Способ ложной крутки комплексной нити и составноесопло ложной крутки - RU2225467C1
Код документа: RU2225467C1
Чертежи









Описание
Изобретение относится к способу ложной крутки комплексной нити, при котором комплексную нить транспортируют через открытый с входной и выходной сторон сквозной канал для нити сопла ложной крутки.
Создание крутки в изготовлении пряжи так же старо, как и все текстильное производство. Голыми пальцами, ручными веретенами и прялками волокна или шерсть соединяли в нить и, например, посредством скручивания нескольких нитей с помощью соответствующего вращательного движения - в крученую нить. В современном промышленном процессе прядения с помощью высокооборотного вращения волокна или шерсть, т.е. короткое, так называемое штапельное волокно, соединяют с помощью действительного вращательного движения в пряжу.
Совершенно новая ситуация возникла с промышленным производством пряжи из бесконечных элементарных нитей. На первом этапе соединение элементарных нитей получали посредством ложной крутки с помощью удерживаемых в нужном положении магнитными силами вьюрков. Ребристые веретена были позднее заменены, в основном, более экономичными фрикционными агрегатами. У них придание крутки нити происходит, как и ложная крутка с помощью быстровращающихся дисков или перекрещивающихся ремешков. При действительном движении крутки или соответствующей скрутке волокнистого материала создается остаточное соединение за счет остаточной крутки. В отличие от этого ложная крутка имеет функцию лишь кратковременного придания элементарной нити сильной механической крутки, которую на непосредственно предшествующем этому этапе нагрева и охлаждения термически фиксируют в структуре элементарной нити, так что после прекращения скручивающего действия у нити возникает извитость, которая обеспечивает лучшее удержание комплексной нити. Типичным отличительным признаком ложной крутки являются свободные вход комплексной нити во вьюрок и выход из него.
Хотя из US-PS 3279164 уже четыре десятилетия известно, что нити, проходящей через воздушное крутильное сопло, может быть придана ложная крутка, на практике было невозможно заменить, например, функцию фрикционных агрегатов. Воздушные крутильные сопла смогли зарекомендовать себя лишь в совершенно специфических случаях. Самым известным случаем сопел является придание встречной ложной крутки нити, предварительно текстурированной способом ложной крутки с помощью механических веретен, с тем, чтобы устранить в нити оставшийся крутящий момент. В этом отношении следует сослаться на EP-PS 532458 заявителя. Диапазон давления питающего воздуха составляет здесь 0,5-2 бар.
В WO 98/33964 раскрыто другое специальное применение одновременного вытяжного текстурирования частично вытянутой нити и использование составного сопла действительной ложной крутки. Было установлено, что, вопреки всем прежним мнениям специалистов, можно использовать рабочую зону или рабочее окно при питающем давлении сжатого воздуха 14-80 бар. Для этого была разработана концепция специального сопла, которое, несмотря на относительно высокое давление за счет миниатюризации тела сопла, потребляет не больше воздуха, чем сопло прежней конструкции с существенно большим давлением питающего воздуха.
Из WO 98/33946 известен способ ложной крутки комплексной нити, при котором комплексную нить транспортируют через открытый с входной и выходной сторон сквозной канал для нити сопла ложной крутки.
Одноступенчатые воздушные компрессоры работают в диапазоне давлений примерно до 12 бар. Это означает, что диапазон давлений свыше 12 бар требует многоступенчатой компрессии, что ограничивает область применения крутки согласно публикации WO 98/33964 предприятиями с соответствующими многоступенчатыми компрессорными установками.
Интересен тот факт, что воздушные крутильные сопла, в частности с закрытым каналом для нити, в среднем диапазоне давлений 4-14 бар на практике почти не встречаются. Для оптимизации крутки у воздушных крутильных сопел требуется максимальная точность воздушных направляющих. Питающий воздух вдувают в канал для нити по касательной приблизительно посередине сопла. При этом в канале для нити с обеих сторон возникает по одному воздушному вихрю: по ходу нити и против хода нити. Воздух на обоих концах канала для нити свободно выходит в окружающее пространство и потому не мешает свободной транспортировке нити через сопло.
В основу изобретения положена задача разработки экономично изготовляемой конструкции сопла ложной крутки, в частности с закрытым каналом для нити, которая позволила бы использовать специфические преимущества применения воздуха, прежде всего также вместо прежнего механического придания нити ложной крутки и, при необходимости, в других областях, например, также для среднего диапазона давлений.
Поставленная задача при способе ложной крутки комплексной нити, причем комплексную нить транспортируют через открытый с входной и выходной сторон сквозной канал для нити сопла ложной крутки, согласно изобретению решается тем, что сжатый воздух в сопле ложной крутки подают в направлении или вдоль пути транспортировки нити, а затем по касательной в канал для нити, так что за счет крутильного течения в канале для нити свободно проходящей комплексной нити придают ложную крутку, а за счет предшествующей термообработки термически фиксируют эффект ложной крутки и сматывают извитую нить.
Целесообразно использовать сжатый воздух в среднем диапазоне давлений преимущественно 2-14 бар.
Предпочтительно используют сжатый воздух с давлением 2-22 бар.
Еще более предпочтительно использовать сжатый воздух с давлением 14-40 бар.
Ложную крутку и непосредственно предшествующую ей термофиксацию осуществляют между двумя питающими механизмами LW1 и LW2.
Сопло ложной крутки установлено с возможностью перемещения параллельно направлению транспортировки нити и/или относительно места его закрепления, причем за счет перемещения подачу сжатого воздуха принудительно включают или выключают.
Два или более сопла ложной крутки или крутильных вставных пластин для соответствующего числа нитей располагают параллельно и отдельным нитям путем непрерывной воздухоподачи придают S-и/или Z-образную крутку.
Два или более сопла ложной крутки для одной нити располагают друг за другом для придания одной и той же комплексной нити Z- и S-образной крутки.
По меньшей мере, по одному соплу S- и Z-образной ложной крутки для одной нити располагают друг за другом с попеременным питанием сжатым воздухом с целью придания одной и той же нити либо Z-, либо S-образной крутки.
Два или три сопла ложной крутки или крутильных вставных пластин для одной нити располагают друг за другом и за счет попеременного питания сжатым воздухом с управлением в секундном или миллисекундном диапазоне создают S- и/или Z-образную крутку.
Еще одним объектом изобретения является составное сопло ложной крутки для получения текстурированной методом ложной крутки комплексной нити, содержащее сквозной, открытый с входной и выходной сторон канал для нити, а также вставку с тангенциальным входом сжатого воздуха в канал для нити.
Изготовлению сопел ложной крутки в прошлом препятствовало собственно предубеждение против практического использования, а именно то мнение, что производительность механических вьюрков для них недостижима.
У сопел ложной крутки в соответствии с уровнем техники являлось очевидным требование выполнения отверстий с максимальной точностью как для подачи воздуха или для тангенциального канала, так и для сквозного канала для нити в теле сопла.
Задачей данного изобретения является создание сопла ложной крутки, которое позволяет как обработку отдельных нитей, так и обработку группы нитей. Одновременно должна быть возможность обрабатывать либо только одну или несколько нитей, либо целый ряд параллельно движущихся нитей.
Поставленная задача в составном сопле ложной крутки для получения текстурированной методом ложной крутки комплексной нити, содержащем сквозной, открытый с входной и выходной сторон канал для нити, а также вставку с тангенциальным входом сжатого воздуха в канал для нити, согласно изобретению решается тем, что оно содержит, по меньшей мере, одну крутильную вставную пластину с проходящим в направлении оси канала для нити отверстием для сжатого воздуха и сквозной отрезок канала для нити, далее тангенциальный канал, впадающий от отверстия для сжатого воздуха в отрезок канала для нити, и, по меньшей мере, один дополнительный элемент, который содержит по одному взаимодействующему с крутильной вставной пластиной отрезку канала для нити или отверстие для сжатого воздуха.
