Тканая заготовка, композитный материал и способ их изготовления - RU2544685C2
Код документа: RU2544685C2
Чертежи




Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
Настоящая заявка испрашивает приоритет по предварительной заявке на патент США №61/24777, поданной 1 октября 2009 г., полное описание которой включено посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение в целом относится к усиленным волокнами композитным материалам, а в частности к заготовкам, имеющим тканые полосы материала, используемого в усиленных композитных материалах, которые могут быть вытканы гладкими и сложены в свою конечную форму, имеющую усиление по меньшей мере в двух направлениях.
ВКЛЮЧЕНИЕ ССЫЛКОЙ
Все патенты, патентные заявки, документы, ссылки, инструкции производителя, описания, технические требования к изделиям и технологические карты для любых упомянутых в настоящем описании изделий включены в данную заявку посредством ссылки и могут быть использованы при реализации изобретения.
УРОВЕНЬ ТЕХНИКИ
В настоящее время широко распространено использование усиленных композитных материалов в производстве структурных компонентов, в частности, в таких областях применения, где необходимы такие характеристики, как малый вес, прочность, жесткость, термическая устойчивость, способность быть самоопирающимися и способность принимать требуемую форму. Такие компоненты используются, например, в авиационной, аэрокосмической отраслях промышленности, в искусственных спутниках, и в сфере развлечений (например, в гоночных катерах и автомобилях), и в других сферах применения.
Обычно такие компоненты состоят из усиливающих материалов, внедренных в связующий материал. Усиливающий компонент может быть выполнен из материалов, таких как стекловолокно, углеродное волокно, керамическое волокно, арамид, полиэтиленовое волокно и/или других материалов, имеющих требуемые физические, термические, химические и/или другие свойства, среди которых основным является высокая прочность при нагрузках. Посредством использования таких усиливающих материалов, которые в конечном счете становятся составляющим элементом конечного компонента, конечному композитному компоненту придаются требуемые характеристики усиливающих материалов, такие как очень высокая прочность. Обычно составляющие усиливающие материалы могут быть ткаными, вязаными или плетеными. Обычно особое внимание уделяется обеспечению оптимального использования свойств, для получения которых были выбраны составляющие усиливающие материалы. Обычно такие усиливающие заготовки комбинируют со связующим материалом для формирования требуемых готовых компонентов или для создания производственного запаса для последующего производства готовых компонентов.
После того как создана требуемая усиливающая заготовка, к ней и внутрь заготовки может быть введен связующий материал таким образом, что усиливающая заготовка обычно оказывается заключенной в связующем материале и связующий материал заполняет щели между составляющими элементами усиливающей заготовки. Связующий материал может быть любым из широкого разнообразия материалов, таких как эпоксидная смола, полиэфир, бисмалеимид, виниловый эфир, керамическое волокно, углеродное волокно и/или другие материалы, которые также демонстрируют требуемые физические, термические, химические и/или другие свойства. Материалы, выбранные для использования в качестве связующего материала, могут быть или могут не быть такими же, как материал усиливающей заготовки, и могут иметь или могут не иметь сравнимые физические, химические, термические или другие свойства. Однако, как правило, они не будут выполнены из одних и тех же материалов или не будут иметь сравнимые физические, химические, термические или другие свойства, так как при использовании композитных материалов обычно на первом месте стоит задача в получении в готовом изделии сочетания характеристик, которое невозможно получить путем использования одного составляющего материала. Затем комбинированные таким образом усиливающая заготовка и связующий материал могут быть отверждены и стабилизированы в одной операции путем термического отверждения или другими известными способами и далее подвержены другим операциям по изготовлению требуемого компонента. Здесь важно отметить, что после такого отверждения, затвердевшие массы связующего материала, как правило, очень сильно прилипают к усиливающему материалу (например, усиливающей заготовке). В результате нагрузка на конечный компонент, в частности через связующий материал, действующий как клей между волокнами, может быть эффективно передана и перенесена составляющим материалом усиливающей заготовки.
Возросшее использование композитных материалов, имеющих такие волокнистые усиления заготовки, в фюзеляжах летательных аппаратов привело к необходимости применения композитных иллюминаторных рам. В данном случае традиционные металлические иллюминаторные рамы не могут быть использованы из-за разниц между коэффициентами термического расширения композитного фюзеляжа и металлических рам. Кроме того, для устранения проблем коррозии, которые могут возникать при контакте некоторых композитных материалов и металлов, должны использоваться паразитные барьерные слои. Данные барьерные слои увеличивают затраты на производство, а также общую массу.
