Автомат для прядения и перематывания пряжи - RU2009281C1
Код документа: RU2009281C1
Чертежи






Описание
Изобретение относится к текстильной промышленности и касается оборудования для получения пряжи из волокон любого вида.
Для снижения трудозатрат прядильные машины агрегируют с мотальными автоматами с помощью систем транспортировки прядильных паковок и патронов. Однако в таких агрегатах используются кольцевые прядильные машины, что определяет ограничение производительности и необходимость применения сложных роботизированных манипуляторов для автоматизации запрядки, устранения обрывов и смены паковок с пряжей и патронов.
Система передачи паковок и патронов содержат совокупность питающих и отводящих транспортеров и накопителей. Недостатком этих систем является их сложность, громоздкость, необходимость в дополнительной производственной площади для их размещения.
Известен автомат для прядения и перематывания пряжи, содержащий центрифугальную прядильную машину, имеющую последовательно установленные вдоль нее прядильные устройства, каждое из которых содержит вытяжной прибор, средство для автоматической запрядки пряжи, цилиндрические пряжепроводы, прядильную центрифугу с приводом и нитераскладчик пряжи внутри кружки центрифуги, и установленные в непосредственной близости от прядильных устройств прядильной машины узлы перемотки пряжи из кружек центрифуг на прядильные паковки, имеющие средства для улавливания и подачи конца пряжи на прядильную паковку.
На данном автомате не предусмотрено формирование мотальных паковок, что ограничивает его технологические возможности и усложняет обслуживание вследствие необходимости транспортирования прядильных паковок к мотальным машинам.
Кроме того, в нем невозможно устранение последствий обрывов пряжи на центрифугальной прядильной машине без вмешательства рабочего, так как после обрыва пряжа остается в кружке и может быть удалена только вручную и отсутствует контроль качества пряжи при формировании бобины, так как контроль сопровождается удалением дефектных мест пряжи, что требует прекращения перемотки во время удаления дефекта, а при вращающейся центрифуге это невозможно, далее, для надежного соединения концов пряжи при удалении дефектных мест пряжа должна быть хотя бы частично стабилизирован - сейчас это обеспечивают пропаркой, а в прототипе пропарка пряжи отсутствует.
Данные недостатки устранены в автомате тем, что он содержит две группы размещенных в ряд с обоих торцев центрифугальной прядильной машины мотальных головок для формирования мотальных паковок и манипуляторы для транспортирования прядильных паковок и пустых патронов между узлами перемотки пряжи и мотальными головками, установленные с возможностью перемещения вдоль машины и обеих групп мотальных головок, при этом каждая группа мотальных головок имеет устройство для приема прядильных паковок и устройство для выдачи пустых патронов, а каждый манипулятор содержит накопитель прядильных паковок и накопитель патронов.
Центрифугальная прядильная машина имеет отсасывающий воздуховод, размещенный под центрифугами и выполненный с отверстиями на обращенной к центрифугам стенке, при этом каждая кружка выполнена открытой снизу и размещена нижним концом в отверстии воздуховода.
Центрифугальная прядильная машина имеет средства для подачи водяного пара в кружки центрифуг.
Цилиндрические пряжепроводы выполнены раздвижными.
Центрифугальная прядильная машина выполнена двухсторонней и каждый манипулятор установлен с возможностью перемещения вдоль одной сторонки машины.
Каждый манипулятор связан с устройством для приема прядильных паковок одной группы мотальных головок и устройством для выдачи пустых патронов другой группы мотальных головок.
