Формованная деталь для сердцевины форсунки, сердцевина форсунки и устройство для текстурирования напрессовыванием в термокамеру, комплект для оснащения, фиксирующее устройство и установочный элемент, а также соответствующий способ - RU2670412C1
Код документа: RU2670412C1
Чертежи




Описание
Настоящее изобретение относится к формованной детали для сердцевины форсунки для текстурирования напрессовыванием в термокамеру, к сердцевине форсунки для текстурирования напрессовыванием в термокамеру, к форсунке для текстурирования напрессовыванием в термокамеру, а также к устройству для текстурирования напрессовыванием в термокамеру. А также к соответствующему комплекту для оснащения машины для текстурирования, к фиксирующему устройству для фиксации форсунки, а также к установочному элементу для приёма форсунок, а также к соответствующем способу, в соответствии с ограничительными частями независимых пунктов формулы изобретения.
Различные устройства, форсунки, сердцевины форсунок и формованные детали для текстурирования напрессовыванием в термокамеру предпочтительно синтетической комплексной нити известны из уровня техники. Так, к примеру, из EP 1 634 982 В1 известны форсунка и устройство для текстурирования напрессовыванием в термокамеру, которая имеет металлический корпус и, по меньшей мере, одну сердцевину форсунки из двух формованных деталей. Формованные детали, соответственно, посредством установочного штифта и аксиальной направляющей соединены с корпусом. Такие устройства и относящиеся к ним формованные детали дороги в изготовлении, чувствительны к механическим нагрузкам и тепловому расширению. Сложная конструкция препятствует простому обслуживанию и ремонту устройства, причём именно теплочувствительность данной конструкции требует частой замены отдельных конструктивных элементов.
Задачей изобретения является преодоление этих и других недостатков уровня техники. В частности, должна быть представлена формованная деталь для сердцевины форсунки, которая проста в изготовлении и может быть легко заменена. Также должна быть представлена форсунка для текстурирования напрессовыванием в термокамеру, которая в предпочтительном варианте имеет указанные преимущества. В предпочтительном варианте должна быть обеспечена возможность оснащения имеющихся машин для текстурирования формованными деталями в соответствии с изобретением. Также должны быть представлены предпочтительное фиксирующее устройство для фиксации одной или нескольких форсунок для текстурирования напрессовыванием в термокамеру и установочный элемент для приёма форсунок для текстурирования напрессовыванием в термокамеру.
Эти и другие задачи решаются посредством охарактеризованных в независимых пунктах формулы изобретения устройств и способов. Другие варианты осуществления раскрыты в зависимых пунктах формулы изобретения.
Формованная деталь в соответствии с изобретением для сердцевины форсунки для текстурирования напрессовыванием в термокамеру нитей и предпочтительно для текстурирования напрессовыванием в термокамеру синтетических комплексных нитей содержит керамический корпус с плоской поверхностью. В плоской поверхности расположена выемка для образования, по меньшей мере, одной части канала форсунки. Выемка расположена предпочтительно по центру в плоской поверхности и образует в предпочтительном варианте половину канала форсунки. В плоской поверхности расположены приёмные контуры для приёма крепёжных средств. Приёмные контуры находятся в формованной детали сбоку относительно выемки. Приёмные контуры, от выемки и вдоль плоской поверхности, открыты в боковом направлении.
Относительно плоской поверхности формованная деталь имеет вдоль выемки продольное удлинение. Формованная деталь имеет, таким образом, плоскую поверхность, с которой сопряжены торцевые стороны и продольные стороны.
Крепёжные средства позволяют закрепить формованную деталь на соответствующем приёмном элементе или на соответствующем сопряжённом элементе.
Вариант осуществления приёмных контуров, и притом тот факт, что они в боковом направлении открыты, позволяет закрепить формованную деталь на сопряжённом элементе, без необходимости полного удаления крепёжных средств. В альтернативном варианте возможно также или потенциально возможно, что необходимо удалить лишь некоторые и, таким образом, не все крепёжные средства. Следующее преимущество открытых контуров состоит в том, что пики напряжения, которые могут возникать, к примеру, вследствие термических эффектов, могут быть предотвращены.
В предпочтительном варианте осуществления внутри приёмного контура формованной детали расположена смещённая параллельно относительно плоской поверхности формованной детали упорная поверхность.
Это позволяет осуществлять, с одной стороны, независимое от плоской поверхности закрепление формованной детали. Тем самым, могут быть предотвращены повреждения или дефекты плоской поверхности. С другой стороны, параллельно смещённая опорная поверхность позволяет обеспечивать также тот факт, что она выполнена или может быть выполнена в соответствии с выбранным крепёжным средством, вне зависимости от варианта выполнения плоской поверхности.
Плоские поверхности не имеют в предпочтительном варианте углублений или проходов, в частности, эти плоские поверхности не имеют углублений или проходов для крепёжных средств, которые по всему периметру располагаются в плоской поверхности.
То есть, в предпочтительном варианте внутри плоской поверхности не имеется закрытых контуров для крепёжных средств или стопорных средств.
Открытые контуры позволяют осуществлять компенсацию напряжения. Таким образом, предотвращаются термические или механические пики нагрузки.
Формованная деталь может иметь при этом на боковых сторонах приёмные контуры, причём боковые стороны формованной детали могут быть выполнены проходящими между приёмными контурами или, в основном, параллельно выемке.
Формованная деталь может иметь удлинение в виде части носика. Этот носик образован в предпочтительном варианте в направлении движения нити из первого конуса и второго конуса. На поперечном сечении носика первый конус имеет большее основание, чем второй конус на том же поперечном сечении носика.
