Способ изготовления элемента, содержащего волокно, и элемент, изготовленный данным способом - RU2528358C1
Код документа: RU2528358C1
Чертежи
Описание
Изобретение относится к способу изготовления композитного материала, содержащего волокно, и к новому элементу, содержащему волокно, изготовленному данным способом. Изобретение также относится к аппарату, пригодному для осуществления способа согласно изобретению.
Настоящее изобретение особенно относится к элементам, содержащим волокно, изготавливаемым посредством прессования и термофиксации смеси минеральных волокон и связующего, для изготовления прессованных плит, часто имеющих толщину от 4 мм до 25 мм. Эти плиты обычно обладают плотностью от 120 кг/м3 до 1000 кг/м3, например, от 170 кг/м3 до 1000 кг/м3, и их можно использовать в качестве защитной облицовки наружных сторон зданий или в качестве звукоизоляционных/шумопоглощающих потолочных или стеновых панелей.
Раньше эти продукты изготавливали посредством подвергания сочетания минеральной ваты и связующего смешиванию и процессу формирования, и последующего прессования, и термофиксации сформированной смеси до требуемой плотности. Связующее обычно либо добавляли в минеральную вату в виде сухого связующего, либо использовали нетермофиксированную минеральную вату, в которую связующее вводили во время процесса формования волокон и процесса аккумулирования.
Такие продукты являются как в технологическом, так и в коммерческом отношении успешными, но авторы изобретения считают, что имеется возможность усовершенствования. Более конкретно, авторы изобретения считают, что одна проблема способов-прототипов заключается в том, что в использовавшихся процессах смешивания и формирования имела место тенденция к образованию некоторого количества уплотненных комков волокон (например, минеральной ваты) в смеси или, по меньшей мере, сохранение неразрыхленных пучков уплотненных волокон. Кроме того, в использовавшихся способах-прототипах не было каких-либо средств для удаления уплотненных волокон из смеси, из-за чего имело место неравномерное распределение волокна в готовом продукте.
Если определенные области продукта обладают более высокой плотностью волокна, например, минерального волокна, то это может приводить также к более высокой концентрации связующего в этой области. Неравномерное распределение волокна и связующего в продукте может приводить к ряду проблем.
Во-первых, могут быть участки продукта, в которых связующее не полностью термофиксировано. Это может приводить к снижению общей прочности и жесткости панели.
Во-вторых, при неравномерном распределении компонентов имеется вероятность ухудшения звукоизоляционных свойств звукоизоляционных потолочных или стеновых панелей.
В-третьих, так как этот тип панели обычно используют так, чтобы лицевая поверхность панели являлась видимой, то важно, чтобы эти панели были эстетически привлекательными. Неравномерное распределение внутри панели может приводить в результате к нежелательной неравномерности поверхностей. Если имеет место большая концентрация связующего в небольшой области, то это может приводить в результате к образованию пятна на поверхности продукта.
В некоторых случаях поверхность панели окрашивают, и из-за неравномерного распределения компонентов или из-за наличия областей, в которых связующее не полностью термофиксировано, может происходить в результате неравномерное восприятие красителя поверхностью.
Кроме того, в некоторых продуктах, особенно в тех, которые используют в качестве облицовки наружных сторон зданий, до настоящего времени было необходимо использовать относительно большое количество связующего для получения продукта, обладающего достаточными прочностью и жесткостью. Большой расход связующего отчасти объяснялся тем, что некоторое количество связующего уходило в отходы, так как оно присутствовало в избыточно высокой концентрации в областях панели, где находились уплотненные пучки волокон в смеси до прессования. Как упомянуто выше, полное использование клеящей способности этого связующего в продукте не достигалось частично потому, что имела место тенденция к неполной термофиксации.
Наличие большого количества связующего в продукте ведет к повышению его стоимости и может приводить к снижению огнестойкости продукта. Таким образом, желательно использование меньшего количества связующего для получения панели, обладающей сравнительно высокими прочностью и жесткостью.
Таким образом, целью изобретения является создание способа формирования элемента, содержащего минеральное волокно описанного выше типа, обладающего повышенными прочностью и жесткостью или уменьшенным содержанием связующего, или и тем, и другим.
Дополнительной целью изобретения является создание способа формирования элемента, содержащего минеральное волокно описанного выше типа, являющегося гомогенным, обладающего более равномерным распределением компонентов. Целью изобретения также является создание способа изготовления элемента, содержащего минеральное волокно, обладающего поверхностью, имеющей более консистентный и равномерный внешний вид.
В патенте США № 2682085 раскрыт аппарат для чистки и рыхления хрупких волокон, например, минеральных волокон. В этом достаточно старом патенте на прототип (зарегистрирован в 1949 г.) предложены относительно сложные способ и аппарат для рыхления и чистки волокна для удаления из него частиц и загрязнений. Волокно подают в аппарат охапками, или объемными массами. После рыхления и чистки волокно аккумулируют в виде легкого, распушенного, свалянного слоя, или настила низкой плотности.