Иллюминаторные рамы 10 летательного аппарата, например, такие, как показано на Фиг.1, имеют овальную форму, при этом большая ось рамы выгнута в соответствии с цилиндрической формой фюзеляжа. Форма сечения иллюминаторной рамы 10, например, такая, как показано на Фиг.2, обычно равномерная. Однако форма может включать в себя усложняющие конструктивные элементы, такие как вертикальный выступ 20 у наружной кромки и/или так называемый «соединительный выступ» 15, которые способствуют уплотнению иллюминатора относительно основного корпуса летательного аппарата. Вертикальный выступ 20 является особенно сложным элементом для выполнения в составной конструкции из-за овальной формы рамы 10. Изготовление данного элемента с помощью обычной ткани или ленты требует применения вытачек для формирования криволинейной формы. Однако, если такие вытачки не усилены, они ухудшают прочность и жесткость соединения.
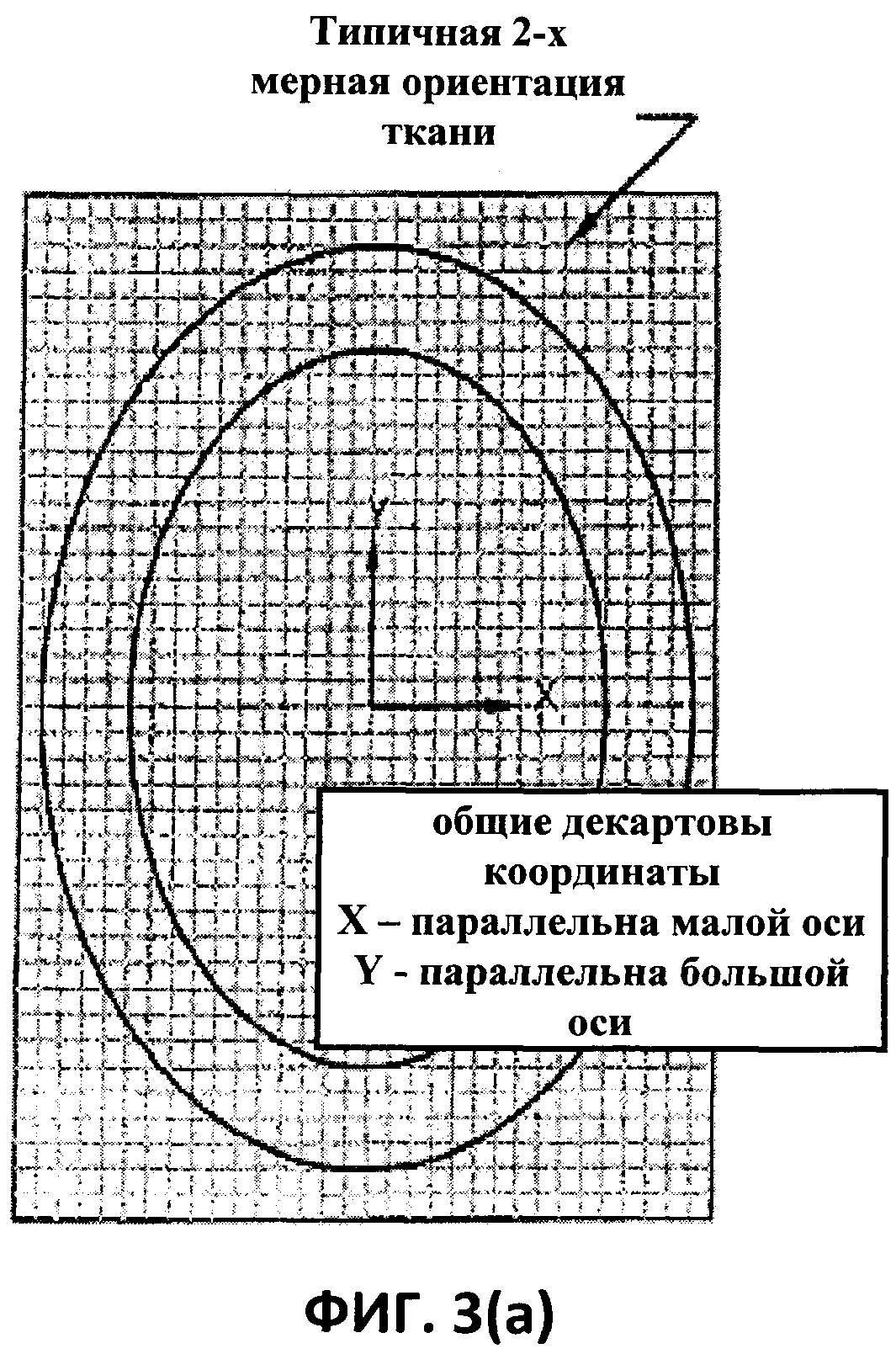
Хотя этот подход позволяет формировать желательную форму, усиливающее волокно скорее будет ориентировано по основным направлениям декартовской системы координат, как представлено на Фиг.3(a), а не по основным направлениям иллюминаторной рамы, как показано на Фиг.3(b). Типичное решение этой проблемы заключается в использовании так называемого квазиизотропной укладки усиливающего волокна, так что указанная заготовка может обладать равномерной жесткостью по всей площади иллюминаторной рамы. При этом обычно используется укладка волокна в равных пропорциях в направлениях 0°, 90° и ±45°.