Это позволяет сформировать выходной носик для нитей, который выполнен с возможностью механического нагружения и прост в изготовлении.
Формованная деталь может иметь в предпочтительном варианте зону входа и зону выхода. Зона входа и зона выхода располагаются в предпочтительном варианте с торцов или на торцевых сторонах. Зона входа или зона выхода являются зонами, в которых выемка или контур формованной детали, с целью входа или выхода нити, выполнены особым образом. Эти зоны располагаются в предпочтительном варианте, соответственно, примерно на 20% общей длины формованной детали от торцевых сторон формованной детали. В предпочтительном варианте осуществления приёмные контуры располагаются в этих зонах и предпочтительно лишь в этих зонах. То есть, при этом приёмные контуры находятся исключительно в этих зонах.
Это позволяет обеспечить тот факт, что плоская поверхность оказывается, в основном, свободна от мешающих контуров или разрывов, что оказывает положительное воздействие на прочность формованной детали.
Зона входа или зона выхода формованной детали являются, соответственно, зонами, в которых нить входит в выемку и, соответственно, выходит из неё. Эти зоны могут быть выполнены особым образом. Так, к примеру, зона входа может иметь непрерывное коническое отверстие. Зона выхода выполнена в предпочтительном варианте таким образом, что в этой зоне носик располагается, как описано в данном случае.
Для предотвращения перемещения формованной детали вдоль направления движения нити формованная деталь может иметь ограничительные поверхности на, по меньшей мере, одном приёмном контуре.
Перемещение вдоль направления движения нити означает, что формованная деталь перемещается в направлении движения нити или против направления движения нити. Это перемещение обеспечивается, в частности, за счёт продольного удлинения, вследствие термических эффектов.
В альтернативном варианте возможно предусмотреть на формованной детали ограничительные контуры на месте пристыковки фланца. Ограничительные поверхности или ограничительные контуры располагаются при этом в предпочтительном варианте, в основном, под прямым углом к направлению движения нити.
В предпочтительном варианте ограничительные поверхности или ограничительные контуры имеют, соответственно, первую и вторую ограничительные поверхности в направлении движения нити или против направления движения нити. Это позволяет осуществлять, с одной стороны, точное позиционирование формованной детали, а, с другой стороны, при этом, по меньшей мере, одна зона формованной детали, вне зависимости от температуры, удерживается на определённом месте. В предпочтительном варианте такие ограничительные поверхности или ограничительные контуры находятся, соответственно, лишь в зоне входа или в зоне выхода формованной детали.
Выемка в формованной детали может иметь в направлении движения нити расположенные друг за другом, по меньшей мере, одну первую зону и одну вторую зону, причём вторая зона имеет большую поверхность поперечного сечения, чем первая зона.
Вследствие наличия различных зон внутри формованной детали для различных нитей могут быть заданы особые свойства. За счёт использования различных формованных деталей при этом возможно задать различные свойства для особых нитей или комплексных нитей.
В формованной детали может быть предусмотрен вход для текучей среды, предпочтительно для горячего воздуха или пара, и этот вход в предпочтительном варианте, по меньшей мере, частично расположен вдоль выемки и посредством входного отверстия входит в неё. Такое входное отверстие может располагаться при этом на обеих боковых сторонах выемки.
Таким образом, обеспечивается возможность ориентированного в направлении движения нитей нагружения нитей и, тем самым, текстурирования нитей.
Входное отверстие входа для текучей среды находится при этом в предпочтительном варианте между первой и второй группами из приёмных контуров.
Такая конструкция делает возможным расположение входа для текучей среды, тем самым, в основном, внутри плоской поверхности, без возникновения взаимодействия, к примеру, с крепёжными средствами на приёмных контурах.
Первая группа приёмных контуров имеет в предпочтительном варианте первый тип приёмных контуров с приёмной поверхностью и второй тип приёмных контуров с ограничительной поверхностью, а вторая группа приёмных контуров имеет в предпочтительном варианте лишь приёмные контуры первого типа. В альтернативном варианте возможно также, чтобы вторая группа также имела приёмный контур второго типа. Приёмные контура второго типа могут быть расположены при этом на той же стороне выемки. Перекрёстное расположение при этом также возможно. Точный выбор типов приёмных контуров и их расположения на формованной детали и в отдельных группах зависит при этом от желаемой цели или от желаемой функции.
Следующий аспект изобретения относится к сердцевине форсунки, которая включает в себя, по меньшей мере, две формованные детали, как описано в данном случае.
Формованные детали выполнены предпочтительно конструктивно аналогично друг другу, причём соответствующие выемки формованных деталей образуют канал форсунки с входом и выходом.
Ограничительные поверхности или ограничительные контуры на формованных деталях находятся у обеих формованных деталей в одной и той же зоне. Деформации формованных деталей и, в частности, тепловое расширение осуществляется, таким образом, у обеих формованных деталей синхронно и в одном и том же направлении.
Вход может быть в предпочтительном варианте сформирован, как описано в данном случае, коническим, а выход может образовывать в предпочтительном варианте носик, как описано в данном случае.
Такая сердцевина форсунки имеет преимущества формованных деталей и проста в изготовлении, так как может быть изготовлена из однотипных отдельных деталей.
