Шланг жидкостный, армированный композиционной нитью - RU2434175C2
Код документа: RU2434175C2
Чертежи


Описание
Уровень техники
Настоящее изобретение относится к транспортировочному шлангу, содержащему композиционную армирующую нить, причем армирующая нить содержит со-пара-арамидную сополимерную нить и мета-арамидную нить, скрученные вместе.
Гибкий шланг низкого давления используется для транспортировки жидкости во многих технических устройствах, таких как автомобильные радиаторы, обогревательные шланги и воздухонагнетательные шланги для присоединения турбокомпрессоров к теплообменникам промежуточного охлаждения заряда («CAC»). Под шлангом «низкого давления» подразумевается такой шланг, который согласно общим требованиям, существующим в данной области техники, испытывает максимальное рабочее давление в пределах примерно до 20 бар или примерно до 350 psi. При этом гибкость такого шланга позволяет ему адаптироваться к перемещению, вибрации, неточностям позиционирования при установке, температурному расширению и сокращению. Эта гибкость обеспечивается каучуковым материалом, эластомером и/или пластиковыми материалами, используемыми для выполнения основы данного шланга. При этом армирование такого шланга является необходимым для того, чтобы он мог выдерживать воздействующее на него внутреннее давление и/или противостоять воздействию внешних сил. Обычно в качестве армирующих материалов шлангов используются текстильные нити или ткани, пластики и металлы. Эти армирующие материалы прокладываются в один или несколько слоев между внутренним трубчатым элементом и внешним покрытием шланга. Армирующие материалы из текстильной нити накладываются на внутренний трубчатый элемент в виде оплетки, обвязки, обмотки по спирали или обвивки в один или несколько слоев. При этом обвязывающее армирование обеспечивает меньшую прочность, чем оплетка, спиральная обмотка или обвивка, а также оно имеет тенденцию распускаться при обрыве нити. Кроме того, обвязывающее армирование приводит к образованию петлистой структуры очень малого радиуса изгиба с высокими силами сжатия на внутренней стороне этих сгибов, что приводит к изломам и уменьшению прочности на разрыв в высокомодульных волокнах, таких как пара-арамиды. В процессе обвязывания одни нитяные петли обвязываются другими нитями, создавая, таким образом, точки трения, где эти нити могут прорезать или истирать друг друга. Потеря прочности во время нитяной обвязки является значительной, так что в результате шланг, обвязанный с целью его армирования пара-арамидной нитью, не обладает изначальной прочностью к разрыву, которую можно было бы ожидать от такого армирования. Однако армирующие обвязки зачастую являются предпочтительными для шлангов специфичной формы или изогнутых шлангов низкого давления, поскольку нитяное обвязывание обеспечивает очень гибкий тип тканевого армирования.
В настоящее время требования, предъявляемые к таким техническим показателям шланга, как динамическая усталостная прочность, термостойкость и способность выдерживать внутреннее давление, в некоторых случаях его применения значительно возросли. А потребность к сокращению затрат на его изготовление существовала всегда. Например, в таких областях, как современное автомобилестроение, включая грузовые автомобили, технические требования к таким шлангам, как шланги радиаторов, охладительные шланги, шланги CAC, заметно возросли. Обладающие большей прочностью модульные кордные материалы, включая те, которые выполнены из полиэтиленнафталата (PEN), поли(п-фенилена-2,6-бензобизоксазола) (PBO), пара-арамида, углерода или жидкого кристаллического полимера (LCP), как известно, могут выдерживать большее давление, но при этом они проявляют относительно низкую динамическую усталостную прочность, особенно после процесса обвязывания, и когда они туго натянуты при сгибании в местах трения, как об этом указано выше в связи с упоминанием процесса обвязки. Обычный доступный шланг CAC имеет несколько армирующих слоев из обвивочной ткани и/или металлических армирующих полос, чтобы достичь удовлетворительных показателей разрывного давления. К известным текстильным материалам, используемым для шланга CAC, относится многослойное тканое стекловолокно, многослойный NOMEX® или полиэстер, тканевые слои материала KEVLAR® или пара-арамида TWARON® в смеси с мета-арамидом NOMEX®. К известным текстильным материалам для изготовления шлангов обогревателя относятся армирующие оплетки из нейлона, материалов KEVLAR® и NOMEX®.
Арамидные волокна находят широкое применение при армировании шлангов. Один такой пример описан в патенте US № 6742545, где многочисленные армирующие слои и защитные оболочки объединены вместе, и при этом предлагается целый ряд материалов, включая арамиды, для выполнения промышленного транспортировочного шланга высокого давления, способного выдерживать высокие внешние нагрузки. В данном документе не содержится предложений о том, как улучшить показатели более простого, армированного арамидными нитями шланга низкого давления, не добавляя к нему при этом дополнительных армирующих слоев.
Чтобы улучшать остаточную после эксплуатации прочность изделия, используют композиционные кордные материалы, выполненные из стержневой нити и оболочки из скрученных нитей, уложенных слоями вокруг данной стержневой нити. Такой пример приведен в патенте US № 4912902. В этом случае предпочтение отдается арамидной оболочке, которая придает данному корду высокую прочность, но при этом не решает проблему самореза, свойственную обвязочному армированию. К тому же, создание такой кордно-кожуховой структуры увеличивает стоимость и/или сложность данного армирования.
