Металлокорд для армирования резиновых изделий и пневматическая шина с радиальным расположением нитей корда с использованием данного металлокорда - RU2596651C2
Код документа: RU2596651C2
Чертежи
Описание
Область техники, к которой относится изобретение
Объектами настоящего изобретения являются металлокорд для армирования резиновых изделий и пневматическая шина с радиальным расположением нитей корда (далее мы будем называть их просто "металлокорд" и "шина", соответственно), в которой используется данный металлокорд, более конкретно металлокорд для армирования резиновых изделий, который, будучи использованным в брекере шины, может обеспечить малый вес без снижения срока службы шины, и, в частности, металлокорд для армирования резиновых изделий, обеспечивающий отличные характеристики после обрезинивания, и пневматическая шина с радиальным расположением нитей корда, в которой используется данный металлокорд.
Уровень техники
В настоящее время упрочняющий элемент каркаса шины с радиальным расположением нитей корда для пассажирских транспортных средств, в частности брекер, используемый обычно в качестве упрочняющего элемента короны шины, устроен таким образом, что в нем используются два слоя (или более) обрезиненного металлокорда, расположенных наискосок относительно экваториальной плоскости шины, и металлокорды в слоях брекера пересекают друг друга.
В последние годы важность экологических характеристик повысилась, и возрастает необходимость в резиновых изделиях, т.е. шинах малого веса, в которых используется металлокорд в качестве упрочняющего элемента. Примеры способов, обеспечивающих уменьшение массы шины, включают в себя способ, при котором уменьшается количество резины, используемой в брекере, и уменьшается толщина брекера. Однако при уменьшении количества резины, используемого в брекере, расстояние между кордами первого и второго слоев брекера становится меньше, и легко происходит так называемое "отделение кромки брекера", при котором отделение резины, начинающееся от конца корда в конечной части корда по ширине, легко распространяется между кордами, и происходит уменьшение срока службы. Для устранения такого отделения кромки брекера применяют известный способ, при котором толщину резины в конечной части корда увеличивают по сравнению с толщиной резины в обычной шине. Разумеется, однако, при таком способе имеет место увеличение веса шины, что противоречит конструкторской задаче снижения веса шины.
В качестве одного из возможных способов уменьшения веса шины, помимо уменьшения используемого в брекере количества резины, может применяться способ, заключающийся в уменьшении количества конечных элементов металлокорда. Однако при уменьшении количества конечных элементов металлокорда происходит уменьшение жесткости брекера, что является нежелательным. В связи с этим, в настоящее время выдвигается много различных предложений, касающихся снижения веса и увеличения срока службы шины. Например, в Патентном документе 1 предлагается металлокорд, имеющий структуру M(M=2-5)+N(N=1-3), и количество нитей металлокорда, удовлетворяющее условию N≥М, с целью снижения веса шины. В Патентном документе 2 раскрывается металлокорд со структурой 2+3 в целях увеличения срока службы брекера. Кроме того, в Патентных документах 3-7 предлагается металлокорд со структурой 2+3 для повышения различных требуемых физических характеристик или работоспособности упрочняющего элемента шины.
Патентный документ 1: Публикация Японской нерассмотренной патентной заявки No. 2001-98480
Патентный документ 2: Публикация Японской нерассмотренной заявки на полезную модель No. H3-128689
Патентный документ 3: Публикация Японской нерассмотренной патентной заявки No. H6-306784
Патентный документ 4: Публикация Японской нерассмотренной патентной заявки No. H7-126992
Патентный документ 5: Публикация Японской нерассмотренной патентной заявки No. 2001-98460
Патентный документ 6: Публикация Японской нерассмотренной патентной заявки No. 2006-328557
Патентный документ 7: Публикация Японской нерассмотренной патентной заявки No. 2007-63706
Раскрытие изобретения
Однако металлокорд, предлагаемый Патентным документом 1, еще не обеспечивает полное выполнение задачи снижения веса шины, и необходимы способы дальнейшего снижения веса. Хотя срок службы металлокорда, предлагаемого Патентным документом 2, увеличен за счет повышения проницаемости резины в металлокорд, данный способ не решает задачи снижения веса шины. Далее, такое же статус-кво наблюдается и для металлокордов, предлагаемых Патентными документами 3-7, т.к. данные изобретения не решают полностью задачу снижения веса.
Далее, металлокорд со структурой M+N обычно производят с помощью крутильного станка с предварительной скруткой с целью обеспечения производительности. В металлокорде, изготовленном с помощью крутильного станка с предварительной скруткой, выполняется скручивание стальных нитей, из которых состоит металлокорд, в то время как металлокорд со структурой M+N состоит из стальных нитей, каждая из которых имеет разную степень скручивания. Поэтому резинометаллический элемент, получаемый путем обрезинивания металлокорда, имеющий структуру M+N (далее везде называемый "обработанным элементом"), разрезается в процессе резки, конец обработанного элемента расходится и закручивается и работоспособность ухудшается, что является проблемой. Такие проблемы не были достаточно рассмотрены в патентных документах 1-7, которые характеризуют существующее статус-кво.
Соответственно, цель настоящего изобретения заключается в создании металлокорда для армирования резиновых изделий, применение которого в брекере шины обеспечивает снижение веса без сокращения срока службы шины, а также в создании пневматической шины с радиальным расположением нитей корда, в которой используется данный металлокорд.
Еще одна цель настоящего изобретения заключается в создании металлокорда для армирования резиновых изделий, обладающего отличными характеристиками обработанного элемента после обрезинивания, а также в создании пневматической шины с радиальным расположением нитей корда, в которой используется данный металлокорд.
С целью решения вышеуказанных проблем, автор настоящего изобретения проводил интенсивные исследования, чтобы узнать, можно ли в металлокорде со структурой 2+N, диаметры центрального волокна и экранирующих волокон которого удовлетворяют определенному соотношению, уменьшить вес обработанного элемента брекера при сохранении расстояния между кордами брекера и можно ли улучшить характеристики обработанного элемента, если средние степени волнистости центрального волокна и экранирующего волокна удовлетворяют заданному соотношению, в результате чего ему удалось получить настоящее изобретение.
