Способы изготовления распускаемых бумажных шнуров и лент в процессе пултрузии и соответствующие устройства для их осуществления - RU2722010C2
Код документа: RU2722010C2
Чертежи















Описание
Уровень техники
Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к бумажным шнурам и лентам и, более конкретно, к распускаемым бумажным лентам, изготавливаемым посредством пултрузии.
Описание предшествующего уровня техники
Машины для обвязки лентой часто используются для связывания предметов. Машины для обвязки лентой могут обертывать ленты вокруг стопки предметов таким образом, чтобы связывать указанные предметы друг с другом. В некоторых случаях традиционные ленты, используемые для связывания предметов, таких как кипы целлюлозы, изготавливаются из проволоки, стали и пластмассы. Использование таких материалов для кип целлюлозы оказалось проблематичным, потому что кипа целлюлозы часто должна распускаться вместе с лентой. Таким образом, роспуск может замедляться, потому что ленты, изготовленные из материалов, которые не обеспечивают распускаемость, должны удаляться перед началом процесса роспуска.
Для таких проблем были предложены типичные решения, которые включают использование лент, изготовленных из бумаги для обвязки кип целлюлозы. Такие традиционные бумажные ленты могут быть изготовлены посредством скручивания бумаги в шнуры, веревки или шпагаты. В некоторых случаях традиционные бумажные ленты могут быть изготовлены посредством складывания бумажных полосок в бумажную ленту. В других случаях традиционные бумажные ленты могут быть изготовлены посредством сочетания складывания и скручивания бумажных полосок в бумажную ленту.
Однако традиционные бумажные ленты представляют собой бумажные ленты, имеющие ограниченную прочность и в некоторых случаях дополнительные проблемы распускаемости, помимо увеличения производственных расходов. Например, для традиционных бумажных лент может потребоваться плотное кручение, чтобы шнур сохранял свою консолидированную форму круглого цилиндра, что дополнительно увеличивает продолжительность и стоимость производственных процесс. Аналогичным образом, для сложенных бумажных лент может потребоваться складывание бумажных полосок в одном или нескольких местах в целях изготовления бумажной ленты. Многочисленные изгибы и складки на бумажных лентах могут вызывать непрерывное изменение ориентации волокон и бумаги, что приводит к потере прочности бумажной ленты. Кроме того, изгибы и складки могут замедлять проникновение воды в бумажные ленты, что также замедляет распускаемость бумажных лент. В результате этого для типичного решения проблемы потери прочности может потребоваться использование более пухлой и, таким образом, более дорогостоящей основной бумаги. Для других решений может потребоваться введение синтетических волокон в целях повышения прочности при растяжении традиционных бумажных ленты. Однако синтетические волокна, такие как вискоза, стекло, нейлон, полипропилен, полиэтилен и т. д., могут замедлять распускаемость бумажных лент и работоспособность машин.
Сущность изобретения
Варианты осуществления, описанные в настоящем документе, предлагают способы, устройства, установки и машины с эффективными и устойчивыми конструктивными параметрами для изготовления бумажных шнуров и бумажных лент. Согласно одному варианту осуществления, способ изготовления бумажной ленты может быть кратко описан как включающий изготовление множества бумажных полосок и пропускание каждой из множества бумажных полосок через соответствующую первую головку для пултрузии шнура с образованием промежуточных шнуров. Каждый из промежуточных шнуров может пропускаться из соответствующей первой головки для пултрузии шнура через вторую головку для пултрузии шнура, причем промежуточные шнуры выходят из второй головки в практически некрученом состоянии, образуя некрученые шнуры. Некрученые шнуры могут пропускаться через головку для пултрузии ленты, где некрученые шнуры образуют бумажную ленту.
Согласно еще одному варианту осуществления, способ изготовления шнуров может быть кратко описан как включающий изготовление бумажной полоски из основного листа и пропускание бумажной полоски через первую головку для пултрузии шнура с образованием промежуточного шнура. Способ может дополнительно включать пропускание промежуточного шнура из первой пултрузионной головки через вторую головку для пултрузии шнура, причем промежуточный шнур выходит из второй головки для пултрузии шнура в практически некрученом состоянии, образуя некрученый шнур.
Согласно еще одному варианту осуществления, устройство для изготовления бумажной лента может быть кратко описано как включающее подающую бумажные полоски систему, причем подающая бумажные полоски система выполнена с возможностью подачи множества бумажных полосок, и множество первого набора головок для пултрузии шнура, причем каждая из головок для пултрузии шнура первого набора имеет первый приемник, выполненный с возможностью приема множества бумажных полосок и уплотнения бумажных полосок в промежуточные шнуры. Устройство может дополнительно включать вторую головку для пултрузии шнура, имеющую множество вторых приемников, причем вторые приемники выполнены с возможностью приема промежуточных шнуров и уплотнения промежуточных шнуров в некрученые шнуры. Устройство может дополнительно включать головку для пултрузии ленты, имеющую третий приемник, причем третий приемник выполнен с возможностью приема и уплотнения некрученых шнуров в бумажную ленту.
Согласно еще одному варианту осуществления, устройство для изготовления бумажной ленты может быть кратко описано как включающее подающую бумажные полоски систему, причем подающая бумажные полоски система выполнена с возможностью подачи множества бумажных полосок, и множество головок для пултрузии шнура первого набора, причем каждая из головок для пултрузии шнура первого набора имеет первый приемник, выполненный с возможностью приема множества бумажных полосок и уплотнения бумажных полосок в промежуточные шнуры. Устройство может дополнительно включать вторую головку для пултрузии шнура, имеющую множество вторых приемников, причем вторые приемники выполнены с возможностью приема промежуточных шнуров и уплотнения промежуточных шнуров в некрученые шнуры, и головку для пултрузии ленты, имеющую третий приемник, причем третий приемник выполнены с возможностью приема и уплотнения некрученых шнуров в бумажную ленту.
Краткое описание нескольких изображений на чертежах
Фиг. 1 представляет перспективное изображение устройства для изготовления некрученого шнура, согласно одному варианту осуществления.
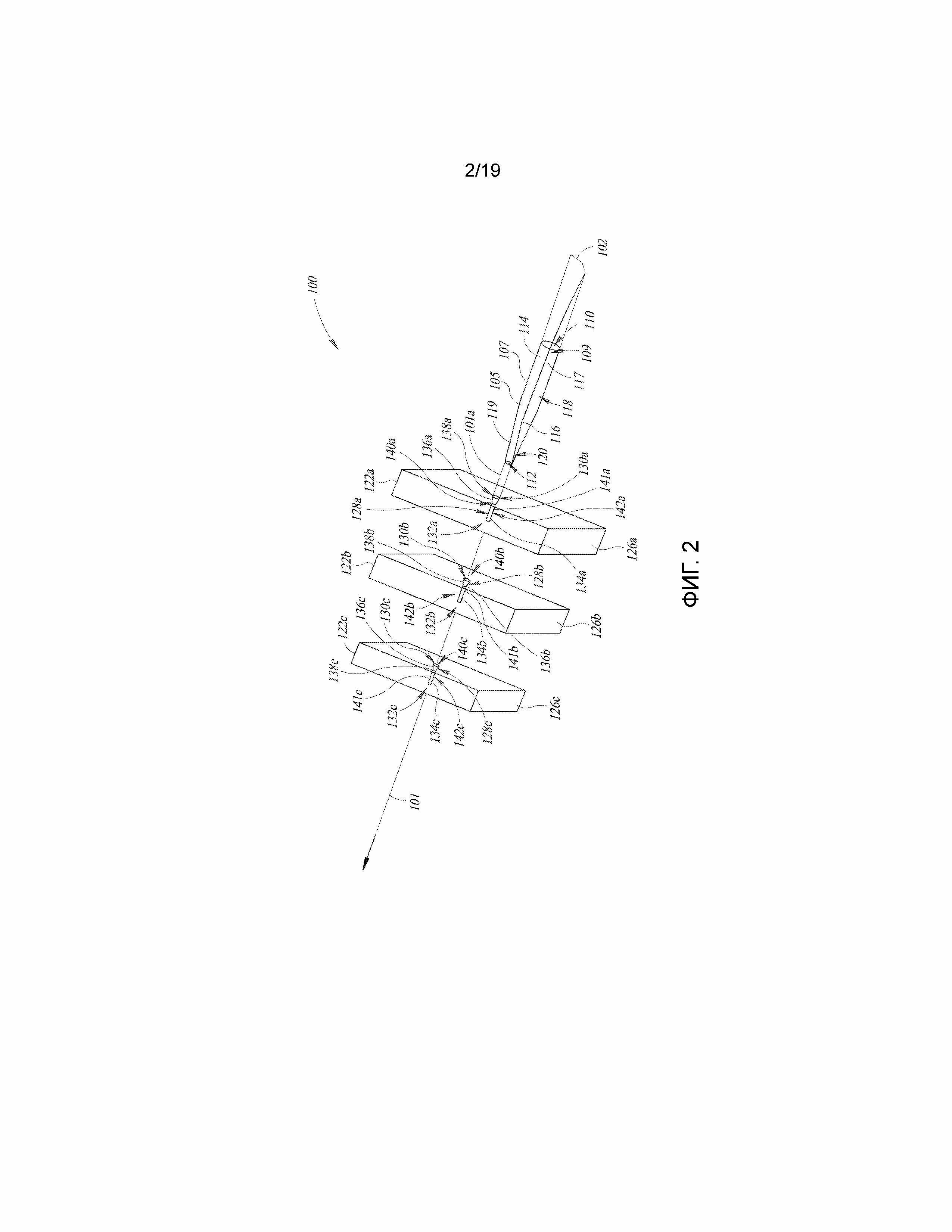
Фиг. 2 представляет перспективное изображение устройства для изготовления некрученого шнура согласно еще одному варианту осуществления.
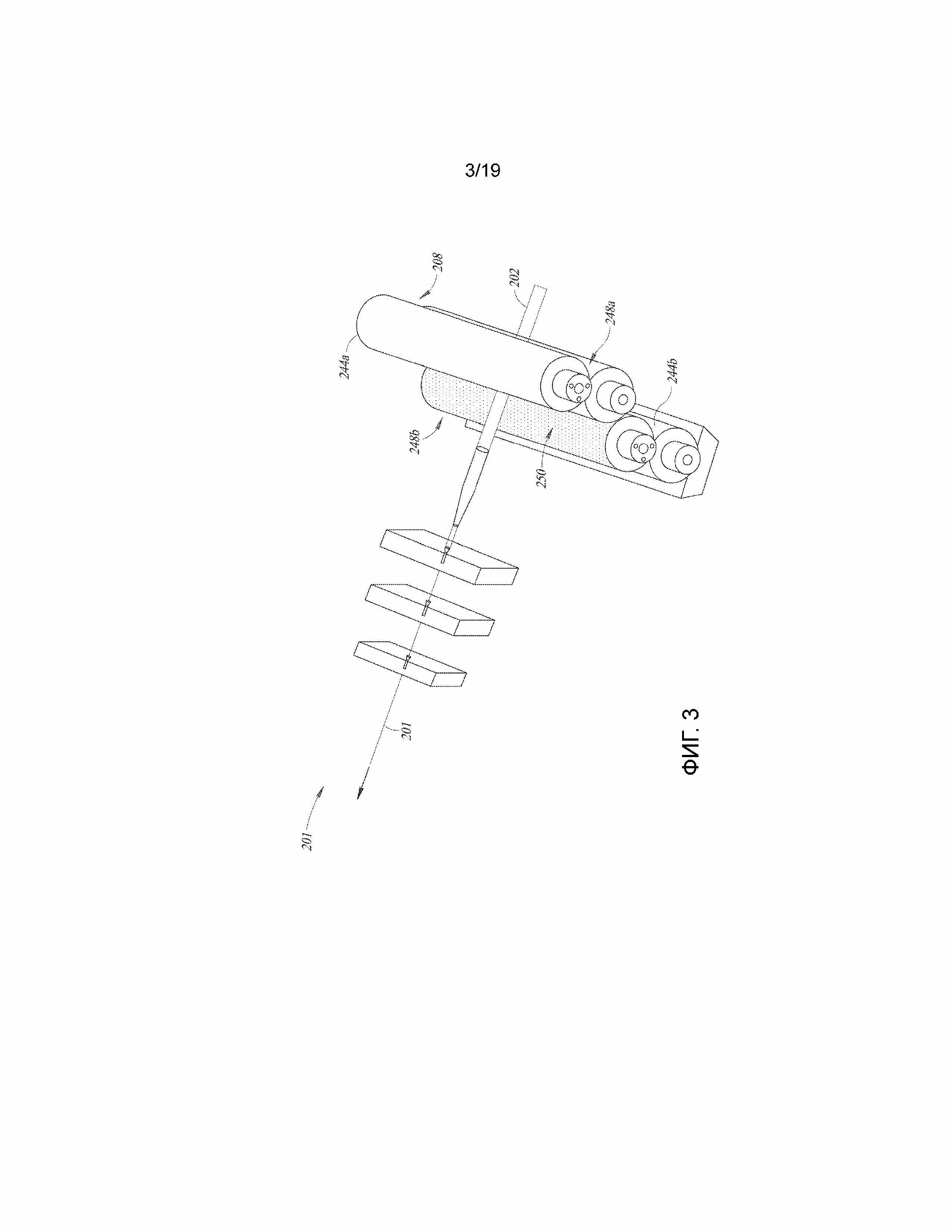
Фиг. 3 представляет перспективное изображение устройства для изготовления некрученого шнура согласно еще одному варианту осуществления.