В области техники, не имеющей отношения к данной теме, известен способ комбинирования различных, обладающих высокими показателями огнеупорных волокон, таких как пара- и мета-арамиды, для улучшения показателей огнестойкости, воздухопроницаемости и гибкости вязаных материалов, использованных в защитной одежде или обивочных тканях. Пример тому патент US № 5091243, в котором кордно-кожуховые нити, имеющие стержневую нить из стекла, материалов KEVLAR®, NOMEX®, углерода, полибензимидазола, металла и др. или их смеси, а кожух, выполненный из длинноволокнистого хлопка, полиэстера, искусственного волокна, шерсти или других подобных материалов, используются в огнестойкой обивочной ткани. При этом не известно примеров или предложений использования огнестойких тканей в качестве герметизирующих армирующих материалов в шлангах для транспортировки жидкостей с целью улучшения динамических показателей этих шлангов.
Таким образом, предшествующий уровень техники не раскрывает армирующий нитяной материал, обладающий достаточной прочностью и гибкостью, чтобы выдержать процесс обвязки и предоставить армированный обвязанной нитью шланг, обладающий хорошей импульсной усталостной прочностью и удовлетворительной прочностью к разрыву, который бы соответствовал современным требованиям автомобилестроения, предъявляемым к жидкостным шлангам низкого давления. Этот уровень техники также не предлагает жидкостного шланга низкого давления, армированного обвязанной нитью, которая содержала бы композиционную нить, состоящую из смеси co-пара-арамидных и мета-арамидных волокон.
Раскрытие изобретения
В настоящем изобретении предлагается нить с улучшенными качествами для обвязывающего армирования гибкого шланга с целью улучшения его свойств, проявляемых в динамическом применении в условиях давления, вибрации и теплового излучения. В настоящем изобретении предлагается жидкостный шланг низкого давления с улучшенными показателями импульсной усталостной прочности. Согласно настоящему изобретению, гибкий шланг может содержать трубчатый элемент, вязаную ткань и покрытие; где при этом указанная вязаная ткань содержит композиционную нить, имеющую первую нить, состоящую из co-пара-арамидных волокон, и вторую нить, состоящую из мета-арамидных волокон. Данные co-пара-арамидные и мета-арамидные нити могут быть скручены, сложены или смешаны вместе, чтобы образовать единую композиционную армированную нить для шланга. При этом показатель крутки данной композиционной нити может составлять примерно до 5 TPI (кручений на дюйм). При этом данная co-пара-арамидная нить может быть представлена со-поли(п-фенилентерефталамидом/3,4'-оксидифенилентерефталамидом) или волокном TECHNORA®, а мета- арамидная нить может быть представлена поли(м-фениленизофталамидом) или волокном NOMEX®. Данная композиционная нить может иметь поверхность, содержащую как co-пара-арамидные волокна, так и мета-арамидные волокна. Данная вязаная ткань может располагаться между трубчатым элементом и покрытием и/или может быть заделана в один из слоев данного шланга. Один или несколько слоев вязаной ткани или композиционной нити могут представлять собой основной армирующий элемент шланга. При этом вязаная армированная ткань может содержать примерно от 50 до 200 петель на фут.
Согласно варианту настоящего изобретения устройство шланга или система транспортировки жидкости могут содержать один или несколько секций шланга по изобретению, фитинги и/или соединительные элементы, жидкостное устройство и/или другие им подобные элементы. При этом данный инновационный шланг может быть радиаторным шлангом, шлангом обогревателя или шлангом CAC.
В настоящем изобретении также предлагается способ, содержащий соединение, по меньшей мере, первой основной нити, содержащей co-пара-арамидное волокно, и второй основной нити, содержащей мета-арамидное волокно, для образования композиционной нити; формирование трубчатого элемента; вязку композиционной нити с целью выполнения на этом трубчатом элементе армирующего тканевого слоя; и формирование покрытия вокруг данного трубчатого элемента и тканевого слоя. Этот способ может также содержать этап адгезивной обработки первой и/или второй основной нити и/или композиционной нити, этап скручивания композиционной нити до показателя крутки, составляющего примерно 5 TPI, и/или этап вязки с показателями, составляющими примерно от 50 до 200 петель на фут.
Выше было приведено довольно общее описание особенностей и технических преимуществ настоящего изобретения, служащее для лучшего понимания подробного описания этого изобретения, которое следует ниже. Дополнительные особенности и преимущества настоящего изобретения будут описаны далее, образуя предмет формулы этого изобретения. Специалисты в данной области техники смогут оценить тот факт, что сама концепция и конкретные варианты данного изобретения, раскрытого в данном тексте, могут служить основой для модификации или разработки других конструкционных решений для достижения тех же целей, что были поставлены перед настоящим изобретением. Специалистам в данной области следует также понимать, что такие эквивалентные конструкционные решения не выходят за рамки настоящего изобретения, как оно изложено в приданной формуле изобретения. При этом те инновационные особенности, которые считаются характерными для данного изобретения как в организационном, так и в практическом плане, вместе с другими целями и преимуществами будут лучше поняты из следующего ниже описания, сопровождающегося приданными чертежами. Однако следует понимать, что каждый из этих чертежей предоставляется только для иллюстрации и описания и не предназначен служить неким ограничителем настоящего изобретения.
