Гарнитура текстильно-чесального оборудования типа чесальных машин и верхний гребень текстильно-чесальных машин с этой гарнитурой - RU2107756C1
Код документа: RU2107756C1
Чертежи

Описание
Изобретение относится к текстильно-чесальному оборудованию, в частности к конструкции гарнитуры текстильно-чесальных машин и преимущественно к верхнему гребню чесальных машин для шерсти, хлопка или аналогичных синтетических или натуральных волокон.
Такие гарнитуры выполняются, например, в виде верхних гребней и могут быть установлены не текстильных машинах различного типа. Они, в частности, используются в качестве верхних гребней в чесальных машинах для шерсти или соответственно химических волокон, с одной стороны, и хлопка, с другой стороны. При этом верхний гребень должен осуществлять очистку части волокон, которая не охватывается гребенным барабанчиком, расположенным перед верхним гребнем, если смотреть в направлении схода бородки волокна. Из-за этого верхние гребни регулярно подвергаются интенсивному нагружению, а загрязнения в шерсти или соответственно в хлопке, которые могут состоять из растительных элементов или растений, оседают на них. Короткие волокна и соответственно загрязнения застревают затем в зазорах между плоскими иглами, расположенными в направлении чесания.
Это приводит к тому, что при задании распределения вершин или соответственно плотности вершин у верхнего гребня надо искать компромисс между желаемой производительностью чесания, с одной стороны, и опасностью быстрого засорения, с другой стороны, из-за чего обычно оптимальная плотность вершин не достигалась.
Особенно благоприятная для этого конфигурация состоит в том, что за первым рядом игл следует второй ряд игл, который по отношению к первому ряду смещен таким образом, что вершины ряда игл входят в зазоры первого ряда игл. Известно, что для реализации такой конфигурации, например, двухрядную полосу игл выполняют так, что применяются различные штампованные детали, в которых игла или соответственно пильчатый зуб располагается, если смотреть в направлении чесания, один раз далеко впереди, а другой раз далеко позади. Если нанизать такие штампованные детали попеременно, получается два ряда вершин игл, причем вершины заднего ряда входят в зазоры переднего ряда. Однако наличие штампованных деталей двух различных типов очень невыгодно и неудобно, как с точки зрения рационального изготовления, так и в смысле монтажа гарнитуры. Еще один недостаток такой известной полосы игл заключается в том, что чистку вершин игл нельзя осуществлять сжатым воздухом, как это известно из патента Германии N 3722481, D 01 G 19/06, 1989 и как это для верхних гребней оказалось исключительно полезным и могло бы приобрести особое значение именно тогда, когда из-за плотности комплекта вершин, образованного смещенными относительно друг друга двухрядными вершинами, такая чистка была бы особенно важной и целесообразной.
Помимо в виде верхнего гребня гарнитура рассматриваемого типа может быть реализована и в гребенном барабанчике, который, например, описан в заявке Германии N 2944644, D 01 G 19/02, 1980. Здесь пильчато-зубчатые штампованные детали двух различных типов при выполнении комплекта вершин попеременно с зацеплением нанизываются своими ножками в фиксирующий паз. В патенте Швейцарии N 644902, D 01 G 15/24, 1924 описано смещенное расположение вершин пильчато-зубчатых штампованных деталей в шляпочной гарнитуре чесальной машины. Патент Англии N 411433, D 01 G 9/10, 1975 описывает расположенные со смещением вершины гарнитуры игл гребенного барабанчика.
Из уровня техники известна гарнитура для текстильно-чесального оборудования типа чесальных машин для шерсти, хлопка или подобных синтетических или натуральных волокон (ЕПВ, заявка N 0249706, кл D 01 G 15/88, 1987), содержащая пильчатые штампованные детали, зубья которых в направлении, перпендикулярном направлению чесания, образуют ряды, по меньшей мере два (ближайший аналог).
Из уровня техники известен верхний гребень текстильно-чесальных машин, содержащий рабочую гарнитуру (US, патент, N 3688347, кл. D 01 G 19/10, 1972, ближайший аналог).
Недостатками известных изобретений являются большие затраты при изготовлении, сложность монтажа.