Целью патента США № 2682085 является чистка и рыхление волокна для формирования легкого, распушенного настила низкой плотности. Формирование жестких панелей не рассматривается в этом документе и не дано определение преимуществ распутывания волокон и взвешивания их в воздушном потоке в описании прочности, жесткости или любых других свойств спрессованной и термофиксированной панели типа, используемого в качестве облицовки для зданий или в качестве потолочных или стеновых панелей.
Согласно изобретению эту цель достигают, используя способ изготовления элемента, содержащего волокно, где упомянутый способ включает этапы: обеспечение волокон, по меньшей мере, некоторые из которых являются первыми волокнами, например: минеральными волокнами, полимерными волокнами, целлюлозными волокнами или другими типами волокон, в количестве от 3 масс. % до 98 масс. % от общей массы исходных материалов; обеспечение связующего в количестве от 1 масс. % до 30 масс. % от общей массы исходных материалов; взвешивание волокон в основном воздушном потоке; смешивание связующего с волокном до, во время или после взвешивания волокон в основном воздушном потоке; обеспечение наполнителя, например, антипирена, в количестве от 1 масс. % до 55 масс. % от общей массы исходных материалов; добавление наполнителя на любом пригодном этапе осуществления способа, например, до, во время или после взвешивания волокон в основном воздушном потоке; аккумулирование смеси волокон, наполнителя и связующего и осуществление прессования и термофиксации смеси для получения консолидированного композитного материала плотностью от 120 кг/м3 до 1000 кг/м3.
Упомянутые процентные содержания вычисляли, принимая за основу сухую массу исходных материалов.
Данный способ можно использовать для изготовления нового элемента, содержащего минеральное волокно.
Упомянутые процентные содержания вычисляли, принимая за основу сухую массу исходных материалов.
Способ согласно изобретению, определенный выше, является универсальным и экономически эффективным способом изготовления композитного материала, содержащего волокно. Посредством регулирования плотности, до которой спрессовывают элемент, можно изготавливать множество различных композитных материалов, приспособленных для специальных целей.
Широкий диапазон свойств, например: механической прочности, термоизоляционной способности, степени пожарной безопасности и т.д., может быть придан посредством изменения количества каждого компонента.
Кроме того, было установлено, что посредством подвергания волокна (например, минерального волокна) процессу распутывания волокон, уплотненное минеральное волокно рыхлят, в результате чего волокно и связующее оказываются более равномерно распределенными в изготовленном элементе.
Благодаря этой повышенной гомогенности элемента обеспечивают обычно повышенный уровень механической прочности в сравнении с элементами-прототипами.
Благодаря равномерному распределению волокна и связующего в элементе также достигается желательный эффект, оказываемый на звукоизоляционные свойства элемента.
Кроме того, элементы, изготовленные с применением способа согласно настоящему изобретению, обладают преимуществами, заключающимися в эстетической привлекательности и консистентности свойств во всем элементе.
Посредством введения дополнительных материалов можно изменять особые свойства композитного материала, изготавливаемого упомянутым способом.
Согласно варианту осуществления способ включает промежуточный этап обеспечения вторых волокон из материала, отличающегося от материала первых волокон, например: минеральных волокон, полимерных волокон, целлюлозных волокон или других типов волокон, в количестве от 3 масс. % до 80 масс. % от общей массы исходных материалов. Вторые волокна можно добавлять в процесс сверх первых волокон или взамен некоторых из первых волокон. Таким образом, способ может быть сделан более универсальным и может применяться для изготовления композитных материалов, приспособленных для специальных целей.
Общее количество волокна в композиции предпочтительно не превышает 80 масс. % от общей массы исходных материалов.
Согласно варианту осуществления первичные волокна являются минеральными волокнами, например, базальтовыми волокнами. Минеральные волокна являются прочными, огнестойкими и неорганическими, и, следовательно, стойкими, например, к плесени. Базальтовые волокна использовали в процессе и получали хорошие результаты при испытаниях.
Согласно варианту осуществления вторые волокна являются полимерными волокнами. При нагреве полимерные волокна становятся липкими, и эта их особенность может быть благоприятной в некоторых процессах и продуктах. Полимерными волокнами может быть заменено некоторое количество связующего.
В особенно предпочтительном варианте осуществления первые волокна являются минеральными волокнами, а вторые волокна являются полимерными волокнами. При использовании этого варианта осуществления, в частности, можно получать материалы, обладающие особенно высокими показателями прочности и связанности.
Наполнителем может быть любой ингредиент, например, ингредиент, оказывающий влияние на свойства получаемого в результате продукта. Одним примером такого ингредиента может служить антипирен, который может быть любым пригодным видом антипирена.