Краткое описание чертежей
Сопровождающие чертежи, которые включены сюда и составляют часть описания, иллюстрируют варианты настоящего изобретения и вместе с описанием призваны объяснить принципы настоящего изобретения. При этом в данных чертежах подобные ссылочные позиции обозначают подобные элементы.
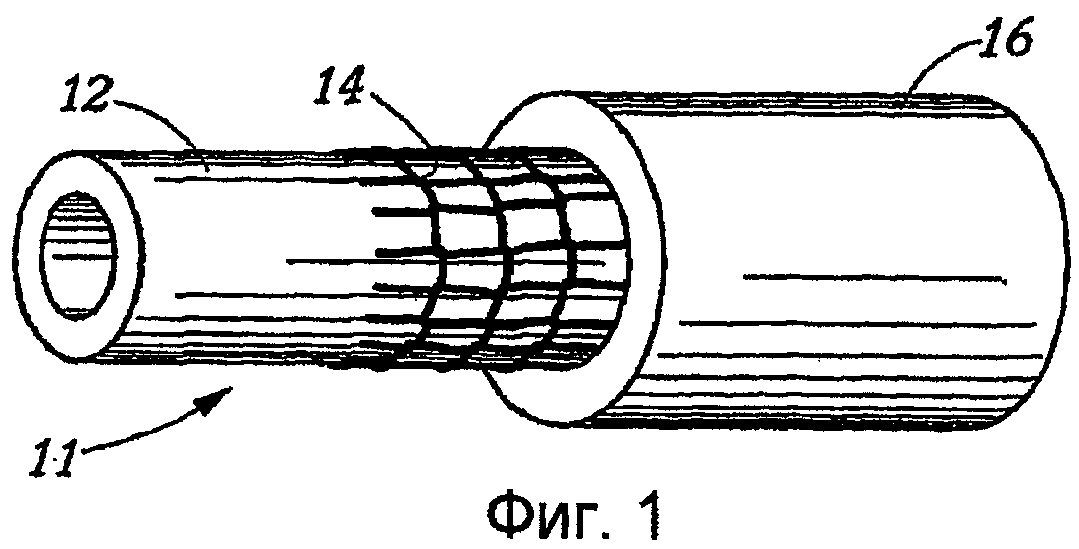
Фиг.1 - вид в перспективе с демонстрацией сечения частей шланга, выполненного согласно настоящему изобретению.
Фиг.2 - схематичный вид системы всасывания турбокомпрессора, где использован шланг варианта осуществления настоящего изобретения; и
Фиг.3 - вид композиционной нити, выполненной согласно одному варианту осуществления настоящего изобретения.
Осуществление изобретения
На Фиг.1 показан шланг, выполненный согласно одному варианту осуществления настоящего изобретения. Шланг 11 содержит внутренний трубчатый элемент 12, армирующий материал 14, которым обвязан внутренний трубчатый элемент 12, внешнее покрытие 16, размещенное поверх этого вязаного армирующего материала 14 и внутреннего трубчатого элемента 12. При этом внутренний трубчатый элемент 12 может содержать один или несколько слоев, состоящих из одного или нескольких гибких материалов, таких как эластомер или пластмасса. Внутренний поверхностный материал этого трубчатого элемента может быть выбран таким образом, чтобы противостоять воздействию жидкостей и условий среды внутри этого шланга. При этом покрытие 16 может быть выполнено из одного или нескольких подходящих гибких эластомеров или пластиков, способных противостоять внешним воздействиям среды. Трубчатый элемент 12 и покрытие 16 могут быть выполнены из одного и того же материала. Шланг 11 может быть выполнен такими способами, как формование, обмотка и/или экструзия.
Согласно настоящему изобретению, армирующий материал 14 содержит композиционную нить. На Фиг.3 показан вариант осуществления композиционной нити, выполненной согласно настоящему изобретению. При этом основная нить 32 содержит одиночные нити или волокна 34, состоящие из co-пара-арамида и, как показано на чертеже, она может быть скручена вместе с основной нитью 36, которая содержит одиночные нити или волокна 38, состоящие из мета-арамида, чтобы в результате получить композиционную нить 30. В данном контексте словосочетание «основная нить» относится к пучку одиночных нитей или волокон в том виде, в котором его получают от изготовителя. При этом основная нить может быть крученой или некрученой. Словосочетание «композиционная нить» относится к комбинации, по меньшей мере, двух основных нитей, состоящих из различных волоконных материалов, которые были объединены, сложены, скручены или свиты вместе в одну нить, по меньшей мере, за одну операцию соединения или смески. Причем количество круток, если таковые имеются, определяются числом витков на дюйм («TPI»). Как показано на Фиг.3, относительные размеры двух данных основных нитей могут быть примерно одинаковыми, но и другие относительные размеры также не выходят за рамки настоящего изобретения, о чем пойдет речь ниже. Армирующий материал 14, композиционная нить 30 и/или основная нить 32 и/или 36 могут подвергаться адгезивной обработке или проявлять в некоторой степени способность непосредственного прилипания эластомерных или пластиковых слоев к армирующему материалу. В альтернативном варианте могут использоваться неподверженные обработке армирующие материалы и/или нити, и склеивание в этом случае будет являться, прежде всего, результатом прохождения клея через эластомер или пластиковый материал, т.е. механической адгезией. Таким образом, армирующий материал 14 может быть заделан в слой гибкого материала шланга или же между двумя слоями материала, из которого выполнен шланг, например, между трубчатым элементом 12 и покрытием 16.