Крутильная вставная пластина имеет два или более канальных проема для тангенциального канала, с одной стороны, и канала для нити, с другой стороны, которые для создания крутильного течения соединены с тангенциальным каналом, выполненным в виде короткого воздухоускоряющего канала на случай двух или более параллельных каналов для нитей по типу повторно используемого функционального рисунка.
Тангенциальный канал выполнен суженным от отверстия для сжатого воздуха в направлении канала для нити и/или расширенным на выходном конце (С) во входной зоне (А) в канал для нити, причем ускоряющий канал имеет непрерывно приблизительно прямоугольное сечение.
Канал для нити, а также отверстие для сжатого воздуха выполнены цилиндрическими, а тангенциальный канал соединяет оба по всей толщине пластины и в смысле выштампованной формы имеет по всей толщине пластины преимущественно единую форму.
Крутильные вставные пластины по отношению к дополнительным вставным пластинам изготовлены из материала с большей износостойкостью, в частности керамики.
Крутильные вставные пластины выполнены разъемными и имеют предпочтительно места взаимного зацепления таким образом, что принудительным образом гарантирована точность эффективных в отношении течения участков в собранном состоянии.
Сопло выполнено в виде комплекта и, по меньшей мере, с одним элементом в виде опорного блока с воздухоподачей, а также соединением для подключения сжатого воздуха.
Сопло содержит дополнительные элементы, выполненные в виде вставных пластин без воздухоускоряющего канала, однако, по меньшей мере, с двумя канальными проемами для воздухоподачи и канала для нити, причем соответствующие канальные проемы в собранном состоянии образуют единый проточный канал.
Одна крутильная вставная пластина в параллельном расположении содержит два или более канала для нитей, каждая с собственной воздухоподачей.
Множество каналов для нитей расположены на крутильной вставной пластине с минимально возможным шагом, преимущественно на одной общей средней линии.
Крутильная вставная пластина имеет для множества каналов для нитей в зоне канальных проемов место разъема для разделения на две или более частей.
Сопло содержит, по меньшей мере, одну крутильную вставную пластину для S-образной крутки и, по меньшей мере, одну крутильную вставную пластину для Z-образной крутки, каждая с собственной воздухоподачей, преимущественно с переключаемой воздухоподачей.
Сопло содержит вставные распорные пластины для выбора расстояния, по меньшей мере, между двумя местами крутки.
Одно или несколько воздушных крутильных сопел установлены с возможностью перемещения относительно пневмораспределителя таким образом, что за счет перемещения подача сжатого воздуха включается и выключается.
На пневмораспределителе воздушные крутильные сопла установлены поблочно с возможностью перемещения.
Между пневмораспределителем или подачей сжатого воздуха и воздушными крутильными соплами расположен воздушный фильтр.
Предлагаемое решение приносит по сравнению с известными до сих пор механическими решениями огромные преимущества. Поскольку почти не возникает трения кромок, у сопел ложной крутки почти отсутствуют изнашивающиеся элементы. Возникает очень щадящее вмешательство в нить без негативного ножевого эффекта, поскольку отсутствуют острые отклоняющие кромки. Воздушное сопло работает почти независимо от температуры. С температурами нити 100oС и выше воздушные сопла могут поэтому справляться без проблем.
Одни только воздушные усилия создают согласно изобретению крайне интересное движение комплексной нити. Крутильное движение может использоваться для различных целей, будь то для лучшего соединения элементарных нитей отдельной нити или для соединения нескольких нитей. Лабораторные испытания подтверждают, что достижима функция прежнего механического вьюрка, так что впервые становится возможным соответствующее применение на практике.
В основе
изобретения лежит тот факт, что чувствительная зона для оптимальной функции определяется, в основном, двумя крайне малыми участками сопла. Это:
- тангенциальный или ускоряющий канал и
- отрезок канала для нити, через толщину которого непосредственно впадает тангенциальный канал.
Решающим для конструктивного выполнения изобретения было устранение связи между направляющими каналами для сжатого воздуха с тангенциальным или ускоряющим каналом. У сопел ложной крутки подача воздуха и в качестве продолжения тангенциальный канал были выполнены в большинстве случаев как ступенчатое отверстие. Устранение связи между воздухонаправляющим и тангенциальным каналами позволяет ограничить прежнее требование максимально точного воздухонаправляющего отверстия зоной "ускоряющий канал/отрезок канала для нити" и разместить оба этих участка в качестве "крестовины" в пластине в виде крутильной вставной пластины. Дальнейшие исследования показали, что канал для нити относительно невосприимчив в отношении мест примыкания крутильной вставной пластины к граничащим элементам, поскольку они, если смотреть изнутри канала для нити, образуют круговую форму. Крутильное течение является доминантным кругообразным течением, и ему поэтому не мешают кругообразные переходы. Ядро, а именно тангенциальный или ускоряющий канал и соответствующий отрезок канала для нити, могут быть отныне выполнены свободнее и изготовлены с существенно более высокими качеством и точностью, чем прежде. Придание формы открыто лежащей пластине возможно самой различной техникой, например электроэрозионной или лазерной обработкой. Предпочтительно осуществляют ложную крутку, а также непосредственно предшествующую термофиксацию между двумя питающими механизмами LW1 и LW2. Изобретение обеспечивает целый ряд возможностей выполнения, реализуемых без проблем особенно с помощью электроэрозионной обработки. Это касается, прежде всего, также форм деталей, до сих пор совершенно не изготовлявшихся. Решение согласно изобретению не должно быть ограничено в отношении титра нити, даже если в среднем диапазоне титра в настоящее время предполагается максимально возможная область применения. В качестве основного правила следует считать следующее: малый титр - мелкие отверстия, большой титр - большие отверстия. На практике, однако, не существует определяемой границы между обоими диапазонами. Здесь с возможностью разделения крутильной вставной пластины на две части открывается возможность изготовления совершенно новых и оптимизируемых для соответственно специального применения форм каналов, которые до сих пор были невозможны.
В WO 98/33964 заявителя, на фиг.6a-6d раскрыта первая предпосылка в направлении заявляемого решения. Основная идея в более ранней заявке состояла в миниатюризации всего сопла для воздушной обработки и, в соответствии с этим, всех воздушных каналов, с тем, чтобы при необычно высоком в текстильном производстве давлении свыше 14 бар поддерживать низким расход воздуха. В качестве решения было предложено использование некоторого числа очень тонких шайб. По сравнению с данным изобретением выполнение канала не исходило из традиционной концепции "воздухоподающего отверстия", т.е. с чисто радиальным питанием воздухом в плоскости тангенциального или поперечного канала. Хотя пробные испытания прошли весьма успешно, уже изготовление прототипа, особенно, монтаж шайб, потребовало огромных затрат. Соответствующие шайбы диаметром несколько миллиметров и толщиной, например, 0,2 мм относятся скорее к часовому производству с миллионными партиями и соответствующими роботизированными вспомогательными средствами. Намного меньшие партии при изготовлении воздушных сопел для соответствующей малой ниши рынка в текстильном производстве в любом случае определенно поставило бы под вопрос экономичность изготовления уже на этапе внедрения. Этап внедрения является, однако, как известно, решающим отрезком времени, в течение которого можно судить об успехе или неуспехе нового продукта. Данное изобретение открывает в противоположность этому совершенно новые возможности.
