Волокнистая заготовка, усиленный волокнами композитный элемент и способ их изготовления - RU2542976C2
Код документа: RU2542976C2
Чертежи





Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение в целом относится к усиленному волокнами композитному элементу и, в частности, к заготовкам, имеющим тканые полосы материала, используемые в усиленных композитных материалах, которые могут быть вытканы гладкими и сложены в свою конечную форму.
ВКЛЮЧЕНИЕ ССЫЛКОЙ
Все патенты, патентные заявки, документы, ссылки, инструкции производителя, описания, технические требования к изделиям и технологические карты для любых упомянутых в настоящем описании изделий включены в данную заявку посредством ссылки и могут быть использованы при реализации изобретения.
УРОВЕНЬ ТЕХНИКИ
В настоящее время широко распространено использование усиленных композитных материалов в производстве структурных компонентов, в частности, в таких областях применения, где необходимы такие характеристики, как малый вес, прочность, жесткость, термическая устойчивость, способность быть самоопирающимися и способность принимать требуемую форму. Такие компоненты используются, например, в авиационной, аэрокосмической отраслях промышленности, в искусственных спутниках и в сфере развлечений (например, в гоночных катерах и автомобилях) и в других сферах применения.
Обычно такие компоненты состоят из усиливающих материалов, внедренных в связующие материалы. Усиливающий компонент может быть выполнен из материалов, таких как стекловолокно, углеродное волокно, керамическое волокно, арамид, полиэтиленовое волокно и/или других материалов, имеющих требуемые физические, термические, химические и/или другие свойства, среди которых основным является высокая прочность при нагрузках. Посредством использования таких усиливающих материалов, которые, в конечном счете, становятся составляющим элементом конечного компонента, конечному композитному компоненту придаются требуемые характеристики усиливающих материалов, такие как очень высокая прочность. Обычно составляющие усиливающие материалы могут быть ткаными, вязаными или плетеными. Как правило, особое внимание уделяется обеспечению оптимального использования свойств, для получения которых были выбраны составляющие усиливающие материалы. Обычно такие усиливающие заготовки комбинируют со связующим материалом для формирования требуемых готовых компонентов или для создания производственного запаса для последующего производства готовых компонентов.
После того как создана требуемая усиливающая заготовка, к ней и внутрь заготовки может быть введен связующий материал таким образом, что усиливающая заготовка обычно оказывается заключенной в связующем материале и связующий материал заполняет промежуточные области между составляющими элементами усиливающей заготовки. Связующий материал может быть любым из широкого разнообразия материалов, таких как эпоксидная смола, полиэфир, бисмалеимид, виниловый эфир, керамическое волокно, углеродное волокно и/или другие материалы, которые также демонстрируют требуемые физические, термические, химические и/или другие свойства. Материалы, выбранные для использования в качестве связующего материала, могут быть или могут не быть такими же, как материал усиливающей заготовки, и могут иметь или могут не иметь сравнимые физические, химические, термические или другие свойства. Однако, как правило, они не будут выполнены из одних и тех же материалов или не будут иметь сравнимые физические, химические, термические или другие свойства, так как при использовании композитных элементов обычно на первом месте стоит задача в получении в готовом изделии сочетания характеристик, которое невозможно получить путем использования одного составляющего материала. Затем комбинированные таким образом усиливающая заготовка и связующий материал могут быть отверждены и стабилизированы в одной операции путем термического отверждения или другими известными способами и далее подвержены другим операциям по изготовлению требуемого компонента. Здесь важно отметить, что после такого отверждения затвердевшие массы связующего материала, как правило, очень сильно прилипают к усиливающему материалу (например, усиливающей заготовке). В результате нагрузка на конечный компонент, в частности через связующий материал, действующий как клей между волокнами, может быть эффективно передана и перенесена составляющим материалом усиливающей заготовки.
