Энергопоглощающий элемент - RU2630144C2
Код документа: RU2630144C2
Чертежи


Описание
Родственные заявки
НАСТОЯЩАЯ ЗАЯВКА ИСПРАШИВАЕТ ПРИОРИТЕТ СОГЛАСНО ПРЕДВАРИТЕЛЬНЫМ ЗАЯВКАМ НА ПАТЕНТ США С РЕГИСТРАЦИОННЫМИ НОМЕРАМИ 61/833996, ПОДАННОЙ 12 ИЮНЯ 2013 Г., И 61/907548, ПОДАННОЙ 22 НОЯБРЯ 2013 Г., КОТОРЫЕ ПОЛНОСТЬЮ ВКЛЮЧЕНЫ В ДАННЫЙ ДОКУМЕНТ ПОСРЕДСТВОМ ССЫЛКИ НА НИХ.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
В большинстве типов экипировки и предметов одежды, защищающих от удара, таких как пуленепробиваемые (баллистические) бронежилеты, шлемы, налокотники или защитные щитки для голени, и т. д., энергия удара передается жесткому материалу, а затем - телу, вызывая кровоподтеки или травмы при ударе. Нательный бронежилет, например, обычно содержит множество слоев тканой ткани Kevlar® и Spectra®, заключенной в тканевую оболочку, которые в совокупности называют “баллистическими комплектами”. Как только пуля входит в слой Kevlar®, она запутывается в волокнах и ее поступательное движение прекращается, но при этом не происходит ослабления или поглощения передаваемой энергии удара. Для снижения травм при ударе часто используют травматические комплекты в сочетании с баллистическими комплектами. Данные травматические комплекты также обычно изготовлены из тканей Kevlar® или Spectra®, но сделаны из слоев, которые тоньше, чем слои в баллистических комплектах. Однако травматические комплекты могут добавлять существенный вес и снижают гибкость жилета. В качестве результата исследования данных проблем были разработаны подкладки из пеноматериала в качестве амортизатора ударов. Тем не менее, несмотря на способность сжиматься и расплющиваться под давлением, пеноматериалы, как правило, не способны выступать в качестве хорошего поглотителя энергии, потому что они не обладают подвижностью или не принимают определенные формы.
В связи с этим, в настоящее время существует необходимость в улучшенном материале для применения в качестве энергопоглощающего элемента в ряде изделий, например, в защитной экипировке.
Краткое описание изобретения
В соответствии с одним вариантом осуществления настоящего изобретения раскрыт энергопоглощающий элемент, который содержит полимерный материал. Полимерный материал образован из термопластичной композиции, содержащей непрерывную фазу, включающую матричный полимер. Добавка микровключения и добавка нановключения диспергированы в непрерывной фазе в форме дискретных доменов, и в материале определяется поровая сеть, которая включает множество нанопор со средним размером поперечного сечения приблизительно 800 нанометров или меньше.
Другие признаки и аспекты настоящего изобретения более подробно рассматриваются ниже.
Краткое описание графических материалов
Полное и достаточное описание настоящего изобретения, включая наилучший способ его осуществления, предназначенное для специалиста в данной области техники, изложено ниже, в частности, в остальной части описания, в которой предусмотрены ссылки на соответствующие фигуры, на которых:
фиг. 1 представляет собой вид спереди одного варианта осуществления предмета защитной экипировки, в котором можно применять энергопоглощающий элемент по настоящему изобретению;
фиг. 2 представляет собой вид в перспективе другого варианта осуществления предмета защитной экипировки, в котором можно применять энергопоглощающий элемент по настоящему изобретению;
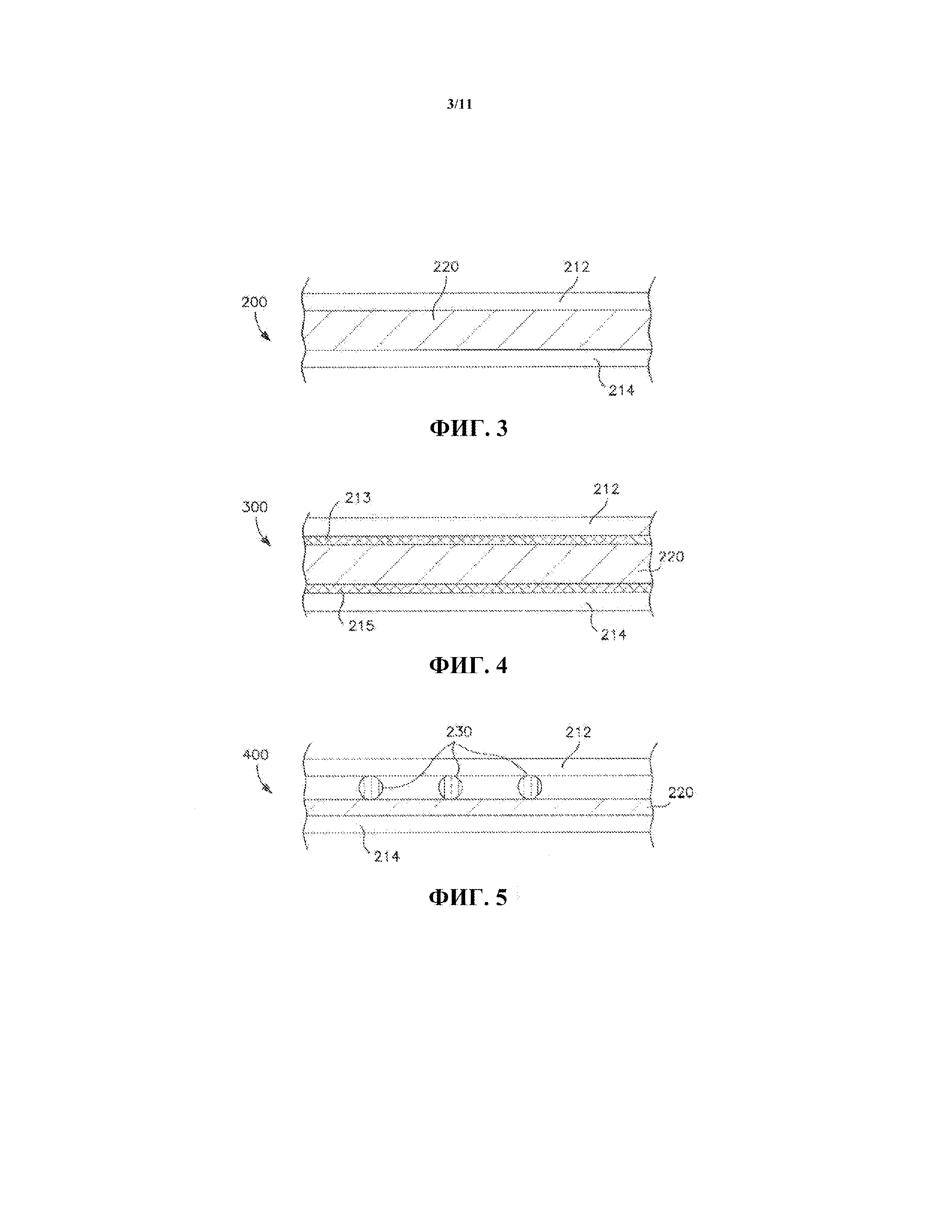
фиг. 3 представляет собой вид в поперечном разрезе одного варианта осуществления энергопоглощающего элемента, который можно применять в настоящем изобретении;
фиг. 4 представляет собой вид в поперечном разрезе другого варианта осуществления энергопоглощающего элемента, который можно применять в настоящем изобретении; и
фиг. 5 представляет собой вид в поперечном разрезе еще одного варианта осуществления энергопоглощающего элемента, который можно применять в настоящем изобретении;
фиг. 6-7 представляют собой SEM-микрофотографии невытянутой пленки из примера 3 (пленка была отрезана параллельно ориентации машинного направления);
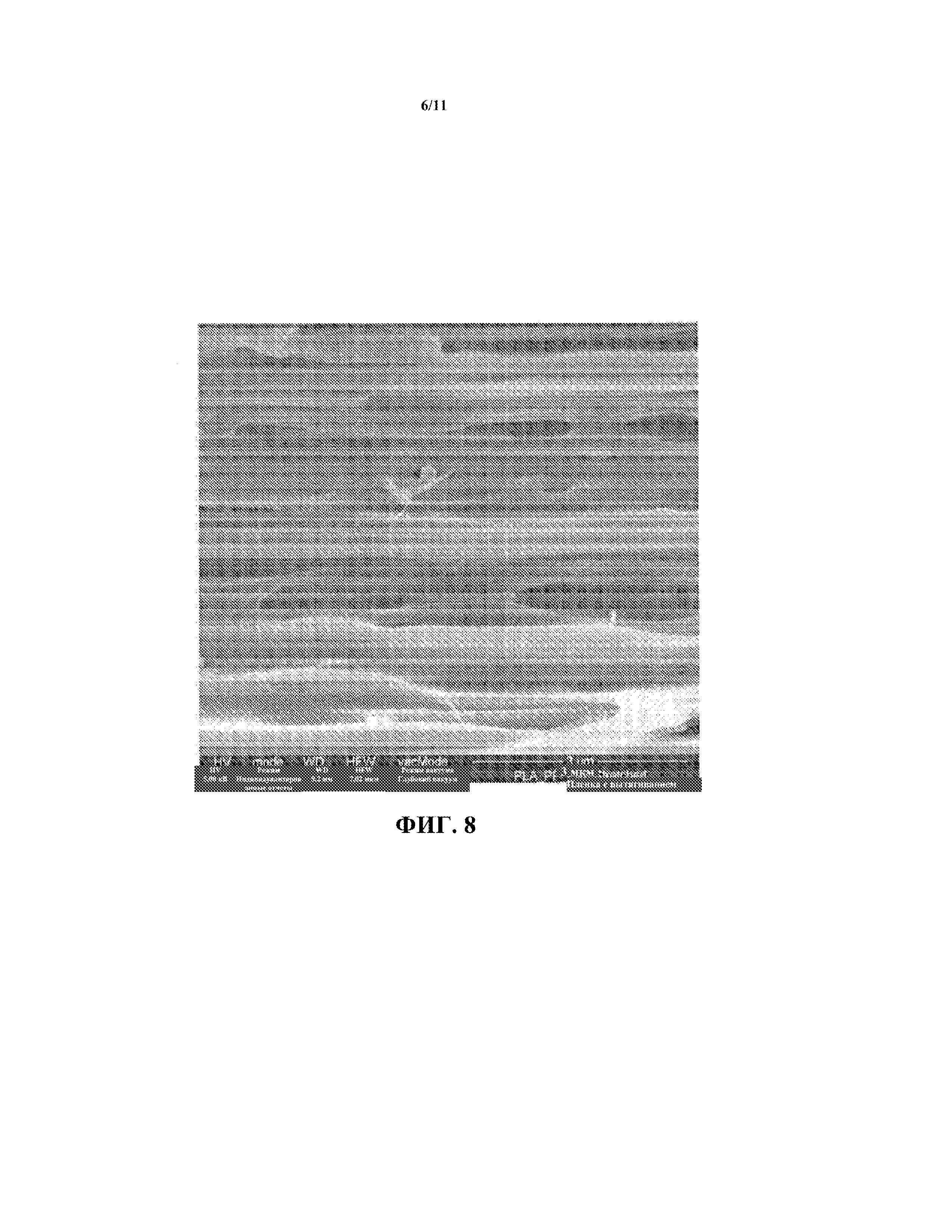
фиг. 8-9 представляют собой SEM-микрофотографии вытянутой пленки из примера 3 (пленка была отрезана параллельно ориентации машинного направления);
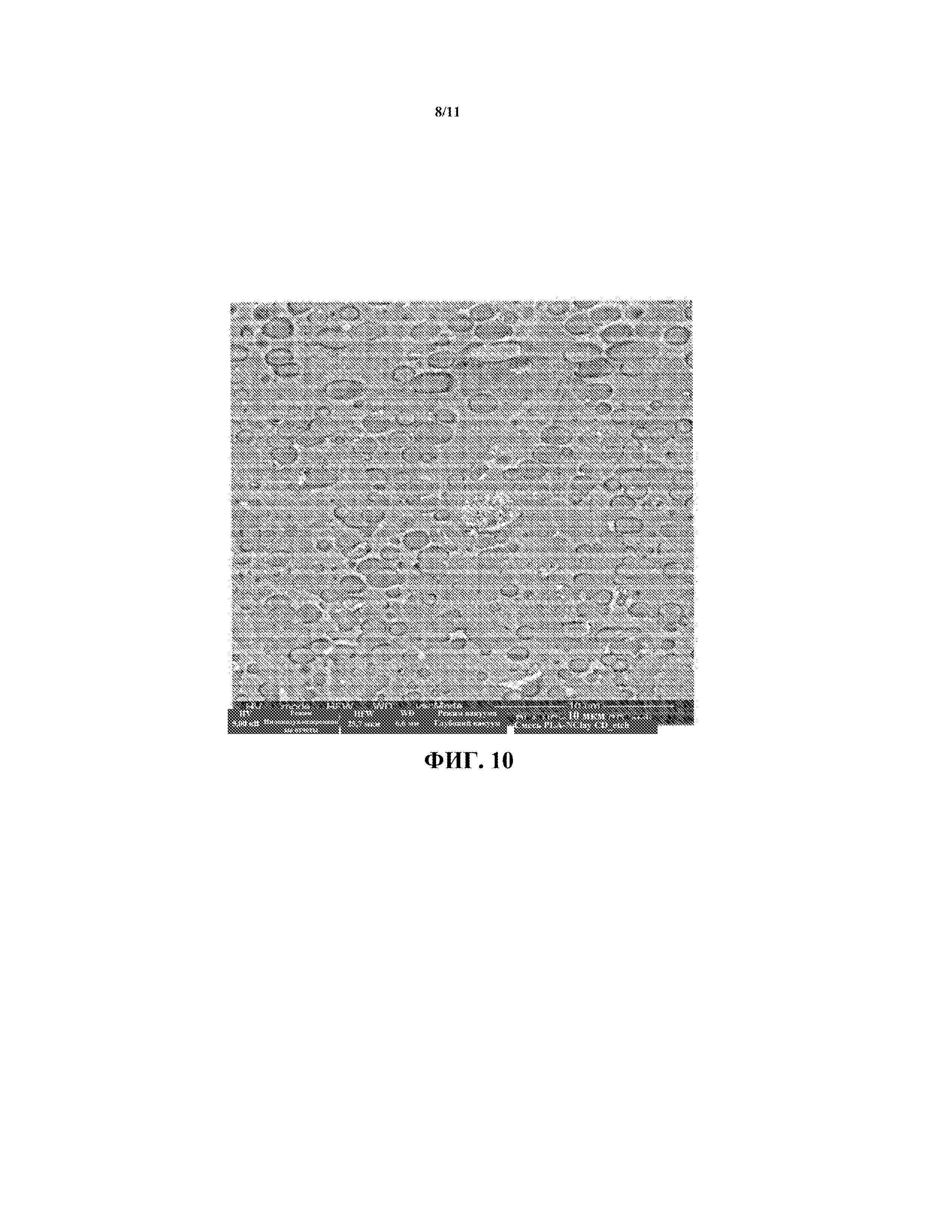
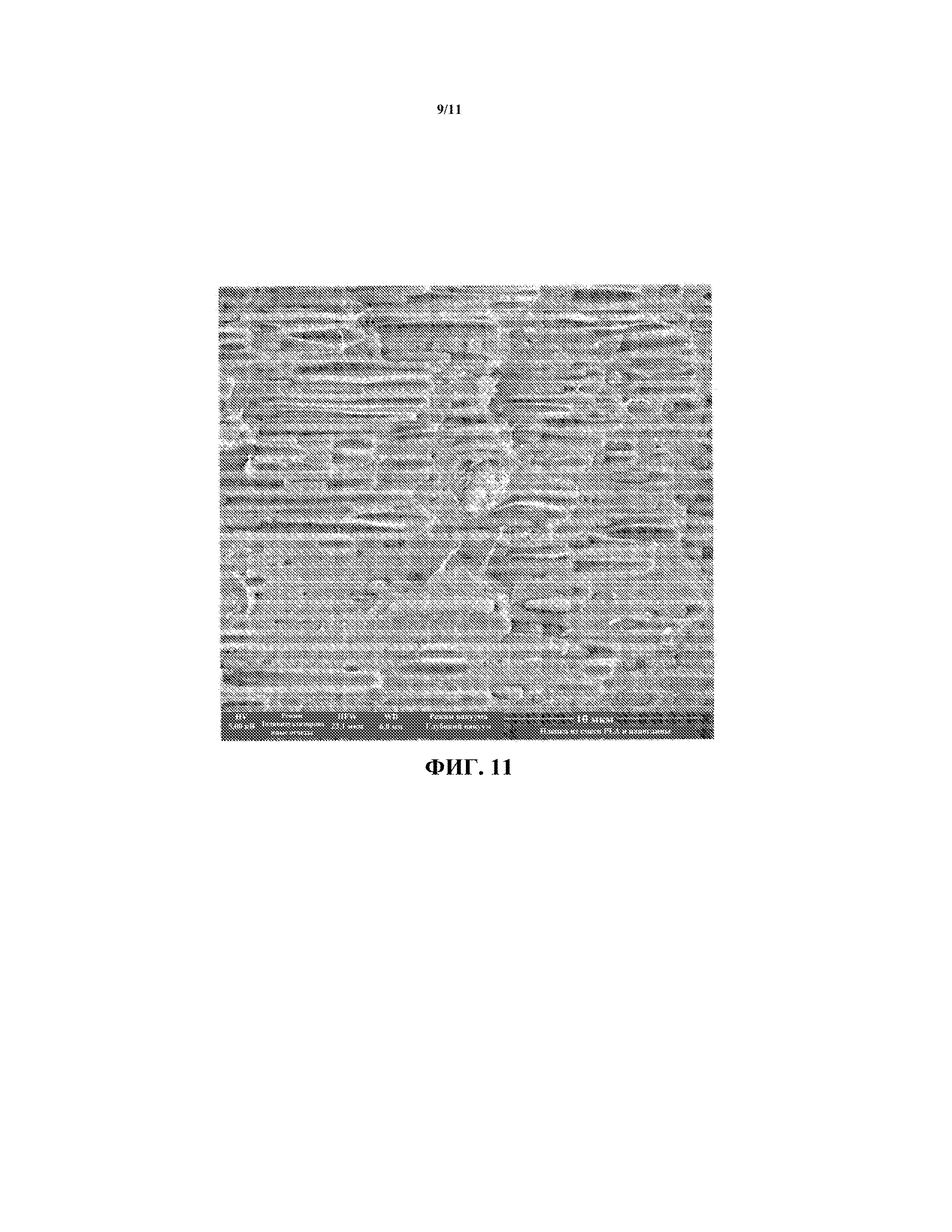
фиг. 10-11 представляют собой SEM-микрофотографии невытянутой пленки из примера 4, где пленка была отрезана перпендикулярно машинному направлению на фиг. 10 и параллельно машинному направлению на фиг. 11; и
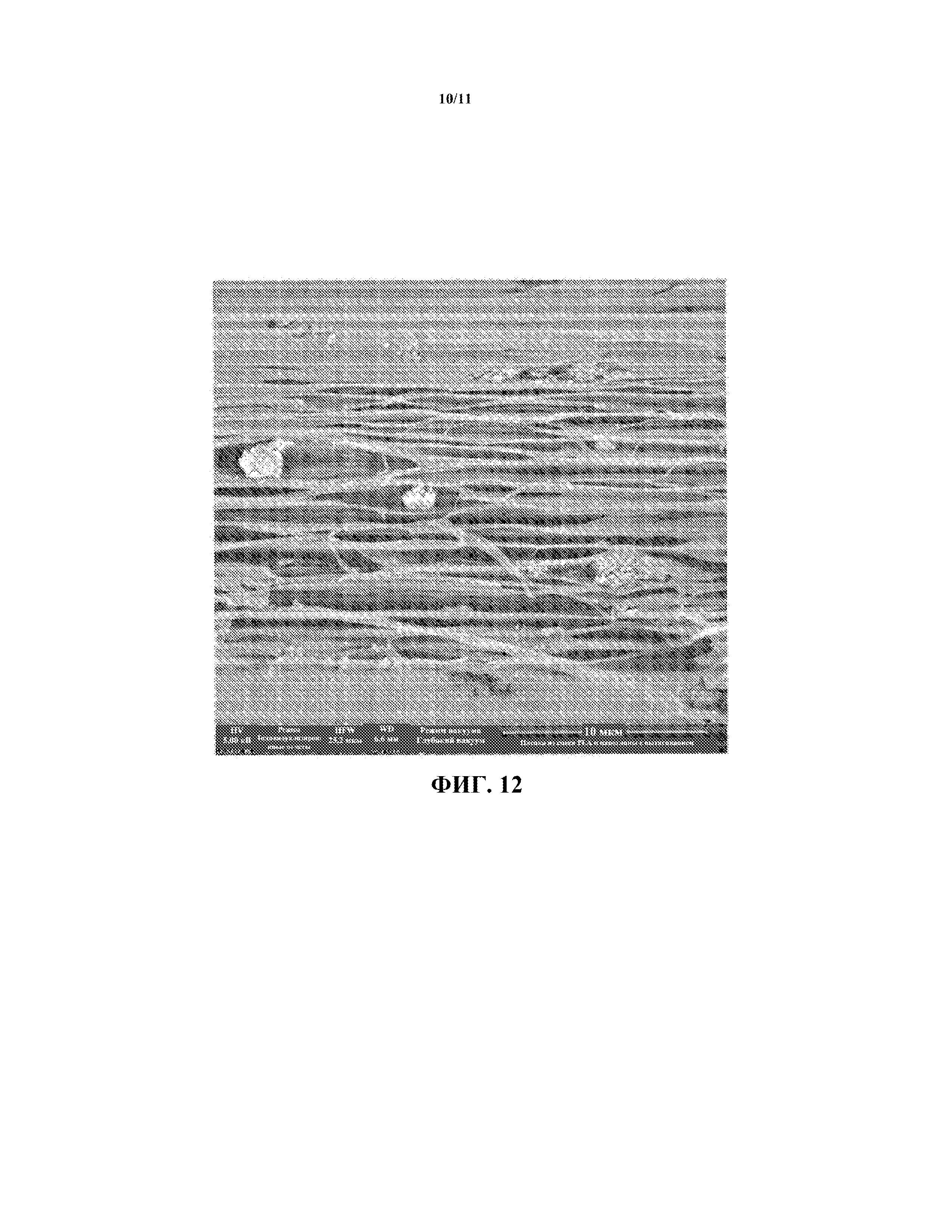
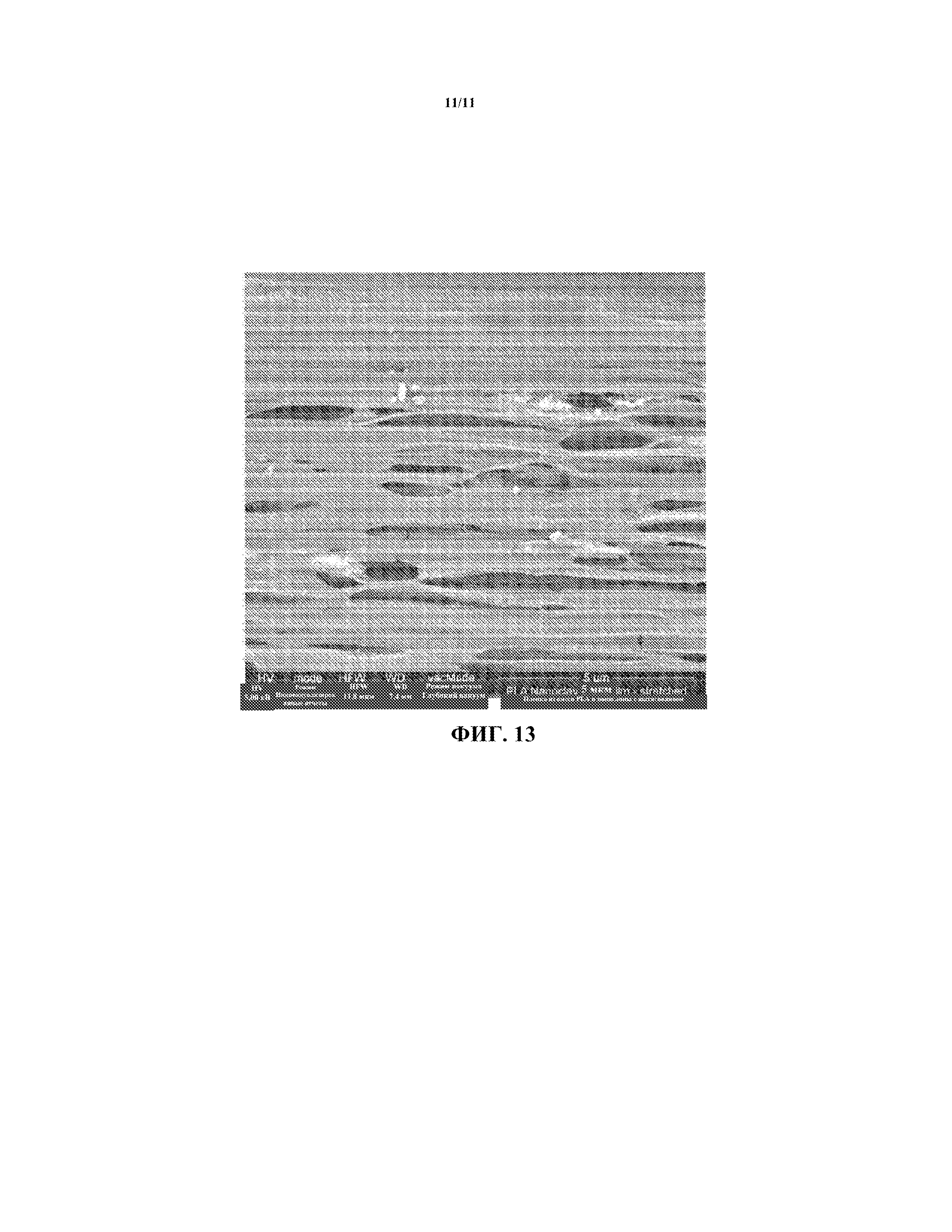
фиг. 12-13 представляют собой SEM-микрофотографии вытянутой пленки из примера 4 (пленка была отрезана параллельно ориентации машинного направления).
Повторяющееся использование ссылочных позиций в настоящем описании и графических материалах предназначено для представления одинаковых или аналогичных признаков или элементов настоящего изобретения.
Подробное описание иллюстративных вариантов осуществления
Далее будет представлено подробное описание со ссылками на различные варианты осуществления настоящего изобретения, один или несколько примеров которых приведены ниже. Каждый пример приведен для пояснения настоящего изобретения и не ограничивает его. В сущности, специалистам в данной области техники должно быть очевидно, что по отношению к настоящему изобретению могут быть выполнены различные модификации и изменения без отклонения от объема или сущности настоящего изобретения. Например, признаки, показанные или описанные как часть одного варианта осуществления, могут быть использованы в другом варианте осуществления для получения еще одного варианта осуществления. Таким образом, имеется в виду, что настоящее изобретение охватывает такие модификации и изменения, которые подпадают под объем прилагаемой формулы изобретения и ее эквивалентов.
Говоря в общем, настоящее изобретение направлено на энергопоглощающий элемент, который содержит пористый полимерный материал (например, пленку, волокнистый материал, литое изделие и т. д.). Полимерный материал образован из термопластичной композиции, содержащей непрерывную фазу, включающую матричный полимер, добавку микровключения и добавку нановключения. Добавки могут быть выбраны таким образом чтобы они характеризовались отличным модулем упругости по сравнению с матричным полимером. Подобным образом, добавки микровключения и нановключения могут стать диспергированными в непрерывной фазе в виде дискретных микроразмерных и наноразмерных фазовых доменов, соответственно. Авторы настоящего изобретения обнаружили, что микроразмерные и наноразмерные фазовые домены способны взаимодействовать уникальным образом при подвергании деформации и удлиняющему натяжению (например, вытягиванию) с созданием сети пор. А именно, полагают, что удлиняющее натяжение может инициировать интенсивные локализованные зоны сдвига и/или зоны интенсивности напряжения (например, нормальные напряжения) вблизи микроразмерных дискретных фазовых доменов в результате концентраций напряжения, которые возникают в результате несовместимости материалов. Эти зоны интенсивности сдвига и/или напряжения вызывают некоторое начальное нарушение адгезии в полимерной матрице, прилегающей к микроразмерным доменам. Однако примечательно, что локализованные зоны интенсивности сдвига и/или напряжения также можно создать вблизи наноразмерных дискретных фазовых доменов, которые перекрываются с микроразмерными зонами. Такое перекрытие зон интенсивности сдвига и/или напряжения вызывает возникновение дальнейшего нарушения адгезии в полимерной матрице, таким образом создавая значительное число нанопор, прилегающих к наноразмерным доменам и/или микроразмерным доменам.