Данная композиционная нить может быть выполнена, по меньшей мере, из одной основной нити co-пара-арамидных волокон и, по меньшей мере, одной основной нити мета-арамидных волокон, которые объединены вместе любым подходящим для этого способом в такую нить, которую затем используют для вязания и которая выполняется так, чтобы находиться в контакте, по меньшей мере, с некоторым участком шланга, или которая заделана в эластомерный участок этого шланга.
Под арамидным материалом подразумевается длинная цепочка синтетического ароматического полиамида, имеющего амидные связи, прикрепленные непосредственно к двум ароматическим кольцам или в пара- или мета-положении. При этом пара-арамиды, например, включают поли(пара-фенилентерефталамид)(PPD-T), поли(п-бензамид) или им подобные и волокна, которые продаются, например, под торговой маркой KEVLAR от фирмы E.I. DuPont de Nemours and Company и под торговой маркой TWARON от фирмы Teijin Ltd. Мета-арамиды включают, например, поли(мета-фенилен изофталамид) («MPIA»), которые в виде волокон продаются под торговой маркой NOMEX от фирмы E.I. DuPont de Nemours and Company и под торговой маркой TEIJINCONEX от Teijin Ltd. Co-пара-арамиды представляют собой сополимеры двух или большего количества различных пара-арамидных мономеров, например, со-поли(п-фенилентерефталамид и 3,4'-оксидифенилентерефталамид), волокна которых продаются под торговой маркой TECHNORA от Teijin Ltd. Таким образом, просматривается разница между пара-арамидами и co-пара-арамидами. В настоящем изобретении подходящая co-пара-арамидная нить содержит волокно TECHNORA®, а подходящая мета-арамидная нить содержит волокно NOMEX®. В данном случае предполагается, что использование композиционной нити из любого пара-арамидного волокна, объединенного с любым мета-арамидным волокном, будет обеспечивать некоторые преимущества.
В настоящем изобретении размер основной нити не ограничивается, он ограничивается только ассортиментом основных нитей производителя. При этом согласно настоящему изобретению, окончательный размер композиционный нити не имеет специальных ограничений, а может устанавливаться по желанию для конкретного применения подходящим выбором основной нити или нитей. В одном варианте воплощения настоящего изобретения могут использоваться основные нити с титром примерно от 400 денье до 3000 денье. В этом случае могут быть объединены различные количества одной или обеих разных нитей. Таким образом, размер данной композиционной нити может варьироваться в пределах примерно от 800 до 30000 денье. В одном варианте воплощения co-пара-арамидная основная нить с титром 1500 денье и мета-арамидная основная нить с титром 1200 денье объединены вместе, чтобы получить композиционную нить с титром 2700 денье и круткой, составляющей примерно 3 TPI. При этом показатели крутки основных нитей и композиционной нити особенно не ограничиваются. В предпочтительном варианте воплощения две основные нити имеют нулевую крутку, а композиционная нить имеет крутку в пределах от 0 TPI примерно до 5 TPI или примерно от 1 TPI до 5 TPI.
При этом считается, что относительные количества двух данных основных нитей не являются принципиальными, пока расчетное количество низкомодульной мета-арамидной нити является достаточным для обеспечения некоторой степени покрытия более высокомодульной co-пара-арамидной нити после скручивания. Считается, что количество мета-арамидной нити в пределах примерно от 10% до 90% или примерно от 30% до 70% относительно общего титра, выраженного в денье, согласно настоящему изобретению, является достаточным для выполнения пригодной композиционной нити. Как показано на Фиг.3, некий участок поверхности волокон композиционной кордной нити содержит каждый тип волокон, используемых в двух основных нитях. Таким образом, когда расчетные количества каждой нити выбраны так, чтобы низкомодульная мета-арамидная нить, по меньшей мере, частично покрывала, или обвивала, или защищала более высокомодульную co-пара-арамидную нить, считается, что эта мета-арамидная нить предохраняет данную co-пара-арамидную нить от самоистирания во время многократных нагрузок или циклов давления, или импульсов, и/или во время процесса обвязывания или обработки. Улучшенный показатель разрывного давления, достигнутый при применении настоящего изобретения, свидетельствует о значительно лучшем показателе прочности данной нити на разрыв после её задействования в процессе обвязки. Настоящее изобретение может быть противопоставлено альтернативным подходам, основанным на заключении в оболочку, полном обвивании или полной защите нити одного типа нитью другого типа. Одно из преимуществ настоящего изобретения состоит в том, что такое заключение в оболочку в данном случае не требуется. И при всем при этом обеспечивается выпуск более износостойкого шланга, то есть шланга с улучшенным показателем разрывного давления и/или улучшенным показателем импульсной усталостной прочности.
Эти способы и оборудование, используемые для скручивания и сложения основных нитей с целью получения композиционной нити, не имеют особых ограничений. Подходящие для этого текстильные крутильные машины включают, например, кольцекрутильную машину, крутильную машину «2 в 1», прямую тростильную машину и любую другую крутильную машину, известную в данной области техники. При этом основные нити или волокна могут быть смешаны друг с другом, сложены друг с другом или скручены друг с другом на любом подходящем этапе процесса изготовления данной нити или шланга. Например, данная композиционная нить может быть скручена или обработана адгезивом до её заправки в вязальную машину для вязки армирующего слоя шланга. В альтернативном варианте в вязальную машину могут быть заправлены две основные нити, где из этих двух основных нитей формируются композиционная нить по мере выполнения процесса вязки армирующего слоя на трубчатом элементе или шланге.