Зачастую требуется изготовление компонентов таких конфигураций, которые отличаются от таких простых геометрических форм, как пластины, листы, прямоугольные или квадратные твердые тела и т.п. Одним способом достижения этого является объединение таких основных геометрических форм в требуемые более сложные формы. В любых таких формах соответствующее внимание уделяется выполнению максимально прочного соединения между составляющими компонентами. При достигнутой очень высокой прочности самих составляющих компонентов усиливающей заготовки непрочность указанного соединения по сути становится «слабым звеном» в конструктивной «цепи».
Хотя известные попытки по улучшению конструктивной целостности усиленного композитного элемента частично оказались успешными, до сих пор существует потребность в его улучшении или решении указанной задачи способом, отличным от применения связующих веществ или механического соединения. В этом отношении, один подход может быть реализован за счет создания тканной трехмерной («3D») структуры специализированными машинами. Однако связанные с созданием такой структуры затраты значительны и редко требуется наличие ткацкой машины, ориентированной на создание одной структуры. Другой подход заключается в плетении двухмерной («2D») структуры и укладки ее в 3D форму так, чтобы панель была выткана как одно целое, т.е. так, чтобы нити непрерывно переплетались между плоской основой или частью панели и другими составляющими частями.
Возросшее использование в летательных аппаратах и реактивных двигателях композитных материалов, имеющих такие усиления, содержащие волокнистые заготовки, привело к необходимости применения композитных конических кожухов. Традиционный подход к формированию конических кожухов заключался в создании плоского шаблона 10 в форме сектора кольца, как показано на Фиг.1А. Данная форма предрасположена к принятию формы усеченного конуса 20, когда она свернута так, что две прямолинейные кромки 15 совмещаются друг с другом, как показано на Фиг.1В. Плоский шаблон 10 может быть вырезан из обычной 2D ткани или может быть выткан непосредственно в кольцевую форму с использованием, например, оборудования для полярного плетения (polar weaving).
Однако указанные выше способы имеют определенные недостатки. Применение 2D ткани дает в результате кожух с равной толщиной, с равномерным распределением волокон в двух направлениях, однако направления волокон не будут совпадать с основными направлениями конуса, т.е. с окружным и осевым направлениями. С одной стороны полярное плетение будет ориентировать волокно в основных направлениях, однако распределение волокон будет изменяться в осевом направлении. В любом случае будет возникать прерывистый шов в месте соединения двух прямолинейных кромок. Дополнительно, хотя конус может иметь практически любые размеры, максимальный размер, который может быть выполнен из одного плоского шаблона, ограничивается размером ткацкого станка, и при использовании обычных 2D тканей в производстве конуса могут иметь место существенные потери материала. Однако желательно использовать цельную ткань, так как это минимизирует количество швов и снижет производственные работы по вырезке и размещению ткани.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение решает проблемы традиционных способов, связанные с ограничением размеров и некоторые проблемы распределения волокна.
Одной целью настоящего изобретения является создание конического кожуха, в котором направления составляющих волокон совпадают с основными направлениями конуса, т.е. с окружным и осевым направлениями. Данная особенность приводит в результате к образованию заготовки с равномерной прочностью и жесткостью относительно системы нормальных координат и максимизирует прочность и жесткость в основных направлениях полученной структуры.
Другой целью настоящего изобретения является создание конического кожуха, содержащего равномерное распределение волокон в окружном, а также осевом направлениях.
Еще одной целью настоящего изобретения является создание конического кожуха с непрерывным кольцеобразным волокном по всей площади поверхности композитного элемента, тем самым исключая формирование прерывистых швов в структуре в направлении Z.
Еще одной целью настоящего изобретения является создание конического кожуха по существу любого размера.
Еще одной целью настоящего изобретения является создание конического кожуха с наименьшими потерями материала ткани.
Еще одной целью настоящего изобретения является создание конического кожуха с использованием цельной ткани, чтобы минимизировать количество частей и снизить производственные работы.
