Способ изготовления лопатки турбомашины из композиционного материала, лопатка турбомашины и турбомашина - RU2552652C2
Код документа: RU2552652C2
Чертежи










Описание
Предпосылки изобретения
Настоящее изобретение относится к лопаткам турбомашины из композиционного материала, содержащего уплотненную матрицей волокнистую арматуру.
Предполагаемой сферой использования являются газотурбинные лопатки для авиационных двигателей или промышленных турбин.
Уже было предложено выполнение лопаток для турбомашин из композиционного материала. В частности, можно сослаться на патент США № US 5854154 (29.12.1998). В этом патенте, в частности, описано изготовление лопатки турбомашины из композиционного материала, содержащего уплотненную матрицей волокнистую арматуру. Более конкретно, способ, описанный в этом патенте и примененный к изготовлению лопатки, имеет ту особенность, что волокнистой заготовке, выполненной путем трехмерного (объемного) ткачества, придают форму с целью получения цельной волокнистой преформы, имеющей первую часть, образующую преформу хвостовика и пера лопатки, и по меньшей мере одну вторую часть, образующую преформу внутренней или наружной полки лопатки. Таким образом, после уплотнения преформы может быть получена лопатка из композиционного материала, включающая волокнистую арматуру, образованную преформой и уплотненную матрицей, и образующая цельную деталь со встроенными в нее внутренней полкой и/или наружной полкой.
Лопатке, полученной таким способом, свойственен недостаток, заключающийся в том, что ее наружная полка не может совмещать функцию обеспечения уплотнения с корпусом, окружающим лопатки (за счет наличия гребешков), и аэродинамическую функцию (за счет наличия обтекаемых выступов, ограничивающих наружную сторону проточного тракта газового потока через турбину). Кроме того, у хвостовика обтекаемые выступы внутренней полки полученной данным способом лопатки могут ломаться под действием больших усилий, прилагаемых к ним в ходе эксплуатации (это усилие может быть следствием центробежной силы при вращении).
Задача и сущность изобретения
Основной задачей настоящего изобретения является устранение отмеченных недостатков посредством предложения лопатки из композиционного материала, представляющей собой цельную деталь со встроенными в нее внутренней полкой и/или наружной полкой, у которой наружная и внутренняя полки обладают требуемыми свойствами.
Эта задача решена посредством способа изготовления лопатки турбомашины из композиционного материала, содержащего уплотненную матрицей волокнистую арматуру, при этом данный способ включает:
- выполнение трехмерного ткачества (тканья) цельной волокнистой заготовки;
- придание формы волокнистой заготовке с получением цельной волокнистой преформы, имеющей первую часть, образующую преформу хвостовика и пера лопатки, по меньшей мере одну вторую часть, образующую преформу внутренней полки лопатки и/или преформу гребешков наружной полки лопатки, и по меньшей мере одну третью часть, образующую преформу арматуры внутренней полки лопатки и/или преформу обтекаемых выступов наружной полки лопатки; и
- уплотнение волокнистой преформы матрицей с получением лопатки из композиционного материала, имеющей волокнистую арматуру, образованную преформой и уплотненную матрицей, и образующей цельную деталь со встроенными в нее внутренней полкой и/или наружной полкой.
По сравнению со способом, описанным в патенте US 5854154 в отношении его применения к производству лопатки, изобретение предусматривает, в частности, применение в ходе придания формы волокнистой заготовке третьей части, образующей преформу арматуры внутренней полки лопатки и/или преформу обтекаемых выступов наружной полки лопатки. В результате, полученная способом по изобретению лопатка может обладать требуемыми свойствами, то есть, выполнять функцию уплотнения и аэродинамическую функцию на уровне ее наружной полки, и при этом внутренняя полка имеет удвоенную толщину, что усиливает ее механическую прочность.
Кроме того, когда третью часть волокнистой преформы используют для формирования преформы обтекаемых выступов наружной полки лопатки, полученная способом по изобретению лопатка позволяет воссоздавать частично изнутри (внутренней полкой лопатки) и снаружи (обтекаемыми выступами наружной полки лопатки) проточный тракт газового потока через турбину, в которую лопатку устанавливают.
В соответствии с выгодной особенностью способа, в продольном направлении, соответствующем продольному направлению изготавливаемой волокнистой заготовки, эта волокнистая заготовка включает: первую группу из множества слоев нитей, которые связаны друг с другом, образуя первую часть заготовки, соответствующую преформе хвостовика и пера лопатки; вторую группу из множества слоев нитей, которые связаны друг с другом по меньшей мере локально, образуя по меньшей мере одну вторую часть заготовки, соответствующую преформе внутренней полки лопатки и/или преформе гребешков наружной полки лопатки; и третью группу из множества слоев нитей, которые связаны друг с другом по меньшей мере локально, образуя по меньшей мере одну третью часть заготовки, соответствующую преформе арматуры внутренней полки лопатки и/или преформе обтекаемых выступов наружной полки лопатки, причем нити первой группы слоев нитей не связаны с нитями второй и третьей групп слоев нитей, и при этом первая группа слоев нитей пересекается нитями второй и третьей групп слоев нитей на уровне упомянутой или каждой второй части волокнистой заготовки и на уровне упомянутой или каждой третьей части волокнистой заготовки.
Предусматривание несвязанных зон позволяет придавать форму волокнистой преформе без разрезания связывающих нитей, при этом такое разрезание может ослаблять механическую прочность волокнистой арматуры, а значит, и изготовленной лопатки.
В соответствии с другой особенностью способа волокнистую заготовку ткут с непрерывными второй и третьей группами слоев нитей, а придание формы волокнистой заготовке включает устранение отрезанием тех частей второй и третьей групп слоев нитей, которые лежат снаружи от упомянутой или каждой второй части волокнистой заготовки и от упомянутой или каждой третьей части волокнистой заготовки.
Вторая и третья группы слоев нитей могут пересекать первую группу слоев нитей в одном и том же направлении. В качестве альтернативы, вторая и третья группы слоев нитей могут пересекать первую группу слоев нитей в противоположных направлениях.
В соответствии с еще одной особенностью способа в первой части волокнистой заготовки и в направлении, соответствующем тому направлению, вдоль которого простирается профиль пера переменной толщины в изготавливаемой лопатке, число слоев нитей в продольном направлении в первой группе слоев нитей постоянно. Нити первой группы слоев нитей могут иметь переменные номер и/или плотность переплетения.
Преимущественно, выполняют трехмерное ткачество полосы, включающей последовательность волокнистых заготовок. Затем заготовки могут быть отрезаны от этой полосы. Заготовки могут быть вытканы с продольным направлением изготавливаемой лопатки либо в направлении утка, либо в направлении основы.
Изобретением также предусмотрена лопатка турбомашины из композиционного материала, содержащего волокнистую арматуру, полученную путем трехмерного ткачества нитей и уплотненную матрицей, включающая первую часть, образующую хвостовик и перо лопатки и составляющую единое целое с по меньшей мере одной второй частью, образующей внутреннюю полку или гребешки наружной полки лопатки, и с по меньшей мере одной третьей частью, образующей арматуру внутренней полки или преформу обтекаемых выступов наружной полки лопатки, при этом части волокнистой арматуры, соответствующие первой, второй и третьей частям лопатки, являются взаимно переплетающимися, по меньшей мере частично, с нитями первой части волокнистой арматуры, проникающими во вторую часть волокнистой арматуры.
Лопатка может быть выполнена из композиционного материала с керамической матрицей.
В соответствии с одной из особенностей лопатки нити, образующие ту часть волокнистой арматуры, которая соответствует второй и третьей частям лопатки, пересекают ту часть волокнистой арматуры, которая соответствует первой части лопатки.
Перо лопатки может иметь профиль переменной толщины, вдоль которого часть волокнистой арматуры, соответствующая первой части лопатки, имеет, в продольном направлении лопатки, постоянное число слоев нитей, обладающих переменными номером и/или плотностью переплетения, или переменное число слоев нитей.
Изобретением также предусмотрена турбомашина, оснащенная по меньшей мере одной лопаткой, описанной выше.