Антипирены добавляют для повышения класса пожарной безопасности получаемых в результате композитных материалов посредством понижения калорийности композитных материалов. Благодаря повышению класса пожарной безопасности композитных материалов, композитные материалы можно использовать в местах, где предъявляются строгие требования по реакции на огонь, например, в госпиталях, школах, аэропортах и т.д. Пригодные антипирены включают, например, любые пригодные эндотермические материалы, например, любой материал, разлагающийся на H2O или CO2, например: мирабилит, брусит, гиббсит, тригидрат алюминия или гидроксид магния. При подвергании таких материалов воздействию повышенных температур из них высвобождается, например, H2O, и процесс становится эндотермическим, т.е. поглощающим энергию.
Согласно варианту осуществления наполнитель является антипиреном, содержащим тригидрат алюминия.
Согласно варианту осуществления наполнитель является антипиреном, содержащим гидроксид магния.
В качестве альтернативы или дополнительно можно также добавлять наполнитель, огнезащитные составы, например, фосфор содержащие полимеры.
Связующее можно добавлять в любом пригодном месте технологического процесса, однако согласно варианту осуществления этап смешивания связующего с волокном осуществляют до взвешивания волокна в основном воздушном потоке, например, при изготовлении волокна. Следует понимать, что связующее может быть жидким связующим, добавляемым во время изготовления волокна, что является обычным при изготовлении, например, ваты из минерального волокна. Альтернативно или дополнительно жидкое или сухое связующее можно добавлять в любое удобное время и в любом удобном месте технологического процесса. Введение жидкого связующего при изготовлении волокна является относительно легким и недорогим процессом. С другой стороны, жидкое связующее может загрязнять производственную линию, из-за чего требуются большие затраты на чистку и техническое обслуживание. Кроме того, благоприятно добавлять связующее позже в технологический процесс для обеспечения возможности более точного и варьируемого количества связующего.
Согласно варианту осуществления способ включает этап обеспечения наполнителя в виде зерненого материала с размерами в диапазоне от 0,1 мм до 15,0 мм, предпочтительно от 0,5 мм до 10,0 мм.
Согласно варианту осуществления способа добавление наполнителя осуществляют на этапе аккумулирования смеси.
Согласно варианту осуществления наполнитель взвешивают в основном воздушном потоке. Этим обеспечивают возможность тщательного смешивания наполнителя с волокном.
Аспект изобретения относится к композитному материалу, содержащему волокно, получаемому посредством использования способа согласно изобретению.
Изобретение дополнительно относится к композитному материалу, содержащему волокно, содержащему: волокна, по меньшей мере, некоторые из которых являются первыми волокнами, например: минеральными волокнами, полимерными волокнами, целлюлозными волокнами или другими волокнами, составляющими от 3 масс. % до 98 масс. % от общей массы исходных материалов; связующее в количестве от 1 масс. % до 30 масс. % от общей массы исходных материалов; наполнитель, например, антипирен, в количестве от 1 масс. % до 55 масс. % от общей массы исходных материалов; где композитный материал является по существу гомогенным и термофиксированным, и спрессованным до плотности в диапазоне от 120 кг/м3 до 1000 кг/м3.
Под словами «по существу гомогенный» следует понимать, что композитный материал является визуально гомогенным в масштабе, сравнимом с размерами наибольших дискретных ингредиентов, например, в 10 раз больших размера наибольшего зерна. При размере частицы, скажем, 1 мм (наибольший размер), при визуальном обследовании области площадью, например, 100 мм2,внешний вид других образцов смеси является (по существу) идентичным.
Композитный материал предпочтительно является гомогенным в такой степени, что вид под микроскопом области площадью, например, 1 мм2 других образцов смеси является (по существу) идентичным.
Вариант осуществления изобретения относится к композитному материалу, дополнительно содержащему вторые волокна из материала, отличающегося от материала первых волокон, например: минеральные волокна, полимерные волокна, целлюлозные волокна или другие типы волокон, в количестве от 3 масс. % до 80 масс. % от общей массы исходных материалов. Такие вторые волокна можно добавлять для обеспечения определенных свойств композитного материала или для улучшения способа изготовления, или для замены некоторых из первых волокон для снижения стоимости или для обеспечения определенных свойств композитного материала.
В варианте получения композитного материала, содержащего волокно, наполнителем является антипирен, содержащий тригидрат алюминия.
В варианте получения композитного материала, содержащего волокно, наполнителем является антипирен, содержащий гидроксид магния. В одном таком варианте осуществления антипирен содержит оба вещества: тригидрат алюминия и гидроксид магния.
В качестве альтернативного или дополнительного наполнителя могут быть также добавлены огнезащитные составы, например, полимеры, содержащие фосфор.
Наполнитель может обладать любой пригодной формой и любыми пригодными размерами. Согласно варианту осуществления наполнитель является зерненым материалом с размерами в диапазоне от 0,1 мм до 15,0 мм, предпочтительно от 0,5 мм до 10,0 мм, при использовании которого, как установлено, получается композитный материал, обладающий требуемыми характеристиками.