Предпочтительно крутильная вставная пластина имеет, по меньшей мере, два канальных проема для воздухоподающего канала, с одной стороны, и канала для нити, с другой стороны, которые для создания крутильного течения соединены с тангенциальным каналом, выполненным в виде короткого воздухоускоряющего канала по типу функционального рисунка. Крутильная вставная пластина приобретает за счет обоих отверстий, а также относительно узкого соединения за счет воздухоускоряющего канала особую очкообразную форму, называемую в совокупности как функциональный рисунок. Термин "функциональный рисунок" при двух, и особенно при множестве расположенных рядом друг с другом одинаковых рисунков приобретает наглядное значение в смысле набивного рисунка на тканях.
Новое решение дает как бы несколько аспектов конкретного воплощения на практике. Первый аспект касается тангенциального канала. Его конструируют, в принципе, насколько возможно коротким, прежде всего, однако, в соответствии с требованиями оптимального применения законов воздушного течения. Соответственно оба канальных проема прижимают как можно ближе друг к другу. Предпочтительно тангенциальный канал имеет длину в диапазоне диаметра обоих отверстий для отрезка канала для нити и отверстия для сжатого воздуха. Тангенциальный канал выполняют предпочтительно в виде сопла Лаваля для звукового или ультразвукового потока с типичным расширением в зоне выхода ускоряющего канала в канал для нити. С точки зрения ультразвукового сопла, если рассматривать чисто конструктивно, термин "тангенциальный канал" является немного относительным. "Тангенциально" относится согласно изобретению к действию, а именно созданию оптимального или максимального крутильного течения. Для зоны устья сопла Лаваля возникают широкие возможности варьирования, как это будет пояснено примерами. Воздухоускоряющий канал для подачи воздуха от отверстия для сжатого воздуха в направлении канала для нити выполняют предпочтительно суженным.
Канальные проемы имеют в качестве второго аспекта выполнения в смысле выштампованной формы по всей толщине пластины преимущественно единую форму с наивысшим качеством поверхности. В качестве дополнительного варианта соответствующие канальные проемы выполняют в крутильной вставной пластине цилиндрообразными, причем воздухоускоряющий канал соединяет оба канальных проема по всей толщине пластины. Хотя здесь из-за прямоугольной формы сечения тангенциального канала речь идет об ухудшении аэродинамической формы по отношению к обычно круглому отверстию, можно за счет небольшого повышения давления питающего воздуха резко улучшить действие крутильного течения.
Третий аспект касается разделения крутильной вставной пластины. Разделение на две или более частей также открывает новые степени свободы для самых различных областей применения. Разъемная крутильная вставная пластина создает, по меньшей мере, теоретически предпосылку освобождения всего канала для заправки нити, в первую очередь, однако, для получения произвольных, а также комплексных форм, прежде всего также миниатюризированных форм. Разъем может быть выполнен с возможностью образования функционального рисунка только путем сборки двух или более частей крутильной вставной пластины. Разрез для разъема может проходить, например, через оба канальных проема для канала для нити и прежде всего также через воздухоускоряющии канал, а также воздухоподачу. Очень большой интерес представляет разделение крутильной вставной пластины так, что возникают места взаимного зацепления, которые гарантируют точность эффективных в отношении течения участков в собранном состоянии.
Далее в качестве дополнительного аспекта открываются неожиданные возможности выполнения за счет того, что крутильная вставная пластина имеет в параллельном расположении два или более канала для нити, каждый с собственной воздухоподачей, или несколько функциональных рисунков и т.д. Для самых различных областей применения, за исключением ограничений в области машиностроения, пределов почти не существует. На крутильной вставной пластине с минимально возможным шагом, например на одной общей средней линии, может быть расположено произвольное число каналов для нити. Целесообразно у крутильной вставной пластины с множеством каналов для нити предусмотреть зону канальных проемов для места разъема для разделения на две или более частей.
Описанные выполнения позволяют выполнить сопло ложной крутки в виде комплекта. Такой комплект состоит, по меньшей мере, из одной крутильной вставной пластины и, по меньшей мере, одного дополнительного элемента, выполненного в виде опорного блока и имеющего воздухоподачу, а также соединение для подключения сжатого воздуха. Предпочтительно комплект содержит дополнительные элементы, которые выполнены в виде вставных пластин без воздухоускоряющего канала, однако, по меньшей мере, с двумя канальными проемами для подачи воздуха и канала для нити, причем соответствующие канальные проемы в собранном состоянии образуют единый проточный канал. Особенно интересная возможность применения возникает за счет того, что она допускает любые возможности варьирования для S- или Z-образной крутки. Например, по меньшей мере, одна крутильная вставная пластина для S-образной крутки и, по меньшей мере, одна крутильная вставная пластина для Z-образной крутки, каждая с отдельной воздухоподачей, или единственная крутильная вставная пластина могут быть комбинированы с обоими соответствующими встречными функциональными рисунками для параллельного ведения двух нитей. Комплект может содержать далее вставные распорные пластины для выбора расстояния, по меньшей мере, между двумя местами крутки.
Кроме того, можно также изготовить крутильные вставные пластины по отношению к дополнительным элементам из материала с повышенной износостойкостью, например керамики. Также здесь возможность свободного выбора в отношении разделения оказывается весьма предпочтительной.
За счет многообразия возможностей выполнения помимо известных открываются также совершенно новые области применения. Это касается как обработки отдельных нитей, так и обработки группы нитей. Одновременно может обрабатываться либо только одна или несколько нитей, либо целый ряд параллельно движущихся нитей.
Оказалось, что предлагаемое решение в области применения согласно WO 98/33964 в настоящее время обеспечивает наилучшее конкретное выполнение зоны сопла ложной крутки, а также для еще необычного в настоящее время диапазона высоких давлений питающего сжатого воздуха от свыше 14 до 40 бар и более. Техническое содержание публикации WO 98/33964 поясняется поэтому как неотъемлемая составная часть настоящей заявки. При обработке группы нитей возникает возможность выбора параметров из контроля за нитями, например натяжения, или качественного параметра в виде регулируемой величины и к тому же давления питающего воздуха в качестве регулирующей величины. С этой целью для контроля могут быть выбраны также лишь несколько нитей из группы и, при необходимости, произведены соответствующие корректировки. Аналогичным образом можно поступать при обработке отдельных нитей.
Тем самым, впервые удалось реализовать процесс ложной крутки, который до сих пор оставался на практике прерогативой только механических средств, таких как веретена, ленты и т.д., за счет использования сопел ложной крутки. Сопла ложной крутки обладают тем огромным преимуществом, что в случае параллельного ведения нитей разделение и в соответствии с этим потребность в площади составляет вместо дециметров только миллиметры или сантиметры. Это позволяет реализовать значительно более компактные параллельные движения, уменьшить технологическую зону в области прежних веретен и в качестве большого преимущества обеспечить соответствующее конструирование более компактных станков.
Другим вариантом способа является прежняя область применения многоверетенных процессов. Здесь может применяться сжатый воздух с давлением, например, 2-14 бар. Далее открываются совершенно новые возможности, например, для варьирования S- или Z-образной крутки, как по времени, так и с параллельным ведением нитей с постоянной или попеременной подачей воздуха. Для случая попеременной подачи воздуха предложено управление питающим воздухом, при котором через быстродействующие клапаны расходом воздуха или переключением питания сжатым воздухом можно управлять в миллисекундном диапазоне. Также здесь имеется несколько возможностей варьирования крутки параллельно движущихся нитей или попеременно по времени соответственно одной или каждой нити.