Соответственно, одним типовым вариантом реализации настоящего изобретения является волокнистая заготовка, включающая нити или волокна основы и утка, переплетенных с формированием непрерывной спиральной ткани. Такая спиральная ткань может принимать форму Архимедовой спирали. Уточные нити в заготовке могут иметь постоянный или изменяемый промежуток между уточными нитями или постоянное или изменяемое угловое разнесение. Ткань в форме Архимедовой спирали может собираться или сворачиваться и формировать структуру конического кожуха, которая могла бы быть частью обтекателя или выхлопного сопла. Ткань Архимедовой спирали может быть выткана на ткацком станке, оборудованном дифференциальным механизмом натяжения. Заготовка также может содержать второй слой ткани Архимедовой спирали, сотканной с помощью нитей или волокон основы и утка, и вторая ткань Архимедовой спирали может обворачиваться поверх первой ткани Архимедовой спирали для обеспечения дополнительной прочности или для создания сбалансированной заготовки.
Согласно другому типовому варианту реализации изобретение представляет собой усиленный волокнами композитный элемент, содержащий указанную волокнистую заготовку.
Согласно дополнительному варианту реализации изобретение представляет собой способ формирования волокнистой заготовки, причем способ включает этапы, на которых: переплетают нити или волокна основы и утка и формируют непрерывную спиральную ткань в виде Архимедовой спирали, выполняют сборку или сворачивают спиральную ткань Архимедовой спирали на оправке определенной формы с формированием структуры конического кожуха и подрезают верхнюю и нижнюю кромки конического кожуха по соответствующим линиям подрезки. Способ также может содержать плетение второй непрерывной ткани Архимедовой спирали с помощью нитей или волокон основы и утка и обвертывание указанной второй ткани Архимедовой спирали поверх первой ткани Архимедовой спирали для обеспечения дополнительной прочности или создания сбалансированной заготовки. Уточные нити могут быть вставлены с постоянным или изменяемым промежутком между уточными нитями или с постоянным или переменным угловым разнесением. Ткань Архимедовой спирали может быть выткана на ткацком станке, оборудованном дифференциальным механизмом натяжения.
Согласно дополнительному варианту реализации изобретение представляет собой способ формирования усиленного волокнами композитного элемента, содержащего указанную волокнистую заготовку.
Заготовки по настоящему изобретению могут быть тканью однослойного плетения или тканью многослойного плетения, вытканными с использованием любого подходящего рисунка для основных волокон, т.е. переплетения слой-к-слою, переплетения под углом в направлении толщины, ортогонального и т.д. Несмотря на то что полотняное переплетение является предпочтительным для данной структуры, заготовка может быть сплетена с использованием практически любого обычного рисунка переплетения, такого как простой узор, плетение по диагонали, атласный и т.д. Подобным образом, в то время как предпочтительным является углеродное волокно, изобретение применимо по существу к любому другому типу волокон.
Возможные области применения для волокнистой заготовки по настоящему изобретению охватывают обтекатели воздушного винта или выхлопные сопла реактивных двигателей.
Различные признаки новизны, которые характеризуют изобретение, подробно перечислены в пунктах формулы изобретения, приложенной к и являющейся неотъемлемой частью этого раскрытия. Для лучшего понимания настоящего изобретения, его функциональных преимуществ и конкретных целей, достигаемых его применением, авторы изобретения ссылаются на сопроводительный описательный материал, в котором проиллюстрированы предпочтительные, но не ограничивающие варианты реализации изобретения и прилагаемые чертежи, на которых соответствующие компоненты идентифицируются одинаковыми ссылочными позициями.