Установлено также, что композитные материалы согласно настоящему изобретению, благодаря их гомогенности можно механически обрабатывать так же, как древесину. Под словами «механически обрабатывать» следует понимать, что композитный материал можно механически обрабатывать на обычном деревообрабатывающем оборудовании, например, используя пилы и поперечно-строгальные станки, например: шпунтовальные станки, фрезерные станки для обработки поверхности и т.д.
Композитные материалы согласно изобретению имеют множество применений, преимущественно в качестве элементов зданий. В частности, продукты могут быть в виде панелей. В общем, продукты применяют в тех случаях, когда требуется механическая стабильность и равномерная отделка поверхности, а также важны изолирующие свойства. В некоторых случаях применения панели можно использовать в качестве звукоизоляционных и шумопоглощающих потолочных или стеновых панелей. В других случаях применения панели можно использовать в качестве изолирующей наружной облицовки зданий.
В варианте осуществления композитный материал, содержащий волокно, дополнительно содержит ворсовый покровный слой, по меньшей мере, на одной из поверхностей композитного материала. Ворсовый покровный слой может быть полотном из ткани или из нетканого ворсового материала или войлока из стекловолокна. С помощью такого ворсового покровного слоя может быть повышена целостность композитного материала и снижен риск повреждения поверхности композитного материала. Ворсовый покровный слой может быть приклеен к поверхности композитного материала после изготовления или может быть использован в качестве интегральной части во время изготовления продукта. Сырьевые материалы для изготовления композитного материала можно, например, аккумулировать непосредственно на ворсовом покровном слое, а затем термофиксировать и прессовать вместе с ворсовым покровным слоем, служащим в качестве несущего полотна во время изготовления. Таким образом, поверхность композитного материала может быть защищена во время изготовления.
Толщина панели предпочтительно составляет от 4 мм до 25 мм. В некоторых вариантах осуществления, особенно в тех случаях, когда панель используют в качестве облицовки здания, толщина панели предпочтительно составляет от 4 мм до 12 мм, более предпочтительно от 5 мм до 10 мм, а наиболее предпочтительно от 6 мм до 8 мм. В альтернативных вариантах осуществления, особенно в тех случаях, когда панель используют в качестве изоляционной стеновой или потолочной панели, толщина панели составляет предпочтительно от 12 мм до 25 мм, более предпочтительно от 15 мм до 23 мм, а наиболее предпочтительно от 18 мм до 21 мм.
Точное количество волокна, используемого согласно способу и присутствующего в композитном материале согласно изобретению, выбирают таким образом, чтобы поддерживать соответствующие прочностные и термоизоляционные свойства, в зависимости от предполагаемого применения. Тип волокна и количество волокна оказывают влияние на прочность и термоизоляционные свойства композитного материала. Следует отметить, что количество волокна измеряют в массовых процентах (масс. %) по практическим причинам, так как относительное количество волокна (количество волокна или объемное процентное содержание волокна) зависит от плотности волокна, а также зависит от плотности других материалов в составе композитного материала. При большом количестве волокна повышается прочность композитного материала, но снижаются термоизоляционные свойства. Это означает, что при нижнем пределе содержания волокна, составляющем 3 масс. %, получается в результате композитный материал, обладающий необыкновенно хорошими термоизоляционными свойствами и только адекватной прочностью, которые могут быть благоприятными для некоторых композитных материалов, где прочность менее важна. Если количество волокна небольшое, то может быть добавлено дополнительное количество связующего для повышения прочности.
Первые и/или вторые волокна могут быть не минеральными волокнами, например, полимерными волокнами или целлюлозными волокнами. Эти волокна обладают присущей им плотностью в диапазоне от 800 кг/м3до 1200 кг/м3, составляющей около одной трети плотности минеральных волокон (2800 кг/м3). Так как свойства готового композитного материала зависят от выбора волокон, то понятно, что механически прочные изоляционные композитные материалы могут быть изготовлены при более низких удельных количествах волокна, т.е. при количествах волокна в диапазонах от 3 масс. % до 80 масс. %, от 7 масс. % до 65 масс. %, от 15 масс. % до 50 масс. %, посредством замещения минерального волокна неминеральным волокном.
Альтернативные волокнистые материалы включают, например, арамидные волокна и полиэтиленовые волокна (ПЭ). Такие альтернативные волокна можно добавлять для получения более дорогого эффективного композитного материала или для дополнительного повышения прочности. ПЭ волокна становятся липкими при нагреве и, следовательно, служат в качестве дополнительного связующего.