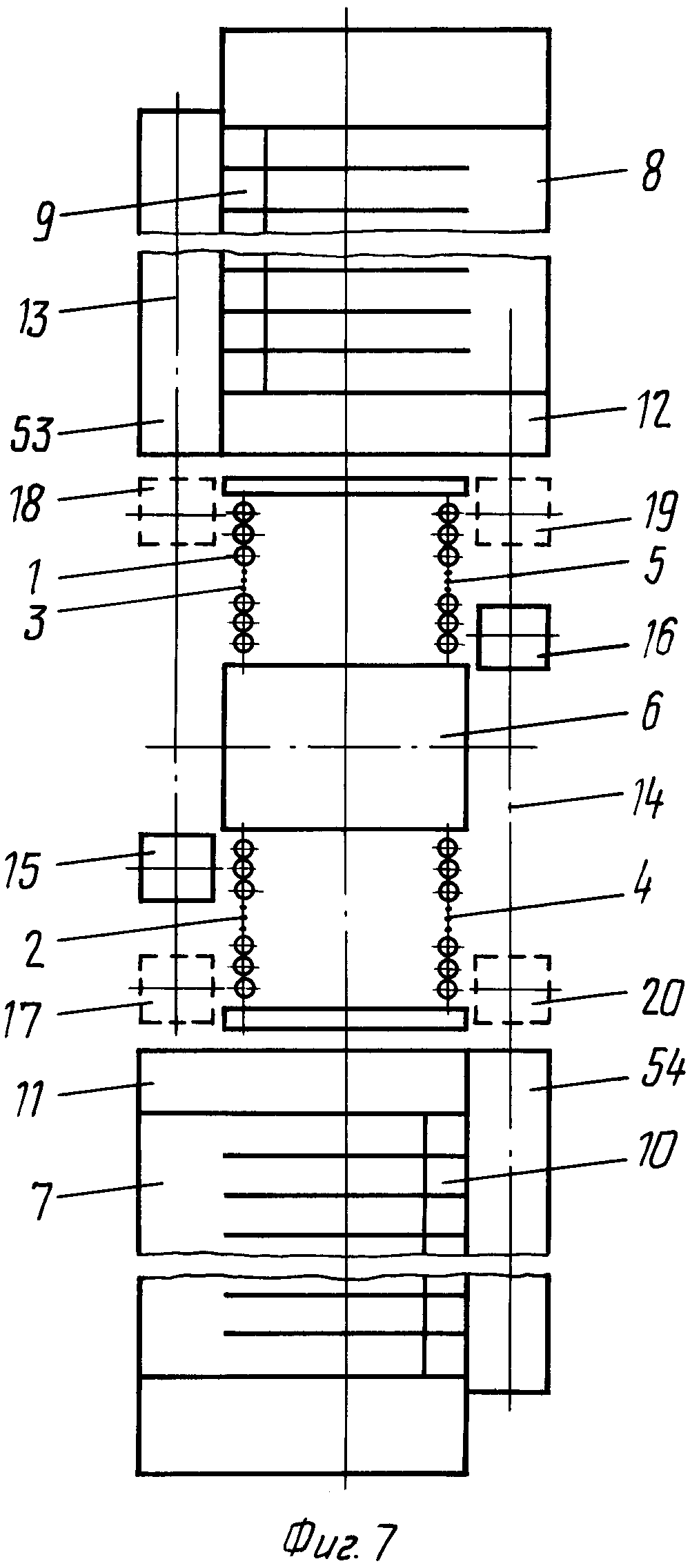
На фиг. 1 изображен автомат, вид сверху; на фиг. 2 - общая схема прядильного устройства; на фиг. 3 - узел перемотки пряжи, в положении запрядки, вид сверху; на фиг. 4 - то же, в процессе прядения; на фиг. 5 - то же, в положении заправки пряжи на прядильную паковку; на фиг. 6 - общая схема манипулятора; на фиг. 7 - вариант выполнения автомата.
Автомат содержит двухстороннюю центрифугальную прядильную машину, имеющую последовательно установленные вдоль нее прядильные устройства 1 (изображенные на фиг. 1 кружками), размещенные в виде четырех участков 2, 3, 4 и 5. Машина имеет головную часть 6, в которой размещены элементы привода и управления прядильными устройствами и вентиляция. С обоих торцев прядильной машины вплотную к ней установлены в ряд две группы 7 и 8 мотальных головок для формирования мотальных паковок. Каждая группа мотальных головок имеет устройства 9 и 10 для приема прядильных паковок с пряжей и устройства 11 и 12 для выдачи пустых патронов, причем эти устройства в каждой группе головок расположены на разных сторонках прядильной машины. Вдоль каждой стороны автомата размещены направляющие 13 и 14 (на фиг. штрихпунктирными линиями). На направляющих 13 и 14 установлены подвижные манипуляторы 15 и 16, причем манипулятор 15 установлен с возможностью перемещения между изображенными пунктиром положениями 17 и 18, манипулятор 16 - между положениями 19 и 20.