Однако такой подход приводит к двум потенциальным проблемам. Во-первых, квазиизотропная укладка - обеспечение лишь равномерной жесткости конструкции. Прочность же может и не быть равномерной относительно основных направлений координат иллюминаторной рамы. Во-вторых, жесткость квазиизотропной укладки меньше по отношению к осевой жесткости, которая может быть достигнута укладкой 0°/90°.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, одной целью настоящего изобретения является получение усиливающего волокна, расположенного вдоль основных направлений иллюминаторной рамы, которые проходят параллельно периметру рамы и по нормали к радиусу местной кривизны рамы, как показано на Фиг.3(b). Это позволяет создавать заготовки с равномерной прочностью и жесткостью относительно системы основных координат и максимизирует прочность и жесткость в основных направлениях полученной структуры.
Другой целью настоящего изобретения является обеспечение способа изготовления композитной иллюминаторной рамы, которая содержит вертикальный выступ и имеет усиливающее волокно, расположенное вдоль основных направлений иллюминатора.
Еще одной целью настоящего изобретения является обеспечение способа формирования трехмерной заготовки, которая имеет уменьшенный вес и/или улучшенные эксплуатационные показатели по сравнению с конструкциями предшествующего уровня техники.
Изобретение согласно одному типовому варианту реализации представляет собой трехмерную тканую заготовку, содержащую по меньшей мере две ткани с расположенной в заданном направлении основой. Каждая из тканей с расположенной в заданном направлении основой содержит часть с вытачками и часть без вытачек. Части с вытачками тканей с расположенной в заданном направлении основой присоединяются к частям без вытачек для того, чтобы обеспечить непрерывное волокно в окружном и радиальном направлениях всех частей указанной заготовки. При этом часть без вытачек в одной направляемой ткани укрепляет часть с вытачками в другой ткани. Часть тканей с расположенной в заданном направлении основой может включать в себя традиционные углеродные волокна и/или углеродные волокна, разорванные растягиванием. Ткани с расположенной в заданном направлении основой могут быть вытканы на ткацком станке, оборудованном дифференциальным механизмом натяжения. Ткани с расположенной в заданном направлении основой могут быть одно- или многослойными тканями. Готовая заготовка может быть частью иллюминаторной рамы летательного аппарата.
Другим типичным вариантом реализации является усиленный волокнами композитный материал, содержащий трехмерную тканую заготовку, содержащую по меньшей мере две ткани с расположенной в заданном направлении основой. Эти ткани с расположенной в заданном направлении основой содержат часть с вытачками и часть без вытачек. Части с вытачками тканей с расположенной в заданном направлении основой соединяются друг с другом с тем, чтобы обеспечить непрерывное волокно в окружном и радиальном направлениях всех частей заготовки. Часть без вытачек в одной направляемой ткани укрепляет часть с вытачками в другой ткани. Часть указанных тканей с расположенной в заданном направлении основой может содержать углеродные волокна, разорванные растягиванием, и/или традиционные углеродные волокна. Ткани с расположенной в заданном направлении основой могут быть вытканы на ткацком станке, оборудованном дифференциальным механизмом натяжения. Ткани с расположенной в заданном направлении основой могут быть одно- или многослойными тканями. Композитный материал может формироваться путем пропитывания и отверждения тканой заготовки в связующем материале.
Еще одним типичным вариантом реализации является способ формирования трехмерной тканой заготовки. Данный способ содержит этапы, на которых ткут по меньшей мере две ткани с расположенной в заданном направлении основой. Способ также содержит формирование вытачек на первой части тканей с расположенной в заданном направлении основой и оставление второй части тканей с расположенной в заданном направлении основой без вытачек. Способ включает в себя соединение частей с вытачками указанных тканей с расположенной в заданном направлении основой для того, чтобы обеспечить непрерывное волокно в окружном и радиальном направлениях всех частей заготовки. Способ также содержит этап, на котором усиливают часть без вытачек в одной направляемой ткани частью с вытачками в другой. При этом часть тканей с расположенной в заданном направлении основой может содержать углеродные волокна, разорванные растягиванием, и/или обычные углеродные волокна. Ткани с расположенной в заданном направлении основой вытканы на ткацком станке, оборудованном дифференциальным механизмом натяжения. Ткани с расположенной в заданном направлении основой могут быть одно- или многослойными тканями. Заготовка может быть частью иллюминаторной рамы летательного аппарата.