С помощью вышеуказанных методик может быть образована поровая сеть в полимерном материале таким образом, что средний процентный объем, занимаемый порами внутри заданной единицы объема материала, является относительно высоким, например, от приблизительно 15% до приблизительно 80% на см3, в некоторых вариантах осуществления от приблизительно 20% до приблизительно 70% и в некоторых вариантах осуществления от приблизительно 30% до приблизительно 60% на кубический сантиметр материала. Значительная часть пор также характеризуется “наноразмерным” размером (“нанопоры”), как например, поры со средним размером поперечного сечения приблизительно 800 нанометров или меньше, в некоторых вариантах осуществления от приблизительно 5 до приблизительно 250 нанометров и в некоторых вариантах осуществления от приблизительно 10 до приблизительно 100 нанометров. Выражение “размер поперечного сечения” обычно относится к характеристическому размеру (например, ширине или диаметру) поры, который практически перпендикулярен ее главной оси (например, длине) и также обычно практически перпендикулярен направлению усилия, прилагаемого во время вытягивания. Такие нанопоры могут, например, составлять приблизительно 15 об.% или больше, в некоторых вариантах осуществления приблизительно 20 об.% или больше, в некоторых вариантах осуществления от приблизительно 30 об.% до 100 об.% и в некоторых вариантах осуществления от приблизительно 40 об.% до приблизительно 90 об.% от общего объема пор в полимерном материале.
Благодаря их расположению в непосредственной близости от дискретных фазовых доменов (например, микроразмерных и/или наноразмерных), нанопоры полимерного материала могут способствовать рассеиванию энергии под нагрузкой и увеличивать ударную вязкость как при низкоскоростном, так и высокоскоростном ударах. Не ограничиваясь теорией, полагают, что, например, при подвергании силе удара со значением от относительно низкого до среднего, может быть создана волна давления, которая распространяется относительно медленно через полимерный материал. По мере движения волны полимерный материал может обратимо сжиматься или деформироваться, и таким образом может амортизировать часть тела во время удара путем поглощения части энергии удара посредством внутренней деформации структуры пор. Во время высокоскоростного удара сила в зоне удара может быть гораздо больше, и образующаяся при этом волна давления может двигаться намного быстрее. Волна давления может достичь внешней границы материала намного более быстро после момента удара. Возможным результатом является внутренняя волна давления, которая возникает при более высоком давлении, приводя к более быстрому внутреннему равновесию при более высоком давлении. Кроме того, отдельные поры сжимаются быстрее, прежде чем они могут уменьшить давление посредством опорожнения в смежные ячейки. Таким образом, при высоких скоростях удара полимерный материал может сжиматься без разрушения структуры лишь настолько, насколько структура пор может выдерживать одновременно растущее давление сжатого воздуха внутри объема пор. После того как достигается предел давления, дальнейшее сжатие полимерного материала предусматривает деформацию с разрушением структуры пор, подобную традиционным жестким замкнутым ячеистым пеноматериалам, за исключением того, что поры по настоящему изобретению, тем не менее, могут восстанавливать свою первоначальную форму. Итогом рассмотрения вышеуказанных эффектов давления является получение очень жесткого во время высокоскоростного удара полимерного материала, но, тем не менее, способного к восстановлению основных пропорций своей первоначальной формы.
Полученный полимерный материал, например, может проявлять высокую степень ударной вязкости. Материал, например, может характеризоваться ударной вязкостью по Шарпи для образца с надрезом приблизительно 10 килоджоулей на квадратный метр (“кДж/м2”) или больше, в некоторых вариантах осуществления приблизительно 20 кДж/м2 или больше, в некоторых вариантах осуществления приблизительно 35 кДж/м2 или больше и в некоторых вариантах осуществления от приблизительно 45 кДж/м2 до приблизительно 100 кДж/м2, измеренной при 23°C в соответствии с ASTM D6110-10. Также полимерный материал способен к поглощению значительного количества энергии при подвергании высокоскоростной нагрузке. Например, общая энергия, поглощенная полимерным материалом, может составлять приблизительно 2 джоуля или больше, в некоторых вариантах осуществления приблизительно 3 джоуля или больше и в некоторых вариантах осуществления от приблизительно 4 до приблизительно 20 джоулей. Аналогично, прогиб полимерного материала при максимальной нагрузке может также составлять приблизительно 10 миллиметров или больше, в некоторых вариантах осуществления приблизительно 12,5 миллиметра или больше и в некоторых вариантах осуществления от приблизительно 15 до приблизительно 50 миллиметров, а максимальная нагрузка - приблизительно 250 ньютонов или больше, в некоторых вариантах осуществления приблизительно 350 ньютонов или больше и в некоторых вариантах осуществления от приблизительно 400 до приблизительно 1000 ньютонов. Общую поглощенную энергию при прогибе при максимальной нагрузке и максимальную нагрузку можно определять посредством испытания на прокол при высокой скорости, осуществляемого в соответствии с ASTM D3763-10 при скорости 12,5 метра в секунду и температуре 23°C.
Полимерный материал может также обладать рядом дополнительных функций. Например, благодаря своей уникальной структуре пор полимерный материал, как правило, может быть проницаемым для водяных паров. Проницаемость материала для водяного пара можно охарактеризовать его относительно высокой скоростью проникновения водяных паров (“WVTR”), которая представляет собой скорость, с которой водяной пар проникает сквозь материал, измеренной в единицах граммы на квадратный метр за 24 часа (г/м2/24 ч). Например, полиолефиновый материал может проявлять WVTR приблизительно 300 г/м2 - 24 часа или больше, в некоторых вариантах осуществления приблизительно 500 г/м2 - 24 часа или больше, в некоторых вариантах осуществления приблизительно 1000 г/м2 - 24 часа или больше и в некоторых вариантах осуществления от приблизительно 3000 до приблизительно 15000 г/м2 - 24 часа, определенную в соответствии с ASTM E96/96M-12, Procedure B или INDA Test Procedure IST-70.4 (01). В дополнение к обеспечению прохождения паров относительно высокий объем пор материала может позволить значительно снизить плотность материала, что может обеспечить использование более легких, более гибких материалов, которые при этом обеспечивают хорошие энергопоглощающие свойства. Например, композиция может иметь относительно низкую плотность, как например, приблизительно 1,2 грамма на кубический сантиметр (“г/см3”) или меньше, в некоторых вариантах осуществления приблизительно 1,0 г/см3 или меньше, в некоторых вариантах осуществления от приблизительно 0,2 г/см3 до приблизительно 0,8 г/см3 и в некоторых вариантах осуществления от приблизительно 0,1 г/см3 до приблизительно 0,5 г/см3. Полимерный материал также может быть непроницаем в целом для текучих сред (например, жидкой воды), тем самым позволяя материалу изолировать поверхность от проникновения воды. В этом отношении полимерный материал может иметь относительно высокое значение гидростатического давления приблизительно 50 сантиметров (“см”) или больше, в некоторых вариантах осуществления приблизительно 100 см или больше, в некоторых вариантах осуществления приблизительно 150 см или больше и в некоторых вариантах осуществления от приблизительно 200 см до приблизительно 1000 см, определенные в соответствии с ATTCC 127-2008.