Ниже изобретение поясняется с помощью некоторых примеров
выполнения
более подробно. На чертежах изображают:
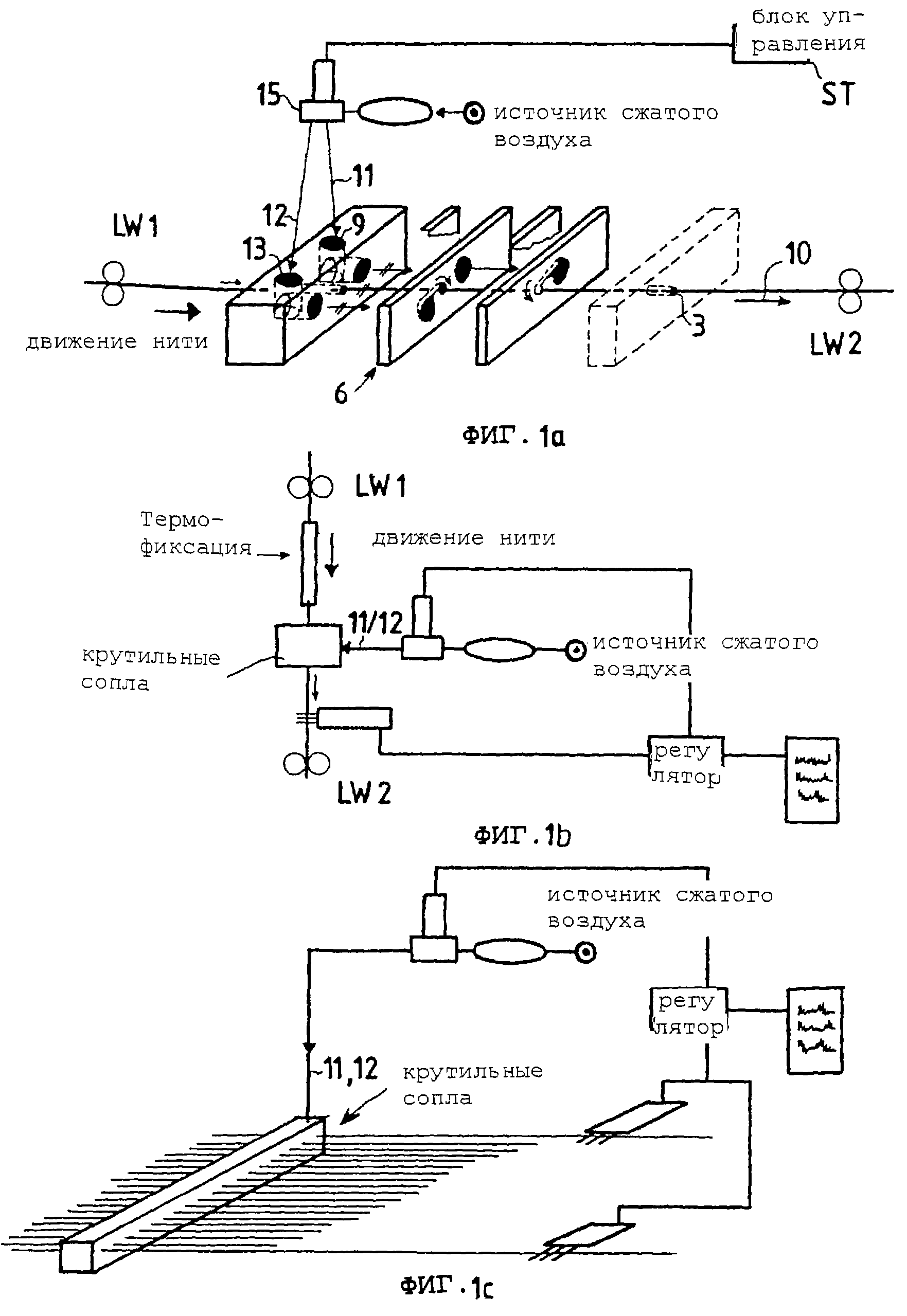
- фиг. 1а: упрощенную схему для двух параллельно движущихся комплексных нитей для создания соответствующей S- или Z-образной крутки;
- фиг. 1b,
1с: упрощенные схемы управления сжатым воздухом при обработке отдельных нитей или группы нитей с возможностью управления или регулирования давления воздуха;
- фиг.2а:
классический уровень
техники с использованием фрикционных агрегатов ложной крутки;
- фиг.2b-2d: применение по фиг.2а, однако, согласно изобретению;
- фиг.2е: физические основы
получения текстурированной
нити посредством ложной крутки, а также термофиксации;
- фиг. 3а и 3b: основную концепцию изобретения с получением S- или Z-образной крутки;
- фиг.3с:
комбинированное решение для
попеременного получения S-или Z-образной крутки одной и той же нити, или в зависимости от питания воздухом выборочное получение S- или Z-образной крутки в одном и том же
сопле, или в одном и том же
сопловом блоке;
- фиг.4а-4f: различные выполнения ускоряющего канала, представляющие каждое один функциональный рисунок;
- фиг. 5а-5е: некоторые примеры
различных комбинаций
функциональных рисунков в одной крутильной вставной пластине;
- фиг.6а-6с: некоторые примеры крутильной вставной пластины и других элементов комплекта;
- фиг.6d: сопло ложной крутки
в виде комплекта схематично и в разрезе;
- фиг.7а и 7b: особенно предпочтительное выполнение разъемной крутильной вставной пластины для множества параллельных
каналов для нити с самым узким
разъемом для группы нитей;
- фиг. 7с: полный сопловый блок с крутильной вставной пластиной для обработки группы нитей;
- фиг.8а и 8b: опорный блок в
разрезе и в трехмерном
изображении;
- фиг.8с: зажимной блок;
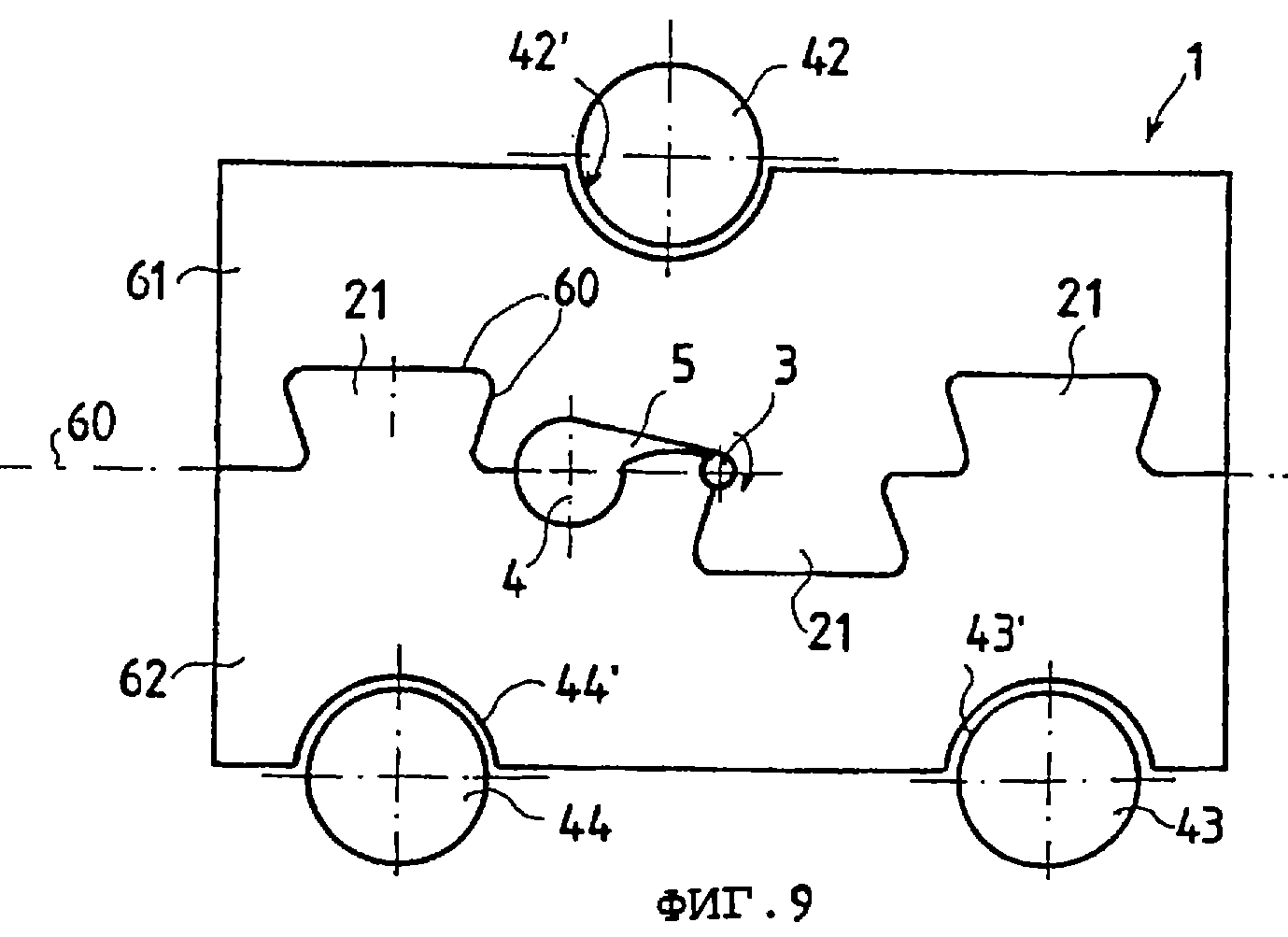
- фиг.9: разъемную крутильную вставную пластину для прохождения нити;
- фиг.10а и 10b: сопловый блок для двух
параллельных нитей в
общем виде и в разрезе Х-Х;
- фиг.10с: сопловый блок для обработки отдельных нитей в перспективе;