Фиг. 4 представляет перспективное изображение устройства для изготовления некрученого шнура согласно еще одному варианту осуществления.
Фиг. 5 представляет перспективное изображение устройства для изготовления некрученого шнура согласно еще одному варианту осуществления.
Фиг. 6 представляет график, иллюстрирующий предельную прочность при растяжении некрученых шнуров согласно вариантам осуществления настоящего изобретения.
Фиг. 7 представляет перспективное изображение устройства для изготовления некрученого шнура согласно еще одному варианту осуществления.
Фиг. 8 представляет перспективное изображение устройства для уплотнения некрученого шнура согласно одному варианту осуществления.
Фиг. 9 представляет перспективное изображение головки для пултрузии ленты согласно одному варианту осуществления.
Фиг. 10 представляет частичное перспективное изображение головки для пултрузии ленты на фиг. 9 с удалением некоторых компонентов для ясности, иллюстрирующее головку для пултрузии ленты, в которую поступает множество некрученых шнуров.
Фиг. 11 представляет перспективное изображение устройства для впрыскивания водорастворимого клея в головку для пултрузии ленты.
Фиг. 12 представляет вид сверху бумажной ленты согласно одному варианту осуществления.
Фиг. 13 представляет блок-схему машины для пултрузии ленты согласно одному варианту осуществления.
Фиг. 14 представляет блок-схему машины для пултрузии ленты согласно одному варианту осуществления.
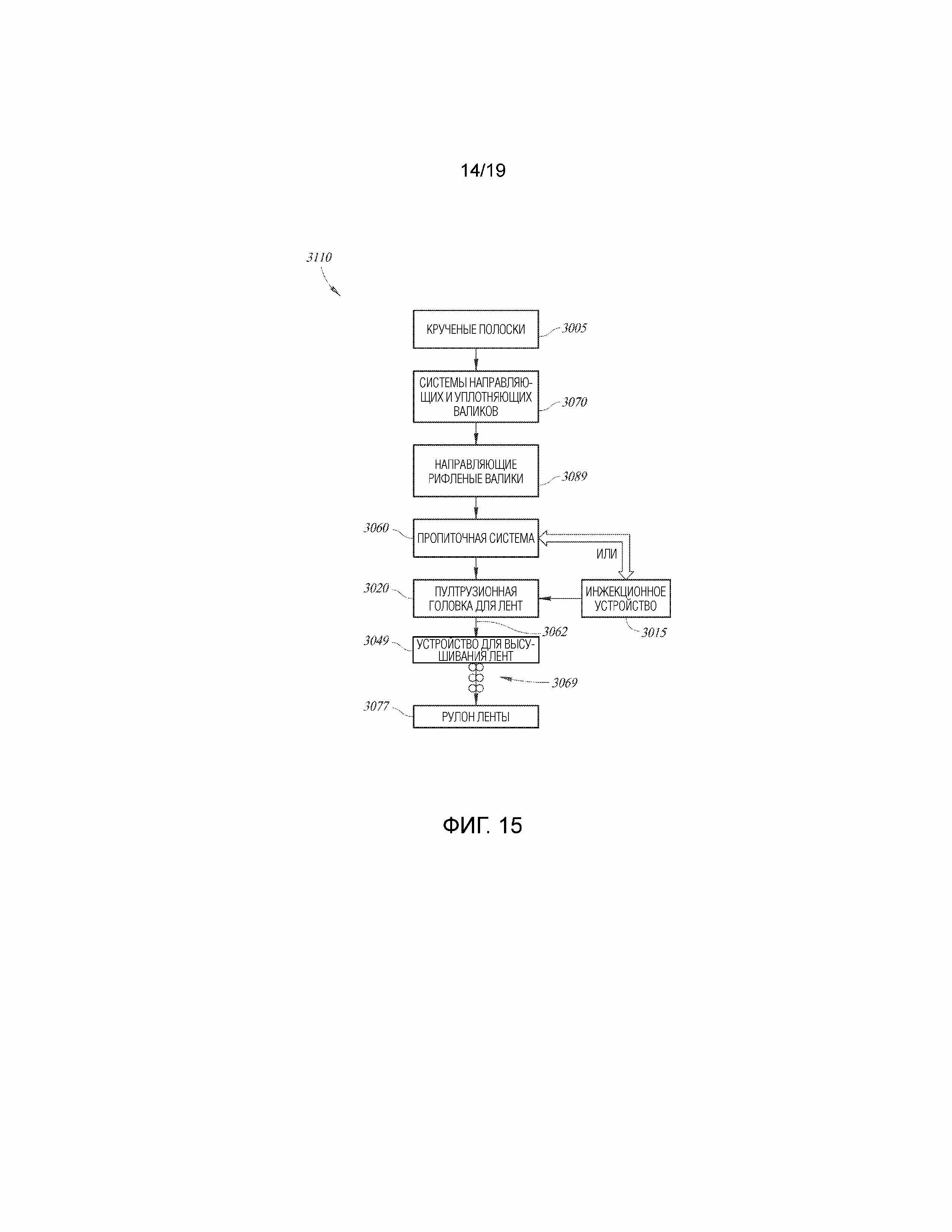
Фиг. 15 представляет блок-схему машины для пултрузии ленты согласно одному варианту осуществления.
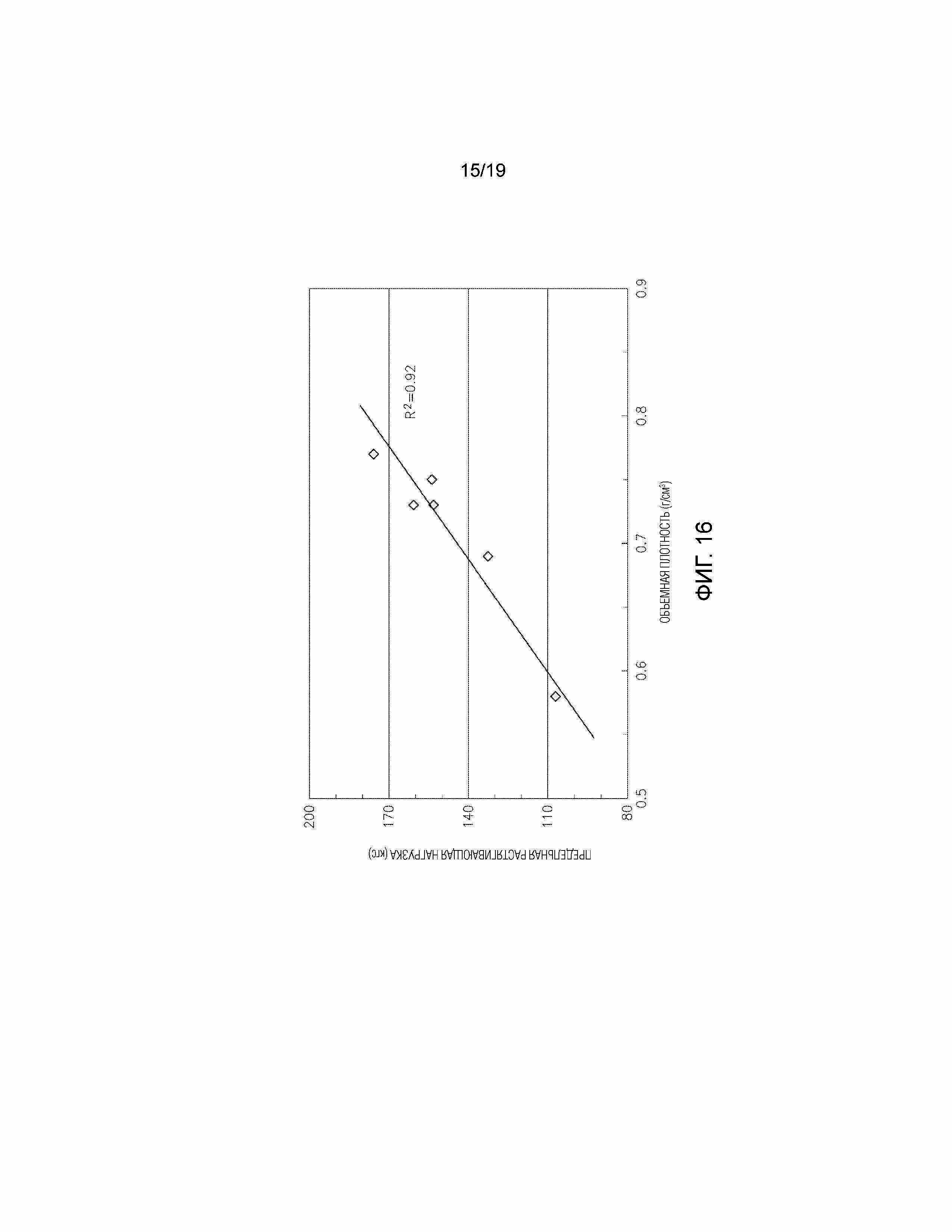
Фиг. 16 представляет график, иллюстрирующий кривые предельной прочности при растяжении сравнительных изготовленных промышленным способам бумажных лент согласно вариантам осуществления настоящего изобретения.
Фиг. 17 представляет график, иллюстрирующий значения предельной прочности при растяжении бумажных лент согласно вариантам осуществления настоящего изобретения.
Фиг. 18 представляет график, иллюстрирующий предельную прочность при растяжении бумажных лент согласно вариантам осуществления настоящего изобретения.
Фиг. 19 представляет график, иллюстрирующий индекс растяжения основных листов согласно вариантам осуществления настоящего изобретения.
Фиг. 20 представляет график, иллюстрирующий индекс растяжения основных листов согласно вариантам осуществления настоящего изобретения.
Подробное описание
В следующем описание, приведены некоторые конкретные детали, чтобы обеспечить всестороннее понимание разнообразных описанных вариантов осуществления.
Специалист в данной области техники понимает, что варианты осуществления могут быть реализованы без одного или нескольких из указанных конкретных признаков. В других случаях хорошо известные конструкции и установки, имеющие отношение к машинам для изготовления бумажной ленты и соответствующим устройствам и способам, могут не быть представлены или описаны подробно во избежание нецелесообразного усложнения описаний вариантов осуществления.
