Устройство для текстурирования прядевого материала - RU2622801C2
Код документа: RU2622801C2
Чертежи















Описание
Родственные заявки
Приоритет настоящей заявки испрашивается на основании предварительной патентной заявки США 61/562530 под названием "APPARATUS FOR TEXTURING STRAND MATERIAL", поданной 22 ноября 2011 г., содержание которой в качестве ссылки целиком включено в настоящую заявку.
Область техники
Изобретение относится в целом к изготовлению текстурированного прядевого материала, более точно, к устройству и способу изготовления текстурированного прядевого материала.
Уровень техники
В патенте US 5976453 на имя Nilsson и др. описаны устройство и способ изготовления ватообразного продукта путем увеличения в объеме прядевого материала. Такие текстурированные продукты предназначены для применения в качестве акустической и/или тепловой изоляции в автомобилестроении и различных отраслях промышленности. Описанное устройство позволяет путем увеличения в объеме прядевого материала изготавливать из него ватообразный продукт, имеющий плотность от около 30 грамм/литр до около 69 грамм/литр. Ватообразные продукты с такой низкой плотностью желательны для применения в качестве звукопоглощающего материала в глушителях выхлопа двигателей и в качестве шумопоглотителей в системах HVAC. Ватообразные продукты с такой низкой плотностью также могут применяться в других областях в целях тепловой и акустической изоляции. Описанное устройство также позволяет путем увеличения в объеме прядевого материала изготавливать из него ватообразный продукт, имеющий плотность от около 70 грамм/литр до около 140 грамм/литр. Ватообразные продукты с такой высокой плотностью желательны для применения в качестве звукопоглощающего материала в глушителях выхлопа двигателей и в качестве шумопоглотителей в системах HVAC. Ватообразные продукты с высокой плотностью также могут применяться в других областях в целях тепловой и акустической изоляции. В описанном устройстве усовершенствованы известные сопла за счет уменьшения потребности в сжатом воздухе, т.е., уменьшении расхода воздуха, поступающего в сопло, по сравнению с известными соплами. В результате на установках с использованием описанного устройства требуется меньше воздушных компрессоров или менее мощные воздушные компрессоры. Кроме того, для воздушных компрессоров могут использоваться система труб и регуляторы меньшего размера. Помимо этого, за счет уменьшения количества используемого сжатого воздуха может обеспечиваться снижение уровня шума на установке.
Тем не менее, традиционным текстурирующим устройствам, таким как описаны в патенте ‘453, присущи недостатки, потенциально сказывающиеся на их кпд и/или надежности.
Например, как показано на фиг.1, первое текстурирующее устройство 10 по патенту ‘453 имеет наружное сопло 30 и внутреннее сопло 40. Наружное сопло 30 имеет входную часть 32, промежуточную часть 34 и выходную часть 36. Выходная часть 36 содержит промежуточный отрезок 38 и наружный отрезок 39. Промежуточный отрезок 38 выполнен за одно целое с промежуточной частью 34 наружного сопла 30. Промежуточный отрезок 38 также выполнен за одно целое по меньшей мере с частью наружного отрезка 39. Следовательно, при повреждении наружного отрезка 39 требуется замена всего наружного сопла 30, чтобы устранить неисправность. Обычно такое повреждение происходит при работе вручную с устройством 10, например, когда пользователь роняет устройство 10 или непреднамеренно ударяет наружный отрезок 39 о твердую поверхность.
Замена наружного сопла 30 является относительно дорогостоящей при обнаружении повреждения наружного отрезка 39. Кроме того, такой подход часто является расточительным, поскольку при этом может выбрасываться все наружное сопло 30, несмотря на обнаружение повреждения его концевой области (т.е. наружного отрезка 39). Помимо этого, для замены наружного сопла может потребоваться относительно длительное время, на протяжении которого устройством 10 нельзя пользоваться. Соответственно, снижается общий кпд производственного процесса с использованием устройства 10.
В качестве другого примера, как показано на фиг.2 и 3, четвертое текстурирующее устройство 400 по патенту ‘453 содержит стопор 490 прядевого материала, выполненный за одно целое с основным корпусом 442 устройства 400. Стопор 490 прядевого материала содержит цилиндр 492, поршень 494 и пружину 495. Цилиндр 492 содержит основной корпус 510 и колпачок 520, посредством резьбы прикрепленный к основному корпусу 510. В основном корпусе 510 имеется внутренняя полость 512 и первое и второе отверстия 514 и 516. Во внутренней полости 512 помещается поршень 494, способный совершать возвратно-поступательное движение в ней. Во внутренней полости 512 находится пружина 495, которая смещает поршень 494 вверх к колпачку 520 цилиндра (смотри фиг.3).
Первое отверстие 514 в основном корпусе 510 расположено между внутренней полостью 512 и каналом 448а соединительной части 448 и сообщается с ними. В этом варианте осуществления стопор 490 прядевого материала смещен по оси от соединительной части 448. Канал 448а связан с источником 70 потока газа, содержащим шланг 72, связанный с компрессором (не показанным), и ниппель 74 на конце шланга 74. Из источника 70 в канал 448а подается сжатый воздух. Второе отверстие 516 расположено между внутренней полостью 512 и первым каналом 446, по которому проходит прядевый материал 20 при перемещении через текстурирующее устройство 400, и сообщается с ними. Показано, что канал 446 имеет первый отрезок 446а, имеющий первый диаметр, и второй отрезок 446b, имеющий второй диаметр, меньший, чем первый диаметр первого отрезка 446а. Например, первый диаметр может составлять около 5 мм, а второй диаметр составляет около 4 мм. Первый отрезок 446а имеет больший диаметр, что позволяет соединенным или сращенным прядям без остановки проходить через канал 446.
Колпачок 520 цилиндра имеет впускное отверстие 522 для жидкотекучей среды, которое сообщается с источником 496 сжатой жидкотекучей среды. Источник 496 сжатой жидкотекучей среды содержит воздушный компрессор (не показанный), регулятор потока (не показанный), шланг 496а, связанный с компрессором, и ниппель 496b на конце шланга 496а. Ниппель 496b частично ввинчен во впускное отверстие 522 для жидкотекучей среды. Сжатый воздух вытекает из компрессора через шланг 496а и ниппель 496b во впускное отверстие 522 для жидкотекучей среды. Из впускного отверстия 522 сжатый воздух поступает во внутреннюю полость 512, побуждая поршень 494 перемещаться вниз и прижиматься к пружине 495 (смотри фиг.2). По мере перемещения поршня 494 вниз носовая часть 494а поршня 494 проходит через второе отверстие 516 и захватывает прядевый материал 20. Носовая часть 494а захватывает прядевый материал 20 и неподвижно удерживает его в первом канале 446. Сжатая жидкотекучая среда поступает из источника 496 во внутреннюю полость 512 непосредственно перед приведением в действие резака для резки прядевого материала 20. После резки прядевого материала 20 источник 496 выпускает сжатый воздух из внутренней полости 512, позволяя тем самым пружине 495 вернуть поршень 494 во втянутое положение (смотри фиг.3).
