Цельнометаллическая пильчатая гарнитура - RU2682530C2
Код документа: RU2682530C2
Чертежи
Описание
Изобретение относится к способу изготовления пильчатой проволоки для цельнометаллической пильчатой гарнитуры, а также к пильчатой проволоке с индуктивно закаленными зубьями.
Для изготовления цельнометаллических пильчатых гарнитур используется пильчатая проволока (гарнитурная проволока), известная, например, из DE 2904841. Такая пильчатая проволока имеет основание большей толщины и проходящую от основания зубчатый стеновой участок. Выполненные там зубья закалены, прежде всего, вблизи своей вершины. В целом, пильчатая проволока имеет четыре зоны разной твердости. В первой, отходящей от вершины зуба и доходящей приблизительно до половины высоты зуба зоне пильчатая проволока имеет твердость, по меньшей мере, 60 HRC. В примыкающей зоне твердость установлена на значение 60-55 HRC. В следующей зоне твердость 50-55 HRC предусмотрена таким образом, что в области основания зуба еще имеется твердость около 40 HRC. Оставшаяся зона, занимаемая основанием проволоки, не закалена.
Для закалки закаливаемая сталь доводится до высокой температуры, а затем быстро охлаждается.
В СН 670455 А5 для этого предусмотрено, что зубья пильчатой проволоки с использованием СО2-лазера в течение короткого времени нагреваются отдельными импульсами или пакетами импульсов до температуры, лежащей в области температур аустенитизации. За счет низкой теплоемкости зуба он после этого снова очень быстро охлаждается на воздухе, что вызывает закалку быстрым охлаждением. В зубчатой зоне можно достичь твердости 950 HV, причем здесь твердость у основания зуба составляет лишь 200 HV. Граница между закаленным и незакаленным материалом проходит в виде изогнутой или прямой линии.
Высокая энергия лазерных лучей вызывает, правда, быстрый нагрев, однако могут возникнуть проблемы при равномерности ввода энергии и вследствие этого локальные перегревы.
DE 10106673 А1 исходит из того факта, что термообработку при закалке трудно ограничивать всегда только определенными зонами. Для этого предложено индуктивно закаливать пильчатую проволоку и при этом нагревать с максимально высокой частотой, чтобы эффект закалки ограничивался, в основном, вершинами и поверхностью зубьев пильчатой проволоки. Для этого предусмотрена частота 1-2 МГц. Нагрев может происходить в защитном газе. Процесс закалки происходит за счет быстрого охлаждения в воде, на воздухе или в масле. Затем пильчатая проволока обрабатывается при очень незначительной температуре отпуска, например всего 130°С, для устранения нежелательных напряжений без потери пильчатой проволокой своей твердости.
Задачей изобретения является создание улучшенной концепции изготовления и оформления цельнометаллической пильчатой гарнитуры. В частности, при этом должны быть получены зубья с геометрически точными вершинами без дополнительной обработки.
Эта задача решается посредством способа по п. 1 формулы.
В предложенном способе предусмотренная для изготовления гарнитуры проволока сначала на первой станции подвергается процессу нагрева, при котором проволока нагревается на проход как на своем основании, так и на своей стенке. Нагрев может осуществляться, например, любым способом, при котором тепловая энергия передается на проволоку и при этом, в частности, на ее основание или создается в нем. Например, проволока может направляться через нагревательную печь, в которой тепло передается на проволоку за счет излучения и/или естественной и/или поддерживаемой конвекции. Также можно нагревать проволоку с использованием ее омического сопротивления путем пропускания тока. Для этого проволока может направляться между двумя противоположными друг другу, питаемыми постоянным током или низкочастотным переменным током (например, 50 Гц) электродами, например угольными электродами, которые касаются проволоки на ее боковых поверхностях. За счет этого ток протекает через проволоку в поперечном направлении, в частности, и преимущественно главным образом на ее основании, в результате чего она нагревается. Также можно расположить на расстоянии друг от друга в продольном направлении проволоки два электрода или две пары электродов или несколько групп электродов так, что ток вводится в проволоку и выводится из нее в отстоящих друг от друга в направлении движения проволоки местах. Продольно протекая через движущуюся проволоку, ток распределяет свое нагревающее действие в ней по более длинному участку, обеспечивая, таким образом, равномерный нагрев, в частности, основания. В обоих способах ток протекает через основание, которое в результате этого нагревается. Нагревательная станция может включать в себя один или несколько источников тепла.
