Способ обработки волокон - RU2082840C1
Код документа: RU2082840C1
Чертежи


Описание
Изобретение относится к текстильной промышленности и касается способа обработки растягиванием непрерывных волокон и волокон конечной длины, как натуральных, так и синтетических волокон.
Известен способ обработки волокон, заключающийся в скручивании непрерывного пучка волокон равномерной толщины и растягивании каждого отдельного волокна в пучке в зоне между расположенными
на расстоянии одна от другой питающей и вытяжной парами валиков с напряжением, меньшим предела прочности волокна на разрыв, и без относительного сдвига волокон в пучке за счет его крутки [1]
Однако данный способ не обеспечивает повышение прочности и равномерности волокон.
Задача изобретения создание способа обработки волокон, обеспечивающего получение технического результата, состоящего в повышении прочности и равномерности непрерывных волокон и волокон конечной длины.
Технический результат в способе обработки волокон, заключающемся в скручивании непрерывного пучка волокон равномерной толщины и растягивании каждого отдельного волокна в пучке в зоне между расположенными на расстоянии одна от другой питающей и вытяжной парами валиков с напряжением, меньшим предела прочности волокна на разрыв, и без относительного сдвига волокон в пучке за счет его крутки, достигается тем, что для повышения прочности и равномерности непрерывных волокон и волокон конечной длины скручивание пучка волокон осуществляют одновременно с их растягиванием в зоне между питающей и вытяжной парами валиков путем вращения вытяжной пары валиков относительно продольной оси пучка волокон, при этом каждое волокно растягивают с напряжением, превышающим предел текучести волокна и обеспечивающим его остаточную пластическую деформацию и изменение молекулярно структуры, причем расстояние между питающей и вытяжной парами валиков выбирают превышающей наибольшую величину конечной длины волокон.
Выходящий из вытяжной пары вращающихся валиков пучок растянутых волокон непрерывно проводят через регулируемую по длине зону временно снятия с волокон растягивающего усилия и подают в следующую зону скручивания пучка волокон и растягивания каждого волокна между питающей и вытяжной парами валиков.
Выходящий из вытяжной пары валиков пучок растянутых волокон временно накапливают на намоточном средстве для снятия с волокон растягивающего усилия в течение неограниченного периода времени с последующим после его истечения осуществлением скручивания пучка волокон и растягивания каждого волокна между питающей и вытяжной парами вращающихся валиков.
Выходящий из вытяжной пары валиков пучок растянутых волокон непрерывно проводят через следующую зону скручивания пучка волокон и растягивания каждого волокна без снятия с них растягивающего усилия, при этом вытяжную пару валиков предыдущей зоны кручения и растягивания волокон используют в качестве питающей пары валиков в последующей зоне скручивания пучка волокон и растягивания каждого волокна.
Когда множество волокон эффективно и однородно вытягивается, каждое отдельное волокно внутри такого пучка подвергается существенному действию скручивающих, сжимающих и вытягивающих сил. Эти силы динамически передаются через каждое отдельное волокно от одного конца до другого волокна конечной длины или от одной точки вытягивания до другой точки непрерывного волокна и от каждого отдельного волокна к соседнему волокну, с которым оно находится в контакте, через точно контролируемое индуцированное сцепление между ними, получаемое за счет их фрикционных характеристик поверхности и сжимающих усилий. Отдельные волокна растягиваются, но пучок по существу, не вытягивается. Внутренняя молекулярная структура каждого отдельного волокна ориентирована в направлении его оси для существенного увеличения его прочностных свойств и требуемого улучшения качественных характеристик.
Волокно в таком пучке обязательно одновременно растягивается и скручивается до степени, которая является оптимальной. Если отношение скручивания к растяжению слишком велико (слишком велико индуцированное сцепление), то ползучесть волокна или увеличение длины волокна, допускаемое устройством натяжения, слишком мало, что препятствует наиболее эффективной и равномерной обработке нити растягивания. Если это отношение слишком мало (слишком мало сцепление волокон), то появляется слишком большое проскальзывание волокон или допустимое вытягивание, в результате чего происходит неэффективная и неравномерная обработка пучка растягивания.
Способ обеспечивает максимально эффективное и равномерное растягивание каждого отдельного волокна при отсутствии нежелательного вытягивания пучка волокон. Тянущие силы сконцентрированы на растягивании отдельного волокна, в то же время увеличение их длины выбирают средством натяжения и предотвращают потери при вытягивании.