Носовая часть 494а поршня 494 имеет первый размер, а второе отверстие 516 имеет второй размер, превышающий первый размер. Следовательно, когда носовая часть 494а находится в положении захвата прядевого материала, между вторым отверстием 516 и носовой частью 494а поршня существует зазор G3 (смотри фиг.2). Зазор G3 обеспечивает путь для выхода из внутренней полости 512 сжатого воздуха, поступающего во внутреннюю полость 512 через первое отверстие 514. Соответственно, во время цикла наполнения сжатый воздух, поступающий во внутреннюю полость 512 через первое отверстие 514 и выходящий через зазор G3, не позволяет прядевому материалу 20 или частям прядевого материала 20 поступать во внутреннюю полость 512. Тем самым предотвращается потеря работоспособности стопором 490 из-за накопления прядевого материала 20 во внутренней полости 512. Такое накопление материала 20 могло бы мешать надлежащему захвату прядевого материала 20 носовой частью 494а поршня непосредственно перед резкой или во время нее.
Использование первого отверстия 514 для доставки сжатого воздуха во внутреннюю полость 512 для предотвращения накопления прядевого материала 20 во внутренней полости 512 зависит от потока сжатого воздуха. Следовательно, устройство 400 не защищено от прядевого материала 20 или мусора, поступающего во внутреннюю полость 512, когда в нее не подается сжатый воздух (т.е. когда источник 70 потока газа выключен или истощился), как в случае, когда устройство 400 выключено, простаивает или неработоспособно по иной причине. Например, внутренняя полость 512 не защищена от прядевого материала 20 или мусора, когда пользователь перемещает устройство 400 из одного места в другое. В качестве другого примера, внутренняя полость 512 не защищена от прядевого материала 20 или мусора, когда источник подачи газа отключен от устройства 400.
Кроме того, поскольку сжатый воздух из источника 70 потока газа также используется для продвижения или иного перемещения прядевого материала 20 через устройство 400 (например, через канал 446), это означает, что для отвода части сжатого воздуха через первое отверстие 514, как описано выше, требуется больше сжатого воздуха, чем потребовалось бы только для перемещения прядевого материала 20. В результате, могут повышаться расходы, относимые на счет сжатого воздуха.
Помимо этого, поскольку сжатый воздух, протекающий через первое отверстие 514 во внутреннюю полость 512, выходит из внутренней полости 512 через зазор G3, он контактирует с прядевым материалом 20 в канале 446 (т.е. в первом канале 446а) под углом, преимущественно перпендикулярном каналу 446. В результате, сжатый воздух, протекающий через зазор G3, ударяется о прядевый материал 20 в направлении, перпендикулярном направлению его движения через канал 446, и может прижимать прядевый материал 20 к боковой стороне канала 446. Следовательно, в результате контакта прядевого материала 20 со сжатым воздухом под этим углом и/или контакта с боковой стороной канала 446 может преждевременно нарушаться целостность прядевого материала 20. К тому же, из-за этого поперечного потока сжатого воздуха может затрудняться продвижение прядевого материала 20 через канал 446.
С учетом вышесказанного, в изобретении предложены усовершенствованное устройство и способ изготовления текстурированного прядевого материала.
Сущность изобретения
Изобретение относится в целом к изготовлению текстурированного прядевого материала, более точно, к устройству и способу изготовления текстурированного прядевого материала.
В одном из примеров осуществления предложено устройство для текстурирования прядевого материала. Устройство содержит корпус сопла, стопор и канал, проходящий через корпус сопла. Канал проходит от первого конца корпуса сопла до второго конца корпуса сопла. Размер канала выбран таким образом, чтобы через него мог проходить прядевый материал. Стопор рассчитан на избирательную установку в первое состояние или второе состояние, при этом в первом состоянии стопор предотвращает перемещение прядевого материала через канал, а во втором состоянии стопор допускает перемещение прядевого материала через канал. Стопор содержит поршень и пружину, которые помещаются в полости. В полости также помещается держатель уплотнения для фиксации уплотняющего элемента внутри полости. Уплотняющий элемент по меньшей мере частично предотвращает попадание мусора в полость из канала.
В одном из примеров осуществления прядевым материалом являются непрерывные стекловолоконные пряди.
В одном из примеров осуществления уплотняющим элементом является уплотнительное кольцо.
В одном из примеров осуществления стопор устанавливают в первое состояние путем начала воздействия на стопор сжатой жидкотекучей средой. В одном из примеров осуществления сжатой жидкотекучей средой является сжатый воздух.
В одном из примеров осуществления стопор устанавливают во второе состояние путем прекращения воздействия на стопор сжатой жидкотекучей средой. В одном из примеров осуществления сжатой жидкотекучей средой является сжатый воздух.
В одном из примеров осуществления в корпусе сопла выполнена полость.
В одном из примеров осуществления устройство дополнительно содержит режущее устройство, способно разделять прядевый материал.
В одном из примеров осуществления устройство дополнительно содержит съемную выпускную трубу, прикрепленную к корпусу сопла, при этом прядевый материал способен проходить через канал и выпускную трубу до выхода из нее в виде текстурированного материала.
В одном из примеров осуществления выпускная труба является более жесткой, чем корпус сопла.
В одном из примеров осуществления выпускная труба прикреплена к корпусу сопла установочным винтом.
В одном из примеров осуществления предложено устройство для текстурирования прядевого материала. Устройство содержит корпус сопла, съемную выпускную трубу, прикрепленную к корпусу сопла, стопор и канал, проходящий через корпус сопла до выпускной трубы. Стопор рассчитан на избирательную установку в первое состояние или второе состояние, при этом в первом состоянии стопор предотвращает перемещение прядевого материала через канал и выпускную трубу, а во втором состоянии стопор допускает перемещение прядевого материала через канал и выпускную трубу. Прядевый материал способен проходить через канал и выпускную трубу до выхода из нее в виде текстурированного материала.
В одном из примеров осуществления выпускная труба является более жесткой, чем корпус сопла.
В одном из примеров осуществления выпускная труба прикреплена к корпусу сопла установочным винтом.
Другие особенности, преимущества и признаки изобретения станут ясны специалистам в данной области техники из следующего далее подробного описания со ссылкой на сопровождающие его чертежи.