Преимущественно проволока и при этом, в частности, ее основание нагреваются, на первой нагревательной станции, однако, индуктивно. При этом нагрев осуществляется с первой частотой, а поле индуктора ориентируется так, что, в частности, основание проходит через поле. Первая частота выбрана преимущественно так, что возникающие в проволоке вихревые токи пронизывают главным образом основание, но меньше зубья. Преимущественно индуктор и выработанное им магнитное поле ориентируются для этого так, что вихревой ток течет вокруг продольной оси проволоки, т.е. ось магнитного поля, по меньшей мере, приблизительно совпадает с продольной осью проволоки. Зубья остаются главным образом свободными от вихревых токов. Однако можно также ориентировать ось магнитного поля поперек проволоки. Первая нагревательная станция может включать в себя один или несколько индукторов, которые работают на одинаковой или разных частотах.
На первой станции проволока целиком или, по меньшей мере, на своем основании подогревается до первой температуры. Затем проволока в подогретом (по меньшей мере, на основании) состоянии проходит через вторую станцию для индукционного нагрева, причем индуктор второй станции работает на второй частоте, которая выше первой частоты. Поле индуктора ориентировано преимущественно так, что оно охватывает только стенку, т.е. выполненные там зубья. Вторая частота выше первой частоты таким образом, что достигается равномерный нагрев зубьев вплоть до их вершины. Кроме того, вторая температура выше первой температуры. Она лежит, в частности, в диапазоне температур аустенитизации. Вторая станция может включать в себя один или несколько индукторов, которые работают на одинаковой или разных частотах. Частоты вторых индукторов выше частот первых индукторов.
После прохождения (по меньшей мере, одного) второго индуктора, по меньшей мере, стенка с зубьями, преимущественно, однако, вся проволока быстро охлаждается на проход в охлаждающей среде. Охлаждающей средой может быть газ, инертный газ, воздух, аэрозоль, масло, вода, эмульсия или подобная инертная, химически инертная или химически активная среда. За счет предварительного нагрева проволоки на первой станции до первой температуры и подачи этой нагретой проволоки ко второму индуктору при предотвращении в значительной степени промежуточного охлаждения предотвращается также образование максимума твердости на расстоянии от вершин зубьев в результате теплоотдачи основанию после прохождения второго индуктора. Напротив, исходя от вершины зуба, достигается равномерно высокая твердость, которая простирается до переходной зоны. Преимущественно эта переходная зона может быть выполнена полосообразно прямолинейной и иметь ширину полоски, например, самое большее 0,5 мм. В зависимости от величины зуба желательна ширина полоски переходной зоны, составляющая самое большее 20% высоты зуба, измеренной от основания зуба до его вершины. При этом ширина зоны измеряется в том же направлении, что и высота зуба, а именно перпендикулярно продольному направлению проволоки. Это относится как к измерениям перед передней гранью зуба, так и к измерениям после его задней грани. Достигаемая предложенным способом мелкая градация температуры при закалке имеет следствием ограничение ширины переходной зоны изменения твердости до почти линейной полоски. По сравнению подвергнутыми газопламенной закалке пильчатыми проволоками это обеспечивает заметно лучшие эксплуатационные свойства. Зубья упруго деформируются или ломаются. Пластические деформации зубьев, т.е. их боковые искривления, значительно мешающие процессу чесания, предотвращены.
Предусмотренные на стенке выемки для образования зубьев могут быть получены на проход в процессе вырубки. Для этого проволоку можно пошагово перемещать через вырубную станцию. В качестве альтернативы вырубную станцию можно в процессе вырубки перемещать вместе с проволокой, а после раскрытия вырубного штампа снова возвращать в ее исходное положение. Последнее обеспечивает особенно равномерное движение подачи проволоки, в частности, в индукторах и на станции быстрого охлаждения. Можно также образовать между вырубной станцией и индукторами петлю проволоки, которая уравнивает движение проволоки рывками на вырубной станции с равномерным движением проволоки в индукторах.
