предложен способ формирования армированного волокнами композитного материала, согласно которому формируют квази-изотропную трехмерную тканую заготовку путем переплетения тканых элементов друг с другом, причем по меньшей мере один тканый элемент содержит по меньшей мере один вытканный за одно целое с ним элемент жесткости или стенку в направлении, перпендикулярном плоскости тканого элемента, и пропитывают тканую заготовку в связующем материале.
Способ согласно настоящему изобретению может быть использован для плетения заготовок с изменяющейся толщиной или с изменяющейся высотой элементов жесткости, которые могут быть расположенными параллельно друг другу или расположенными под углом друг к другу. Заготовка может быть выткана с использованием любого традиционного рисунка для нитей основы, т.е. переплетения слой-к-слою, под углом в направлении толщины, ортогональнго переплетения и т.д. Хотя предпочтительным является углеродное волокно, изобретение применимо по существу к любому типу волокон.
Возможные области применения тканых заготовок согласно настоящему изобретению включают любые конструкционные применения, которые используют жесткие поверхности, такие как усиленные панели в крыльях самолета, фюзеляже или в структурах хвостового оперения самолета и в сферах применения, в которых шестиугольная ячейка является желательной.
Характеризующие изобретение разные признаки новизны указаны в прилагаемой формуле изобретения, являющейся частью настоящего описания. Для лучшего понимания изобретения его преимуществ и специфических целей, достигаемых благодаря его использованию, сделана ссылка на текстовый материал, в котором предпочтительные, но не ограничивающие, варианты реализации изобретения приведены в иллюстративных целях, и на прилагаемые чертежи, на которых одинаковые элементы обозначены одинаковыми номерами.
Термины «содержащий» и «содержит», используемые в настоящем описании, могут означать то же самое, что и термины «включающий в себе» и «включает в себя» или могут иметь значение, данное для этих терминов в Патентном Законе США. Термины «по существу содержащий» или «содержит по существу», используемые в формуле изобретения, имеют значение, данное для этого термина в Патентном Законе США. Другие аспекты изобретения описаны или очевидны из последующего описания (в пределах объема изобретения).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Прилагаемые чертежи, присоединенные для лучшего понимания изобретения, являются неотъемлемой частью настоящего описания. На представленных чертежах проиллюстрированы различные варианты реализации изобретения, которые вместе с описанием служат для объяснения принципов изобретения. На чертежах:
на фиг.1 изображен тканый элемент с выполненными за одно целое с поперечными элементами жесткости согласно одному аспекту изобретения;
на фиг.2 изображен схематический вид повторяющегося элемента с внеосевыми элементами жесткости согласно одному аспекту изобретения;
на фиг.3a показаны типичные размеры тканого элемента до того, как он будет сложен, согласно одному аспекту изобретения;
на фиг.3b изображен схематический вид тканого элемента с пришитыми петлями согласно одному аспекту изобретения;
на фиг.4a изображен схематический вид двухслойного тканого элемента согласно одному аспекту изобретения;
на фиг.4b изображен схематический вид тканого элемента с выступающими вверх элементами жесткости согласно одному аспекту изобретения;
на фиг.5a-5d изображены этапы формирования тканого элемента тканой заготовки согласно одному аспекту изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ РЕАЛИЗАЦИИ
Теперь обратимся к чертежам, на фиг.2 изображен схематический вид квази-изотропной трехмерной тканой заготовки 100, сформированной способом согласно настоящему изобретению. Заготовка 100 содержит отдельные полосы ткани или тканые элементы 10, которые затем переплетены вместе с формированием квази-изотропной трехмерной структуры с группой выполненных за одно целое тканых внеосевых ребер жесткости. На фиг.1 изображен схематический вид тканого элемента 10. Как показано, тканый элемент 10 может быть полосой ткани, созданной с выполненными за одно целое с ней поперечными элементами жесткости 16, расположенными через определенные промежутки по всей длине тканого элемента. Тканый элемент 10 может содержать три сегмента поверхностного слоя и три поперечных элемента жесткости. Тканый элемент 10, изображенный на фиг.1, содержит дополнительный сегмент поверхностного слоя только для того, чтобы показать, как может повторяться основной элемент. Может быть любое количество сегментов поверхностного слоя и ребер жесткости. Большее количество сегментов позволяет производить панели большего размера (т.е. больше шестиугольных ячеек).