Краткое описание чертежей
Другие признаки и преимущества настоящего изобретения следуют из дальнейшего описания, выполненного со ссылкой на прилагаемые чертежи, на которых показаны варианты реализации, не имеющие ограничительного характера. На этих фигурах:
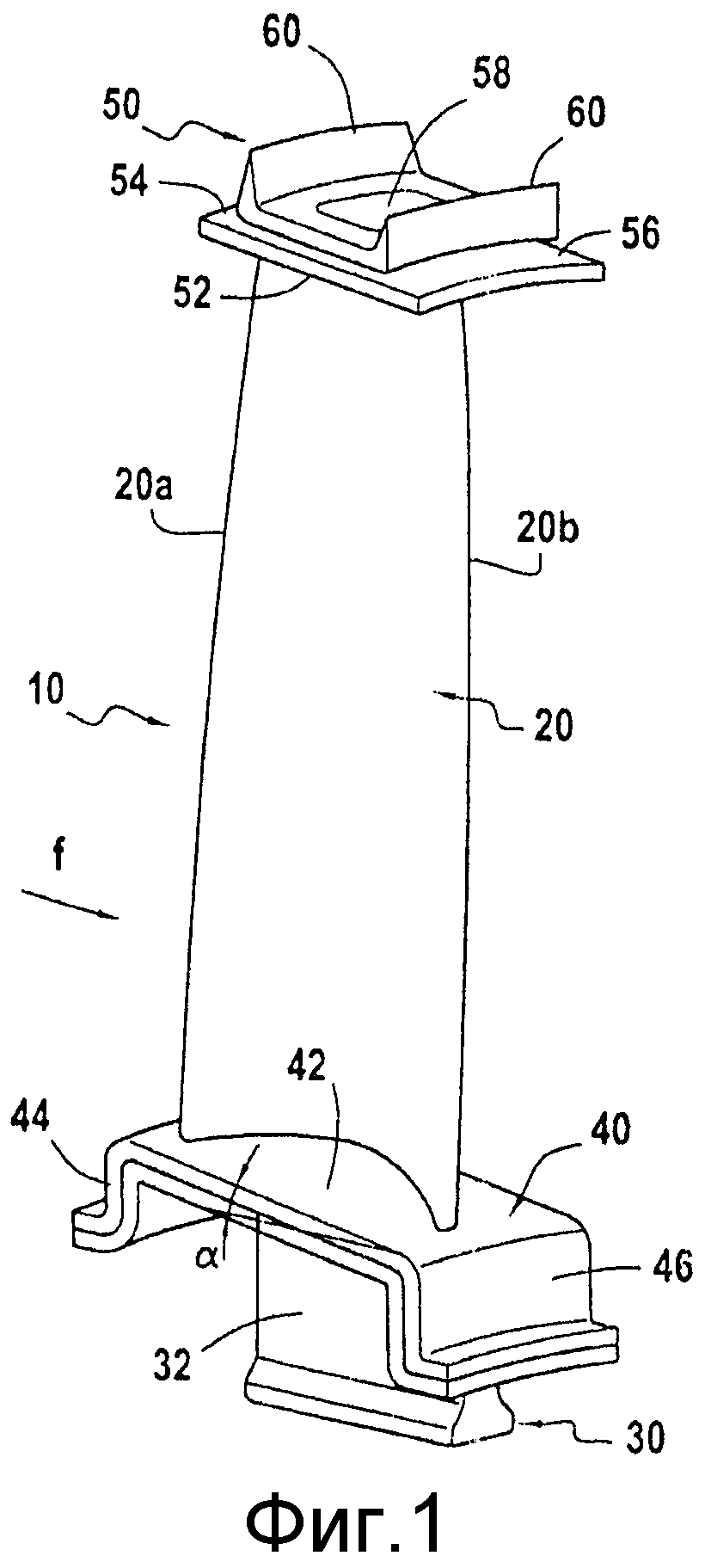
- фигура 1 представляет собой вид в перспективе лопатки турбомашины со встроенными в нее внутренней и наружной полками;
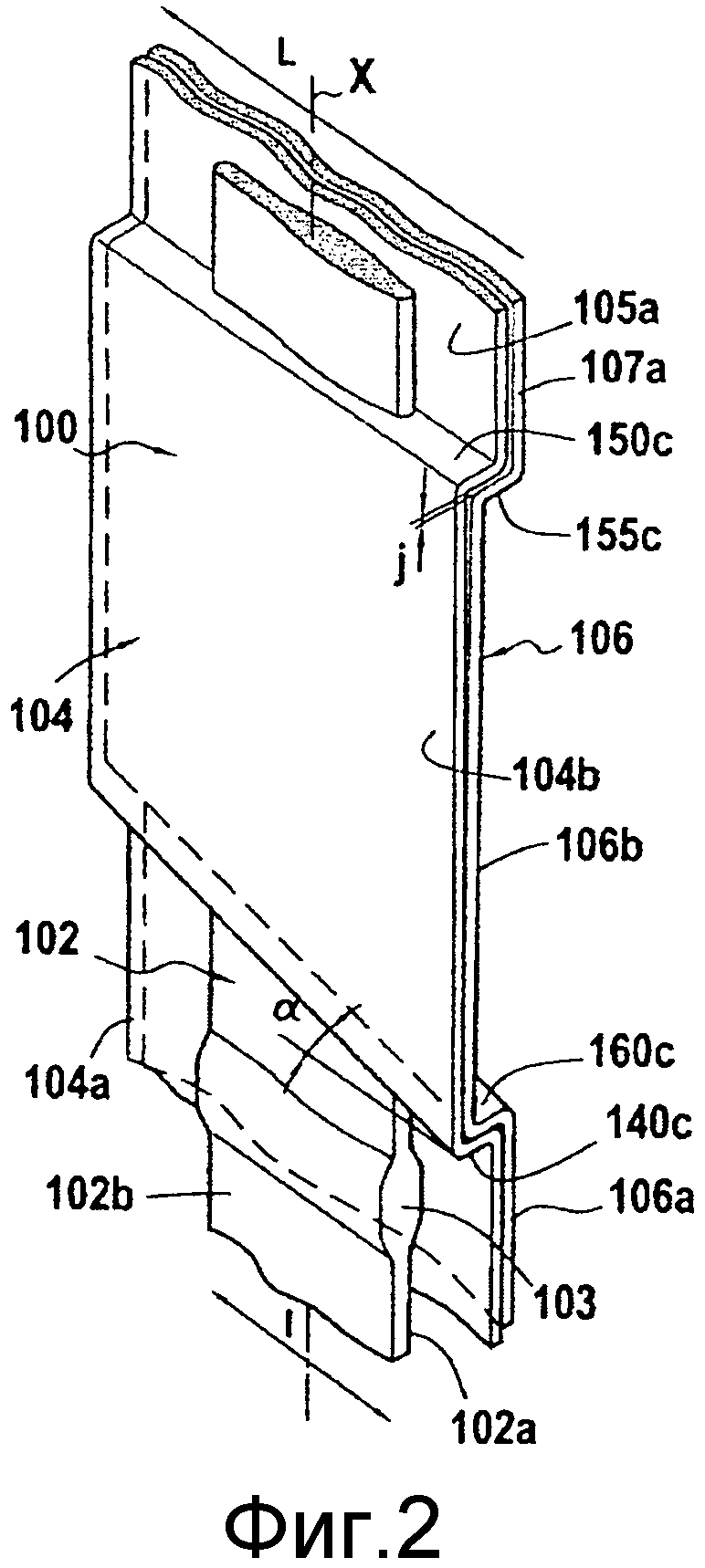
- фигура 2 очень схематично иллюстрирует пример расположения трех групп слоев нитей в сотканной трехмерной волокнистой заготовке, предназначенной для изготовления волокнистой преформы для такой лопатки, которая показана на фигуре 1;
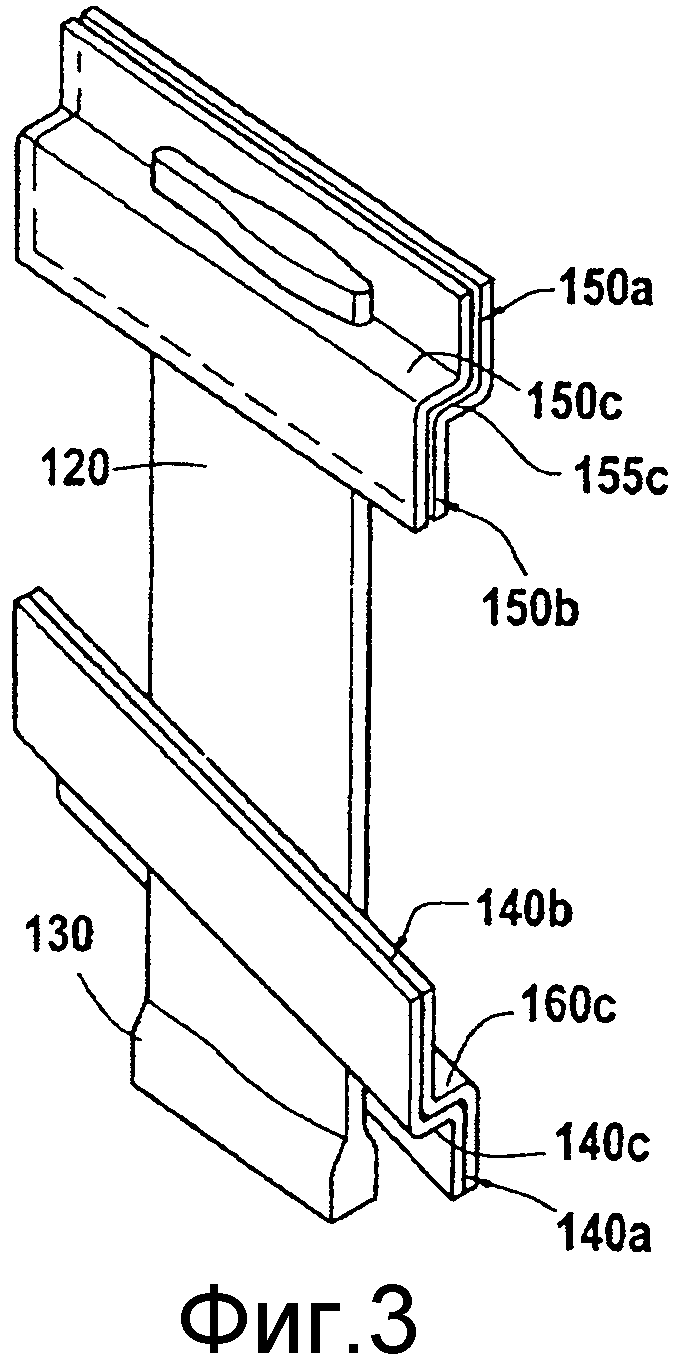
- фигуры 3, 4 и 5 иллюстрируют последовательные этапы изготовления волокнистой преформы для лопатки, показанной на фигуре 1, начиная с волокнистой заготовки по фигуре 2;
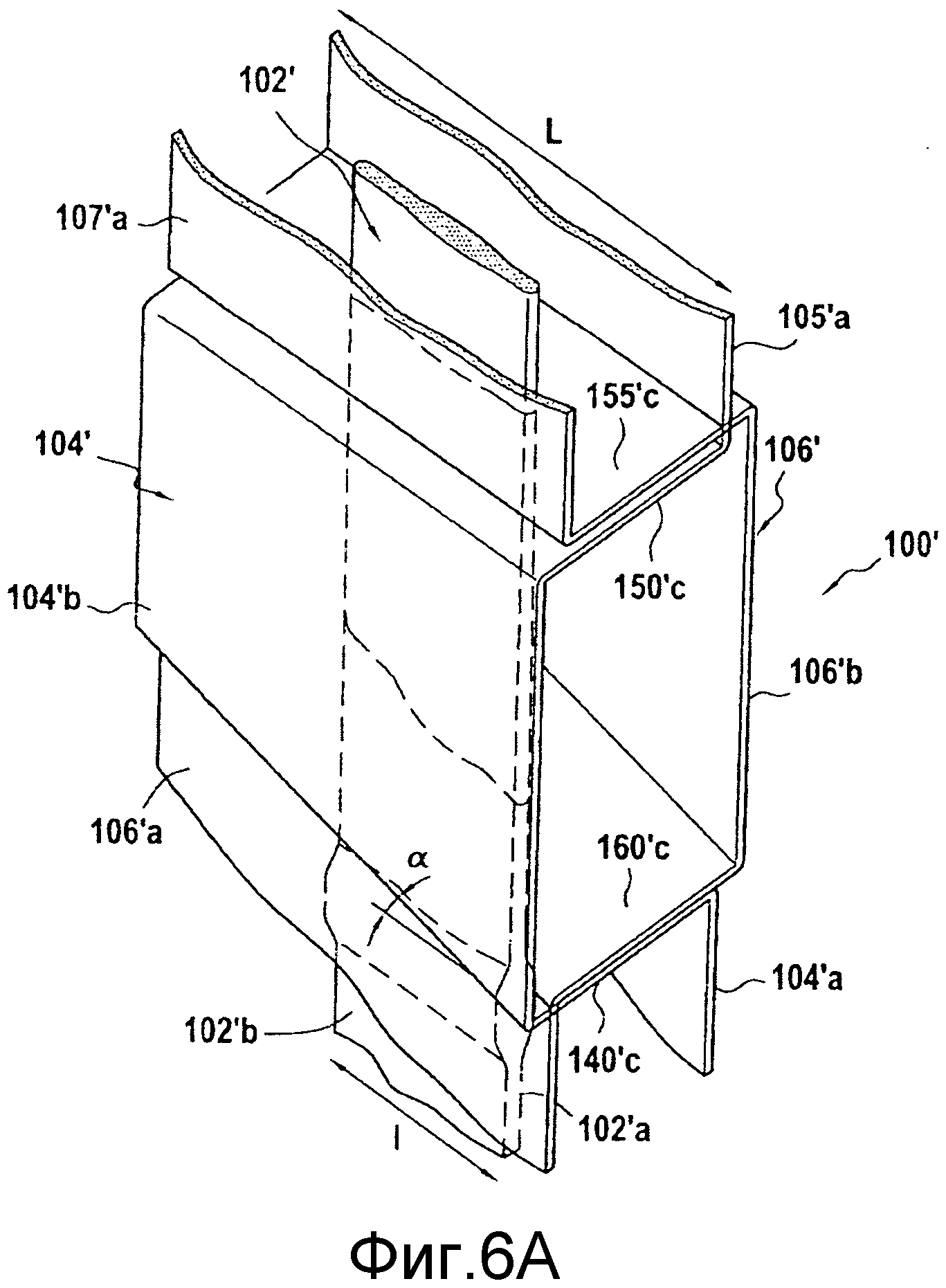
- фигуры 6А и 6В очень схематично демонстрируют другой пример расположения трех групп слоев нитей в сотканной трехмерной волокнистой заготовке, предназначенной для изготовления волокнистой преформы для такой лопатки, которая показана на фигуре 1;
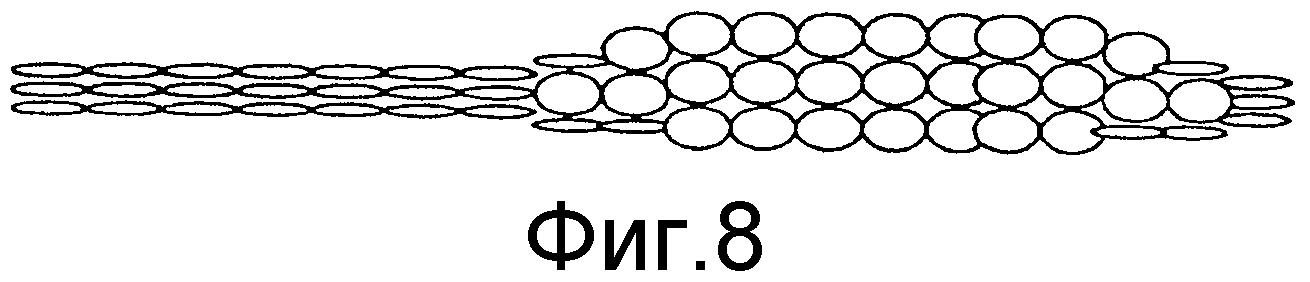