Краткое описание чертежей
Для более полного понимания характера и преимущества изобретения далее приведено его подробное описание со ссылкой на сопровождающие чертежи, на которых:
на фиг.1 показана вертикальная боковая проекция в поперечном разрезе первого традиционного текстурирующего устройства,
на фиг.2 показана вертикальная боковая проекция в поперечном разрезе второго традиционного текстурирующего устройства,
на фиг.3 показан подробный вид текстурирующего устройства, проиллюстрированного на фиг.2,
на фиг.4А-4Д проиллюстрировано текстурирующее устройство согласно одному из примеров осуществления,
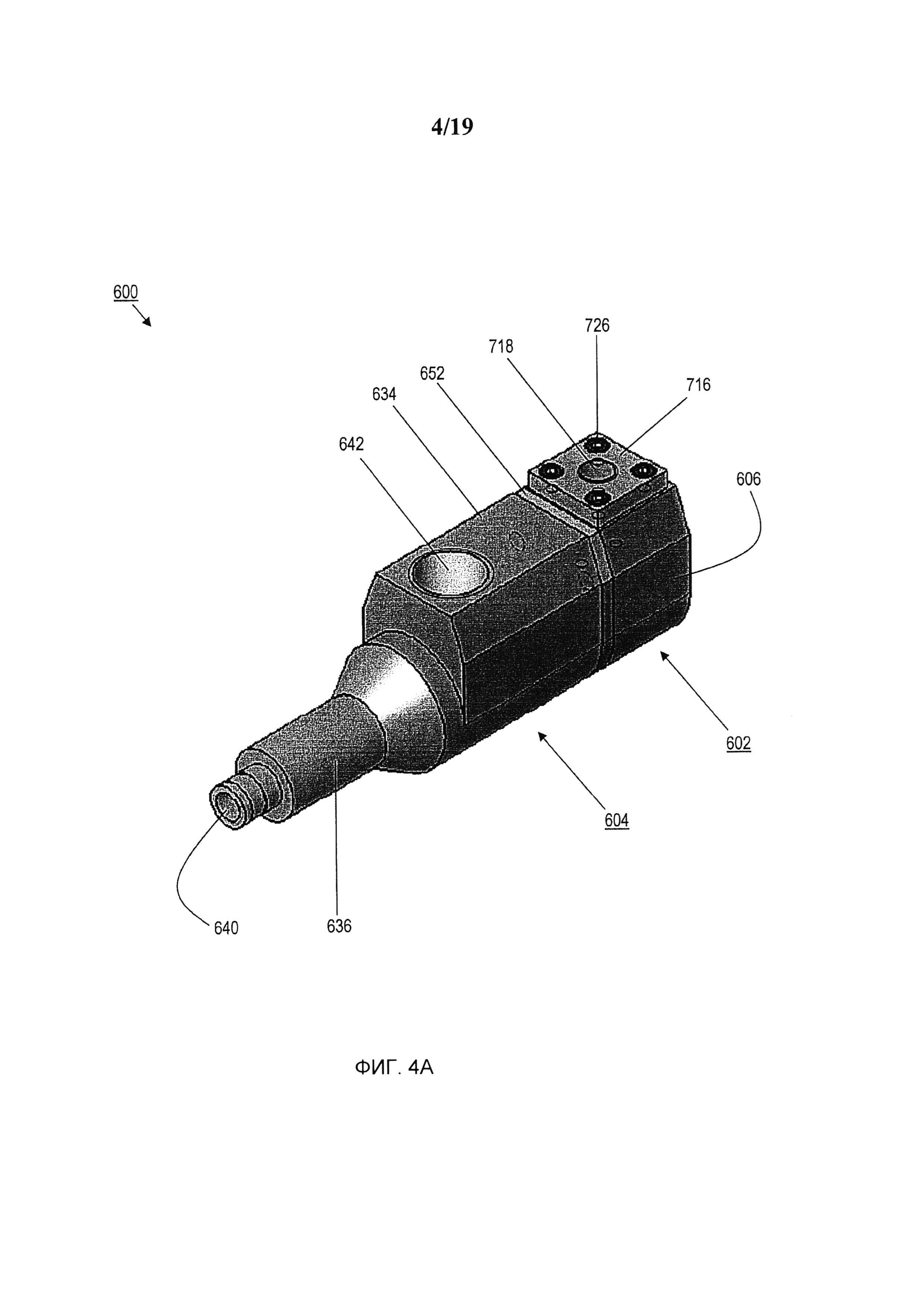
на фиг.4А показан перспективный вид текстурирующего устройства,
на фиг.4Б показан вид спереди текстурирующего устройства,
на фиг.4В показан вид сзади текстурирующего устройства,
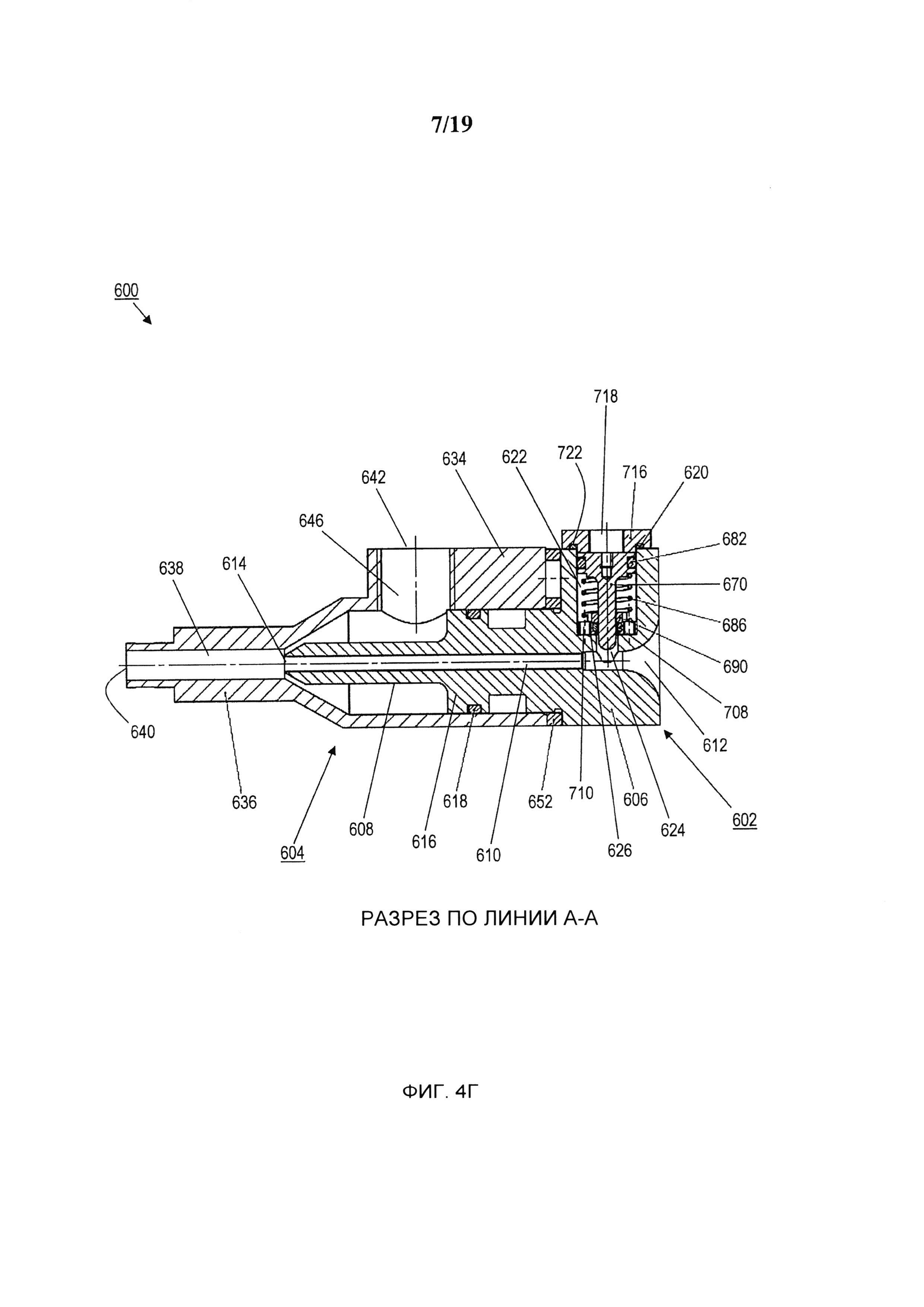
на фиг.4Г показана вертикальная боковая проекция в поперечном разрезе текстурирующего устройства,
на фиг.4Д показан вид сверху текстурирующего устройства,
на фиг.5 показан перспективный вид внутреннего сопла согласно одному из примеров осуществления для использования в текстурирующем устройстве, проиллюстрированном на фиг.1,
на фиг.6 показан перспективный вид разделительный элемент (т.е. прокладка) согласно одному из примеров осуществления для использования в текстурирующем устройстве, проиллюстрированном на фиг.1,