Еще одним типичным вариантом реализации изобретения является способ формирования усиленного волокнами композитного материала, включающий этапы, на которых формируют трехмерную тканую заготовку. Способ включает этапы, на которых ткут по меньшей мере две ткани с расположенной в заданном направлении основой. Способ также включает формирование вытачек на первой части тканей с расположенной в заданном направлении основой и оставление второй части тканей с расположенной в заданном направлении основой без вытачек. Способ включает соединение частей с вытачками и без вытачек тканей с расположенной в заданном направлении основой для того, чтобы обеспечить непрерывное волокно в окружном и радиальном направлениях всех частей заготовки. Также способ включает этап, на котором усиливают часть без вытачек в одной направляемой ткани частью с вытачками в другой. При этом часть тканей с расположенной в заданном направлении основой может содержать обычные углеродные волокна и/или углеродные волокна, разорванные растягиванием. Ткани с расположенной в заданном направлении основой могут быть вытканы на ткацком станке, оборудованном дифференциальным механизмом натяжения. Ткани с расположенной в заданном направлении основой могут быть одно- или многослойными тканями. Композитный материал может быть иллюминаторной рамой летательного аппарата. Композитный материал может формироваться путем пропитывания и отверждения тканой заготовки в связующем материале.
Заготовки по настоящему изобретению могут быть вытканы с использованием любого удобного рисунка для основных волокон, т.е. переплетения слой-к-слою, переплетения под углом в направлении толщины, ортогонального и т.д. Заготовка может быть выткана с использованием любого обычного рисунка переплетения, такого как простой узор, плетение по диагонали, атласный и т.д. Несмотря на то что предпочтительным является углеродное волокно, изобретение применимо по существу к любому другому волокну, включая, но без ограничения, такие волокна, которые могут быть разорваны при растяжении, например углеродные волокна, разорванные растягиванием, стекло.
Возможные области применения для тканых заготовок по настоящему изобретению включают в себя любую область конструктивных решений, в которой используют оконтуренные рамы с жестким выступом, например, такие как иллюминаторные рамы в летательных аппаратах.