Другими словами, металлокорд для армирования резиновых изделий согласно настоящему изобретению представляет собой металлокорд, содержащий центральную жилу, образованную двумя расположенными параллельно друг другу центральными нитями без скручивания, и N (2≤N≤4) экранирующих нитей, скрученных вместе вокруг центральной нити, причем если диаметр центральной нити d1 и диаметр экранирующей нити d2, то d1>d2.
В настоящем изобретении отношение d1/d2, предпочтительно, составляет от 1,1 до менее 1,7. В настоящем изобретении отношение d1/d2, предпочтительно, составляет от 1,1 до менее 1,4. Далее, если мы обозначим среднюю степень волнистости центрального волокна H1 и среднюю степень волнистости экранирующего волокна H2, то, предпочтительно, H1>H2. Также в настоящем изобретении H1 составляет, предпочтительно, от 70% до 110%. В настоящем изобретении, предпочтительно, d1 составляет от 0,16 до 0,32 мм, a d2 - от 0,12 до 0,29 мм. Кроме того, в настоящем изобретении количество экранирующих волокон, предпочтительно, равно трем.
Пневматическая шина с радиальным расположением нитей корда согласно настоящему изобретению представляет собой пневматическую шину с радиальным расположением нитей корда, содержащую каркас шины, состоящий, по меньшей мере, из одного каркасного слоя, тороидально связывающий левый и правый борта шины, коронную зону шины, расположенную вне коронной области каркаса в радиальном направлении шины с целью образования поверхности соприкосновения с почвой, и брекер, состоящий, по меньшей мере, из двух брекерных слоев, расположенных между коронной зоной шины и коронной областью каркаса с целью образования усиливающей части, причем как первый брекерный слой, так и второй брекерный слой сформированы таким образом, что металлокорды для армирования резиновых изделий согласно настоящему изобретению ориентированы параллельно друг другу в направлении по ширине брекера и заделаны в резиновое покрытие.
В настоящем изобретении отношение d1/d2, предпочтительно, составляет от 1,1 до менее 1,7. В настоящем изобретении отношение d1/d2, предпочтительно, составляет от 1,1 до менее 1,4. Далее, если мы обозначим среднюю степень волнистости центрального волокна H1 и среднюю степень волнистости экранирующего волокна H2, то, предпочтительно, H1>H2. Также в настоящем изобретении H1 составляет, предпочтительно, от 70% до 110%. Предпочтительно, d1 составляет от 0,16 до 0,32 мм, а d2 - от 0,12 до 0,29 мм. Кроме того, в настоящем изобретении количество экранирующих волокон, предпочтительно, равно трем. Кроме того, в настоящем изобретении, толщина резинового слоя между металлокордами первого брекерного слоя и второго брекерного слоя в конечной части второго брекерного слоя, предпочтительно, больше, чем в центральной части шины. В настоящем изобретении, толщина брекерного слоя, предпочтительно, составляет от 0,85 до 1,65 мм.
Предлагаемый настоящим изобретением металлокорд для армирования резиновых изделий, при его применении для брекера шины, может обеспечить снижение веса шины без сокращения ее срока службы; в частности, настоящим изобретением предлагается металлокорд для армирования резиновых изделий, обладающий отличными рабочими характеристиками после обрезинивания обработанного элемента, и пневматическая шина с радиальным расположением нитей корда, в которой применяется данный металлокорд.
Краткое описание чертежей
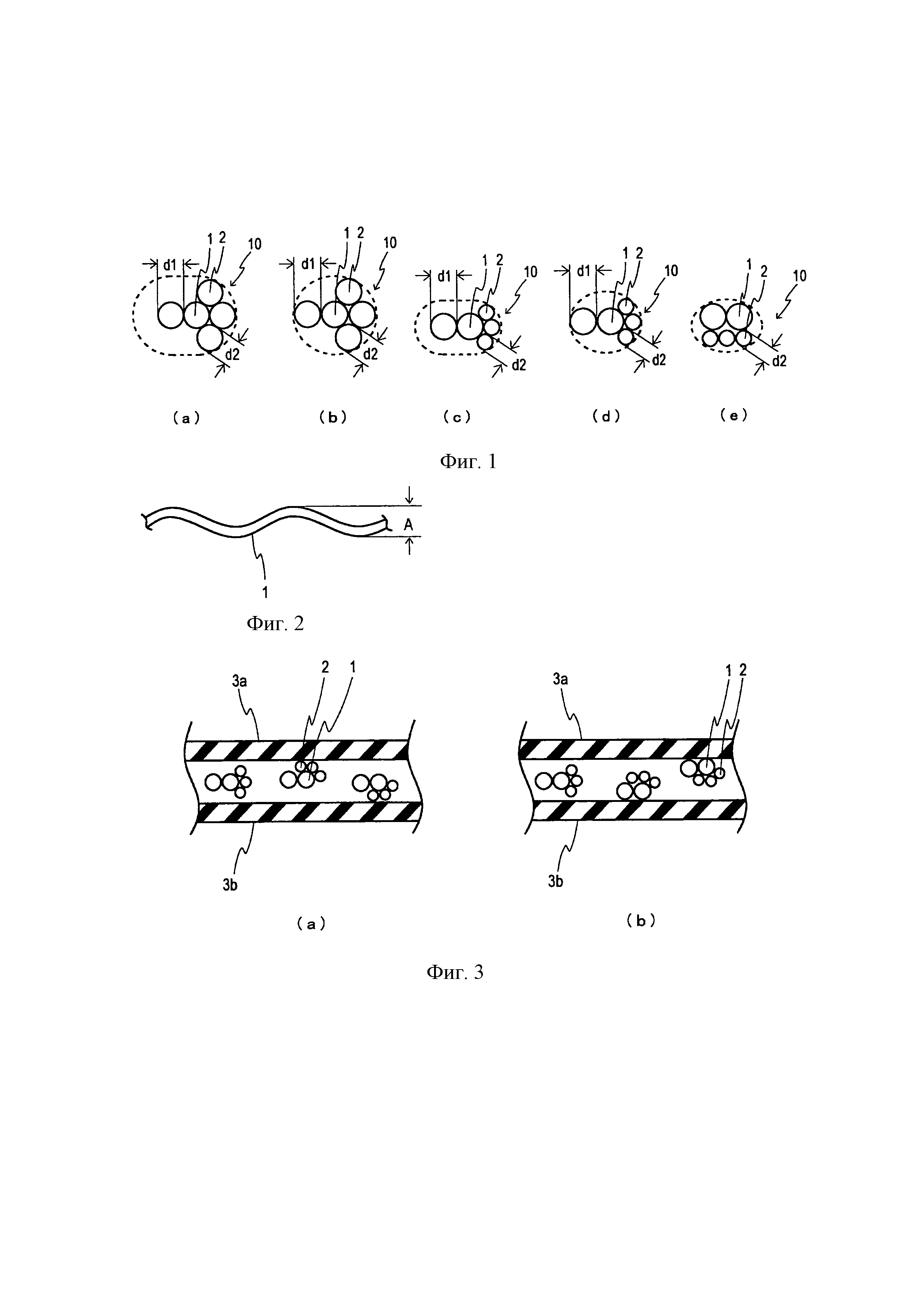
Фиг.1 - сравнение малых осей металлокордов; (a) и (b) - случаи, когда d1=d2, (c)-(e) - случаи, когда d1>d2.