В данном описании термины «содержащий» и «содержит» могут означать «включающий» и «включает» или могут иметь значение, присвоенное термину «содержащий» и «содержит» в Патентном законе США. Термины «по существу состоящий из» или «по существу состоит из», в случае использования в пунктах формулы изобретения, имеют значение, присвоенное им в Патентном законе США. Другие аспекты изобретения описываются в или очевидны из (и в пределах изобретения) нижеследующего раскрытия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Прилагаемые чертежи, включенные в описание для лучшего понимания изобретения, являются неотъемлемой частью настоящего описания. На представленных чертежах проиллюстрированы различные варианты реализации изобретения, которые вместе с описанием служат для объяснения принципов изобретения. На чертежах;
на Фиг.1А изображен схематический вид сектора кольца плоского шаблона;
на Фиг.1В изображен схематический вид конуса, образованного путем сворачивания плоского шаблона, представленного на Фиг.1А;
на Фиг.2 представлен схематический вид ткани Архимедовой спирали, сформированной согласно одному аспекту настоящего;
на Фиг.3А и 3В представлены различные вида заготовки конического кожуха по одному аспекту настоящего изобретения;
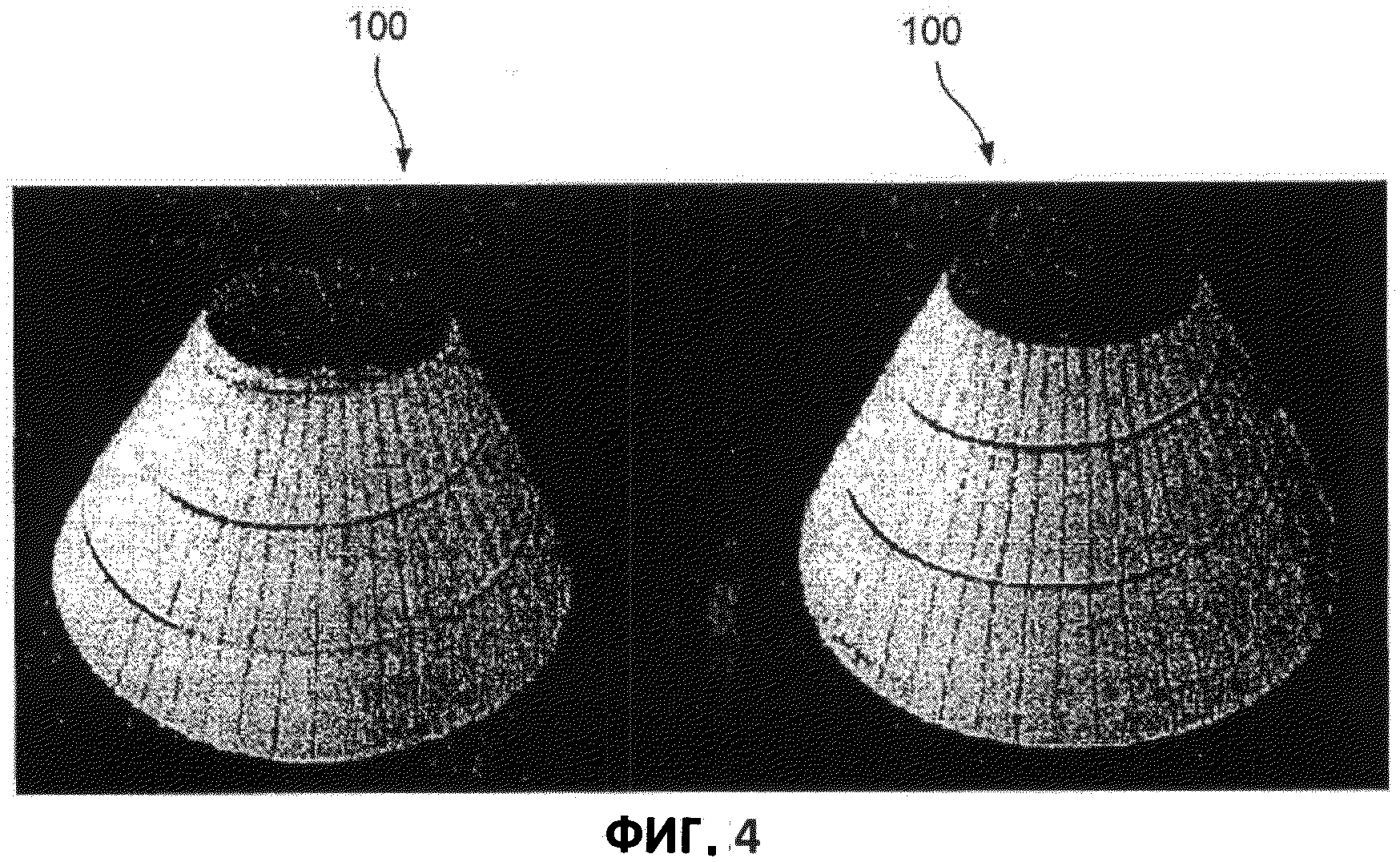