Кроме того, полимерный материал может выступать в качестве теплового барьера, проявляющего, например, относительно низкую теплопроводность, такую как приблизительно 0,40 ватт на метр-кельвин (“Вт/м-К”) или меньше, в некоторых вариантах осуществления приблизительно 0,20 Вт/м-К или меньше, в некоторых вариантах осуществления приблизительно 0,15 Вт/м-К или меньше, в некоторых вариантах осуществления от приблизительно 0,01 до приблизительно 0,12 Вт/м-К и в некоторых вариантах осуществления от приблизительно 0,02 до приблизительно 0,10 Вт/м-К. Необходимо отметить, что материал может достигать таких низких значений теплопроводности при относительно малых значениях толщины, что может позволить материалу иметь большую степень гибкости и способность принимать нужную форму, а также уменьшить объем, который он занимает в изделии. По этой причине полимерный материал может также проявлять относительно низкий “коэффициент теплопередачи”, который равен теплопроводности материала, деленной на его толщину, и выражается в единицах ватт на квадратный метр-кельвин (“Вт/м2К”). Например, материал может проявлять коэффициент теплопередачи приблизительно 1000 Вт/м2К или меньше, в некоторых вариантах осуществления от приблизительно 10 до приблизительно 800 Вт/м2К, в некоторых вариантах осуществления от приблизительно 20 до приблизительно 500 Вт/м2К и в некоторых вариантах осуществления от приблизительно 40 до приблизительно 200 Вт/м2К. Реальная толщина полимерного материала может зависеть от ее конкретной формы, но обычно находится в диапазоне от приблизительно 5 микрометров до приблизительно 100 миллиметров, в некоторых вариантах осуществления от приблизительно 10 микрометров до приблизительно 50 миллиметров, в некоторых вариантах осуществления от приблизительно 200 микрометров до приблизительно 25 миллиметров и в некоторых вариантах осуществления от приблизительно 50 микрометров до приблизительно 5 миллиметров.
Далее будут более подробно описаны различные варианты осуществления настоящего изобретения.
I. Термопластичная композиция
A. Матричный полимер
Как указано выше, термопластичная композиция содержит непрерывную фазу, в которой диспергированы добавки микровключения и нановключения. Непрерывная фаза содержит один или несколько матричных полимеров, которые обычно составляют от приблизительно 60 вес.% до приблизительно 99 вес.%, в некоторых вариантах осуществления от приблизительно 75 вес.% до приблизительно 98 вес.% и в некоторых вариантах осуществления от приблизительно 80 вес.% до приблизительно 95 вес.% термопластичной композиции. Природа матричного полимера (полимеров), используемого для образования непрерывной фазы, не критична и обычно можно применять любой подходящий полимер, такой как сложные полиэфиры, полиолефины, стирольные полимеры, полиамиды и т. д. В определенных вариантах осуществления в композиции для образования полимерной матрицы можно применять, например, сложные полиэфиры. Как правило, можно применять любой из ряда сложных полиэфиров, таких как сложные алифатические полиэфиры, такие как поликапролактон, сложные полиамидоэфиры, полимолочная кислота (PLA) и ее сополимеры, полигликолевая кислота, полиалкиленкарбонаты (например, полиэтиленкарбонат), поли-3-гидроксибутират (PHB), поли-3-гидроксивалерат (PHV), сополимеры поли-3-гидроксибутирата и 4-гидроксибутирата, поли-3-гидроксибутирата и 3-гидроксивалерата (PHBV), сополимер поли-3-гидроксибутирата и 3-гидроксигексаноата, сополимер поли-3-гидроксибутирата и 3-гидроксиоктаноата, сополимер поли-3-гидроксибутирата и 3-гидроксидеканоата, сополимер поли-3-гидроксибутирата и 3-гидроксиоктадеканоата и алифатические полимеры на основе сукцината (например, полибутиленсукцинат, полибутиленсукцинат адипат, полиэтиленсукцинат, и т. д.); сложные алифатическо-ароматические coполиэфиры (например, полибутиленадипаттерефталат, полиэтиленадипаттерефталат, полиэтиленадипатизофталат, полибутиленадипатизофталат, и т. д.); сложные ароматические полиэфиры (например, полиэтилентерефталат, полибутилентерефталат и т. д.) и так далее.
В определенных случаях термопластичная композиция может содержать по меньшей мере один сложный полиэфир, который является жестким по природе и, следовательно, имеет относительно высокую температуру стеклования. Например, температура стеклования (“Tg”) может составлять приблизительно 0°C или больше, в некоторых вариантах осуществления от приблизительно 5°C до приблизительно 100°C, в некоторых вариантах осуществления от приблизительно 30°C до приблизительно 80°C и в некоторых вариантах осуществления от приблизительно 50°C до приблизительно 75°C. Сложный полиэфир может также характеризоваться температурой плавления от приблизительно 140°C до приблизительно 300°C, в некоторых вариантах осуществления от приблизительно 150°C до приблизительно 250°C и в некоторых вариантах осуществления от приблизительно 160°C до приблизительно 220°C. Температуру плавления можно определять с помощью дифференциальной сканирующей калориметрии (“DSC”) в соответствии с ASTM D-3417. Температуру стеклования можно определять динамическим механическим анализом в соответствии с ASTM E1640-09.
Одним особенно подходящим жестким сложным полиэфиром является полимолочная кислота, которая обычно может быть получена из мономерных блоков любого изомера молочной кислоты, такого как левовращающая молочная кислота (“L-молочная кислота”), правовращающая молочная кислота (“D-молочная кислота”), мезо-молочная кислота или их смеси. Мономерные блоки могут также быть образованы из ангидридов любого изомера молочной кислоты, включая L-лактид, D-лактид, мезо-лактид или их смеси. Можно также использовать циклические димеры таких молочных кислот и/или лактидов. Для полимеризации молочной кислоты можно применять любой известный способ полимеризации, такой как поликонденсация или полимеризация с раскрытием цикла. Можно также применять небольшое количество средства для удлинения цепи (например, диизоцианатного соединения, эпоксидного соединения или ангидрида кислоты). Полимолочная кислота может быть гомополимером или сополимером, например, содержащим мономерные блоки, полученные из L-молочной кислоты, и мономерные блоки, полученные из D-молочной кислоты. Хотя этого и не требуется, степень содержания одного из мономерных блоков, полученных из L-молочной кислоты, и мономерных блоков, полученных из D-молочной кислоты, составляет предпочтительно приблизительно 85 мол.% или больше, в некоторых вариантах осуществления приблизительно 90 мол.% или больше, а в некоторых вариантах осуществления приблизительно 95 мол.% или больше. Можно смешивать несколько полимолочных кислот, каждая из которых имеет различное соотношение между мономерным блоком, полученным из L-молочной кислоты, и мономерным блоком, полученным из D-молочной кислоты, при произвольном процентном содержании. Естественно, полимолочную кислоту можно также смешивать с другими типами полимеров (например, полиолефинами, сложными полиэфирами и т.д.).
В одном конкретном варианте осуществления полимолочная кислота имеет следующую общую структуру:
Одним конкретным примером подходящего полимера полимолочной кислоты, который можно применять в настоящем изобретении, является коммерчески доступный от Biomer, Inc., Краилинг, Германия) под названием BIOMER™ L9000. Другие подходящие полимеры полимолочной кислоты коммерчески доступны от Natureworks LLC, Миннетонка, Миннесота (NATUREWORKS®) или Mitsui Chemical (LACEA™). Еще одни подходящие полимолочные кислоты описаны в патентах США №№ 4797468; 5470944; 5770682; 5821327; 5880254 и 6326458.
Полимолочная кислота обычно имеет среднечисловую молекулярную массу (“Mn”) в диапазоне от приблизительно 40000 до приблизительно 180000 грамм на моль, в некоторых вариантах осуществления от приблизительно 50000 до приблизительно 160000 грамм на моль, а в некоторых вариантах осуществления от приблизительно 80000 до приблизительно 120000 грамм на моль. Аналогично, полимер также обычно имеет среднемассовую молекулярную массу (“Mw”) в диапазоне от приблизительно 80000 до приблизительно 250000 грамм на моль, в некоторых вариантах осуществления от приблизительно 100000 до приблизительно 200000 грамм на моль, а в некоторых вариантах осуществления от приблизительно 110000 до приблизительно 160000 грамм на моль. Отношение среднемассовой молекулярной массы к среднечисловой молекулярной массе (“Mw/Mn”), т.е. “коэффициент полидисперсности”, также является достаточно низким. Например, коэффициент полидисперсности обычно варьирует в диапазоне от приблизительно 1,0 до приблизительно 3,0, в некоторых вариантах осуществления от приблизительно 1,1 до приблизительно 2,0 и в некоторых вариантах осуществления от приблизительно 1,2 до приблизительно 1,8. Среднемассовую и среднечисловую молекулярные массы можно определять способами, известными специалистам в данной области.
Полимолочная кислота может также иметь кажущуюся вязкость от приблизительно 50 до приблизительно 600 паскаль-секунда (Па·с), в некоторых вариантах осуществления от приблизительно 100 до приблизительно 500 Па·с и в некоторых вариантах осуществления от приблизительно 200 до приблизительно 400 Па·с, определенную при температуре 190°C и скорости сдвига 1000 сек-1. Показатель текучести расплава полимолочной кислоты (на сухое вещество) может также варьировать в диапазоне от приблизительно 0,1 до приблизительно 40 грамм за 10 минут, в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 20 грамм за 10 минут и в некоторых вариантах осуществления от приблизительно 5 до приблизительно 15 грамм за 10 минут, определенные при нагрузке 2160 грамм и при 190°C.
Некоторые типы чистых сложных полиэфиров (например, полимолочная кислота) могут поглощать воду из окружающей среды так, что содержание влаги в них составляет от приблизительно 500 до 600 частей на миллион (“ppm”) или даже выше, исходя из сухого веса исходной полимолочной кислоты. Содержание влаги можно определять с помощью ряда способов, известных из уровня техники, например, в соответствии с ASTM D 7191-05, как описано ниже. Поскольку присутствие воды во время переработки расплава может гидролитически разрушать сложный полиэфир и снижать его молекулярную массу, иногда желательно высушивать сложный полиэфир перед смешиванием. В большинстве вариантов осуществления, например, желательно, чтобы содержание влаги в сложном полиэфире составляло приблизительно 300 частей на миллион ("ppm") или меньше, в некоторых вариантах осуществления приблизительно 200 ppm или меньше, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 100 ppm перед смешиванием с добавками микровключения и нановключения. Высушивание сложного полиэфира может проходить, например, при температуре от приблизительно 50°C до приблизительно 100°C и в некоторых вариантах осуществления от приблизительно 70°C до приблизительно 80°C.
B. Добавка микровключения
Используемое в данном документе выражение “добавка микровключения”, как правило, относится к любому аморфному, кристаллическому или полукристаллическому материалу, который способен диспергироваться в полимерной матрице в форме дискретных доменов микроразмерного размера. Например, перед вытягиванием домены могут иметь средний размер поперечного сечения от приблизительно 0,05 мкм до приблизительно 30 мкм, в некоторых вариантах осуществления от приблизительно 0,1 мкм до приблизительно 25 мкм, в некоторых вариантах осуществления от приблизительно 0,5 мкм до приблизительно 20 мкм и в некоторых вариантах осуществления от приблизительно 1 мкм до приблизительно 10 мкм. Выражение “размер поперечного сечения”, как правило, относится к характеристическому размеру (например, ширине или диаметру) домена, который практически перпендикулярен его главной оси (например, длине) и также обычно практически перпендикулярен направлению усилия, прилагаемого во время вытягивания. Хотя они, как правило, образуются из добавки микровключения, следует также понимать, что микроразмерные домены также могут образовываться из комбинации добавок микровключения и нановключения и/или других компонентов композиции.
Добавка микровключения, как правило, является полимерной по природе и характеризуется относительно высокой молекулярной массой для содействия улучшению прочности расплава и устойчивости термопластичной композиции. Как правило, полимер микровключения в целом может быть несмешиваемым с матричным полимером. Таким образом, добавка может стать более диспергированной в виде дискретных фазовых доменов в непрерывной фазе матричного полимера. Дискретные домены способны поглощать энергию, являющуюся результатом воздействия внешней силы, что увеличивает общее сопротивление разрыву и прочность получаемого в результате материала. Домены могут иметь ряд различных форм, таких как эллиптическая, сферическая, цилиндрическая, пластинчатая, трубчатая и т. д. В одном варианте осуществления, например, домены главным образом имеют эллиптическую форму. Физический размер отдельного домена обычно достаточно мал, чтобы минимизировать распространение трещин по полимерному материалу при приложении внешнего усилия, но достаточно велик, чтобы инициировать микроскопическую пластическую деформацию и допустить образование зон интенсивности сдвига и/или усилия на включениях частиц и вокруг них.
Хотя полимеры могут быть несмешиваемыми, тем не менее, можно выбрать добавку микровключения, характеризующуюся параметром растворимости, который является относительно подобным таковому у матричного полимера. Это может улучшить совместимость между поверхностями и физическое взаимодействие границ дискретной и непрерывной фаз, и тем самым снижает вероятность разрушения композиции. В связи с этим, отношение параметра растворимости для матричного полимера к таковому у добавки составляет, как правило, от приблизительно 0,5 до приблизительно 1,5 и в некоторых вариантах осуществления от приблизительно 0,8 до приблизительно 1,2. Например, добавка микровключения может характеризоваться параметром растворимости от приблизительно 15 до приблизительно 30 МДж1/2/м3/2 и в некоторых вариантах осуществления от приблизительно 18 до приблизительно 22 МДж1/2/м3/2, тогда как полимолочная кислота может характеризоваться параметром растворимости приблизительно 20,5 МДж1/2/м3/2. Выражение “параметр растворимости” при использовании в данном документе относится к “параметру растворимости Гильдебранда”, который представляет собой квадратный корень из плотности энергии когезии и вычисляется согласно следующему уравнению:

где
∆ Hv = теплота испарения
R = Постоянная идеального газа
T = Температура
Vm = Молекулярный объем
Параметры растворимости Гильдебранда для многих полимеров также доступны из Solubility Handbook of Plastics, Wyeych (2004), которая включена в данный документ посредством ссылки.
Добавка микровключения может также иметь определенный показатель текучести расплава (или вязкость) для того, чтобы обеспечить достаточную поддержку дискретных доменов и полученных пор. Например, если показатель текучести расплава добавки слишком высок, она проявляет склонность к нерегулируемому растеканию и диспергированию по непрерывной фазе. Это приводит к слоистым, пластинчатым доменам или совместным с непрерывной фазой структурам, которые сложно поддерживать и которые также склонны к преждевременному разрушению. Наоборот, если показатель текучести расплава добавки слишком низок, она склонна к комкованию и образованию очень больших эллиптических доменов, которые трудно диспергировать при перемешивании. Это может вызвать неравномерное распределение добавки по всей непрерывной фазе. В связи с этим, авторы настоящего изобретения обнаружили, что отношение показателя текучести расплава добавки микровключения к показателю текучести расплава матричного полимера составляет, как правило, от приблизительно 0,2 до приблизительно 8, в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 6 и в некоторых вариантах осуществления от приблизительно 1 до приблизительно 5. Добавка микровключения может, например, иметь показатель текучести расплава от приблизительно 0,1 до приблизительно 250 грамм на 10 минут, в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 200 грамм на 10 минут и в некоторых вариантах осуществления от приблизительно 5 до приблизительно 150 грамм на 10 минут, определенный при нагрузке 2160 грамм и при 190°C.
Помимо упомянутых выше свойств, для обеспечения желаемой поровой сети можно также выбирать механические характеристики добавки микровключения. Например, если смесь матричного полимера и добавки микровключения наносить с внешним усилием, можно инициировать концентрации напряжений (например, включая нормальные или сдвиговые напряжения) и зоны выделения сдвига и/или пластической деформации на дискретных фазовых доменах и вокруг них в результате концентрации напряжений, которые возникают из разницы в модулях упругости добавки и матричного полимера. Большие концентрации напряжений вызывают более интенсивную локализованную пластическую деформацию на доменах, что позволяет им становиться значительно удлиненными при приложении усилий. Эти удлиненные домены могут позволить композиции проявлять более гибкое и мягкое поведение, чем матричный полимер, например, когда он является жесткой полиэфирной смолой. Для усиления концентраций напряжения добавку микровключения можно выбрать так, чтобы она имела относительно низкий модуль упругости Юнга по сравнению с матричным полимером. Например, отношение модуля упругости матричного полимера к таковому у добавки составляет, как правило, от приблизительно 1 до приблизительно 250, в некоторых вариантах осуществления от приблизительно 2 до приблизительно 100 и в некоторых вариантах осуществления от приблизительно 2 до приблизительно 50. Модуль упругости добавки микровключения может, например, варьировать в диапазоне от приблизительно 2 до приблизительно 1000 мегапаскаль (МПа), в некоторых вариантах осуществления от приблизительно 5 до приблизительно 500 МПа и в некоторых вариантах осуществления от приблизительно 10 до приблизительно 200 МПа. Напротив, модуль упругости полимолочной кислоты, например, составляет, как правило, от приблизительно 800 МПа до приблизительно 3000 МПа.