Фиг.2 - объяснительный рисунок, иллюстрирующий амплитуду волнистости нити корда.
Фиг.3 частичный вид в разрезе обработанного элемента; (a) - случай, когда H1
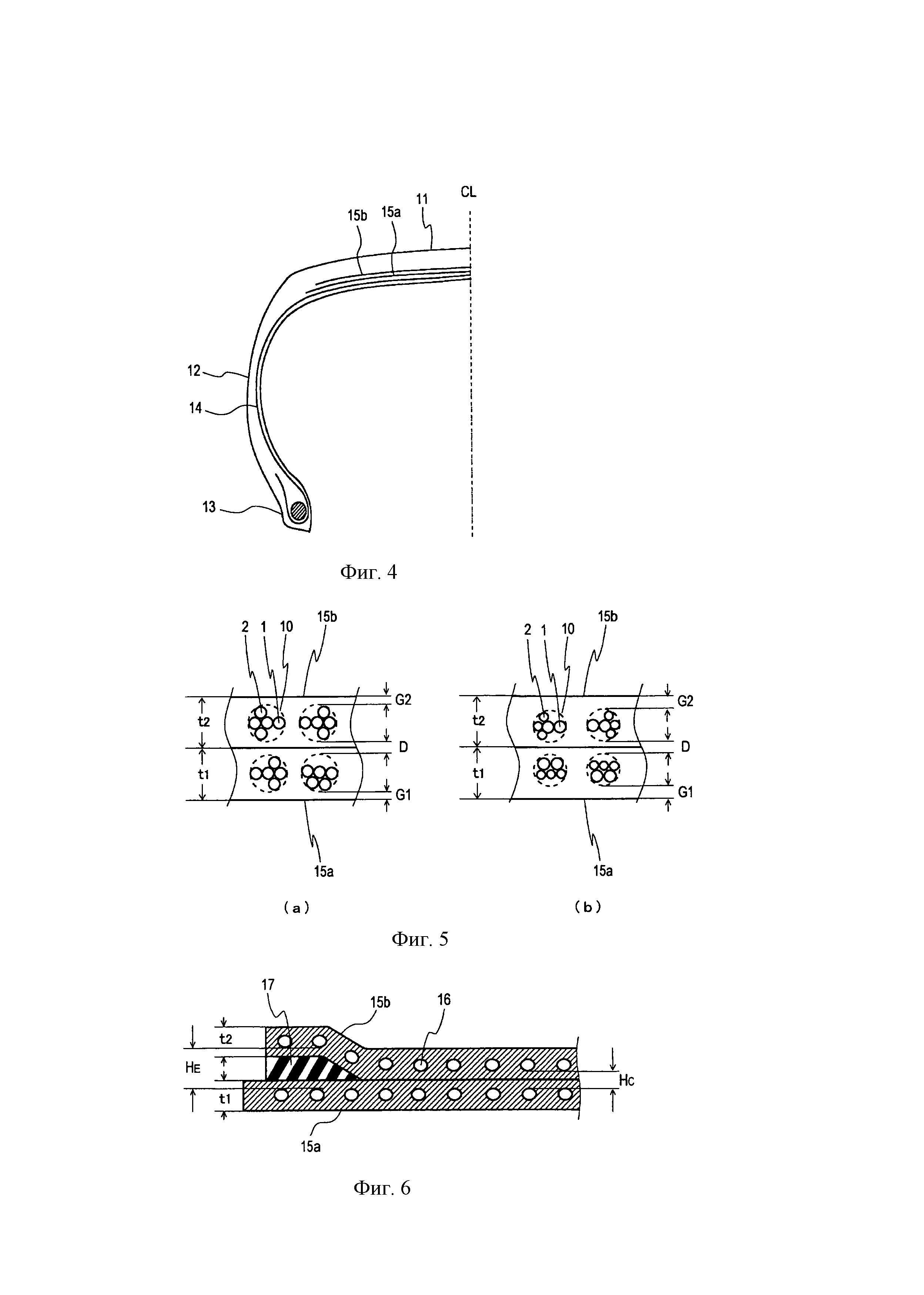
Фиг.4 - вид в разрезе, иллюстрирующий применимый способ исполнения пневматической шины с радиальным расположением нитей корда согласно настоящему изобретению.