- фигура 7 представляет собой вид в разрезе, демонстрирующий профиль уплощенного пера такой лопатки, как на фигуре 1;
- фигура 8 представляет собой вид в разрезе группы слоев нитей основы, позволяющей получить такой профиль, как показанный на фигуре 7;
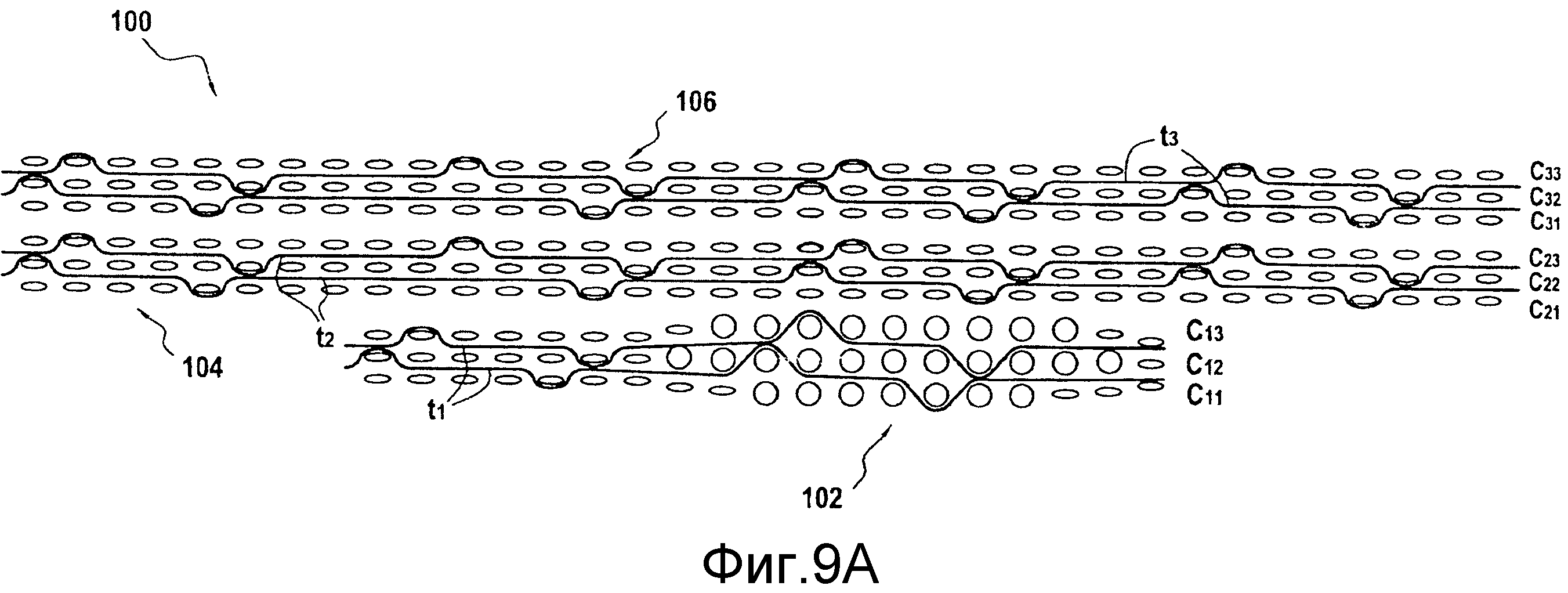
- фигуры 9А и 9В представляют собой вид в разрезе основы, демонстрирующий способ ткачества волокнистой заготовки по фигуре 2;
- фигура 10 представляет собой местный вид в разрезе по плоскости, параллельной направлениям основы и утка, в части волокнистой заготовки по фигуре 2, соответствующей месту соединения между пером и внутренней полкой лопатки;
- фигура 11 представляет собой местный вид в разрезе утка в части волокнистой заготовки по фигуре 2, соответствующей месту соединения между пером и наружной полкой лопатки;
- фигура 12А представляет собой разрез утка, демонстрирующий пример расположения нитей утка в части волокнистой заготовки, соответствующей части хвостовика лопатки;
- фигуры 12В-12D представляют собой виды в разрезе утка, демонстрирующие плоскости основы для примера (многослойного) трехмерного ткачества в части волокнистой заготовки по фигуре 12А;