Если прочность композитного материала особенно важна, то количество первых волокон и, в частности, минеральных волокон, может быть увеличено приблизительно до верхнего предела, составляющего 98 масс. %. Количество связующего также оказывает влияние на прочность композитного материала. Если прочность особенно важна, то количество связующего не должно быть меньше приблизительно 3 масс. %. Количество связующего зависит от типа связующего (например, сухого или жидкого), и обычно требуется меньшее количество связующего, если связующее жидкое. Для большинства применений пригодная композиция содержит первое волокно в количестве от 30 масс. % до 70 масс. % или от 40 масс. % до 70 масс. %, если волокна являются относительно тяжелыми волокнами, например, базальтовыми волокнами. Наиболее пригодное количество первых волокон составляет от 50 масс. % до 60 масс. %, особенно если волокна являются, например, базальтовыми волокнами. Если используют относительно легкие волокна в качестве первых волокон, например, целлюлозные волокна, то доля первых волокон может быть снижена, например, до одной трети. Следовательно, количество первого волокна может при этом составлять от 10 масс. % до 25 масс. % или от 14 масс. % до 25 масс. %, например, от 16 масс. % до 20 масс. %. Если добавляют вторые волокна, то количество первого волокна может быть снижено, как это рассмотрено выше.
Количество связующего также выбирают, принимая за основу требования по прочности и стоимости композитного материала, а также требования, касающиеся таких свойств, как, например, реакция на огонь и термоизоляционные свойства. При нижнем пределе, составляющем 1 масс. %, получают композитный материал с более низкой прочностью, которая, однако, адекватна для некоторых применений, и композитный материал обладает преимуществами, заключающимися в относительно низкой стоимости и в потенциально хороших термоизоляционных свойствах. В случаях применения, когда требуется высокая механическая прочность, следует использовать большее количество связующего, например, вплоть до высокого предела, составляющего 30 масс. %, но это приводит к повышению стоимости получаемого в результате продукта, и, кроме того, реакция на огонь часто бывает менее приемлемой, в зависимости от выбора связующего.
В вариантах осуществления, в которых первые волокна и/или вторые волокна являются минеральными волокнами, минеральные волокна (так же известные как искусственные стекловидные волокна или ИСВВ) могут быть любыми минеральными волокнами, включающими: стекловолокна, керамические волокна или базальтовые волокна, но предпочтительно используют базальтовые волокна. Базальтовое волокно обычно содержит оксид железа в количестве, составляющем, по меньшей мере, 3%, и щелочноземельные металлы (оксид кальция и оксид магния) в количестве, составляющем от 10% до 40%, вместе с другими обычными оксидными составляющими минеральной ваты. К ним относятся: кремнезем, глинозем, щелочные металлы (оксид натрия и оксид калия), которые обычно присутствует в малых количествах; и они могут также содержать оксид титана и другие оксиды в незначительных количествах. Диаметр волокна часто обычно составляет от 3 мкм до 20 мкм, в частности, от 5 мкм до 10 мкм.
В одном варианте осуществления минеральные волокна включают стекловолокна, предпочтительно в количестве до 20%, более предпочтительно до 15%, а наиболее предпочтительно до 10% от общей массы исходных материалов. Остальные минеральные волокна предпочтительно являются базальтовыми волокнами. Стекловолокна предпочтительно имеют длину от 10 мм до 50 мм, более предпочтительно от 15 мм до 40 мм, а наиболее предпочтительно от 20 мм до 30 мм. Эти стекловолокна служат для упрочнения композитных материалов.
В способе согласно изобретению первые волокна обеспечивают в виде аккумулированного настила, и способ включает этап подвергания аккумулированного настила волокна процессу распутывания. Распутанные волокна затем взвешивают в основном воздушном потоке.
Под термином «аккумулированный настил», при употреблении в данном описании, понимают настил, содержащий любые волокна (например, минеральные волокна), аккумулированные вместе на поверхности, т.е. больше не взвешенные в воздухе, например: гранулят, пучки волокон или повторно перерабатываемые отходы настила.
Аккумулированный настил может быть первичным настилом, сформированным посредством аккумулирования волокна на конвейерной ленте и полученным в качестве исходного материала, который не подвергался поперечной укладке и который не консолидировали каким-либо другим образом. Альтернативно аккумулированный настил может быть вторичным настилом, сформированным посредством поперечной укладки, или первичным настилом, консолидированным другим образом. Аккумулированный настил предпочтительно является первичным настилом.
Для подачи настила можно использовать питающий механизм. Питающий механизм может содержать группу приводных питающих валов. Настил может быть, например, зажат между питающими валами для его подачи питающими валами, для регулируемого продвижения настила к месту распутывания волокон.
В одном варианте осуществления процесс распутывания волокон включает подачу настила волокна (например, минерального волокна) от трубопровода с относительно более слабым воздушным потоком к трубопроводу с относительно более сильным воздушным потоком. В этом варианте осуществления распутывание волокон, как считают авторы, происходит потому, что волокна, поступающие в трубопровод с относительно более сильным воздушным потоком, сначала оттягиваются от последующих волокон в настиле. Этот тип распутывания волокон особенно эффективен для осуществления рыхления пучков волокон.