Армирующий материал 14 может быть вывязан вокруг трубчатого элемента 12 с использованием при этом любого из многочисленных способов вязания, известных в данной области. Этот способ вязания может, например, содержать гладкую петлю или петлю, образуемую перенесением на прилегающую иглу. При этом может использоваться любое подходящее число кордных нитей, игл и/или вязальных головок. Согласно данному изобретению размер петли не имеет особых ограничений. В одном варианте осуществления настоящего изобретения вязание выполняется с показателем примерно от 50 до 200 петель на фут, или примерно от 80 до 150 петель на фут. Хотя предпочтение отдается вязаному армированию, предусматривается также, что в альтернативном варианте инновационная нить может с успехом быть представлена в виде плетеного шнура или фасонной штопорной пряжи, или же представлять собой армирующий обвитый тканый материал, нетканый материал или шинную кордную ткань. Армирующий тканевой материал 14 может содержать один или большее количество слоев армирующего волокна или ткани и/или один или большее количество типов армирующих материалов.
Основные нити и/или композиционная нить могут быть обработаны одним или несколькими грунтовочными или адгезивными составами, с использованием при этом любых подходящих и/или традиционных материалов и способов применения, чтобы обеспечить или улучшить их адгезию к окружающим эластомер структурным составляющим, что является хорошо известным приемом в данной области техники. Например, данная нить может быть обработана адгезивом или адгезивами, чтобы склеить волокна друг с другом и способствовать склеиванию этой нити с эластомерным материалом шланга. Эта нить может быть сначала обработана грунтовочным составом, который может быть представлен составом на водной основе или на основе растворителя, например, составами с полиизоцианатами и эпоксидными составами. Обработанная нить может быть далее обработана другим подходящим адгезивом, таким как латекс, содержащий резорцино-формальдегидную смолу («RFL»). После каждой обработки эта нить может быть пропущена через кондиционный аппарат или ряд кондиционных аппаратов, обычно при температуре от 100°C до 290°C, для сушки и вулканизации данных адгезивов. В альтернативном варианте данная обработанная нить может быть высушена на воздухе или скручена в мокром виде. Как вариант, на данную нить может быть далее нанесено еще одно дополнительное покрытие, состоящее, например, из смеси высоких эмульсий, пигментов и отвердителей в среде на водной основе, или смеси пигментов и отвердителей с растворенными полимерами в растворе такого типа, как те, которые продаются под торговой маркой CHEMLOK от фирмы Lord Corporation или же из других подходящих резиновых клеевых составов для дополнительного улучшения адгезивных свойств. Следует признать, что необработанные арамидные нити наиболее подвержены истиранию при трении волокна о волокно в процессе их использования, и одним из преимуществ данного инновационного шланга является значительное улучшение его показателей, даже без упомянутой адгезивной обработки его композиционной нити.
В одном варианте осуществления жидкостного шланга низкого давления основное армирование может быть представлено одним или несколькими вязаными слоями композиционной нити. Под основным армированием подразумевается то, что когда имеющийся шланг содержит более чем один вид или состав текстильного армирования, то в этом случае более половины показателя разрывного давления этого шланга относится за счет этого основного армирования.
Участки корпуса шланга, такие как трубчатый элемент 12 и покрытие 16, могут быть выполнены из любого подходящего вулканизированного эластомерного состава, и при этом соответствующие составы могут быть как одинаковыми, так и отличаться друг от друга. Подходящие эластомеры, которые могут использоваться для этой цели, включают, например, полиуретановые эластомеры (включая также полиуретановые/мочевинные эластомеры) («PU»), эластомерный полихлоропрен («CR»), эластомерный сополимер бутадиена и акрилонитрила («NBR»), гидрогенизированный NBR («HNBR»), бутадиен-стирольный каучук («SBR»), алкилированный хлоросульфированный полиэтилен («ACSM»), эпихлоргидрин, полибутадиеновый каучук («BR»), натуральный каучук («NR»), этиленовые альфаолефиновые эластомеры, такие как сополимеры этилена с пропиленом («EPM»), каучуки на основе тройного сополимера этилена, пропилена и диена («EPDM»), сополимеры этилена и октена («ЕОМ»), сополимеры этилена и бутена («EBM»), тройные сополимеры этилена и октена («EODM»); тройные сополимеры этилена и бутена («EBDM»); эластомерные сополимеры этилена и винилацетата (EVM»); эластомерные сополимеры этилена и метилацетата («EAM»); хлорированный полиэтилен («CPE»); фторкаучуки; и силиконовый каучук или комбинацию любых двух или нескольких вышеупомянутых. При этом подходящие эластомеры для радиаторного шланга, обогревательного шланга и шланга CAC включают EPDM и CPE.