Фиг.5 - увеличенный частичный вид в разрезе брекера пневматической шины с радиальным расположением нитей корда; (a) - обычная шина; (b) - шина, выполненная в соответствии с настоящим изобретением.
Фиг.6 - увеличенный частичный вид в разрезе, показывающий вблизи конечную часть брекерного слоя согласно пригодному варианту исполнения пневматической шины с радиальным расположением нитей корда согласно настоящему изобретению.
Осуществление изобретения
Ниже будет представлено описание различных способов осуществления настоящего изобретения со ссылками на прилагаемые чертежи.
Металлокорд для армирования резиновых изделий согласно настоящему изобретению представляет собой металлокорд, содержащий центральную жилу, образованную двумя расположенными параллельно друг другу центральными нитями без скручивания, и N (предпочтительно, от двух до четырех, в частности три) экранирующих нитей, скрученных вместе вокруг центральной нити.
В металлокорде согласно настоящему изобретению, если диаметр центральной нити d1 и диаметр экранирующей нити d2, то d1>d2.
На фиг.1 чертежи (a)-(e) представляют собой сравнительные схемы малых осей металлокордов; (a) и (b) - случаи, когда d1=d2, (c)-(e) - случаи, когда d1>d2. Как показано на чертеже, размер малой оси металлокорда 10, имеющей структуру 2+N, причем 2≤N≤4 (на представленных схемах структуру 2+3), определяется диаметром экранирующей нити 2. Соответственно, как указывается ниже, делая диаметр d2 экранирующей нити 2 меньше диаметра d1 центральной нити 1, можно уменьшить малую ось поперечного сечения металлокорда. Таким образом, используя металлокорд, выполненный в соответствии с настоящим изобретением, в качестве упрочняющего элемента входящих в состав шины первого и второго брекерных слоев, мы можем уменьшить толщину брекерного слоя, сохраняя при этом расстояние между металлокордом первого брекерного слоя и металлокордом второго брекерного слоя. Таким образом, можно получить малый вес брекера без уменьшения противодействия брекера отделению кромки, то есть так называемой сопротивляемости отделению кромки брекера. Кроме того, поскольку уменьшается количество стали, используемой для металлокорда, может быть достигнуто снижение веса шины.
В металлокорде согласно настоящему изобретению отношение d1/d2, предпочтительно, составляет от 1,1 до менее 1,7. Как подробно описано ниже для нижеуказанной пневматической шины с радиальным расположением нитей корда, предлагаемой настоящим изобретением, при использовании металлокорда согласно настоящему изобретению в качестве упрочняющего элемента первого брекерного слоя и второго брекерного слоя брекера, входящего в состав шины, можно увеличить толщину внутренней части первого брекерного слоя и толщину наружной части второго брекерного слоя в радиальном направлении шины, сохранив при этом то же самое расстояние между металлокордом первого брекерного слоя и металлокордом второго брекерного слоя. За счет этого повышается долговечность присоединения брекерного слоя, и, вместе с тем, прочность брекера на разрыв также может быть повышена. Иными словами, если отношение d1/d2 составляет 1,7 или выше, сопротивляемость изгибу металлокорда 10 становится меньше, а также уменьшается износ экранирующих нитей за счет трения о центральную нить 1. С другой стороны, если отношение d1/d2 составляет менее 1,1, становится невозможно сохранить толщину G1 с внутренней стороны первого брекерного слоя и толщину G2 с внешней стороны второго брекерного слоя в радиальном направлении шины. Таким образом, предпочтительный диапазон значений для отношения d1/d2 составляет от 1,1 до 1,4.
При средней степени волнистости H1 центрального волокна 1 и средней степени волнистости H2 экранирующего волокна 2 выполненный в соответствии с настоящим изобретением металлокорд должен отвечать соотношению H1>H2. Здесь средняя степень волнистости H(%) центральной нити 1 и экранирующей нити 2 определяется формулой H(%)=Aave./(2×d1+d2)×100, где Aave. - средняя амплитуда A нити.
Средняя амплитуда Aave. означает среднюю величину максимального и минимального значений A1 и A2 амплитуды стальной нити, замеренных после распускания металлокорда. Физическое значение амплитуды нити поясняется с помощью фиг.2.
Обработанный элемент, представляющий собой материал брекерного слоя шины, в принципе изготовляют следующим образом: укладывают параллельно друг другу большое количество металлокордов и подкладывают вниз и кладут сверху невулканизированную резину с целью обрезинивания металлокорда. В металлокорде со структурой 2+N (где N составляет от 2 до 4), изготовленном с помощью крутильного станка с предварительной скруткой, скручивание центральной нити 1 и экранирующей нити 3 производится в противоположных направлениях. В частности, скрутка каждой нити со структурой M+N, удовлетворяющей отношению d1>d2, больше, чем разность скрутки каждой нити, у которой d1=d2.
На фиг.3 представлен частичный вид в разрезе обработанного элемента; (a) - случай, когда H1
Таким образом, в металлокорде согласно настоящему изобретению, как показано на фиг.3(b), задавая H1>H2 и обеспечивая часть, в которой в направлении по длине металлокорда центральная нить 1 и закрывающие слои резины 3a, 3b контактируют друг с другом, удается предотвратить вращение центральной нити вследствие закрутки, за счет чего удается избежать коробления обработанного элемента при его отрезании. Предпочтительный диапазон значений отношения H1/H2 составляет от 1,10 до 1,40.
В металлокорде согласно настоящему изобретению средняя степень волнистости H1(%) центральной нити 1 предпочтительно составляет от 70% до 110%. Если H1 менее 70%, может иметь место коробление обработанного элемента, обусловленное средней степенью волнистости H2 экранирующей нити 2, которая не является определяющей. С другой стороны, если H1 больше 110%, характеристики металлокорда 10 могут быть нестабильными, что нежелательно.