Скорость относительно более сильного воздушного потока составляет от 20 м/с до 150 м/с или от 30 м/с до 120 м/с. Более предпочтительно его скорость составляет от 40 м/с до 80 м/с, а наиболее предпочтительно от 50 м/с до 70 м/с. Относительно более сильный воздушный поток может быть отделен от основного воздушного потока, но обычно его подают в основной воздушный поток.
Разница скоростей между относительно более слабым воздушным потоком и относительно более сильным воздушным потоком предпочтительно составляет, по меньшей мере, 20 м/с, более предпочтительно, по меньшей мере, 40 м/с, а наиболее предпочтительно, по меньшей мере, 50 м/с.
Термин «воздушный поток», при употреблении в данном описании, следует понимать в широком смысле, чтобы он включал не только поток воздуха, содержащий газы в соотношениях, имеющих место в атмосфере Земли, но также поток любого пригодного газа или газов в любых пригодных соотношениях.
Согласно особенно предпочтительному варианту осуществления процесс распутывания волокон включает этап подачи аккумулированного настила, по меньшей мере, к одному валу, вращаемому вокруг его продольной оси и содержащему колки, выступающие от его окружной поверхности. В этом варианте осуществления вращаемым валом обычно также вносится вклад, по меньшей мере, частично, в относительно более сильный воздушный поток. Часто вращение вала является единственным источником относительно более сильного воздушного потока.
В некоторых вариантах осуществления используют, по меньшей мере, два вала. Эти валы могут действовать в тандеме, или последовательно.
Вал может иметь любые пригодные размеры, но в предпочтительном варианте осуществления вал имеет диаметр, определяемый по наиболее выступающим кончикам колков и составляющий от 20 см до 80 см или более предпочтительно от 30 см до 70 см. Даже более предпочтительно диаметр составляет от 40 см до 60 см, а наиболее предпочтительно от 45 см до 55 см.
Вал можно вращать с любой пригодной скоростью. В большинстве вариантов осуществления пригодная скорость вращения вала составляет от 500 об/мин до 5000 об/мин, предпочтительно от 1000 об/мин до 4000 об/мин, более предпочтительно от 1500 об/мин до 3500 об/мин, наиболее предпочтительно от 2000 об/мин до 3000 об/мин.
Размеры и скорость вращения вала можно выбирать для обеспечения заданной окружной скорости вала. В общем, при более высокой скорости более эффективно идет процесс распутывания волокон, хотя это зависит от типа настила используемых минеральных волокон и от точной формы вала. В большинстве вариантов осуществления целесообразно, чтобы наиболее выступающие кончики колков вала двигались со скоростью от 20 м/с до 150 м/с, предпочтительно - от 30 м/с до 120 м/с, более предпочтительно - от 40 м/с до 80 м/с, а наиболее предпочтительно - от 50 м/с до 70 м/с.
Колки могут быть постоянно закреплены на валу для обеспечения оптимального сопротивления износу и разрыву. Например, колки могут быть закреплены посредством приклеивания или приваривания колков в глухих отверстиях, выполненных в наружной периферии вала. Альтернативно колки могут быть заменяемыми. Это может быть осуществлено, например, посредством выполнения вала в виде полого цилиндра со сквозными отверстиями в цилиндрической стенке. Колки могут при этом содержать, например, головку, и их можно вставлять в отверстия с внутренней стороны сквозь стенку. Таким образом, колки можно заменять, если они сломались или изношены. Кроме того, если используют заменяемые колки, то можно изменять рисунок расположения колков. Таким образом, можно оптимизировать рисунок расположения колков для переработки различных типов материала, подлежащего распутыванию, например, рыхлую вату из минеральных волокон или аккумулированный настил минеральных волокон, пропитанный жидким связующим.
Вал предпочтительно расположен внутри по существу цилиндрической камеры. Камера снабжена впускным трубопроводом, по которому волокно (например, минеральное волокно) и (необязательно) связующее, и наполнитель подают к валу. Камера также снабжена выпуском, через который выводят распутанные волокна и (необязательно) связующее и наполнитель. Их предпочтительно выводят через выпуск в основной воздушный поток.
В предпочтительных вариантах осуществления волокно и (необязательно) связующее, и наполнитель подают к валу сверху. Также предпочтительно, чтобы распутанное минеральное волокно и (необязательно) связующее, и наполнитель сбрасывались с вала в боковом направлении с нижней части его окружной поверхности. В наиболее предпочтительном варианте осуществления волокно до сбрасывания переносят валом приблизительно на 180°.
Вал предпочтительно занимает большую часть камеры. Кончики колков предпочтительно отстоят от изогнутой стенки по существу цилиндрической камеры меньше чем на 10 см, более предпочтительно меньше чем на 7 см, а наиболее предпочтительно меньше чем на 4 см. Этим достигают того, что воздушный поток, создаваемый валом, является более сильным, и осуществляется более тщательное распутывание волокон воздушным потоком и самими колками.
Волокно подают к валу предпочтительно сверху.