Задачей группы изобретений является создание гарнитуры текстильно-чесального оборудования типа чесальных машин и верхнего гребня текстильно-чесальных машин с этой гарнитурой, обеспечивающих получение технического результата, состоящего в уменьшении затрат при их изготовлении, упрощении монтажа и при этом не должно быть дополнительной чистки сжатым воздухом.
Согласно изобретению этот технический результат достигается за счет того, что в гарнитуре для текстильно-чесального оборудования типа чесальных машин для шерсти, хлопка или подобных синтетических или натуральных волокон, содержащей пильчатые штампованные детали, зубья которых в направлении, перпендикулярном направлению чесания, образуют ряды, по меньшей мере два, зубья каждой пильчатой штампованной детали расположены со смещением один относительно другого в направлении, поперечном направлению чесания.
Гарнитура преимущественно верхнего гребня может быть выполнена так, что каждая пильчатая штампованная деталь имеет по меньшей мере два зуба, расположенных на расстоянии один от другого, при этом участок детали в зоне, образованной соседними зубьями, имеет Z-образную форму в плоскости детали, а ее зубья расположены параллельно один относительно другого и смещены один относительно другого в направлении чесания. При этом целесообразно предусмотреть, чтобы величина смещения каждого последующего зуба соответствующей пильчатой штампованной детали в направлении перемещения волокна соответствовал бы половине расстояния между противолежащими зубьями соседних пильчатых штампованных деталей.
За счет исполнения согласно изобретению достигается то, что верхний гребень может быть создан с двумя рядами игл и с соответствующим смещением при использовании штампованных деталей лишь одного типа, причем при монтаже гарнитуры смещение устанавливается автоматически.
Целесообразно пильчатые штампованные детали устанавливать с образованием каналов для прохождения сжатого воздуха для обеспечения очистки зубьев.
С большим успехом это может быть реализовано за счет того, что каналы для прохождения сжатого воздуха образованы таким образом, что пильчатые штампованные детали штампуют с уменьшением их толщины между концевыми участками, служащими проставками. Благодаря этому между двумя соседними пильчато-зубчатыми штампованными деталями образуются шлицы, обеспечивающие пропускание сравнительно мощного воздушного потока.
Каналы для прохождения сжатого воздуха образованы таким образом, что пильчатые штампованные детали установлены с образованием каналов для прохождения сжатого воздуха для обеспечения очистки зубьев.
Еще одна предпочтительная альтернатива состоит в том, что концевые участки пильчатых штампованных деталей выполнены отогнутыми на угол 90o для образования L-образных проставок, размеры которых варьируются путем шлифования. Благодаря этому модно выдерживать практически любые дистанции в соответствии с конкретной задачей чесания, а также в соответствии с требуемой шириной канала для сжатого воздуха.
Если надо использовать лишь единственный гибочный инструмент для различных предусмотренных глубин зазора, что целесообразно в рамках рационального изготовления, не возникает проблем для дополнительной сошлифовки высоты проставки до желаемой степени.
Хотя выше речь по существу шла о двух рядах зубьев, что прежде всего имеет место в верхних гребнях, в принципе возможно также предусматривать, что каждая штампованная деталь имеет более двух зубьев, причем зубья расположены со смещением один относительно другого путем выполнения участков изогнутыми. Такие штампованные детали можно нанизывать плотно друг к другу или с образованием определенных воздушных зазоров между ними.
В то время как выше по существу речь идет о гарнитуре в виде верхнего гребня, в рамках изобретения заложена реализация соответствующих основополагающих идей также и в чесальных машинах, и в гребенных барабанчиках.
При этом целесообразно предусмотреть, что штампованные детали в виде отдельных, нанизанных рядом друг с другом пильчато-зубчатых штампованных деталей или в виде бесконечной намотанной пильчато-зубчатой штампованной проволоки исходя из плоского листового материала одинаковой формы штампуются таким образом, что следующие друг за другом зубья с одной из соответствующих различных сторон штампуются так, что после штамповки следующие друг за другом зубья своими плоскостями смещены относительно друг друга, хотя расположены они на одной и той же листовой детали единой сплошной ножкой.
Зубья каждой штампованной пильчатой детали преимущественно для чесальных машин и гребенных барабанчиков смещены относительно ее центральной продольной оси.