В металлокорде согласно настоящему изобретению диаметр d1 центральной нити 1 предпочтительно составляет от 0,16 до 0,32 мм, а диаметр d2 экранирующей нити 2 предпочтительно составляет от 0,12 до 0,29 мм. Если диаметр нити металлокорда больше вышеуказанных значений, даже если металлокорд согласно настоящему изобретению используется в качестве упрочняющего элемента, желаемого снижения веса можно не достичь. С другой стороны, если диаметр нити меньше вышеприведенных значений, прочность металлокорда может оказаться недостаточной.
Если металлокорд согласно настоящему изобретению используется в качестве упрочняющего элемента брекера, применяется стальная нить с прочностью на разрыв предпочтительно 2700 H/мм2 и более. В качестве стальной нити с высокой прочностью на растяжение, предпочтительно, могут использоваться нити с содержанием углерода, по меньшей мере, 0,72% по массе, в частности, по меньшей мере, 0,82% по массе. В настоящем изобретении такие параметры, как направление скрутки экранирующей нити 2 и шаг скручивания, конкретно не ограничиваются, и изготовление упрочняющего элемента брекера осуществляется с помощью стандартного способа.
Далее будет описана пневматическая шина с радиальным расположением нитей корда согласно настоящему изобретению.
На фиг.4 представлен вид в разрезе полупрофиля пневматической шины с радиальным расположением нитей корда согласно настоящему изобретению. Показанная шина содержит коронную зону 11, расположенную на коронной области каркаса и образующую поверхность соприкосновения с почвой, две боковины 12, которые, продолжаясь, плавно переходят в боковые стороны коронной зоны 11 и уходят внутрь в радиальном направлении шины, и борт 13 шины, переходящий во внутреннюю окружность боковины 12.
Коронная зона 11, боковина 12 и борт 13 шины усилены каркасом 14, состоящим из одного каркасного слоя, проходящего тороидально от одного борта 13 к другому борту 13 шины. Коронная зона 11 усилена брекером, состоящим, по меньшей мере, из двух слоев, в показанном способе осуществления, из первого брекерного слоя 15a и второго брекерного слоя 15b, расположенных с внешней стороны коронной области каркаса 14 в радиальном направлении шины, что будет более подробно рассмотрено ниже. В данном случае каркас 14 может состоять из нескольких каркасных слоев и органических волокон, проходящих практически перпендикулярно направлению по окружности шины, например, под углом от 70 до 90°.
В шине согласно настоящему изобретению как первый брекерный слой 15a, так и второй брекерный слой 15b выполнены таким образом, что металлокорды для армирования резиновых изделий, содержащие центральную жилу, сформированы путем расположения двух центральных нитей параллельно друг другу без скручивания и количества N (2≤N≤4) экранирующих нитей, закрученных вокруг центральной жилы (причем если диаметр центральной нити d1 и диаметр экранирующей нити d2, то d1>d2), встроенных в закрывающие слои резины параллельно направлению по ширине шины, таким образом, что большая ось ориентирована в направлении по ширине шины. При использовании металлокорда согласно настоящему изобретению обеспечивается малая толщина брекерного слоя при сохранении расстояния между металлокордом первого брекерного слоя 15a и металлокордом второго брекерного слоя 15b. Таким образом, можно получить малый вес брекера без уменьшения противодействия брекера отделению кромки, то есть так называемой сопротивляемости отделению кромки брекера. Кроме того, поскольку уменьшается количество стали, используемой для металлокорда, может быть достигнуто снижение веса шины.
На фиг.5 представлен увеличенный частичный вид в разрезе брекера пневматической шины с радиальным расположением нитей корда; (a) - обычная шина; (b) - шина, выполненная в соответствии с настоящим изобретением. Как показано на фиг.5(a), металлокорд 10 со структурой 2+N (2≤N≤4; в показанном способе осуществления N=3) имеет больший диаметр корда в продольном направлении, если экранирующая нить 2 ориентирована продольно (в радиальном направлении шины). Однако как показано на фиг.5(b), поскольку в металлокорде шины согласно настоящему изобретению d1>d2, увеличение диаметра корда в продольном направлении по сравнению с обычным металлокордом может быть сдержано. В результате, толщина G1 внутренней части первого брекерного слоя 15a в радиальном направлении шины и толщина G2 внутренней части второго брекерного слоя 15b в радиальном направлении шины могут быть увеличены при сохранении того же самого расстояния D между металлокордом первого брекерного слоя 15a и металлокордом второго брекерного слоя 15b и сохранении той же сопротивляемости отделению кромки брекера. При этом прочность сцепления пояса может быть повышена.
В пневматической шине с радиальным расположением нитей корда согласно настоящему изобретению отношение d1/d2, предпочтительно, составляет от 1,1 до менее 1,7. При удовлетворении данного соотношения срок службы присоединения брекерного слоя может быть увеличен при сохранении прочности брекера на разрыв. Иными словами, если отношение d1/d2 составляет 1,7 или выше, сопротивляемость изгибу металлокорда 10 становится меньше, а также в некоторых случаях уменьшается износ экранирующих нитей за счет трения о центральную нить 1. С другой стороны, если отношение d1/d2 составляет менее 1,1, в некоторых случаях становится невозможно сохранить толщину G1 с внутренней стороны первого брекерного слоя и толщину G2 с внешней стороны второго брекерного слоя в радиальном направлении шины. Таким образом, предпочтительный диапазон значений для отношения d1/d2 составляет от 1,1 до 1,4.
Далее, при средней степени волнистости H1 центральной нити 1 и средней степени волнистости H2 экранирующей нити 2 металлокорд пневматической шины с радиальным расположением нитей корда, выполненной в соответствии с настоящим изобретением, предпочтительно должен отвечать соотношению H1>H2. Это обусловлено тем, что, поскольку обработанный элемент, для которого используется металлокорд согласно настоящему изобретению, не подвержен короблению и сам корд обладает стабильными характеристиками, данный обработанный элемент может отлично применяться при изготовлении шины.