на Фиг.4 изображена заготовка конического кожуха с подрезанными краями, сформированная согласно одному аспекту изобретения; и
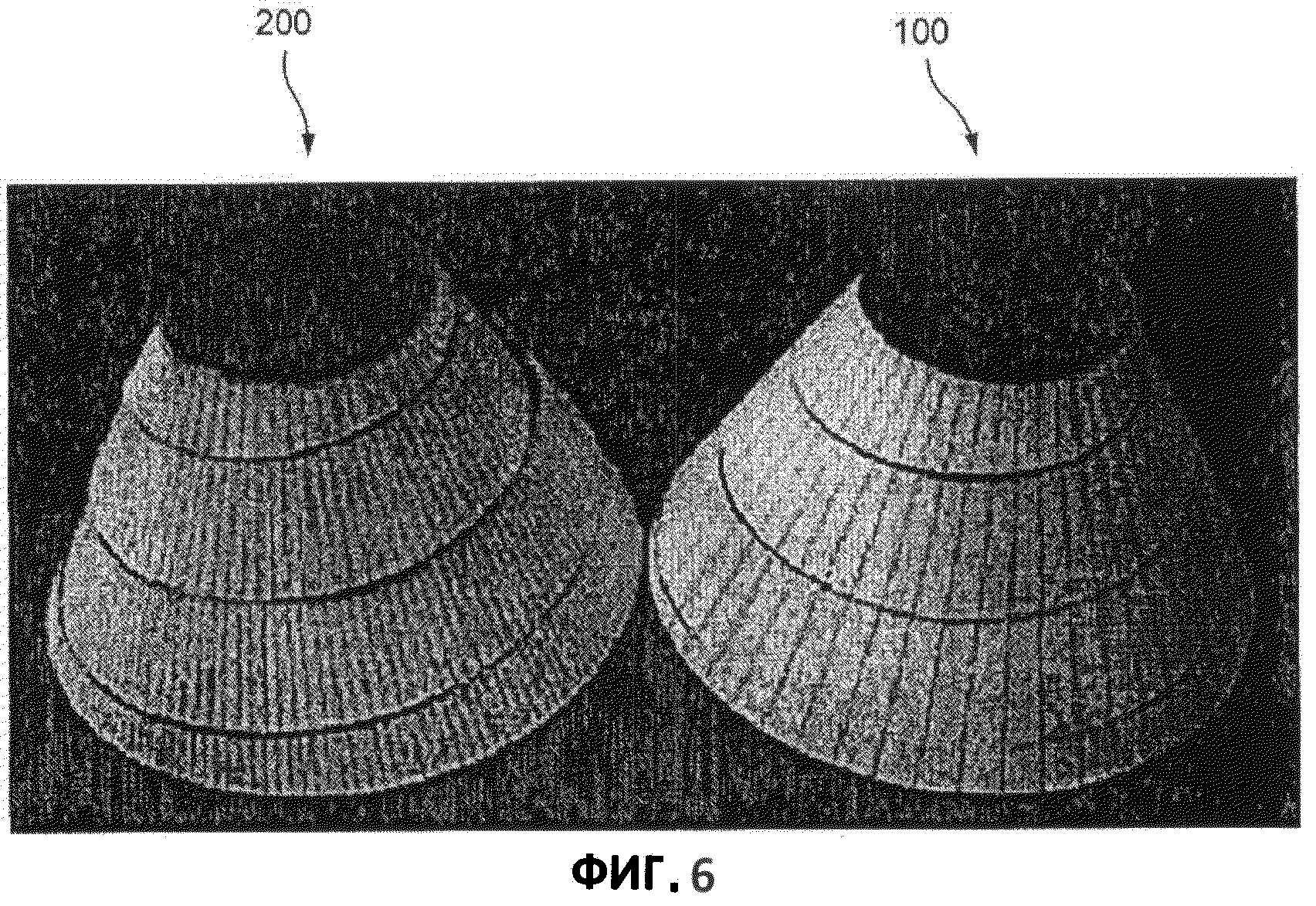
на Фиг.6 изображена заготовка конического кожуха с подрезанными краями, сформированная согласно разным аспектам изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ РЕАЛИЗАЦИИ
Далее настоящее изобретение будет описываться более подробно со ссылкой на прилагаемые чертежи, на которых изображены предпочтительные варианты реализации изобретения. Однако данное изобретение может быть воплощено во многих различных формах и не должно рассматриваться как ограниченное проиллюстрированными вариантами реализации, изложенными в данной заявке. Скорее эти иллюстрированные варианты реализации предоставлены с тем, чтобы данное раскрытие было полным и законченным и полностью выражало объем изобретения для специалистов в данной области техники.
В нижеследующем описании одни и те же номера позиций обозначают одни и те же или соответствующие детали на всех фигурах. Дополнительно, в нижеследующем описании подразумевается, что такие термины как «верхний», «нижний», «верхняя часть», «нижняя часть», «первый», «второй» и т.п. являются словами, используемыми для удобства, и не должны рассматриваться как ограничивающие термины.
Согласно одному типовому варианту реализации изобретение представляет собой изготовление волокнистой заготовки, например конического кожуха, с использованием относительно узкой ткани, которая выткана в форме Архимедовой спирали. Пример заготовки 100, которая может быть изготовлена с использованием данного способа, показан на Фиг.2 в ее развернутом виде.
Спиральная ткань 50 выткана с использованием нитей или волокон основы и утка, которые могут быть выполнены из любого материала, подходящего для данной цели, или любого материала, который имеет требуемые физические, тепловые и/или химические свойства. Такими материалами являются, к примеру, углеродные, нейлоновые, вискозные, стеклянные, керамические, арамидные, полиэфирные и металлические нити или волокна. Несмотря на то, что плоские многоволоконные нити являются предпочтительными, по сути, могут использоваться нити или волокна любой формы, например, моноволокна, плоские моноволокна, многоволоконные нити, текстурированные многоволоконные нити, скрученные многоволоконные нити, сплетенные структуры или их комбинации. При необходимости каждый из нитевых компонентов или волокон может быть покрыт одним или более слоями покрытия, например финишным или любым другим покрытием, которое может повышать эксплуатационные свойства составляющих волокон.