Хотя можно применять широкий ряд добавок микровключения, имеющих определенные выше свойства, особенно подходящие примеры таких добавок могут включать синтетические полимеры, такие как полиолефины (например, полиэтилен, полипропилен, полибутилен и т. д.); стирольные сополимеры (например, стирол-бутадиен-стирол, стирол-изопрен-стирол, стирол-этилен-пропилен-стирол, стирол-этилен-бутадиен-стирол и т. д.); политетрафторэтилены; полиэфиры (например, повторно используемый сложный полиэфир, полиэтилентерефталат и т. д.); поливинилацетаты (например, полиэтиленвинилацетат, поливинилхлорид ацетат и т. д.); поливиниловые спирты (например, поливиниловый спирт, полиэтиленвиниловый спирт и т. д.); поливинилбутирали; акриловые смолы (например, полиакрилат, полиметилакрилат, полиметилметакрилат и т. д.); полиамиды (например, нейлон); поливинилхлориды; поливинилиденхлориды; полистиролы; полиуретаны; и т. д. Подходящие полиолефины могут, например, включать этиленовые полимеры (например, полиэтилен низкой плотности (“LDPE”), полиэтилен высокой плотности (“HDPE”), линейный полиэтилен низкой плотности (“LLDPE”) и т. д.), гомополимеры пропилена (например, синдиотактический, атактический, изотактический и т. д.), сополимеры пропилена и так далее.
В одном конкретном варианте осуществления полимер представляет собой полимер пропилена, такой как гомополипропилен или сополимер пропилена. Полимер пропилена можно, например, образовывать из главным образом изотактического гомополимера полипропилена или сополимера, содержащего равное или меньшее количество, чем приблизительно 10 вес.% другого мономера, т. е. по меньшей мере приблизительно 90% по весу пропилена. Температура плавления таких гомополимеров может составлять от приблизительно 160°C до приблизительно 170°C.
В еще одном варианте осуществления полиолефин может быть сополимером этилена или пропилена с другим α-олефином, таким как C3-C20α-олефин или C3-C12α-олефин. Конкретные примеры подходящих α-олефинов включают 1-бутен; 3-метил-1-бутен; 3,3-диметил-1-бутен; 1-пентен; 1-пентен с одним или несколькими метильными, этильными или пропильными заместителями; 1-гексен с одним или несколькими метильным, этильными или пропильными заместителями; 1-гептен с одним или несколькими метильными, этильными или пропильными заместителями; 1-октен с одним или несколькими метильными, этильными или пропильными заместителями; 1-нонен с одним или несколькими метильными, этильными или пропильными заместителями; этил-, метил- или диметилзамещенный 1-децен; 1-додецен и стирол. Особенно желательными α-олефиновыми сомономерами являются 1-бутен, 1-гексен и 1-октен. Содержание этилена или пропилена в таких сополимерах может составлять от приблизительно 60 мол.% до приблизительно 99 мол.%, в некоторых вариантах осуществления от приблизительно 80 мол.% до приблизительно 98,5 мол.%, а в некоторых вариантах осуществления от приблизительно 87 мол.% до приблизительно 97,5 мол.%. Содержание α-олефинов может аналогично варьировать в диапазоне от приблизительно 1 мол.% до приблизительно 40 мол.%, в некоторых вариантах осуществления от приблизительно 1,5 мол.% до приблизительно 15 мол.%, а в некоторых вариантах осуществления от приблизительно 2,5 мол.% до приблизительно 13 мол.%.
Типичные олефиновые сополимеры для применения в настоящем изобретении включают сополимеры на основе этилена, доступные под названием EXACT™ от ExxonMobil Chemical Company, Хьюстон, Техас. Другие подходящие сополимеры этилена доступны под названием ENGAGE™, AFFINITY™, DOWLEX™ (LLDPE) и ATTANE™ (ULDPE) от Dow Chemical Company, Мидленд, Мичиган. Другие подходящие полимеры этилена описаны в патентах США №№ 4937299, выданном Ewen et al.; 5218071, выданном Tsutsui et al.; 5272236, выданном Lai et al.; и 5278272, выданном Lai et al. Подходящие сополимеры пропилена также коммерчески доступны под обозначениями VISTAMAXX™ от ExxonMobil Chemical Co., Хьюстон, Техас; FINA™ (например, 8573) от Atofina Chemicals, Фелю, Бельгия; TAFMER™, доступный от Mitsui Petrochemical Industries, и VERSIFY™, доступный от Dow Chemical Co., Мидленд, Мичиган. Подходящие гомополимеры полипропилена могут также включать полипропилен Exxon Mobil 3155, смолы Exxon Mobil Achieve™ и смолу Total M3661 PP. Другие примеры подходящих полимеров пропилена описаны в патентах США №№ 6500563, выданном Datta et al.; 5539056, выданном Yang et al.; и 5596052, выданном Resconi et al.
Для образования олефиновых сополимеров обычно можно применять любую из множества известных методик. Например, олефиновые полимеры можно образовывать с использованием свободнорадикального или комплексного катализатора (например, Циглера-Натта). Предпочтительно олефиновый полимер образуют из комплексного катализатора с единым центром полимеризации, такого как металлоценовый катализатор. Такая каталитическая система обеспечивает сополимеры этилена, в которых сомономер случайно распределен в молекулярной цепи и равномерно распределен по фракциям с различной молекулярной массой. Полиолефины, полученные посредством катализа металлоценами, описаны, например, в патентах США №№ 5571619, выданном McAlpin et al.; 5322728, выданном Davis et al.; 5472775, выданном Obijeski et al.; 5272236, выданном Lai et al.; и 6090325, выданном Wheat et al. Примеры металлоценовых катализаторов включают бис(н-бутилциклопентадиенил)титана дихлорид, бис(н-бутилциклопентадиенил)циркония дихлорид, бис(циклопентадиенил)скандия хлорид, бис(инденил)циркония дихлорид, бис(метилциклопентадиенил)титана дихлорид, бис(метилциклопентадиенил)циркония дихлорид, кобальтоцен, циклопентадиенилтитана трихлорид, ферроцен, гафноцен дихлорид, изопропил(циклопентадиенил-1-флуоренил)циркония дихлорид, молибдоцена дихлорид, никелоцен, ниобоцена дихлорид, рутеноцен, титаноцен дихлорид, цирконоценхлоридгидрид, цирконоцена дихлорид и так далее. Полимеры, полученные с помощью металлоценовых катализаторов, как правило, имеют узкий диапазон молекулярной массы. Например, полимеры, полученные посредством катализа металлоценами, могут иметь числа полидисперсности (Mw/Mn) ниже 4, регулируемое распределение короткоцепочечной разветвленности и регулируемую изотактичность.
Независимо от использованных материалов, относительное процентное содержание добавки микровключения в термопластичной композиции выбирают для достижения желаемых свойств без значительного воздействия на основные свойства композиции. Например, добавку микровключения, как правило, применяют в количестве от приблизительно 1 вес.% до приблизительно 30 вес.%, в некоторых вариантах осуществления от приблизительно 2 вес.% до приблизительно 25 вес.% и в некоторых вариантах осуществления от приблизительно 5 вес.% до приблизительно 20 вес.% термопластичной композиции на основе веса непрерывной фазы (матричный полимер(ы)). Концентрация добавки микровключения во всей термопластичной композиции может аналогично составлять от приблизительно 0,1 вес.% до приблизительно 30 вес.%, в некоторых вариантах осуществления от приблизительно 0,5 вес.% до приблизительно 25 вес.% и в некоторых вариантах осуществления от приблизительно 1 вес.% до приблизительно 20 вес.%.
В. Добавка нановключения
Используемое в данном документе выражение “добавка нановключения”, как правило, относится к любому аморфному, кристаллическому или полукристаллическому материалу, который способен диспергироваться в полимерной матрице в форме дискретных доменов наноразмерного размера. Например, перед вытягиванием домены могут иметь средний размер поперечного сечения от приблизительно 1 до приблизительно 1000 нанометров, в некоторых вариантах осуществления от приблизительно 5 до приблизительно 800 нанометров, в некоторых вариантах осуществления от приблизительно 10 до приблизительно 500 нанометров и в некоторых вариантах осуществления от приблизительно 20 до приблизительно 200 нанометров. Следует также понимать, что наноразмерные домены также могут образовываться из комбинации добавок микровключения и нановключения и/или других компонентов композиции. Добавку нановключения, как правило, используют в количестве от приблизительно 0,05 вес.% до приблизительно 20 вес.%, в некоторых вариантах осуществления от приблизительно 0,1 вес.% до приблизительно 10 вес.% и в некоторых вариантах осуществления от приблизительно 0,5 вес.% до приблизительно 5 вес.% термопластичной композиции на основе веса непрерывной фазы (матричный полимер(ы)). Концентрация добавки нановключения во всей термопластичной композиции может аналогично составлять от приблизительно 0,01 вес.% до приблизительно 15 вес.%, в некоторых вариантах осуществления от приблизительно 0,05 вес.% до приблизительно 10 вес.% и в некоторых вариантах осуществления от приблизительно 0,3 вес.% до приблизительно 6 вес.% термопластичной композиции.
Добавка нановключения может быть полимерной по природе и обладать относительно высокой молекулярной массой для способствования улучшению прочности расплава и устойчивости термопластичной композиции. Для улучшения способности к диспергированию в наноразмерные домены добавка нановключения может также быть выбрана из материалов, которые, как правило, совместимы с матричным полимером и/или добавкой микровключения. Это может быть особенно полезно, если матричный полимер или добавка микровключения обладает полярным фрагментом, таким как сложный полиэфир. Одним примером такой добавки нановключения является функционализированный полиолефин. Полярный компонент можно, например, обеспечивать одной или несколькими функциональными группами, а неполярный компонент можно обеспечивать олефином. Олефиновый компонент добавки нановключения обычно может быть образован из любого линейного или разветвленного α-олефинового мономера, олигомера или полимера (в том числе сополимеров), полученного из олефинового мономера, такого как описанные выше.
Функциональная группа добавки нановключения может представлять собой любую группу, молекулярный сегмент и/или блок, обеспечивающий полярный компонент молекуле и несовместимый с матричным полимером. Примеры молекулярного сегмента и/или блоков, несовместимых с полиолефином, могут включать акрилатные, стироловые, сложные полиэфирные, полиамидные и т. д. Функциональная группа может иметь ионную природу и включать заряженные ионы металлов. Особенно подходящими функциональными группами являются малеиновый ангидрид, малеиновая кислота, фумаровая кислота, малеимид, гидразид малеиновой кислоты, продукт реакции малеинового ангидрида и диамина, метилнадиновый ангидрид, дихлормалеиновый ангидрид, амид малеиновой кислоты и т. д. Полиолефины, модифицированные малеиновым ангидридом, являются особенно подходящими для применения в настоящем изобретении. Такие модифицированные полиолефины, как правило, образуют путем прививки малеинового ангидрида на полимерный материал основной цепи. Такие малеинированные полиолефины доступны от E. I. du Pont de Nemours and Company под названием Fusabond®, такие как P Series (химически модифицированный полипропилен), E Series (химически модифицированный полиэтилен), C Series (химически модифицированный этиленвинилацетат), A Series (химически модифицированные этиленакрилатные сополимеры или тройные полимеры) или N Series (химически модифицированный этилен-пропилен, этилен-пропилен-диеновый мономер ("EPDM") или этилен-октен). Альтернативно, малеинированные полиолефины также доступны от Chemtura Corp. под названием Polybond® и Eastman Chemical Company под названием Eastman G series.
В определенных вариантах осуществления добавка нановключения также может быть реакционноспособной. Одним примером такой реакционноспособной добавки нановключения является полиэпоксид, содержащий в среднем по меньшей мере два оксирановых кольца на молекулу. Не вдаваясь в теорию, считается, что такие полиэпоксидные молекулы могут вызывать реакцию матричного полимера (например, сложного полиэфира) при определенных условиях, тем самым улучшая его прочность расплава без значительного снижения температуры стеклования. Реакция может включать удлинение цепи, разветвление боковой цепи, привитие, образование сополимеров и т. д. Удлинение цепи, например, может происходить посредством ряда различных путей реакции. Например, модификатор может обеспечивать нуклеофильную реакцию раскрытия цикла через карбоксильную концевую группу сложного полиэфира (этерификация) или через гидроксильную группу (образование простого эфира). Аналогично могут протекать реакции со стороны оксазолина с образованием сложноэфирно-амидных фрагментов. Посредством таких реакций молекулярная масса матричного полимера может быть увеличена для противодействия деградации, часто наблюдаемой во время переработки расплава. Хотя может быть желательным индуцировать реакцию с матричным полимером, как описано выше, авторы настоящего изобретения обнаружили, что слишком большая степень протекания реакции может приводить к сшиванию между основными цепями полимера. Если допустить протекание такого сшивания в значительной степени, полученная полимерная смесь может стать хрупкой и сложной для переработки в материал с желаемыми свойствами прочности и удлинения.
В связи с этим авторы настоящего изобретения обнаружили, что особенно эффективны полиэпоксиды, имеющие относительно низкую эпоксидную функциональность, что можно количественно выразить через их “эквивалентную массу эпоксида.” Эквивалентная масса эпоксида отражает количество смолы, которая содержит одну молекулу эпоксидной группы, и ее можно вычислить делением среднечисловой молекулярной массы модификатора на количество эпоксидных групп в молекуле. Среднечисловая молекулярная масса полиэпоксида по настоящему изобретению составляет, как правило, от приблизительно 7500 до приблизительно 250000 грамм на моль, в некоторых вариантах осуществления от приблизительно 15000 до приблизительно 150000 грамм на моль и в некоторых вариантах осуществления от приблизительно 20000 до 100000 грамм на моль при коэффициенте полидисперсности, как правило, в диапазоне от 2,5 до 7. Полиэпоксид может содержать менее 50, в некоторых вариантах осуществления от 5 до 45 и в некоторых вариантах осуществления от 15 до 40 эпоксидных групп. В свою очередь, эквивалентная масса эпоксида может составлять менее чем приблизительно 15000 грамм на моль, в некоторых вариантах осуществления от приблизительно 200 до приблизительно 10000 грамм на моль и в некоторых вариантах осуществления от приблизительно 500 до приблизительно 7000 грамм на моль.
Полиэпоксид может быть линейным или разветвленным, гомополимером или сополимером (например, статистическим, привитым, блоксополимером и т.д.), содержащим концевые эпоксидные группы, скелетные оксирановые блоки и/или боковые эпоксидные группы. Мономеры, используемые для образования таких полиэпоксидов, можно варьировать. В одном конкретном варианте осуществления, например, полиэпоксид содержит по меньшей мере один эпокси-функциональный (мет)акриловый мономерный компонент. Используемое в данном документе выражение “(мет)акриловый” включает акриловый и метакриловый мономеры, а также их соли или сложные эфиры, такие как акрилатные и метакрилатные мономеры. Например, подходящие эпокси-функциональные (мет)акриловые мономеры могут включать без ограничения мономеры, содержащие 1,2-эпоксидные группы, такие как глицидилакрилат и глицидилметакрилат. Другие подходящие эпокси-функциональные мономеры включают простой аллилглицидиловый эфир, глицидилэтакрилат и глицидилитаконат.
Полиэпоксид, как правило, имеет относительно высокую молекулярную массу, как указано выше, так, что это может приводить не только к удлинению цепи, но также способствует достижению желаемой морфологии смеси. Таким образом, полученный показатель текучести расплава полимера, как правило, варьирует в диапазоне от приблизительно 10 до приблизительно 200 грамм за 10 минут, в некоторых вариантах осуществления от приблизительно 40 до приблизительно 150 грамм за 10 минут и в некоторых вариантах осуществления от приблизительно 60 до приблизительно 120 грамм за 10 минут, определенные при нагрузке 2160 грамм и при температуре 190°C.
При необходимости в полиэпоксиде можно также применять дополнительные мономеры с целью способствования достижению желаемой молекулярной массы. Такие мономеры можно варьировать, и при этом они включают, например, сложноэфирные мономеры, (мет)акриловые мономеры, олефиновые мономеры, амидные мономеры и т. д. В одном конкретном варианте осуществления, например, полиэпоксид включает по меньшей мере один линейный или разветвленный α-олефиновый мономер, такой как содержащий от 2 до 20 атомов углерода и предпочтительно от 2 до 8 атомов углерода. Конкретные примеры включают этилен, пропилен, 1-бутен; 3-метил-1-бутен; 3,3-диметил-1-бутен; 1-пентен; 1-пентен с одним или несколькими метильными, этильными или пропильными заместителями; 1-гексен с одним или несколькими метильным, этильными или пропильными заместителями; 1-гептен с одним или несколькими метильными, этильными или пропильными заместителями; 1-октен с одним или несколькими метильными, этильными или пропильными заместителями; 1-нонен с одним или несколькими метильными, этильными или пропильными заместителями; этил-, метил- или диметилзамещенный 1-децен; 1-додецен и стирол. Особенно желаемыми α-олефиновыми сомономерами являются этилен и пропилен.