В шине согласно настоящему изобретению сформирован перекрестный брекер путем ламинирования первого брекерного слоя 15a и второго брекерного слоя 15b таким образом, что корды данных слоев пересекаются друг с другом, предпочтительно, прослаивая экваториальную плоскость. С внешней стороны первого брекерного слоя 15a и второго брекерного слоя 15b в радиальном направлении шины может быть выполнен еще один брекерный слой или брекерный слой в направлении по окружности, состоящий из слоя обрезиненных кордов, ориентированных практически по окружности шины. В качестве такого корда предпочтительно используется корд из органического волокна. Например, можно использовать корд, изготовленный из полиэфирного волокна, нейлонового волокна, арамидного волокна или поликетонного волокна.
В шине согласно настоящему изобретению диаметр d1 центральной нити 1 предпочтительно составляет от 0,16 до 0,32 мм, а диаметр d2 экранирующей нити 2 предпочтительно составляет от 0,12 до 0,29 мм. При диаметре нити более указанного выше диапазона желаемого снижения веса можно не получить. С другой стороны, если диаметр нити меньше вышеприведенных значений, прочность металлокорда может оказаться недостаточной.
На фиг.6 представлен увеличенный частичный вид в разрезе, показывающий вблизи конечную часть брекерного слоя согласно пригодному варианту исполнения пневматической шины с радиальным расположением нитей корда согласно настоящему изобретению. Как видно из чертежа, в шине согласно настоящему изобретению толщина He резинового слоя между металлокордами 16 первого брекерного слоя 15a и второго брекерного слоя 15b в конечной части второго брекерного слоя 15b, предпочтительно, больше, чем толщина Hc в центральной части шины. Как правило, толщина He составляет от 1,3 до 3,0 толщины HC, предпочтительно, от 1,8 до 2,6 толщины Hc. Наличие резины 17 большой толщины между брекерными слоями в конечной части брекерных слоев обеспечивает дальнейшее увеличение срока службы брекера. При значении меньше 1,3 получение такого эффекта может оказаться затруднительным. С другой стороны, при значении больше 3,0 снижение веса шины может оказаться недостаточным.
В шине согласно настоящему изобретению, с точки зрения снижения веса шины и увеличения ее срока службы, предпочтительные значения t1, t2 толщины брекерных слоев составляют от 0,85 до 1,65 мм, более предпочтительно, от 0,95 до 1,35 мм (см. фиг.6). При значении толщины t1, t2 брекерных слоев менее 0,85 мм в некоторых случаях оказывается невозможным получить достаточную продолжительность срока службы; с другой стороны, когда толщины t1, t2 брекерных слоев составляют больше 1,65 мм, в некоторых случаях невозможно получить желаемое снижение веса шины.
Далее, в шине согласно настоящему изобретению плотность кордной ткани металлокорда в брекере предпочтительно составляет от 22 до 57 на 50 мм. При плотности кордной ткани меньше вышеуказанного диапазона прочность брекера на растяжение может оказаться недостаточной или понизится жесткость брекера, что является нежелательным. С другой стороны, если плотность кордной ткани больше вышеуказанного диапазона, становится трудно сохранить кордный интервал, что делает более вероятным отделение кромки брекера, и срок службы брекера может сократиться.
В шине согласно настоящему изобретению для обеспечения прочности брекера применяется стальная нить с прочностью на разрыв предпочтительно 2700 H/мм2 и более. В качестве стальной нити с высокой прочностью на растяжение, предпочтительно, могут использоваться нити с содержанием углерода, по меньшей мере, 0,72% по массе, в частности, по меньшей мере, 0,82% по массе. В настоящем изобретении такие параметры, как направление скрутки экранирующей нити 2 и шаг скручивания, конкретно не ограничиваются, и изготовление упрочняющего элемента брекера осуществляется с помощью стандартного способа.
В пневматической шине с радиальным расположением нитей корда согласно настоящему изобретению, при условии что конструкция брекера отвечает вышеуказанным требованиям, другие конкретные параметры шины практически не ограничиваются. Пневматическая шина с радиальным расположением нитей корда согласно настоящему изобретению может соответствующим образом использоваться в качестве автомобильной шины. В качестве газа, которым заполняют данную шину, может использоваться обычный атмосферный воздух с регулируемым парциальным давлением кислорода или инертный газ, такой как азот, аргон или гелий.
Примеры
Далее настоящее изобретение будет подробно описано с помощью примеров.
<Образцы с 1-1 по 1-10 и сравнительные образцы с 1-1 по 1-6>
Были изготовлены шины размером 195/65R15 с использованием металлокорда в качестве упрочняющего элемента брекера, со структурой, указанной в представленных ниже таблицах 1-4. Брекер шины включал в себя три брекерных слоя; металлокорд, представленный в таблицах 1-4 ниже, был использован в первом и втором брекерных слоях. Угол имплантации металлокорда был принят равным ±26° относительно направления по окружности шины. В качестве внешнего брекерного слоя был использован брекерный слой в направлении по окружности шины, сформированный путем обрезинивания органического волокна, ориентированного практически параллельно направлению по окружности шины. Для каждой полученной шины производилась оценка описанным ниже способом срока службы (сопротивляемости отделению кромки брекера) и веса шины.
<Образцы 1-11, 1-12 и сравнительные образцы 1-7, 1-8>
Были изготовлены шины размером 265/70R16 с использованием металлокорда в качестве упрочняющего элемента брекера, со структурой, указанной в представленной ниже таблице 5. Брекер шины включал в себя три брекерных слоя; металлокорд, представленный в таблице 5 ниже, был использован в первом и втором брекерных слоях. Угол имплантации металлокорда был принят равным ±24° относительно направления по окружности шины. В качестве внешнего брекерного слоя был использован брекерный слой в направлении по окружности шины, сформированный путем обрезинивания органического волокна, ориентированного практически параллельно направлению по окружности шины. Для каждой полученной шины производилась оценка описанным ниже способом срока службы (сопротивляемости отделению кромки брекера) и веса шины.