Максимально эффективное растягивание отдельного волокна требует существенной величины усилия вытяжки, чтобы только слегка преодолеть одновременно приложенное существенное сжимающее усилие сцепления за счет скручивания.
При обычном вытягивании при одновременном скручивании пучка штапельных волокон, где целью является максимально эффективное и равномерное вытягивание пучка, а не эффективный и равномерный процесс вытяжки отдельного волокна, требуется относительно малая величина текущей или вытягивающей силы и относительно малая величина одновременного скручивания. Результирующим эффектом является относительно малое индивидуальное сопротивление штапельного волокна его продольному вытягиванию или протягиванию среди и со стороны соседних волокон, но в то же время достаточное сопротивление из-за относительно небольшого скручивания, осуществленного для контроля волокон с соответствующим проскальзыванием.
Максимально эффективная и равномерная обработка пучка непрерывных филаментарных волокон согласно данному способу по изобретению требует усилия вытяжки существенной величины, чтобы только едва преодолеть одновременно создаваемое сжимающее сопротивление сцепления, возникающее за счет скручивания, без существенного обрыва волокон.
Способ обработки существенно улучшает равномерность непрерывных волокон по всей их длине.
Известно, что прочность и качественные характеристики наиболее, по существу, однородных непрерывных волокон могут быть улучшены посредством первого воздействия на сформованное волокно процессом вытяжки, в котором молекулы его внутренней структуры ориентируются в направлении его продольной оси. Такое подвергнутое вытяжке волокно имеет равномерные изменения в толщине и площади поперечного сечения по всей длине. Более толстые участки волокон вытянуты в меньшей степени, чем более тонкие части, что приводит к неравномерности в его плотности (вес на единицу длины) по длине. Такие неравномерности и потери его первоначальной однородности дополнительно усугубляются, когда степень вытяжки увеличивается или делаются попытки многих вытяжек.
Тканые или трикотажные материалы, изготавливаемые из такого филаментарного волокна, дают неровности в тканом или трикотажном материалах. Поскольку, кроме того, части, подвергнутые вытяжке в меньшей степени, поглощают меньшее количество краски, когда такие тканые или трикотажные материалы окрашивают, чем части, которые подвергнуты более сильной вытяжке, текстильные материалы, полученные таким образом, часто непригодны для использования.
Кроме этих дефектов, в таких подвергнутых вытяжке непрерывных волокон было обнаружено явление гофрирования, когда они впоследствии подвергались обработке, при которой приобретали разную усадку. При обработке непрерывных волокон заявленным способом скручивающие и вытягивающие силы поровну распределяются по каждому волокну. Эти силы равномерно передаются от каждого волокна ко всем соседним волокнам, с которыми они находятся в сжатом сцеплении.
Последовательная многократная обработка непрерывных волокон согласно данному способу дает существенное улучшение их максимальных прочностных качеств благодаря использованию последовательной нарастающей обработки, а не одиночной общей обработки, в то же время, по меньше мере, сохраняя их первоначальную входную существенную однородность.
Прочностные свойства волокон подобны прочностным свойствам металлической проволоки в том, что когда они в сухих условиях окружающей среды вытягиваются до предела их эластичности или предела пластичности, но не до точки разрыва или конечного предела прочности, они никогда не возвращаются к первоначальной форме или размерам и принимают другую конфигурацию, когда усилие вытяжки снимают, даже если они до некоторой степени спружинят обратно от их полностью деформированного состояния. После этого точка предела текучести и точка разрыва передвигаются на более высокий уровень.
Когда последующая или последовательная обработка процессом вытяжки в сухих условиях окружающей среды такого ранее обработанного волокна или металлической проволоки применяется к ним обоим до того, как они достигнут их новых пределов текучести, но меньше, чем до новых их точек (пределов) разрушения, обе точки и предел текучести и предел прочности снова продвигаются на более высокий уровень. До тех пор, пока предел прочности не достигнут, возможно несколько многократных или последовательных вытяжек такого волокна или металлической проволоки в сухих условиях окружающей среды, пока в конце концов их предел прочности нельзя будет передвинуть вперед без разрушения, благодаря чему существенно улучшаются их прочностные свойства и другие качественные характеристики. Чем меньше наращиваемое продвижение этих точек при меньших величинах усилия вытяжки, тем соответственно больше многократных или последовательных вытяжек и тем больше возможность получения максимальных результатов. Однако, имеется практическое ограничение на число наращиваемых обработок, поскольку время и соответствующие затраты могут быть не оправданы полученными результатами обработки вытяжкой.