Преимущественно выработанная первым индуктором температура t1 лежит ниже диапазона tА температур аустенитизации, тогда как выработанная вторым индуктором температура t2 лежит в этом диапазоне tА. Преимущественно первая температура t1 лежит выше 500°С и ниже 900°С (например, 700-750°С), тогда как вторая температура t2 может составлять примерно 950°С. Первая температура t1 является температурой слабого отжига и устанавливается при этом преимущественно настолько высокой, что тепловые потери зубьев после прохождения второго индуктора настолько малы, что зубья при вхождении на станцию быстрого охлаждения (закалочная станция) имеют еще температуру в пределах диапазона температур аустенитизации. С другой стороны, время пребывания на второй нагревательной станции и вплоть до быстрого охлаждения также настолько мало, что основание на второй нагревательной станции ни за счет вихревых токов, ни за счет теплопроводности зубьев не приобретает существенного, важного в отношении закалки повышения температуры. Напротив, гарантировано, что основание при вхождении на станцию быстрого охлаждения имеет температуру слабого (мягкого) отжига, например, самое большее 680°С. Таким образом, предотвращается случайная закалка, и достигается хороший контроль процесса. Первый индуктор (или прочая первая нагревательная станция) и/или второй индуктор могут эксплуатироваться в защитном газе. В качестве защитного газа подходят, в частности, химически пассивные или инертные газы, например азот, аргон и т.п. Термин «защитный газ» включает в себя здесь также химически активные, в частности восстановительные, газы, которые могут способствовать очистке поверхности.
Целесообразно, если вторая частота f2, по меньшей мере, в 5 раз выше первой частоты f1. Например, первая частота может быть установлена самое большее на 5 МГц, преимущественно самое большее на 3 МГц. В предпочтительном примере она может лежать между 1 и 5 МГц. Вторая частота f2 составляет преимущественно, по меньшей мере, 10 МГц, далее преимущественно, по меньшей мере, 15 МГц. В предпочтительном примере она составляет 20-30 МГц, преимущественно 27 МГц. Эти установленные частоты позволяют достичь постоянного качества и хорошего контроля процесса.
После быстрого охлаждения проволока может быть направлена через третий индуктор, эксплуатируемый на третьей частоте f3, которая меньше второй частоты f2. Проволока может быть нагрета до третьей температуры t3, которая, по меньшей мере, ниже второй температуры t2 и преимущественно также ниже первой температуры t1. Этим можно вызвать индуктивный отпуск.
Предпочтительно, если индукционный нагрев в обоих индукторах происходит в инертном газе, например азоте. Возникает чистая цельнометаллическая пильчатая гарнитура без окалины, без оплавлений вершин зубьев и с контролируемым процессом закалки. В частности, возможно выполнение формообразующей обработки полностью в незакаленном состоянии. Механической формоизменяющей дополнительной обработки, такой как шлифование вершин зубьев, и/или химической обработки и т.п. в закаленном состоянии не требуется.
Далее предпочтительно, если проволока, по меньшей мере, на одной боковой поверхности подвергается крацеванию. Этим можно удалить образовавшиеся на вырубной станции заусенцы. Благодаря твердости материала заусенцы при вырубке легко отламываются.
Изготовленная описанным способом пильчатая проволока имеет, по меньшей мере, одну и преимущественно лишь одну крацованную боковую поверхность. Благодаря индукционной закалке в защитном газе некрацованные боковые поверхности, поверхность передней грани и задней грани каждого зуба имеют одинаковый химический состав. Посторонние атомы, происходящие от крацовки, можно найти лишь на одной боковой стороне пильчатой проволоки.
Охарактеризованная в п.10 формулы пильчатая проволока имеет основание, толщина которого больше толщины стенки и зубьев. Зубья закалены. Граница между закаленной областью зубьев и незакаленным материалом имеет преимущественно форму прямой полоски, ширина которой составляет самое большее 0,5 мм. Ширина составляет преимущественно самое большее 20% высоты зубьев. Так, зуб состоит преимущественно только из полностью - или в маленькой переходной зоне - из частично закаленного материала. Он преимущественно не содержит никакого незакаленного и, тем самым, вязкого материала. Преимущественно твердость вне этой зоны на каждом зубе одинаково высокая, а на основании одинаково низкая. Локальные максимумы твердости и, в частности, возрастания твердости от вершины зуба к его впадине не отмечаются.