Следующий аспект изобретения относится к форсунке для текстурирования напрессовыванием в термокамеру нитей и предпочтительно синтетических комплексных нитей. Форсунка имеет сердцевину форсунки и предпочтительно сердцевину форсунки, как описано в данном случае. Форсунка или сердцевина форсунки содержит, по меньшей мере, две формованные детали и предпочтительно, по меньшей мере, две формованные детали, как описано в данном случае. Каждая из формованных деталей имеет две боковые стороны.
Боковые стороны располагаются, в основном, в направлении движения нитей. Каждая из формованных деталей имеет плоскую поверхность, которая находится между боковыми сторонами. Каждая из плоских поверхностей имеет для образования канала форсунки, по меньшей мере, одну выемку.
Форсунка имеет фланцы, изготовленные, по меньшей мере, частично из металлического материала и предпочтительно из стали. На своих боковых сторонах формованные детали имеют приёмный контур для приёма крепёжных средств. При этом формованные детали посредством крепёжных средств закреплены или выполнены с возможностью закрепления на каждом из, по меньшей мере, двух фланцев.
Приёмные контуры выполнены при этом в предпочтительном варианте, как описано в данном случае и в боковом направлении открытыми.
Приёмные контуры на боковых сторонах формованных деталей делают возможным, с одной стороны, только закрепление формованных деталей на фланцах, а, с другой стороны, позволяют обеспечивать такое закрепление, чтобы формованные детали нагружались лишь по кромке плоской поверхности. Закрепление формованных деталей на фланцах позволяет, кроме того, получить особое место пристыковки, которое образовано посредством фланца. При этом фланцы могут быть осуществлены, к примеру, таким образом, что могут быть введены в рабочее соединение с машиной для текстурирования.
В предпочтительном варианте фланцы образованы из отдельных участков кольца. Это позволяет осуществить простое изготовление и вращательно-симметричное использование фланца.
Форсунка может содержать, по меньшей мере, два корпуса, которые, по меньшей мере, частично состоят из металлического материала и предпочтительно из стали. Каждый из корпусов может быть образован в предпочтительном варианте как единой целое с каждым из, по меньшей мере, двух фланцев. При этом, по меньшей мере, две формованные детали форсунки, по меньшей мере, частично окружены каждая металлическим корпусом.
Это позволяет создать форсунку, в которой формованные детали могут быть смонтированы в определённом положении, причём при этом формованная деталь и фланцы располагаются в, соответственно, определённых относительно друг друга положениях. Таким образом, форсунка легко может быть вставлена в машину для текстурирования.
Между формованными деталями и корпусом могут находиться или могут быть помещены туда, соответственно, один или несколько эластичных элементов и предпочтительно уплотнений, которые в предпочтительном варианте являются самоклеящимися.
Это обеспечивает возможность, с одной стороны, термического разделения корпуса и формованной детали и при этом снижения теплопередачи. Уменьшение теплопередачи способствует более равномерному распределению тепла внутри формованной детали. Разность тепловой энергии в различных зонах формованной детали может быть, тем самым, уменьшена. С другой стороны, таким образом, могут быть компенсированы неровности в отдельных деталях и на их стыках. Таким образом, напряжения в отдельных деталях могут быть уменьшены или предотвращены.
Крепёжные средства могут содержать винты и/или штифты. Винты закрепляют при этом формованную деталь и удерживают формованную деталь на месте, под прямым углом к плоской поверхности. Штифты могут быть расположены таким образом, что работают, соответственно, лишь против отдельной компоненты движения, так один штифт может работать, к примеру, против бокового смещения, а два других штифта против смещения в направлении движения нитей. Тем самым, посредством дополнительного винта и трёх штифтов формованная деталь фиксируется по всем трём осям.
Однако возможно также предотвращать смещение в боковом направлении посредством сформированной для этого боковой поверхности на формованной детали.
Форсунка выполнена в предпочтительном варианте таким образом, что, по меньшей мере, один из фланцев каждой формованной детали имеет поверхности скольжения, которые осуществлены таким образом, что перемещение, к примеру, вследствие термического удлинения соответствующей формованной детали в направлении движения нитей становится возможным.
В предпочтительном варианте поверхности скольжения осуществлены таким образом, что смещение в боковом направлении предотвращается или может быть предотвращено.
Это способствует тому, что формованная деталь в зоне первого фланца, по меньшей мере, в направлении движения нитей оказывается прочно закреплена, а в зоне второго фланца может, однако, растягиваться.
Следующий аспект изобретения относится к форсунке для текстурирования напрессовыванием в термокамеру нитей, в частности, к форсунке, как описано в данном случае, причём форсунка имеет сердцевину форсунки. Форсунка содержит в предпочтительном варианте сердцевину форсунки, как описано в данном случае.
Форсунка или сердцевина форсунки содержат, по меньшей мере, две формованные детали, предпочтительно как описано в данном случае. Каждая из формованных деталей имеет плоскую поверхность. Плоские поверхности имеют, по меньшей мере, по одной выемке для образования канала форсунки. Форсунка имеет фланцы, которые, по меньшей мере, частично изготовлены из металлического материала и предпочтительно из стали. Фланцы соединены, соответственно, с формованной деталью сердцевины форсунки. По меньшей мере, один фланец и предпочтительно каждый фланец каждой формованной детали имеет, по меньшей мере, одну не вращательно-симметричную фиксирующую структуру, которая образована для блокировки вращения в фиксирующем устройстве машины для текстурирования.
Это позволяет обеспечивать вставку, или закрепление, или фиксацию, и/или же комбинацию этих задач в машине для текстурирования.
При этом за счёт использования такой фиксирующей структуры обеспечивается возможность точного позиционирования.