Данные тканые элементы могут быть сплетены в рисунке, в котором продольная ось тканых элементов 10 ориентирована в направлениях 0°, -60° и +60°, как изображено на фиг.2. Поперечные элементы жесткости 16 сложены гладкими по отношению к поверхностному слою, а тканые элементы 10 сплетены и затем сложены вверх в положение после того, как тканый элемент 10 вплетен на место. Следует заметить, что изображение на фиг.2 является повторяющейся частью конечной структуры. Данная повторяющаяся ячейка может быть использована для создания произвольно больших структур, ограниченных только длиной использованных полос.
Как изображено на фиг.2, поперечные элементы жесткости 16 в тканых элементах 10 формируют последовательность шестиугольных ячеек. Как можно заметить, поперечные элементы жесткости 16 выполнены за одно целое с поверхностным слоем, но не соединены друг с другом на углах, Элементы жесткости 16, соединенные с ткаными элементами 10, которые не расположены на верхней поверхности ячейки, выступают через пространства слева, открытые расположенными над ними ткаными элементами 10.
Поверхностный слой внутри каждой ячейки может быть слоистым материалом, состоящим по меньшей мере из трех слоев. Основная характеристика слоистого материала с равными значениями усиления в направлениях 0°, -60° и +60° заключается в том, что он может иметь свойства квази-изотропной жесткости в плоскости слоистого материала, т.е. эффективная жесткость может быть равномерной во всех направлениях.
Размеры тканых элементов могут быть регулируемыми, например ширина (a) тканого элемента должна быть равной длине плоскостей шестиугольной ячейки и расстояние 25 между элементами жесткости должно быть равным 2aCos (30°). Для примера эти размеры показаны на фиг.3a. Тканые элементы 10 могут быть изготовлены с использованием одного из типичных способов, раскрытых в настоящем изобретении.
Согласно одному типичному варианту реализации тканые элементы 10 могут быть сформированы периодическим пришиванием «петель» 20 в тканом элементе или ткани соответствующей ширины, как изображено на фиг.3b. Можно использовать любой известный способ для выполнения швов 30 для пришивания нижней части петель 20 к основанию тканого элемента 10.
Согласно одному типичному варианту реализации тканые элементы 10 могут быть изготовлены плетением двухслойной ткани, в которой слои 12, 14 меняются местами через равномерные интервалы по длине ткани. Верхний слой 12 может быть разрезан на требуемом месте 28 и сложен относительно нижнего слоя 14 с формированием поперечных ребер жесткости. Например, данный способ изображен на фиг.4a и 4b.
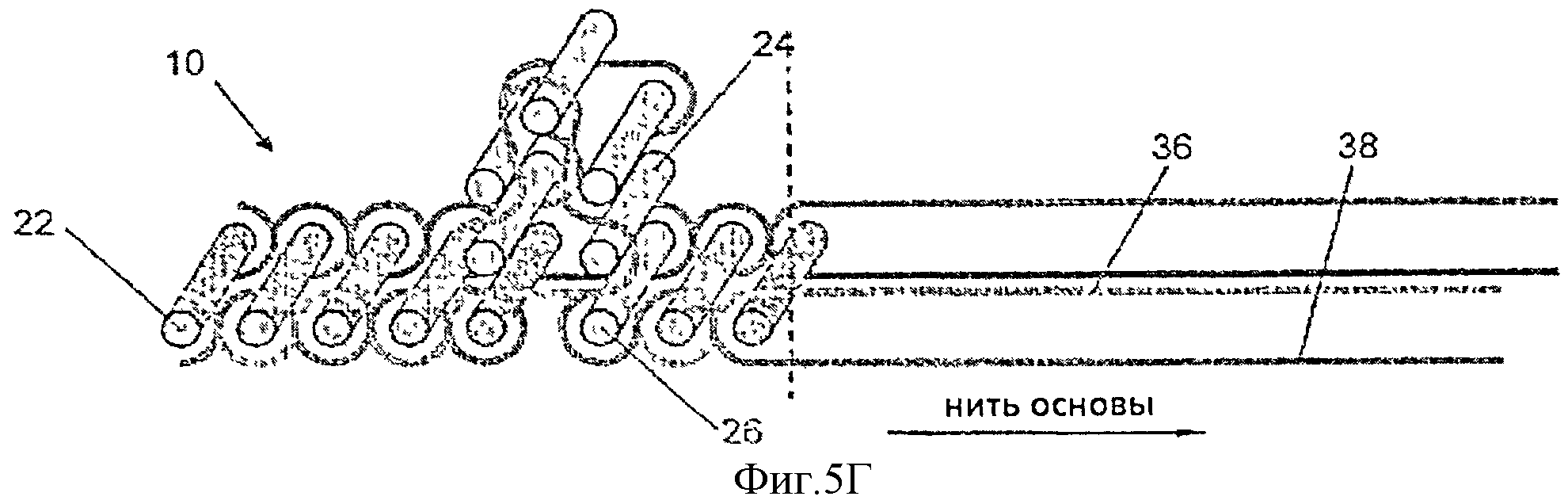