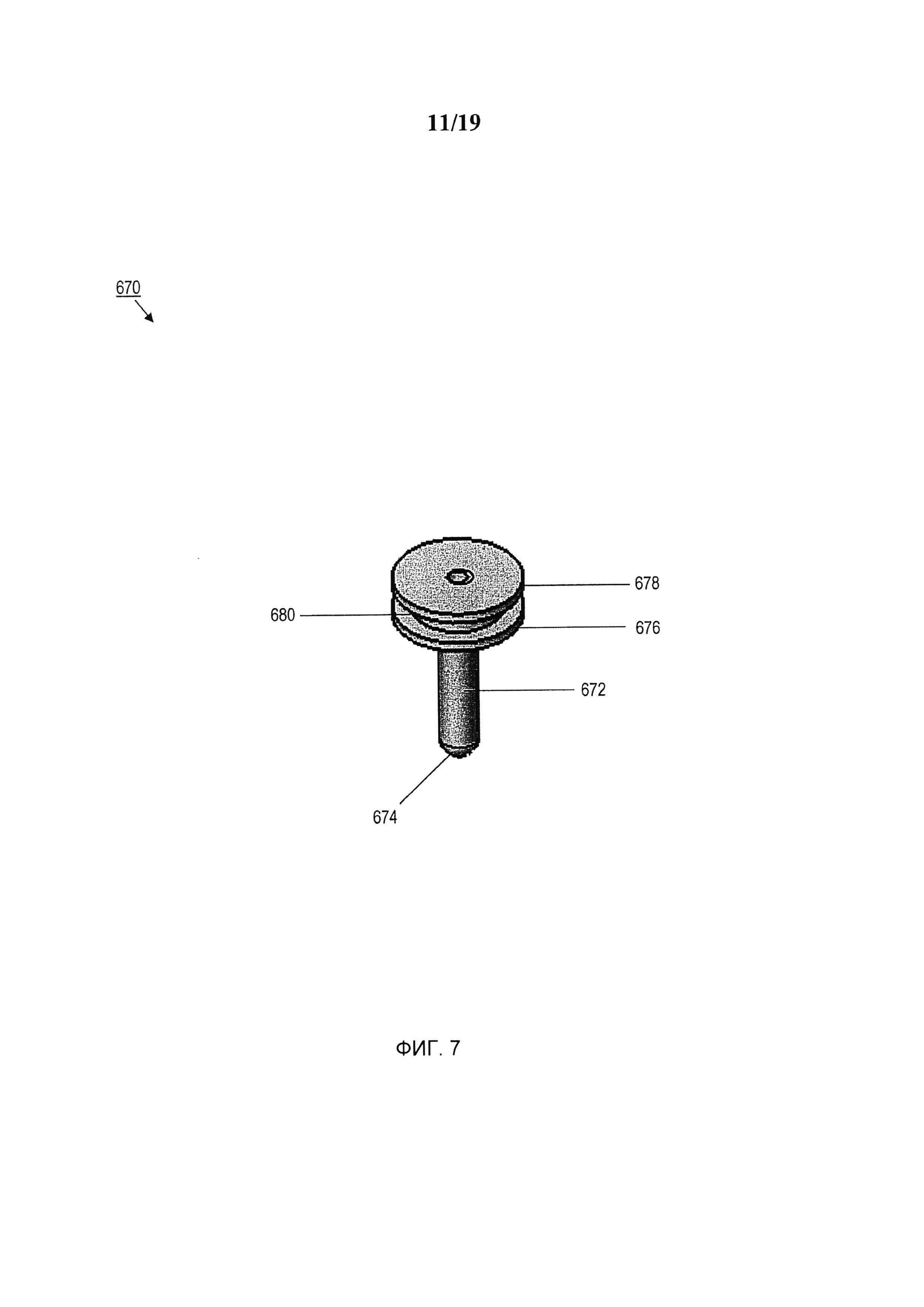
на фиг.7 показан перспективный вид поршня согласно одному из примеров осуществления для использования в текстурирующем устройстве, проиллюстрированном на фиг.1,
на фиг.8А-8Д показан держатель уплотнения согласно одному из примеров осуществления для использования в текстурирующем устройстве, проиллюстрированном на фиг.1,
на фиг.8А показан перспективный вид держателя уплотнения,
на фиг.8Б показана вертикальная боковая проекция держателя уплотнения,
на фиг.8В показан вид сверху держателя уплотнения,
на фиг.8Г показана вертикальная боковая проекция в поперечном разрезе (по линии А-А на фиг.8В) держателя уплотнения,
на фиг.8Д показана вертикальная боковая проекция в поперечном разрезе (по линии В-В на фиг.8 В) держателя уплотнения,
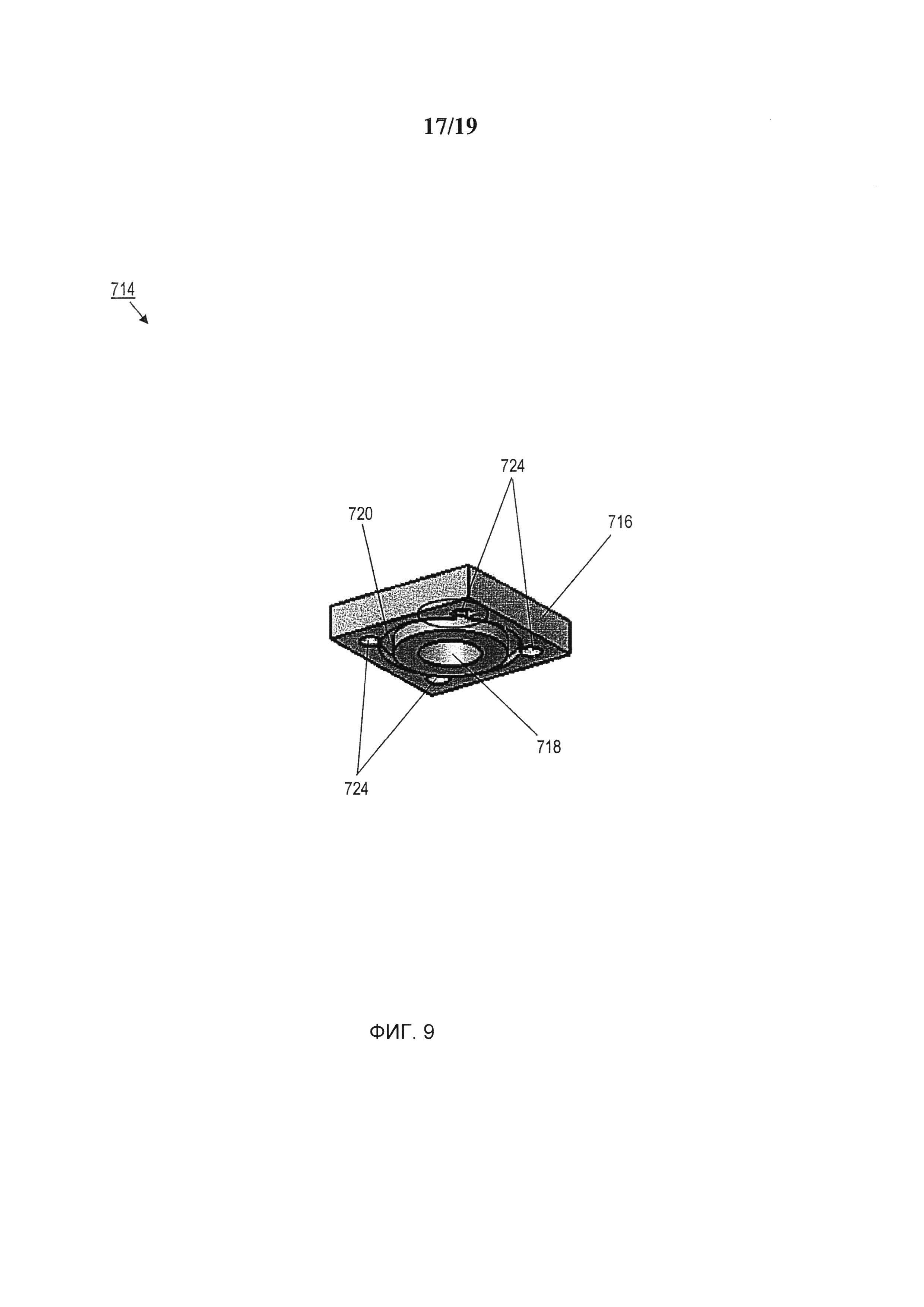
на фиг.9 показан перспективный вид крышки согласно одному из примеров осуществления для использования в текстурирующем устройстве, проиллюстрированном на фиг.1,
на фиг.10А-10Б проиллюстрировано текстурирующее устройство согласно другому примеру осуществления,
на фиг.10А показан перспективный вид текстурирующего устройства,
на фиг.10Б показан другой перспективный вид текстурирующего устройства.