<Срок службы>
Каждая тестируемая шина была смонтирована на стандартном ободе, соответствующем стандартам Ассоциации производителей автомобильных шин Японии (JATMA), накачана до внутреннего давления 210 кПа и установлена на пассажирском транспортном средстве. Транспортное средство было нагружено нагрузкой, в два раза превышающей нормальную, и совершило пробег 20000 км по дорожному покрытию. Затем шина была разрезана с целью сравнения длины отделения в области конечной части корда. Индексация была произведена для образцов от 1-1 до 1-4 и сравнительного образца 1-2 относительно сравнительного образца 1-1, для образца 1-5 и сравнительного образца 1-4 относительно сравнительного образца 1-3, для образцов 1-6 и 1-7 относительно сравнительного образца 1-5, для образцов от 1-8 до 1-10 относительно сравнительного образца 1-6, для образцов 1-11, 1-12 и сравнительного образца 1-8 относительно сравнительного образца 1-7, и в то же время была произведена оценка, при которой знак "o" выставляли, если срок службы был таким же или лучше, чем в стандартной шине, и знак "×" выставляли, если срок службы был меньше, чем у стандартной шины. Комбинации полученных результатов представлены в таблицах 1-5. Чем меньше индекс, тем больше срок службы.
<Вес шины>
Был измерен вес каждой шины. Для образцов от 1-1 до 1-4 и сравнительного образца 1-2 относительно сравнительного образца 1-1, для образца 1-5 и сравнительного образца 1-4 относительно сравнительного образца 1-3, для образцов 1-6 и 1-7 относительно сравнительного образца 1-5, для образцов от 1-8 до 1-10 относительно сравнительного образца 1-6, для образцов 1-11, 1-12 и сравнительного образца 1-8 относительно сравнительного образца 1-7, если вес шины уменьшился не менее чем на 200 г, для образца шины проставляли знак "⓪", и если вес шины уменьшился на величину от 100 г до 200 г, для образца шины проставляли знак "o". Полученные результаты представлены в таблицах 1-5.
<Общая оценка>
Если в оценке срока службы и уменьшения веса шины не было знака "×", общая оценка обозначалась знаком "o"; если же в одном из вышеупомянутых параметров присутствовал знак "×", общая оценка также обозначалась знаком "×".
<Образцы от 2-1 до 2-6 и сравнительные образцы от 2-1 до 2-4>
Были изготовлены шины размером 195/65R15 с использованием металлокорда в качестве упрочняющего элемента брекера, со структурой, указанной в представленных ниже таблицах 6-8. Брекер шины включал в себя три брекерных слоя; металлокорд, представленный в таблицах 6-8 ниже, был использован в первом и втором брекерных слоях. Угол имплантации металлокорда был принят равным ±26° относительно направления по окружности шины. В качестве внешнего брекерного слоя был использован брекерный слой в направлении по окружности шины, сформированный путем обрезинивания органического волокна, ориентированного практически параллельно направлению по окружности шины. Для каждой полученной шины производилась оценка описанным ниже способом срока службы (сопротивляемости отделению кромки брекера) и веса шины.
<Срок службы>
Каждая тестируемая шина была смонтирована на стандартном ободе, соответствующем стандартам Ассоциации производителей автомобильных шин Японии (JATMA), накачана до внутреннего давления 210 кПа и установлена на пассажирском транспортном средстве. Транспортное средство было нагружено нагрузкой, в два раза превышающей нормальную, и совершило пробег 20000 км по дорожному покрытию. Затем шина была разрезана с целью сравнения длины отделения в области конечной части корда. Индексация была произведена для образцов от 2-1 до 2-3 и сравнительного образца 2-2 относительно сравнительного образца 2-1, для образца 2-4 относительно сравнительного образца 2-3, для образцов от 2-5 до 2-6 относительно сравнительного образца 2-4, и в то же самое время производилась оценка, при которой знак "o" выставляли, если срок службы был таким же или больше, чем у стандартной шины, и знак "×" выставляли, если срок службы был меньше, чем у стандартной шины. Комбинации полученных результатов представлены в таблицах 6-8. Чем меньше индекс, тем больше срок службы.
<Вес шины>
Был измерен вес каждой шины. Для образцов от 2-1 до 2-3 и сравнительного образца 2-2 относительно сравнительного образца 2-1, для образца 2-4 относительно сравнительного образца 2-3, для образцов 2-5 и 2-6 относительно сравнительного образца 2-4, если вес шины уменьшился не менее чем на 100 г, для образца шины проставляли знак "⓪", и если вес шины уменьшился на величину от 50 г до 100 г, для образца шины проставляли знак "o", и если вес шины уменьшился на величину менее 50 г, для образца шины проставляли знак "×". Комбинации полученных результатов представлены в таблицах 6-8.
<Усталостное разрушение корда>
После того как каждая тестируемая шина была смонтирована на стандартном ободе, соответствующем стандартам JATMA, к ней была приложена нагрузка, в 1,05 раза более высокая, чем нормальная нагрузка, и шина была накачана до внутреннего давления 100 кПа. Используя транспортное средство с автоматической системой управления, способной выполнять вождение по "восьмерке", было произведено 300 циклов "восьмерки" с ускорением на поворотах с нагрузкой 0,7G, на скорости 25 км/час, после чего шину разрезали с целью оценки прочности брекера на разрыв. Индексируемая частота разрывов металлокорда в образцах от 2-1 до 2-3 и в сравнительном образце 2-2 относительно сравнительного образца 2-1 составила 100, в образце 2-4 относительно сравнительного образца 2-3 она составила 100, и в образцах 2-5 и 2-6 относительно сравнительного образца 2-5 она также составила 100. Если значение частоты разрыва металлокорда было меньше 100, образец оценивался знаком "⓪" ("хорошо"), если частота разрыва составляла от 100 до 110, образец оценивали знаком "o" ("аналогично"), и если частота разрыва металлокорда составляла больше 110, образец оценивался знаком "×" ("неудовлетворительно"). Комбинации полученных результатов представлены в таблицах 6-8. Чем меньше значение, тем лучше сопротивляемость корда усталостному разрушению.