Если иные условия не требуются по контексту, во всем тексте следующего описания и формулы изобретения слово "включать" и его грамматические формы, такие как "включает" и "включающий", должны истолковываться в открытом, включительном смысле, то есть как "включающий, но не ограниченный этим".
Ссылки во всем тексте настоящего описания на "один вариант осуществления" или "вариант осуществления" означают, что конкретные признаки, структуры или характеристики, описанные в связи с вариантом осуществления, включаются, по меньшей мере, в один вариант осуществления. Таким образом, использование выражений "согласно одному варианту осуществления" или "согласно варианту осуществления" в различных разделах настоящего описания не должны обязательно относиться к одному и тому же варианту осуществления. Кроме того, конкретные признаки, структуры или характеристики могут сочетаться любым подходящим образом в одном или нескольких вариантах осуществления.
При использовании в настоящем описании и прилагаемой формуле изобретения формы единственного числа, которым предшествуют неопределенные и определенные артикли, означают также множественное число, если иное условие четко не определяется контекстом. Кроме того, следует отметить, что термин "или" обычно используется в смысле, включающем "и/или", если иное условие четко не определяется контекстом.
Фиг. 1 иллюстрирует устройство 10 для изготовления некрученого шнура 1 согласно одному варианту осуществления. Устройство 10 может включать вращающийся барабан (не представлено на чертеже), на который наматывается основная бумага. Намотанная основная бумага может образовывать рулон (например, плотно намотанный рулон), который может разматываться, когда основная бумага стягивается с вращающегося барабана, образуя бумажную полоску 2. Согласно некоторым вариантам осуществления, бумажная полоска 2 может быть покрыта клеем. Клей может представлять собой водорастворимый клей, такой как клей на основе поливинилового спирта ("PVOH").
Например, основная бумага может разматываться с вращающегося барабана и поступать в систему нанесения покрытия, которая может быть выполнена с возможностью покрытия основной бумаги и изготовления покрытой бумажной полоски 2. Согласно некоторым вариантам осуществления, основная бумага, намотанная на вращающийся барабан, может предварительно покрываться водорастворимым клеем, образуя покрытую бумажную полоску 2. Согласно другим вариантам осуществления, включая вариант осуществления, проиллюстрированный на фиг. 1, бумажная полоска 2 может оставаться непокрытой и поступать из размотанной основной бумаги. Устройство 10 может включать дополнительные компоненты, такие как приводимые в действие мотором валики, например, прижимные валики, которые удалены для ясности и, которые выполнены с возможностью стягивать бумажная полоска 2 с вращающегося барабана с достаточной силой, чтобы вызывать вращение вращающегося барабана. Бумажная полоска 2 может быть выбрана таким образом, чтобы иметь определенную ширину W. Например, ширина W бумажной полоски 2 может быть выбрана, чтобы удовлетворять определенным требованиям, например, таким как прочность, конечное применение и другие требования, которые более подробно обсуждаются ниже.
Бумажная полоска 2 пропускается и/или протягивается через головку для пултрузии шнура 4 (например, воронкообразная головка, фильерная головка и т. д.). Здесь также бумажная полоска 2 может пропускаться и/или протягиваться через головку для пултрузии шнура 4 с использованием разнообразных приспособлений, таких как прижимные валики, которые, например, могут приводиться в действие моторами и. т. д. Согласно варианту осуществления, проиллюстрированному на фиг. 1, головка для пултрузии шнура 4 представляет собой воронкообразную головку 5, например, пипетку. Воронкообразная головка 5 включает корпус 7, имеющий 5 приемник 9. Приемник 9 располагается между впускным отверстием 11 и выпускным отверстием 12. Приемник 9 включает часть постоянного сечения 14 и часть конического сечения 16. Часть постоянного сечения 14 проходит от впускного отверстия 11 и включает первую стенку 17, окружающую и тем самым образующую первый объем 18. Часть постоянного сечения 14 плавно переходит в часть конического сечения 16. Часть конического сечения 16 проходит от части постоянного сечения 14 и включает вторую стенку 19 окружающую и тем самым образующую второй объем 20. Часть конического сечения 16 сужается или сходится, заканчиваясь у выпускного отверстия 12. Согласно некоторым вариантам осуществления, зона с постоянной фиксированной шириной может также присутствовать после части конического сечения 16 (не представлено на чертеже). Как проиллюстрировано на фиг. 1, бумажная полоска 2 протягивается через воронкообразную головку 5, проходя через приемник 9, где воронкообразная головка 5 постепенно уплотняет и/или консолидирует бумажную полоску 2, таким образом, что бумажная полоска 2, выходящая из воронкообразную головку 5, образует промежуточный шнур 1a, причем промежуточный шнур 1a имеет практически цилиндрическую форму.
В устройстве 10 также присутствует головка для пултрузии шнура 21 (например, воронкообразная головка, фильерная головка и т. д.). Промежуточный шнур 1a пропускается и/или протягивается через головку для пултрузии шнура 21. Здесь также промежуточный шнур 1a может протягиваться через головку для пултрузии шнура 21 с использованием разнообразных приспособления, такие как, например, прижимные валики которые могут приводиться в действие моторами, и. т. д. Согласно варианту осуществления проиллюстрированный на фиг. 1, головка для пултрузии шнура 21 представляет собой фильерную головку 22. Фильерная головка 22 включает корпус 26 имеющий приемник 28. Приемник 28 располагается между впускное отверстие 30 и выпускное отверстие 32. Приемник 28 включает часть постоянного сечения 34 и часть конического сечения 36. часть конического сечения 36 проходит от впускного отверстия 30 и включает первую стенку 38, окружающую и тем самым образующую первый объем 40. часть конического сечения 36 сужается или сходится, плавно переходя в часть постоянного сечения 34. часть постоянного сечения 34 проходит от части конического сечения 36 и включает вторую стенку 41, окружающую и тем самым образующую второй объем 42. Часть постоянного сечения 34 заканчивается у выпускного отверстия 32. Промежуточный шнур 1a пропускается и/или протягивается через фильерную головку 22, проходя через приемник 28, где фильерная головка 22 постепенно уплотняет и/или консолидирует промежуточный шнур 1a в некрученый шнур 1. Здесь также пропускание промежуточного шнура 1a через приемник 28 фильерной головки 22 продолжает уплотнять и/или консолидировать промежуточный шнур 1a, таким образом, что некрученый шнур 1 может существенно уплотняться, приобретая цилиндрическую форму. Некрученый шнур 1, изготовленный таким способом, преимущественно исключает и/или предотвращает введение дополнительных стадий, с которыми связаны кручение, складывание и/или любые их сочетания.
Проиллюстрированные головки (например, 4, 5, 21, 22) могут включать другие компоненты, такие как пластины головки, основания, наборы головки, втулки, стержни и т. д., которые не были представлены для целей ясности, но находится в пределах объема настоящего изобретения. Кроме того, проиллюстрированные головки (например, 4, 5, 21, 22) могут быть изготовлены из разнообразных материалов, таких как алюминий, вольфрам, нержавеющая сталь, низкофрикционные и высокоизносоустойчивые материалы на пластмассовой или керамической основе, или другие подходящие материалы.
Фиг. 2 иллюстрирует устройство 100 для изготовления некрученого шнура 101 согласно еще одному варианту осуществления. Устройство 100 включает головку для пултрузии шнура, например, воронкообразную головку 105, и множество головок для пултрузии шнура, например, фильерные головки 122a, 122b, 122c, расположенные рядом с воронкообразной головкой 105, через которые бумажная полоска 102 пропускается и/или протягивается. Здесь воронкообразная головка 105 также включает корпус 107, имеющий приемник 109. Приемник 109 располагается между впускным отверстием 110 и выпускным отверстием 112. Приемник 109 включает часть постоянного сечения 114 и часть конического сечения 116. Часть постоянного сечения 114 проходит от впускного отверстия 110 и включает первую стенку 117, окружающую и тем самым образующую первый объем 118. Часть постоянного сечения 114 плавно переходит в часть конического сечения 116. часть конического сечения 116 проходит от части постоянного сечения 114 и включает вторую стенку 119, окружающую и тем самым образующую второй объем 120. Часть конического сечения 116 сужается или сходится, заканчиваясь у выпускного отверстия 112. Бумажная полоска 102 пропускается и/или протягивается через воронкообразную головку 105, проходя через приемник 109, где воронкообразная головка 105 постепенно уплотняет и/или консолидирует бумажную полоску 102, таким образом, что бумажная полоска 102, выходящая из воронкообразной головки 105, образует промежуточный шнур 101a, причем промежуточный шнур 101a имеет практически цилиндрическую форму.
Промежуточный шнур 101a после этого пропускается и/или протягивается через фильерную головку 122a с образованием некрученого шнура 101. Здесь также фильерная головка 122a включает корпус 126a имеющий приемник 128a. Приемник 128a располагается между впускным отверстием 130a и выпускным отверстием 132a и включает часть постоянного сечения 134a и часть конического сечения 136a. Как обсуждается выше, часть конического сечения 136a проходит от впускного отверстия 130a и включает первую стенку 138a, окружающую и тем самым образующую первый объем 140a. Часть конического сечения 136a сужается или сходится, постепенно переходя в часть постоянного сечения 134a, и включает вторую стенку 141a, окружающую и тем самым образующую второй объем 142a.
Некрученый шнур 101 после этого пропускается и/или протягивается через фильерные головки 122b, 122c. Фильерная головка 122b также включает корпус 126b, имеющий приемник 128b. Приемник 128b располагается между впускным отверстием 130b и выпускным отверстием 132b, и включает часть постоянного сечения 134b и часть конического сечения 136b. Как обсуждается выше, часть конического сечения 136b проходит от впускного отверстия 130b и включает первую стенку 138b, окружающую и тем самым образующую первый объем 140b. Часть конического сечения 136b сужается или сходится, постепенно переходя в часть постоянного сечения 134b, и включает второй стенка 141b, окружающую и тем самым образующую второй объем 142b.
Фильерная головка 122c также включает корпус 126c имеющий приемник 128c. Приемник 128c располагается между впускное отверстие 130c и выпускное отверстие 132c, и включает часть постоянного сечения 134c и часть конического сечения 136c. Как обсуждается выше, часть конического сечения 136c проходит из впускного отверстия 130c и включает первую стенку 138c, окружающую и тем самым образующую первый объем 140c. Часть конического сечения 136c сужается или сходится, постепенно переходя в часть постоянного сечения 134c, и включает вторую стенку 141c, окружающую и тем самым образующую второй объем 142c.
Как проиллюстрировано на фиг. 2, фильерные головки 122a, 122b, 122c располагаются рядом друг с другом. Впускное и выпускное отверстия 130a, 130b, 130c, 132a, 132b, 132c и/или первый и второй объемы 140a, 140b, 140c, 142a, 142b, 142c соответствующих приемников 128a, 128b, 128c выбираются так, чтобы сокращать или уменьшать размер и/или объем последовательным образом. Например, впускное и выпускное отверстия 130a, 132a фильерной головки 122a выбираются таким образом, чтобы они имели больший диаметр, чем впускное и выпускное отверстия 130b, 132b фильерной головки 122b. Аналогичным образом, первый и второй объемы 140a, 142a приемника 128a фильерной головки 122a выбираются таким образом, чтобы они превышали первый и второй объемы 140b, 142b приемника 128b фильерной головки 122b. Таким образом, бумажная полоска 102 преимущественно может постепенно сжиматься и/или уплотняться, когда бумажная полоска 102 пропускается и/или протягивается через воронкообразную головку 105, промежуточный шнур 101a пропускается и/или протягивается через фильерную головку 122a, и некрученый шнур 101 пропускается и/или протягивается через каждую из последовательных фильерных головок 122b, 122c. Кроме того, в то время как вариант осуществления, представленный на фиг. 2, иллюстрирует фильерные головки 122a, 122b, 122c, согласно другим вариантам осуществления, устройство 100 может включать любой число головок для пултрузии шнура, таких как, например, фильерные головки или воронкообразные головки.