Согласно одному типичному варианту реализации тканые элементы 10 могут быть изготовлены с использованием ткацкого станка, содержащего программируемые механизм прибивания и натяжной механизм, например, ткацких станков, содержащих снабженные сервоуправлением механизм прибивания и натяжной механизм. Способ содержит четыре этапа, например, как изображено на фиг.5a-5d.
На первом этапе два слоя ткани переплетают вместе с использованием равномерно возрастающего натяжения и прибиванием к тому же положению после ввода каждой уточной нити. Данное положение прибивания может быть обозначено как исходное положение. В данном положении нормальный уклон текстильной ткани изображен на фиг.5a. Специалисту может быть очевидным, что бердо обычно перемещает каждую уточную нить 22 к этому положению по мере того, как переплетает их с основными волокнами 32, 34, 36, 38, и ткань постепенно продвигается вперед (влево на фиг.5a). Изображено четыре нити основы, только в качестве примера, так как требуется зафиксировать все нити 22 утка (уточные нити) на месте, так как для данной цели может быть использовано любое количество нитей основы. Волокна 32, 34 основы переплетаются в одном зазоре между двумя соседними зубьями берда, а волокна 36, 38 основы переплетаются в следующем зазоре между двумя соседними зубьями берда. Данный рисунок может быть повторен по всей ширине ткацкого станка.
После того как выткана требуемая длина ткани, продолжают плести верхний слой, содержащий волокна 32, 36 основы, а нижнему слою, содержащему волокна 34, 38 основы, позволяют оставаться несвязанным. На этом этапе натяжной механизм выключен, а прибивание после каждой уточной нити 24 происходит с равномерным снижением. Длина прибивания уменьшается на такую же величину, на которую выполнено продвижение на первом этапе, таким образом размещенная в верхнем слое уточная нить 24 остается однообразной. Перемещение бердо является программируемым, следовательно, величина хода может быть с определенным шагом уменьшена, когда вставлены уточные нити 24, а ткань не продвигается. Нити 34, 38 основы в этой части процесса не переплетаются, а нити 32, 36 основы все еще фиксируют во всех уточных нитях 24.
На следующем этапе снова включают натяжной механизм, возобновляют переплетение обоих слоев и возвращают прибивание к исходному положению. Т.е. возобновляется нормальное перемещение бердо после того, как вставлена уточная нить 26. Уточная нить 26 на данном этапе заставляет тканый верхний слой формировать петлю в ткани, которая станет выполненным за одно целое поперечным элементом жесткости или выступающей вверх ножкой ткани или тканого элемента. Эти петли могут быть повторены вдоль всей длины ткани, как требуется. Как можно видеть на фиг.5d, слой ткани с помощью уточных нитей 24 формирует «петли» на верхней поверхности ткани. После того как сформирована петля возобновляется нормальное переплетение, которое фиксирует петлю на месте.