Подробное описание изобретения
Хотя изобретение может быть осуществлено во множестве различных форм, на чертежах проиллюстрированы и далее будут подробно описаны различные примеры осуществления, иллюстрирующие принципы общего замысла изобретения.
Соответственно, конкретные проиллюстрированные варианты осуществления не имеют целью ограничить изобретение.
Если не указано иное, используемые термины имеют такое же значение, которое обычно подразумевается специалистами в области техники, к которой относится изобретение. Используемая терминология имеет целью лишь описание примеров осуществления изобретения, а не ограничение изобретения. Подразумевается, что используемые в описании и прилагаемой формулу изобретения формы единственного числа также включают формы множественного числа, если контекстом ясно не указано иное.
На фиг.4А-4Д проиллюстрировано текстурирующее устройство 600 согласно одному из примеров осуществления. Текстурирующее устройство 600 представляет собой усовершенствование традиционных текстурирующих устройств, таких как описаны в патенте US 5976453 на имя Nilsson и др., содержание которого в порядке ссылки во всей полноте включено в настоящую заявку.
Текстурирующее устройство 600 содержит внутреннее сопло 602 и наружное сопло 604. Размер и/или форма по меньшей мере части внутреннего сопла 602 выбрана таким образом, чтобы она вставлялась по меньшей мере в часть наружного сопла 604 (смотри фиг.4Г) или иначе соединялась с ней.
Как показано на фиг.5, внутреннее сопло 602 имеет основной корпус 606 и отходящий от него круглый игольчатый вал 608. Через основной корпус 606 и вал 608 проходит преимущественно прямолинейный первый канал 610 для доставки прядевого материала. В частности, на одном конце первого канала 610 имеется впускное отверстие 612 для прядевого материала, а на противоположном конце первого канала 610 имеется выпускное отверстие 614 для прядевого материала.
Вал 608 внутреннего сопла 602 также имеет фланец 616, в котором помещается уплотняющий элемент в виде уплотнительного кольца 618 и т.п. Уплотнительное кольцо 618 способно обеспечивать воздухонепроницаемое уплотнение между частью внутреннего сопла 602, находящейся внутри наружного сопла 604, и внутренней поверхностью наружного сопла 604 (смотри фиг.4Г). Фланец 616 и его уплотнительное кольцо 618 расположены между впускным отверстием 612 и выпускным отверстием 614 для прядевого материала.
В основном корпусе 606 внутреннего сопла 602 имеется первое отверстие 620 или другое отверстие, которое проходит от верхней поверхности основного корпуса 606 и входит во внутреннюю полость 622 в основном корпусе 606. В дне внутренней полости 622 имеется отверстие 624 меньшего размера, чем первое отверстие 620. В результате, на дне внутренней полости 622 образуется уступ 626. Отверстие 624 в дне внутренней полости 622 соединяет внутреннюю полость 622 и первый канал 610.
В основном корпусе 606 имеется несколько вертикальных резьбовых отверстий 630 (смотри фиг.5). Вертикальный в данном случае означает преимущественно параллельный центральной оси первого отверстия 620. Отверстия 630 могут любым способом быть разнесены по окружности первого отверстия 620. В одном из примеров осуществления отверстия 630 преимущественно равномерно разнесены по окружности первого отверстия 620. В одном из примеров осуществления в основном корпусе 606 выполнено четыре отверстия 630. В основном корпусе 606 имеет несколько горизонтальных резьбовых отверстий 632. Горизонтальный означает преимущественно параллельный центральной оси вала 608. В одном из примеров осуществления в основном корпусе 606 выполнено два отверстия 632. Назначение отверстий 630 и отверстий 632 описано далее.
Как показано на фиг.4А и 4Г, наружное сопло 604 имеет основной корпус 634 и отходящую от него концевую сопловую часть 636. Первый канал 610 внутреннего сопла 602 заканчивается в начале или вблизи начала концевой сопловой части 636 наружного сопла 604 (смотри фиг.4Г). Соответственно, после того, как прядевый материал выходит из первого канала 610 через выпускное отверстие 614 внутреннего сопла 606, прядевый материал поступает во второй канал 638 в концевой сопловой части 636 наружного сопла 604. Наконец, прядевый материал выходит из концевой сопловой части 636 наружного сопла 604 через выпускное отверстие 640 сопла. К этому моменту прядевый материал преобразован из прядей в текстурированный материал, такой как ватообразный продукт.
В ходе работы вручную пользователь может манипулировать текстурирующим устройством 600 с целью размещения, выпуска или иного распределения текстурированного материала в выбранном продукте и/или в желаемом местоположении. В ходе автоматизированной работы автомат (например, промышленный робот) может манипулировать текстурирующим устройством 600 с целью размещения, выпуска или иного распределения текстурированного материала в выбранном продукте и/или в желаемом местоположении.
В одном из примеров осуществления прядевым материалом являются непрерывные армирующие стекловолоконные пряди. Используемый термин "стекловолоконные пряди" означает пряди, сформированные из множества стеклянных волокон. Одним из примеров таких прядей служит предлагаемый на рынке ровинг, содержащий, например, 4000 волокон. Такие стекловолоконные пряди имеют множество применений. Например, стекловолоконные пряди успешно применяются в качестве шумопоглотителей за счет их высокой устойчивости к большим количествам тепла, вырабатываемого внутри глушителей выхлопа двигателей. Стекловолоконные пряди могут формироваться из любого применимого стекла. В одном из примеров осуществления стекловолоконные пряди формируют из волокон Е-стекла или S-стекла. В качестве другого примера, стекловолоконные пряди находят эффективное промышленное применение, такое как тепловая изоляция дымоходов или вентиляционных систем. В изобретении также предусмотрено, что прядевый материал может представлять собой пряди базальтового волокна или пряди волокна из других материалов. В изобретении также предусмотрено, что прядевый материал может состоять из двух или более различных материалов. В изобретении также предусмотрено, что прядевый материал может содержать покрытие.