Технический результат в верхнем гребне для текстильных чесальных машин по обработке шерсти и хлопка, включающем множество расположенных рядом друг с другом игл или пильчато-зубчатых штампованных деталей с остриями, когда острия игл или штампованных деталей свободно выступают вниз, достигается за счет того, что рабочая гарнитура выполнена в виде пильчатых штампованных деталей, установленных с образованием рядов, при этом зубья деталей выполнены С-образного изогнутыми. Было установлено, что внутри этого закругления возникает уплотнение, которое приводит к особенно сильному эффекту чесания.
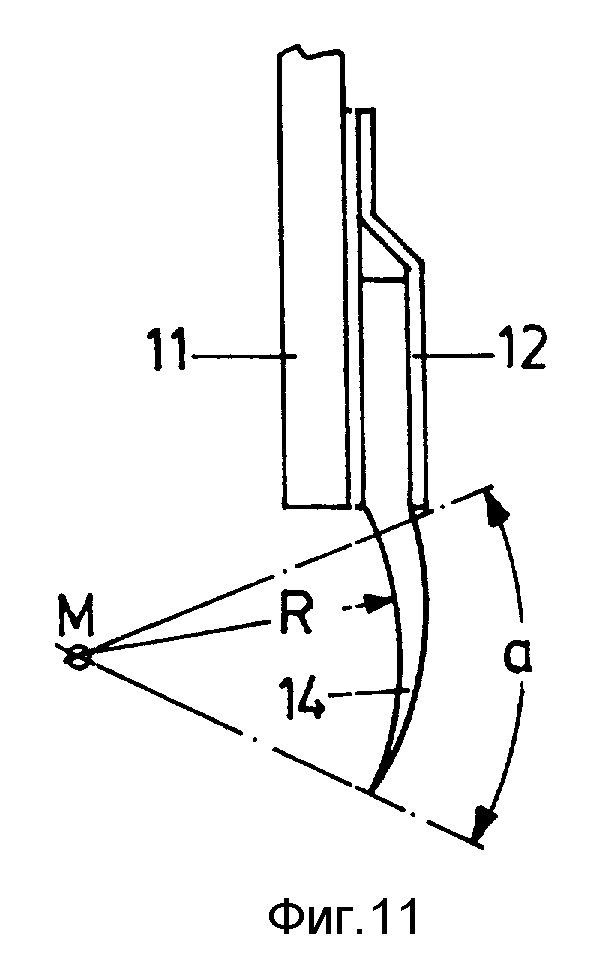
Радиус кривизны целесообразно выбирать между 8 и 35 мм, при этом кривизна может распространяться на угловую область от 18 до 100o. Центральный угол, образованный радиальными плоскостями, проведенными через крайние точки изогнутого зуба и центр кривизны, соответствует 82o.
Изобретение более подробно рассматривается на предпочтительных примерах исполнения со ссылкой на чертежи, где фиг. 1 - отштампованная и изогнутая штампованная деталь верхнего гребня; фиг. 2 - вид сбоку штампованных деталей с выгнутыми иглами; фиг. 3-5 - соответственно выгнутые штампованные детали с загнутыми торцевыми краями и образованными между ними каналами для сжатого воздуха; фиг. 6-7 - частичный вид сбоку штампованных деталей, пригодных, например, в качестве гарнитуры чесальных машин; фиг. 8 - разрез по линии А-А на фиг. 6; фиг. 9 - разрез по линии В-В на фиг. 6; фиг. 10 - перспективное изображение части предлагаемого верхнего гребня с закругленными остриями игл; фиг. 11 - вид сбоку верхнего гребня, показанного на фиг. 10; фиг. 12 - вид сверху на часть верхнего гребня, показанного на фиг. 10.
На фиг. 1-3 представлены варианты, которые могут использоваться, в частности, как решения для верхнего гребня.