Согласно некоторым вариантам осуществления, одна или несколько фильерных головок 122a, 122b, 122c могут быть выполнены с возможностью нагревания промежуточного шнура 101a и/или некрученого шнура 101, когда промежуточный шнур 101a и/или некрученый шнур 101 пропускается и/или протягивается через соответствующие приемники 128a, 128b, 128c. Согласно некоторым вариантам осуществления, включая вариант осуществления, проиллюстрированный на фиг. 2, фильерная головка 122c может быть выполнена с возможностью нагревания некрученого шнура 101. Фильерная головка 122c может включать электрическую нагревательную систему, такую как спиральная или аналогичная система, которая нагревает некрученый шнур 101. Согласно другим вариантам осуществления, фильерная головка 122c может включать другие системы и способы для нагревания некрученого шнура 101, такие как нагреватели, лампы или аналогичные системы, которые могут быть выполнены с возможностью нагревания некрученого шнура 101. Таким образом, нагревание, обеспечиваемое фильерной головкой 122c, может упрощать уплотнение и/или консолидацию некрученого шнура 101. Например, когда вытягивается некрученый шнур 101, покрытый водорастворимым клеем, таким как PVOH, тепло, обеспечиваемое фильерной головкой 122c, или нанесение жидкости, такой как, например, вода, может активировать поверхностную липкость клея. Активация поверхностной липкости водорастворимого клея может, таким образом, упрощать уплотнение и/или консолидацию некрученого шнура 101, когда некрученый шнур 101 проходит через фильерные головки (например, 122a, 122b, 122c).
Согласно некоторым вариантам осуществления, впускное и выпускное отверстия разнообразных головок 4, 5, 21, 22 и т. д. (например, впускные отверстия 11, 30, выпускные отверстия 12, 32 и т. д.) и объемы (например, первый и второй объемы 18, 20, 40, 42 и т. д.) преимущественно выбираются таким образом, чтобы обеспечивать определенные прочностные характеристики. Например, согласно некоторым вариантам осуществления, впускные отверстия (например, 11, 30) могут быть выбраны таким образом, чтобы иметь входной диаметр, составляющий приблизительно от 2,4 до 2,8 мм. Выпускные отверстия (например, 12, 32) могут быть выбраны таким образом, чтобы иметь выходной диаметр, составляющий приблизительно от 1,2 до 1,6 мм. Согласно некоторым вариантам осуществления, части конического сечения головок 4, 5, 21, 22 (например, части конического сечения 16, 36) могут быть выбраны таким образом, чтобы иметь продольный размер, составляющий приблизительно от 3 до 5 мм. Таким образом, выбор разнообразных головок упрощает уплотнение и/или консолидацию бумажных полосок, и в результате этого бумажные полоски могут иметь улучшенные прочностные свойства.
Фиг. 3 иллюстрирует устройство 200 для изготовления некрученого шнура 201 согласно еще одному варианту осуществления. Устройство 200 представляет собой вариант, в котором покрытая на одной стороне бумажная полоска 202 пропускается и/или протягивается через увлажняющую систему 208. Согласно некоторым вариантам осуществления, включая вариант осуществления, проиллюстрированный на фиг. 3, бумажная полоска 202 покрывается на одной стороне водорастворимым клеем, таким как PVOH. Согласно некоторым вариантам осуществления, увлажняющая система 208 может включать сверхтонкие аэрозольные сопла, ванну с водяным туманом, паровую камеру или другие системы, которые применяют малые количества жидкостей, таких как вода, чтобы активировать клеевое покрытие бумажной полоски 202. Согласно некоторым вариантам осуществления, включая вариант осуществления, проиллюстрированный на фиг. 3, увлажняющая система 208 включает две пары валиков 244a, 244b (в совокупности упоминаются как валики 244). Согласно некоторым вариантам осуществления, по меньшей мере, один валик из пары валиков 244, например, такой как нижний валик из пары нижних валиков 244b погружается в ванну с жидкостью. Согласно некоторым вариантам осуществления, жидкость может представлять собой воду или другую подходящую жидкость. Когда нижний валик из нижних валиков 244b вращается в ванне с жидкостью, нижние валики 244b и верхние валики 244a выполнены с возможностью приема через свои наружные поверхности 248b, 248a жидкости, например, воды. Поверхность верхнего валика из пары нижних валиков 244b покрывается жидкостью через канавки 250. В частности, канавки 250 выполнены с возможностью принимать жидкость, например, воду или другую подходящую жидкость и увлажнять наружную поверхность 248a валиков 244a. Валики 244 могут вращаться по отношению друг к другу или друг с другом, когда бумажная полоска 202 пропускается и/или протягивается через увлажняющую систему 208. Таким образом, увлажняющая система 208 может увлажнять бумажную полоску 202, покрытую водорастворимым клеем. Применение жидкости, такой как вода, может активировать поверхностную липкость клея, что упрощает уплотнение и консолидация некрученого шнура 201. Согласно некоторым вариантам осуществления, увлажняющая система 208 может включать имеющиеся в продаже валики, такой как валики Anilox™. Однако другие валики, которые могут упрощать увлажнение предметов, проходящих через них, находятся в пределах объема настоящего изобретения.
Фиг. 4 иллюстрирует устройство 300 для изготовления некрученого шнура 301 согласно еще одному варианту осуществления. Устройство 300 представляет собой вариант, в котором бумажная полоска 302 может включать множество проходящих в продольном направлении щелей 350, которые определяют множество частей 352 полосок. Согласно некоторым вариантам осуществления, устройство 300 может включать устройства для разделения слоев, ножи, продольные резаки или другие подходящие устройства для резания, измельчения или разделения на слои бумажной полоски 302 в продольном направлении на множество частей 352 полоски. Согласно некоторым вариантам осуществления, щели 350 могут быть разделены равными расстояниями в поперечном направлении, таким образом, что каждая из частей 352 полоски проходит в поперечном направлении на одинаковое расстояние. Согласно некоторым вариантам осуществления, одна или несколько щелей 350 могут быть разделены неравными расстояниями в поперечном направлении, таким образом, что все из частей 352 полоски проходят в поперечном направлении различные расстояния.
Как проиллюстрировано на фиг. 4, части 352 полоски пропускаются и/или протягиваются через головки для пултрузии шнура, например, такие как воронкообразная головка 305 и множество головок для пултрузии шнура, например, фильерные головки 322a, 322b, 322c, как обсуждается выше, для получения некрученого шнура 301. Согласно некоторым вариантам осуществления, бумажная полоска 302 может быть покрыта клеем, таким как водорастворимый PVOH. Кроме того, согласно некоторым вариантам осуществления, покрытая бумажная полоска 302 может протягиваться и/или пропускаться через увлажняющую систему (например, увлажняющую систему 208). Согласно другим вариантам осуществления, бумажная полоска 302 может оставаться непокрытой, когда она протягивается и/или пропускается через воронкообразную головку 305.
Фиг. 5 иллюстрирует устройство 400 для изготовления некрученого шнура 401 согласно еще одному варианту осуществления. Устройство 400 представляет собой вариант, в котором бумажная полоска 402 может включать множество проходящих в продольном направлении перфорационных отверстий 450, чтобы определять множество частей 452 полоски. Согласно некоторым вариантам осуществления, устройство 400 может включать перфорационные пистолеты, иглы или другие подходящие устройства для изготовления перфорационных отверстий 450. Согласно некоторым вариантам осуществления, перфорационные отверстия 450 могут разделяться равными расстояниями в поперечном направлении, таким образом, что все из частей 452 полоски проходят в поперечном направлении одинаковое расстояние. Согласно некоторым вариантам осуществления, одно или несколько перфорационных отверстий 450 могут разделяться неравными расстояниями в поперечном направлении, таким образом, что все из частей 452 полоски проходят в поперечном направлении различные расстояния.
Здесь также, как проиллюстрировано на фиг. 5, части 452 полоски пропускаются и/или протягиваются через головки для пултрузии шнура, например, воронкообразную головку 405 и множество головок для пултрузии шнуров, например, таких как фильерные головки 422a, 422b, 422c, как обсуждается выше, для получения некрученого шнура 401. Согласно некоторым вариантам осуществления, бумажная полоска 402 может быть покрыта клеем, таким как водорастворимый PVOH. Кроме того, согласно некоторым вариантам осуществления, покрытая бумажная полоска 402 может протягиваться и/или пропускаться через увлажняющую систему (например, увлажняющую систему 208). Согласно другим вариантам осуществления, бумажная полоска 402 может оставаться непокрытой, когда она протягивается и/или пропускается через воронкообразную головку 405.
Варианты осуществления, проиллюстрированные на фиг. 4 и 5, упрощают улучшение прочностных свойств некрученых шнуров (например, некрученых шнуров 1, 101, 201, 301, 401). Авторы настоящего изобретения экспериментально обнаружили, что разделение на слои, перфорация или, в общем, разделение полоски на части (например, 352, 452) упрощает уплотнение и/или консолидацию бумажных полосок (например, бумажных полосок 302, 402), проходящих через впускное и выпускное отверстия головок для пултрузии шнура (например, воронкообразные головки 305, 405 и фильерные головки 322a, 322b, 322c, 422a, 422b, 422c), которые ограничивают, замедляют или сокращают гофрирование и/или искажение бумажных полосок (например, бумажных полосок 302, 402).
Фиг. 6 иллюстрирует график с вертикальной осью, соответствующей растягивающей нагрузке, и горизонтальной осью, соответствующей растяжению. Сплошная линия соответствует ленте, собранной из 15 индивидуальных протягиваемых вручную бумажных полосок через головку для пултрузии шнура с образованием некрученых шнуров согласно одному варианту осуществления, и пунктирная линия соответствует ленте, собранной из 15 индивидуальных протягиваемых вручную продольно разрезанных частей бумажной полоски через головку для пултрузии шнура с образованием некрученых шнуров согласно еще одному варианту осуществления. Некрученый шнур был изготовлен из бумажной полоски, имеющей разделенные равными расстояниями щелей, определяющих четыре части бумажной полоски. Бумажная полоска шириной 19 мм была разрезана на четыре продольных частей бумажной полоски, имеющих одинаковую ширину (19/4 мм). Обе ленты из некрученого шнура были покрыты клеем для получения конечного содержания покрытия 12 мас.%. Как представлено на фиг. 6, в варианте осуществления некрученого шнура, изготовленного из разрезанных полосок, соответствующих пунктирной линии, проявляется увеличение предельной прочности на 12%.