Спиральная ткань 50 может быть выткана, например, на челночном ткацком станке или любом другом ткацком станке, который может быть оборудован дифференциальной системой натяжения. Дифференциальная система натяжения позволяет кромкам ткани двигаться вперед с разными скоростями так, чтобы можно было получить ткань с требуемой и естественной кривизной в плоскости. Система может быть программируемой так, чтобы для каждой прокидки челнока можно было задавать разную величину натяжения. Например, на Фиг.2 спирали 30 и 40 изображают кромки спиральной ткани 50 и являются параллельными волокнам основы, а линии 32 представляют собой траектории уточных волокон заготовки. Полуокружности 22, 24 являются линиями подрезки, указывающими верхние и нижние кромки конуса 100, которые могут быть подрезаны для того, чтобы сделать кромки ровными и параллельными друг другу. Например, полуокружность 22 представляет собой линию реза для верхней части или верхней грани конуса 100, а полуокружность 24 представляет собой линию реза для нижней части или нижней грани конуса 100.
Как проиллюстрировано на Фиг.3А, система натяжения ткацкого станка может быть подобрана так, чтобы производить спиральную ткань таким образом, чтобы угол между последовательными уточными волокнами был постоянным и все уточные волокна имели одинаковую длину. Это позволяет создавать ткань 50 равной ширины, имеющей осевые волокна, которые выравниваются в плоскостях r-z, когда ткань скручивают по оправке определенной формы в конус, как показано на Фиг.3В. В этом случае, волокна основы ориентируются вдоль плавной спиральной линии 26, которая непрерывно закручивается вокруг конуса.
Согласно одному варианту реализации дополнительная ткань (не показана), содержащая волокна основы, ориентированные по спиральной линии в противоположном направлении, может быть обернута поверх первой ткани 50, чтобы создать сбалансированную заготовку. Дополнительная ткань может быть или может не быть такой же, как первая спиральная ткань. Дополнительные слои спиральной ткани могут использоваться для получения улучшенных физических свойств, таких как, например, дополнительная прочность. Как было упомянуто ранее, данная заготовка также может быть подрезана по полукруглым траекториям, показанным на Фиг.2, приводя в результате к образованию усеченного конуса конического кожуха 100. Альтернативно обе ткани могут быть сначала свернуты вокруг форменной оправки, одна поверх другой, и затем верхняя и нижняя кромки конуса 100 могут быть подрезаны. Однако следует отметить, что подрезка верхней и нижней кромок - это единственный процесс резания, требуемый по настоящему способу, так как ткань 50, по сути, предрасположена к скручиванию по формованной оправке или конусу без перекрытий или зазоров между соседними витками. Пример подрезанной заготовки 100 конического кожуха, сформированной по способу настоящего изобретения, показан, например, на Фиг.4.
В вышеуказанном варианте реализации уточные волокна могут стремиться к скоплению в узком конце конуса, подобно тому, как будто они находятся в ткани с полярным плетением. Однако такое скопление можно устранить не наличием постоянного угла, а путем плетения спиральной ткани 150 с одинаковой длиной дуги или одинаковым промежутком между соседними уточными волокнами согласно одному типовому варианту реализации настоящего изобретения. В результате создается спиральная ткань 150, которая поддерживает постоянную правильную пропорцию между волокнами основы и утка по всей поверхности конуса 200, как показано, например, на Фиг.5. На Фиг.5 изображен пример плоского шаблона для ткани 150 с одинаковым промежутком между уточными нитями, и Фиг.6, например, иллюстрирует и модель 200 настоящего изобретения с одинаковым промежутком между уточными нитями, и модель 100 настоящего изобретения с постоянным угловым разнесением. Однако следует отметить, что хотя в данной заявке описываются модели с уточными нитями, имеющими одинаковый промежуток между уточными нитями и постоянное угловое разнесение, настоящее изобретение не ограничено таковыми. Например, и промежуток между утками, и/или угловое разнесение уточных нитей или волокон могут быть изменяемыми, в том смысле, что ткань может иметь одинаковый промежуток между уточными нитями в основной части конуса, однако по мере приближения к вершине конуса, где сложно укладывать то же самое количество волокон, данный промежуток может изменяться.