В основном корпусе 634 наружного сопла 604 имеется второе отверстие 642, которое проходит от верхней поверхности основного корпуса 634 и входит во внутреннюю полость 646 основного корпуса 634. Внутренняя полость 646 преимущественно окружает вал 608 внутреннего сопла 602. Со вторым отверстием 642 может быть соединен или иначе сопряжен, например, посредством ниппеля (не показанного) источник сжатой жидкотекучей среды (например, воздуха). За счет этого текстурирующее устройство 600 может доставлять сжатую жидкотекучую среду, которая протекает через второе отверстие 642, внутреннюю полость 646, второй канал 638 и выходит из выпускного отверстия.
Как известно из техники, прядевый материал (не показанный) перемещается через первый канал 610 и второй канал 638 по меньшей мере частично за счет сжатой жидкотекучей среды (например, воздуха), воздействующей на прядевый материал до выпускного отверстия 614. Из техники также известно, что под действием сжатой жидкотекучей среды нити, волокна и т.п., образующие прядевый материал, разделяются и увеличиваются в объеме, в результате чего образуется текстурированный материал (например, ватообразный продукт), который имеет заметно увеличенный кажущийся объем при выходе из текстурирующего устройства 600.
Как отмечено выше, по меньшей мере часть внутреннего сопла 602 вставлена по меньшей мере в часть наружного сопла 604 (смотри фиг.4А). После этого в отверстия 632 в основном корпусе 606 внутреннего сопла 602 вставляют (например, ввинчивают) крепеж и т.п., такой как винты 650, которые входят в соответствующие отверстия (не показанные) в основном корпусе 634 наружного сопла 604 и тем самым соединяют друг с другом внутреннее сопло 602 и наружное сопло 604.
В одном из примеров осуществления до крепления или иного соединения друг с другом внутреннего сопла 602 и наружного сопло 604 между ними помещают разделительный элемент или аналогичную конструкцию, такую как прокладка 652 (смотри фиг.6). Прокладка 652 имеет основной корпус 654 с центральным отверстием 656 и фланцем 658, примыкающим к центральному отверстию 656. Во фланце 658 имеется пара горизонтальных отверстий 660, проходящих через основной корпус 654. В данном случае горизонтальный означает преимущественно параллельный центральной оси центрального отверстия 656.
Прокладка 652 облегчает надлежащее пространственное выравнивание, дистанцирование и т.п. внутреннего сопла 602 и наружного сопла 604, когда они соединены друг с другом. В одном из примеров осуществления отверстия 660 в прокладке 652 соответствуют отверстиям 632 во внутреннем сопле 602 и отверстиям (не показанным) в наружном сопле 604. За счет этого винты 650 или другой крепеж, используемый для соединения внутреннего сопла 602 с наружным соплом 604, также может служить для крепления или иной фиксации прокладки 652 на месте.
Как известно из техники, текстурирующее устройство 600 может содержать режущее устройство или механизм. Режущее устройство (т.е. резак) способно резать или иначе разделять непрерывный прядевый материал (например, между операциями наполнения или циклами использования).
Из техники также известно, что текстурирующее устройство, такое как текстурирующее устройство 600 имеет стопорное устройство или механизм. Стопор способен избирательно прекращать перемещение непрерывного прядевого материала через текстурирующее устройство 600 (например, через каналы 610 и 638).
Как лучше всего показано на фиг.4Г и 10А, текстурирующее устройство 600 имеет стопор 668, связанный с основным корпусом 606 внутреннего сопла 602. В частности, стопор 668 расположен главным образом во внутренней полости 622 основного корпуса 606. Стопор 668 содержит поршень 670 (смотри фиг.7), пружину 686 сжатия (смотри фиг.4Г) или другой упругий элемент, держатель 690 уплотнения (смотри фиг.8А-8Д) и крышку 714 (смотри фиг.9).
На фиг.7 показан поршень 670 стопора 668. Поршень 670 имеет вал 672. Один конец вала 672 образует носовую часть 674 поршня 670. В одном из примеров осуществления носовая часть 674 отличается размером и/или формой от вала 672. В одном из примеров осуществления носовая часть 674 является конической или скругленной. Другой конец вала 672 соединен (или выполнен за одно целое) с нижним фланцем 676 поршня 670. Верхний фланец 678 поршня 670 отстоит от нижнего фланца 676, в результате чего образуется канал 680. Канал 680 поршня 670 может быть рассчитан на размещение, установку в нем или иное соединение с уплотняющим элементом в виде уплотнительного кольца 682 и т.п.
На фиг.8А-8Д показан держатель 690 уплотнения стопора 668. Держатель 690 уплотнения имеет верхний основной корпус 692, выполненный за одно целое с нижним основным корпусом 694. Верхняя поверхность верхнего основного корпуса 692 образует верхний выступ 696 держателя 690 уплотнения. За счет того, что верхний основной корпус 692 имеет меньшую окружность, чем нижний основной корпус 694 (смотри фиг.8А), образуется нижний выступ 698, где сходятся верхний основной корпус 692 и нижний основной корпус 694. Нижней поверхностью нижнего основного корпуса 694 является нижняя поверхность 700 держателя 690 уплотнения. Соответственно, высота держателя 690 уплотнения измеряется от верхнего выступа 696 до нижней поверхности 700.
В держателе 690 уплотнения также имеется центральное отверстие 702, которое проходит через верхний основной корпус 692 и нижний основной корпус 694. Как показано на фиг.8Г-8Д, размер (т.е. диаметр) центрального отверстия 702 изменяется и является наибольшим между верхним выступом 696 и нижней поверхностью 700, в результате чего внутри держателя 690 уплотнения образуется выемка 704 под уплотнение. Выемка 704 под уплотнение представляет собой кольцевое пространство, рассчитанное на размещение, установку в нем или иное соединение с уплотняющим элементом в виде уплотнительного кольца 708 и т.п. (смотри фиг.4Г). Размер центрального отверстия 702 является достаточным для того, чтобы через него проходил вал 672 поршня 670.
В держателе 690 уплотнения также имеется несколько резьбовых отверстий 710, проходящих через нижний основной корпус 694. В одном из примеров осуществления в нижнем основном корпусе 694 держателя 690 уплотнения выполнено два отверстия 710. В одном из примеров осуществления отверстия 710 равномерно разнесены по окружности центрального отверстия 702 держателя 690 уплотнения.
Отверстия 710 в держателе 690 уплотнения соответствуют отверстиям (не показанным) в дне внутренней полости 622 внутреннего сопла 602. Соответственно, когда держатель 690 уплотнения надлежащим образом вставлен во внутреннюю полость 622, нижняя поверхность 700 держателя 690 уплотнения опирается на уступ 626 основного корпуса 606. Путем манипуляции (например, поворота) держателя 690 уплотнения отверстия 710 в держателе 690 уплотнения могут быть совмещены с отверстиями в дне внутренней полости 622. После этого в отверстия 710 в держателе 690 уплотнения вставляют (например, ввинчивают) крепеж и т.п., такой как винты (не показанные), которые входят в соответствующие отверстия в основном корпусе 606 внутреннего сопла 602 и тем самым крепят держатель 690 уплотнения к внутреннему соплу 602.
Поршень 670, пружина 686 и держатель 690 уплотнения вводят во внутреннюю полость 622 через первое отверстие 620 в основном корпусе 606. После этого уплотняют первое отверстие 620 крышкой 714. Крышку 714 крепят или иначе соединяют с основным корпусом 606, чтобы закрепить поршень 670, пружину 686 и держатель 690 уплотнения во внутренней полости 622 внутреннего сопла 602.