Число обычно используемых многократных обработок вытяжкой металлической проволоки зависит от вида ее сплава и может обычно изменяться от 3 до 12. Широкое изменение всех типов волокон по их составу и характеристикам также определяет изменение оптимального числа многократных или последовательных обработок в широких пределах.
В эффективной и равномерной обработке любого типа волокна имеется четыре основных фактора, которые необходимо принимать во внимание, чтобы достигнуть максимальной практической эффективности и равномерности.
Во-первых, каждое отдельное волокно вне зависимости от его длины должно равномерно обрабатываться по всей его длине до максимальной целесообразной степени. При обработке штапельного волокна каждое отдельное волокон должно быть обработано вытяжкой от одного конца до другого, в то время как непрерывное филаментарное волокно должно обрабатываться вытяжкой от одной выбранной точки вытяжки до другой.
Во-вторых, оптимальная продолжительность непрерывного приложения усилия растягивания обеспечивает существенно более эффективную и равномерную обработку отдельного волокна, чем быстрые рывки небольшой длительности.
В-третьих, многократная последовательная обработка является более эффективной и равномерной, чем одиночная обработка пучка волокон.
В-четвертых, оптимальное время снижения усилия растягивания между обработками пучка волокон обеспечивает, по существу, более эффективную и равномерную обработку отдельных волокон, чем в случае отсутствия снижения усилия между такими обработками.
В соответствии с изобретением каждое отдельное (элементарное) волокно любого типа, которое на входе имеет равномерную толщину, эффективно и равномерно обрабатывают посредством растягивания. Посредством этого каждое отдельное (элементарное) волокон перемещают внутри зоны обработки между двумя точками вытяжки, расстояние между которыми устанавливают, по меньшей мере больше, чем наиболее длинное штапельное волокно, для достижения минимального требуемого времен длительности нагрузки, для достижения требуемой производительности, позволяющей такое время длительности нагрузки, и для достижения необходимой степени равномерности обработки пучок волокон одновременно подвергают существенному усилию растягивания и существенному скручиванию для создания сжимающих сил сцепления на каждом волокне для его надлежащей вытяжки при одновременной обработке скручиванием в прецезионно правильных относительных величинах по отношению друг к другу.
Данные зоны обработки между двумя точками растягивания могут быть свыше 2540 мм без ухудшения эффективности обработки. Чем больше это расстояние, тем лучше равномерность растягивания. Это расстояние можно регулировать для изменения производительности способа и достижения минимального времени длительности приложения нагрузки без ухудшения равномерности обработки.
Каждое отдельное элементарное волокон независимо от его длины эффективно и равномерно обрабатывают путем его растягивания с одновременным скручиванием пучка волокон и предотвращением вытяжки пучка. Благодаря этому осуществляется точно контролируемое сцепление волокон в пучке, а передача растягивающих сил их внутренним молекулярным структурам.
Существенно, что все натуральные волокна до сих пор не использовали до их максимальных практических и легко доступных возможностей. Огромные возможности по обработке отдельных волокон оставались незадействованными, бесполезными или лежащими на полке с тех пор, как человечество начало использовать их.
Например, редко можно найти хлопковое волокно независимо от его вида или специальных условий наращивания с пределом прочности при растяжении свыше 40 г/текс. Он обычно находится в диапазоне 20 и 30 г/текс. Хорошо известно, как переводить прочность волокна непосредственно в прочность пряжи, однако существенно улучшенная ткань и конечные изделия из нее через увеличенную прочность волокна являются основными целями.
Изобретение использовано для увеличения предела прочности на растяжение хлопка до более чем 60 г/текс через простую сухую механическую обработку волокна. Из такого обработанного волокна производят слегка улучшенную пряжу, но существенно улучшенные ткани теперь могут изготавливаться из нее в больших количествах. Подвергнутое сухой механической обработке растягиванием такое волокно не ухудшается впоследствии при использовании мокрых процессов обработки, включая термические, химические или другие усовершенствования окончательной обработки. Такие сухие и мокрые процессы обработки являются дополнением в их усовершенствованиях и они дополняют друг друга с малым риском ухудшения или отсутствием такового. Изобретение пригодно для введения в обычные процессы производства пряжи. Оно может использоваться как для сухой, так и для мокрой обработки, но для извлечения выгоды от дополнительных улучшений, связанных с обоими, требуется независимая сухая и мокрая обработка.