Различные признаки новизны, которые характеризуют изобретение, подробно перечислены в пунктах формулы изобретения, приложенной к и являющейся неотъемлемой частью этого раскрытия. Для лучшего понимания настоящего изобретения, его функциональных преимуществ и конкретных целей, достигаемых его применением, авторы изобретения ссылаются на сопроводительный описательный материал, в котором проиллюстрированы предпочтительные, но не ограничивающие, варианты реализации изобретения и прилагаемые чертежи, на которых соответствующие компоненты идентифицируются одинаковыми ссылочными позициями.
В данном описании термины «содержащий» и «содержит» могут означать «включающий в себя» и «включает в себя» или могут иметь значение, присвоенное термину «содержащий» и «содержит» в Патентном законе США. Термины «по существу состоящий из» или «по существу состоит из», в случае использования в пунктах формулы изобретения, имеют значение, присвоенное им в Патентном законе США. Другие аспекты изобретения описываются в или очевидны из (и в пределах изобретения) нижеследующего раскрытия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Прилагаемые чертежи, включенные в описание для лучшего понимания изобретения, являются неотъемлемой частью настоящего описания. На представленных чертежах проиллюстрированы различные варианты реализации изобретения, которые вместе с описанием служат для объяснения принципов изобретения. На чертежах:
на Фиг.1 изображен схематический вид иллюминаторной рамы летательного аппарата;
на Фиг.2 изображено поперечное сечение иллюминаторной рамы летательного аппарата, показанной на Фиг.1, выполненное по линии сечения 2-2;
на Фиг.3(a) и (b) представлены схематические виды ткани овальной формы в общепринятой декартовой системе координат и основной системы координат иллюминаторной рамы, соответственно;
на Фиг.4 изображен схематический вид ткани овальной формы, созданной с использованием «направленного» плетения согласно одному варианту реализации настоящего изобретения;
на Фиг.5(а)-(с) представлены этапы, включенные в процесс формирования трехмерной тканой заготовки согласно одному из аспектов настоящего изобретения;
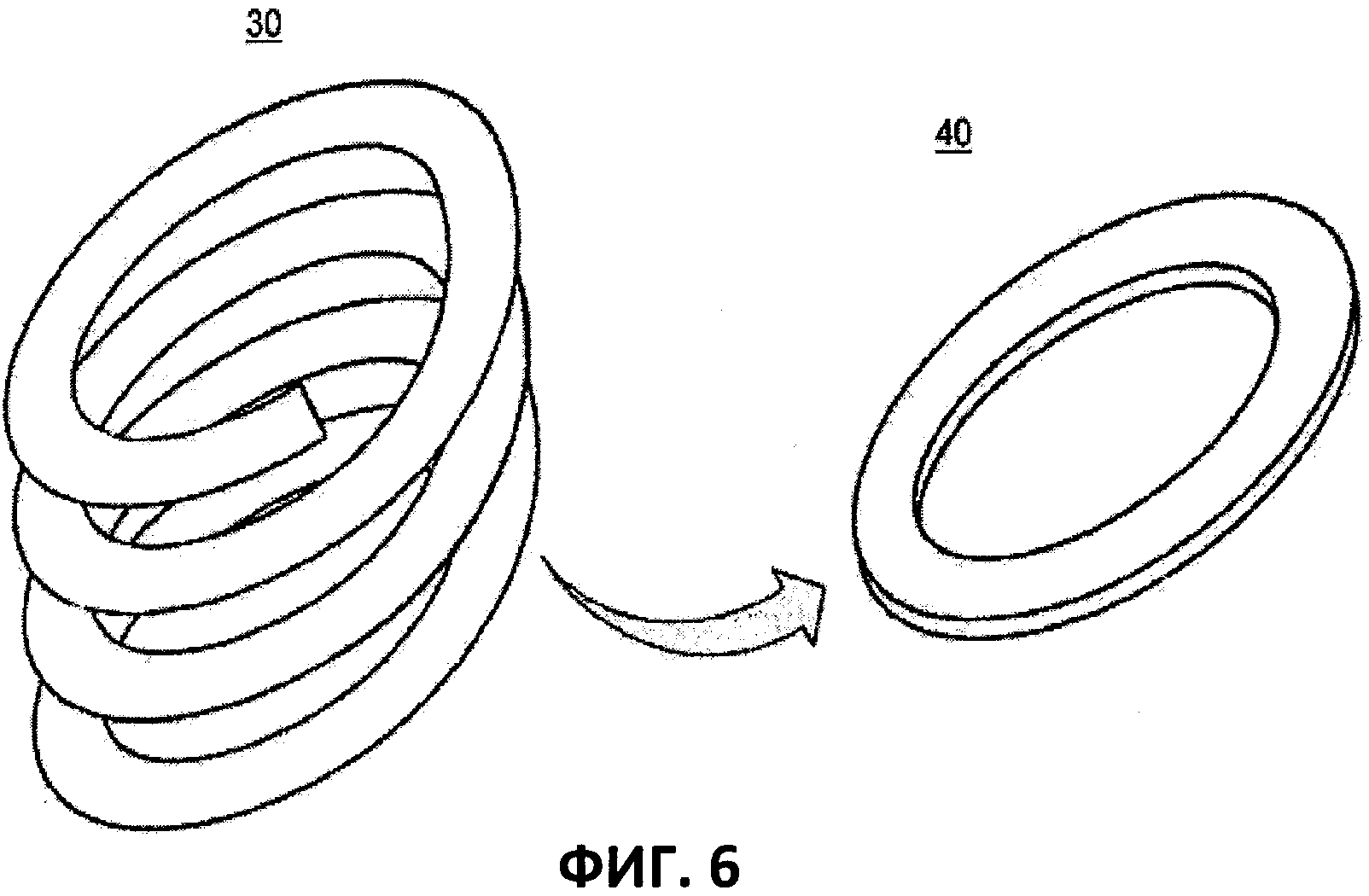
на Фиг.6 изображен один этап, вовлеченный в процесс формирования трехмерной тканой заготовки согласно одному из аспектов настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ РЕАЛИЗАЦИИ
Далее настоящее изобретение будет описываться более подробно со ссылкой на прилагаемые чертежи, на которых изображены предпочтенные варианты реализации изобретения. Однако данное изобретение может быть воплощено во многих различных формах и не должно рассматриваться как ограниченное иллюстрированными вариантами реализации, изложенными в данной заявке. Скорее эти иллюстрированные варианты реализации обеспечены с тем, чтобы данное раскрытие было полным и законченным и полностью выражало объем изобретения для специалистов в данной области техники.