На фиг.9 показана крышка 714 стопора 668. Крышка 714 имеет основной корпус 716 с центральным отверстием 718. В основном корпусе 716 выполнена круговая канавка 720, окружающая центральное отверстие 718. Канавка 720 в крышке 714 рассчитана на размещение, установку в нем или иное соединение с уплотняющим элементом в виде уплотнительного кольца 722 и т.п. (смотри фиг.4Г).
Размер основного корпуса 716 крышки 714 выбран таким образом, чтобы он целиком перекрывал первое отверстие 620 основного корпуса 606. Когда крышка 714 надлежащим образом установлена на основном корпусе 606, центральное отверстие 718 крышки 714 совмещается с первым отверстием 620 в основном корпусе 606 или иначе перекрывает его.
В крышке 714 также имеется несколько резьбовых отверстий 724, проходящих через основной корпус 716. В одном из примеров осуществления в основном корпусе 716 крышки 714 выполнено четыре отверстия 724. Отверстия 724 в крышке 714 соответствуют отверстиям 630 в основном корпусе 606 внутреннего сопла 602. Соответственно, когда крышка 714 надлежащим образом установлена на основном корпусе 606, отверстия 724 и отверстия 630 совмещаются. После этого, в отверстия 724 в основном корпусе 716 крышки 714 вставляют (например, ввинчивают) крепеж и т.п., такой как винты 726, которые входят в соответствующие отверстия 630 в основном корпусе 606 внутреннего сопла 602 и тем самым крепят крышку 714 к внутреннему соплу 602 (смотри фиг.4А и 4Д). Уплотнительное кольцо 722 обеспечивает формирование воздухонепроницаемого уплотнения между крышкой 714 и основным корпусом 606 внутреннего сопла 602 после того, как крышка 714 крепится к основному корпусу 606 (смотри фиг.4Г).
Размер и/или форма поршня 670 выбрана таким образом, чтобы он был способен совершать возвратно-поступательное движение во внутренней полости 622. Уплотнительное кольцо 682 способно образовывать воздухонепроницаемое уплотнение между поршнем 670 и внутренней поверхностью внутренней полости 622. Это воздухонепроницаемое уплотнение сохраняется во время возвратно-поступательного движения поршня 670 во внутренней полости 622.
Пружина 686 по меньшей мере частично окружает вал 672 поршня 670. Пружина 686 прижимается к нижнему фланцу 676 поршня 670 и смещает его к крышке 714. За счет этого нормальной тенденцией пружины 686 является вытеснение носовой части 674 поршня 670 из первого канала 610, чтобы прядевый материал мог свободно перемещаться через первый канал 610.
Тем не менее, нормальная тенденция пружины 686 может быть преодолена путем воздействия на поршень 670 сжатой жидкотекучей средой (например, воздухом) из источника подачи (не показанного). В частности, сжатая жидкотекучая среда доставляется через центральное отверстие 718 в крышке 714 и через первое отверстие 620 основного корпуса 606, в результате чего она ударяется о верхний фланец 678 поршня 670. Например, для связывания или иного соединения источника подачи сжатой жидкотекучей средой в текстурирующее устройство 600 может использоваться один или несколько шлангов и/или ниппелей (не показанных).
Усилия сжатой жидкотекучей среды (давящей на верхний фланец 678 поршня 670) достаточно для проталкивания поршня 670 вниз во внутреннюю полость 622 с целью сжатия пружины 686 сжатия. В результате, вал 672 поршня 670 перемещается вниз через центральное отверстие 702 в держателе 690 уплотнения, что побуждает носовую часть 674 поршня 670 входить в первый канал 610 и захватывать находящийся в нем прядевый материал (например, прижимать к стенке первого канала 610). За счет этого путем продолжающегося воздействия сжатой жидкотекучей средой может предотвращаться перемещение прядевого материала через каналы 610, 638.
Кроме того, поскольку размер вала 672 поршня 670 выбран из расчета преимущественного уплотнения первого канала 610, когда поршень 670 давит на прядевый материал, снижается или исключается вероятность обратного притока воздуха через первый канал 610 (например, от режущего устройства текстурирующего устройства 600). За счет этого предотвращается разрыв или разрушение прядевого материала в первом канале 610.
Если воздействие сжатой жидкотекучей средой прекращено или прервано, пружина 686 сжатия возвращается в свое нормальное разжатое состояние. При разжатии пружины 686 сжатия она давит на нижний фланец 676 поршня 670. В результате, вал 672 поршня 670 перемещается вверх через центральное отверстие 702 в держателе 690 уплотнения, что побуждает носовую часть 674 поршня 670 выходить из первого канала 610 и тем самым позволять прядевому материалу возобновлять перемещение через каналы 610, 638.
Соответственно, путем регулирования воздействия сжатой жидкотекучей средой стопор 668 текстурирующего устройства 600 способен избирательно прекращать перемещение прядевого материала через каналы 610, 638, например, между операциями наполнения или другими циклами использования.
Тем не менее, должное действие стопора 668 может нарушаться в случае попадания грязи, мусора, загрязняющих веществ и т.п. во внутреннее сопло 602 (т.е., во внутреннюю полость 622 основного корпуса 606) текстурирующего устройства 600. Например, иногда в первом канале 610 могут присутствовать разрушенные нити или частицы стекла. Поскольку нити стекла обычно могут становиться липкими, клейкими и т.п. (например, под воздействием повышенных температур), они прилипают к поверхностям внутри текстурирующего устройство 600 и с трудом удаляются. Кроме того, в первом канале 610 может образоваться влага или иначе проникать в него.
Поскольку первый канал 610 соединен с внутренней полостью 622 основного корпуса 606 отверстием 624 в дне внутренней полости 622, любой мусор в первом канале 610 имеет тенденцию попадать во внутреннюю полость 622, где он создает угрозу эффективной работе стопора 668. В частности, если мусор попадает во внутреннюю полость 622, он может вызывать (например, мусор как таковой или его накопление с течение времени) прекращение работы стопора 668, снижение его кпд, потребность в более частом обслуживании, чем обычно, и т.д. Кроме того, в результате этих потерь кпд возрастают затраты.
Соответственно, как отмечено выше, текстурирующее устройство 600 имеет держатель 690 уплотнения для крепления уплотняющего элемента (т.е. уплотнительного кольца 708) во внутренней полости 622 основного корпуса 606. В частности, уплотнительное кольцо 708 находится вблизи отверстия 624 в дне внутренней полости 622 (смотри фиг.4Г). Держатель 690 уплотнения прикреплен к основному корпусу 606, как описано в изобретении, и удерживает уплотнительное кольцо 708 на месте. Уплотнительное кольцо 708 действует совместно с поршнем 670 (т.е. валом 672 и/или носовой частью 674 поршня 670) и предотвращает попадание мусора во внутреннюю полость 622 через отверстие 624. В действительности, уплотнительное кольцо 708 не позволяет мусору попадать во внутреннюю полость 622, даже когда текстурирующее устройство 600 простаивает (т.е. не действует).
Уплотнительное кольцо 708 может быть изготовлено из любого материала, применимого для предотвращения попадания мусора из первого канала 610 во внутреннюю полость 622. В одном из примеров осуществления уплотнительное кольцо 708 изготовлено из резины. В одном из примеров осуществления уплотнительное кольцо 708 изготовлено из полиуретана. В уплотнительное кольцо 708 может добавляться масло или другие материалы и/или вещества для повышения его кпд (например, улучшения уплотняющей способности, продления продолжительности эксплуатации).