- фиг. 10d: две крутильные вставные пластины для фиг.10а-10с с
S- и Z-образной
круткой;
- фиг. 11: пневмораспределитель с несколькими крутильными сопловыми блоками с подключаемой и отключаемой подачей сжатого воздуха;
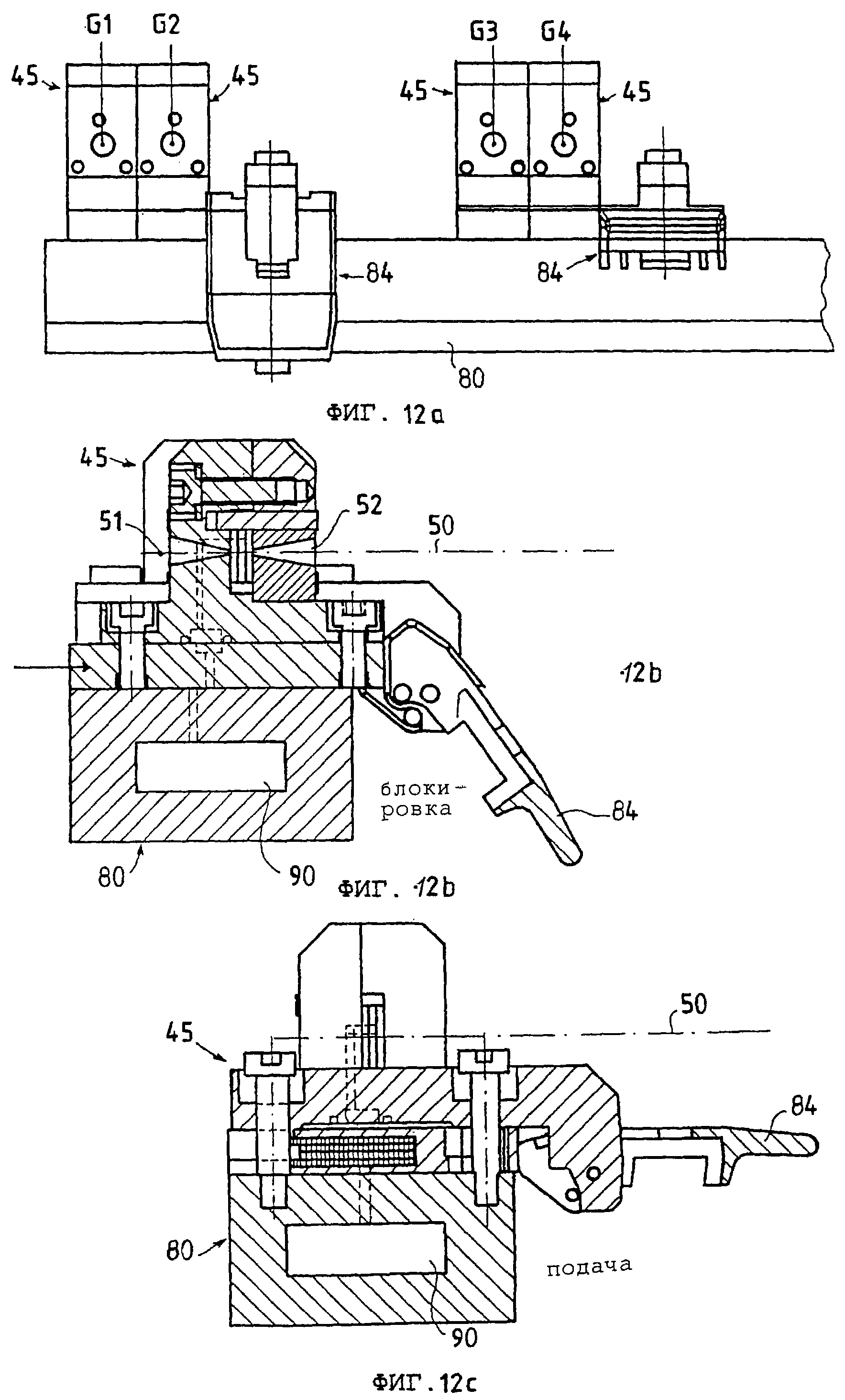
- фиг.12а: крутильный
сопловый блок по
фиг.11 с двумя сдвоенными соплами;
- фиг.12b и 12с: соответственно положение "включено" и "выключено" сопла ложной крутки по отношению к подаче сжатого воздуха.
Лучший вариант осуществления.
На фиг. 1а изображено контролируемое попеременное управление подачей воздуха для двух последовательно установленных крутильных вставных пластин для S- и Z-образной крутки. На фиг.1b изображена упрощенная смеха регулирования для обработки отдельных нитей. У группы нитей на фиг.1с, равным образом как и у отдельных нитей, интерес представляет регистрация с помощью регулирования других параметров, например давления воздуха и натяжения нити или других. Фиг.1а следует понимать более схематично. На ней изображен пример попеременного управления или попеременной ложной крутки либо S-, либо Z-образной. Воздушное крутильное сопло 6 имеет два подключения 9, 13 для сжатого воздуха и соответственно два воздухоподвода 11, 12, по которым попеременно может подаваться сжатый воздух. Переключающий клапан 15 включается блоком ST управления в заданном или предварительно выбираемом ритме в секундном или миллисекундном такте и подает то к одной, то к другой стороне сжатый воздух, так что нити немедленно придается S- или Z-образная крутка. Как было сказано вьше, с помощью одной и той же основной концепции могут быть достигнуты многие другие варианты. На фиг.1b изображено применение для отдельных нитей, например также для диспозиции на фиг.2b-2d. При обработке, при необходимости, сотен параллельных нитей может быть достаточно, если выбирают в качестве их представителей лишь несколько нитей и контролируют их посредством датчиков и соответствующего регулирования. Датчик может регистрировать натяжение или какой-либо качественный параметр, например также дефект крутки.