<Надежность адгезии>
Для каждой тестируемой шины был выполнен практический пробег длиной 50000 км при нормальном внутреннем давлении накачки в регионе с высокой температурой и высокой влажностью. Затем было выполнено отделение резины от четырех металлокордов при комнатной температуре с целью оценки надежности адгезии по количеству оставшейся присоединенной резины. Для образцов от 2-1 до 2-3 и для сравнительного образца 2-2 относительно сравнительного образца 2-1, для образца 2-4 относительно сравнительного образца 2-3 и для образцов 2-5 и 2-6 относительно сравнительного образца 2-4, если количество присоединенной резины было большим, выставляли оценку "⓪" ("хорошо"), если количество присоединенной резины было таким же, выставляли оценку "o", и если количество присоединенной резины было небольшим, выставляли оценку "×" ("неудовлетворительно"). Комбинации полученных результатов представлены в таблицах 6-8. Чем больше значение, тем лучше надежность адгезии.
<Коробление обработанного элемента>
Был изготовлен обработанный элемент путем закладки параллельно друг другу нескольких металлокордов со структурой, указанной в нижеприведенных таблицах 6-8, чтобы получить плотность кордной ткани, указанную в тех же таблицах, и закрытия данных металлокордов сверху и снизу невулканизированной резиной. Каждый полученный обработанный элемент был разрезан, и при этом наблюдали, происходит или нет его поднятие. Для образцов от 2-1 до 2-3 и для сравнительного образца 2-2 относительно сравнительного образца 2-1, для образца 2-4 относительно сравнительного образца 2-3 и для образцов 2-5 и 2-6 относительно сравнительного образца 2-4 при улучшении характеристик коробления проставляли оценку "o", если коробление обработанного элемента было таким же или сильнее, проставляли оценку "×". Полученные результаты представлены в таблицах 6-8.
<Стабильность характеристик корда>
Металлокорд со структурой, указанной в таблицах 6-8, был разрезан посредством резки выплавлением на куски длиной 1 м. С помощью проектора изображение испытуемого образца увеличивали в 20 раз с целью определения степени поднятия экранирующей нити относительно центральной нити. Для образцов от 2-1 до 2-3 и для сравнительных образцов 2-2 и 2-3 относительно сравнительного образца 2-1, для образца 2-4 относительно сравнительного образца 2-4 и для образцов 2-5 и 2-6 относительно сравнительного образца 2-6 при улучшении стабильности характеристик корда проставлялась оценка "o", если коробление обработанного элемента было таким же или больше, проставлялась оценка "×". Полученные результаты представлены в таблицах 6-8.
<Общая оценка>
При наличии только знаков "⓪" в оценке веса шины, усталостного разрушения корда и надежности адгезии общая оценка была "⓪"; при наличии только знаков "⓪" и "o" общая оценка была "o"; при отсутствии знаков "⓪" делалась общая оценка "△"; и при наличии только знака "×" в предыдущих оценках делали общую оценку "×". Полученные результаты представлены в таблицах 6-8.
<Образцы 3-1 - 3-5 и сравнительный образец 3-1>
Был изготовлен обработанный элемент путем закладки параллельно друг другу нескольких металлокордов со структурой, указанной в нижеприведенной таблице 9, чтобы получить плотность кордной ткани, указанную в тех же таблицах, и закрытия данных металлокордов сверху и снизу невулканизированной резиной. Толщина обработанного элемента была принята равной 1,20 мм. Для полученного обработанного элемента была произведена оценка характеристик коробления и стабильности характеристик корда по указанной ниже методике.
<Коробление обработанного элемента>
Каждый полученный обработанный элемент был разрезан, и при этом наблюдали, происходит или нет его поднятие. Относительно сравнительного образца 3-1, если характеристики коробления обработанного элемента улучшались, выставляли оценку "o"; если характеристики коробления обработанного элемента оставались такими же или ухудшались, выставлялась оценка "×". Полученные результаты приведены в таблице 9.
<Стабильность характеристик корда>
Металлокорд со структурой, указанной в таблице 9, был разрезан посредством резки выплавлением на куски длиной 1 м. С помощью проектора изображение испытуемого образца увеличивали в 20 раз с целью определения степени поднятия экранирующей нити относительно центральной нити. Относительно сравнительного образца 3-1, если стабильность характеристик корда улучшалась, выставляли оценку "o"; если характеристики коробления обработанного элемента оставались такими же или ухудшались, выставлялась оценка "×". Полученные результаты приведены в таблице 9.
<Общая оценка>
Если в оценке характеристик коробления обработанного элемента и стабильности характеристик корда не было знака "×", общая оценка обозначалась знаком "o"; если же в одном из вышеупомянутых параметров присутствовал знак "×", общая оценка также обозначалась знаком "×".
Результаты, представленные в таблицах 1-8, подтвердили, что металлокордом для армирования резиновых изделий согласно настоящему изобретению являлся металлокорд, применение которого в брекере шины обеспечивает снижение веса без сокращения срока службы шины. Результаты, приведенные в таблице 9, подтвердили, что металлокорд для армирования резиновых изделий согласно настоящему изобретению обеспечивает отличные характеристики обработанного элемента после обрезинивания.
Реферат
Металлокорд содержит центральную жилу, образованную двумя расположенными параллельно друг другу центральными нитями 1 без скручивания, и N (2≤N≤4) экранирующих нитей 2, скрученных вместе вокруг центральной жилы. При диаметре d1 центральной нити 1 и диаметре d2 экранирующей нити 2 d1>d2, при этом отношение d1/d2 составляет от 1,1 до менее чем 1,7. Технический результат - улучшение характеристик армированных резиновых изделий, а также снижение веса шины без сокращения ее срока службы. 2 н. и 12 з.п. ф-лы, 6 ил., 9 табл.
Комментарии