Установлено, что хлопковое волокно, которое подвергалось сухой механической обработке растяжением согласно способу по изобретению, существенно прочнее, плотнее, жестче и более эластично и упруго и, кроме того, оно становится несколько длиннее, более однородной длины, несколько тоньше, мягче и светлее, и больше похоже на шелк.
Волокно любого типа, эффективно и равномерно обработанное данным способом, может использоваться для производства значительно улучшенных тканей и изделий из них с существенными преимуществами в стоимости производства. Например, хлопковое волокно конкретного количества и качества, используемое в настоящее время для изготовления 9-ти 100% хлопковых простыней, как ожидается, может быть использовано для изготовления 120 или более таких простыней, если такое волокно эффективно и равномерно обработано данным способом перед тем, как из него сформируют пряжу или ткань, а требуемые изменения в структуре такой простынной ткани (меньше основных и уточных нитей) и весе на квадратный ярд (легче) являются приемлемыми до тех пор, пока требование к прочности ткани остается постоянным. Уменьшение уточных нитей и основных нитей на дюйм должно существенно уменьшить стоимость производства, а значительно более легкая простынь должна быть более желательной во многих аспектах, пока требования к прочности ткани удовлетворяются.
При существенном увеличении прочностных свойств хлопкового волокна может быть использовано без смешивания с полиэфирными или другими высокопрочными волокнами для изготовления тканей и изделий из нее. Можно также ожидать, что такое высокопрочное хлопковое волокно, используемое без смешивания с другими волокнами, мерсеризации и для изготовления тканей не подвергаемых химическим обработкам, будет существенно прочнее после таких обработок, чем могло быть достигнуто прежде. Ожидается, что высокопрочное хлопковое волокно с прочностью волокна в 80 г/текс. может быть получено путем обработки способом согласно изобретению и выращивания хлопкового волокна для специальной эффективной обработки. Хлопок может конкурировать с высокопрочными искусственными волокнами.
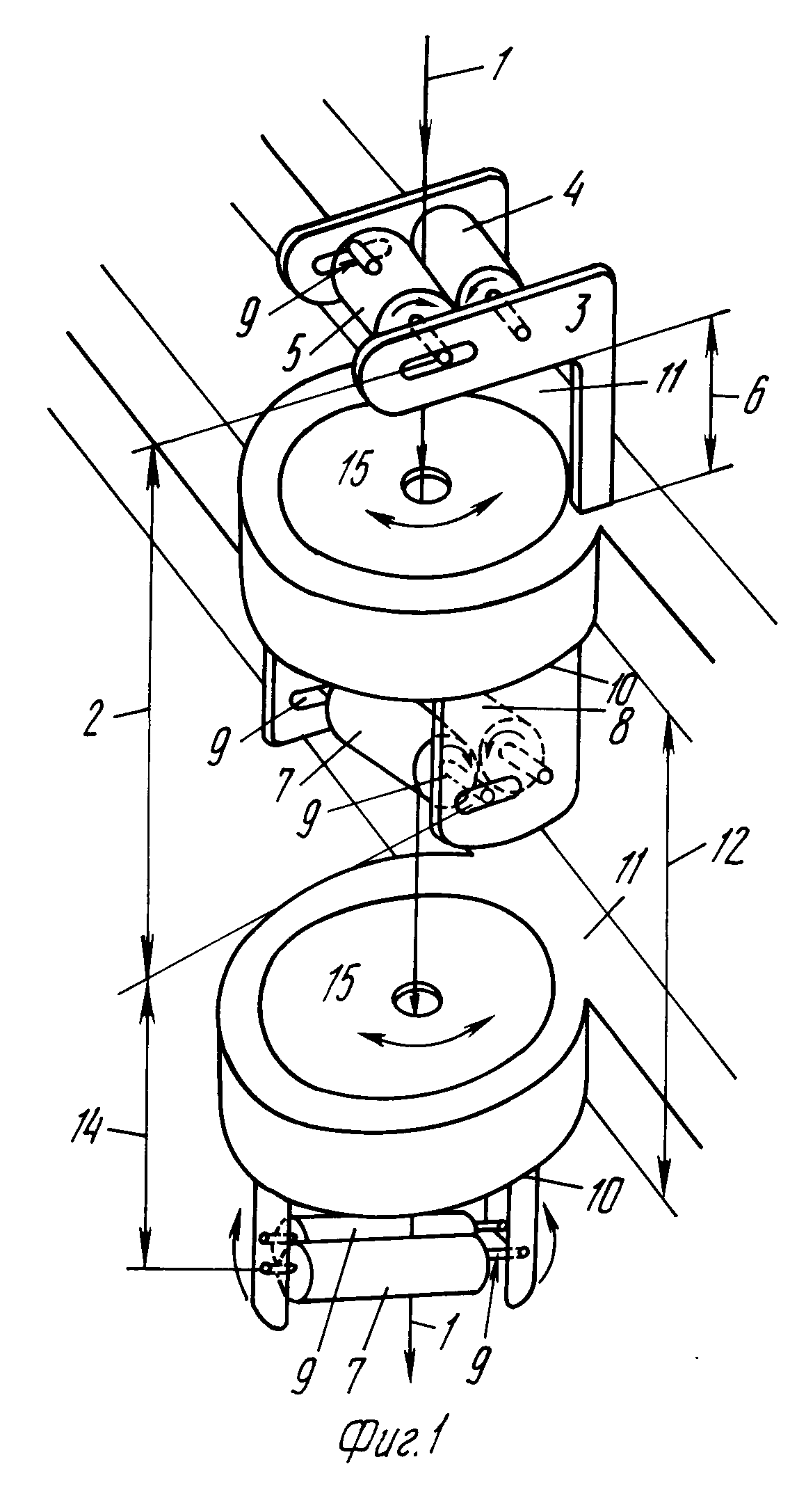
На фиг. 1 изображено в изометрии устройство для осуществления способа с непрерывной последовательной многократной обработкой пучка волокон без временного снижения в нем напряжения; на фиг. 2 то же, с прерывистой многократной обработкой пучка волокон при неограниченном времени снижения напряжения; на фиг. 3 то же, с непрерывной последовательной многократной обработкой пучка волокон при ограниченном времени снижения напряжения.