Фиг. 7 иллюстрирует устройство 500 для изготовления некрученого шнура 501 согласно еще одному варианту осуществления. Устройство 500 представляет собой вариант, в котором устройство 500 включает пропиточную систему 560. Пропиточная система 560 выполнена с возможностью приема некрученого шнура 501 и включает резервуар 562 и валик 564. Резервуар 562 включает жидкость, которая покрывает и/или пропитывает некрученый шнур 501. Согласно некоторым вариантам осуществления, жидкость может включать водорастворимый клей на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы. Водоудерживающее вещество в растворе PVOH своим действием удерживает воду в растворе для уменьшения скорости, с которой смачивается бумага. В отличие от бумажных крученых шнуров, где добавление водоудерживающего вещества не является обязательным, поскольку плотно скрученные бумажные шнуры замедляют проникновение воды, добавление водоудерживающего вещества в среду водорастворимого клея предотвращает разрыв смоченных некрученых шнуров в течение их пултрузии через фильерные головки. Для некоторых товарных сортов водорастворимого PVOH может отсутствовать добавление водоудерживающего вещества, такого как натриевая соль карбоксиметилцеллюлозы. Что касается гибкости шнура и ленты, в отличие от традиционных шнуров и лент, где кручение бумажной полоски придает естественную гибкость шнурам и, таким образом, конечной бумажной ленте, естественно, некрученые шнуры и соответствующие ленты становятся менее гибкими. Следовательно, водорастворимый клей может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (молекулярная масса=2000), для увеличения гибкости некрученого шнура. Как проиллюстрировано на фиг. 7, бумажная полоска 502 пропускается и/или протягивается через головку для пултрузии шнура, например, воронкообразную головку 505 с образованием промежуточного шнура 501a, и после этого промежуточный шнур 501a пропускается и/или протягивается через второй набор головок для пултрузии шнура, например, первую фильерную головку 522a для изготовления некрученого шнура 501. Некрученый шнур 501 после этого пропускается и/или протягивается через вторую фильерную головку 522b, причем пропиточная система 560 располагается между первой фильерной головкой 522a и второй фильерной головкой 522b. Когда валик 564 вращается, некрученый шнур 501 вытягивается из первой фильерной головки 522a и протягивается по верхней поверхности смоченного PVOH валика 564, чтобы пропитывать или покрывать некрученый шнур 501 водорастворимым клеем, например, водорастворимым клеем на основе PVOH, который может содержать водоудерживающее вещество, такое как карбоксиметилцеллюлоза, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (молекулярная масса=2000). После пропитывания некрученого шнура 501 водорастворимым клеем на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (молекулярная масса=2000), некрученый шнур 501 пропускается и/или протягивается через второй фильерная головка 522b. Согласно некоторым вариантам осуществления, второй фильерная головка 522b может быть выполнена с возможностью нагревания некрученого шнура 501. Согласно некоторым вариантам осуществления, некрученый шнур 501 может протягиваться и/или пропускаться через третью, четвертую или любое число фильерных головок, которые могут или не могут нагреваться для изготовления некрученого шнура 501. Кроме того, согласно некоторым вариантам осуществления, один или несколько резервуаров 562 и валиков 564 могут располагаться между первой фильерной головкой 522a и любыми последующими фильерными головками, такими как, фильерная головка 522b, и/или любым числом последующих фильерных головок, расположенных после фильерной головки 522b.
Кроме того, согласно некоторым вариантам осуществления, одна или несколько фильерных головок могут быть выполнены с возможностью нагревания некрученого шнура 501. Как обсуждается выше, фильерная головка, которая может быть выполнена с возможностью нагревания некрученого шнура 501, может включать электрическую нагревательную систему или другие системы и средства для нагревания некрученого шнура, такие как нагреватели, лампы и. т. д. Здесь также воронкообразные и фильерные головки (например, 505, 522a, 522b) могут быть выполнены с возможностью упрощения уплотнения и/или консолидации бумажная полоска 502, когда бумажная полоска 502 превращается в промежуточный шнур 501a и некрученый шнур 501. Например, впускное и выпускное отверстия и первый и второй объемы соответствующих воронкообразных и фильерных головок могут постепенно уменьшаться последовательным образом, чтобы упрощать уплотнение и/или консолидацию бумажной полоски 502, промежуточного шнура 501a и некрученого шнура 501.
Фиг. 8 иллюстрирует устройство 600 для уплотнения некрученого шнура 601 и для направления и сборки некрученых шнуров 601 в головке для пултрузии ленты, согласно одному варианту осуществления. В то время как вариант осуществления описан в сочетании с некручеными шнурами 601, уплотнение, направление и сборка крученых шнуров в головке для пултрузии ленты, как более подробно обсуждается ниже, находятся в пределах объема настоящего изобретения.
Некрученый шнур 601 может быть изготовлен согласно разнообразным вариантам осуществления, описанным в настоящем документе. Устройство 600, проиллюстрированное на фиг. 8 может, необязательно и/или дополнительно, упрощать уплотнение и/или консолидацию некрученого шнура 601. Устройство 600 включает множество систем направляющих и уплотняющих валиков 670. В то время как вариант осуществления, проиллюстрированный на фиг. 8, включает три системы направляющих и уплотняющих валиков 670, согласно другим вариантам осуществления, устройство 600 может включать пару систем направляющих и уплотняющих валиков 670 или любое число систем направляющих и уплотняющих валиков 670. Системы направляющих и уплотняющих валиков 670 включают первый набор валиков 672, который включают верхний валик 674 и нижний валик 676. Верхний валик 674 располагается рядом с нижним валиком 676, определяя первый проход 680. Первый проход 680 выполнен с возможностью направлять и сжимать и/или уплотнять некрученый шнур 601, когда некрученый шнур 601 проходит через него.
Системы направляющих и уплотняющих валиков 670 включают второй набор валиков 682, который включают левый валик 684 и правый валик 686. Левый валик 684 располагается рядом с правым валиком 686, определяя второй проход 688. Второй проход 688 выполнен с возможностью сжатия и/или уплотнения некрученого шнура 601, когда некрученый шнур 601 проходит через него. В частности, первый набор валиков 672 и второй набор валиков 682 располагаются таким образом, что первый набор валиков 672 и второй набор валиков 682 ориентированы под углом по отношению друг к другу. Например, первый набор валиков 672 ориентирован практически горизонтально, в то время как второй набор валиков 682 ориентирован практически вертикально, причем ориентация первого набора валиков 672 является практически перпендикулярной ориентации второго набора валиков 682. Однако согласно другим вариантам осуществления, ориентации первого и второго наборов валиков 672, 682 могут быть параллельными по отношению друг к другу или представлять собой ориентации, образующие любой другой подходящий угол.
Согласно некоторым вариантам осуществления, включая вариант осуществления, проиллюстрированный на фиг. 8, устройство 600 может необязательно и/или дополнительно включать один или несколько направляющих рифленых валиков 689, таких как, например, рифленый подшипник. Согласно некоторым вариантам осуществления, устройство 600 может исключать системы направляющих и уплотняющих валиков 670 и может включать только направляющие рифленые валики 689. Согласно некоторым вариантам осуществления, устройство 600 может включать один, два, три или любой число направляющих рифленых валиков 689. Например, вариант осуществления, проиллюстрированный на фиг. 8, включает пару направляющих рифленых валиков 689, расположенных рядом с множеством из первого и второго наборов валиков 672, 682. Направляющие рифленые валики 689 включают углубление 690, которое окружает наружную поверхность 691 рифленого валика 689. Углубление 690 располагается на наружной поверхности 691, таким образом, что углубление 690 может принимать крученый или некрученый шнур 601, когда крученый или некрученый шнур 601 проходит через систему направляющих и уплотняющих валиков 670. В частности, углубления 690 направляющих рифленых валиков 689 выполненные с возможностью дополнительного уплотнения и/или консолидации крученого или некрученого шнура 601. Кроме того, направляющие рифленые валики 689 также упрощают ориентацию крученого или некрученого шнура 601, когда крученый или некрученый шнур 601 может поступать в устройство для изготовления ленты, как более подробно обсуждается ниже.
Фиг. 9 и 10 иллюстрируют головку для пултрузии ленты 810 согласно одному варианту осуществления. Головка для пултрузии ленты 810 включает верхний элемент 842 и нижний элемент 844. Верхний элемент 842 выполнен с возможностью присоединения к нижнему элементу 844. Верхний элемент 842 может присоединяться к нижнему элементу 844 через крепления и. т. д. Использование креплений позволяет открывать головку для пултрузии ленты 810, чтобы обеспечивать размещение шнуров, когда это требуется. Верхний элемент 842 имеет практически прямоугольную форму и включает внутреннюю сторону 845 и наружную сторону 846. Внутренняя и наружная стороны 845, 846 включают соответствующие поверхности 848, 847, которые представляют собой практически плоские поверхности, проходящие параллельно друг другу. Нижний элемент 844 включает внутреннюю сторону 849 и наружную сторону 850. Внутренняя сторона включает углубление 851, которое проходит от впускного отверстия 852 до выпускного отверстия 853. Углубление 851 включает часть конического сечения 855 и часть постоянного сечения 856. Часть конического сечения 855 сужается или сходится от впускного отверстия 852, плавно переходя в часть постоянного сечения 856. Часть постоянного сечения 856 проходит в продольном направлении от части конического сечения 855 до выпускного отверстия 853. В частности, углубление 851 в части постоянного сечения 856 имеет определенную ширину W и определенную толщину T. Ширина W части постоянного сечения 856 остается практически постоянной и выбирается для изготовления бумажной ленты 860, имеющей ширину W. Согласно некоторым вариантам осуществления, толщина T части постоянного сечения 856 может находиться приблизительно в интервале от 1 до 1,2 мм. Согласно другим вариантам осуществления, ширина W части постоянного сечения 856 может быть выбрана таким образом, что бумажная лента 860 имеет любую желательную ширину W. Толщина T части постоянного сечения 856 может выбираться, чтобы точно или составлять, по меньшей мере, приблизительно на 0,1-0,2 мм более чем диаметр некрученого шнура 801, который входит во впускное отверстие 852. Здесь также выбирается часть постоянного сечения 856, имеющая определенную толщину T, чтобы упрощать уплотнение и/или консолидацию, и, таким образом, улучшать прочностные свойства бумажной ленты 860. Согласно другим вариантам осуществления, толщина T части постоянного сечения 856 может быть выбрана таким образом, что бумажная лента 860 имеет любой желательную толщину T.
Как наилучшим образом проиллюстрировано на фиг. 10, впускное отверстие 852 выполнено с возможностью принимать некоторое число крученых или некрученых шнуров 801, согласно разнообразным вариантам осуществления, которые описаны в настоящем документе (например, 1, 101, 201, 301, 401, 501, 601, 701). Когда крученые или некрученые шнуры 801 пропускаются и/или протягиваются через часть конического сечения 855 углубления 851, крученые или некрученые шнуры 801 постепенно уплотняются и/или консолидируются в поперечном направлении. Крученые или некрученые шнуры 801 после этого проходят через часть постоянного сечения 856, где крученые или некрученые шнуры 801 продолжают уплотняться и/или консолидироваться в поперечном направлении, и, таким образом, крученые или некрученые шнуры 801 присоединяются друг к другу, образуя бумажную ленту, 860 имеющую выбранную ширина W. Кроме того, уплотнение и/или консолидация крученых или некрученых шнуров 801 таким способом упрощает уменьшение зазоров между всеми из крученых или некрученых шнуров 801. Изготовление бумажной ленты 860 с уменьшенными или узкими зазорами между кручеными или некручеными шнурами 801 преимущественно улучшает свойства предельной прочности при растяжении бумажной ленты 860.
Согласно некоторым вариантам осуществления, головка для пултрузии ленты 810 может находиться при комнатной температуре. Нахождение головки для пултрузии ленты 810 при комнатной температуре может упрощать сохранение в жидкой фазе любого клея, покрывающего или нанесенного на некрученые шнуры 801. Как обсуждается выше, согласно некоторым вариантам осуществления, некрученые шнуры 801 могут быть пропитаны и/или покрыты водорастворимым клеем, таким как водорастворимый PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000). В таких случаях, например, устройство для изготовления ленты 810 может оставаться при комнатной температуре, упрощая сохранение в жидкой фазе любого остаточного водорастворимого клея. Согласно некоторым вариантам осуществления, головка для пултрузии ленты 810 может нагреваться до выбранной температуры. Например, головка для пултрузии ленты 810 может включать электрическую нагревательную систему, такую как спираль или аналогичная система, которая нагревает некрученые шнуры 801, когда они проходят через углубление. Согласно некоторым вариантам осуществления, головка для пултрузии ленты 810 может включать другие системы и приспособления для нагревания крученых или некрученых шнуров 801, такие как нагреватели, лампы и. т. д.
Кроме того, согласно некоторым вариантам осуществления, головка для пултрузии ленты 810 может нагреваться до температуры, находящейся приблизительно в интервале от 50 до 90°C. В более общем случае головка для пултрузии ленты 810 может нагреваться до подходящей температуры, которая может сокращать до минимума силы трения в головке для пултрузии ленты 810, когда покрытые или непокрытые крученые или некрученые шнуры 801 проходят через углубление 851 головки для пултрузии ленты 810. Кроме того, нагревание головки для пултрузии ленты 810 может также преимущественно упрощать высушивание некрученых шнуров 801, когда они уплотняются и/или консолидируются, образуя бумажную ленту 860.