- фигура 13 представляет собой частичный схематичный разрез, демонстрирующий другой вариант изготовления части заготовки, соответствующей хвостовику лопатки;
- фигуры 14 и 15 очень схематично иллюстрируют два варианта реализации тканой волокнистой полосы, полученной путем трехмерного ткачества и включающей множество волокнистых заготовок, таких как представленная на фигуре 2;
- фигура 16 показывает последовательные этапы одного способа изготовления лопатки турбомашины в соответствии с изобретением; и
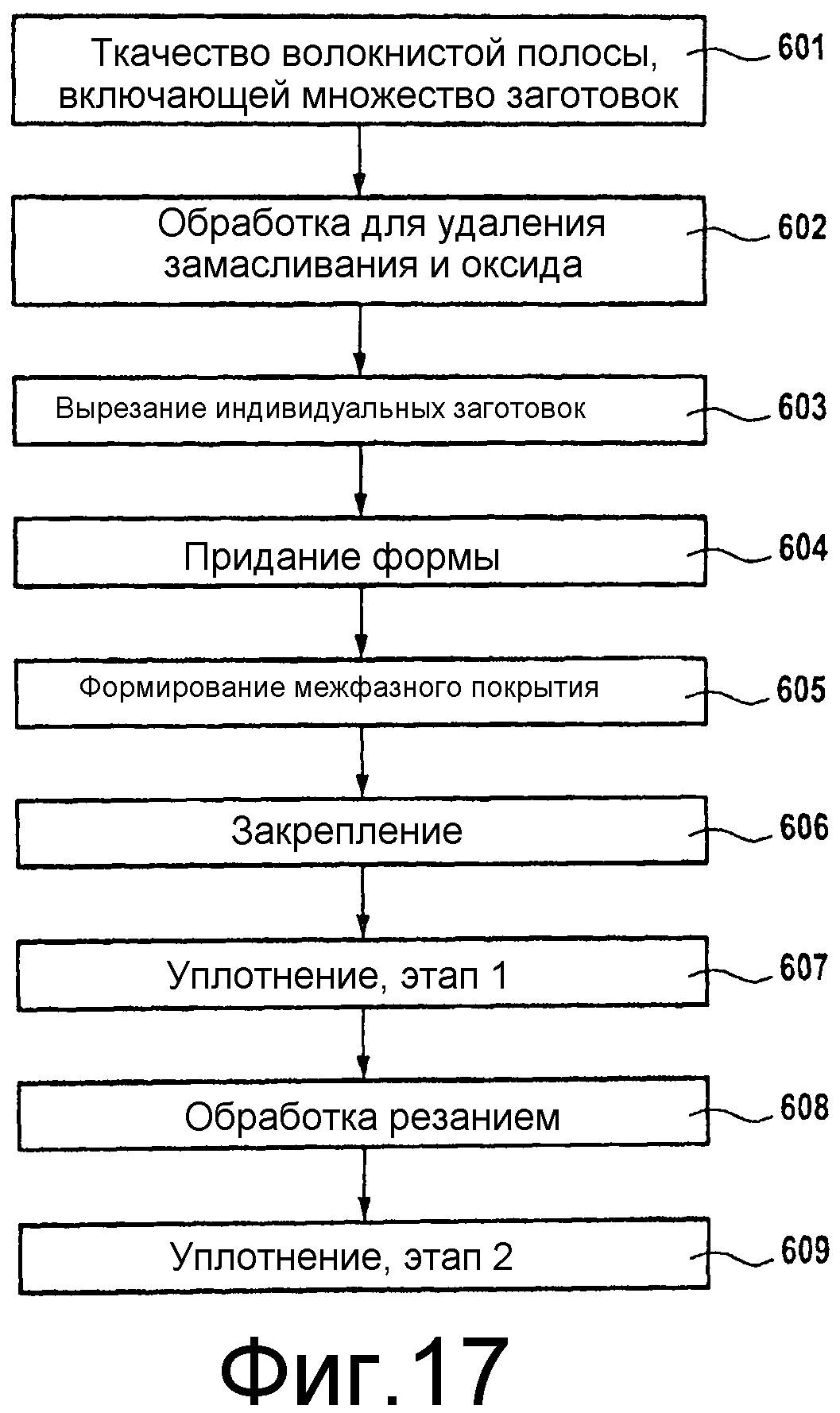
- фигура 17 показывает последовательные этапы еще одного способа изготовления лопатки турбомашины в соответствии с изобретением.
Подробное описание вариантов реализации
Изобретение применимо к различным типам лопаток турбомашины со встроенными в них внутренними и/или наружными полками, в частности, лопаткам компрессора и турбины различных ступеней газовых турбин, например к рабочей лопатке турбины низкого давления (НД), такой как представленная на фигуре 1.
Лопатка 10 по фигуре 1 включает хорошо известным образом перо 20, хвостовик 30, образованный частью с большей толщиной, например, имеющей грушевидное сечение, продолжающейся ножкой 32, внутреннюю полку 40, расположенную между ножкой 32 и пером 20, и наружную полку 50 вблизи свободного конца лопатки.