Каждое прядильное устройство 1 содержит вытяжной прибор 21, пневмовьюрок 22, датчик контроля пряжи 23, устройство 24 для улавливания конца пряжи при обрыве и нитераскладчик 25. На верхнем конце нитераскладчика 25 установлен второй пневмовьюрок 25 и второй датчик контроля пряжи 27. Нитераскладчик 25 кинематически связан с его приводом 28 (показан условно стрелкой), а нижний его конец размещен в кружке центрифуги 29, снабженной приводом 30 и защищенной ограждениями 31. Нижний открытый торец кружки центрифуги 29 размещен в отверстии отсасывающего воздуховода 32. Ограждение 31 соединяет воздуховод 32 с веретенным брусом 33, отделяя внутреннюю полость воздуховода 32 от окружающей среды и содействуя тем самым герметизации системы. Пряжа 34 располагается по оси всех элементов пряжепровода и на внутренней поверхности кружки центрифуги 29.
Между датчиком 23 и устройством 24, а также между последним и пневмовьюрком 26 установлены цилиндрические пряжепроводы 35 и 36, каждый из которых состоит из двух полуцилиндров 37 и 38 (фиг. 3-5), шарнирно установленных на общей оси 39. Эти участки также могут быть выполнены телескопическими. В зоне участка 36 расположен узел перемотки пряжи из кружки, имеющий мотальный барабанчик 40 и рычаг 41 для заброса пряжи с его приводным элементом 42. Над мотальным барабанчиком 40 расположен патрон 43, установленный на рычаге 44 с возможностью прижима его к барабанчику 40, а у свободного конца патрона 43 установлен соленоид 45 с подвижным сердечником 46, на выступающем конце которого закреплен вращающийся диск 47.
В верхней части нитераскладчика 25 размещен патрубок 46, соединенный с источником водяного пара (на фиг. не показан).
Каждый из подвижных манипуляторов 15 и 16 содержит накопитель 49 прядильных паковок с пряжей, устройство 50 для передачи паковок из захватов рычага 44 в накопитель 49, накопитель 51 патронов и устройство 52 для передачи патронов из него в захваты рычага 44.
В варианте выполнения автомата (фиг. 7) мотальные головки скомпонованы в группы в виде двух отдельных мотальных машин, размещенных по обоим торцам прядильной машины и снабженных каждая общими для всех мотальных головок одной группы устройствами 53 и 54 для приема прядильных паковок с пряжей.
Автомат работает следующим образом.
Перед началом работы в рычаге 44 устанавливают патроны 43 над барабанчиком 40, как показано на фиг. 2, после чего включают прядильные устройства 1. Включают их последовательно со сдвигом во времени, чтобы съем паковки с любого из прядильных устройств 1 не вызывал необходимости остановки соседних устройств. Работа прядильного устройства 1 начинается с того, что полуцилиндры 37 и 38 на участках 35 и 36 сдвигают, как показано на фиг. 3. Привод 30 центрифуги 29 включается, ровница а начинает поступать в вытяжной прибор 1, превращаясь на выходе из него в мычку 34. Включается подача воздуха в пневмовьюрки 22 и 26, благодаря чему в пряжепроводе создается направленное движение вращающегося потока воздуха сверху вниз.
Разгоняют до заданной скорости центрифугу 29 и вентилятор, создающий разрежение в воздуховоде 32. Благодаря наличию ограждений 31 разрежение в воздуховоде 32 усиливает поток воздуха в нитераскладчике 25, в патрубок 48 которого при необходимости начинает поступать водяной пар. Этот поток захватывает мычку, скручивает ее и подает образовавшуюся пряжу по пряжепроводу в центрифугу 29. Дойдя до центрифуги, конец пряжи вращающимся потоком воздуха отбрасывается к стенке кружки и центробежной силой прижимается к ней, после чего пряжа скручивается за счет вращения центрифуги. Когда оба датчика контроля пряжи - 23 и 27 - отметят наличие пряжи в пряжепроводе, подача воздуха во вьюрки 22 и 26 прекращается, а полуцилиндры 37 и 38, поворачиваясь на оси, расходятся, занимая, например, положение, показанное на фиг. 4 и 5. При этом исчезают цилиндрические участки 35 и 36 пряжепровода, а пряжа получает возможность на этих участках свободно баллонировать, не задевая за стенки полуцилиндров, благодаря чему крутка от центрифуги более свободно передается по пряже вверх вплоть до треугольника кручения.