Распутанные волокна обычно сбрасывают с вала в основной воздушный поток. В некоторых вариантах осуществления вал вносит свой вклад в основной воздушный поток. В других вариантах осуществления вал является единственным источником основного воздушного потока.
Вторые волокна, при их использовании, можно добавлять в любом пригодном месте технологического процесса. В предпочтительном варианте осуществления вторые волокна вводят в основной воздушный поток. Этим обеспечивают возможность тщательного смешивания вторых волокон с первыми волокнами и связующим, если он также находится во взвешенном состоянии в основном воздушном потоке. Вторые волокна предпочтительно подвергают процессу распутывания волокон вместе с первыми волокнами для дополнительного улучшенного смешивания.
Согласно изобретению волокна взвешивают в основном воздушном потоке. Преимущество взвешивания волокон в воздушном потоке заключается в том, что при этом могут быть отсеяны нежелательные частицы или комки. Такими частицами являются, например, шарики из волокон и комки волокон, например, помимо прочего, тяжелые сгустки ваты, не разрыхленные надлежащим образом до отдельных волокон, например, так называемые «жвачки».
Основной воздушный поток обычно не свободен от турбулентности. В предпочтительных вариантах осуществления имеет место значительная турбулентность в основном воздушном потоке, так как это способствует рыхлению пучков волокон, и благодаря этому может быть повышено отсеивание нежелательных частиц и комков. Согласно настоящему изобретению скорость основного воздушного потока около его источника предпочтительно составляет от 20 м/с до 150 м/с, более предпочтительно от 30 м/с до 120 м/с, даже еще более предпочтительно от 40 м/с до 80 м/с, а наиболее предпочтительно от 50 м/с до 70 м/с.
Основной воздушный поток предпочтительно подают в отсеивающую камеру. В отсеивающей камере благодаря турбулентности основного воздушного потока обеспечивается возможность отсеивания уплотненных частиц в нижнюю часть камеры и улучшается рыхление пучков волокон.
Для осуществления тщательного просеивания волокна, предпочтительно придать аппарату такую конфигурацию, чтобы среднее время пребывания волокна внутри отсеивающей камеры составляло, по меньшей мере, 0,5 с, более предпочтительно, по меньшей мере, 2 с или даже, по меньшей мере, 3 с.
Однако обычно нет необходимости в том, чтобы среднее время пребывания волокон внутри отсеивающей камеры было больше 10 с. Более целесообразно, чтобы среднее время пребывания было меньше 7 с, а наиболее целесообразно, чтобы среднее время пребывания было меньше 5 с.
Температура окружающей среды внутри отсеивающей камеры, при ее использовании, составляет обычно от 20°C до 100°C, более целесообразно от 30°C до 70°C. Температура может зависеть от температуры наружного воздуха, т.е. может быть низкой зимой и высокой летом. Повышенные температуры до 100°C можно использовать для обеспечения предварительной термофиксации связующего в отсеивающей камере.
В специальных вариантах осуществления связующим является материал, который, при определенных условиях, высыхает, затвердевает или термофиксируется. Для удобства эти и подобные процессы называют в данном описании «термофиксацией». Предпочтительно эти процессы «термофиксации» являются необратимыми, и в результате получается связанный композитный материал.
Можно использовать неорганические, а также органические связующие. Органические связующие являются предпочтительными. Кроме того, можно использовать сухие связующие, а также мокрые связующие. Специальные примеры связующих материалов включают (но их состав не ограничен данным перечнем): фенолформальдегидное связующее, мочевиноформальдегидное связующее, фенолмочевиноформальдегидное связующее, меламинформальдегидное связующее, конденсационные смолы, акрилаты и другие латексные композиции, эпоксидные полимеры, силикат натрия, расплавы полиуретана, полиэтиленов, полипропилена и политетрафторэтилена и т.д.
В варианте осуществления используют сухое связующее. Можно использовать любое пригодное сухое связующее, но предпочтительно использовать фенолформальдегидное связующее, так как этот тип связующего легко доступен и обладает подтвержденной эффективностью. Преимуществом использования сухого связующего может быть то, что в некоторых случаях облегчается процесс смешивания и, кроме того, потребность в техническом обслуживании оборудования является небольшой. Кроме того, связующее является относительно стабильным и хорошо сохраняется.
Согласно альтернативному варианту осуществления используют мокрое связующее. Мокрые связующие обладают преимуществом, заключающимся в низкой стоимости в сравнении с сухими связующими, и часто можно уменьшить расход связующего, используя мокрое связующее, в сравнении с расходом сухих связующих. Уменьшение количества связующего дополнительно ведет к лучшей реакции композитного материала на огонь. Можно использовать любое, пригодное, мокрое связующее, но предпочтительно использовать фенолформальдегидное связующее, так как этот тип связующего легко доступен и обладает подтвержденной эффективностью.