Другое огромное преимущество новых решений состоит в том, что отходящий воздух крутильных сопел за счет его подходящего отвода может использоваться для поддержания расположенного перед ними охлаждающего устройства. В результате расширения сжатого воздуха, как известно, его температура понижается, что приносит с собой заметно высокий потенциал теплопоглощения. В экстремальном случае можно посредством отвода отходящего воздуха заменить прежнюю, относительно длинную зону охлаждения и охладить горячую нить из нагревателя отходящим воздухом.
На фиг.2а изображен пример согласно уровню техники с четырьмя нитями, а также соответствующим числом механических веретен 50, каждое из которых придает нити S- и Z-образную крутку. Характерной является длина технологических зон VMD, необходимых за счет механических вьюрков 50 или их конструктивных размеров. Первый нагреватель имеет заданный шаг Т1. Механические вьюрки требуют большего шага Т2. Большое преимущество изобретения состоит в том, что в направлении движения нити не требуется смещения крутильных агрегатов и, тем не менее, возможно укорочение технологической зоны.
Как видно из фиг.2b-2d, описанные размеры при применении нового решения уменьшаются до минимума. Технологическая зона VLD с воздушными крутильными соплами требует лишь доли размеров в обоих упомянутых направлениях.
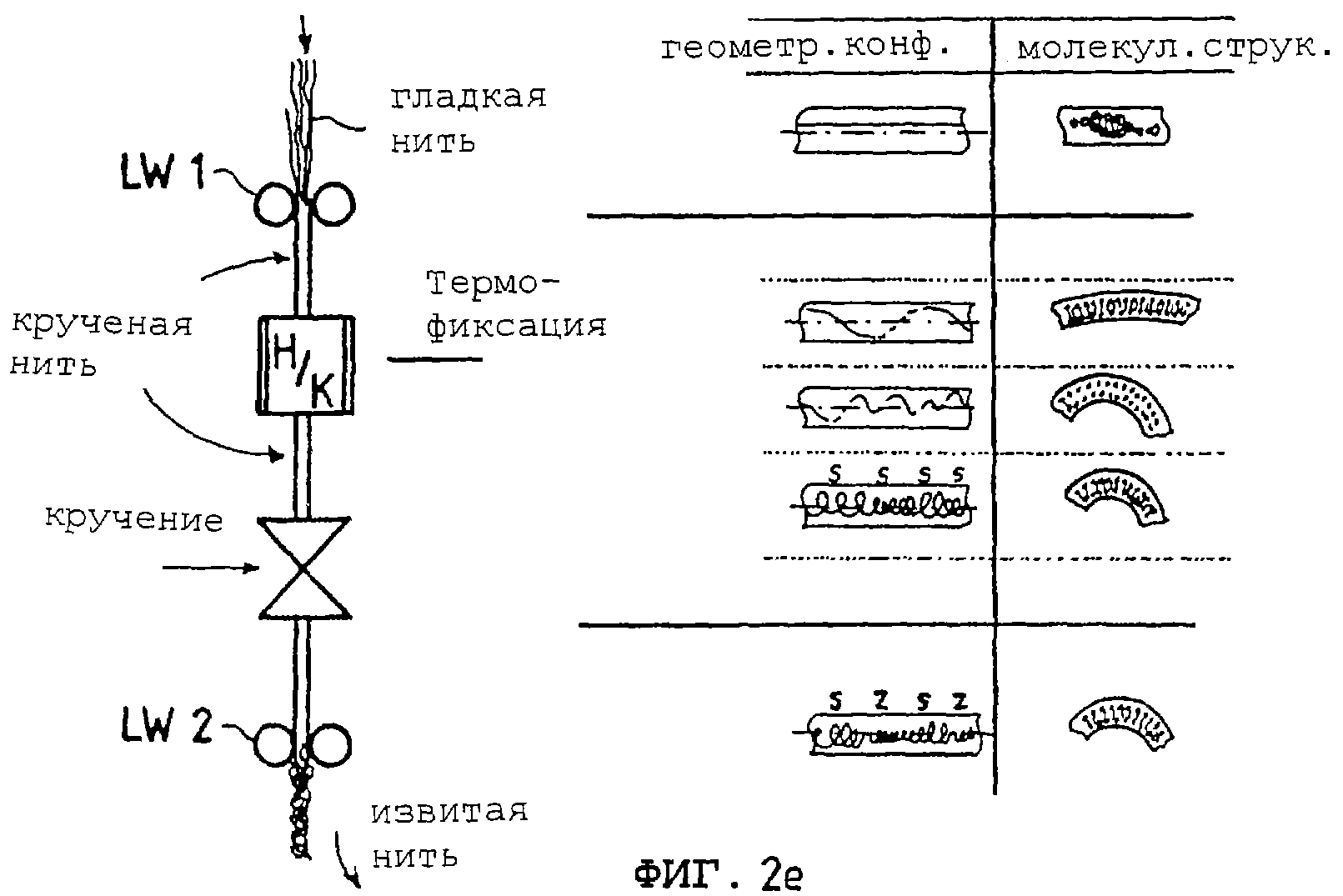
На фиг.2е слева выделены оба этапа основного процесса. Речь при этом идет о создании кручения (Tors. ) и термофиксации (therm. Fix.). Гладкую нить Gglatt через подающий механизм (LW1 ) вводят в процесс, а после подающего механизма (LW2) сматывают в виде извитой нити Gkräus. В качестве вьюрка использован механический вьюрок, например фрикционное веретено или воздушное крутильное сопло. Термофиксация (therm. Fix.) состоит, в основном, из нагрева (Н) и охлаждения (К). Вьюрок действует на всем этапе термофиксации. Эффект символически изображен в виде крученой нити Gtors.falsch. Поскольку, однако, речь идет о ложной крутке, она после вьюрка снова пропадает. Полученное в результате обработки изменение ориентации молекул изображено справа на фиг. 2d, с одной стороны, в виде внешней геометрической конфигурации нити, а, с другой стороны, в виде внутренней ориентации молекул. Здесь следует сослаться на публикацию Chemical Fibres International, 46/1996, Dr. Demir, с. 361-363. Результатом известного текстурирования методом ложной крутки является извитая нить (Gkräus), обусловленная соответственно остаточным внутренним изменением структуры. На фиг.3а и 3b изображены основные компоненты сопла ложной крутки согласно изобретению. Показан предпочтительно непрерывный режим, т.е. подачу сжатого воздуха при работе никогда не отключают. Конструктивное выполнение может быть осуществлено, например, по фиг.10с. Возможным практическим применением является трощение, например по фиг.10с. Давление воздуха может составлять 14-40 бар. "Сердцем" сопла ложной крутки является крутильная вставная пластина 1 с характерными размерами: длина L, высота h и толщина D. В соответствии с данным уровнем разработок высота колеблется от 0,5 до 2 см, длина от 2 до 10 см и вплоть до произвольной для множества параллельных нитей. Толщина пластины может составлять 0,5 мм - 1 см, предпочтительно 1-5 мм. На основе предпочтительных размеров возникает типичный характер пластины. В центральной части крутильной вставной пластины 1 имеется функциональный рисунок 2, состоящий из отрезка 3' канала для нити, воздухоподвода 4 и ускоряющего канала 5. Все воздушное крутильное сопло 6 изображено в разобранном виде в виде отдельных деталей, располагаемых по мере сборки. Слева от крутильной вставной пластины 1 расположен дополнительный элемент 7 с воздухоподающим отверстием 8, которое, с одной стороны, соответствует воздухоподводу 4 крутильной вставной пластины 1, а, с другой стороны, патрубку 9, через который сжатый воздух подают из пневмосети (не показана) по стрелке 11. Нить 10 направляют прямолинейно через отрезок 3' канала для нити и канал 3 для нити элемента 7, далее через канал 3 для нити концевой пластины 14. Не показаны соединительные средства для трех деталей: элемента 7, крутильной вставной пластины 1 и концевой пластины 14 (показана штриховой линией). Соединение может осуществляться винтами, зажимами и т.д. и должно выдерживать сжимающие усилия, а также обеспечивать герметичность. Фиг. 3b аналогична фиг.3а, за исключением направления крутки. В зависимости от направления движения нити на фиг.3а возникает S-образная, а на фиг.3b - Z-образная крутка или наоборот при встречном направлении движения нити. Для точного по времени управления крутильным течением на фиг.3b показан другой патрубок 13 для сжатого воздуха (стрелка 12). Соответственно воздухоподающее отверстие 8' соединяет воздухоподвод 4'. Воздушное течение или тангенциальный вход воздуха в отрезок 3' канала для нити дает противоположное направление вращения по сравнению с вариантом на фиг.3а.