Нитераскладчик 25 при этом постепенно перемещается, обеспечивая раскладку пряжи на внутренней стенке кружки центрифуги 29 по заданному закону.
Когда нитераскладчик 25 дойдет до крайнего положения, и кружка центрифуги заполнится слоем пряжи, производится выгрузка наработанной пряжи из центрифуги 29 и перемотка ее на прядильную паковку 43. Происходит это следующим образом.
Устройство 24 захватывает (зажимает) проходящую через него пряжу, а подача ровницы а в вытяжной прибор прекращается. Рычаг 41 приводным элементом 42 поворачивается в положение, показанное на фиг. 5, захватывая своим концом пряжу 34 и отводя ее в зону между торцом катушки 43 и диском 47. В этот момент включается соленоид 45 и его подвижный сердечник 46 прижимает диск 47 к торцу паковку 43, зажимая между ними пряжу.
Поскольку прижатая к мотальному барабанчику 40 паковка 43 при этом начинает вращаться, пряжа вовлекается в зазор между паковой и барабанчиком и наматывается на паковку, поступая из продолжающей непрерывно вращаться центрифуги.
Конец пряжи, зафиксированный устройством 24, выдергивается из него и также наматывается на паковку. Нитераскладчик 25 при перемотке перемещается в противоположном направлении, обеспечивая тем самым постоянство условий перемотки вплоть до ее окончания.
Во время прядения и перемотки в патрубок 48 поступает водяной пар, нагревая и увлажняя пряжу и уменьшая в ней за счет этого упругие напряжения, что улучшает условия ее переработки на последующих технологических переходах.
Окончание перемотки обнаруживает датчик контроля пряжи 27. Нитераскладчик 25 приходит при этом в исходное положение, полуцилиндры 37 и 38 на участках 35 и 36 закрываются, образуя замкнутый пряжепровод и цикл повторяется.
При обрыве пряжи возможны два варианта ликвидации последствий обрыва.
При срабатывании устройства 24 для улавливания конца пряжи при обрыве рычаг 41 подает пряжу на паковку 43, на которую в этом случае перематывается столько пряжи, сколько ее было в кружке центрифуги в момент обрыва. Если же в пряжепроводе устройства 24 нет или оно не срабатывает, то оторвавшийся конец пряжи улетит в кружку центрифуги 29. В этом случае достаточно кратковременно остановить центрифугу. Отсутствие центробежных сил, сила тяжести и всасываемый сверху поток воздуха очистят кружку от имеющихся в ней остатков пряжи, пыли и пуха, которые в этом случае по отсасывающему воздуховоду 32 уйдут в угары, после чего процесс прядения может быть начат сначала автоматически.
При такой организации процесса прядения не требуется вмешательства работницы при переходе от цикла к циклу наработки пряжи и при ликвидации последствий обрывов пряжи в треугольнике кручения. Центрифуга при этом вращается непрерывно, обеспечивая максимально возможную производительность, так как пряжа получает необходимое количество кручений в два этапа: и при прядении, и при перематывании. На паковку 43 перемотка наработанной пряжи может быть произведена неоднократно, что позволяет при сравнительно малой емкости кружки центрифуги сформировать паковку нужной массы.
Во время работы агрегата манипуляторы 15 и 16 перемещаются соответственно по направляющим 13 и 14 от одного крайнего положения до другого (позиции 17, 18, 19, 20).
Подойдя к зонам устройств 11 и 12 для выдачи патронов в группах 7 и 8 мотальных головок, манипуляторы заполняют свои накопители 51 пустыми патронами и продолжают возвратно-поступательное движение по направляющим 13 и 14 до тех пор, пока не обнаружат такое прядильное устройство, на котором наработка паковки с пряжей завершена.