Перо 20 простирается в продольном направлении между внутренней полкой 40 и наружной полкой 50 и имеет в поперечном сечении криволинейный профиль переменной толщины между его входной кромкой 20а и его выходной кромкой 20b.
Лопатку 10 устанавливают на роторе турбины (не показан), зацепляя хвостовик 30 в корпусе сопряженной формы, выполненном на периферии ротора. Хвостовик 30 продолжается ножкой 32 и, таким образом, соединяется с внутренней (или нижней) поверхностью внутренней полки 40.
На своем радиально внутреннем конце перо 20 соединяется с внутренней полкой 40 на ее наружной (или верхней) поверхности 42, которая ограничивает изнутри проточный тракт газового потока через турбину. В своих передней и задней по ходу потока оконечных частях (в направлении f течения газового потока) эта внутренняя полка заканчивается обтекаемыми выступами (накладными «спойлерами») 44 и 46. В проиллюстрированном примере поверхность 42 внутренней полки наклонена, образуя в целом отличный от нуля угол α по отношению к нормали к продольному направлению лопатки. В зависимости от профиля, желательного для внутренней поверхности проточного тракта газового потока, угол α может быть равен нулю, либо поверхность 42 может иметь в целом нелинейный профиль, например криволинейный.
На своем радиально наружном конце перо соединяется с наружной полкой 50 на ее внутренней (нижней) поверхности 52, которая ограничивает снаружи проточный тракт газового потока. В своих передней и задней по ходу потока частях наружная полка оканчивается обтекаемыми выступами 54 и 56. С наружной стороны (сверху) наружная полка ограничивает углубление или выемку 58. Вдоль передней и задней по ходу потока оконечностей выемки 58 наружная полка несет гребешки 60 с профилем в форме зубцов, вершины которых могут проникать в слой изнашиваемого материала кольца турбины (не показан) с целью уменьшения зазора между вершиной лопатки и кольцом турбины. В проиллюстрированном примере поверхность 52 наружной полки простирается по существу перпендикулярно продольному направлению лопатки. В одном из вариантов и в зависимости от профиля, желаемого для наружной поверхности проточного тракта газового потока, поверхность 52 может быть наклонена, образуя в целом отличный от нуля угол по отношению к нормали к продольному направлению лопатки, или же поверхность 52 может иметь в целом нелинейный профиль, например криволинейный.
Фигура 2 очень схематично демонстрирует волокнистую заготовку 100, из которой может быть отформована волокнистая преформа лопатки с тем, чтобы после уплотнения матрицей и необязательной обработки резанием получить лопатку из композиционного материала со встроенными в нее внутренней и наружной полками, такую как показанная на фигуре 1.
Заготовка 100 включает три части 102, 104 и 106, полученные путем трехмерного ткачества или многослойного ткачества, причем на фигуре 2 показаны только огибающие этих трех частей. Часть 102 предназначена, после придания формы, образовывать ту часть волокнистой преформы лопатки, которая соответствует преформе хвостовика и пера лопатки. Часть 104 предназначена, после придания формы, образовывать те части волокнистой преформы лопатки, которые соответствуют преформам внутренней полки лопатки и гребешков наружной полки лопатки. Что касается части 106, то она предназначена, после придания формы, образовывать те части волокнистой преформы лопатки, которые соответствуют преформам арматуры внутренней полки лопатки и обтекаемых выступов наружной полки лопатки.
Эти три части 102, 104 и 106 выполнены в виде полосок, простирающихся в целом в направлении Х, соответствующем продольному направлению изготавливаемой лопатки. В ее части, предназначенной образовывать преформу пера, волокнистая полоска 102 имеет переменную толщину, определяемую в зависимости от толщины профиля пера изготавливаемой лопатки. В ее части, предназначенной образовывать преформу хвостовика, волокнистая полоска 102 имеет утолщение 103, определяемое в зависимости от толщины хвостовика изготавливаемой лопатки.
Волокнистая полоска 102 имеет ширину l, подбираемую в зависимости от длины развернутого (то есть, плоского) профиля пера и хвостовика изготавливаемой лопатки, тогда как каждая из волокнистых полосок 104 и 106 имеет ширину L, которая больше l и подобрана в зависимости от развернутых длин внутренней и наружной полок изготавливаемой лопатки.
Волокнистые полоски 104 и 106 имеют по существу одинаковую ширину, и каждая из них имеет по существу постоянную толщину, определяемую в зависимости от толщин внутренней и наружной полок изготавливаемой лопатки. В каждой из полосок 104 и 106 имеется первая часть 104а, 106а, простирающаяся вдоль и около первой стороны 102а полоски 102, вторая часть 104b, 106b, простирающаяся вдоль и около второй стороны 102b полоски 102, и третья часть 105а, 107а, простирающаяся вдоль и около первой стороны 102а полоски 102.
Части 104а и 104b полоски 104 соединяются соединительной частью 140с, которая простирается поперек по отношению к полоске 102 в месте, соответствующем месту внутренней полки изготавливаемой лопатки. Соединительная часть 140с пересекает полоску, образуя угол α по отношению к нормали к продольному направлению волокнистой заготовки. Точно так же, части 106а и 106b полоски 106 соединяются соединительной частью 160с, которая простирается поперек по отношению к полоске 102 и которая по существу параллельна соединительной части 140с (возможно, на некотором расстоянии от нее).
Части 104b и 105а полоски 104 соединяются соединительной частью 150с, которая простирается поперек по отношению к полоске 102 в месте, соответствующем месту наружной полки изготавливаемой лопатки. В приведенном примере соединительная часть 150с пересекает полоску 102 по существу перпендикулярно продольному направлению Х волокнистой заготовки. Точно так же, части 106b и 107а полоски 106 соединяются соединительной частью 155с, которая простирается поперек по отношению к полоске 102 и которая по существу параллельна соединительной полоске 150с и находится на расстоянии зазора j от нее.
В зависимости от геометрии, желательной на уровне наружной полки лопатки, соединительные части 150с, 155с могут пересекать полоску 102, образуя отличный от нуля угол по отношению к нормали к продольному направлению Х заготовки, как и в случае внутренней полки. Кроме того, профиль соединительных частей 140с, 160с и/или профиль соединительных частей 150с, 155с могут быть криволинейными, а не прямолинейными, как в проиллюстрированном примере.
Кроме того, зазор j, обеспечиваемый между соединительными частями 150с и 155с, может быть нулевым. Точно так же, можно обеспечить ненулевой зазор между соединительными частями 140с и 160с.
Как будет более подробно описано далее, полоски 102, 104 и 106 сотканы одновременно путем трехмерного ткачества, без связывания, с одной стороны, между полоской 102 и частями 104а, 104b и 105а полоски 104, а, с другой стороны, между полоской 102 и частями 106а, 106b и 107а полоски 106, и при этом ткут множество последовательных заготовок 100 непрерывно в направлении Х. Точно так же, не выполняют никакого связывания между различными частями полосок 104 и 106.
На фигурах 3-5 очень схематично показано, как может быть получена волокнистая преформа, имеющая форму, близкую к форме изготавливаемой лопатки, исходя из волокнистой заготовки 100.
Волокнистую полоску 102 отрезают с одного конца по утолщению 103, а с другого конца - немного выше соединительных частей 150с, 155с так, чтобы получить полоску 120, длина которой соответствует продольному размеру изготавливаемой лопатки, при этом утолщенная часть 130, образуемая частью утолщения 103, располагается в месте, соответствующем положению хвостовика изготавливаемой лопатки.
Кроме того, разрезы делают на концах частей 104а, 105а полоски 104, на концах 106а, 107а полоски 106 и в их частях 104b, 106b так, чтобы оставить отрезки 140а и 140b на обеих сторонах соединительных частей 140с, 160с, а также отрезки 150а и 150b на обеих сторонах соединительных частей 150с, 155с, как показано на фигуре 3. Длины отрезков 140а, 140b и 150а, 150b определяют в зависимости от длин внутренней и наружной полок в изготавливаемой лопатке.
Из-за несвязывания, с одной стороны, между полоской 102 и частями 104а, 104b и 105а полоски 104 и, с другой стороны, между полоской 102 и частями 106а, 106b и 107а полоски 106, отрезки 140а, 140b, 150а и 150b могут быть отогнуты перпендикулярно к полоске 102 без разрезания нитей с получением пластин 140, 150, как показано на фигуре 4.