На фиг. 3с изображена возможная комбинация фиг.3а и 3b. Фиг.3c соответствует решению по фиг.1а и рассчитана на попеременный режим. Создается либо S-образная, либо Z-образная крутка. Давление сжатого воздуха может составлять 2-25 бар. Опыты с давлением 14-22 бар дали вполне хорошие результаты. Если требуется очень короткое время переключения, например в миллисекундном диапазоне, то в зависимости от конструкции клапана более высокое давление 30-40 бар из-за инерции системы может быть недостатком. На фиг.3c оба функциональных рисунка ориентированы по одному и тому же каналу 3 для нити, однако расположены друг за другом. Для того чтобы каждая крутильная вставная пластина 1, 1' или 1* могла выполнять свою функцию равным образом оптимально, показан переключающий клапан 15, который с управлением по времени подает сжатый воздух последовательно то к одной, то к другой стороне. Для того чтобы сжатый воздух подавался к крутильной вставной пластине 1 равноценно, крутильная вставная пластина 1*, имеет дополнительно воэдухоподающее отверстие 4*, которое подает сжатый воздух от патрубка 9 к воздухоподводу 4. Сменой крутильного течения с S-образной крутки на Z-образную и наоборот можно управлять в любой тактовой последовательности, а отдельным видом крутки - по времени столько, сколько требует специальный случай применения. Переключение может происходить с помощью миниатюрных мембранных клапанов даже в диапазоне миллисекунд. На фиг.3с показаны еще две дополнительные вставные распорные пластины 17, 18. Тем самым, независимо от толщины D крутильных вставных пластин длину канала для нити можно произвольно варьировать локально и по всему воздушному крутильному соплу.
На фиг.4a-4f изображены различные функциональные рисунки для крутильных вставных пластин. LD обозначает диаметр воздухоподвода 4, a Gd - диаметр канала 3 для нити в зоне отрезка 3'. Канал 3 для нити имеет предпочтительно, если смотреть в сечении, круглую форму или, по меньшей мере, приблизительно круглую форму. Форма сечения воздухоподвода 4 может быть выбрана, напротив, произвольной и даже прямоугольной. А обозначает зону входа в ускоряющий канал 5, а С - выходную зону из ускоряющего канала 5 или вход в отрезок 3' канала для нити. BL обозначает длину ускоряющего канала 5, а В - его ширину в плоскости фигуры. В одной предпочтительной форме ускоряющий канал 5 имеет уменьшающуюся или возрастающую, прямоугольную площадь сечения, складывающуюся из произведения толщины D на ширину В. В зависимости от используемых производственных средств, например лазера или электроэрозии, форма может также отличаться от прямоугольной. Важным новым аспектом является вопрос звукового или сверхзвукового течения. Это, как известно, не только функция давления питающего воздуха, а, в частности, также формы со стороны выходной зоны. На фиг.4с-4f изображены решения с расширенной выходной зоной для сверхзвукового течения. В отношении оптимизации течения возникает также возможность выбора вместо чисто тангенциального ввода воздуха в отрезок 3' канала для нити небольшого отклонения от касательной, обозначенного Х+ и Х- (фиг. 4c/4d). Основной целью является крутка нити или соответствующая оптимизация крутильного течения. На фиг.4с непосредственно над ней изображен разрез III-III. Этим должно быть выражено то, что в зависимости от выбранной оптимизации даже часть сечения крутильной вставной пластины или ее толщины D можно использовать для выполнения ускоряющего канала.
На фиг.5а схематично изображено придание одной и той же нити S- или Z-образной крутки за счет соответствующего управления подачей сжатого воздуха. На фиг.5b и 5с изображены оба направления крутки на каждой крутильной вставной пластине, а на фиг.5е - с двумя параллельно движущимися нитями 10. На фиг. 5d изображено произвольное увеличение функционального рисунка для соответствующего числа параллельно движущихся нитей. Показанное на фиг.5е направление крутки всегда одно и то же. Однако при необходимости его можно также произвольно менять.
Некоторые выполнения пластин или элементов изображены на фиг.6а-6с. На фиг. 6а изображен простой пример вставной распорной пластины 20. На фиг.6с изображен пример двух крутильных вставных пластин толщиной D, а также вдвинутой между ними вставной распорной пластины длиной EDis. При соответствующей конструкции промежуточных пластин и возможных свободных местах LA стекания может быть получена S- или Z-образная крутка, На фиг.6b изображена возможность разъема пластины с двумя соединениями 21 "ласточкин хвост", вверху в собранном состоянии, а внизу в состоянии перед сборкой. Соединение 21 "ласточкин хвост" обеспечивает точную сборку двух и более частей. Это гарантирует точность формы, особенно функционального рисунка крутильной вставной пластины. Поз. 22 обозначено отверстие для зажимного резьбового соединения, с тем чтобы весь узел удерживался вместе жестко и воздухонепроницаемо. У предельно узких ускоряющих каналов электроэрозионная обработка оказывается весьма предпочтительной, если крутильная вставная пластина выполнена разъемной. Это относится особенно к твердому сплаву, при необходимости также к керамике. Керамику предпочтительным образом шлифуют. На фиг.6d изображен сопловый блок в разрезе через канал для нити. В центре расположена крутильная вставная пластина 1. С обеих сторон расположено по одной вставной распорной пластине 20 и элементу 7, 7' в качестве концевых блоков для механического удержания и питания воздухом. Канал 3 для нити сквозной и имеет на обоих торцах по одному коническому вводу.
На фиг. 7а и 7b изображено особенно предпочтительное выполнение крутильной вставной пластины для группы нитей. Крутильная вставная пластина разделена на две части особым образом с анкеровками в виде ножек. Верхняя часть 30 пластины содержит в качестве позитивной формы ножку 32, а нижняя часть 31 в качестве негативной формы - ножку 33. Обе ножки 32, 33 не только точно входят друг в друга (фиг.7b). Они обеспечивают также соответствующий функциональный рисунок. Только после соединения образуются три формы течения: отрезок 3' канала для нити, ускоряющий канал 5 и воздухоподвод 4. Особое преимущество решения с разъемом посередине через функциональный рисунок, прежде всего через ускоряющий канал, лежит прежде всего в изготовлении и, при необходимости, окончательной обработке, например путем особо тонкого шлифования, что может быть решающим при применении материала керамика.