Как указано выше, непрерывная последовательная или прерывистая обработка пучка волокон является более эффективной и равномерной, чем одноразовая обработка растягиванием. Оптимальное время снижения напряжения между многократными стадиями обработки обеспечивает существенно более эффективную и равномерную обработку отдельного волокна, чем в случае отсутствия снижения напряжения между этими этапами обработки. Эти два основных фактора подчинены первым двум (обработка каждого отдельного волокна и время длительности нагрузки). Принимается, что основные варианты осуществления способа обработки удовлетворяют необходимым, как условие, требованиям первых двух основных факторов обработки волокон растягиванием.
Требования всех
четырех основных факторов удовлетворяют три типа операции обработки:
А. непрерывная последовательная многократная обработка без
временного снижения напряжения (НЕТ) (фиг. 1);
Б.
непрерывная последовательная многократная обработка, время снижения напряжения ограничено (ОГР) (фиг. 3) и
В. прерывистая
многократная обработка, время снижения напряжения не ограничено
(МАКС) (фиг. 2).
Таким образом, обеспечивается время снижения напряжения: от его отсутствия до максимально возможного. Это время можно выбирать, устанавливать и использовать в желаемой степени или не использовать между зонами последовательной обработки растягиванием. Оно может изменяться от одной области (ОБЛ) обработки до другой и в любой необходимой последовательности. Три типа операций могут использоваться в любой комбинации и в любом порядке.
Режимы приводимых элементов каждой зоны обработки должны точно контролироваться друг относительно друга. Скорость подачи пучка 1 волокон в первую зону 2 регулируется настройкой ведущих элементов фиксированного входного подающего блока 3.
Скорость вывода пучка из зоны обработки по существу становится скоростью входа пучка в последующую зону при непрерывной многократной обработке. Скорости скручивания и растягивания в последующих зонах обработки волокон устанавливают и регулируют с учетом того, что обрабатываемый пучок 1 до некоторой степени уменьшается по площади поперечного сечения по всей длине (изменение плотности) благодаря такой обработке в предыдущих зонах. Режим скручивания и растягивания может меняться от зоны к зоне любым желаемым образом.
Только при простом непрерывном и одновременном осуществлении единственного существенного динамического усилия растягивания пучка волокон и единственной существенной динамической силы скручивания, которые точно и правильно регулируют относительно друг друга и относительно скорости входа пучка, каждая зона обеспечивает эффективную и равномерную обработку волокон их растягиванием.