Фиг. 11 иллюстрирует устройство 900 для впрыскивания в крученые или некрученые шнуры 901 клея, такого как водорастворимый клей, например, водорастворимый клей на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000). Устройство 900 включает головку для пултрузии ленты 910 и инжекционное устройство 915. Инжекционное устройство 915 может включать один или несколько каналов 917, которые находятся в сообщении с возможностью переноса текучей среды с резервуаром (не представлено на чертеже) или другим источником водорастворимого клея. Инжекционное устройство 915 может включать инжекционную головку 918, присоединенную к одному или нескольким каналам 917. Как проиллюстрировано на фиг. 11, инжекционная головка 918 располагается вблизи впускного отверстия 952 головки для пултрузии ленты 910. В частности, инжекционное устройство 915 выполнено с возможностью распыления, впрыскивания или нанесения водорастворимого клея, когда крученые или некрученые шнуры 901 входят в головку для пултрузии ленты 910. Согласно некоторым вариантам осуществления, устройство 900 может включать пропиточную систему (например, 560), расположенную рядом с головкой для пултрузии ленты 910. Согласно такому варианту осуществления, крученые или некрученые шнуры 901 могут пропитываться водорастворимым клеем, например, водорастворимым клеем на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000), перед входом в головку для пултрузии ленты 910.
Фиг. 12 иллюстрирует бумажную ленту 706, изготовленную согласно вариантам осуществления устройств, способов и приспособлений, которые описаны в настоящем документе. Бумажная лента 706 была изготовлена посредством пропускания 14 некрученых шнуров 701 согласно варианту осуществления головки для пултрузии ленты (например, головки для пултрузии ленты 810, 910), имеющей углубление (например, углубление 851) с частью постоянного сечения (например, частью постоянного сечения 856), имеющей толщину T (не представлено на чертеже), составляющую приблизительно 1,2 мм, и ширину W, составляющую приблизительно 17 мм. Некрученые шнуры 701 были покрыты посредством впрыскивания водорастворимого клея на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, в процессе пултрузии через головку для пултрузии ленты (например, головку для пултрузии ленты 810, 910). Конечная лента имела покрытие, содержащее 12 мас.% клея на основе PVOH. Последующие испытания прочности при растяжении показали заметное улучшение свойств предельной прочности при растяжении по сравнению с имеющейся в продаже традиционной бумажной лентой, изготовленной из крученых шнуров (см., например, фиг. 17).
Фиг. 13 представляет блок-схему машины для пултрузии ленты 1110 согласно одному варианту осуществления. Машина для пултрузии ленты 1110 может включать один или несколько вращающихся барабанов (не представлено на чертеже), на которые наматывается основная бумага. Намотанный основная бумага может образовывать рулон (например, плотно намотанный рулон), который может разматываться, когда основная бумага стягивается с одного или нескольких вращающихся барабанов. Согласно варианту осуществления, проиллюстрированному на фиг. 13, основная бумага, намотанная на один или несколько вращающихся барабанов, предварительно покрывается водорастворимым клеем, таким как PVOH, который может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000), с образованием множества предварительно покрытых бумажных полосок 1002. Машина для пултрузии ленты 1110 включает первую приводную систему 1012, включающую мотор, технологически присоединенный к множеству прижимных валиков. Первая приводная система 1012 выполнена с возможностью протягивать бумажные полоски 1002 через увлажняющую систему 1008 и головки 1014, такие как, например, головки для пултрузии шнура (например, воронкообразные головки 5, 105, 205, 305, 405, 505 и фильерные головки 22, 122a, 122b, 122c и т. д.). В частности, бумажные полоски 1002 пропускаются и/или протягиваются через увлажняющую систему 1008, такую как, например, увлажняющая система 208, что может активировать поверхностную липкость клея посредством нагревания или нанесения жидкости. Как обсуждается выше, увлажняющая система 1008 может включать аэрозольные сопла, ванну с водяным туманом, паровую камеру или другие системы, которые наносят жидкости, такие как вода, на бумажные полоски 1002, чтобы активировать поверхностная липкость водорастворимого клея.
После прохождения через увлажняющую систему 1008 бумажные полоски 1002 затем пропускаются и/или протягиваются через первый набор головок для пултрузии шнура 1014. Как обсуждается выше, согласно некоторым вариантам осуществления, каждая из множества бумажных полосок 1002 может сначала протягиваться и/или пропускаться через соответствующее число головок для пултрузии шнура, таких как воронкообразные головки (например, воронкообразные головки 5, 105, 205, 305 и т. д.), с образованием промежуточных шнуров. Промежуточные шнуры могут после этого протягиваться и/или пропускаться через ряд головок для пултрузии шнура, таких как фильерные головки (например, фильерные головки 22, 122a, 122b, 122c и т. д.), расположенные рядом друг с другом. Каждая из ряда фильерных головок (например, фильерных головок 22, 122a, 122b, 122c и т. д.) может включать приемник (например, приемник 9, 109 и т. д.), чтобы принимать и уплотнять соответствующие промежуточные шнуры и некрученые шнуры 1001. Согласно некоторым вариантам осуществления, бумажные полоски 1002 могут пропускаться из воронкообразных головок, превращаться в промежуточные шнуры и поступать в соответствующее число фильерных головок (например, фильерных головок 22, 122a, 122b, 122c и т. д.). Промежуточные шнуры пропускаются и/или протягиваются через первый набор головок для пултрузии шнура 1014, образуя некрученые шнуры 1001.
Согласно некоторым вариантам осуществления, включая вариант осуществления, проиллюстрированный на фиг. 13, одна или несколько из числа головок для пултрузии шнура 1014 первого набора могут включать электрическую нагревательную систему, такую как спираль и. т. д. Согласно некоторым вариантам осуществления, одна или несколько из числа головок для пултрузии шнура 1014 первого набора могут включать нагреватель, лампу, или другое подходящее устройство, чтобы нагревать и высушивать некрученые шнуры 1001.
После прохождения через первый набор головок для пултрузии шнура 1014 второй приводная система 1069 может проводить и/или протягивать некрученые шнуры 1001 через второй набор головок для пултрузии шнура 1016. Здесь также, как обсуждается выше, согласно некоторым вариантам осуществления, каждый из числа некрученых шнуров 1001 необязательно может сначала протягиваться и/или пропускаться через соответствующее число головок для пултрузии шнура, таких как воронкообразные головки (например, воронкообразные головки 5, 105, 305 и т. д.). Некрученые шнуры 1001 могут после этого протягиваться и/или пропускаться через ряд головок для пултрузии шнура, таких как фильерные головки (например, фильерные головки 22, 122a, 122b, 122c и т. д.), расположенные рядом друг с другом. Каждая из ряда головок для пултрузии шнура (например, фильерных головок 22, 122a, 122b, 122c и т. д.) может включать приемник (например, приемник 9, 109 и т. д.), чтобы принимать и уплотнять соответствующие некрученые шнуры 1001. Согласно некоторым вариантам осуществления, некрученые шнуры 1001 могут пропускаться из необязательных воронкообразных головок в соответствующее число головок для пултрузии шнура (например, фильерных головок 22, 122a, 122b, 122c и т. д.). Хотя согласно варианту осуществления машины для пултрузии ленты 1110, проиллюстрированному на фиг. 13, второй набор головок для пултрузии шнура 1016 не включают приспособление для нагревания некрученых шнуров 1001, согласно другим вариантам осуществления, одна из числа головок 1016 второго набора может включать приспособление для нагревания некрученых шнуров 1001.
Машина для пултрузии ленты 1110 включает одну или несколько систем направляющих и уплотняющих валиков 1070, аналогичную, например, системе направляющих и уплотняющих валиков 670, и один или несколько направляющих рифленых валиков 1089, например, аналогичных направляющим рифленым валикам 689. Согласно некоторым вариантам осуществления, каждый из некрученых шнуров 1001 может пропускаться через соответствующую одну из одной или нескольких систем направляющих и уплотняющих валиков 1070 и/или направляющие рифленые валики 1089. Согласно другим вариантам осуществления, каждый из некрученых шнуров 1001 может пропускаться через соответствующую одну из одной или нескольких систем направляющих и уплотняющих валиков 1070 и/или направляющие рифленые валики 1089. Как обсуждается выше, системы направляющих и уплотняющих валиков 1070 и/или направляющие рифленые валики 1089 могут дополнительно упрощать уплотнение и/или консолидацию некрученых шнуров 1001 и направлять некрученые шнуры 1001 в пропиточную систему 1060, например, аналогичную пропиточной системе 560.
Пропиточная система 1060 может включать резервуар (например, резервуар 562) и валик (например, валик 564). Резервуар (например, резервуар 562) может включать жидкость, которая покрывает и/или пропитывает некрученые шнуры 1001, такую как водорастворимый клей на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000), или любой другие подходящий водорастворимый клей. Когда вращается валик (например, валик 564), некрученые шнуры 1001 протягиваются по верхней поверхности смоченного PVOH валика (например, валика 564) для пропитывания или покрытия некрученых шнуров 1001 водорастворимым клеем на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000). Например, одна рецептура для покровной жидкости содержит 24 мас.% PVOH и 2% натриевой соли карбоксиметилцеллюлозы в деионизированной воде. Вторая рецептура для покровной жидкости содержит 19 мас.% PVOH и 19 мас.% полипропиленгликоля (молекулярная масса=2000).
Машина для пултрузии ленты 1110 также включает головку для пултрузии ленты 1020, такую как, например, головка для пултрузии ленты 810, 900. Каждый из некрученых шнуров 1001 протягивается и/или пропускается в головку для пултрузии ленты 1020. Как обсуждается выше, головка для пултрузии ленты 1020 может уплотнять и соединять некрученые шнуры 1001, образуя бумажную ленту 1062, такую как, например, бумажная лента 860. Согласно некоторым вариантам осуществления, включая вариант осуществления, проиллюстрированный на фиг. 13, головка для пултрузии ленты 1020 может включать приспособления, чтобы нагревать PVOH, водорастворимый клей на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000), и некрученые шнуры 1001, например, посредством электрической нагревательной системы, такой как спирали, нагреватели, лампы и. т. д.
Согласно некоторым вариантам осуществления, машина для пултрузии ленты 1110 может необязательно и/или дополнительно включать инжекционное устройство 1015, например, аналогичное инжекционному устройству 915. Как обсуждается выше, инжекционное устройство 1015 может включать один или несколько каналов (например, каналы 917), которые находятся в сообщении с возможностью переноса текучей среды с резервуаром, содержащим водорастворимый клей, такой как водорастворимый клей на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000), или любой другие подходящий водорастворимый клей. Инжекционное устройство 1015 может включать инжекционную головку (например, инжекционную головку 918), с которой соединяются один или несколько каналов (например, каналы 917), которые выполнены с возможностью распыления, впрыскивания или нанесения водорастворимого клея, когда некрученые шнуры 1001 входят в головку для пултрузии ленты 1020, например, в часть с коническим сечением головки для пултрузии ленты 1020. В качестве альтернативы, машина для пултрузии ленты 1110 может включать пропиточную систему (например, пропиточную систему 560), расположенную рядом с головкой для пултрузии ленты 1020.