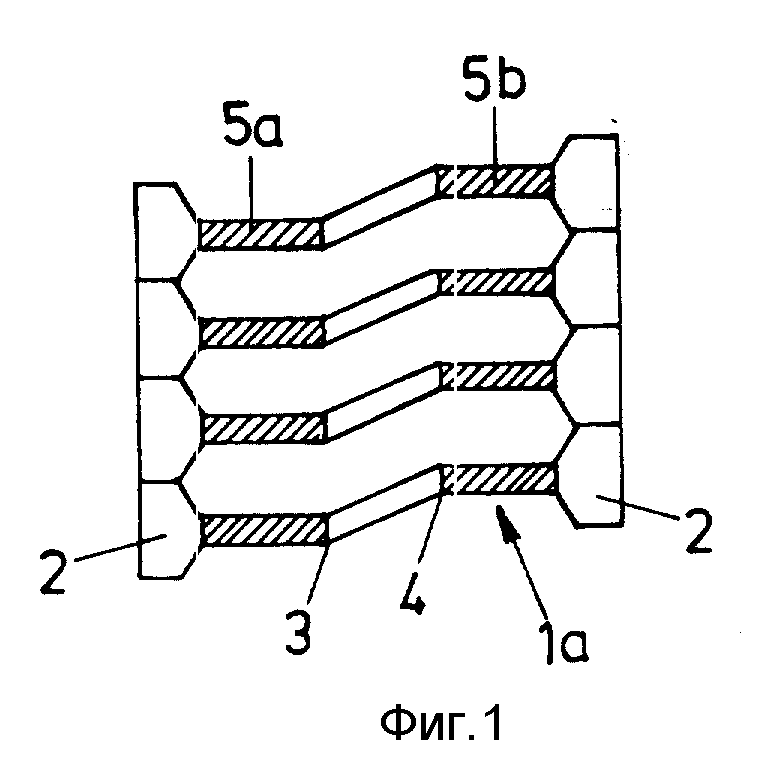
В варианте исполнения, представленном на фиг. 1, множество пильчато-зубчатых штампованных деталей 1а в зонах между концевыми участками 2, служащими проставками, отштампованы с уменьшением толщины и затем оснащены Z-образной складкой и зонами излома 3, 4, благодаря чему плоскости двух соседних зубьев 5а, 5b располагаются взаимно параллельно и со смещением относительно друг друга. На фиг. 1 разрез представлен так, что рассечена лишь область зубьев 5а, 5b.
Если при изготовлении штампованных деталей 1а согласно фиг. 1 осуществляется и их штамповка, то без дополнительных денежных затрат можно реализовать серпообразный выгиб зубьев 5, что способствует благоприятному направлению волоконной ленты.
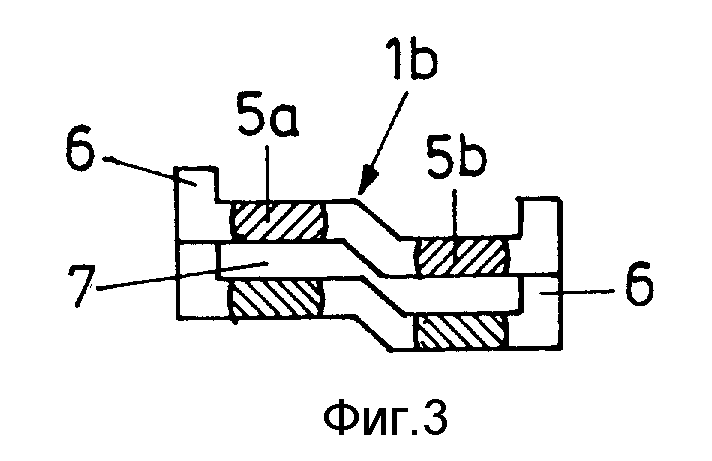
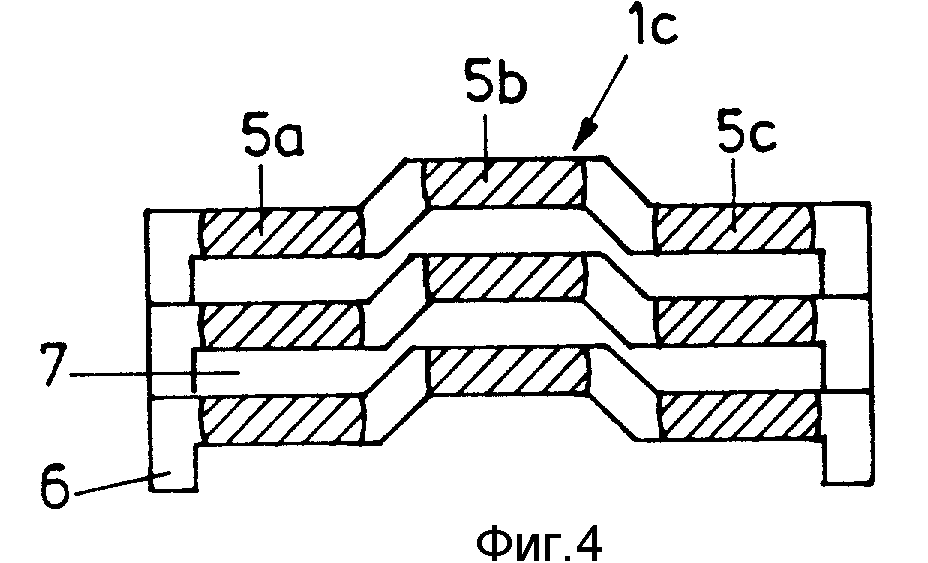