Чтобы сформировать трубчатый элемент 12 и/или покрытие 16 в соответствии с одним из осуществлений настоящего изобретения, эластомер (эластомеры) могут быть смешаны с ингредиентами обычного каучука, куда входят наполнители, пластификаторы, стабилизаторы, соагенты, вулканизаторы, отвердители, катализаторы и им подобные элементы в обычных для этой цели количествах. Например, при использования этилен- альфа- олефинового эластомера и диеновых эластомеров, таких как SBR и HNBR, могут быть использованы одна или две металлические соли альфа-, бета-органических кислот в количествах, способствующих улучшению динамических показателей получаемого продукта. Таким образом, диметакрилат цинка и/или диакрилат цинка могут использоваться в таких композиционных составах в количествах, составляющих примерно от 1 до 50 phr (частей на 100 частей каучука), или в альтернативном варианте примерно от 5 до 30 phr; или примерно от 10 до 25 phr. Более того, эти материалы усиливают адгезивную способность данного состава и увеличивают общую плотность полимерной сетки после обработки пероксидом или другими подобными агентами после ионного структурирования.
Специалист в данной области техники легко поймет возможность использования любого количества подходящих композиционных составов для использования в эластомерных порциях или в качестве эластомерных порций для выполнения шланга. Множество подходящих эластомерных композиционных составов описано, например, в «Справочнике по каучуку» от R.T. Vanderbilt (13-е изд., 1996), а что касается составов EPM или EPDM, имеющих особенно высокие показатели прочности на разрыв, то они сформулированы, соответственно, в патентах US №№ 5610217 и 6616558, содержание которых касательно различных эластомерных композиционных составов, которые могут считаться подходящими для использования в выполнении участков шланга, специально включено в данный текст в качестве ссылки.
Более того, эти композиционные эластомерные составы для шланга могут наполняться неоднородными волокнами, куда входят, не являясь при этом ограничителями, такие материалы как хлопок, полиэстер, стекловолокно, углерод, арамид и нейлон в виде штапелированых, молотых или рубленых волокон, в виде хлопьев или пульпы, в обычных количествах. Такое наполнение волокнами может быть в некоторой степени ориентированным в результате экструзии или другого задействованного способа формирования этих волокон.
На Фиг.1 показана одна из конструкций шланга. При этом следует понимать, что рамки настоящего изобретения допускают широкий ряд других конструктивных вариантов. Например, этот шланг может иметь дополнительные внутренние, внешние или промежуточные слои, содержащие пластмассу или композиционные эластомерные составы для обеспечения специфических свойств, таких как стойкость к воздействию жидкости, окружающей среды или для достижения конкретных физических характеристик и др. В качестве другого примера можно продемонстрировать вариант с дополнительным текстильным или металлическим армированием, оболочками, покрытиями или подобными элементами, которые могут использоваться по необходимости или по желанию. В стенку шланга может быть встроена или вставлена внутрь крученая проволока для обеспечения его сопротивляемости смятию.
При работе шланг является компонентом устройства шланга или системы транспортировки жидкости. Система транспортировки жидкости обычно содержит шланг, и на одном или нескольких концах этого шланга имеется один или несколько хомутов, муфт, соединительных элементов и/или фитингов, устройств обеспечения подачи жидкости и других им подобных устройств. На Фиг.2 схематично показана для примера шланговая система турбокомпрессора САС, выполненная согласно варианту воплощения настоящего изобретения. На Фиг.2 всасывающий шланг 57 прикреплен с помощью соответствующих хомутов 56 к охладителю 50 поступающего воздуха с целью подачи воздуха в данную систему. Охладительная субстанция подается к охладителю 50 поступающего воздуха и отводится от него посредством охладительных шлангов 53 и 54, которые присоединяются к нему с помощью хомутов 51. Шланг 59 CAC обеспечивает жидкостное присоединение охладителя 55 поступающего воздуха к турбокомпрессору 21 с помощью соответствующих хомутов 58. На этом чертеже шланговые соединительные элементы отформованы как единое целое на соответствующих деталях. В некоторых вариантах применения шлангов CAC для транспортировки воздуха могут соединяться вместе металлические трубчатые элементы и шланговые секции. В некоторых вариантах применения шлангов CAC такие металлические трубчатые элементы могут ни на что не опираться или же опираться только на сам шланг, приводя к недопустимо высокой вибрации и преждевременному выходу из строя обычного шланга. В других вариантах применения системы CAC шланг охладителя может быть очень коротким и/или согнутым, или выполненным под углом, что также приводит к сильной вибрации и преждевременному выходу из строя обычных шлангов. При таких неблагоприятных условиях инновационный шланг демонстрирует значительно лучшие показатели, чем обычный шланг.
Для того чтобы выполнить шланг в соответствии с различными осуществлениями настоящего изобретения, можно использовать любой подходящий и/или обычный способ. Например, когда применяются нежидкотекучие шланговые эластомеры, то есть, вальцованные каучуки с волоконным наполнением или без него, этапы выполнения шланга могут включать: этап экструзии или обвивки внутреннего трубчатого элемента шланга; этап провязывания композиционной нити для образования армирующего текстильного слоя поверх внутреннего трубчатого элемента; этап экструзии или обвивки внешнего покрытия поверх армированного внутреннего трубчатого элемента; и этап воздействия температурой и давлением с показателями, достаточными, чтобы отвердить или вулканизировать данные эластомерные материалы. При этом данный шланг может быть собран и/или выдавлен экструзией, и/или отвержден на оправке или форме, или же изготовлен другими подходящими известными в данной области способами, включающими использование внутреннего воздушного или другого давления для удерживания круглой формы шланга после экструзии или обвивки. Этот шланг может быть отрезан до нужной длины с последующим приданием ему формы и/или отверждением на изогнутых оправках.