Машина для пултрузии ленты 1110 дополнительно включает сушилку для ленты 1049. Сушилка для ленты 1049 может быть выполнена с возможностью подачи воздушного потока при комнатной температуре, чтобы упрощать высушивание бумажной ленты 1062. Согласно некоторым вариантам осуществления, сушилка для ленты 1049 может быть выполнена с возможностью подачи воздушного потока при повышенных температурах, чтобы ускорять высушивание бумажной ленты 1062 при повышенных температурах. Согласно некоторым вариантам осуществления, машина для пултрузии ленты 1110, кроме того, или в качестве альтернативы, может необязательно включать другие сушильные системы, такие как нагревательные спирали, лампы и. т. д. Как проиллюстрировано на фиг. 13, машина для пултрузии ленты 1020 дополнительно включает множество приводных систем 1069, имеющих моторы, технологически присоединенных к прижимным валикам. Приводные системы 1069 располагаются рядом с сушилкой для ленты 1049. Множество приводных систем 1069, индивидуально или в сочетании с первой приводной системе 1012, выполнены с возможностью протягивания, ведения, проведения и/или направления бумажных полосок 1002, промежуточных шнуров, некрученых шнуров 1001 и/или бумажной ленты 1062. После того, как бумажная лента 1062 проходит через сушилку для ленты 1049, бумажная лента 1062 наматывается на барабан, и из ленты образуется катушку 1077 или рулон.
Фиг. 14 представляет блок-схему машины 2110 для пултрузии ленты согласно еще одному варианту осуществления. Машина 2110 для пултрузии ленты может включать один или несколько вращающихся барабанов (не представлено на чертеже), на которые наматывается основная бумага. Намотанная основная бумага может превращаться в рулон (например, плотно намотанный рулон), который может разматываться, когда основная бумага стягивается с одного или нескольких вращающихся барабанов, обеспечивая множество бумажных полосок. Вариант осуществления, проиллюстрированный на фиг. 14 представляет собой вариант, в котором основная бумага, намотанная на один или несколько вращающихся барабанов, не подвергается предварительному покрытию клеем и выполнена с возможностью обеспечения непокрытых бумажных полосок 2002.
Машина 2110 для пултрузии ленты включает первую приводную систему 2012, включающую мотор, технологически присоединенный к набору прижимных валиков. Первая приводная система 2012 выполнена с возможностью проведения и/или протягивания бумажных полосок 2002 через первый набор головок для пултрузии шнура 1014. Как обсуждается выше, согласно некоторым вариантам осуществления, каждая из ряда бумажных полосок 2002 может сначала протягиваться и/или пропускаться через соответствующее число головок для пултрузии шнура, таких как воронкообразные головки (например, воронкообразные головки 5, 105, 305 и т. д.), с образованием промежуточных шнуров. Промежуточные шнуры могут после этого протягиваться и/или пропускаться через ряд головок для пултрузии шнура, таких как фильерные головки (например, фильерные головки 22, 122a, 122b, 122c и т. д.), которые располагаются рядом друг с другом. Каждая из ряда головок для пултрузии шнура, таких как фильерные головки (например, фильерные головки 22, 122a, 122b, 122c и т. д.), может включать приемник (например, приемник 9, 109 и т. д.), чтобы принимать и уплотнять соответствующие промежуточные шнуры и некрученые шнуры 2001. Согласно некоторым вариантам осуществления, бумажные полоски 2002 могут пропускаться из воронкообразных головок, превращаться в промежуточные шнуры и проходить в соответствующее число головок для пултрузии шнура, таких как фильерные головки (например, фильерные головки 22, 122a, 122b, 122c и т. д.). Промежуточные шнуры пропускаются и/или протягиваются через первый набор головок для пултрузии шнура 2014 с образованием некрученых шнуров 2001.
Машина 2110 для пултрузии ленты включает первую пропиточную систему 2060, которая может включать резервуар (например, резервуар 562) и валик (например, валик 564). Резервуар (например, резервуар 562) может включать жидкость, которая покрывает и/или пропитывает некрученые шнуры 2001, такую как водорастворимый клей на основе PVOH, который может содержать водоудерживающее вещество, такую как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000), или любой другие подходящий водорастворимый клей. Когда вращается валик (например, валик 564), некрученые шнуры 2001 протягиваются по верхней поверхности смоченного PVOH валика (например, валика 564), и некрученые шнуры 2001 пропитываются или покрываются водорастворимым клеем на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000). После прохождения через первую пропиточную систему 2060 некрученые шнуры 2001 могут пропускаться и/или протягиваться через второй набор головок для пултрузии шнура 2016. Здесь также, как обсуждается выше, согласно некоторым вариантам осуществления, каждый из ряда некрученых шнуров 2001 необязательно может сначала протягиваться и/или пропускаться через соответствующее число головок для пултрузии шнура, таких как воронкообразные головки (например, воронкообразные головки 5, 105, 305 и т. д.). Некрученые шнуры 2001 могут после этого протягиваться и/или пропускаться через ряд головок для пултрузии шнура, таких как фильерные головки (например, фильерные головки 22, 122a, 122b, 122c и т. д.), которые располагаются рядом друг с другом. Каждая из ряда головок для пултрузии шнура, таких как фильерные головки (например, фильерные головки 22, 122a, 122b, 122c и т. д.), может включать приемник (например, приемник 9, 109 и т. д.), чтобы принимать и уплотнять соответствующий некрученые шнуры 2001. Согласно некоторым вариантам осуществления, некрученые шнуры 2001 могут пропускаться из необязательных воронкообразных головок в соответствующее число головок для пултрузии шнура, таких как фильерные головки (например, фильерные головки 22, 122a, 122b, 122c и т. д.). Согласно некоторым вариантам осуществления, включая вариант осуществления, проиллюстрированный на фиг. 14, одна или несколько головок из ряда головок для пултрузии шнура 2016 второго набора могут включать приспособление для нагревания некрученых шнуров 2001, например, электрическую нагревательную систему, такую как спираль и. т. д. Согласно некоторым вариантам осуществления, одна или несколько головок из ряда головок для пултрузии шнура 2016 второго набора могут включать нагреватель, лампу или другое подходящее устройство, чтобы нагревать бумажные некрученые шнуры 2001.
Машина 2110 для пултрузии ленты включает одну или несколько систем 2070 направляющих и уплотняющих валиков, например, аналогичных системе направляющих и уплотняющих валиков 670, и один или несколько направляющих рифленых валиков 2089, например, аналогичных направляющим рифленым валикам 689. Согласно некоторым вариантам осуществления, каждый из некрученых шнуров 2001 может пропускаться в одну из одной или нескольких систем 2070 направляющих и уплотняющих валиков и/или направляющих рифленых валиков 2089. Согласно другим вариантам осуществления, каждый из некрученых шнуров 2001 может пропускаться в соответствующую одну из одной или нескольких системы 2070 направляющих и уплотняющих валиков и/или направляющих рифленых валиков 2089. Как обсуждается выше, системы 2070 направляющих и уплотняющих валиков и/или направляющие рифленые валики 2089 могут дополнительно упрощать уплотнение и/или консолидацию некрученых шнуров 2001 и направлять некрученые шнуры 2001 во вторую пропиточную систему 2061, такую как, например, пропиточная система 560.
Вторая пропиточная система 2061 может включать резервуар (например, резервуар 562) и валик (например, валик 564). Резервуар (например, резервуар 562) может включать жидкость, чтобы покрывать и/или пропитывать некрученые шнуры 2001, такую как водорастворимый клей на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000), или любой другие подходящий водорастворимый клей. Когда вращается валик (например, валик 564), некрученые шнуры 2001 могут протягиваться по верхней поверхности смоченного PVOH валика (например, 564), чтобы пропитывать или покрывать некрученые шнуры 2001 водорастворимым клеем на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000).
Машина 2110 для пултрузии ленты также включает головку для пултрузии ленты 2020, например, аналогичную головкам для пултрузии ленты 810, 910. Каждый из некрученых шнуров 2001 протягивается и/или пропускается в головку для пултрузии ленты 2020. Как обсуждается выше, головка для пултрузии ленты 2020 может уплотнять и соединять некрученые шнуры 2001, образуя бумажную ленту 2062, такую как, например, бумажная лента 860. Согласно некоторым вариантам осуществления, включая вариант осуществления, проиллюстрированный на фиг. 14, головка для пултрузии ленты 2020 может включать приспособление для нагревания PVOH и некрученых шнуров 2001, например, посредством электрической нагревательной системы, такой как спирали, нагреватели, лампы и. т. д.
Согласно некоторым вариантам осуществления, машина 2110 для пултрузии ленты может необязательно и/или дополнительно включают инжекционное устройство 2015, например, аналогичное инжекционному устройству 915. Как обсуждается выше, инжекционное устройство 2015 может включать один или несколько каналов (например, каналы 917), которые находятся в сообщении с возможностью переноса текучей среды с резервуаром, содержащим водорастворимый клей, такой как водорастворимый клей на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000), или любой другие подходящий водорастворимый клей. Инжекционное устройство 2015 может включать инжекционную головку (например, инжекционную головку 918), к которой присоединяются один или несколько каналов (например, каналы 917), которые выполнены с возможностью распыления, впрыскивания или нанесения водорастворимого клея, когда некрученые шнуры 2001 входят в головку для пултрузии ленты 2020, такую как часть конического сечения головки для пултрузии ленты 2020. В качестве альтернативы, машина 2110 для пултрузии ленты может включать пропиточную систему (например, пропиточную систему 560), расположенную рядом с головкой для пултрузии ленты 2020.
Машина 2110 для пултрузии ленты дополнительно включает сушилку для ленты 2049. Сушилка для ленты 2049 может быть выполнена с возможностью подачи воздушного потока при комнатной температуре, чтобы упрощать высушивание бумажной ленты 2062. Согласно некоторым вариантам осуществления, сушилка для ленты 2049 может быть выполнена с возможностью подачи воздушного потока при повышенных температурах, чтобы ускорять высушивание бумажной ленты 2062 при повышенных температурах. Согласно некоторым вариантам осуществления, машина 2110 для пултрузии ленты может, в качестве дополнения или в качестве альтернативы, необязательно включать другие сушильные системы, такие как нагреваемые валики, лампы и. т. д. Как проиллюстрировано на фиг. 14, головка для пултрузии ленты 2020 дополнительно включает множество приводных систем 2069, имеющих моторы, технологически присоединенные к прижимным валикам. Приводные системы 2069 располагаются рядом с сушилкой для ленты 2049. Множество приводных систем 2069, индивидуально или в сочетании с первой приводной системой 2012, выполнены с возможностью протягивания, введения, пропускания и/или направления бумажных полосок 2002, промежуточных шнуров, некрученых шнуров 2001 и/или бумажной ленты 2062. После того, как бумажная лента 2062 проходит через сушилку для ленты 2049, бумажная лента 2062 пропускается и наматывается на барабан, и из ленты образуется рулон 2077.
Фиг. 15 представляет блок-схему машины для пултрузии ленты 3110 согласно еще одному варианту осуществления. Машина для пултрузии ленты 3110 представляет собой вариант, в котором множество крученых шнуров 3005, например, крученых бумажных полосок, может быть получено посредством одного или нескольких вращающихся барабанов (не представлено на чертеже).
Машина для пултрузии ленты 3110 включает одну или несколько систем направляющих и уплотняющих валиков 3070, например, аналогичных системам направляющих и уплотняющих валиков 670, и один или несколько направляющих рифленых валиков 3089, например, аналогичных направляющим рифленым валикам 689. Согласно некоторым вариантам осуществления, каждый из крученых шнуров 3005 может пропускаться в одну из одной или нескольких систем направляющих и уплотняющих валиков 3070 и/или направляющих рифленых валиков 3089. Согласно другим вариантам осуществления, каждый из крученых шнуров 3005 может пропускаться в соответствующую одну из одной или нескольких систем направляющих и уплотняющих валиков 3070 и/или направляющих рифленых валиков 3089. Как обсуждается выше, системы уплотняющих валиков 3070 и/или направляющие рифленые валики 3089 могут дополнительно упрощать уплотнение и/или консолидацию крученых шнуров 3005 и направлять крученые шнуры 3005 в пропиточную систему 3060, например, такую как пропиточная система 560.