Как описано выше, способы и заготовки по настоящему изобретению решают проблемы традиционных способов, которые связаны с ограничением размера и распределения волокон. Направления составляющих волокон конического кожуха по настоящему изобретению почти совпадают с основными направлениями конуса, т.е. с окружным и осевым направлениями. В результате этого получается заготовка с равномерной прочностью и жесткостью по основной системе координат и обеспечивается максимальное увеличение прочности и жесткости в основных направлениях получающейся структуры. Дополнительно конический кожух может иметь равномерное распределение волокон, как в окружном, так и в осевом направлении, а также может иметь непрерывное кольцевое волокно по всей площади поверхности композитного элемента, таким образом, предотвращая формирование прерывистого шва в окружном направлении структуры.
Еще одно преимущество настоящего изобретения состоит в том, что конический кожух может иметь фактически любой размер и может быть произведен с наименьшими потерями тканого материала. Кроме того, конический кожух может быть произведен с использованием цельной ткани, чтобы минимизировать число частей и снизить работы по производству.
Заготовки по настоящему изобретению могут представлять собой ткань однослойного плетения или многослойного плетения, вытканную с использованием любого подходящего рисунка для основного волокна, т.е. переплетения слой-к-слою, переплетения под углом в направлении толщины, ортогонального и т.д. Несмотря на то что для данной структуры предпочтительным является полотняное переплетение, заготовка может быть выткана с использованием по существу любого обычного рисунка плетения, такого как простой, твил, атлас и т.д. Подобным образом, хотя предпочтительным является углеродное волокно, изобретение применимо по существу к любому типу волокон.
После того как заготовка 100, 200 собрана или свернута в требуемую форму конического кожуха, заготовка 100, 200 может быть сформирована в композитный элемент для применения в конических структурах, таких как обтекатели или выхлопные сопла для реактивных двигателей. Например, заготовка 100, 200 может быть преобразована в усиленный композитный элемент путем пропитки ее связующим материалом, таким как, например, эпоксидная смола, бисмалеимид, полиэфир, виниловый эфир, керамика и углерод, используя любой традиционный способ пропитки смолой, такой как, например, пропитка под давлением, способ химической фильтрации с помощью пара, введение пленки на основе смолы или способ мокрого наслоения, тем самым формируя трехмерную композитную структуру.
Хотя в данной заявке в качестве примера упомянуты лишь обтекатели или выхлопные сопла реактивных двигателей, возможные области применения для тканой заготовки по настоящему изобретению включают в себя любую область конструктивных решений, в которой используют структуру Архимедовой спирали или структуру конического кожуха.
Хотя выше были подробно описаны предпочтительные варианты реализации настоящего изобретения и его модификации, очевидно, что данное изобретение не ограничивается этим определенным вариантом реализации и модификациями и что другие модификации и изменения могут быть выполнены специалистом в данной области техники, не отступая от сущности и объема изобретения, который определен приложенной формулой изобретения.
Реферат
Изобретение относится к волокнистой заготовке для создания конического кожуха, усиленному волокнами композитному элементу, содержащему такую волокнистую заготовку, композитному элементу, а также к способу формирования волокнистой заготовки. Волокнистая заготовка для создания конического кожуха содержит нити или волокна основы и утка, переплетенные между собой и формирующие непрерывную плоскую спиральную ткань, которая имеет форму Архимедовой спирали и собрана или свернута с формированием структуры конического кожуха. Технический результат - получение заготовок с равномерной прочностью и жесткостью, с равномерным распределением волокон в окружном и осевом направлениях, любого размера, с наименьшими потерями материала ткани, с использованием цельной ткани, чтобы минимизировать количество частей и снизить производственные работы. 4 н. и 30 з.п. ф-лы, 6 ил.
Формула
переплетают между собой нити или волокна основы и утка для формирования непрерывной спиральной ткани, которая выткана в форме плоской Архимедовой спирали, и
выполняют сборку или сворачивание плоской спиральной ткани Архимедовой спирали для формирования структуры конического кожуха.
Комментарии