Кроме того, текстурирующее устройство 600 облегчает уход и/или необходимый ремонт компонентов (т.е. поршня 670; пружины 686; уплотнительных колец 682, 708 и 722; и держателя 690 уплотнения) стопора 668. В частности, крышка 714 легко отделяется от основного корпуса 606 внутреннего сопла 602, что обеспечивает свободный доступ к компонентам и своевременное выполнение любого необходимого ремонта или замены. Тем самым обеспечивается сведение к минимуму любых простоев (т.е. времени, когда текстурирующее устройство 600 нельзя использовать).
На фиг.10А-10Б проиллюстрировано текстурирующее устройство 800 согласно одному из примеров осуществления. Поскольку текстурирующее устройство 800 содержит такие же признаки, как и описанное и проиллюстрированное текстурирующее устройство 600, одинаковые элементы обозначены одинаковыми позициями. Как показано на фиг.ЮА, текстурирующее устройство 800 содержит стопор 686 и концевой сопловый узел 802.
Текстурирующее устройство 800 по большей части сконструировано как текстурирующее устройство 600. Тем не менее, текстурирующее устройство 800 имеет незначительно отличающееся наружное сопло 604а. Наружное сопло 604а имеет модифицированную концевую сопловую часть 63 6а, рассчитанную на соединение с концевым сопловым узлом 802 (смотри фиг.10А-10Б). Соответственно, концевая сопловая часть 636а имеет отличающийся второй канал 638а.
Концевой сопловый узел 802 имеет выпускную трубу 804 для связывания, крепления или иного соединения с концевой сопловой частью 636а. Размер и/или форма выпускной трубы 804 выбрана таким образом, что по меньшей мере часть выпускной трубы 804 легко входит в концевую сопловую часть 636а. Как показано на фиг.10А-10Б, через отверстие 808 в концевой сопловой части 636а может проходить установочный винт 806, давящий на часть выпускной трубы 804 внутри концевой сопловой части 636а и тем самым фиксирующий выпускную трубу 804 внутри концевой сопловой части 636а.
В одном из примеров осуществления выпускная труба 804 ввинчивается в концевую сопловую часть 636а. В одном из примеров осуществления выпускная труба 804 по скользящей посадке вставлена в концевую сопловую часть 636а.
Когда выпускная труба 804 закреплена в концевой сопловой части 636а, третий канал 810, образованный выпускной трубой 804, примыкает ко второму каналу 638а в концевой сопловой части 636а и совмещается с ним.
Соответственно, после того, как в процесс работы текстурирующего устройства 800 прядевый материал выходит из первого канала 610 через выпускное отверстие 614 внутреннего сопла 606, он поступает во второй канал 638а в концевой сопловой части 636а наружного сопла 604а. Затем прядевый материал выходит из второго канала 638а в концевой сопловой части 636а и поступает в третий канал 810 в выпускной трубе 804 концевого соплового узла 802. Наконец, прядевый материал выходит из третьего канала 810 через выпускное отверстие сопла 812. К этому моменту прядевый материал преобразован из прядей в текстурированный материал, такой как ватообразный продукт.
Выпускная труба 804, выходящая из наружного сопла 604а, легко отделяется от текстурирующего устройства 800 (т.е. его наружного сопла 604а) и может легко извлекаться и заменяться другой выпускной трубой за относительно короткое время. Кроме того, выпускная труба 804 может быть сконструирована и изготовлена с относительно меньшими затратами, чем наружное сопло 604а.
Соответственно, поскольку повреждение текстурирующего устройства часто происходит в области вблизи выпускной части, например, когда пользователь непреднамеренно ударяет выпускную часть текстурирующего устройства о другую поверхность или предмет, текстурирующее устройство 800 обеспечивает усовершенствование традиционных текстурирующих устройств за счет того, что требуется замена только выпускной трубы 804 в случае ее повреждения. В результате, со временем может достигаться значительное снижение издержек. Кроме того, как отмечено выше, поскольку для замены поврежденной выпускной трубы 804 не требуется много времени или усилий, в случае повреждения выпускной трубы 804 текстурирующее устройство 800 не будет долго бездействовать.
Напротив, в случае обнаружения повреждения выпускной части у традиционных текстурирующих устройств, обычно замене подлежит весь корпус или узел выпускной части. Это является расточительным и дорогостоящим. Помимо этого, поскольку замена всего узла может являться сложной и/или требующей много времени, вероятно, что текстурирующее устройство будет бездействовать значительное время до завершения ремонта.
Выпускная труба 804 концевого соплового узла 802 исключает или ослабляет локальные внутренние напряжения, которые возникают при изготовлении и отверждении основного корпуса 634 наружного сопла 604а. В частности, поскольку выпускная труба 804 может быть изготовлена достаточно твердой, основной корпус 634 и/или концевая сопловая часть 636а может изготавливаться менее твердой.
Выпускная труба 804 может изготавливаться из любого материала, рассчитанного на то, чтобы выдерживать напряжения, сопутствующие эксплуатации текстурирующего устройства (например, текстурирующего устройства 800). В результате, выпускная труба обычно имеет относительно высокую твердость. В одном из примеров осуществления выпускная труба изготовлена из нержавеющей стали. В одном из примеров осуществления выпускная труба изготовлена из нержавеющей стали с твердостью по шкале С Роквелла 58/60. В одном из примеров осуществления выпускная труба изготовлена из вольфрамовой стали.
Выпускная труба 804 может иметь любые размеры (например, диаметр, длину), обеспечивающие прохождение прядевого материала через текстурирующее устройство 600 и его обработку в нем.
Изложенное выше описание конкретных вариантов осуществления приведено в качестве примера. Ознакомившийся с описанием специалист в данной области техники не только поймет общие идеи изобретения и сопутствующие им преимущества, но также сможет предложить различные изменения и модификации раскрытых конструкций и концепций. Например, хотя в описанных примерах осуществления речь идет о текстурирующем устройстве с использованием усовершенствованного стопора 668 и текстурирующем устройстве с использованием усовершенствованного стопора 668 в сочетании с концевым сопловым узлом 802, возможны другие сочетания этих признаков, входящие в объем изобретения, такие как текстурирующее устройство с использованием концевого соплового узла 802 без усовершенствованного стопора 668. Соответственно, предполагается, что все такие изменения и модификации входят в пределы объема и существа изобретения, ограниченные прилагаемой формулой изобретения и ее эквивалентами.
Реферат
Описано устройство для изготовления ватообразного продукта путем текстурирования прядевого материала, содержащее наружное и внутреннее сопла. Наружное и внутреннее сопла соединены и образуют канал для перемещения прядевого материала. Находящийся во внутреннем сопле стопор рассчитан на избирательное прекращение перемещения прядевого материала. Стопор содержит держатель уплотнения, который фиксирует уплотняющий элемент во внутреннем сопле для предотвращения попадания мусора во внутреннее сопло и тем самым обеспечения непрерывной эффективной работы стопора. Наружное сопло содержит концевой сопловый узел твердой выпускной трубой. Твердая выпускная труба выполнена отдельно от наружного сопла и, соответственно, может ремонтироваться или заменяться независимо от наружного сопла. 13 з.п. ф-лы, 19 ил.
Комментарии