В нижеследующем описании одни и те же номера позиций обозначают одни и те же или соответствующие детали на всех фигурах. Дополнительно, в нижеследующем описании подразумевается, что такие термины как «верхний», «нижний», «верхняя часть», «нижняя часть», «первый», «второй» и т.п. являются словами, используемыми для удобства, и не должны рассматриваться как ограничивающие термины.
Обращаясь сейчас к фигурам, изобретение согласно одному варианту реализации представляет собой способ изготовления трехмерной тканой заготовки для использования ее в областях применения, требующих высокой прочности, таких как, например, иллюминаторные рамы летательного аппарата, композитные корпуса турбовентиляторов, изоляционные кольца реактивных двигателей, каркасы фюзеляжей летательных аппаратов или во фланцевых кольцах для присоединения гондол к авиадвигателям. Несмотря на то что предпочтительные варианты реализации, описанные здесь, имеют отношение к иллюминаторной раме летательного аппарата, настоящее изобретение не ограничивается таковым. Например, тканые заготовки или способы, описанные здесь, могут использоваться при изготовлении любой из перечисленных выше структур и тому подобных.
Согласно одному типовому варианту реализации указанный способ использует уникальную технологию текстильного производства или такую, которая известна как «расположение основы в заданном направлении» (warp steering). Термин «расположение основы в заданном направлении» имеет отношение к дифференциальной системе натяжения нитей основы, которая «располагает их в заданном направлении» с получением необходимой формы и позволяет создавать заготовку прямым плетением, плетением в полярных координатах или их комбинацией, так что заготовка может принимать практически любую форму в плоскости X-Y ткани или заготовки. Пример такой ткани 30 с расположением основы в заданном направлении в форме овала, образованной с использованием «направленного» плетения, согласно одному аспекту настоящего изобретения, показан на Фиг.3, где овальная ткань 30 может быть гладкой в одной плоскости и имеет криволинейную форму в плоскости X-Y. При таком расположении каждая нить или каждое волокно 32 основы может иметь различную длину пути, подобную линиям вокруг беговой дорожки, а каждая уточная нить или каждое волокно 34 всегда перпендикулярно или ортогонально к краям ткани. В этом отношении можно сказать, в такой ткани волокно 32 основы может быть непрерывным в окружном направлении, а уточное волокно 34 всегда ориентировано в радиальном направлении относительно радиуса местной кривизны.
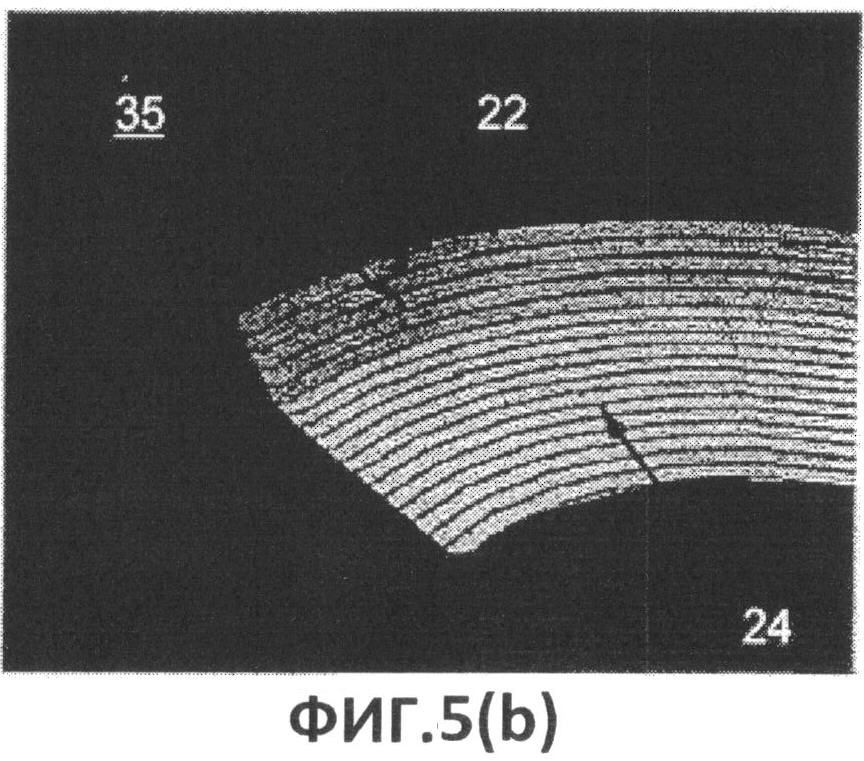
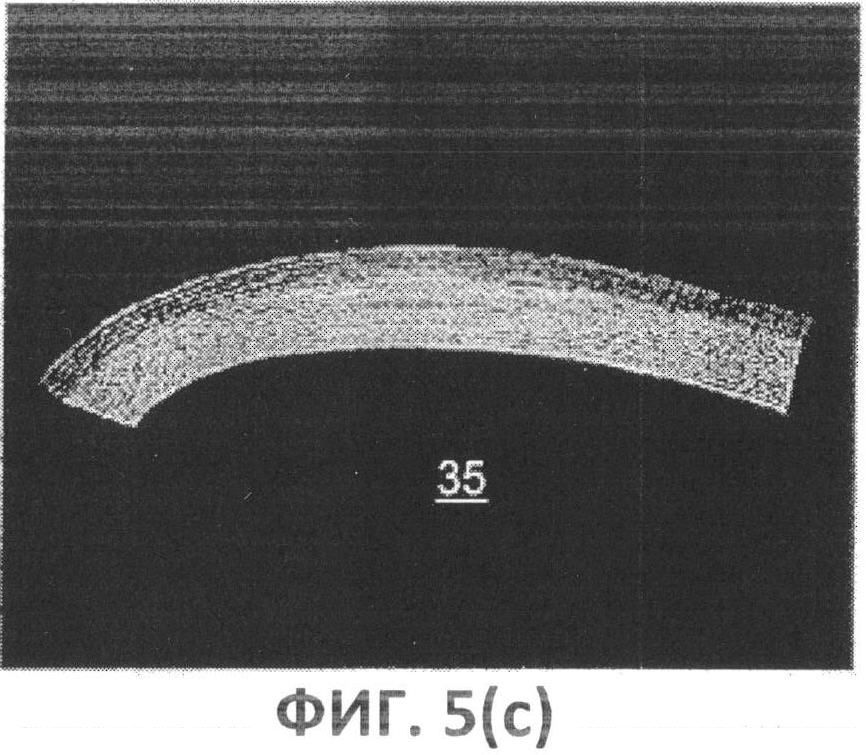