После этого волокнистую преформу 200 изготавливаемой лопатки получают путем формования с деформированием полоски 102 с целью воспроизведения криволинейного профиля пера лопатки. Два слоя нижней пластины 140 также деформируют, чтобы воспроизвести форму, подобную форме нижней полки лопатки (в частности, с обтекаемыми выступами). Точно так же, верхний слой пластины 150 деформируют с целью воспроизведения формы, подобной форме гребешков наружной полки лопатки, а нижний слой пластины 150 деформируют с целью воспроизведения формы, подобной форме обтекаемых выступов наружной полки лопатки (см. фигуру 5). Таким образом получают преформу 200 с частью 220 - преформой пера, частью 230 - преформой хвостовика (в том числе с преформой ножки), частью 240 - преформой внутренней полки (двойной толщины), частью 250 - преформой гребешков наружной полки, и частью 260 - преформой обтекаемых выступов наружной полки лопатки.
На фигурах 6А и 6В показан другой пример волокнистой заготовки 100', из которой также может быть отформована волокнистая преформа лопатки.
Как и волокнистая заготовка, описанная со ссылкой на фигуру 2, эта заготовка 100' включает три части 102', 104' и 106', полученные путем трехмерного ткачества или многослойного ткачества, причем на фигурах 6А и 6В показаны только огибающие этих трех частей.
По сравнению с заготовкой по фигуре 2, первая часть 104'а полоски 104' простирается вдоль и около первой стороны 102'а полоски 102', тогда как первая часть 106'а полоски 106' простирается вдоль и около второй стороны 102'b полоски 102', противоположной первой стороне. Вторая часть 104'b полоски 104' простирается вдоль и около второй стороны 102'b полоски 102', а вторая часть 106'b полоски 106' простирается вдоль и около первой стороны 102'а полоски 102'. Наконец, третья часть 105'а полоски 104' простирается вдоль и около первой стороны 102'а полоски 102', а третья часть 107'а полоски 106' простирается вдоль и около второй стороны 102'b полоски 102'.
Части 104'а и 104'b полоски 104' соединяются соединительной частью 140'с, которая пересекает поперек полоску 102 в одном направлении, тогда как части 106'а и 106'b полоски 106' соединяются соединительной частью 160'с, которая пересекает поперек полоску 102 в противоположном направлении. Точно так же, части 104'b и 105'а полоски 104' соединяются соединительной частью 150'с, которая пересекает поперек полоску 102 в одном направлении, тогда как части 106'b и 107'а полоски 106' соединяются соединительной частью 155'с, которая пересекает поперек полоску 102 в противоположном направлении и которая отстоит от соединительной полоски 150'с на ненулевой зазор j' (в данном примере между соединительными частями 140'с и 160'c зазор отсутствует).
Способ, которым из данной волокнистой заготовки 100' может быть получена волокнистая преформа, имеющая форму, близкую к форме изготавливаемой лопатки, идентичен описанному со ссылкой на фигуры 3-5 и поэтому еще раз подробно не описывается.
В частности, делают разрезы на концах соединительных частей 140'с, 160'с, чтобы избежать сохранения первых частей 104'а и 106'а полосок 104' и 106'. Точно так же, на уровне наружной полки изготавливаемой лопатки делают разрезы на концах соединительных частей 150'с, 155'с, чтобы устранить третьи части 105'а и 107'а полосок 104' и 106' (линии разрезов схематически показаны на фигуре 6В штрихпунктирными линиями D). Другими словами, пластины, которые впоследствии деформируют так, чтобы воспроизвести формы, подобные формам внутренней и наружной полок лопатки, образованы только соединительными частями 140'с, 160'с и 105'а, 107'а. Таким образом, исключается пересечение С1 слоев нитей между первой частью 106'а полоски 106' и соединительной частью 140'с, точно так же, как и пересечение С2 слоев нитей между третьей частью 105'а полоски 104' и соединительной частью 155'с.
Далее подробно описаны только отличия от волокнистой заготовки по фигуре 2. Естественно, другие признаки заготовки, описанной со ссылкой на фигуру 2, также применимы к данному примеру реализации.
Кроме того, исходя из этих двух примеров волокнистой заготовки 100 и 100', можно представить себе различные варианты реализации, в которых только преформу внутренней полки или только преформу наружной полки изготавливаемой лопатки формируют из одной единственной волокнистой полоски.
Как описано ниже, этапы изготовления преформы лопатки из волокнистой заготовки преимущественно осуществляют после обработки волокон заготовки и пропитки их закрепляющей композицией.
Далее подробно описан способ трехмерного ткачества волокнистой заготовки 100.
Предполагается, что ткачество осуществляют с нитями основы, простирающимися в продольном направлении Х заготовки, при этом предусматривается, что также возможно ткачество с нитями утка в этом направлении.
Изменения толщины полоски 102 вдоль ее длины достигают путем использования нитей утка переменного номера. В одном из вариантов или дополнительно, возможно изменять плотность переплетения нитей основы (число нитей на единицу длины в направлении утка), причем меньшая плотность переплетения делает возможным большее утончение во время придания формы преформе формованием.
Таким образом, для получения профиля пера лопатки, такого как показанный в уплощенной проекции на фигуре 7, можно использовать 3 слоя нитей основы переменных номера и плотности переплетения, как показано на фигуре 8.
В одном из примеров реализации используемые нити могут представлять собой нити из карбида кремния (SiC), поставляемые под наименованием «Nicalon» поставщиком из Японии Nippon Carbon и имеющие номер (число элементарных волокон) 0,5К (500 элементарных волокон).
Основа изготовлена с использованием нитей из SiC 0,5К и нитей из SiC 1К, полученных путем объединения двух нитей 0,5К, причем эти две нити объединяют путем свивания. Свивание преимущественно осуществляют при помощи временной нити, которую можно удалить после тканья, например нити из поливинилового спирта (ПВС), которую можно удалить растворением в воде.
В приведенной ниже таблице 1 для каждого пучка нитей основы указаны плотность переплетения (число нитей на сантиметр по длине профиля), число нитей 0,5К, число нитей 1К и толщина профиля в мм, при этом она изменяется в диапазоне примерно от 1 мм до 2,5 мм:

На фигурах 9А и 9В на разрезе основы показаны две последовательных плоскости переплетения, которые могут быть использованы при ткачестве волокнистой заготовки 100 по фигуре 2 снаружи с утолщением 103.
Полоска 102 волокнистой заготовки 100 включает группу слоев нитей основы, при этом число слоев в данном примере равно трем (слои С11, С12, С13). Нити основы связаны нитями утка t1 посредством трехмерного ткачества.
Полоска 104 также включает группу слоев нитей основы, например, тоже равную трем слоям (слои С21, С22, С23), связанным нитями утка t2 посредством трехмерного ткачества, как и в полоске 102. То же справедливо для полоски 106, которая включает группу слоев нитей основы, например, тоже равную трем слоям (слои С31, С32, С33), связанным нитями утка t3 посредством трехмерного ткачества, как и в полосках 102 и 104.
Следует заметить, что нити утка t1 не проходят в слои нитей основы полосок 104 и 106, что нити утка t2 не проходят в слои нитей основы полосок 102 и 106, и что нити утка t3 не проходят в слои нитей основы полосок 102 и 104, что гарантирует несвязывание.
В проиллюстрированном примере ткачество представляет собой многослойное ткачество с атласным переплетением или многократным атласным переплетением. Может быть использовано трехмерное ткачество других типов, например многослойное ткачество с многократным полотняным переплетением или ткачество с интерлочным переплетением. Термин «интерлочное переплетение» здесь означает переплетение ткани, в котором каждый слой нитей утка связывает множество слоев нитей основы, причем все нити в данном пучке утка обладают одинаковой траекторией в плоскости переплетения.
Различные способы трехмерного ткачества описаны, в частности, в документе WO 2006/136755, содержание которого включено в настоящий документ путем ссылки. Кроме того, следует отметить, что описанный ниже пример точно так же распространяется и на волокнистую заготовку 100', описанную со ссылкой на фигуры 6А и 6В.