Форсунка, как описано в данном случае, сформирована в предпочтительном варианте таким образом, что, по меньшей мере, две формованные детали выполнены конструктивно аналогично друг другу, а выемки образуют канал форсунки с впуском и выпуском, как описано в данном случае.
Это позволяет выполнить простую конструкцию и обеспечить простое изготовление такой форсунки. По меньшей мере, один фланец каждой формованной детали и предпочтительно каждый фланец каждой формованной детали может иметь направляющий элемент для направления в приёмном контуре приёмного элемента машины для текстурирования для установки форсунки. Направляющий элемент может быть выполнен при этом, к примеру, в виде перемычки или может быть выполнен из одного, двух или более винтов.
Благодаря этому, возможна установка в машину для текстурирования с соблюдением точности посадки, что делает возможным замену форсунки.
На выходе нитей из сердцевины форсунки форсунка, в частности, сердцевина форсунки, может иметь носик, причём носик может быть осуществлён как описано в данном случае. При этом носик может иметь длину максимально 12 мм, предпочтительно 10 мм, и особо предпочтительно максимально 7,5 мм. Носик располагается в зоне выхода сердцевины форсунки и сужается в направлении движения нитей. В предпочтительном варианте носик имеет несколько конусов, как описано в данном случае, которые имеют, в частности, соответственно, угол 60°.
Согласно другому аспекту изобретение относится к устройству для текстурирования напрессовыванием в термокамеру нитей и предпочтительно синтетических комплексных нитей. Устройство для текстурирования напрессовыванием в термокамеру содержит форсунку, как описано в данном случае, и термокамеру для текстурирования, которая расположена в направлении движения нитей за форсункой.
Таким образом, в распоряжение может быть предоставлено комплектное устройство для текстурирования напрессовыванием в термокамеру.
Следующий аспект изобретения относится к комплекту для оснащения машины для текстурирования. Комплект для оснащения машины для текстурирования содержит, по меньшей мере, одну формованную деталь, как описано в данном случае, или форсунку, как описано в данном случае. Комплект для оснащения машины для текстурирования содержит, кроме того, впускной элемент для термокамеры для текстурирования, причём впускной элемент имеет приёмную зону для носика сердцевины форсунки, и этот носик в направлении движения нитей образован из первого конуса и второго конуса. Первый конус на поперечном сечении носика имеет большее основание, чем второй конус на том же поперечном сечении носика.
Это позволяет легко произвести переоборудование и повысить производительность имеющейся машины для текстурирования.
Комплект для оснащения машины для текстурирования может содержать одно или несколько фиксирующих устройств, как описано в данном случае.
Форсунки, как описано в данном случае, вставлены или выполнены с возможностью вставки в машины для текстурирования.
Следующий аспект изобретения относится, поэтому, к фиксирующему устройству для фиксации одной или нескольких, предпочтительно трёх, форсунок для текстурирования напрессовыванием в термокамеру, в частности, как описано в данном случае. Фиксирующее устройство сформировано, в частности, для фиксации такой форсунки в машине для текстурирования. Фиксирующее устройство содержит, по меньшей мере, один фиксирующий держатель и, по меньшей мере, один и предпочтительно несколько фиксирующих элементов. Фиксирующие элементы имеют, по меньшей мере, одно углубление для приёма фиксирующей структуры форсунки. Фиксирующие элементы закреплены или выполнены с возможностью закрепления на фиксирующем держателе. Фиксирующие элементы расположены или выполнены с возможностью расположения таким образом, что направленное усилие на фиксирующие элементы действует в направлении вставленной в углубление форсунки.
Таким образом, форсунки могут быть установлены и закреплены и/или зафиксированы в желаемом месте и в желаемом положении. Фиксирующее устройство позволяет осуществлять процесс текстурирования напрессовыванием в термокамеру.
Направленное усилие может быть обеспечено посредством, по меньшей мере, одного или нескольких эластичных элементов фиксирующего устройств и, в частности, посредством пружин.
Таким образом, такого рода фиксирующее устройство является недорогим и может изготавливаться с использованием стандартных деталей.
Фиксирующие элементы могут быть разъёмным образом, в частности, посредством закрывающего элемента и винтов, закреплены или выполнены с возможностью закрепления на фиксирующем держателе.
Таким образом, возможна замена и техническое обслуживание отдельных элементов.
Фиксирующий держатель может быть, по меньшей мере, частично изготовлен из полимерного материала и предпочтительно из армированного стекловолокном эпоксида.
Это обеспечивает стабильность формы фиксирующего держателя, который становится достаточно невосприимчивым в отношении термических воздействий.
Фиксирующие элементы фиксирующего устройства в предпочтительном варианте, по меньшей мере, частично изготовлены из металла и предпочтительно из стали. Благодаря этому, фиксирующие элементы стабильны.
Следующий аспект изобретения относится к установочному элементу для приёма форсунок для текстурирования напрессовыванием в термокамеру, в частности, форсунок, как описано в данном случае. Установочный элемент содержит, по меньшей мере, одну рукоятку и, по меньшей мере, один приёмный элемент. Предусмотрен держатель, который с возможностью вращения установлен в приёмном элементе. Также предусмотрен элемент управления для вращения держателя. Держатель выполнен с возможностью перемещения, по меньшей мере, между положением останова для удержания форсунки в приёмном элементе и положением освобождения для приёма и высвобождения форсунки приёмным элементом.