Пропиточная система 3060 может включать резервуар (например, резервуар 562) и валик (например, валик 564). Резервуар (например, резервуар 562) может включать жидкость, чтобы покрывать и/или пропитывать крученые шнуры 3005, такой как водорастворимый клей на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000), или любой другой подходящий водорастворимый клей. Когда вращается валик (например, валик 564), крученые шнуры 3005 протягиваются по верхней поверхности смоченного PVOH валика (например, валика 564), чтобы пропитывать или покрывать крученые шнуры 3005 водорастворимым клеем на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000).
Машина для пултрузии ленты 3110 также включает головку для пултрузии ленты 3020, такую как, например, головка для пултрузии ленты 810, 900. Каждый из крученых шнуров 3005 протягиваются и/или пропускаются в головку для пултрузии ленты 3020. Как обсуждается выше, головка для пултрузии ленты 3110 может уплотнять и соединять крученые шнуры 3005, образуя бумажную ленту 3062. Согласно некоторым вариантам осуществления, включая вариант осуществления, проиллюстрированный на фиг. 15, головка для пултрузии ленты 3010 может включать приспособление, чтобы нагревать PVOH и крученые шнуры 3005, например, посредством электрической нагревательной системы, такой как спираль, провода, нагреватели, лампы и. т. д.
Согласно некоторым вариантам осуществления, машина для пултрузии ленты 3110 может необязательно и/или дополнительно включать инжекционное устройство 3015, например, аналогичное инжекционному устройству 915. Как обсуждается выше, инжекционное устройство 3015 может включать один или несколько каналов (например, каналы 917), которые находятся в сообщении с возможностью переноса текучей среды с резервуаром, содержащим водорастворимый клей, такой как водорастворимый клей на основе PVOH, который может содержать водоудерживающее вещество, такое как натриевая соль карбоксиметилцеллюлозы, и может или должен содержать водорастворимый пластификатор, такой как полипропиленгликоль (имеющий, например, молекулярную массу 2000), или любой другие подходящий водорастворимый клей. Инжекционное устройство 3015 может включать инжекционную головку (например, инжекционную головку 918), к которой присоединяются один или несколько каналов (например, каналы 917), которые выполнены с возможностью распыления, впрыскивания или нанесения водорастворимого клея, когда крученые шнуры 3005 входят в головку для пултрузии ленты 3020. В качестве альтернативы, машина для пултрузии ленты 3110 может включать пропиточную систему (например, пропиточную систему 560), расположенную рядом с головкой для пултрузии ленты 3020.
Машина для пултрузии ленты 3110 дополнительно включает сушилку для ленты 3049. Сушилка для ленты 3049 может быть выполнена с возможностью подачи воздушного поток при комнатной температуре, чтобы упрощать высушивание бумажной ленты 3062. Согласно некоторым вариантам осуществления, сушилка для ленты 3049 может быть выполнена с возможностью подачи воздушного потока при повышенных температурах, чтобы ускорять высушивание бумажной ленты 3062 при повышенных температурах. Согласно некоторым вариантам осуществления, машина для пултрузии ленты 3110 необязательно может, в качестве дополнения или в качестве альтернативы, включать другие сушильные системы, такие как нагреваемые валики, лампы и. т. д. Как проиллюстрировано на фиг. 15, машина для пултрузии ленты 3110 включает множество приводных систем 3069, имеющих моторы, технологически присоединенные к прижимным валикам. Приводные системы 3069 располагаются рядом с сушилкой для ленты 3049. Множество приводных систем 3069 индивидуально или в сочетании выполнены с возможностью протягивания, пропускания, проведения и/или направления крученых шнуров 3005 и/или бумажной ленты 3062. После того, как бумажная лента 3062 пропускается через сушилку для ленты 3049, бумажная лента 3062 наматывается на барабан, и из ленты образуется рулон 3077.
Как более подробно обсуждается выше, согласно разнообразным вариантам осуществления, бумажные ленты (например, бумажные ленты 502, 860, 1062, 2062, 3062) преимущественно изготавливаются таким образом, что присутствуют уменьшенные зазоры между бумажными полосками (например, бумажными полосками 1, 101, 201, 301, 401 и т. д.). Авторы настоящего изобретения обнаружили посредством разнообразных экспериментальных процедур, что может существовать линейная зависимость между предельной прочностью при растяжении бумажной ленты и объемной плотностью бумажной ленты. Объемная плотность может находиться в корреляции с числом бумажных полосок в ленте и зазорами между ними или, более конкретно, линейной плотностью ленты по отношению к поперечному сечению бумажной ленты. Фиг. 16 представляет график, на котором горизонтальная ось соответствует предельной растягивающей нагрузке бумажной ленты, и горизонтальная ось соответствует объемной плотности бумажной ленты.
Как проиллюстрировано на фиг. 16, более высокая объемная плотность приводит к повышению значений предельной прочности при растяжении изготовленных промышленным способом бумажных лент.
Фиг. 17 представляет график, на котором горизонтальная ось соответствует объемной плотности бумажной ленты, и вертикальная ось соответствует предельной растягивающей нагрузке. В частности, фиг. 17 иллюстрирует результаты экспериментальных исследований, сравнивая бумажные ленты, изготовленные из некрученых шнуров (NTS) согласно разнообразным вариантам осуществления, которые описаны в настоящем документе, и традиционные бумажные ленты, изготовленные из крученых бумажных шнуров. Как представлено на фиг. 17, бумажные ленты, изготовленные согласно разнообразным вариантам осуществления, которые описаны в настоящем документе, проявляют значительное улучшение предельной прочности при растяжении бумажных лент.
Фиг. 18 представляет график, на котором горизонтальная ось соответствует массе бумаги в расчете на линейный фут ленты, левая вертикальная ось соответствует предельной растягивающей нагрузке, и правая вертикальная ось соответствует относительной предельной растягивающей нагрузке. В частности, фиг. 18 иллюстрирует результаты экспериментальных исследований, сравнивая значения массы бумаги в расчете на линейный фут бумажной ленты и предельной прочности при растяжении бумажной ленты, изготовленной из подвергнутых пултрузии некрученых шнуров (NTS) согласно разнообразным вариантам осуществления, которые описаны в настоящем документе, и традиционной бумажной ленты, изготовленной из крученых бумажных шнуров. Как представлено на фиг. 18, бумажные ленты согласно разнообразным вариантам осуществления, которые описаны в настоящем документе, могут обеспечивать существенное экономичное улучшение прочности при растяжении по сравнению с традиционными бумажными полосками, составляющее, например, 54,1 кгс на грамм на линейный фут по сравнению с 44,5 кгс на грамм на линейный фут.
Кроме того, в качестве дополнения или в качестве альтернативы разнообразным способам, устройствам и приспособлениям, которые описаны в настоящем документе, свойства предельной прочности при растяжении бумажных лент могут быть также улучшены, согласно некоторым вариантам осуществления, посредством упрочнения основной бумаги, из которой изготавливаются бумажные ленты. Например, согласно некоторым вариантам осуществления, основная бумага может подвергаться упрочнению посредством измельчения целлюлозы перед изготовлением бумаги таким способом, как механическое измельчение (например, размол), введение химических добавок, повышающих прочность в сухом и/или влажном состоянии, и. т. д.
Фиг. 19 иллюстрирует экспериментальные результаты измельчения беленой хвойной крафт-целлюлозы Northern Bleach Softwood Kraft ("NBSK"). Горизонтальная ось соответствует уровню степени помола по канадскому стандарту ("CSF"), и вертикальная ось соответствует индексу растяжения. Стандартный метод TAPPI T-205 был использован для получения листов бумаги ручного отлива плотностью 60 г/м2 из целлюлозы NBSK, измельченной до различных уровней CSF. Как представлено на фиг. 19, посредством измельчения целлюлозы NBSK до различных уровней CSF может быть достигнуто значительное повышение индекса растяжения, составляющее 160%, при улучшении уровня CSF приблизительно до 425 по сравнению с неизмельченной целлюлозой, у которой уровень CSF составляет приблизительно 617.
Согласно некоторым вариантам осуществления, основная бумага, из которой изготавливаются бумажные ленты, может упрочняться посредством введения упрочняющих добавок. Упрочняющие добавки могут быть влажными и/или сухими, такими как катионный крахмал, синтетические полимеры, производные целлюлозы и/или целлюлозные волокна. Согласно разнообразным вариантам осуществления, описанным в настоящем документе, где, например, некрученые шнуры и/или крученые шнуры превращаются в бумажные ленты в пултрузионных машинах за счет разнообразных способов, систем, устройств и приспособлений, описанных в настоящем документе, введение целлюлозных волокон может обеспечивать преимущество по сравнению с другими упрочняющими добавками и производными целлюлозы, в частности, если, например, шнуры являются смоченными. Целлюлозные волокна могут способствовать повышению прочности во влажном состоянии бумаги, в которую они вводятся.
Указанная дополнительная прочность во влажном состоянии может, в свою очередь, придавать повышенное сопротивление бумаге или полотну, предотвращая разрыв в течение влажного процесса изготовления бумаги. Кроме того, влажные бумажные некрученые шнуры, например, приобретают повышенное сопротивление при растяжении за счет вытягивающего действия пултрузионной машины, и в результате предотвращается разрыв шнура в процессе пултрузии, и повышается работоспособность машины.
Фиг. 20 иллюстрирует экспериментальные результаты улучшения свойств предельной прочности при растяжении посредством введения упрочняющих добавок. Горизонтальная ось соответствует массовому процентному содержанию упрочняющей добавки, и вертикальная ось соответствует индексу растяжения. Стандартный метод TAPPI T-205 был использован для получения листов бумаги ручного отлива плотностью 60 г/м2 из целлюлозы NBSK, измельченной до уровня 425 CSF.
После этого катионный крахмал и/или целлюлозные волокна добавляли в целлюлозу NBSK. Как представлено на фиг. 19, добавление 0,75 мас.% катионного крахмала в целлюлозу NBSK увеличивает индекс растяжения листа бумаги ручного отлива, и данное увеличение составляет приблизительно вплоть до 18%. Кроме того, в сочетании катионный крахмал, составляющий приблизительно 1,5 мас.%, и целлюлозные волокна, составляющие приблизительно 5 мас.%, при добавлении в целлюлозу увеличивают индекс растяжения листа бумаги ручного отлива, и данное увеличение составляет приблизительно вплоть до 32%.
Хотя варианты осуществления, обсуждаемые выше, повышают предельную прочность при растяжении посредством упрочнения основного листа за счет измельчения целлюлозы и/или введения упрочняющих добавок, согласно другим варианты осуществления, основной лист может также упрочняться посредством увеличения поверхностной плотности основного листа, оптимизации ориентации волокон в процессе изготовления бумаги и. т. д.
Описание предварительной патентной заявки США № 62/170443, поданной 03 июня 2015 г., во всей своей полноте включается в настоящий документ.
Кроме того, разнообразные варианты осуществления, описанные выше, могут объединяться, образуя дополнительные варианты осуществления. Указанные и другие изменения вариантов осуществления могут быть произведены в свете приведенного выше подробного описания. Как правило, термины, используемые в следующей формуле изобретения, не должны истолковываться как ограничивающие формулу изобретения конкретными вариантами осуществления, представленными в описании и формуле изобретения, но должны истолковываться как включающие все возможные варианты осуществления, наряду с полным объемом эквивалентов, на которые распространяется данная формула изобретения. Соответственно, формула изобретения не ограничивается описанием.
Реферат
Предложен способ изготовления бумажных лент. Способ может включать изготовление бумажной полоски из основного листа и пропускание бумажной полоски через первую головку с образованием промежуточного шнура. Способ может дополнительно включать пропускание промежуточного шнура из первой головки через вторую головку, причем промежуточный шнур выходит из второй головки в практически некрученом состоянии. Также предложены соответствующие системы и устройства для изготовления бумажных лент. 3 н. и 28 з.п. ф-лы, 20 ил.
Формула
Документы, цитированные в отчёте о поиске
Универсальная мелованная бумага для печати
Комментарии