Другой подходящий мономер может включать (мет)акриловый мономер, не являющийся эпокси-функциональным. Примеры таких (мет)акриловых мономеров могут включать метилакрилат, этилакрилат, н-пропилакрилат, изопропилакрилат, н-бутилакрилат, втор-бутилакрилат, изобутилакрилат, трет-бутилакрилат, н-амилакрилат, изоамилакрилат, изоборнилакрилат, н-гексилакрилат, 2-этилбутилакрилат, 2-этилгексилакрилат, н-октилакрилат, н-децилакрилат, метилциклогексилакрилат, циклопентилакрилат, циклогексилакрилат, метилметакрилат, этилметакрилат, 2-гидроксиэтилметакрилат, н-пропилметакрилат, н-бутилметакрилат, изопропилметакрилат, изобутилметакрилат, н-амилметакрилат, н-гексилметакрилат, изоамилметакрилат, втор-бутил-метакрилат, трет-бутилметакрилат, 2-этилбутилметакрилат, метилциклогексилметакрилат, циннамилметакрилат, кротилметакрилат, циклогексилметакрилат, циклопентилметакрилат, 2-этоксиэтилметакрилат, изоборнилметакрилат и т.д., а также их комбинации.
В одном особенно желательном варианте осуществления по настоящему изобретению полиэпоксид представляет собой тройной сополимер, образованный из эпокси-функционального (мет)акрилового мономерного компонента, α-олефинового мономерного компонента и (мет)акрилового мономерного компонента без эпокси-функциональной группы. Например, полиэпоксид может представлять собой сополимер этилена-метилакрилата-глицидилметакрилата, имеющий следующую структуру:
где x, y и z равны 1 или больше.
Эпокси-функциональный мономер можно преобразовать в полимер с использованием ряда известных методик. Например, мономер, содержащий полярные функциональные группы, можно привить на полимерную основную цепь с получением привитого сополимера. Такие методики привития хорошо известны из уровня техники и описаны, например, в патенте США № 5179164. В других вариантах осуществления мономер, содержащий эпокси-функциональные группы, можно полимеризовать совместно с мономером с образованием блок- или статистического сополимера, используя известные технологии свободнорадикальной полимеризации, такие как реакции под высоким давлением, каталитические реакционные системы Циглера-Натта, каталитические реакционные системы с единым центром полимеризации на металле (например, металлоцен) и т. д.
Относительную долю мономерного компонента(-ов) можно выбирать для достижения баланса между эпокси-реакционной способностью и показателем текучести расплава. Более конкретно, высокие содержания эпокси-мономера могут приводить к хорошей реакционной способности с матричным полимером, но слишком высокое содержание может снизить показатель текучести расплава до такой степени, что полиэпоксид отрицательно влияет на прочность расплава полимерной смеси. Таким образом, в большинстве вариантов осуществления содержание эпокси-функционального (мет)акрилового мономера(-ов) составляет от приблизительно 1 вес.% до приблизительно 25 вес.%, в некоторых вариантах осуществления от приблизительно 2 вес.% до приблизительно 20 вес.% и в некоторых вариантах осуществления от приблизительно 4 вес.% до приблизительно 15 вес.% сополимера. Содержание α-олефинового мономера(-ов) может аналогично составлять от приблизительно 55 вес.% до приблизительно 95 вес.%, в некоторых вариантах осуществления от приблизительно 60 вес.% до приблизительно 90 вес.% и в некоторых вариантах осуществления от приблизительно 65 вес.% до приблизительно 85 вес.% сополимера. В случае использования другие мономерные компоненты (например, (мет)акриловые мономеры без эпокси-функциональной группы) могут составлять от приблизительно 5 вес.% до приблизительно 35 вес.%, в некоторых вариантах осуществления от приблизительно 8 вес.% до приблизительно 30 вес.% и в некоторых вариантах осуществления от приблизительно 10 вес.% до приблизительно 25 вес.% сополимера. Одним конкретным примером подходящего полиэпоксида, который можно применять в настоящем изобретении, является коммерчески доступный от Arkema под названием LOTADER® AX8950 или AX8900. LOTADER® AX8950, например, имеет показатель текучести расплава от 70 до 100 г/10 мин. и имеет содержание глицидилметакрилатного мономера от 7 вес.% до 11 вес.%, содержание метилакрилатного мономера от 13 вес.% до 17 вес.%, а содержание этиленового мономера от 72 вес.% до 80 вес.%. Другим подходящим полиэпоксидом является коммерчески доступный от DuPont под названием ELVALOY® PTW, являющийся тройным сополимером этилена, бутилакрилата и глицидилметакрилата и имеющий показатель текучести расплава 12 г/10 мин.
Помимо регуляции типа и относительного содержания мономеров, используемых для образования полиэпоксида, можно также регулировать общее весовое процентное содержание для достижения желаемых преимуществ. Например, если уровень модификации слишком низок, желаемое увеличение прочности расплава и механических свойств может не достигаться. Однако авторы настоящего изобретения также обнаружили, что если уровень модификации слишком высок, переработка может быть затруднена вследствие сильных молекулярных взаимодействий (например, сшивания) и образования физической сети эпоксидными функциональными группами. Таким образом, полиэпоксид, как правило, применяют в количестве от приблизительно 0,05 вес.% до приблизительно 10 вес.%, в некоторых вариантах осуществления от приблизительно 0,1 вес.% до приблизительно 8 вес.%, в некоторых вариантах осуществления от приблизительно 0,5 вес.% до приблизительно 5 вес.% и в некоторых вариантах осуществления от приблизительно 1 вес.% до приблизительно 3 вес.%, исходя из веса матричного полимера, используемого в композиции. Содержание полиэпоксида может также составлять от приблизительно 0,05 вес.% до приблизительно 10 вес.%, в некоторых вариантах осуществления от приблизительно 0,05 вес.% до приблизительно 8 вес.%, в некоторых вариантах осуществления от приблизительно 0,1 вес.% до приблизительно 5 вес.% и в некоторых вариантах осуществления от приблизительно 0,5 вес.% до приблизительно 3 вес.%, из общего веса композиции.
В настоящем изобретении можно также использовать другие реакционноспособные добавки нановключения, такие как функционализированные оксазолином полимеры, функционализированные цианидом полимеры и т. д. В случае использования такие реакционноспособные добавки нановключения можно применять в концентрациях, указанных выше для полиэпоксида. В одном конкретном варианте осуществления можно применять привитой оксазолином полиолефин, представляющий собой полиолефин, привитой мономером, содержащим оксазолиновый цикл. Оксазолин может включать 2-оксазолин, например, 2-винил-2-оксазолин (например, 2-изопропенил-2-оксазолин), 2-алифатический-алкил-2-оксазолин (например, получаемый из этаноламида олеиновой кислоты, линолевой кислоты, пальмитолеиновой кислоты, гадолеиновой кислоты, эруковой кислоты и/или арахидоновой кислоты) и их комбинации. В другом варианте осуществления оксазолин можно выбирать, например, из рицинолоксазолин малеината, ундецил-2-оксазолина, 2-оксазолина из сои, рицин-2-оксазолина и их комбинаций. В еще одном варианте осуществления оксазолин выбран из 2-изопропенил-2-оксазолина, 2-изопропенил-4,4-диметил-2-оксазолина и их комбинаций.
Также можно использовать нанонаполнители, такие как углеродная сажа, углеродные нанотрубки, углеродные нановолокна, наноглины, наночастицы металлов, нанокремнезем, нанооксид алюминия и т. д. Наноглины являются особенно подходящими. Выражение “наноглина” обычно относится к наночастицам глинистого материала (природного минерала, органически модифицированного минерала или синтетического наноматериала), как правило, имеющего пластинчатую структуру. Примеры наноглин включают, например, монтмориллонит (2:1 структура слоистой смектитной глины), бентонит (алюминиевый филлосиликат, образованный главным образом из монтмориллонита), каолинит (1:1 алюмосиликат, имеющий пластинчатую структуру и эмпирическую формулу Al2Si2O5(OH)4), галлуазит (1:1 алюмосиликат, имеющий трубчатую структуру и эмпирическую формулу Al2Si2O5(OH)4) и т. д. Примером подходящей наноглины является Cloisite®, представляющий собой монтмориллонитную наноглину и коммерчески доступный от Southern Clay Products, Inc. Другие примеры синтетических наноглин включают без ограничения наноглину из смешанных гидроксидов металлов, наноглину из слоистого двойного гидроксида (например, сепиоцит), лапонит, гекторит, сапонит, индонит и т. д.
При необходимости наноглина может содержать средство для обработки поверхности, что способствует улучшению совместимости с матричным полимером (например, сложным полиэфиром). Средство для обработки поверхности может быть органическим или неорганическим. В одном варианте осуществления применяют органическое средство для обработки поверхности, получаемое путем реакции органического катиона с глиной. Подходящие органические катионы могут включать, например, органические четвертичные аммониевые соединения, способные к катионному обмену с глиной, такие как диметил-бис[гидрогенизированный талловый] аммония хлорид (2M2HT), метилбензил-бис[гидрогенизированный талловый]-аммония хлорид (MB2HT), метил-трис[гидрогенизированный талловый алкил]хлорид (M3HT) и т. д. Примеры коммерчески доступных органических наноглин могут включать, например, Dellite® 43B (Laviosa Chimica of Livorno, Италия), который представляет собой монтмориллонитную глину, модифицированную диметилбензилгидрогенизированной талловой аммониевой солью. Другие примеры включают Cloisite® 25A и Cloisite® 30B (Southern Clay Products) и Nanofil 919 (Sϋd Chemie). При необходимости нанонаполнитель можно смешать с полимерным носителем для образования концентрата добавки, повышающего совместимость добавки с другими полимерами в композиции. Особенно подходящие полимерные носители включают, например, сложные полиэфиры (например, полимолочную кислоту, полиэтилентерефталат и т. д.); полиолефины (например, полимеры этилена, полимеры пропилена и т. д.) и так далее, как описано более подробно выше.
В определенных вариантах осуществления по настоящему изобретению несколько добавок нановключения можно использовать в комбинации. Например, первая добавка нановключения (например, полиэпоксид) может быть диспергирована в форме доменов со средним размером поперечного сечения от приблизительно 50 до приблизительно 500 нанометров, в некоторых вариантах осуществления от приблизительно 60 до приблизительно 400 нанометров и в некоторых вариантах осуществления от приблизительно 80 до приблизительно 300 нанометров. Вторая добавка нановключения (например, нанонаполнитель) может быть диспергирована в форме доменов, которые меньше, чем первая добавка нановключения, как например, домены со средним размером поперечного сечения от приблизительно 1 до приблизительно 50 нанометров, в некоторых вариантах осуществления от приблизительно 2 до приблизительно 45 нанометров и в некоторых вариантах осуществления от приблизительно 5 до приблизительно 40 нанометров. В случае использования содержание первой и/или второй добавки нановключения, как правило, составляет от приблизительно 0,05 вес.% до приблизительно 20 вес.%, в некоторых вариантах осуществления от приблизительно 0,1 вес.% до приблизительно 10 вес.% и в некоторых вариантах осуществления от приблизительно 0,5 вес.% до приблизительно 5 вес.% термопластичной композиции, исходя из веса непрерывной фазы (матричного полимера(-ов)). Концентрация первой и/или второй добавок нановключения во всей термопластичной композиции может аналогично составлять от приблизительно 0,01 вес.% до приблизительно 15 вес.%, в некоторых вариантах осуществления от приблизительно 0,05 вес.% до приблизительно 10 вес.% и в некоторых вариантах осуществления от приблизительно 0,1 вес.% до приблизительно 8 вес.% термопластичной композиции.
D. Другие компоненты
В композиции можно применять широкий спектр ингредиентов по ряду причин. Например, в одном конкретном варианте осуществления в термопластичной композиции можно применять модификатор поверхности раздела фаз для способствования снижению степени трения и связности между добавкой микровключения и матричным полимером, и, следовательно, для снижения степени и однородности нарушения адгезии. Таким образом, поры могут быть распределены более однородным образом по всей композиции. Модификатор может находиться в жидкой или полутвердой форме при комнатной температуре (например, 25°C), вследствие чего он обладает относительно низкой вязкостью, что позволяет ему легче включаться в термопластичную композицию и беспрепятственно мигрировать к поверхностям полимера. В связи с этим кинематическая вязкость модификатора поверхности раздела фаз составляет обычно от приблизительно 0,7 до приблизительно 200 сантистокс (“сСт”), в некоторых вариантах осуществления от приблизительно 1 до приблизительно 100 сСт и в некоторых вариантах осуществления от приблизительно 1,5 до приблизительно 80 сСт, что определено при 40°C. Кроме того, модификатор поверхности раздела фаз также обычно является гидрофобным, вследствие чего он обладает сродством к добавке микровключения, например, приводящим к изменению поверхностного натяжения на границе раздела фаз между матричным полимером и добавкой. При снижении физических сил на границах раздела между матричным полимером и добавками микровключения, считается, что низкая вязкость, гидрофобная природа модификатора могут способствовать усилению нарушения адгезии. При использовании в данном документе выражение “гидрофобный”, как правило, относится к материалу, имеющему угол смачивания водой в воздухе приблизительно 40° или больше, а в некоторых случаях приблизительно 60° или больше. Напротив, выражение “гидрофильный”, как правило, относится к материалу, имеющему угол смачивания водой в воздухе менее приблизительно 40°. Одним подходящим испытанием для измерения угла смачивания является ASTM D5725-99 (2008).
Подходящие гидрофобные модификаторы поверхности раздела фаз низкой вязкости могут включать, например, силиконы, сополимеры силиконов-полимерных простых эфиров, сложные алифатические полиэфиры, сложные ароматические полиэфиры, алкиленгликоли (например, этиленгликоль, диэтиленгликоль, триэтиленгликоль, тетраэтиленгликоль, пропиленгликоль, полиэтиленгликоль, полипропиленгликоль, полибутиленгликоль и т. д.), алкандиолы (например, 1,3-пропандиол, 2,2-диметил-1,3-пропандиол, 1,3-бутандиол, 1,4-бутандиол, 1,5-пентандиол, 1,6-гександиол, 2,2,4-триметил-1,6-гександиол, 1,3-циклогександиметанол, 1,4-циклогександиметанол, 2,2,4,4-тетраметил-1,3-циклобутандиол и т. д.), аминоксиды (например, октилдиметиламиноксид), сложные эфиры жирных кислот, амиды жирных кислот (например, олеамид, эрукамид, стеарамид, этилен-бис(стеарамид) и т. д.), минеральные и растительные масла и так далее. Одним особенно подходящим жидким или полутвердым веществом является простой полиэфир-полиол, такой как коммерчески доступный под торговым названием Pluriol® WI от BASF Corp. Другим подходящим модификатором является частично возобновляемый сложный эфир, такой как коммерчески доступный под торговым названием HALLGREEN® IM от Hallstar.
В случае использования содержание модификатора поверхности раздела фаз может составлять от приблизительно 0,1 вес.% до приблизительно 20 вес.%, в некоторых вариантах осуществления от приблизительно 0,5 вес.% до приблизительно 15 вес.% и в некоторых вариантах осуществления от приблизительно 1 вес.% до приблизительно 10 вес.% термопластичной композиции на основе веса непрерывной фазы (матричного полимера(-ов)). Концентрация модификатора поверхности раздела фаз во всей термопластичной композиции может аналогично составлять от приблизительно 0,05 вес.% до приблизительно 20 вес.%, в некоторых вариантах осуществления от приблизительно 0,1 вес.% до приблизительно 15 вес.% и в некоторых вариантах осуществления от приблизительно 0,5 вес.% до приблизительно 10 вес.%.
При использовании в количествах, указанных выше, модификатор поверхности раздела фаз имеет свойства, позволяющие ему беспрепятственно мигрировать к поверхности раздела фаз полимеров и способствовать нарушению адгезии без нарушения общих свойств расплава термопластичной композиции. Например, модификатор поверхности раздела фаз, как правило, не оказывает пластицирующего воздействия на полимер путем снижения его температуры стеклования. Совсем наоборот, авторы настоящего изобретения обнаружили, что температура стеклования термопластичной композиции может быть практически той же, что и у исходного матричного полимера. В связи с этим отношение температуры стеклования композиции к таковой у матричного полимера составляет, как правило, от приблизительно 0,7 до приблизительно 1,3, в некоторых вариантах осуществления от приблизительно 0,8 до приблизительно 1,2 и в некоторых вариантах осуществления от приблизительно 0,9 до приблизительно 1,1. Термопластичная композиция может, например, иметь температуру стеклования от приблизительно 35°C до приблизительно 80°C, в некоторых вариантах осуществления от приблизительно 40°C до приблизительно 80°C и в некоторых вариантах осуществления от приблизительно 50°C до приблизительно 65°C. Показатель текучести расплава термопластичной композиции может также быть близким к таковому у матричного полимера. Например, показатель текучести расплава композиции (на сухой основе) может составлять от приблизительно 0,1 до приблизительно 70 грамм за 10 минут, в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 50 грамм за 10 минут и в некоторых вариантах осуществления от приблизительно 5 до приблизительно 25 грамм за 10 минут, что определено при нагрузке 2160 грамм и при температуре 190°C.