Полосообразная переходная зона в случае крупных зубьев удалена от их вершины преимущественно, например, по меньшей мере, на 3 мм. Однако в любом случае желательно, чтобы, по меньшей мере, 70%, преимущественно, по меньшей мере, 80% высоты зубьев было подвергнуто сплошной закалке. Это относится как к измерениям перед передней гранью зубьев, так и к измерениям за их задней гранью, поскольку переходная зона ориентирована преимущественно параллельно продольному направлению проволоки. Это исключает являющееся недостатком боковое искривление зубьев. Преимущественно переходная зона заканчивается немного выше основания зубьев. Однако можно также установить переходную зону так, чтобы она касалась основания зубьев. Таким образом, получают максимально прочную переднюю грань зубьев без слишком сильного ограничения податливости (гибкости) проволоки. Предложенный способ позволяет при высокой надежности процесса достичь такого точного установления границы закалки.
Стенка и/или зубья могут быть выполнены в сечении трапециевидными или треугольными и сужающимися от основания. Даже при значительном возрастании толщины зубьев от основания к вершине нагрев зубьев, в частности во втором индукторе, может протекать под контролем так, что можно не опасаться оплавлений вершины зубьев, как при нагреве газовым пламенем. Например, толщина зубьев от основания к вершине может уменьшаться более чем на одну треть, например с 0,6 до 0,37 мм.
Кроме того, предложенный способ позволяет создать цельнометаллическую пильчатую гарнитуру, зубья которой имеют, исходя от их основания, продолжающуюся до их вершины прямую конфигурацию. Это, в частности, потому, что благодаря предложенной индукционной закалке последующего шлифования вершины зубьев не требуется.
Другие подробности предпочтительных вариантов осуществления изобретения приведены в формуле изобретения, на чертежах и в описании.
На чертежах изображено:
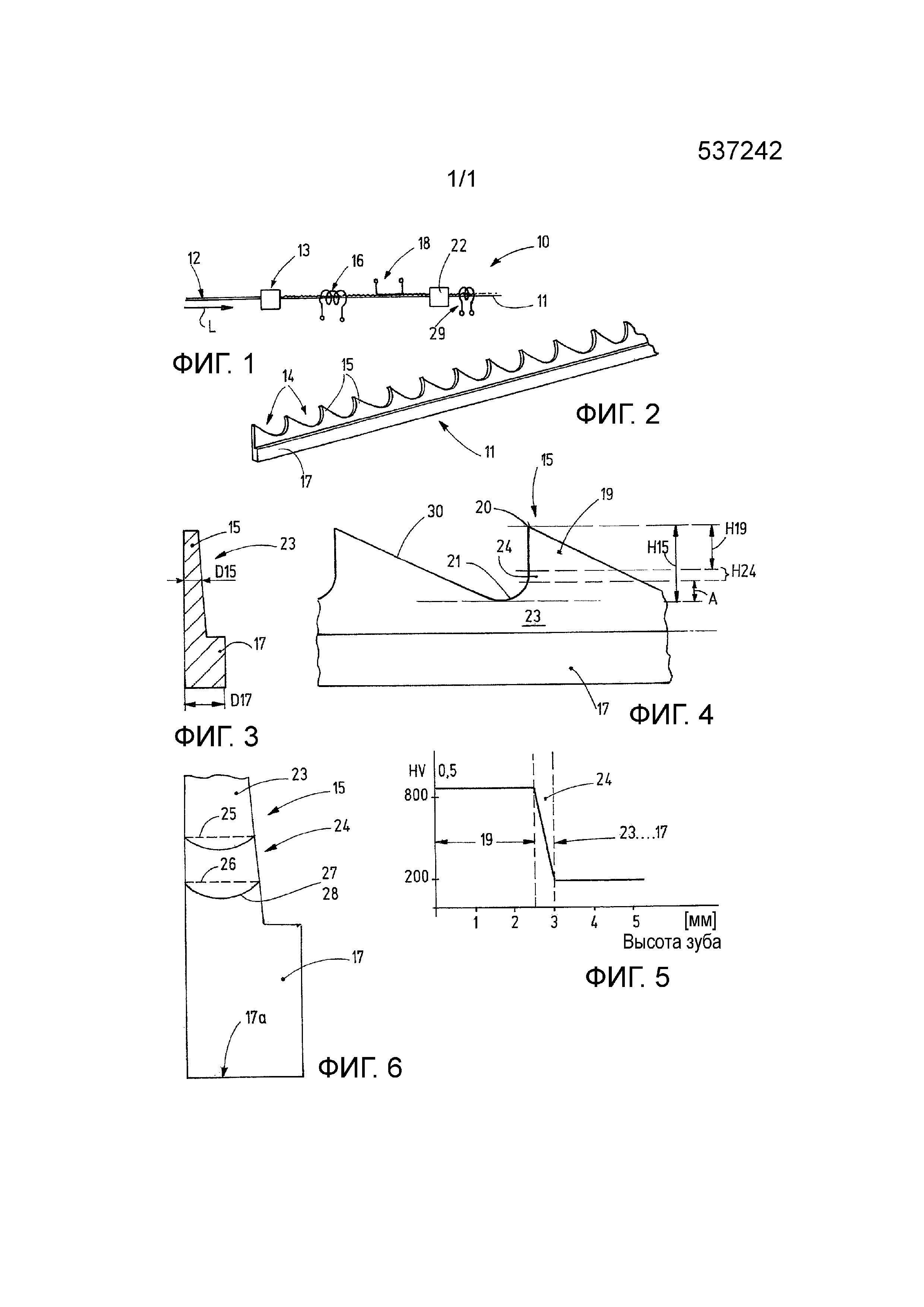
фиг.1 - схематично процесс индукционной закалки проволоки цельнометаллической пильчатой гарнитуры,