Такой установочный элемент делает возможным вставку форсунки для осуществления процесса текстурирования напрессовыванием в термокамеру в машину для текстурирования, а также удаление из неё. При этом рукоятка обеспечивает надёжное удержание установочного элемента. В предпочтительном варианте рукоятка изготовлена из теплоизоляционного материала или содержит теплоизоляционный материал. Это также обеспечивает возможность замены форсунки для осуществления процесса текстурирования напрессовыванием в термокамеру, к примеру, во время перерыва в работе, если машина или форсунка имеют повышенную относительно окружающей среды температуру.
Такой установочный элемент позволяет осуществить установку форсунки без контакта с форсункой. Эта операция поддерживается и/или осуществляется также посредством элемента управления.
Держатель установочного элемента может быть осуществлён в виде открытого в направлении периферии и в предпочтительном варианте открытого примерно наполовину периферии цилиндра с предпочтительно круглым поперечным сечением.
Это обеспечивает, тем самым, возможность установки первой половинки сердцевины форсунки и, поэтому, формованной детали, посредством, по меньшей мере, двух фланцев, как описано в данном случае.
Приёмный элемент может иметь приёмный фиксирующий элемент для фиксации держателя. Фиксация держателя предотвращает несанкционированное или нежелательное вращение или перемещение держателя и защищает форсунку, которая удерживается установочным элементом, от выпадения. Приёмный фиксирующий элемент может быть осуществлён при этом в виде штифта, причём штифт выполнен с возможностью перевода в положение закрытия и в положение открытия. В альтернативном варианте можно было бы также предусмотреть сферу, предпочтительно подпружинено установленную сферу, которая входит