Можно также применять средства улучшения совместимости, которые улучшают межфазную адгезию и снижают поверхностное натяжения на границе раздела фаз между доменом и матрицей, тем самым допуская образование меньших доменов во время перемешивания. Примеры подходящих средств улучшения совместимости могут включать, например, сополимеры, функционализированные эпоксидными химическими фрагментами или малеиновым ангидридом. Примером средства улучшения совместимости на основе малеинового ангидрида является полипропилен-привитой-малеиновый ангидрид, коммерчески доступный от Arkema под торговыми названиями Orevac™ 18750 и Orevac™ CA 100. В случае использования содержание средств улучшения совместимости может составлять от приблизительно 0,05 вес.% до приблизительно 10 вес.%, в некоторых вариантах осуществления от приблизительно 0,1 вес.% до приблизительно 8 вес.% и в некоторых вариантах осуществления от приблизительно 0,5 вес.% до приблизительно 5 вес.% термопластичной композиции на основе веса матрицы непрерывной фазы.
Другие подходящие материалы, которые можно также применять в термопластичной композиции, такие как катализаторы, антиоксиданты, стабилизаторы, поверхностно-активные вещества, воски, твердые растворители, наполнители, структурообразователи (например, карбонат кальция и т. д.), твердые частицы и другие материалы, добавляемые для улучшения обрабатываемости и механических свойств термопластичной композиции. Тем не менее, один выгодный аспект настоящего изобретения состоит в том, что можно обеспечить хорошие свойства без необходимости в различных традиционных добавках, таких как порообразующие средства (например, хлорфторуглероды, гидрохлорфторуглероды, углеводороды, диоксид углерода, сверхкритический диоксид углерода, азот и т. д.) и пластификаторы (например, твердый или полутвердый полиэтиленгликоль). Фактически, термопластичная композиция может в целом не содержать порообразующих средств и/или пластификаторов. Например, порообразующие средства и/или пластификаторы могут присутствовать в количестве, составляющем не более приблизительно 1 вес.%, в некоторых вариантах осуществления не более приблизительно 0,5 вес.% и в некоторых вариантах осуществления от приблизительно 0,001 вес.% до приблизительно 0,2 вес.% термопластичной композиции. Кроме того, благодаря своим свойствам белеть при приложении усилия, как описано подробнее ниже, полученная композиция может достигать непрозрачного цвета (например, белого) без необходимости в традиционных пигментах, таких как диоксид титана. В определенных вариантах осуществления, например, пигменты могут присутствовать в количестве, составляющем не более приблизительно 1 вес.%, в некоторых вариантах осуществления не более приблизительно 0,5 вес.% и в некоторых вариантах осуществления от приблизительно 0,001 вес.% до приблизительно 0,2 вес.% термопластичной композиции.
II. Полимерный материал
Как указано выше, полимерный материал по настоящему изобретению в целом может быть образован вытягиванием термопластичной композиции, которая содержит матричный полимер, добавку микровключения, добавку нановключения, а также другие необязательные компоненты. Для образования начальной термопластичной композиции компоненты, как правило, смешивают вместе с помощью любой из ряда известных методик. В одном варианте осуществления, например, компоненты можно доставлять по отдельности или в комбинации. Например, компоненты можно сначала смешивать в сухом виде с образованием практически однородной сухой смеси, и их аналогично можно доставлять либо одновременно, либо последовательно, в устройство для формования из расплава, которое смешивает материалы с дисперсией. Можно применять технологии порционного и/или непрерывного формования из расплава. Например, для смешивания и формования из расплава материалов можно использовать смеситель/месильную машину, смеситель типа Бенбери, смеситель непрерывного действия "Farrel Continuous Mixer", одношнековый экструдер, двухшнековый экструдер, вальцовую дробилку и т.д. Особенно подходящим устройством для формования в расплаве может быть вращающийся в одном направлении двухшнековый экструдер (например, экструдер ZSK-30, доступный от Werner & Pfleiderer Corporation of Ramsey, Нью-Джерси, или экструдер Thermo Prism™ USALAB 16, доступный от Thermo Electron Corp., Стоун, Англия). Такие экструдеры могут содержать подающие и выпускные отверстия и обеспечивать высокоинтенсивное распределительное и диспергирующее перемешивание. Например, компоненты можно подавать в один или различные подающие отверстия двухшнекового экструдера и смешивать в расплаве с образованием практически однородной расплавленной смеси. При необходимости другие добавки можно также вводить в полимерный расплав и/или отдельно подавать в экструдер в другой точке вдоль его длины.
Независимо от выбранной конкретной методики переработки, полученная смешанная в расплаве композиция, как правило, содержит микроразмерные домены добавки микровключения и наноразмерные домены добавки нановключения, как описано выше. Степень сдвига/давления и нагрев можно регулировать для обеспечения достаточной дисперсии, но не настолько высокой, чтобы неблагоприятно снизить размер доменов до такой степени, что они будут непригодны для достижения желаемых свойств. Например, смешивание обычно происходит при температуре от приблизительно 180°C до приблизительно 300°C, в некоторых вариантах осуществления от приблизительно 185°C до приблизительно 250°C и в некоторых вариантах осуществления от приблизительно 190°C до приблизительно 240°C. Аналогичным образом, кажущаяся скорость сдвига во время переработки расплава может варьировать от приблизительно 10 секунд-1 до приблизительно 3000 секунд-1, в некоторых вариантах осуществления от приблизительно 50 секунд-1 до приблизительно 2000 секунд-1 и в некоторых вариантах осуществления от приблизительно 100 секунд-1 до приблизительно 1200 секунд-1. Кажущаяся скорость сдвига может быть равна 4Q/πR3, где Q – это объемный расход (“м3/с”) расплава полимера и R представляет собой радиус (“м”) капилляра (например, экструзионной матрицы), через который течет расплавленный полимер. Конечно, для достижения желаемой степени однородности можно также регулировать другие переменные, такие как время пребывания во время переработки расплава, которое обратно пропорционально скорости пропускания материала.
Для достижения желаемых условий сдвига (например, степени, времени пребывания, скорости сдвига, температуры переработки расплава и т.д.) можно выбирать в определенном диапазоне скорость шнека(-ов) экструдера. Обычно с увеличением скорости шнека наблюдается увеличение в температуре продукта вследствие дополнительного подвода в систему механической энергии. Например, скорость шнека может варьировать от приблизительно 50 до приблизительно 600 оборотов в минуту (“об./мин.”), в некоторых вариантах осуществления от приблизительно 70 до приблизительно 500 об./мин. и в некоторых вариантах осуществления от приблизительно 100 до приблизительно 300 об./мин. Результатом этого может быть температура, достаточно высокая для диспергирования добавки микровключения без неблагоприятного влияния на размер полученных доменов. Скорость сдвига расплава, и, в свою очередь, степень, до которой диспергированы добавки, можно также увеличивать посредством применения одного или нескольких распределительных и/или диспергирующих смешивающих элементов в смешивающей части экструдера. Подходящие распределительные смесители для одношнековых экструдеров могут включать, например, смесители Saxon, Dulmage, Cavity Transfer и т. д. Аналогично, подходящие диспергирующие смесители могут включать смесители Blister ring, Leroy/Maddock, CRD и т. д. Как хорошо известно из уровня техники, смешивание можно еще дополнительно улучшить использованием штифтов в цилиндре, которые создают неравномерность и переориентацию расплава полимера, таких, как используемые в экструдерах Buss Kneader, смесителях Cavity Transfer и смесителях Vortex Intermeshing Pin (VIP).
После смешивания структуру поровой сети обеспечивают путем вытягивания композиции в продольном направлении (например, машинном направлении), боковом направлении (например, поперечном направлении) и т. д., а также их комбинациях. Для выполнения желаемого вытягивания термопластичную композицию можно формовать в первичную форму, вытягивать и после этого переводить в желаемый материал (например, пленку, волокно и т.д.). В одном варианте осуществления первичной формой может быть пленка толщиной от приблизительно 1 до приблизительно 5000 микрометров, в некоторых вариантах осуществления от приблизительно 2 до приблизительно 4000 микрометров, в некоторых вариантах осуществления от приблизительно 5 до приблизительно 2500 микрометров и в некоторых вариантах осуществления от приблизительно 10 до приблизительно 500 микрометров. В качестве альтернативы к образованию первичной формы, термопластичную композицию можно также вытягивать на месте по мере ее формовки в желаемую форму для полимерного материала. В одном варианте осуществления, например, термопластичную композицию можно вытягивать по мере ее формовки в пленку или волокно.
Независимо от этого, можно применять различные методики вытягивания, такие как аспирация (например, блоки вытягивания волокна), вытягивание на раме для растяжения, двухосевое вытягивание, многоосевое вытягивание, вытягивание профиля, вакуумное вытягивание и т. д. В одном варианте осуществления, например, композицию вытягивают с помощью ориентирующего устройства машинного направления (“MDO”), такого как коммерчески доступное от Marshall and Willams, Co. из Провиденс, Род-Айленд. Блоки MDO, как правило, имеют множество вытягивающих вальцов (например, от 5 до 8), которые поступательно вытягивают и утончают пленку в машинном направлении. Композицию можно вытягивать либо в одной, либо в нескольких отдельных операциях вытягивания. Следует отметить, что некоторые из вальцов в аппарате MDO могут не работать при поступательно возрастающих скоростях. Для вытягивания композиции описанным выше образом обычно желательно, чтобы вальцы MDO не были нагреты. Тем не менее, при необходимости, один или несколько вальцов можно нагревать в небольшой степени для облегчения процесса вытягивания, при условии, что температура композиции остается ниже указанных выше диапазонов.
Степень вытягивания зависит, в частности, от природы вытягиваемого материала (например, волокно или пленка и т. д.). Композицию обычно вытягивают (например, в машинном направлении) до степени вытягивания от приблизительно 1,1 до приблизительно 3,5, в некоторых вариантах осуществления от приблизительно 1,2 до приблизительно 3,0 и в некоторых вариантах осуществления от приблизительно 1,3 до приблизительно 2,5. Степень вытягивания можно определять делением длины вытянутого материала на его длину до вытягивания. Скорость вытягивания можно также варьировать с целью способствования достижению желаемых свойств, например, в диапазоне от приблизительно 5% до приблизительно 1500% на минуту деформации, в некоторых вариантах осуществления от приблизительно 20% до приблизительно 1000% на минуту деформации и в некоторых вариантах осуществления от приблизительно 25% до приблизительно 850% на минуту деформации. Композицию, как правило, в течение вытягивания хранят при температуре ниже температуры стеклования матричного полимера и/или добавки микровключения. Помимо прочего, это позволяет обеспечить неизменность полимерных цепей до такой степени, чтобы поровая сеть стала нестабильной. Например, композицию можно вытягивать при температуре, которая по меньшей мере на приблизительно 10°C, в некоторых вариантах осуществления по меньшей мере на приблизительно 20°C и в некоторых вариантах осуществления, по меньшей мере на приблизительно 30°C ниже температуры стеклования матричного полимера. Например, композицию можно вытягивать при температуре от приблизительно 0°C до приблизительно 50°C, в некоторых вариантах осуществления от приблизительно 15°C до приблизительно 40°C и в некоторых вариантах осуществления от приблизительно 20°C до приблизительно 30°C. Хотя композицию, как правило, вытягивают без приложения внешнего тепла (например, нагретых вальцов), такое тепло можно необязательно подводить для улучшения обрабатываемости, снижения силы вытягивания, увеличения скоростей вытягивания и улучшения однородности волокна.
Вытягивание способом, описанным выше, может приводить в результате к образованию пор, которые имеют “наноразмерный” размер (“нанопор”), таких как со средним размером поперечного сечения приблизительно 800 нанометров или меньше, в некоторых вариантах осуществления от приблизительно 5 до приблизительно 250 нанометров и в некоторых вариантах осуществления от приблизительно 10 до приблизительно 100 нанометров. В ходе вытягивания около и вокруг микроразмерных доменов также могут образовываться микропоры, которые характеризуются средним размером поперечного сечения от приблизительно 0,5 до приблизительно 30 микрометров, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 20 микрометров и в некоторых вариантах осуществления от приблизительно 2 микрометров до приблизительно 15 микрометров. Микропоры и/или нанопоры могут иметь любую правильную или неправильную форму, такую как сферическая, удлиненная и т. д. В некоторых случаях осевой размер микропор и/или нанопор может быть больше размера поперечного сечения для того, чтобы отношение сторон (отношение осевого размера к размеру поперечного сечения) составляло от приблизительно 1 до приблизительно 30, в некоторых вариантах осуществления от приблизительно 1,1 до приблизительно 15 и в некоторых вариантах осуществления от приблизительно 1,2 до приблизительно 5. “Осевой размер” представляет собой размер в направлении главной оси (например, длину), которая обычно расположена в направлении вытягивания.
Авторы настоящего изобретения также обнаружили, что поры (например, микропоры, нанопоры или и те, и другие) могут распределяться практически однородным образом по всему материалу. Например, поры могут быть распределены колонками, ориентированными в направлении, обычно перпендикулярном направлению, в котором прилагается усилие. Эти колонки, как правило, могут быть параллельными друг другу по всей ширине материала. Не ограничиваясь теорией, полагают, что наличие такой однородно распределенной поровой сети может приводить к высокому тепловому сопротивлению, а также к хорошим механическим свойствам (например, рассеиванию энергии под нагрузкой и прочности при ударе). Это кардинально отличается от традиционных методик для создания пор, включающих применение порообразующих средств, результатом чего является возникновение тенденции к неконтролируемому распределению пор и неудовлетворительным механическим свойствам. Следует отметить, что образование поровой сети посредством описанного выше способа не обязательно приводит к значительному изменению размера поперечного сечения (например, ширины) материала. Другими словами, материал не сужается в значительной степени, что позволяет материалу сохранять свойства прочности в более значительной степени.
Помимо образования поровой сети, вытягивание может также значительно увеличить осевой размер микроразмерных доменов так, чтобы они имели в целом линейную, удлиненную форму. Например, микроразмерные домены удлиненной формы могут характеризоваться осевым размером, который приблизительно на 10% или больше, в некоторых вариантах осуществления от приблизительно 20% до приблизительно 500% и в некоторых вариантах осуществления от приблизительно 50% до приблизительно 250% больше, чем осевой размер доменов до вытягивания. Средний осевой размер после вытягивания, может составлять, например, от приблизительно 0,5 до приблизительно 250 микрометров, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 100 микрометров, в некоторых вариантах осуществления от приблизительно 2 до приблизительно 50 микрометров и в некоторых вариантах осуществления от приблизительно 5 до приблизительно 25 микрометров. Микроразмерные домены могут быть относительно тонкими, таким образом, иметь малый размер поперечного сечения. Например, средний размер поперечного сечения может составлять от приблизительно 0,05 до приблизительно 50 микрометров, в некоторых вариантах осуществления от приблизительно 0,2 до приблизительно 10 микрометров, а в некоторых вариантах осуществления от 0,5 до приблизительно 5 микрометров. В результате это может привести к отношению сторон для микроразмерных доменов (отношению осевого размера к размеру поперечного сечения), составляющему от приблизительно 2 до приблизительно 150, в некоторых вариантах осуществления от приблизительно 3 до приблизительно 100 и в некоторых вариантах осуществления от приблизительно 4 до приблизительно 50.
Как результат пористой и удлиненной доменной структуры, авторы настоящего изобретения обнаружили, что полученный полимерный материал может равномерно расширяться в объеме при вытягивании в продольном направлении, что отражается в низком “коэффициенте Пуассона”, определяемом согласно следующему уравнению:
коэффициент Пуассона = - Eпоперечн./Eпродольн.,
где Eпоперечн. представляет собой поперечную деформацию материала, и Eпродольн. представляет собой продольную деформацию материала. Более конкретно, коэффициент Пуассона материала может составлять примерно 0 или даже быть отрицательным. Например, коэффициент Пуассона может составлять приблизительно 0,1 или меньше, в некоторых вариантах осуществления приблизительно 0,08 или меньше и в некоторых вариантах осуществления от приблизительно -0,1 до приблизительно 0,04. Если коэффициент Пуассона равен нулю, то отсутствует сокращение в поперечном направлении при расширении материала в продольном направлении. Если коэффициент Пуассона отрицательный, поперечный или боковой размеры материала также расширяются, когда материал вытягивают в продольном направлении. Таким образом, материалы с отрицательным коэффициентом Пуассона могут проявлять увеличение в ширине при растягивании в продольном направлении, что может приводить к повышенному поглощению энергии в поперечном направлении.
Полимерный материал по настоящему изобретению может обычно иметь множество различных форм в зависимости от конкретного применения, таких как пленки, волокнистые материалы, литые изделия, профили и т. д., а также их композиты и ламинаты, для применения в энергопоглощающем элементе. В одном варианте осуществления, например, полимерный материал может также находиться в виде волокнистого материала или слоя или компонента волокнистого материала, который может включать отдельные штапельные волокна или элементарные нити (непрерывные волокна), а также нити, ткани и т. д., образованные из таких волокон. Нити могут включать, например, множественные штапельные волокна, скрученные вместе (“штапельная пряжа”), элементарные нити, уложенные вместе без кручения (“некрученая пряжа”), элементарные нити, уложенные вместе со степенью кручения, одиночную элементарную нить с кручением или без него (“мононить”), и т. д. Нить может быть или может не быть текстурированной. Подходящие ткани могут также включать, например, тканые ткани, трикотаж, нетканые ткани (например, полотна спанбонд, полотна мелтблаун, скрепленные кардочесанные полотна, полотна, полученные мокрым холстоформованием, полотна, полученные аэродинамическим холстоформованием, полотна коформ, гидравлически сплетенные полотна и т.д.) и так далее.