фиг.2 - схематично проволоку для изготовления цельнометаллической пильчатой гарнитуры,
фиг.3 - проволоку из фиг.2 в сечении,
фиг.4 - фрагмент проволоки из фиг.3 на виде сбоку,
фиг.5 - характеристику твердости зуба проволоки из фиг.3, 4,
фиг.6 - фрагмент сечения проволоки аналогично фиг.3 с зоной перехода твердости.
На фиг.1 изображено устройство 10 для изготовления проволоки 11, необходимой для изготовления цельнометаллической пильчатой гарнитуры гарнитурного барабана. Устройство 10 служит для изготовления этой проволоки 11 из профильной проволоки 12, которая в своем продольном направлении L перемещается через станции устройства 10.
Устройство включает в себя, в том числе, вырубную станцию 13, которая служит для выполнения в профильной проволоке 12 выемок 14 (фиг.2) и образования, тем самым, зубьев 15. Перед вырубной станцией 13 могут быть предусмотрены одна или несколько правúльных станций или других станций. Дополнительно после вырубной станции может быть расположена шлифовальная станция и т.п. Другие станции, расположенные до или после вырубной станции 13, например, для правки профильной проволоки 12 или проволоки 11, могут быть, при необходимости, предусмотрены, однако не показаны.
После вырубной станции 13 расположена нагревательная станция, например, в виде первого индуктора 16, который служит для индуктивного нагрева проволоки 11. При этом первый индуктор 16 вырабатывает поле, которое охватывает, по меньшей мере, основание 17 проволоки 11, однако, при необходимости, также ее зубья 15. Первый индуктор 16 работает на первой частоте f1 100 кГц-5 МГц, преимущественно 500 кГц-2 МГц, в данном примере 1 МГц. Преимущественно проволока 11 нагревается при этом, в частности в области своего основания 17, до первой температуры t1 преимущественно более 300°С. В данном примере температура t1 составляет 700-750°С. Она установлена преимущественно так, что при последующем быстром охлаждении не происходит закалки основания 17.