Как только сформированы отдельные тканые элементы 10, тканая заготовка 100 может быть создана таким образом, как описано в первом варианте реализации. Способ согласно настоящему изобретению может быть использован для плетения заготовок с элементами жесткости с изменяющейся толщиной или изменяющейся высотой, которые могут быть расположенными параллельно друг другу или под углом друг к другу. Заготовка может быть выткана с использованием любого традиционного рисунка для нитей основы, т.е. переплетение слой-к-слою, под углом в направлении толщины, ортогональное и т.д. В то время как предпочтительным является углеродное волокно, изобретение применимо по существу к любому другому типу волокон, например углеродному, нейлоновому, вискозному, стекловолокну, хлопчатобумажному, керамическому, арамидному, полиэфирному и металлическим нитям или волокнам.
Согласно одному типичному варианту реализации тканая заготовка 100 может быть использована в формировании армированных волокнами композитных материалов, в которых тканая заготовка пропитана и отверждена в связующем материале, т.е. смоле. Смола может быть любой из группы, содержащей эпоксидную смолу, бисмалеимидную смолу, полиэфирную смолу, виниловый эфир, керамическую смолу и углеродную смолу. Композитный материал может быть сформирован с использованием любых процессов, таких как, например, метод пропитки под давлением и метод химической фильтрации с помощью пара.
Возможные области применения тканой заготовки согласно настоящему изобретению включают применение структуры, использующей жесткие поверхности, такие как усиленные панели в крыльях самолета, фюзеляже или в структурах хвостового оперения самолета и в сферах применения, в которых шестиугольная ячейка является желательной.
Несмотря на то, что в настоящем описании представлено подробное описание предпочтительных вариантов изобретения и их модификаций, следует заметить, что объем изобретения этим не ограничивается и специалистами могут быть выполнены другие модификации и изменения без отступления от сущности и объема изобретения, которые определены прилагаемой формулой изобретения.
Реферат
Раскрыты квази-изотропная трехмерная заготовка и способ ее изготовления. Заготовка содержит переплетенные друг с другом тканые элементы. Тканые элементы содержат по меньшей мере два вытканных за одно целое с ним элемента жесткости или стенки в направлении, перпендикулярном плоскости тканого элемента. Заготовка может быть использована в производстве армированных волокнами композитных материалов. 4 н.п., 24 з.п. ф-лы, 5 ил.
Формула
по меньшей мере три отдельных тканых элемента, переплетенных друг с другом с образованием поверхности заготовки,
причем каждый из указанных отдельных тканых элементов представляет собой полосу ткани, образованной переплетением нитей или волокон основы и нитей или волокон утка, и содержит по меньшей мере два вытканных за одно целое с ним элемента жесткости или стенки в направлении, перпендикулярном плоскости указанной поверхности заготовки.
по меньшей мере три тканых элемента, переплетенных друг с другом с образованием поверхности заготовки,
в которой каждый из указанных отдельных тканых элементов представляет собой полосу ткани, образованной переплетением нитей или волокон основы и нитей или волокон утка, и содержит по меньшей мере два вытканных за одно целое с ним элемента жесткости или стенки в направлении, перпендикулярном плоскости указанной поверхности заготовки.
переплетают по меньшей мере три отдельных тканых элемента друг с другом с образованием поверхности заготовки,
причем каждый из указанных отдельных тканых элементов представляет собой полосу ткани, образованной переплетением нитей или волокон основы и нитей или волокон утка, и содержит по меньшей мере два вытканных за одно целое с ним элемента жесткости или стенки в направлении, перпендикулярном плоскости указанной поверхности заготовки.
переплетают нити основы с нитями утка на первую заданную длину указанных тканых элементов;
продолжают переплетать верхний слой указанного тканого элемента и позволяют оставаться нижнему слою несвязанным на второй заданной длине указанных тканых элементов;
возобновляют работу натяжного механизма ткацкого станка для указанного нижнего слоя после того, как выткана указанная вторая заданная длина посредством чего в указанных тканых элементах формируют выполненную за одно с ними петлю или стенку; и
продолжают переплетать друг с другом указанные верхний и нижний слои.
формируют квази-изотропную трехмерную тканую заготовку путем переплетения по меньшей мере трех отдельных тканых элементов друг с другом с образованием поверхности заготовки,
причем указанные по меньшей мере три тканых элемента содержат по меньшей мере два вытканных за одно целое с ними элемента жесткости или стенки в направлении, перпендикулярном плоскости указанной поверхности заготовки; и
пропитывают указанную тканую заготовку в связующем материале.
Комментарии