В тех случаях, когда для выполнения шлангов использованы другие типы эластомеров, например, термопластик, то из производственных этапов могут быть исключены этапы отверждения или вулканизации. При этом данный шланг может быть круглым или иметь любую другую подходящую форму, сечение или изогнутость.
На чертежах и примерах, приведенных ниже, разрывное давление измеряется заполнением шланга маслом или другой подходящей рабочей жидкостью и нагнетанием давления до тех пор, пока он не разорвется.
Испытания на импульсную усталостную прочность шланга проводят циклическим нагнетанием давления горячего воздуха в прямой шланг длиной 16 дюймов от нуля фунтов на кв. дюйм (psig) до пикового испытательного давления со скоростью восемь циклов в минуту. При этом импульсная усталостная прочность измеряется количеством циклов импульсного давления, требуемым, чтобы прорвать или вывести из строя данный шланг. При этом в дополнение к импульсам давления один конец данного шланга подвергается вибрации со скоростью 120 циклов в минуту, перемещая конец этого шланга по кругу, чтобы смоделировать вибрации двигателя или транспортного средства, такого как грузовик или ему подобного. Самым важным фактором в этом испытании, определяющим ресурс данного шланга, является пиковое давление. При этом обычные конструкции шланга демонстрировали удовлетворительную работу при внутреннем давлении, составляющем 45 фунтов на кв. дюйм (psi) и даже 60 фунтов на кв. дюйм (psi). Однако инновационный шланг значительно превосходит обычные шланги, работая при давлении в 80 фунтов на кв. дюйм (psi).
Иллюстративные данные A
Согласно иллюстративным данным A, приведенным ниже в таблице 1, проводится сравнение данных, полученных при проведении производственных испытаний трех конструкций шланга CAC четырехдюймового диаметра относительно некоторых ограниченных лабораторных испытательных данных и демонстрируются улучшенные показатели работы инновационного шланга. Каждый из трех данных шлангов этого иллюстративного примера был выполнен из композиционного каучука EPDM, использованного для покрытия, и композиционного состава CPE или EPDM, использованного для формирования трубчатого элемента. (CPE используется вместо EPDM в тех случаях, когда требуется обеспечить некоторую стойкость к маслам, а на показателях давления или усталости факт замены материала не сказывается.) Сравнительный пример 1 иллюстрирует типичную конструкцию шланга, разработанного в 1980-х годах и с успехом применяемого много лет, когда системы турбокомпрессора не превышали максимального давления, составляющего 45 фунтов на кв. дюйм (psi). В качестве обычного вязаного армирования такого шланга использовалась нить TECHNORA® с титром 1500 денье. Сравнительный пример 2 содержит показатели шланга улучшенной конструкции, разработанного в 1990-е годы для турбокомпрессорных систем низкого давления с избыточной вибрацией. При его армировании использовалась обычная вязальная нить NOMEX® с титром 1200×2 или общим титром 2400 денье, что обеспечило лучшую усталостную прочность, чем свойственная более ранней конструкции с нитью TECHNORA®. Однако при возросших требованиях к современным турбокомпрессорам, включая более высокие показатели пикового давления и увеличенную вибрацию, шланги обоих сравнительных примеров не выдержали до конца производственных испытаний.
В инновационном примере 3 содержатся показатели шланга, выполненного с применением композиционной нити, состоящей из нити TECHNORA® с титром 1500 денье и нити NOMEX® с титром 1200 денье, которые сложены вместе и скручены с показателем крутки 3.0 TPI, а затем намотаны на конус с наклоном 3°30'. Для всех трех конструкций шланга армирующие материалы были вывязаны гладкой петлей с помощью 5-дюймовой вязальной головки с 36 иглами с показателем плотности вязки 130 петель на фут. Результаты в таблице 1 показывают, что только шланг из примера 3 отвечает современным требованиям производственных испытаний турбокомпрессоров. Инновационный шланг из примера 3 также показал хорошие результаты при прохождении теста на импульсную усталостную прочность, продемонстрировав ресурс, составляющий, по меньшей мере, 300 000 циклов. При этом разрывное давление шланга из примера 3 является большим, чем в сравнительном примере 2, как при комнатной температуре («RT»), так и при 200°F. При этом тест на разрыв при нагреве проводился только с целью относительного сравнения в условиях, при которых показатели абсолютного давления не были надежными. Можно отметить, что разрывное давление при комнатной температуре RT из примера 3 является значительно большим, чем тот показатель, который можно ожидать от простого арифметического сложения показателя разрывного давления из сравнительного примера 1 с половиной аналогичного показателя из сравнительного примера 2.
Для демонстрации альтернативного производства инновационного шланга был выполнен еще один пример четырехдюймового шланга с использованием композиционной вязальной нити TECHNORA® с титром 1500 денье, которая была заправлена в вязальное устройство вместе с нитью NOMEX® с титром 1200 денье, где обе эти нити были провязаны вместе, чтобы образовать композиционно армированный шланг.