Фиксированный входной подающий блок 3 в сборке, используемый в этих трех вариантах осуществления способа (фиг. 1 3) содержит питающую пару с приводным входным подающим роликом 4 и с прижатием к нему роликом 5. Этот блок может перемещаться вверх или вниз вдоль линии 6, параллельно вертикальной оси (возможно расположение этой оси и не вертикально), для изменения расстояния между парами валиков 4 и 5, 7 и 8 и, соответственно длины зоны 3 обработки волокон. Сила 9 прижима валика 5 к приводному валику 4 может регулироваться. Блок 10 для растягивания волокон и скручивания пучка содержит вытяжную пару валиков 7 и 8, установленных на корпусе 11 и с возможностью вращения относительно продольной оси пучка 1. Валик 7 прижат с усилием 9 к приводному валику 8 блока 10 и обеспечивает вместе с ним растягивание волокон за счет скорости вращения, большей скорости вращения валиков 4, 5 блока 3, одновременно со скручиванием пучка 1 в зоне 2 (фиг. 1).
Блок 10 может перемещаться вверх и вниз для регулирования расстояния 12 между двумя блоками 10.
Путем регулирования расстояний 6 и 12 изменяют расстояние между каждыми двумя парами валиков 4, 5 и 7, 8; 7, 8 и 7, 13, в первой зоне 2 и второй зоне 14.
Крутильный орган 15 блока 6 вместе с валиками 7 и 8 и, соответственно с валиками 7 и 13 может вращаться по часовой стрелке Z или против часовой стрелки S.
Непрерывная многократная последовательная обработка (фиг. 1):
НЕТ этот вариант осуществления способа не предусматривает временного снижения напряжения и использует одиночный
закрепленный входной подающий блок 3 и два блока 10 для многократного растягивания
и скручивания.
Пучок 1 волокон подают парой валиков 4 и 5 в первую зону 2, где пучок скручивают крутильным органом 15 блока 10 и одновременно растягивают волокна в этой зоне 2 вытяжной парой валиков 7 и 8, которые подают пучок волокон во вторую зону 14, где вновь его скручивают крутильным органом 15 второго блока 10 и одновременно растягивают волокна его вытяжной парой валиков 7 и 13. Выход первой зоны 2 является входом второй зоны 14. Последующая зона образуется между вторым блоком 10 и третьим блоком 10.
Непрерывная последовательная многократная обработка,
время снижения напряжения ограничено (фиг. 3):
ОГР этот вариант осуществления способа
предусматривает ограниченное время снижения напряжения (от менее одной секунды до нескольких минут):
первая зона 2 образована первой группой блоков 3 и 10, на заданном расстоянии от которой
расположена вторая группа блоков 3 и 10, образующая вторую зону 14. После растягивания волокон в первой
зоне 2 пучок в течение времени, выбираемого от менее одной секунды до нескольких минут,
перемещают ко второй зоне 14 в области снижения напряжения на волокне, после чего волокна вновь растягивают в
зоне 14.
Выход зоны 2 является входом пучка в область снижения напряжения на волокна, а выход пучка из этой области определен входом зоны 14.
За зоной 14 может быть образована парой блоков 3 и 10 третья зона, в которую пучок подается из второй. Вход пучка во вторую область определен выходом пучка из второй зоны 14.
Прерывистая индивидуальная многократная обработка, время не ограничено (фиг. 2).
МАКС этот вариант осуществления способа предусматривает неограниченное время снижения напряжения, после обработки пучка волокон в одиночном блоке 3 и одиночном блоке 10, при выходе пучка из блока 10 снижают напряжение на волокна в течение времени, которое может быть от нескольких минут до нескольких часов или более, после чего вновь обрабатывают пучок в зоне 2 между блоками 3 и 10. Такое чередование может быть осуществлено многократно.
Выбор варианта осуществления способа определяется видом и характеристиками обрабатываемых волокон и необходимыми результатами их обработки.
Выбор времени описания напряжения от его отсутствия до практически максимального необходим для обработки любого волокна. Все волокна имеют широкий диапазон изменения характеристик, так же как и необходимые результаты обработки, но то и другое определяет требуемое время снижения напряжения. В связи с этим возможны различные сочетания вариантов осуществления способа.
Реферат
Использование: текстильная промышленность, обработка волокон. Сущность изобретения: для повышения прочности и равномерности непрерывных волокон и волокон конечной длины согласно способу непрерывный пучок волокон равномерной толщины скручивают относительно его продольной оси и одновременно растягивают волокна в зоне между питающей и вытяжной парами валиков без относительного сдвига волокон в пучке за счет его крутки. Каждое волокно растягивают с напряжением, меньшим предела прочности волокна на разрыв, превышающим предел его текучести и обеспечивающим его остаточную пластическую деформацию и изменение молекулярной структуры. 3 з.п. ф-лы. 3 ил.
Комментарии