Волокна, образованные из термопластичной композиции, могут обычно иметь любую желаемую конфигурацию, включая однокомпонентную и многокомпонентную (например, конфигурацию оболочка-ядро, конфигурацию бок-о-бок, конфигурацию сегментированный пирог, конфигурацию остров-в-море и так далее). В некоторых вариантах осуществления волокна могут содержать один или несколько дополнительных полимеров в качестве компонента (например, двухкомпонентное) или составной части (например, двусоставное) для дальнейшего усиления прочности и других механических свойств. Например, термопластичная композиция может образовывать оболочечный компонент двухкомпонентного волокна типа оболочка/ядро, тогда как дополнительный полимер может образовывать компонент ядра, или наоборот. Дополнительный полимер может быть термопластичным полимером, таким как сложные полиэфиры, например, полимолочная кислота, полиэтилентерефталат, полибутилентерефталат и так далее; полиолефины, например, полиэтилен, полипропилен, полибутилен и так далее; политетрафторэтилен; поливинилацетат; поливинилхлоридацетат; поливинилбутираль; акриловые смолы, например, полиакрилат, полиметилакрилат, полиметилметакрилат и так далее; полиамиды, например, нейлон; поливинилхлорид; поливинилиденхлорид; полистирол; поливиниловый спирт и полиуретаны.
Волокна в случае их использования при приложении напряжения могут деформироваться, а не разрушаться. Таким образом, волокна могут продолжать выполнять функции в качестве несущего нагрузку компонента даже после того, как волокно проявит значительное удлинение. В связи с этим волокна по настоящему изобретению способны проявлять улучшенные "свойства пикового удлинения", т.е. процент удлинения волокна на его пиковой нагрузке. Например, волокна по настоящему изобретению могут проявлять пиковое удлинение, составляющее приблизительно 50% или больше, в некоторых вариантах осуществления приблизительно 100% или больше, в некоторых вариантах осуществления от приблизительно 200% до приблизительно 1500% и в некоторых вариантах осуществления от приблизительно 400% до приблизительно 800%, определенное в соответствии с ASTM D638-10 при 23°C. Таких значений удлинения можно достичь для волокон с широким спектром средних диаметров, таких как в диапазоне от приблизительно 0,1 до приблизительно 50 микрометров, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 40 микрометров, в некоторых вариантах осуществления от приблизительно 2 до приблизительно 25 микрометров и в некоторых вариантах осуществления от приблизительно 5 до приблизительно 15 микрометров.
Хотя волокна по настоящему изобретению обладают способностью удлиняться под нагрузкой, они могут также оставаться относительно прочными. Например, волокна могут проявлять пиковое напряжение растяжения, составляющее от приблизительно 25 до приблизительно 500 мегапаскаль (“МПа”), в некоторых вариантах осуществления от приблизительно 50 до приблизительно 300 МПа и в некоторых вариантах осуществления от приблизительно 60 до приблизительно 200 МПа, определенные в соответствии с ASTM D638-10 при 23°C. Другим параметром, выражающим относительную прочность волокон по настоящему изобретению, является “прочность на разрыв”, показывающая прочность волокна на растяжение, выраженную в виде силы на единицу линейной плотности. Например, волокна по настоящему изобретению могут иметь прочность на разрыв от приблизительно 0,75 до приблизительно 6,0 грамм-силы (“гс”) на денье, в некоторых вариантах осуществления от приблизительно 1,0 до приблизительно 4,5 гс на денье и в некоторых вариантах осуществления от приблизительно 1,5 до приблизительно 4,0 гс на денье. Номера волокон в денье можно варьировать в зависимости от желаемого применения. Как правило, образуют волокна, имеющие номер в денье на элементарную нить (т. е. единица линейной плотности, равная массе в граммах на 9000 метров волокна) менее приблизительно 6, в некоторых вариантах осуществления менее приблизительно 3 и в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 3.
При необходимости полимерный материал по настоящему изобретению можно подвергнуть одной или нескольким стадиям дополнительной обработки, до и/или после вытягивания. Примеры таких процессов включают, например, вытягивание с использованием рифленых вальцов, гофрирование, покрытие и т. д. В определенных вариантах осуществления можно также осуществлять терморелаксацию полимерного материала для способствования обеспечению сохранения его желаемой формы. Терморелаксация, как правило, происходит при температуре стеклования полимерной матрицы или выше нее, например, при от приблизительно 40° до приблизительно 120°C, в некоторых вариантах осуществления от приблизительно 50°C до приблизительно 100°C и в некоторых вариантах осуществления от приблизительно 70°C до приблизительно 90°C. Полимерный материал можно также подвергать обработке поверхности с использованием любой из ряда известных методик для улучшения его свойств. Например, высокоэнергетические пучки (например, плазма, рентгеновские лучи, электронный пучок и т. д.) можно использовать для удаления или уменьшения каких-либо поверхностных слоев, для изменения полярности поверхности, пористости, топографии, для охрупчивания поверхностного слоя и т. д. При необходимости такую обработку поверхности можно применять до и/или после вытягивания термопластичной композиции.
В определенных вариантах осуществления по настоящему изобретению полимерный материал может быть включен в ткань (например, тканую, трикотажную или нетканую ткань). Цельную ткань можно образовать из волокон полимерного материала, или ткань может представлять собой композиционный материал из них, при этом волокна используют в компоненте и/или слоистом материале, в котором волокна используют в слое. В любом случае, ткань иногда может представлять собой композиционный материал, в котором используется дополнительный материал(ы) в сочетании с волокнами полимерного материала по настоящему изобретению. Как правило, какой-либо из ряда материалов можно использовать в комбинации с полимерным материалом по настоящему изобретению, как известно из уровня техники. Например, в определенных вариантах осуществления можно использовать текстильные волокна. В частности, подходящие текстильные волокна включают в целом неэластичные текстильные волокна, такие как волокна, образованные из хлопка, шерсти, луба, шелка, ароматических полиамидов (например, Nomex® или Kevlar®), алифатических полиамидов (например, найлона), искусственного шелка, лиоцелла и т. д.; эластичные волокна, такие как волокна, образованные из эластоестеров (например, REXE™ от Teijin), ластола (например, Dow XLA™), спандекса (например, Lycra® от DuPont) и т. д.; а также комбинации двух или более типов текстильных волокон. “Спандекс” представляет собой эластичное текстильное волокно, образованное из сегментированных полиуретанов обычно с вкраплениями относительно мягких сегментов полиэфиров, сложных полиэфиров, поликарбонатов и т. д. Аналогично, “эластоестер” представляет собой эластичное текстильное волокно, образованное из смеси полиэфир/сложный полиэфир, и “ластол” представляет собой эластичное текстильное волокно, образованное из сшитого сополимера этилена/α-олефина. Эластичные текстильные волокна в частности подходят для применения в тканях, которые обладают характеристикой, подобной растяжению.
В одном конкретном варианте осуществления, например, ткань представляет собой тканый или трикотажный композиционный материал, который содержит нити, образованные из комбинации волокон полимерного материала и текстильных волокон (например, эластичных волокон). Способную к растяжению композитную ткань можно, например, образовать из нитей, образованных из эластичных текстильных волокон и нитей, образованных из волокон по настоящему изобретению, которые могут быть относительно неэластичными по природе. В тканой ткани эластичные нити можно, например, ориентировать в направлении, в котором будет происходить вытягивание, такое как уточная нить в тканях, способных к растяжению из уточной пряжи. В качестве альтернативы, ткань можно образовать из нитей, которые сами являются композиционным материалом из волокон по настоящему изобретению и текстильных волокон (например, эластичных волокон). Способные к растяжению композитные нити можно, например, образовать посредством одиночного или двойного обвивания эластичных волокон нитью, образованной из волокна по настоящему изобретению, обшивки (т. е. прядения со стержневой нитью) эластичного волокна штапельными волокнами, образованными в соответствии с настоящим изобретением, переплетения и спутывания эластичных нитей и нитей, образованных из волокон по настоящему изобретению (например, с помощью воздуходувного сопла), кручения эластичных волокон и нитей, образованных из волокон по настоящему изобретению, и т.д. Композитные ткани можно также образовать с использованием комбинации текстильных нитей и нитей, образованных из смеси текстильных волокон и волокон по настоящему изобретению.
III. Энергопоглощающий элемент
Способ, с помощью которого полимерный материал по настоящему изобретению преобразуют в энергопоглощающий элемент, могут изменять. В определенных вариантах осуществления, например, энергопоглощающий элемент образован полностью из полимерного материала по настоящему изобретению. Тем не менее, в других вариантах осуществления энергопоглощающий элемент может включать полимерный материал в виде одного слоя или компонента и одного или нескольких дополнительных слоев или компонентов материала для ряда целей, таких как для обеспечения дополнительного энергопоглощения, изоляции, барьерных свойств или в качестве обшивки. Дополнительный(дополнительные) материал(материалы) может(могут) включать другие традиционные типы материалов, такие как полимерные пеноматериалы, пленки или листы, нетканые полотна, стекловолоконные материалы, целлюлозные материалы, грубые холсты, разновидности фольги и т. д.
В одном конкретном варианте осуществления, например, энергопоглощающий элемент может представлять собой слоистую структуру, которая содержит полимерный материал по настоящему изобретению и один или несколько дополнительных слоев. Например, слоистая структура может содержать наружный слой оболочки, направленный в противоположную сторону от части, подлежащей защите (например, части тела), и полимерный материал, расположенный вплотную к слою оболочки и направленный к части, подлежащей защите. Слой оболочки может быть образован из материала, характеризующегося высокой прочностью на разрыв, такого как волокна, образованные из стекла, графита, пара-арамида (например, Kevlar®), полиолефина сверхвысокомолекулярного веса (например, Spectra®) и т. д., листы металла, керамические листы и так далее. При этом материалы слоя оболочки, характеризующиеся высокой степенью прочности, могут также быть относительно жесткими и, таким образом, характеризоваться риском разрыва на куски и угрозой нанесения повреждения. В связи с этим полимерный материал по настоящему изобретению, который является легко складываемым и пластичным, можно применять в слоистой структуре для поглощения энергии без разрыва на куски. Что касается фиг. 3, например, показан один конкретный вариант осуществления слоистого энергопоглощающего элемента 200, который содержит полимерный материал 220, расположенный вплотную к наружному слою 212 оболочки. В иллюстративном варианте осуществления полимерный материал 220 является относительно плоским; однако, следует понимать, что можно использовать любую форму или геометрическую конфигурацию. При необходимости внутренний слой 214 оболочки, который может быть образован из материала, такого как описанный выше, также может быть расположен вплотную к полимерному материалу 220 таким образом, что полимерный материал 220 служит в качестве сердцевинного слоя, находящегося между двумя слоями оболочки.
Различные другие слои и/или материал могут также быть включены в слоистый энергопоглощающий элемент. Например, в конкретных вариантах осуществления амортизирующая подкладка может быть расположена между полимерным материалом и полимерным материалом для способствования дополнительному повышению энергопоглощения. Амортизирующая подкладка может быть образована из традиционного материала, такого как вспененный материал, или из полимерного материала по настоящему изобретению. На фиг. 4, например, показан один вариант осуществления слоистого энергопоглощающего элемента 300, который содержит полимерный материал 220, расположенный между слоями 212 и 214 оболочки. В данном варианте осуществления первая амортизирующая подкладка 213 также расположена между слоем 212 оболочки и полимерным материалом 220, и вторая амортизирующая подкладка 215 также расположена между слоем 214 оболочки и полимерным материалом 220. В других вариантах осуществления увеличивающие прочность волокна могут быть включены в слой, содержащий полимерный материал (например, сердцевинный слой), для способствования дополнительному улучшению возможности поглощения энергии элементом. На фиг. 5, например, показан энергопоглощающий элемент 400, который содержит сердцевинный слой полимерного материала 220, расположенный между слоями 212 и 214 оболочки. Сердцевинный слой также содержит множество увеличивающих прочность волокон 230 (например, волокна Kevlar®). Как правило, желательно чтобы волокна были расположены таким образом, что если они должны разрываться или разламываться, они не должны проникать в часть или контактировать с частью, подлежащей защите. В связи с этим волокна 230 в варианте осуществления фиг. 5 находятся поверх полимерного материала 220, таким образом, они не расположены вплотную к слою 220 оболочки.
Независимо от своей конкретной структуры, энергопоглощающий элемент можно применять в ряде различных типов изделий. Например, энергопоглощающий элемент можно применять в защитной экипировке с образованием либо всей части экипировки, либо только ее компонента (например, подкладки). При применении в защитной экипировке энергопоглощающий элемент может быть расположен вплотную к части тела (например, к груди, к ноге, к руке, к голове и т. д.), таким образом, он может способствовать снижению риска травмы, возникающей в результате давления или резких ударов. Различные примеры защитной экипировки, которая может включать энергопоглощающий элемент по настоящему изобретению, могут включать, например, нательный бронежилет, пуленепробиваемые бронежилеты или кожухи, одежду или другой предмет одежды, применяемые при сдерживании массовых беспорядков, в исправительных учреждениях, предмет одежды или амуницию, применяемые в отношении боевых искусств, шлемы, защитные щитки для голени, налокотники, перчатки, лыжные ботинки, ботинки для сноуборда, мотоциклетную экипировку, коньки (например, хоккейные коньки, коньки для фигурного катания, беговые коньки, роликовые коньки и т. д.), обувь для атлетики, ортопедические шины или бандаж и так далее.
Что касается фиг. 1, например, показан один вариант осуществления защитной экипировки, который может быть образован в соответствии с настоящим изобретением в форме рубашки 10. Рубашка 10 предназначена для ношения отдельно или под другим предметом одежды или поверх другого предмета одежды и, как правило, включает жилет 14, который покрывает переднюю и заднюю часть туловища, рукава 16 и множество подкладок 18, расположенных для защиты мягкой ткани и жизненно важных органов. Энергопоглощающий элемент по настоящему изобретению можно применять для образования жилета 14, подкладок 18 и/или рукавов 16. В одном варианте осуществления, например, энергопоглощающий элемент применяют для образования подкладок 18, при этом для образования жилета 14 и рукавов 16 применяют легкую сетко-подобную структуру. Еще один вариант осуществления защитной экипировки показан на фиг. 2 в виде велосипедного или спортивного шлема 100. В данном варианте осуществления весь шлем образован из энергопоглощающего элемента 112. Конечно, следует понимать, что различные части шлема 100 могут быть защищены различными способами. Известно, например, что височные части черепа более подвержены к повреждению от удара, в то время как лоб менее подвержен этому благодаря своей большей толщине. Таким образом, в конкретных вариантах осуществления энергопоглощающий элемент можно применять в височной зоне 122, но необязательно во фронтальной зоне 124.
Энергопоглощающие элементы, которые включают полимерный материал, можно применять в широком спектре изделий в рамках любого конкретного применения. Например, рассматривая применения в автомобильном транспорте, полимерный материал можно применять в энергопоглощающем элементе в виде волокнистых изделий или в виде твердых отделочных материалов. К примеру, энергопоглощающие элементы могут также повысить комфорт и/или эстетику транспортного средства (например, обшивка и/или обивка, обшивка сидений, подкладки для обшивки сидений, ковровые покрытия, обшивка для ремней безопасности, обшивка и прокладки пола багажника и т. д.), и энергопоглощающие элементы также могут обеспечить общую теплоизоляцию и/или звуковую изоляцию (например, подкладка рулевой колонки, подкладка наличников дверей, прокладки капота, детали кузова, и т. д.
Твердые отделочные материалы, содержащие полимерный материал, можно использовать в автомобильных энергопоглощающих элементах. Например, полимерный материал может быть заключен в пассивных элементах безопасности, таких как зоны деформации сзади, спереди, и/или с боков транспортного средства; в каркасе безопасности автомобиля, в качестве элемента подушки безопасности или рулевого колеса (например, складывающейся рулевой колонки); в качестве ограждения для груза; или в качестве компонента системы безопасности пешеходов (например, в качестве элемента бамперов, капота, рамы окна и т.д.).
Такое широкое применение полимерного материала применимо к широкому спектру областей, и не подразумевается, что оно каким-либо образом ограничивается автомобильной промышленностью. Например, полимерный материал можно применять в энергопоглощающих элементах в транспортной индустрии, включая без ограничения воздушное и космическое применения (например, самолеты, вертолеты, космический транспорт, военные аэрокосмические устройства и т. д.), применения в судостроении (лодки, суда, транспорт для отдыха), поезда и так далее.
Следующие приведенные эксперименты будут способствовать большему пониманию настоящего изобретения.
Методы испытания
Испытание на прокол при высокой скорости
Тест можно осуществлять для измерения ударных свойств после подвергания высокоскоростному удару в соответствии с ASTM D3763-10 при температуре 23°C или -25°C (+2°C) и при относительной влажности 50% (+10%). Для осуществления теста можно применять тестер для определения прочности (с системой сбора данных) Instron Dynatup 9250HV. Тестовая скорость может составлять 3,3 или 12,5 метров в секунду, размер образца может составлять 102 мм x 127 мм, и диаметр молота может составлять 12,7 мм. Определяют средний прогиб при максимальной нагрузке (мм), среднюю максимальную нагрузку (Н), среднюю энергию при максимальной нагрузке (Дж) и среднюю общую энергию (Дж). Общую энергию определяют из кривой нагрузка/прогиб в точке, где нагрузка возвращается к нулевому значению.
Ударная вязкость по Шарпи для образца с надрезом
Ударную вязкость можно определять в соответствии с ASTM D6110-10 при температуре 23°C или 0°C (+2°C) и при относительной влажности 50% (+10%). Образец может характеризоваться шириной приблизительно 3,1 мм, размах может составлять 101,6 мм, и глубина под надрезом может составлять приблизительно 10,2 мм. Отвес может характеризоваться нагрузкой 2,7 джоуля. Ударную вязкость рассчитывают путем деления энергии удара в килоджоулях на площадь поперечного сечения в месте надреза (квадратные метры), при этом более высокие номера соответствуют более жестким материалам.