На фиг.7b изображена крутильная вставная пластина с верхней 30 и нижней 31 частями в установленном состоянии. Поскольку крутильная вставная пластина должна быть изготовлена из особо износостойкого материала, всю форму корпуса выполняют из стали и, при необходимости, помещают несколько крутильных вставных пластин Т1, Т2 и т.д. Собранный сопловый брус 34 содержит на фиг.7с основание 35, заднюю 36 и переднюю 37 опорные пластины, которые образуют держатель для задней 38 и передней 38' концевых пластин, через которые подают сжатый воздух. Между обеими концевыми пластинами 38, 38' расположена формующая пластина 39, в которую вкладывают крутильную вставную пластину 30, 31. Поскольку в изображенном примере используются очень высокие давления, весь комплект соединяют необходимым числом винтов 40.
На фиг. 8а, 8b, 8с изображены основные элементы узла 45 для составного сопла ложной крутки. Основными элементами при этом являются опорный блок 40, зажимная пластина 41, крутильная вставная пластина 1 и две вставные распорные пластины 20. В зажимной пластине прочно заанкерены три установочных штифта 42, 43, 44, причем на фиг.8с видны только два установочных штифта, поскольку нижние установочные штифты лежат за пределами плоскости фигуры. На фиг. 9 и 10а видны все три установочных штифта. Установочные штифты 42, 43, 44 служат для точного позиционирования крутильных вставных пластин 1 и вставных распорных пластин 20, так что, по меньшей мере, по отношению к каналу для нити после сборки все детали узла 45 точно подходят к нему, так что цилиндрическая поверхность стенки всего канала для нити не имеет переходов и выступающих мест стыков. Как обозначено стрелкой 46', в пространство между установочными штифтами 42, 43, 44 последовательно помещают первую вставную распорную пластину 20, крутильную вставную пластину 1 и вторую вставную распорную пластину 20. После этого к опорному блоку 40 подвигают зажимную пластину 41 с другими пластинами по стрелке 46. Для каждого из установочных штифтов 42, 43, 44 в опорном блоке 40 предусмотрено посадочное отверстие 47, так что после свинчивания опорного блока 40 с зажимной пластиной 41 винтом 48 все названные летали узла точно смонтированы (фиг. 10b). При условии, что все детали изготовлены с достаточной точностью, составное сопло ложной крутки согласно изобретению обладает, по меньшей мере, таким же высоким качеством, что и соответствующее сопло ложной крутки, изготовленное из массивного тела. Винт 48 входит в резьбовое глухое отверстие 49 зажимной пластины. Канал 3 для нити проходит сквозь все части составного сопла ложной крутки, в смысле единственного отверстия со средней линией 50. Для облегчения заправки нити канал 3 для нити имеет на входной стороне входной конус 51 и соответственно в зажимной пластине 41, т.е. на выходной стороне нити, выходной конус 52. Штрихпунктиром на фиг. 8а и 8с вместо входного 51 и выходного 52 конусов обозначено ступенчатое отверстие 59. Хотя каждая промышленная пневмосеть располагает хорошей фильтровальной установкой, каждый узел дополнительно содержит воздушный фильтр 53, состоящий, например, из пористых вложенных фильтрующих пластинок. Узел стянут сам по себе без зазоров. Как будет пояснено ниже с помощью следующих фигур, весь узел может быть выполнен с возможностью перемещения по отношению к плоскости Z-Z, как это обозначено стрелкой. За счет этого подача сжатого воздуха от отверстия 11/12 может быть приведена в соответствие со сквозным отверстием 55 промежуточной пластины 56 или смещена относительно него. В зависимости от этого питание сжатым воздухом включается или выключается. Опорный блок 40 двумя винтами 57 (фиг. 10с) прочно соединен с промежуточной пластиной 56, причем оба элемента герметизированы друг от друга уплотнительным кольцом 58. Отдельная крутильная вставная пластина 1 еще раз изображена на фиг. 9 в увеличенном масштабе. При этом речь идет о разъемной пластине, собранной с максимальной точностью в пластину посредством трех соединений 21 "ласточкин хвост". Линия 60 стыка между верхней 61 и нижней 62 половинами образована тремя соединениями 21 "ласточкин хвост", за исключением зоны отрезка 3 канала для нити, тангенциального канала 5 и отверстия 4 для сжатого воздуха. Крутильная вставная пластина 1 выполнена для прохождения только одной нити.
На фиг. 10b изображен разрез из фиг.10а узла с двумя соплами ложной крутки в плоскости подачи сжатого воздуха. Соответственно видны скозное отверстие 55 и канал 70 для подачи сжатого воздуха. На фиг. 10b изображен разрез Хb-Хb из фиг.10а. На фиг.10а слева изображен разрез Ха-Ха из фиг.10b. Хорошо видны три установочных штифта 42, 43, 44. Правый узел является видом по стрелке 71.
На фиг. 10с изображено весьма предпочтительное использование двух узлов. На промежуточной пластине 56 смонтированы два узла или сопла 100 ложной крутки. При этом один привинчен к промежуточной пластине с поворотом на 180o относительно другого. Следствием является то, что в зависимости от монтажа с одним и тем же узлом или соплом 100 ложной крутки создается то S-, то Z-образная крутка.
На фиг.11 изображен другой очень интересный пример применения нового решения согласно фиг.2b и 2с в смысле целой батареи. На пневмораспределителе 80 расположены два сопловых блока 81, 82 ложной крутки и обозначенный присоединениями третий блок 83. Пневмораспределитель 80 имеет по всей длине канал для подачи сжатого воздуха с каналами 11/12 для подачи сжатого воздуха, которые в зависимости от положения включающего рычага 84, 84' открывают или закрывают воздухоподачу. "Ein" обозначает, что сжатый воздух подается, a "Aus" - что воздухоподача блокирована. Размер VWmax обозначает максимальный путь перемещения, a VWo - путь перемещения между открытым и закрытым положениями для воздухоподачи.
На фиг.12а изображен вид всей батареи из составных сопел ложной крутки с несколькими узлами 45 в блочном расположении. Каждые два сопла ложной крутки выполнены сдвоенными с включающим рычагом 84 для включения и выключения воздуха.
На фиг.12b и 12с в увеличенном масштабе еще раз изображены два возможных положения "Ein" или "Aus" для подачи сжатого воздуха. Пневмораспределитель выполнен в виде массивной трубы с пневмораспределительным каналом 90 (Dr.Luft).
Реферат
Предложены сопла ложной крутки, с помощью которых одной или нескольким нитям за счет интенсивного крутильного течения придается текстурирование. Благодаря оптимизации воздушных каналов можно за счет мощного крутильного потока заменить, по меньшей мере, часть прежних механических вьюрков. Центральным новым элементом является крутильная вставная пластина. Сопло ложной крутки содержит, по меньшей мере, одну пластину в качестве крутильной вставной пластины со сквозным отрезком канала для нити и тангенциальным каналом и, по меньшей мере, один элемент с проходящей параллельно оси канала для нити и взаимодействующей с крутильной вставной пластиной воздухоподачей к ускоряющему каналу. Заявленное решение обеспечивает множество выполнений для обработки отдельных нитей или группы нитей с выборочным комбинированием S- и Z-образной крутки. Конструктивно сопла ложной крутки можно использовать в виде узлов поблочно или порознь. 2 с. и 24 з.п. ф-лы, 40 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для текстурирования нити методом ложной крутки
Комментарии