в зацепление в фиксирующие элементы, к примеру, отверстия или углубления держателя. Такие фиксирующие элементы могут иметь форму цилиндра и располагаться все, к примеру, под 45° на удерживающем элементе. В закрытом положении при этом предотвращается поворотное движение держателя. Преимущества такой фиксации описаны в данном случае.
Следующий аспект изобретения относится к способу изготовления нитей и/или пряжи методом текстурирования напрессовыванием в термокамеру, в частности, к способу изготовления синтетических комплексных нитей методом текстурирования напрессовыванием в термокамеру. Нити текстурируются напрессовыванием в термокамеру при помощи формованной детали, как описано в данном случае, или сердцевины форсунки, как описано в данном случае, или форсунки, как описано в данном случае.
Изобретение поясняется далее на основании чертежей, на которых представлено следующее:
фиг.1 - первый вариант выполнения формованной детали,
фиг.2 - второй вариант выполнения формованной детали,
фиг.3 - установочный элемент и фиксирующее устройство в машине для текстурирования,
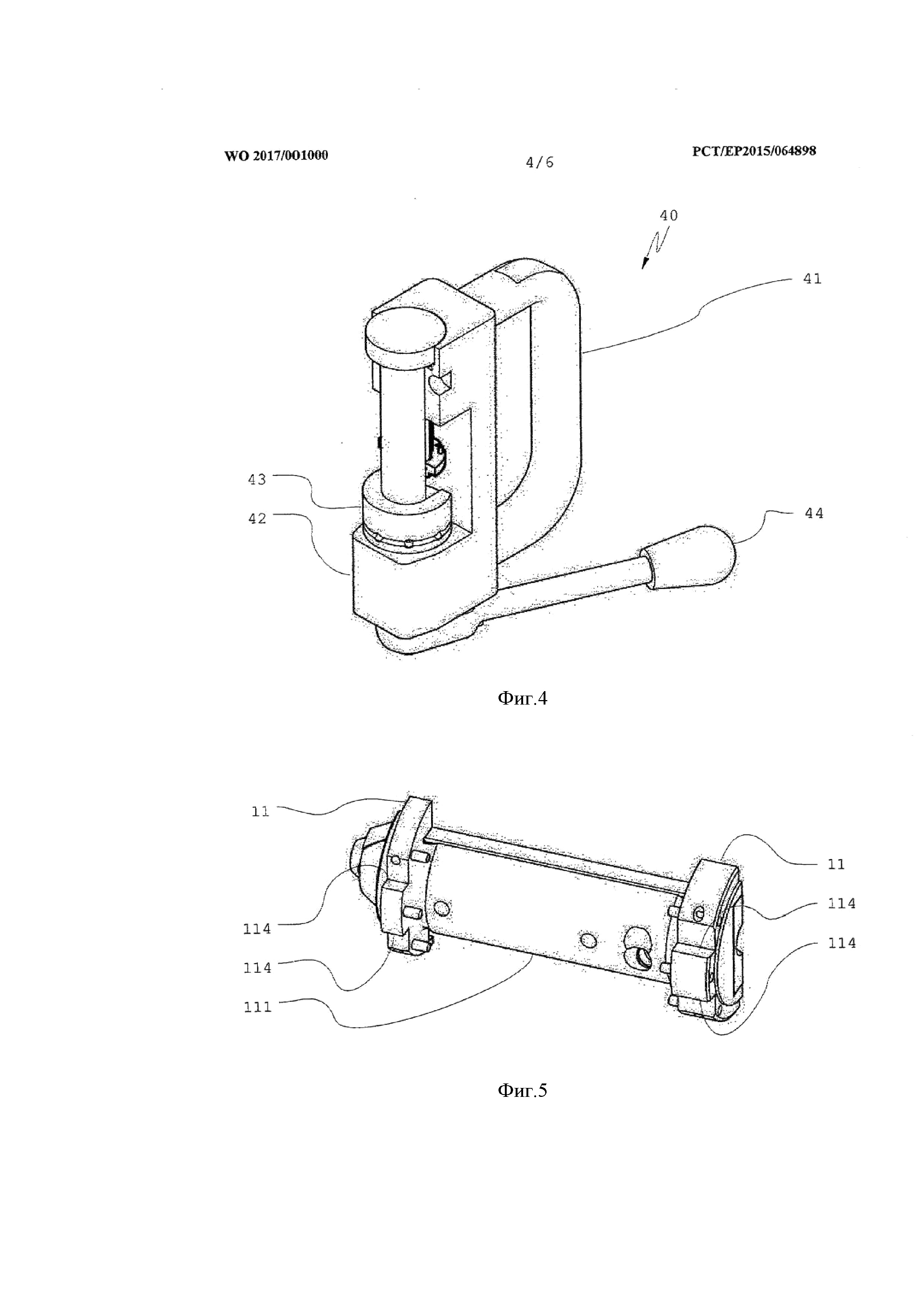
фиг.4 - установочный элемент с фиг.3,
фиг.5 - вид сзади формованной детали с фиг.1,
фиг.6 - установочный элемент в соответствии с фиг.3 на следующем виде,
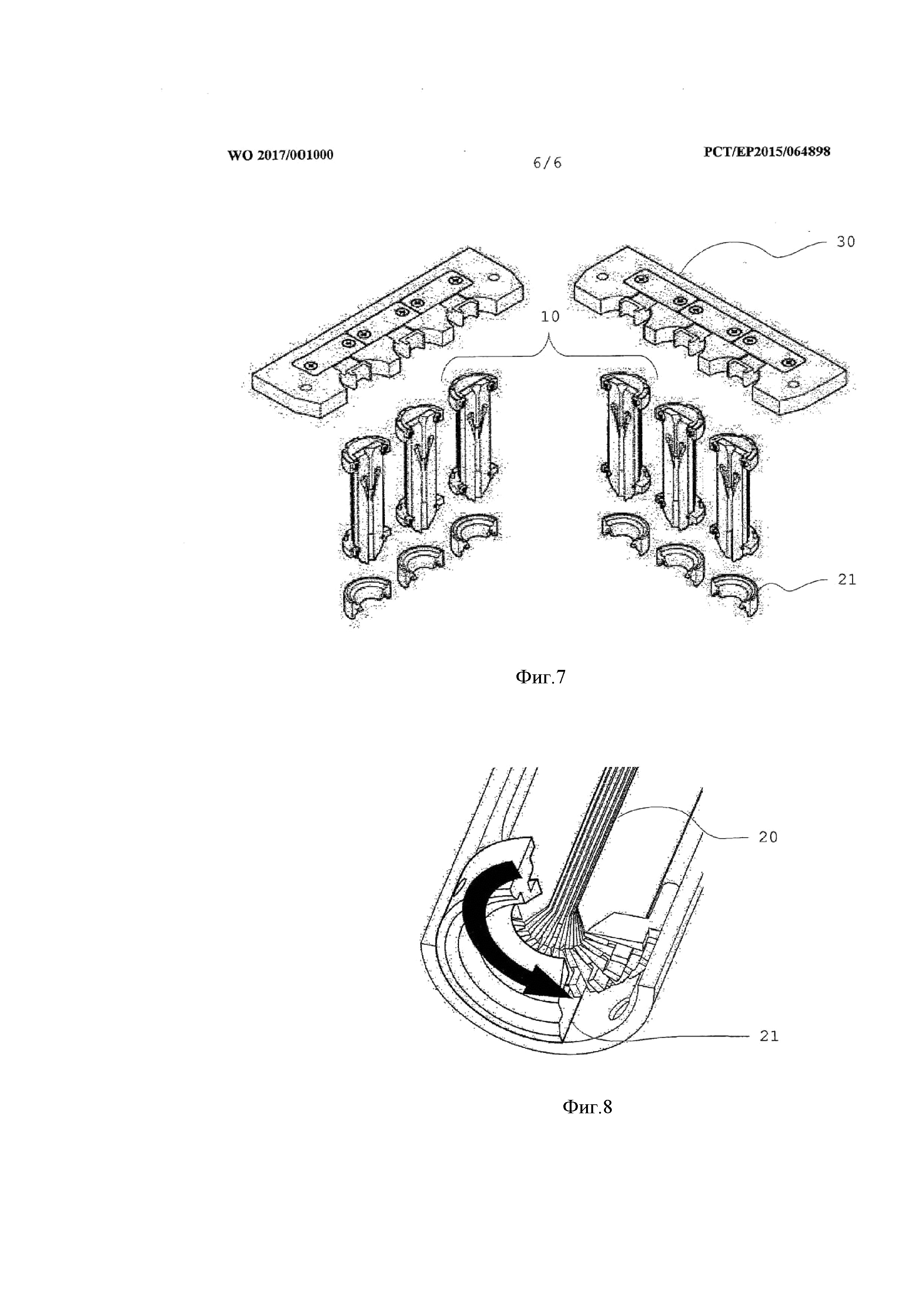
фиг.7 - комплект для оснащения,
фиг.8 - впускной элемент.
Фиг.1 демонстрирует первый вариант осуществления формованной детали 12 в соответствии с изобретением. Формованная деталь 12 расположена в корпусе 111.
Формованная деталь 12 состоит, в основном, из керамического корпуса 121 и имеет плоскую поверхность 122. Формованная деталь 12 имеет зону 125 входа и зону 126 выхода.
Корпус 111 имеет два фланца 11. Три винта 50а защищают формованную деталь 12 от выпадения из корпуса 111.