В вариантах исполнения согласно фиг. 3 и 4, где опять-таки разрез проходит через плоскость зубьев, Z-образно изогнутые штампованные детали 1b имеют L-образно отогнутые торцевые края, благодаря чему образуются проставки 6, которые, с одной стороны, обеспечивают плотность игл на единицу длины гребня, а с другой стороны, позволяют регулировать диаметр воздушных каналов 7 по потребности.
На фиг. 4 представлен вариант исполнения, в котором ко второму пильчатому зубу 5b после очередного изгиба по Z примыкает пильчатый зуб 5с, который таким образом смещен относительно второго зуба 5b, что он находится в одной плоскости с первым пильчатым зубом 5а.
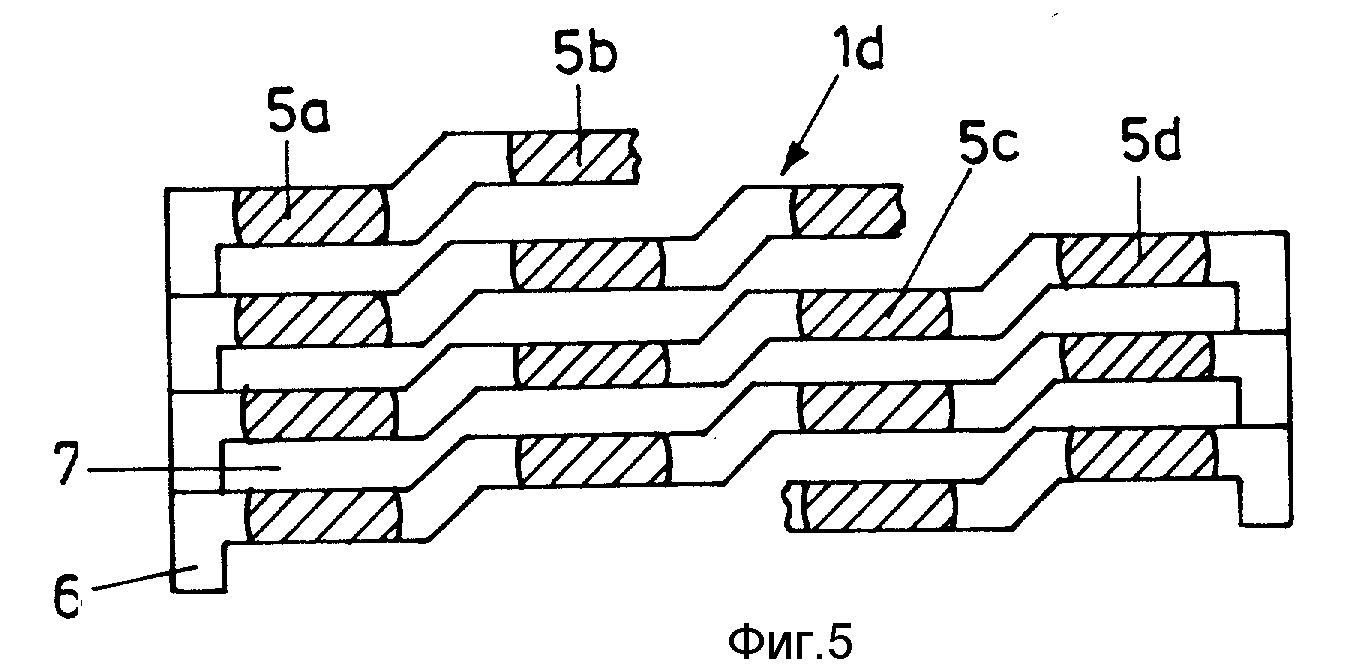
В представленном на фиг. 5 варианте исполнения соответственно третий и четвертый зубья 5с и 5d каждой штампованной детали 1d смещены наружу относительно предыдущих зубьев 5а и 5b, вследствие чего получается ступенчатая конфигурация.