Показатель текучести расплава
Показатель текучести расплава (“MFR”) - это масса полимера (в граммах), продавливаемого через отверстие экструзионного пластометра (диаметр 0,0825 дюйма) при воздействии нагрузки 2160 грамм в течение 10 минут, как правило, при 190°C, 210°C или 230°C. Если не указано иное, показатель текучести расплава измеряют в соответствии с методикой испытания ASTM Test Method D1239 с помощью экструзионного пластометра Tinius Olsen.
Тепловые свойства
Температуру стеклования (Tg) можно определять с помощью динамического механического анализа (DMA) в соответствии с ASTM E1640-09. Можно использовать прибор Q800 от TA Instruments. Экспериментальные работы можно выполнять в геометрии натяжение/натяжение в режиме сканирования температуры в диапазоне от -120°C до 150°C со скоростью нагрева 3°C/мин. Частоту амплитуды деформации во время испытания можно выдерживать постоянной (2 Гц). Можно проводить испытания трех (3) независимых образцов для получения средней температуры стеклования, которую определяют пиковым значением кривой tan δ, где tan δ определяют как отношение модуля потерь к модулю накопления (tan δ = E”/E’).
Температуру плавления можно определять с помощью дифференциальной сканирующей калориметрии (DSC). Дифференциальным сканирующим калориметром может быть DSC Q100 Differential Scanning Calorimeter, который можно оснастить вспомогательным устройством охлаждения с помощью жидкого азота и аналитического программного обеспечения UNIVERSAL ANALYSIS 2000 (версия 4.6.6), каждый из которых из которых доступен от T.A. Instruments Inc., Нью-Касл, Делавэр. Для устранения непосредственного контакта с образцами можно применять щипцы или другие инструменты. Образцы можно помещать в алюминиевую чашку и взвешивать с точностью 0,01 миллиграмм на аналитических весах. Чашку над образцом материала можно закрыть крышкой. Обычно гранулы смолы можно размещать непосредственно в чашке для взвешивания.
Дифференциальный сканирующий калориметр можно откалибровать с использование в качестве стандарта металлического индия и можно выполнять коррекцию базовой линии, как описано в руководстве по эксплуатации дифференциального сканирующего калориметра. Образец материала для испытаний можно поместить в испытательную камеру дифференциального сканирующего калориметра, а в качестве эталона можно использовать пустую чашку. Все испытания можно проводить с продувкой испытательной камеры азотом (промышленного сорта) при расходе 55 кубических сантиметров в минуту. Для образцов гранул смолы программа нагрева и охлаждения представляет собой 2-проходное испытание, начинающееся с уравновешивания камеры до -30°C, с последующим первым периодом нагревания со скоростью нагревания 10°C в минуту до температуры 200°C, с последующим уравновешиванием образца при 200°C в течение 3 минут, с последующим первым периодом охлаждения со скоростью охлаждения 10°C в минуту до температуры -30°C, с последующим уравновешиванием образца при -30°C в течение 3 минут, а затем вторым периодом нагревания со скоростью нагревания 10°C в минуту до температуры 200°C. Для образцов волокон программа нагрева и охлаждения может представлять собой 1-проходное испытание, начинающееся с уравновешивания камеры до -25°C, с последующим периодом нагревания со скоростью нагревания 10°C в минуту до температуры 200°C, с последующим уравновешиванием образца при 200°C в течение 3 минут, а затем периодом охлаждения со скоростью охлаждения 10°C в минуту до температуры -30°C. Все испытания можно проводить с продувкой испытательной камеры азотом (промышленного сорта) при расходе 55 кубических сантиметров в минуту.
Результаты можно оценивать с помощью аналитического программного обеспечения UNIVERSAL ANALYSIS 2000, которая идентифицирует и определяет значение температуры стеклования (Tg) перегибов, эндотермических и экзотермических пиков, и площадей под пиками на графиках DSC. Температуру стеклования можно идентифицировать как участок на линии графика, где происходит выраженное изменение уклона, а температуру плавления можно определить с помощью автоматического подсчета перегибов.
Коэффициент удлинения, плотность и объемная пористость в процентах
Для определения коэффициента удлинения, плотности и объемной пористости в процентах, вначале можно измерить ширину (Wi) и толщину (Ti) образца до вытягивания. Длину (Li) перед вытягиванием можно также определить путем измерения расстояния между двумя отметками на поверхности образца. После этого образец можно вытягивать для инициирования порообразования. Затем можно измерить ширину (Wf), толщину (Tf) и длину (Lf) образца с точностью 0,01 мм, используя электронно-цифровой штангенциркуль (Mitutoyo Corporation). Объем (Vi) до вытягивания можно вычислить по формуле Wi x Ti x Li = Vi. Объем (Vf) после вытягивания также можно вычислить по формуле Wf x Tf x Lf = Vf. Отношение удлинений (Φ) можно вычислить из Φ = Vf/Vi; плотность (Ρf) можно вычислить из: Ρf = Ρi/Φ, где Ρi - это плотность материала заготовки; и объемную пористость в процентах (% Vv) можно вычислить по формуле: %Vv = (1 – 1/ Φ) x 100.
Содержание влаги
Содержание влаги можно определять с помощью прибора для определения влаги Arizona Instruments Computrac Vapor Pro (модель № 3100) в соответствии со стандартом ASTM D 7191-05, который включен в данный документ практически во всей своей полноте посредством ссылки. Температура испытания (§X2.1.2) может составлять 130°C, размер образца (§X2.1.1) может составлять от 2 до 4 грамм, а время продувки ампулы (§X2.1.4) может составлять 30 секунд. Кроме того, критерий завершения (§X2.1.3) можно определить как режим "предсказания", что означает, что испытание будет окончено, когда встроенный запрограммированный критерий (который математически вычисляет конечную точку содержания влаги) будет удовлетворен.
ПРИМЕР 1
Было продемонстрировано образование термопластичной композиции из 85,3 вес.% полимолочной кислоты (PLA 6201D, Natureworks®), 9,5 вес.% добавки микровключения, 1,4 вес.% добавки нановключения и 3,8 вес.% внутреннего модификатора поверхности раздела фаз. Добавкой микровключения являлась Vistamaxx™ 2120 (ExxonMobil), представляющая собой эластомер на основе сополимера полипропилена и полиэтилена с показателем текучести расплава 29 г/10 мин. (190°C, 2160 г) и плотностью 0,866 г/см3. Добавкой нановключения был сополимер этилена, метилакрилата и глицидилметакрилата (Lotader® AX8900, Arkema), имеющий показатель текучести расплава 5-6 г/10 мин. (190°C/2160 г), содержание глицидилметакрилата от 7 до 11 вес.%, содержание метилакрилата от 13 до 17 вес.% и содержание этилена от 72 до 80 вес.%. Внутренним межфазным модификатором был PLURIOL® WI 285 Lubricant от BASF, представляющий собой функциональную жидкость на основе полиалкиленгликоля. Для смешивания полимеры подавали во вращающийся в одном направлении двухшнековый экструдер (ZSK-30, диаметр 30 мм, длина 1328 миллиметров), произведенный Werner and Pfleiderer Corporation, Рэмси, Нью-Джерси. Экструдер имел 14 зон, пронумерованных последовательно 1-14 от загрузочной воронки к фильере. Первая зона цилиндра № 1 получала смолы через весовой дозатор с общей подающей способностью 15 фунтов в час. В зону цилиндра № 2 добавляли PLURIOL® WI285 через насос-форсунку. Фильера, использованная для экструзии смолы, имела 3 канала фильеры (6 миллиметров в диаметре), разделенные расстояниями 4 миллиметра. При образовании экструдированную смолу охлаждали на охлаждаемой вентилятором ленте транспортера и формовали в гранулы с помощью гранулятора Conair. Скорость шнеков экструдера составляла 200 оборотов в минуту (“об./мин.”). Затем гранулы загружали в виде потока в шнековый экструдер с сигнализирующим устройством, нагретый до температуры 212°C, где расплавленная смесь выходила через щелевую головку шириной 4,5 дюйма и вытягивалась в пленку толщиной в диапазоне от 0,45 до 0,48 мм. Пленки вытягивали в машинном направлении до приблизительно 100% для инициации кавитации и образования пустот (скорость 50 миллиметров в минуту) с использованием гидравлической рамы для удлинения MTS 810.
После образования материал подвергали испытанию на прокол при высокой скорости в соответствии с ASTM D3763-10 и затем тестировали на средний прогиб материала при максимальной нагрузке (мм), среднюю максимальную нагрузку (Н), среднюю энергию при максимальной нагрузке (Дж) и среднюю общую энергию. Тесты осуществляли при скоростях 3,3 м/с и 12,5 м/с и температуре 23°C и -25°C. Тестировали также контрольный образец, который был изготовлен из сополимера полипропилена, выдерживающего удар средней силы (Pro-fax™ SV954, Basell). Данные результаты изложены ниже в таблицах 1-4.
Таблица 1: Ударные свойства (скорость 3,3 м/с, темп. 23°C)
Таблица 2: Ударные свойства (скорость 12,5 м/с, темп. 23°C)
Таблица 3. Ударные свойства (скорость 3,3 м/с, темп. -25°C)
Таблица 4. Ударные свойства (скорость 12,5 м/с, темп. -25°C)
ПРИМЕР 2
Было продемонстрировано образование термопластичной композиции из 85,3 вес.% полимолочной кислоты (PLA 6201D, Natureworks®), 9,5 вес.% Vistamaxx™ 2120, 1,4 вес.% Lotader® AX8900 и 3,8 вес.% PLURIOL® WI 285. Для смешивания полимеры подавали во вращающийся в одном направлении двухшнековый экструдер (ZSK-30, диаметр 30 мм, длина 1328 миллиметров), произведенный Werner and Pfleiderer Corporation, Рэмси, Нью-Джерси. Экструдер имел 14 зон, пронумерованных последовательно 1-14 от загрузочной воронки к фильере. Первая зона цилиндра № 1 получала смолы через весовой дозатор с общей подающей способностью 15 фунтов в час. В зону цилиндра № 2 добавляли PLURIOL® WI285 через насос-форсунку. Фильера, использованная для экструзии смолы, имела 3 канала фильеры (6 миллиметров в диаметре), разделенные расстояниями 4 миллиметра. При образовании экструдированную смолу охлаждали на охлаждаемой вентилятором ленте транспортера и формовали в гранулы с помощью гранулятора Conair. Скорость шнеков экструдера составляла 200 оборотов в минуту (“об./мин.”). Затем гранулы загружали в устройство для литья под давлением (Boy 22D) и вводили в форму для образцов ASTM для создания полос с толщиной 3 мм, шириной 12,7 мм и длиной 127 мм. Полосы затем удлиняли до 60% для инициации кавитации и образования пустот (скорость 50 миллиметров в минуту) с использованием гидравлической рамы для удлинения MTS 810. Полосы затем обратно подрезали до длины ~127 мм для удаления части полосы без пустот.
После образования материал подвергали тесту на ударную устойчивость по Шарпи с надрезом в соответствии с ASTM D6110-10 для определения ударной вязкости по Шарпи (кДж/м2). Тесты проводили при температуре 23°C и 0°C. Также тестировали контрольные образцы, которые были изготовлены из сополимера на основе акрилонитрила-бутадиена-стирола (Terluran® GP-22, BASF) (“Контрольный образец 1”) и сополимера полипропилена, выдерживающего удар средней силы (Pro-fax™ SV954, Basell) (“Контрольный образец 2”). Результаты изложены ниже в таблице 5.
Таблица 5. Ударная вязкость
ПРИМЕР 3
Была продемонстрирована возможность образования пленок из смеси 85,3 вес.% полимолочной кислоты (PLA 6201D, Natureworks®), 9,5 вес.% Vistamaxx™ 2120, 1,4 вес.% Lotader® AX8900 и 3,8 вес.% PLURIOL® WI 285. Для смешивания полимеры подавали во вращающийся в одном направлении двухшнековый экструдер (ZSK-30, диаметр 30 мм, длина 1328 миллиметров), произведенный Werner and Pfleiderer Corporation, Рэмси, Нью-Джерси. Экструдер имел 14 зон, пронумерованных последовательно 1-14 от загрузочной воронки к фильере. Первая зона цилиндра № 1 получала смолы через весовой дозатор с общей подающей способностью 15 фунтов в час. В зону цилиндра № 2 добавляли PLURIOL® WI285 через насос-форсунку. Фильера, использованная для экструзии смолы, имела 3 канала фильеры (6 миллиметров в диаметре), разделенные расстояниями 4 миллиметра. При образовании экструдированную смолу охлаждали на охлаждаемой вентилятором ленте транспортера и формовали в гранулы с помощью гранулятора Conair. Скорость шнеков экструдера составляла 200 оборотов в минуту (“об./мин.”). Затем гранулы загружали в виде потока в шнековый экструдер с сигнализирующим устройством, нагретый до температуры 212°C, где расплавленная смесь выходила через щелевую головку шириной 4,5 дюйма и вытягивалась в пленку толщиной в диапазоне от 36 мкм до 54 мкм. Пленки вытягивали в машинном направлении до приблизительно 100% для инициирования кавитации и образования пустот.
Морфологию пленок анализировали сканирующей электронной микроскопией (SEM) до и после вытягивания. Результаты показаны на фигурах 6-9. Как показано на фигурах 6-7, добавка микровключения изначально диспергировалась в домены, имеющие осевой размер (в машинном направлении) от приблизительно 2 до приблизительно 30 микрометров и поперечный размер (в поперечном направлении) от приблизительно 1 до приблизительно 3 микрометров, тогда как добавка нановключения изначально диспергировалась в виде сферических или сфероидальных доменов, имеющих осевой размер от приблизительно 100 до приблизительно 300 нанометров. На фиг. 8-9 показана пленка после вытягивания. Как упоминалось, поры образовались вокруг добавок включения. Микропоры, образованные вокруг добавки микровключения, обычно имели удлиненную или щелеобразную форму с широким распределением размеров в диапазоне от приблизительно 2 до приблизительно 20 микрометров в осевом направлении. Нанопоры, связанные с добавкой нановключения, обычно имели размер от приблизительно 50 до приблизительно 500 нанометров.
ПРИМЕР 4
Составленные гранулы из примера 1 смешивали в сухом виде с третьей добавкой включения, которая представляла собой концентрат галлуазитовой глины (MacroComp MNH-731-36, MacroM), содержащий 22 вес.% наноглины, модифицированной стироловым сополимером, и 78 вес.% полипропилена (Exxon Mobil 3155). Соотношение составляющих в смеси являлось следующим: 90 вес.% гранул и 10 вес.% концентрата добавки глины, что обеспечило общее содержание глины в 2,2%. Затем сухую смесь загрузили в червячный экструдер с сигнальным устройством, нагретый до температуры 212°C, где расплавленная смесь выходила через щелевую головку шириной 4,5 дюйма и вытягивалась в пленку толщиной в диапазоне от 51 до 58 мкм. Пленки вытягивали в машинном направлении до приблизительно 100% для инициирования кавитации и образования пустот.
Морфологию пленок анализировали сканирующей электронной микроскопией (SEM) до и после вытягивания. Результаты показаны на фигурах 10-13. Как показано на фигурах 10-11, ряд частиц наноглины (видимые как более светлые участки) становились диспергированными в виде очень маленьких доменов - т. е. осевой размер в диапазоне от приблизительно 50 до приблизительно 300 нанометров. Сам концентрат добавки также образовывал домены микроразмерного размера (осевой размер от приблизительно 1 до приблизительно 5 микрометров). Также, добавка микровключения (Vistamaxx™) образовывала удлиненные домены, тогда как добавка нановключения (Lotader®, видимая как очень мелкие темные точки) и концентрат наноглины образовывали сфероидальные домены. Вытянутая пленка показана на фигурах 12-13. Как показано, структура с пустотами является более открытой и проявляет широкий диапазон размеров пор. Помимо сильно удлиненных микропор, образованных первыми включениями (Vistamaxx™), включения концентрата добавки наноглины образовали более открытые сфероидальные микропоры с осевым размером приблизительно 10 микрон или менее и поперечным размером приблизительно 2 микрона. Сферические нанопоры также образованы второй добавкой включения (Lotader®) и третьей добавкой включения (частицы наноглины).
Несмотря на то, что изобретение было подробно описано относительно его конкретных вариантов осуществления, следует понимать, что специалисты в данной области техники, при достижении понимания вышеизложенного, смогут легко понять альтернативы, вариации и эквиваленты этих вариантов осуществления. Соответственно, объем настоящего изобретения следует определять как объем прилагаемой формулы изобретения и любых ее эквивалентов.
Реферат
Изобретение относится к защитному элементу, поглощающему энергию удара, и к защитной экипировке, содержащей этот защитный элемент. Защитный элемент содержит полимерный материал, образованный вытягиванием из термопластичной композиции. Термопластичная композиция содержит непрерывную фазу, включающую матричный полимер, и в которой добавка микровключения и добавка нановключения диспергированы в форме дискретных доменов, и дополнительно содержит модификатор поверхности раздела фаз. В материале определяется поровая сеть, которая включает множество нанопор со средним размером поперечного сечения приблизительно 800 нанометров или меньше. Матричный полимер включает полиолефин или сложный полиэфир. Добавка микровключения включает полиолефин (гомополимер пропилена, сополимер пропилена/α=олефина, сополимер этилена/α-олефина или их комбинацию, добавка нановключения является полимерной (функционализированный полиолефин, полиэпоксид). За счет создания уникальной структуры материала (защитного элемента и защитной экипировки) изобретение обеспечивает повышенные необходимые защитные свойства. 2 н. и 37 з.п. ф-лы, 13 ил.,5 табл,4 пр.
Комментарии