В зоне 125 входа формованная деталь 12 имеет коническое расширение, а в зоне 126 выхода носик 13. Носик 13 имеет два расположенных друг за другом конуса 131 и 132. Оба конуса 131, 132 имеют угол 60 град. Конус 131 имеет на поверхности поперечного сечения формованной детали 12 большее основание, чем конус 132 на той же поверхности поперечного сечения. Зоны 125 и 126 определяют, соответственно, торцевые стороны. Выемка 123 проходит вдоль формованной детали 12. С обеих сторон выемки 123 располагаются боковые стороны с приёмными контурами 124. Приёмный контур 124, в предложенной на рассмотрение фигуре с правой стороны, имеет упорную поверхность 1241, которая параллельно смещена относительно плоской поверхности 122. Винты 50а в смонтированном состоянии нижней стороной своей головки располагаются на расстоянии от этих упорных поверхностей 1241 таким образом, что на эти поверхности не воздействуют усилия винтов 50а. Закрепление под прямым углом к плоской поверхности 122 происходит в предпочтительном варианте посредством сборки сердцевины форсунки, причём плоская поверхность 122 первой формованной детали воздействует на плоскую поверхность 122 второй формованной детали.
Внутри плоской поверхности 122 располагается вход 129 для жидкой среды, который входит в выемку 123. Вход 129 для жидкой среды располагается, в основном, вдоль выемки 123, а также с обеих сторон выемки 123. В предложенной на рассмотрение фигуре слева располагается приёмный контур 124, который имеет две ограничительные поверхности 1242. Ограничительные поверхности 1242 располагаются, в основном, под прямым углом к направлению F движения нити, причём ограничительная поверхность 1242 расположена таким образом, что перемещения в направлении F движения нити могут быть зарегистрированы, и ограничительная поверхность 1242 расположена таким образом, что перемещения против направления F движения нити также могут быть зарегистрированы.
Фиг.1 демонстрирует также корпус 111, который в данном случае изготовлен из стали. С обеих сторон корпуса располагаются фланцы 11. На фланцах 11 расположены направляющие элементы 115, которые в данном случае выполнены в виде отдельных пальцев. Направляющие элементы 115 обеспечивают возможность направленной вставки представленной на фиг.1 половинки форсунки в машину для текстурирования и соответствуют приёмному контуру 711 машины для текстурирования (см. фиг.3).
Корпус 111 и фланцы 11 изготовлены в данном случае в виде единого целого. Фланцы 11 имеют поверхности 113 скольжения, которые допускают растяжение закреплённой в корпусе 111 формованной детали 12 в направлении F движения нити. Поверхности 113 скольжения взаимодействуют с местами 112 пристыковки фланцев и предотвращают боковое смещение формованной детали 12. В корпусе 111 в качестве эластичного элемента расположено уплотнение 14. За счёт закрепления формованной детали 12 в корпусе 111 предусмотрены крепёжные средства, причём в данном случае для закрепления использованы три винта 50а. Следующее крепёжное средство осуществлено в виде штифта 50b.
Фиг.2 демонстрирует следующий вариант осуществления в соответствии с изобретением формованной детали 12. В отличие от формованной детали 12 по фиг.1 формованная деталь 12 по фиг.2 имеет поперечное сечение, в основном, в форме полукруга. Корпус 111 (см. фиг.1) образован в данном случае лишь в виде двух отдельных фланцев 11. На фланцах 11 находятся направляющие элементы 115, которые в отличие от направляющих элементов 115 по фиг.1 осуществлены в виде перемычки. Плоская поверхность 122 формованной детали 12 осуществлена, в основном, также как и плоская поверхность 12 по фиг.1. В отличие от неё, на формованной детали 12 по фиг.2 находятся четыре одинаковых приёмных контура 124 с упорными поверхностями 1241. На приёмных контурах отсутствуют ограничительные поверхности 1242 (см. фиг.1). Вместо этого на формованной детали 12 имеется место 112 пристыковки фланца, которое взаимодействует с поверхностями 113 скольжения фланца 11. На месте 112 пристыковки фланца располагаются ограничительные контуры 1243, которые предотвращают смещение формованной детали 12 в направлении F движения нити. Тем самым, формованная деталь 12 неподвижным образом удерживается на, по меньшей мере, одном фланце 11. На приёмных контурах 124 не должно быть предусмотрено никаких ограничительных поверхностей, для предотвращения такого смещения.
В плоской поверхности 122 расположена выемка 123, которая в данном случае имеет две зоны, первую зону 127 и вторую зону 128. Вторая зона 128 имеет поперечное сечение, которое по сравнению с первой зоной 127 больше. Расширенное поперечное сечение второй зоны 128 находится в зоне 126 выхода формованной детали 12. Формованная деталь 12 по фиг.2 предусмотрена, тем самым, для толщины нити более 1800 детекс (полипропилен), в то время как формованная деталь 12 по фиг.1 предусмотрена для более тонких нитей. Поперечные сечения каналов для нитей формованных деталей 12 по фиг.1 и 2 являются взаимозаменяемыми. В данной зоне 126 выхода также находится носик 13, который осуществлён таким же образом, что и носик 13 по фиг.1. Формованная деталь 12 на фиг.2 имеет в зоне 126 выхода, также как и в зоне 125 входа, место пристыковки фланца, причём место 112 пристыковки фланца в зоне 126 выхода также имеет ограничительные контуры 1243. Таким образом, фланцы 11 без возможности смещения находятся в соединении с формованной деталью 12. Растяжение в направлении F движения нити может осуществляться, таким образом, в приёмном элементе для фланца 11 на машине для текстурирования.