Обнаружив на каком-либо прядильном устройстве наработанную паковку, манипулятор останавливается у этого устройства, поворотом рычага 44 переводит паковку 43 в положение 43' (фиг. 6), устройством 50 выгружает паковку в накопитель 49, а с помощью устройства 52 устанавливает на ее место пустой патрон, забирая его из накопителя 51. После этого поворотом рычага 44 патрон прижимается к барабанчику 40, и это прядильное устройство снова готово к работе и начинает следующий цикл наработки пряжи, а манипулятор продолжает перемещаться вдоль участков 2 и 3 или 4 и 5 прядильных устройств, заменяя наработанные паковки с пряжей пустыми патронами. Подходя к устройству 11 или 12 своего ряда, манипулятор пополняет свой запас пустых патронов, а у мотальных головок выгружает паковки с пряжей в устройства 9 и 10, или в устройства 53 и 54 (фиг. 7). Мотальные головки аналогично таким же мотальным головкам известных мотальных автоматов перематывают пряжу с паковок, контролируют ее качество, удаляя дефектные места и соединяя оборванные концы пряжи, формируют бобины, направляемые на последующие операции. Освободившиеся патроны с мотальных головок поступают в устройства 11 и 12, откуда по мере надобности снова выгружаются в накопителе подвижных манипуляторов.
Выполнение компоновки мотальных головок по варианту фиг. 7, то есть в виде двух отдельных мотальных машин, приводит к появлению в составе автомата дополнительных устройств 53 и 54 для приема паковок, которые в варианте по фиг. 1 не требуются, но это усложнение конструкции оправдано тем, что работа мотальных головок перестает при этом зависеть от положения или состояния манипуляторов 15 и 16. Каждый из них взаимодействует в этом случае только с устройствами 53 и 54, а последние, в свою очередь, распределяют поступившие в них паковки с пряжей по устройствам для приема 9 и 10. При этом из выполняемых манипуляторами 15 и 16 функций отпадает функция распределения паковок с пряжей между мотальными головками, благодаря чему работа манипулятора становится более оперативной.
Установка прядильных устройств и мотальных головок в одном автомате и технологическое соединение их подвижными манипуляторами позволяет предельно сократить и упростить транспортные операции, так как практически ликвидируется транспортировка паковок с пряжей и патронов между машинами цеха и достигается это применением всего лишь двух манипуляторов сравнительно простой конструкции. При этом становится более компактным фронт обслуживания оборудования. Весь цикл прядения и перематывания пряжи автоматизирован, он не требует вмешательства рабочего при переходе от цикла к циклу наработки пряжи и при ликвидации последствий обрывов пряжи. Центрифуга во время цикла вращается непрерывно, обеспечивая максимально возможную производительность, определяемую скорость ее вращения и числом кручений пряжи на единицу длины пряжи.
Наличие отсасывающего воздуховода, в котором размещены нижние открытые торцы кружек центрифуг, повышает надежность работы каждого прядильного устройства, содействуя автоматизации операций запрядки, удалению пыли и пуха и очистки кружек от остатков пряжи. Увлажнение пряжи паром при ее формировании и перемотке улучшает условия перемотки, уменьшая вероятность появления слетов и сукрутин, а в ряде случаев, например, при прядении шерсти, позволит отказаться от специальной операции запаривания пряжи перед перематыванием ее на мотальных автоматах. Поэтому заявляемое изобретение позволит существенно повысить эффективность использования труда и оборудования в прядильном производстве. (56) Заявка Японии N 62-289624, кл. D 01 H 7/74, 1987.
Реферат
Использование: текстильная промышленность, прядильное производство. Сущность изобретения: с обоих торцев двухсторонней центрифугальной прядильной машины размещены в ряд две группы мотальных головок для формирования мотальных паковок. Каждая группа метальных головок имеет устройство для приема прядильных канавок и устройство для выдачи пустых патронов. На сторонах машины установлены с возможностью перемещения вдоль нее и метальных головок обеих групп манипуляторы для транспортирования прядильных паковок и пустых патронов. Каждый манипулятор содержит накопитель прядильных паковок и накопитель патронов и связан с устройством для приема прядильных паковок одной группы мотальных головок и устройством для выдачи пустых патронов другой группы мотальных головок. 5 з. п. ф-лы, 7 ил.
Комментарии