На некотором расстоянии (например, несколько дециметров) от первого индуктора 16 предусмотрен второй индуктор 18, работающий на заметно более высокой частоте f2. Она, по меньшей мере, в 5 раз, преимущественно, по меньшей мере, в 10 раз и наиболее предпочтительно, по меньшей мере, в 20 раз выше первой частоты f1. Например, вторая частота f2 составляет 20-30 МГц, преимущественно 27 МГц. При этом второй индуктор 18 выполнен преимущественно так, что он охватывает только зубья 15 или один участок каждого зуба 15. Между индукторами 16, 18 не предусмотрено никакого активного охлаждения проволоки 11. Напротив, проволока 11 проходит это расстояние менее чем за 2 с, преимущественно менее чем за 1 с.
На фиг.4 изображен зуб 15 высотой Н15, проходящей перпендикулярно продольному направлению от его основания 21 к его вершине 20. Кроме того, установлен участок 19 зуба 15, проходящий от его вершины 20 приблизительно до его середины или немного дальше в направлении основания 21. Участок 19 имеет высоту Н19, которая составляет преимущественно более 70%, лучше более 80% высоты Н15. Однако в любом случае второй индуктор 18 охватывает, по меньшей мере, участок 19 каждого зуба 15 или же немного бóльшую область. Преимущественно второй индуктор 18 не охватывает основание 21 зуба. Второй индуктор 18 и, если это желательно, также первый индуктор 16 могут работать в атмосфере инертного газа, например азота. Она может быть наведена до станции 22 быстрого охлаждения.
После прохождения через индукторы 16, 18 проволока 11 достигает станции 22 быстрого охлаждения в горячем состоянии. При этом основание 17 имеет температуру t1, лежащую ниже диапазона tА температур аустенитизации, тогда как участок 19 каждого зуба 15 имеет температуру t2, лежащую в этом диапазоне tА. Перепад температур от участка 19 к основанию 17 вызывает то, что проволока 11 при вхождении на станцию 22 быстрого охлаждения равномерно закаляется, в частности, на участке 19, однако в остальном остается незакаленной.
Как видно на фиг.3, основание 17 имеет толщину D17, которая измеряется поперек продольного направления и перпендикулярно боковой поверхности и больше измеряемой на каждом зубе 15 толщины D15. Теплоаккумулирующая способность основания 17 больше теплоаккумулирующей способности каждого зуба 15. Слишком большая утечка тепла от зуба 15 к основанию 17 до достижения станции 22 быстрого охлаждения предотвращается, однако, путем повышения температуры основания 17 до первой температуры t1.
От прямоугольного обычно в сечении основания 17 проходит стенка 23, которая может иметь треугольное или, как показано, трапециевидное сечение. После прохождения через второй индуктор 18 на проволоке 11 образуется температурная переходная зона 24, в которой температура падает со второй высокой температуры t2 (например, 950°С) до первой низкой температуры t1 (например, 550°С), измеряемой под температурной переходной зоной 24 на оставшемся участке стенки 23 и на основании 17. Соответственно при быстром охлаждении после прохождения через станцию 22 быстрого охлаждения в проволоке 11 возникает изображенная на фиг.5 характеристика твердости. На участке 19 достигается равномерная высокая твердость свыше 800 НV 0,5. Из температурной переходной зоны 24 образовалась переходная зона 24 перехода изменения твердости, в которой твердость падает с более чем 800 НV 0,5 до приблизительно 200 НV 0,5 или ниже. Эта зона имеет вертикальную протяженность Н24, измеренную от основания 17, приблизительно всего 20% высоты Н15 зуба. Температурная переходная зона 24 образует проходящую прямолинейно в продольном направлении L полоску шириной, соответствующей высоте Н24. Эта полоска может быть расположена на расстоянии А от основания 21 зуба. Однако также возможно и предпочтительно уменьшить расстояние А до нуля, так чтобы зона 24 своей границей со стороны основания касалась основания 21 зуба. Кроме того, можно сделать переходную зону 24 еще глубже, так чтобы основание 21 зуба лежало в области перехода изменения твердости переходной зоны 24.