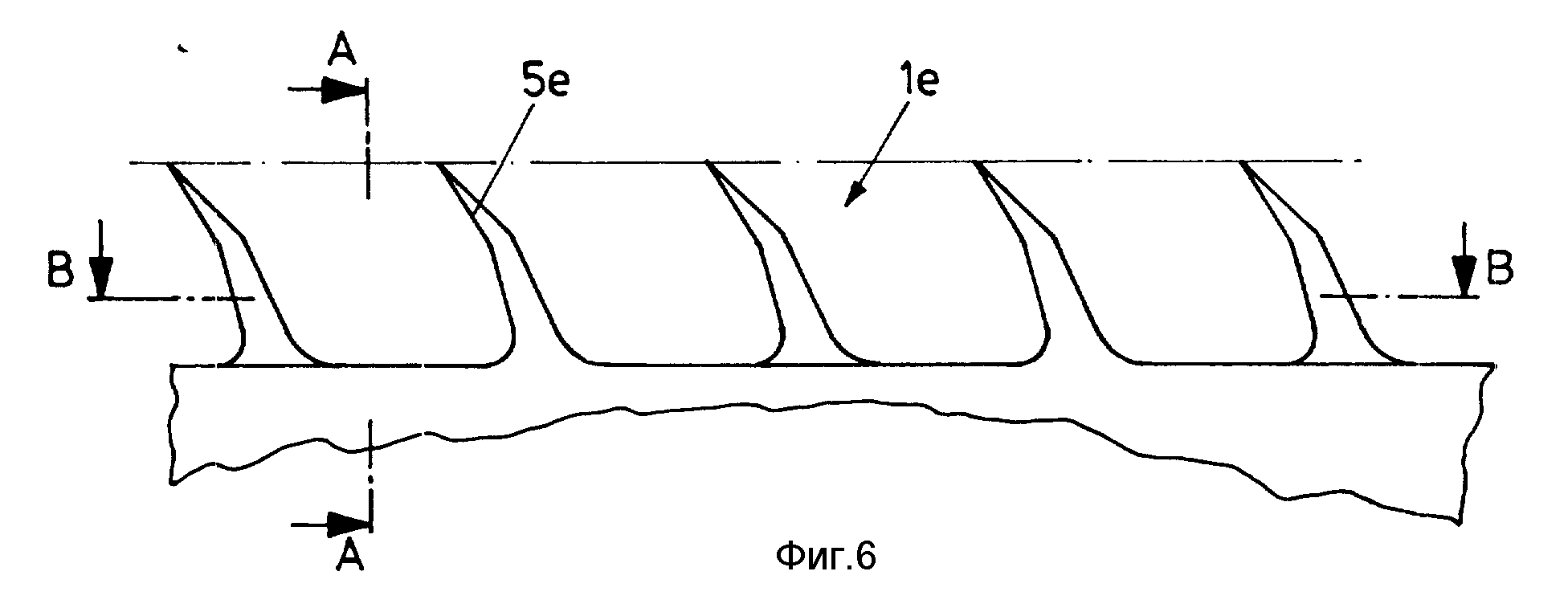
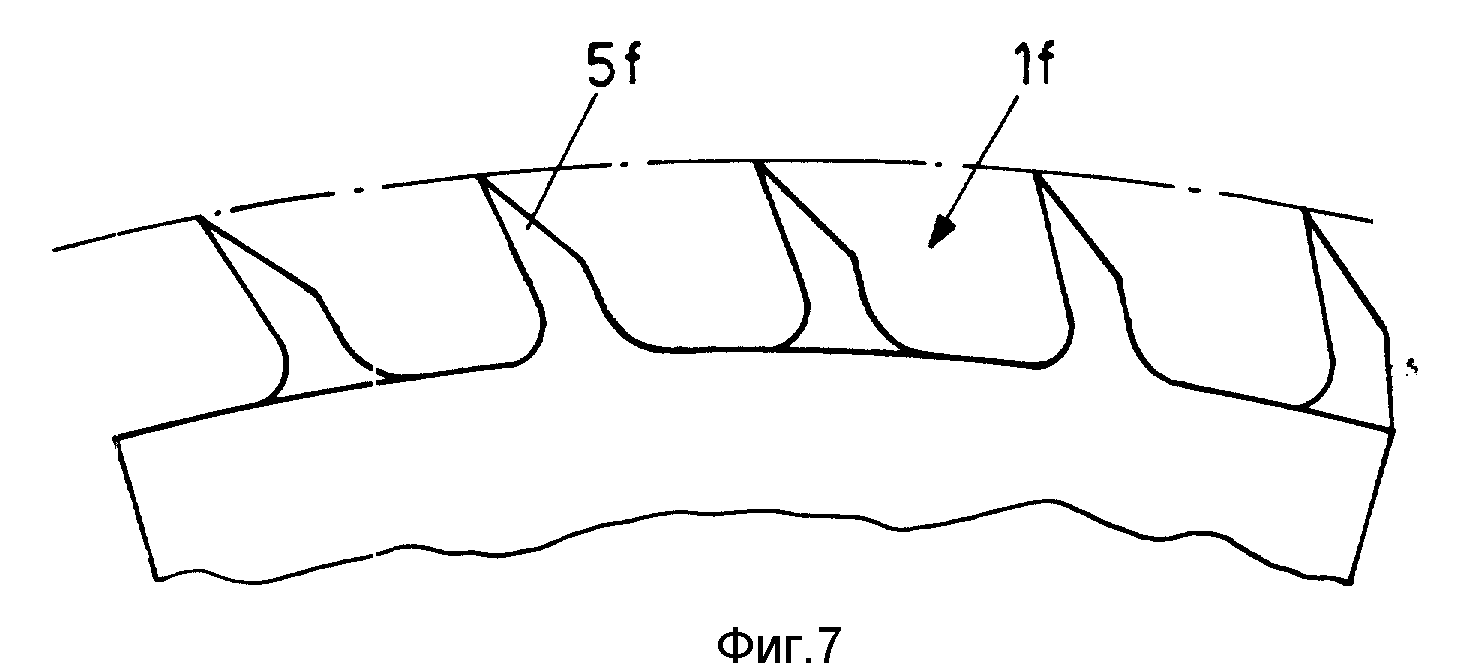
На фиг. 6 и соответственно на фиг. 7 представлены линейная и изогнутая пильчато-зубчатая штампованные детали 1е и 1f, которые в качестве гарнитуры подходят, например, для чесальных машин. Исполнение согласно фиг. 7 также может быть выполнено в виде бесконечной пильчато-зубчатой проволоки.
Пильчато-зубчатые штампованные детали 1е и соответственно 1f в области зубьев 5е и соответственно 5f отштампованы таким образом, что толщина листа, которая у исходного материала может составлять, например, 1 мм, в области зубьев 5е и 5f за счет штамповки сокращается до половины таким образом, что образованные штамповкой следующие друг за другом зубья, что можно четко видеть на фиг. 8 и 9, относительно средней линии штампованной детали 1е и 1f попеременно смещены в одну и другую стороны, хотя изготовлены из одной единственной штампованной детали.