Фигура 10 представляет собой вид в разрезе, параллельном направлениям основы и утка, на уровне пересечения полоски 102 соединительными частями 140с, 160с полосок 104 и 106 волокнистой заготовки по фигуре 2, причем эти соединительные части простираются параллельно друг другу, но не отстоят друг от друга (зазор j1 равен нулю). На фигуре 10 нити основы этих соединительных частей показаны в сечении. Каждый слой нитей основы в этих соединительных частях 140с, 160с простирается в направлении, составляющем угол α с направлением утка полоски 102. В ходе тканья полоски 104 и 106 пропускают с одной стороны полоски 102 на другую путем пересечения группы нитей основы и утка полоски 102 индивидуально каждой нитью основы полосок 104 и 106. Естественно, как указано выше, эти соединительные части 140с, 160с могут отстоять друг от друга на некоторое расстояние и/или простираться перпендикулярно направлению основы полоски 102.
Фигура 11 представляет собой вид в разрезе утка на уровне пересечения полоски 102 соединительными частями 150с, 155с полосок 104 и 106. В проиллюстрированном примере, как указано выше, соединительные части 150с, 155с простираются перпендикулярно направлению основы полоски 102, являются по существу параллельными друг другу, при этом отстоят друг от друга на расстояние зазора j2. Тем не менее, как и в случае соединительных частей 140с, 160с, также возможно, чтобы соединительные части 150с, 155с простирались под ненулевым углом относительно нормали к направлению основы, в зависимости от ориентации, желательной для наружной полки, и/или они не обязательно должны отстоять друг от друга (j2 равен нулю).
Что касается волокнистой заготовки по фигурам 6А и 6В, пропускание полосок 104' и 106' с одной стороны полоски 102' на другую реализовано путем пропускания индивидуально каждой нити основы полоски 104' через полоску 102' в одном направлении и пропускания индивидуально каждой нити основы полоски 106' через полоску 102' в противоположном направлении.
Утолщение 103 может быть получено путем использования нитей утка большего номера и дополнительных слоев нитей утка, как показано для примера на фигуре 12А.
На фигуре 12А число слоев нитей утка изменяется в данном примере с 4 на 7 между частью 1021 полоски 102, которая соответствует ножке лопатки, и частью 1023 полоски 102, которая имеет утолщение 103.
Кроме того, использованы нити утка t1, t'1 и t”1 разных номеров, при этом нити t1, например, представляют собой нити из SiC «Nicalon» с номером 0,5К (500 элементарных волокон), нити t'1 получены объединением двух нитей 0,5К, а нити t”1 получены объединением 3 нитей 0,5К.
Для тканья в части 1023 заготовки нужно большее число слоев нитей основы, чем в части 1021. Это преимущественно реализовано при переходе между частью 1021 и частью 1023 путем уменьшения числа плоскостей основы за счет образования каждой плоскости основы в части 1023 объединением нитей основы двух плоскостей основы части 1021. На фигурах 12В и 12С показаны две соседние плоскости основы в части 1021, а на фигуре 12D показана плоскость основы, полученная в части 1023 путем объединения плоскостей основы по фигурам 12В и 12С. На фигурах 12В, 12С и 12D для упрощения изображения не показаны различные номера нитей основы (как показано на фигуре 8), также как и нитей утка (как показано на фигуре 12А). Пунктирные линии между фигурами 12В и 12С, с одной стороны, и фигурой 12D, с другой стороны, показывают, как нити основы различных слоев по фигурам 12В и 12С образуют слои нитей основы по фигуре 12D.
Естественно, для формирования утолщения 103 могут быть использованы другие сочетания чисел слоев утка и номеров нитей утка.
Согласно другому варианту реализации, схематично представленному на фигуре 13, утолщение 103 может быть получено за счет введения вставки во время тканья полоски 102.
На фигуре 13 группа Т1 слоев нитей утка в части 1021 полоски 102, которая соответствует ножке лопатки, расщеплена благодаря несвязыванию при тканье на две подгруппы Т11 и Т12, между которыми введена вставка 1031. В проиллюстрированном примере часть 1021 имеет большую толщину, чем часть 1022 полоски 102, соответствующая перу лопатки. Переход между частью 1022 и частью 1021 может быть реализован тем же способом, который описан выше для перехода между частями 1021 и 1023 на фигуре 12А. Пересечение листа 102 листами 104 и 106 на уровне соединительных частей 140с и 160с по фигуре 2 может быть необязательно реализовано за счет прохождения через утолщенную часть 1021 (то же справедливо для волокнистой заготовки по фигурам 6А и 6В).
На конце вставки 103, противоположном части 1021, подгруппы Т11 и Т12 слоев нитей утка снова объединены путем переплетения с образованием части 102'1 той же толщины, что и часть 1021, и, затем, путем уменьшения толщины, части 102'2 той же толщины, что и часть 1022, при этом часть 102'2 образует часть, соответствующую перу лопатки, для следующей тканой заготовки.
Вставка 1031 предпочтительно выполнена из монолитной керамики, предпочтительно из того же керамического материала, что и материал матрицы композиционного материала изготавливаемой лопатки. Таким образом, вставка 1031 может представлять собой блок из SiC, полученный спеканием порошка SiC.
Как очень схематично показано на фигуре 14, множество волокнистых заготовок 100, 100' может быть получено путем тканья полоски 300, в которой образованы один или несколько рядов последовательных волокнистых заготовок. Предусмотрены зоны припуска по длине 310, 320 в направлении основы (только из нитей основы) и в направлении утка (только из нитей утка), чтобы избежать краевых эффектов, связанных с ткачеством, оставляя больше свободы для деформации во время придания формы преформе и обеспечивая переходные зоны между заготовками 100, 100'.
На фигуре 15 показан вариант реализации, согласно которому полоска 400 выполнена с рядом заготовок 100, 100', вытканных в направлении утка перпендикулярно продольному направлению полоски. Здесь также предусмотрены зоны припуска по длине 410, 420 в направлении основы и в направлении утка. Может быть соткано множество рядов заготовок 100, 100', причем ширина полоски 400 приспособлена для этой цели.
Последовательные этапы способа изготовления лопатки из композиционного материала по одному варианту осуществления изобретения приведены на фигуре 16.
На этапе 501 путем трехмерного ткачества ткут волокнистую полосу, включающую множество волокнистых заготовок, например множество рядов волокнистых заготовок, ориентированных в направлении основы, как показано на фигуре 14. Для лопаток турбомашины, предназначенных для применения при повышенной температуре и, в частности, в коррозионно-активной среде (в особенности, при высокой влажности), для тканья используют нити, образованные из керамических волокон, в частности, волокон из карбида кремния (SiC).
На этапе 502 волокнистую полосу обрабатывают для удаления замасливания, присутствующего на волокнах, и удаления оксида с поверхности волокон. Удаления оксида достигают посредством кислотной обработки, в частности, погружением в ванну с фтористоводородной кислотой. Если замасливание нельзя удалить кислотной обработкой, осуществляют предварительную обработку для удаления замасливания, например, путем разложения замасливания короткой термообработкой.
На этапе 503 на волокнах волокнистой заготовки формируют тонкий слой межфазного покрытия при помощи химической инфильтрации из газовой фазы или CVI (от англ. "Chemical Vapor Infiltration", т.е. «химическая инфильтрация паров»). Материал межфазного покрытия представляет собой, например, пиролитический углерод или пироуглерод (PyC), нитрид бора (BN) или легированный бором углерод (ВС, например, содержащий от 5% ат. до 20% ат. В, остальное - С). Тонкий слой межфазного покрытия предпочтительно имеет небольшую толщину, например не более 100 нанометров или, еще лучше, не более 50 нанометров, чтобы сохранить хорошую способность к деформации волокнистых заготовок. Предпочтительно, эта толщина по меньшей мере равна 10 нанометрам.
На этапе 504 волокнистую полосу с волокнами, покрытыми тонким слоем межфазного покрытия, пропитывают закрепляющей композицией, обычно, смолой, необязательно растворенной в растворителе. Может быть использована смола-предшественник углерода, например фенольная или фурановая смола, или смола-предшественник керамики, например полисилазановая или полисилоксановая смола-предшественник SiC.
После сушки с удалением из смолы возможного растворителя (этап 505) может быть осуществлено предварительное отверждение смолы (этап 506). Предварительное отверждение, то есть неполная поперечная сшивка, позволяет повысить жесткость и, таким образом, прочность, при этом сохраняя способность к деформации, необходимую для изготовления преформ лопаток.
На этапе 507 вырезают отдельные волокнистые заготовки, как показано на фигуре 3.
На этапе 508 вырезанной таким образом волокнистой заготовке придают форму (как показано на фигурах 4 и 5) и помещают в пресс-форму, например, из графита, для формования части преформы пера и хвостовика и частей преформы внутренней и наружной полок лопатки.