На фиг.6 переходная зона 24 изображена в сечении. Границы переходной зоны 24 могут проходить, как обозначено линиями 25, 26, прямо поперек через стенку 23 или соответствующий зуб 15. Однако (предпочтительным образом) также возможно, чтобы переходная зона 24 была отделена вдоль кривых линий 27, 28 от закаленной и незакаленной областей. Линии 25 и/или 26 могут быть ориентированы параллельно базовой поверхности 17а основания 17. Соответственно линии 27 и/или 29 заканчиваются с обеих сторон зуба 15 на одинаковой высоте. Предпочтительным образом линии 27, 28 являются дугами, искривленными к базовой поверхности 17а. Центр кривизны лежит преимущественно на обращенной от основания 17 стороне каждой линии 27, 28, преимущественно в пределах сечения зуба 15. Границы переходной зоны 24 видны на поперечном шлифе цельнометаллической пильчатой гарнитуры. Однако за счет соответствующего установления температуры t1 основания 17 и установления времени пребывания проволоки 11 на ее пути между первым индуктором 16 (или иной нагревательной станцией) и вторым индуктором термическую нагрузку (источник или сток) можно настроить так, чтобы линии 25 и/или 26 проходили наискось к базовой поверхности 17а. Для линий 27 и/или 28 тогда справедливо, что они с обеих сторон зуба 15 заканчиваются на разной высоте.
В предложенном способе снабженная зубьями 15 проволока 11 последовательно проходит первый индуктор 16 и второй индуктор 18. Индукторы 16, 18 работают на разных частотах f1, f2 и вырабатывают разные температуры t1, t2. Первый индуктор 16 нагревает, в частности, не закаливаемое основание 17 до высокой температуры t1 ниже диапазона tА температур аустенитизации. Второй индуктор 18 нагревает зубья 15 до еще более высокой второй температуры t2, лежащей в этом диапазоне tА. При быстром охлаждении возникают определенным образом закаленные зубья одинакового высокого качества.
Для улучшения свойств проволоки 11, в частности для уменьшения напряжений, проволока может проходить третий индуктор 29. Он работает на третьей частоте f3, которая может составлять 500 кГц-5 МГц, преимущественно 1-2 МГц. Частота f3 может совпадать с первой частотой f1. Выработанная третьим индуктором 29 температура t3 является температурой отпуска, например в несколько сот градусов Цельсия.
Кроме того, проволока 11 до или после отпуска может быть направлена через станцию удаления заусенцев. На ней заусенцы, которые могут возникать при вырубке выемок 14, могут быть удалены щетками, которые воздействуют, например, только на плоскую сторону зубьев 15.
В предложенном способе снабженная зубьями 15 проволока 11 последовательно проходит первый индуктор 16 и второй индуктор 18. Индукторы 16, 18 работают на разных частотах f1, f2 и вырабатывают разные температуры t1, t2. Первый индуктор 16 нагревает, в частности, не закаливаемое основание 17 до высокой температуры t1 ниже диапазона tА температур аустенитизации. Второй индуктор 18 нагревает зубья 15 до еще более высокой второй температуры t2, лежащей в этом диапазоне tА. При быстром охлаждении возникают определенным образом закаленные зубья одинакового высокого качества.
Список ссылочных позиций
10 устройство
11 проволока
12 профильная проволока
13 вырубная станция
14 выемки
15 зубья
Н15 высота зубьев
16 первый индуктор или другой источник тепла
17 основание
t1 первая температура
f1 первая частота
18 второй индуктор
t2 вторая температура
f2 вторая частота
19 участок зуба 15
20 вершина зуба 15
21 основание зуба
Н19 высота участка 19
22 станция быстрого основания
tA диапазон температуры аустенитизации
D17 толщина основания 17
D15 толщина зуба 15
23 стенка
24 температурная переходная зона
Н24 высота зоны
А расстояние
25, 26, 27, 28 линии
f3 третья частота
t3 третья температура
29 третий индуктор/другой источник тепла
30 задняя грань зуба
Реферат
В предложенном способе снабженная зубьями (15) проволока (11) проходит последовательно первый индуктор (16) и второй индуктор (18). Индукторы (16, 18) работают на разных частотах и вырабатывают разные температуры. Первый индуктор (16) нагревает, в частности, не закаляемое основание (17) до высокой температуры ниже диапазона температур аустенитизации. Второй индуктор (18) нагревает зубья (15) до еще более высокой температуры, лежащей в пределах диапазона температур аустенитизации. При быстром охлаждении образуются определенным образом закаленные зубья одинаково высокого качества. 2 н. и 10 з.п. ф-лы, 6 ил.
Комментарии