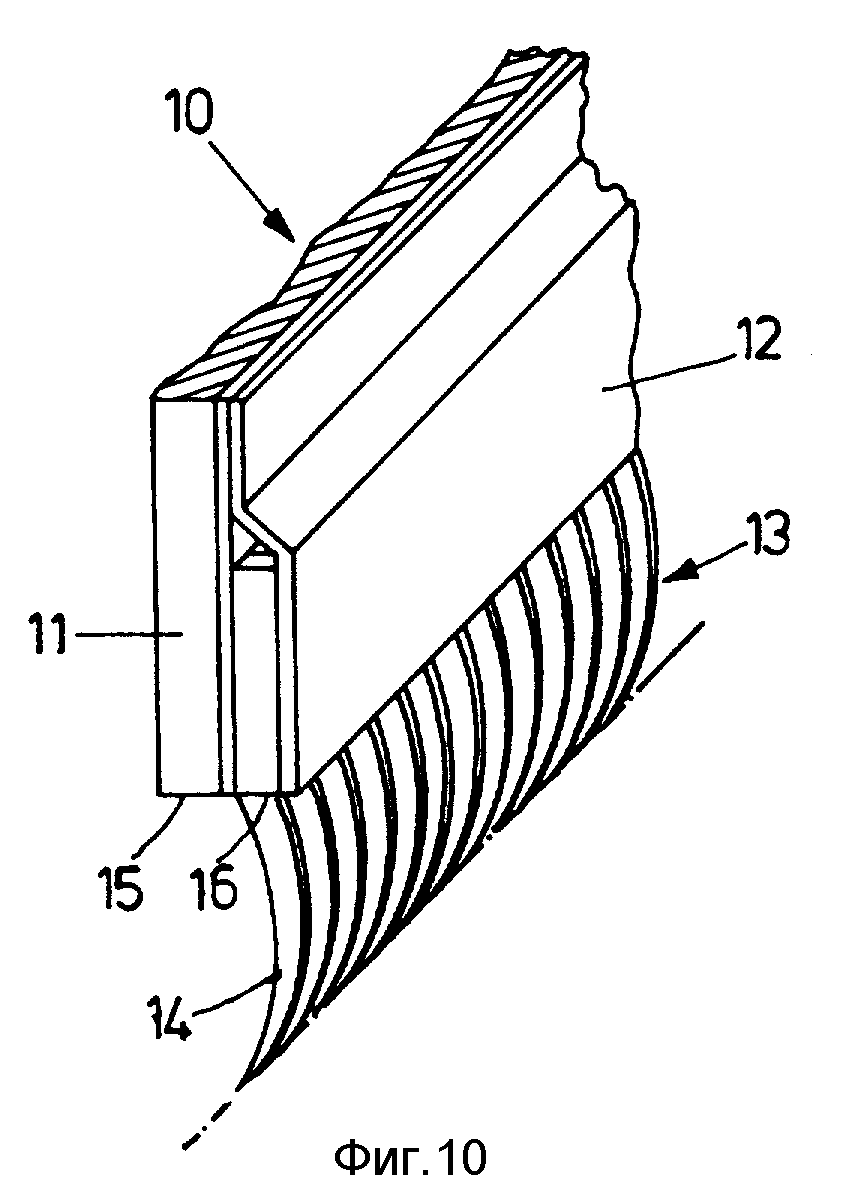
На фиг. 10-12 представлен предлагаемый верхний гребень.
Этот верхний гребень 10 включает в себя неподвижно установленный на соответствующей текстильной машине гребнедержатель 11 и крышку 12, при этом множество игл 13 нанизываются между гребнедержателем 11 и крышкой 12. Острия 14 свободно выступают за нижнюю кромку 15 или 16 гребнедержателя 11 или соответственно крышки 12. В области этого свободного выхода они, как это, в частности, хорошо видно на фиг. 11, в угловой зоне α серпообразно выгнуты с радиусом кривизны R относительно центра кривизны М.
Реферат
Гарнитура для текстильно-чесального оборудования типа чесальных машин содержит пильчатые штампованные детали, зубья которых в направлении, перпендикулярном направлению чесания, образуют ряды, по меньшей мере два. Зубья каждой пильчатой штампованной детали расположены со смещением один относительно другого в направлении, поперечном направлению чесания. Верхний гребень текстильно-чесальных машин содержит рабочую гарнитуру, которая выполнена в виде пильчатых штампованных деталей. Пильчатые штампованные детали установлены с образованием рядов, а зубья деталей выполнены С-образно изогнутыми. 2 с. и 10 з.п.ф-лы, 12 ил.
Комментарии