Затем завершают отверждение смолы (этап 509) и подвергают отвержденную смолу пиролизу (этап 510). Отверждение и пиролиз могут следовать друг за другом при постепенном увеличении температуры в пресс-форме.
После пиролиза получают волокнистую преформу, закрепленную остатком пиролиза. Количество закрепляющей смолы подбирают так, что остаток пиролиза связывает волокна преформы друг с другом достаточным образом для того, чтобы ей можно было манипулировать, сохраняя ее форму, без помощи инструментальной оснастки, при этом отмечается, что количество закрепляющей смолы предпочтительно выбирают как можно меньшим.
Этапы удаления замасливания, кислотной обработки и формирования межфазного покрытия для подложки из волокон SiC известны. Можно сослаться на документ US 5071679.
Второй межфазный слой формируют путем CVI (этап 511), чтобы получить в общем границу раздела волокна-матрица, обладающую толщиной, достаточной для обеспечения ее функции «обезхрупчивания», т.е. чтобы сделать композиционный материал нехрупким. Второй межфазный слой может быть из материала, выбранного из PyC, BN, ВС, это не обязательно должен быть тот же материал, что и в первом межфазном слое. Толщина второго межфазного слоя предпочтительно по меньшей мере равна 100 нанометрам.
Предпочтительной является реализация границы раздела из двух слоев, как описано выше.
После этого осуществляют уплотнение закрепленной преформы матрицей. Для лопатки турбомашины, предназначенной для применения при повышенной температуре, в частности, в коррозионно-активной среде, матрица выполнена из керамики, например, из SiC. Возможно осуществлять уплотнение путем CVI, и в этом случае формирование второго межфазного слоя и уплотнение матрицей могут следовать друг за другом в одной и той же печи.
Уплотнение может быть осуществлено за два последовательных этапа (этапы 512 и 514), разделенных этапом 513 обработки лопатки резанием до нужных размеров.
Заметим, что между этапами 509 и 510, то есть после отверждения и перед пиролизом смолы, может быть осуществлена предварительная обработка резанием.
Последовательные этапы способа изготовления лопатки из композиционного материала по другому варианту осуществления изобретения приведены на фигуре 17.
Этап 601 трехмерного ткачества волокнистой полосы, включающей множество волокнистых заготовок, и этап 602 обработки для удаления замасливания и оксида аналогичны этапам 501 и 502 варианта осуществления по фигуре 16.
На этапе 603 из волокнистой полосы вырезают индивидуальные волокнистые заготовки, затем каждой индивидуальной волокнистой заготовке придают форму в пресс-форме или на оправке (этап 604) с получением волокнистой преформы лопатки путем формования части преформы пера и хвостовика и частей преформы внутренней и наружной полок лопатки.
На этапе 605 формируют межфазное покрытие для обезхрупчивания путем CVI на волокна преформы, удерживаемой на оправке. Материал межфазного покрытия представляет собой, например, PyC, BN или ВС, как описано выше. Толщина межфазного покрытия составляет примерно от одной до нескольких сотен нанометров.
Когда преформа все еще удерживается на оправке, осуществляют закрепление преформы путем частичного уплотнения (этап 606), причем закрепление осуществляют путем формирования на волокнах керамического покрытия путем CVI.
Формирование межфазного покрытия путем CVI и закрепление керамическим покрытием путем CVI могут следовать друг за другом в одной и той же печи CVI.
Оправка предпочтительно выполнена из графита и имеет отверстия, облегчающие прохождение реакционных газовых фаз, обеспечивающих осаждение межфазного слоя и керамического покрытия при CVI.
Когда закрепление достаточно для того, чтобы преформой можно было манипулировать, сохраняя ее форму, без помощи инструментальной оснастки, закрепленную преформу снимают с оправки и осуществляют уплотнение керамической матрицей путем CVI. Уплотнение может быть осуществлено за два последовательных этапа (этапы 607 и 609), разделенных этапом 608 обработки лопатки резанием до нужных размеров.
В приведенном выше описании предусмотрено выполнение профиля пера переменной толщины путем использования нитей переменных номера и/или плотности переплетения. Как вариант, можно изготовить часть волокнистой заготовки, соответствующую части преформы пера, с определенным числом слоев нитей одинакового номера и с неизменной плотностью переплетения, при этом изменение толщины профиля осуществляют во время обработки резанием после первого этапа уплотнения или во время предварительной обработки резанием закрепленной преформы лопатки.
Кроме того, в зависимости от предполагаемых условий применения лопатки, волокна волокнистой арматуры лопатки могут быть из иного материала, нежели керамика, например из углерода, и матрица может быть из иного материала, нежели керамика, например из углерода или смолы, при этом изобретение, естественно, также применимо к изготовлению лопаток из композиционного материала с органической матрицей.
Реферат
При изготовлении лопатки турбомашины из композиционного материала, содержащего уплотненную матрицей волокнистую арматуру, выполняют трехмерное ткачество цельной волокнистой заготовки. Придают форму волокнистой заготовке с получением цельной волокнистой преформы, имеющей первую, вторую и третью части. Первая часть образует преформу хвостовика и пера лопатки, вторая часть образует преформу внутренней полки лопатки и/или гребешков наружной полки лопатки, а третья часть образует преформу арматуры внутренней полки лопатки и/или обтекаемых выступов наружной полки лопатки. Затем уплотняют волокнистую преформу матрицей с получением лопатки из композиционного материала, имеющей волокнистую арматуру, образованную преформой и уплотненную матрицей. Другое изобретение группы относится к лопатке турбомашины из композиционного материала, содержащего полученную трехмерным ткачеством нитей и уплотненную матрицей волокнистую арматуру, включающей первую часть, составляющую единое целое со второй и третьей частями. Первая часть образует хвостовик и перо лопатки, вторая часть образует внутреннюю полку лопатки и/или гребешки наружной полки лопатки, а третья часть образует арматуру внутренней полки и/или обтекаемых выступов наружной полки лопатки. Части волокнистой арматуры, соответствующие первой, второй и третьей частям лопатки, являются взаимно переплетающимися с нитями первой части волокнистой арматуры, проникающими во вторую часть волокнистой арматуры. Еще одно изобретение группы относится к турбомашине, оснащенной указанной выше лопаткой или содержащей лопатки, выполненные указанным выше способом. Гру�
Формула
выполнение трехмерного ткачества цельной волокнистой заготовки;
придание формы волокнистой заготовке с получением цельной волокнистой преформы, имеющей первую часть, образующую преформу хвостовика и пера лопатки, по меньшей мере одну вторую часть, образующую преформу внутренней полки лопатки и/или гребешков наружной полки лопатки, и по меньшей мере одну третью часть, образующую преформу арматуры внутренней полки лопатки и/или обтекаемых выступов наружной полки лопатки; и
уплотнение волокнистой преформы матрицей с получением лопатки из композиционного материала, имеющей волокнистую арматуру, образованную преформой и уплотненную матрицей, и образующей цельную деталь со встроенными в нее внутренней и/или наружной полкой(ами).
первую группу из множества слоев нитей, которые связаны друг с другом, образуя первую часть заготовки, соответствующую преформе хвостовика и пера лопатки;
вторую группу из множества слоев нитей, которые связаны друг с другом по меньшей мере локально, образуя по меньшей мере одну вторую часть заготовки, соответствующую преформе внутренней полки лопатки и/или гребешков наружной полки лопатки; и
третью группу из множества слоев нитей, которые связаны друг с другом по меньшей мере локально, образуя по меньшей мере одну третью часть заготовки, соответствующую преформе арматуры внутренней полки лопатки и/или обтекаемых выступов наружной полки лопатки;
при этом нити первой группы слоев нитей не связаны с нитями второй и третьей групп слоев нитей; и
при этом первая группа слоев нитей пересекается нитями второй и третьей групп слоев нитей на уровне упомянутой или каждой второй части волокнистой заготовки и на уровне упомянутой или каждой третьей части волокнистой заготовки.
по меньшей мере одной второй частью, образующей внутреннюю полку лопатки и/или гребешки наружной полки лопатки; и
по меньшей мере одной третьей частью, образующей арматуру внутренней полки и/или обтекаемых выступов наружной полки лопатки;
при этом части волокнистой арматуры, соответствующие первой, второй и третьей частям лопатки, являются взаимно переплетающимися, по меньшей мере частично, с нитями первой части волокнистой арматуры, проникающими во вторую часть волокнистой арматуры.
Комментарии