Согласно одному типовому варианту реализации такая технология может применяться для изготовления композитной иллюминаторной рамы 10, такой как описано со ссылкой на Фиг.1, которая содержит конструктивные элементы, такие как вертикальный выступ 20 и при необходимости «соединительный выступ» 15. Согласно этому варианту реализации способ использует две отдельно сотканные ткани 22, 24, каждая из которых имеет часть 26 без вытачек и часть 28 с вытачками, например, как показано на Фиг.5(a). Ткань 24 может быть разработана так, чтобы принимать более или менее плоскую овальную форму основного корпуса иллюминаторной рамы 10 без вытачек в этой области. Другая ткань 22 может быть разработана так, чтобы принимать овальную конусную форму вертикального выступа без образования вытачек. Когда эти две ткани 22, 24 объединяют, часть 26 без вытачек каждой ткани усиливает часть 28 с вытачками другой ткани, например, как изображено на Фиг.5(b). Полученная заготовка 35, такая как показано на Фиг.5(c), будет иметь некоторое количество непрерывных волокон в окружном и радиальном направлениях всех частей рамы 10.
Для заготовки, показанной на Фиг.5(c), обе ткани 22, 24 могут быть сотканы до полного размера ширины рамы 10. Это создает компонент с одинаковой толщиной. Однако для специалиста в данной области техники очевидно, что любая из этих тканей может быть соткана содержащей только часть 26 без вытачек. В таком случае часть иллюминаторной рамы 10, которая сформирована из части 26 без вытачек ткани полной ширины, не будет такой толстой, как часть, которая формируется путем объединения части с вытачками ткани полной ширины и части без вытачек ткани неполной ширины.
Согласно этому типовому варианту реализации, заготовка может быть однослойной или многослойной. Например, множественные непрерывные слои ткани 30 или 35, выполненной с расположением нитей в заданном направлении, могут быть наложены поверх друг друга, чтобы создать желаемую толщину для слоистой заготовки 40, так как показано на Фиг.6. Дополнительные слои ткани, содержащие волокна, ориентированные во внеосевых направлениях (относительно радиуса местной кривизны), могут быть вплетены между слоями направляемой ткани, если требуются дополнительная прочность и/или жесткость. Альтернативно направляемая ткань может быть соткана как многослойная ткань, где по меньшей мере два слоя многослойной ткани целиком удерживаются одной или более нитями основы и/или утка с образованием желаемого рисунка. Ткань может быть выткана с использованием любого подходящего рисунка для волокна основы, то есть переплетения слой-к-слою, переплетения под углом в направлении толщины, ортогонального и т.д. Сама ткань может быть выткана с использованием любого обычного рисунка переплетения, такого как простой узор, плетение по диагонали, атласный и т.д. Несмотря на то что предпочтительным является углеродное волокно, настоящее изобретение применимо по существу к любому другому волокну, включая, но без ограничения, такие волокна, которые могут быть разорваны при растяжении. Например, при необходимости углеродные волокна, разорванные растягиванием («SBCF»), могут использоваться в качестве окружных волокон в выбранных областях заготовки.