Иллюстративные данные B
Иллюстративные данные B, собранные ниже в таблице 2, демонстрируют преимущества настоящего изобретения, обнаруженные при лабораторных испытаниях радиаторного шланга. Из композиционного состава каучука EPDM, используемого как для внутреннего трубчатого элемента, так и для покрытия, было выполнено три прямых радиаторных шланга диаметром 2,5 дюйма. При этом в примере 4 для сравнения было использовано обычное вязаное армирование с помощью пара-арамидной нити TWARON® с титром 1500 денье и испытательной нагрузкой в 69 фунтов. В примере 5 для сравнения было использовано обычное вязаное армирование с помощью co-пара-арамидной нити TECHNORA® с титром 1500 денье и испытательной нагрузкой в 78 фунтов, как ранее в сравнительном примере 1. В примере 6 была использована композиционная нить из примера 3, состоящая из нити TECHNORA® с титром 1500 денье и нити NOMEX® с титром 1200 денье, сложенных или скрученных вместе, как проиллюстрировано выше в примере 3. Армирующая ткань радиаторного шланга было провязана гладкой петлей на 4-дюймовой вязальной головке с 24 иглами с плотностью вязки 96 петель на фут. В то время как все три примера шлангов из таблицы 2 имели одинаковые изначальные показатели разрывного давления (около 125 фунтов на кв. дюйм ± 10 фунтов на кв. дюйм (psi)) и были разработаны в соответствии со стандартом SAE J20 для типа 20R4 с минимальным требованием, составляющим 80 фунтов на кв. дюйм (psi), результаты, приведенные в таблице 2, показывают, что шланг из примера 6 имел гораздо лучший показатель импульсной усталостной прочности, чем шланг в сравнительном примере 4 или 5 при испытании в условиях давления 80 фунтов на кв. дюйм (psi) и температуры 302°F. Таким образом, настоящее изобретение предлагает шланг, армированный провязанной композиционной нитью и имеющий гораздо лучшую импульсную усталостную прочность, чем обычный шланг. В другом испытании с менее строгими требованиями, а именно при испытании шланга на импульсную усталостную прочность при температуре 250°F и при давлении в 45 и 60 фунтов на кв. дюйм (psi), шланг из примера 6 продемонстрировал несколько меньший прирост в диаметре, чем шланги в сравнительных примерах 4 и 5, но при этом все три выдержали более 300 000 импульсных циклов.
Хотя приведенные выше иллюстративные данные описывают конкретный тип жидкостного шланга низкого давления, имеющего трубчатый элемент, покрытие и вязаное армирование, специалисту в соответствующей области будет ясно, что настоящее изобретение этим типом шланга не ограничено; и что преимущества настоящего изобретения могут реализовываться в любых вариантах применения, где требуется как большая степень долговечности (то есть сохранение способности противостоять разрывному давлению), так и усталостной прочности (например, сопротивляемость импульсам давления или изгибающей деформации), включая, например: в гидравлическом шланге; шланге, используемом в автомобильном/грузовом транспорте, в качестве радиаторного шланга, воздухозаборного шланга, тормозного или топливного шланга и др.; в шланге промышленного применения для подачи воздуха, пара, воды, химикатов и др.; обвитом шланге и др. Таким образом, создав армирующую нить для шланга, состоящую из co-пара-арамидной/мета-арамидной композиционной нити, настоящее изобретение предоставляет также способ увеличения как усталостной прочности на изгиб, так и долговечности шланга по сравнению со шлангом, армирование которого выполнено обычным способом.
Хотя варианты воплощения изделий, выполненных согласно настоящему изобретению, содержащих композиционную нить и показанных на приданных чертежах, относятся к шлангу и системе шланга, предполагается, что композиционная нить настоящего изобретения может также с успехом использоваться в несущих нагрузку шинных кордных материалах, пневматических рессорах и других изделиях из композитного каучука, подвергаемых динамическим нагрузкам. Использование несущего нагрузку кордного материала в пневматических рессорах описано, например, в патенте US № 4954194, и его содержание, касающееся данной темы, включено в настоящий документ в качестве ссылки. Использование несущего нагрузку кордного материала для армирования каркасов и/или протекторов шин описано, например, в патенте US № 3616832, и его содержание, касающееся данной темы, включено в настоящий документ в качестве ссылки.
Хотя настоящее изобретение было подробно описано с иллюстративной целью, следует понимать, что это было выполнено исключительно для лучшей наглядности, и что специалист в данной области может вносить в него свои изменения, не выходя при этом за его рамки, за исключением тех пунктов, что описаны в приданной формуле изобретения. При этом раскрытое в данном документе изобретение может с успехом применяться на практике при отсутствии любого элемента, относительно которого в данном тексте нет никаких конкретных указаний.
Реферат
Изобретение относится к транспортировочному шлангу. Сущность изобретения: гибкий шланг содержит трубчатый элемент, вязаную ткань, которая содержит композиционную нить, содержащую первую нить из со-пара-арамидных волокон и вторую нить из мета-арамидных волокон. Также способ изготовления гибкого шланга и жидкостный шланг низкого давления, который содержит первую основную нить из со-пара-арамидных волокон и вторую основную нить из мета-арамидных волокон. Первая и вторая нити скручены вместе с показателем крутки от 39 до 197 кручений на метр (от 1 до 5 кручений на дюйм). 3 н. и 12 з.п. ф-лы, 3 ил.
Формула
объединяют, по меньшей мере, первую основную нить, содержащую со-пара-арамидное волокно, и вторую основную нить, содержащую мета-арамидное волокно, для образования композиционной нити;
формируют трубчатый элемент;
вяжут указанную композиционную нить с формированием на указанном трубчатом элементе армирующего тканевого слоя; и
формируют покрытие вокруг указанного трубчатого элемента и тканевого слоя.
Документы, цитированные в отчёте о поиске
Гибкий шланг
Комментарии