Фиг.3 демонстрирует часть машины для текстурирования с тремя приёмными элементами 71 для приёма форсунок 10 для текстурирования напрессовыванием в термокамеру. Для лучшей наглядности обозначены, однако, лишь приёмный элемент 71 и соответствующие конструктивные детали к этому приёмному элементу 71. В приёмном элементе 71 показан приёмный контур 711. Машина для текстурирования имеет в данном случае три приёмных элемента 71. В центральном приёмном элементе показана первая половинка уже собранной форсунки. В левом приёмном элементе 71 показан установочный элемент 40 для вставки или удаления форсунки 10. Установочный элемент 40 имеет рукоятку 41 и элемент 44 управления. Машина для текстурирования имеет в верхней зоне приёмных элементов 71 фиксирующее устройство 30. Фиксирующее устройство 30 включает в себя фиксирующий держатель 31 и три фиксирующих элемента 32. Для лучшей наглядности обозначен, соответственно, лишь один из элементов. Фиксирующий элемент 32 удерживается в фиксирующем держателе 31 посредством закрывающего элемента 323. Закрывающий элемент 323 изображён в данном случае прозрачным, так что внутри фиксирующего держателя 31 можно видеть две пружины 322, которые оказывают усилие на фиксирующий элемент 32. Закрывающий элемент 323 посредством винтов 324 закреплён на фиксирующем держателе 31. Фиксирующий элемент 32 имеет углубление 321 для приёма соответствующего элемента форсунки 10. Как только установочный элемент 40 будет введён в контакт с приёмным элементом 71, фиксирующий элемент 32 переместиться в направлении против усилия пружин 323. Таким образом, фиксирующий элемент 32 освобождает приёмный контур 711, в который может быть вставлена форсунка 10. Форсунка 10 вставляется за счёт того, что элемент 44 управления установочного элемента 40 перемещается. За счёт этого держатель 43 поворачивается в приёмном элементе 42. Вместе с держателем 43 помещённая в держатель 43 форсунка 10 поворачивается так, что направляющие элементы 115 (см. фиг.1 и 2) вводятся в предусмотренный для этого приёмный контур 711. Посредством удаления установочного элемента 40 фиксирующий элемент 32 высвобождается. Фиксирующий элемент 32 своим углублением 321 входит в фиксирующую структуру 114 (см. фиг.5) форсунки 10. Форсунка 10 удерживается, таким образом, в приёмном элементе 71 посредством фиксирующего устройства 30.
Фиг.4 демонстрирует установочный элемент в перспективном изображении, причём выполненный с возможностью вращения держатель 43 виден в приёмном элементе 42. Держатель имеет в своей нижней зоне углубления в форме цилиндра (см. фиг. 4), в которые в качестве фиксирующего элемента входит в зацепление подпружинено установленная сфера. Углубления посредством паза соединены друг с другом. Это обеспечивает возможность пользователю, к примеру, посредством осязательной обратной связи устанавливать, когда держатель находится в заданном положении. Рукоятка 41 установочного элемента 40 состоит из полимерного материала и свинчена с приёмным элементом 42. В нижней зоне установочного элемента 40 находится элемент 44 управления.
Фиг.5 демонстрирует следующий вид формованной детали 12 с корпусом 111 и фланцами 11, на виде сзади. На фланцах 11 изображена фиксирующая структура 114, которая в данном случае состоит, в основном, из двух противолежащих друг другу плоских поверхностей. Они изготовлены таким образом, что взаимодействуют с фиксирующим элементом 32 фиксирующего устройства 30 (см. фиг.3).
Фиг.6 демонстрирует следующую часть установочного элемента 40 во время выемки сменной форсунки из устройства для хранения. Явно виден при этом элемент 44 управления. Элемент управления осуществлён в данном случае в виде храпового механизма, причём на элементе 44 управления можно видеть элемент 421 переключения. За счёт перемещения элемента 421 переключения становится возможным поворот элемента 44 управления совместно с держателем 43 в заданном направлении и блокировка в противоположном направлении.
Фиг.7 демонстрирует комплект для оснащения машины для текстурирования. Комплект для оснащения содержит форсунку 10, включающую в себя две половинки, причём каждая половинка имеет формованную деталь 12 и несколько фланцев 11. К комплекту для оснащения относятся также один или несколько впускных элементов 21. В предпочтительном варианте комплект для оснащения образован, как и в данном случае, из двух фиксирующих устройств 30, трёх форсунок 10 и шести впускных элементов 21.
Фиг.8 демонстрирует часть термокамеры 20 для текстурирования напрессовыванием, которая на своём конце имеет впускной элемент 21. Впускной элемент 21 может быть, как представлено на изображении с фиг.8, закреплён посредством поворотного движения на ламелях термокамеры 20 для текстурирования напрессовыванием.
Реферат
Изобретение относится к формованной детали (12) для сердцевины (60) форсунки для текстурирования напрессовыванием в термокамеру нитей. Формованная деталь содержит керамический корпус (121) с плоской поверхностью (122). В плоской поверхности (122) расположены приёмные контуры (124) для приёма крепёжных средств (50). Приёмные контуры (124) в боковом направлении открыты. Технический результат – возможность легкой замены сердцевины форсунки, снижение чувствительности деталей конструкции к механическим нагрузкам и тепловому расширению. 8 н. и 24 з.п. ф-лы, 8 ил.
Комментарии