Направляемое плетение согласно этому способу может быть выполнено на ткацком станке, который использует программируемый дифференциальный механизм натяжения, чтобы создавать требуемую овальную форму иллюминаторной рамы. В направляемой ткани основное волокно может быть непрерывным в окружном направлении, а уточное волокно всегда ориентируется в радиальном направлении относительно радиуса местной кривизны.
Хотя в данный момент предполагается, что для подгонки или формования ткани в желаемую трехмерную форму не требуются какие-либо дополнительные приспособления, таковые приспособления, например формообразующее приспособление и/или устройство сжатия, могут использоваться в случае необходимости. После формования ткани, которое выполняется для принятия ею желаемой трехмерной формы, заготовка 35 может преобразовываться в композитный материал, используя традиционный способ введения смолы, такой как пропитка под давлением. Например, заготовка согласно одному варианту реализации может быть преобразована в иллюминаторную раму 10 летательного аппарата, как показано на Фиг.1. При этом структура 10 содержит тканые заготовки, описанные в предыдущих вариантах реализации.
Заготовки по настоящему изобретению могут быть вытканы с использованием любого удобного рисунка для нитей основы, т.е. переплетения слой-к-слою, переплетения под углом в направлении толщины, ортогонального и т.д. В то время как предпочтительным является углеродное волокно, изобретение применимо по существу к любому типу волокон, например, таким как углеродное волокно, нейлоновое волокно, вискозное волокно, стекловолокно, хлопковое волокно, керамическое волокно, арамидная, полиэфирная и металлические нити или волокна.
Ткань с расположенной в заданном направлении основой по настоящему изобретению может быть выполнена из материалов, например, таких как углерод, нейлон, вискоза, полиэфир, стекловолокно, хлопок, стекло, керамика, арамид и полиэтилен, или любого другого материала, общеизвестного из уровня техники. Готовая деталь может быть пропитана связующим материалом, например, таким как эпоксид, бисмалеимид, полиэфир, виниловый эфир, керамика и углерод, с использованием таких способов пропитки смолой, как пропитка под давлением или химическая фильтрация с помощью пара, тем самым формируя трехмерную композитную структуру.
Хотя в настоящей заявке в качестве примера описана иллюминаторная рама летательного аппарата, возможные области применения тканой заготовки по настоящему изобретению включают в себя любую область конструктивных решений, в которой используют оконтуренную раму с жестким выступом.
Хотя выше были подробно описаны предпочтенные варианты реализации настоящего изобретения и его модификаций, очевидно, что данное изобретение не ограничивается этим определенным вариантом реализации и модификациями, и что другие модификации и изменения могут быть выполнены специалистом в данной области техники, не отступая от сущности и объема изобретения, который определен приложенной формулой изобретения.
Реферат
Группа изобретений относится к трехмерной тканой заготовке, к усиленному волокнами композитному материалу, к способу формирования трехмерной тканой заготовки, к способу формирования усиленного волокнами композитного материала. Трехмерная тканая заготовка содержит ткани с расположенной в заданном направлении основой. Ткани с расположенной в заданном направлении основой содержат часть без вытачек и часть с вытачками. Части с вытачками указанных тканей с расположенной в заданном направлении основой соединены друг с другом с получением непрерывного волокна в окружном и радиальном направлениях всех частей указанной заготовки. Изобретение обеспечивает повышение физико-механических свойств изделий. 4 н. и 24 з.п. ф-лы, 9 ил.
Формула
ткани с расположенной в заданном направлении основой;
причем ткани с расположенной в заданном направлении основой содержат часть без вытачек и часть с вытачками, а части с вытачками указанных тканей с расположенной в заданном направлении основой соединены друг с другом с получением непрерывного волокна в окружном и радиальном направлениях всех частей указанной заготовки.
ткут ткани с расположенной в заданном направлении основой;
формируют вытачки на первой части тканей с расположенной в заданном направлении основой и оставляют вторую часть тканей с расположенной в заданном направлении основой без вытачек;
соединяют друг с другом части с вытачками указанных тканей с расположенной в заданном направлении основой и получают непрерывное волокно в окружном и радиальном направлениях всех частей указанной заготовки.
формируют трехмерную тканую заготовку по п. 15.
пропитывают указанную заготовку в связующем материале.
Комментарии