Связующее можно смешивать с минеральным волокном до, во время или после процесса распутывания волокон. В некоторых вариантах осуществления, особенно в тех случаях, когда связующее является мокрым, предпочтительно смешивать связующее с волокном до процесса распутывания волокон. В частности, волокно может быть в виде нетермофиксированного аккумулированного настила, содержащего мокрое связующее. Наполнитель может уже присутствовать вместе с волокном при добавлении связующего, или наполнитель можно добавлять позже. В одном варианте осуществления наполнитель и связующее добавляют вместе. В некоторых вариантах осуществления, особенно в тех случаях, когда связующее является мокрым, предпочтительно смешивать связующее с волокном до процесса распутывания волокон. В частности, волокно может быть в виде нетермофиксированного аккумулированного настила, содержащего мокрое связующее.
При использовании сухого связующего его можно, например, предварительно смешивать с аккумулированным настилом минеральных волокон до процесса распутывания волокон. Дополнительное смешивание можно производить во время и после процесса распутывания волокон. Альтернативно сухое связующее можно вводить в основной воздушный поток отдельно и в смешанном в основном воздушном потоке виде.
Волокно (например, минеральное волокно), связующее и наполнитель, когда они находятся во взвешенном состоянии в основном воздушном потоке, в некоторых вариантах осуществления подвергают воздействию дополнительного воздушного потока, движущегося в направлении, отличающемся от направления движения основного воздушного потока. Этим способствуют генерированию дополнительной турбулентности в основном воздушном потоке, чем способствуют смешиванию, отсеиванию и рыхлению пучков волокон. Обычно основной воздушный поток движется, в общем, в поперечном направлении, а дополнительный воздушный поток обычно направляют вверх. В некоторых вариантах осуществления обеспечивают множество дополнительных воздушных потоков.
Дополнительный воздушный поток предпочтительно движется со скоростью от 1 м/с до 20 м/с, более предпочтительно от 1 м/с до 13 м/с, даже более предпочтительно от 2 м/с до 9 м/с, а наиболее предпочтительно от 3 м/с до 7 м/с.
Смесь волокна, связующего и наполнителя отделяют от основного воздушного потока, используя любые пригодные средства. В одном варианте осуществления основной воздушный поток направляют в верхнюю часть циклона, открытого снизу, и смесь выходит из нижнего конца циклона.
В альтернативном варианте осуществления основной воздушный поток пропускают через перфорированную поверхность, на которой осаждается смесь, тогда как воздушный поток проходит сквозь эту поверхность.
Смесь волокна, связующего и наполнителя предпочтительно подвергают дополнительному процессу распутывания волокон после того, как смесь взвешивают в основном воздушном потоке, но до прессования и термофиксации смеси.
Дополнительный процесс распутывания волокон может обладать любыми предпочтительными признаками процесса распутывания волокон, описанными ранее.
Согласно особенно предпочтительному способу смесь волокна, связующего и наполнителя отделяют от основного воздушного потока, предпочтительно в циклоне, и подают к вращаемому валу с колками, выступающими от его окружной поверхности. Вал дополнительных средств для распутывания волокон может обладать любыми признаками, описанными выше и касающимися вала, к которому можно первоначально подавать аккумулированный настил.
Смесь волокна, связующего и наполнителя предпочтительно выводят из дополнительного процесса распутывания волокон в формирующую камеру.
После осуществления дополнительного процесса распутывания волокон смесь волокна, связующего и наполнителя аккумулируют, прессуют и термофиксируют. Смесь предпочтительно аккумулируют на перфорированной конвейерной ленте, под которой расположены отсасывающие средства.
Согласно предпочтительному способу в соответствии с изобретением аккумулированную смесь связующего, волокна и наполнителя фрезеруют до термофиксации и прессования.
Способ можно осуществлять как партионный процесс, однако согласно варианту осуществления способа его осуществляют на линии изготовления минеральной ваты, подавая первичный или вторичный настил минеральной ваты в процесс отделения волокна, при использовании которого достигается особенно существенная экономическая эффективность и универсальность при получении композитных материалов, обладающих пригодными механическими свойствами и термоизоляционными свойствами в широком диапазоне плотностей.
Согласно специальному варианту осуществления способ осуществляют как непрерывный технологический процесс на линии для изготовления минеральной ваты.
После аккумулирования смеси волокна, связующего и наполнителя ее прессуют и термофиксируют для изготовления композитного материала требуемой плотности.
Давление, температуру и время выдерживания для термофиксации и прессования зависят, помимо прочего, от типа используемого связующего. Примеры температуры и времени выдерживания, использовавшиеся в предварительных испытаниях, представлены ниже.
Следует отметить, что любые из предпочтительных признаков готового продукта, описанные в отношении способа, применимы в равной степени к композитному материалу согласно изобретению, где они существенны.
Изобретение также относится к аппарату, пригодному для осуществления способа согласно изобретению, содержащему: средства для подачи волокна, для организации подачи волокна, взвешенного в воздухе; средства для подачи связующего, для введения связующего в волокно; первый коллектор, предназначенный для приема волокна от средств для подачи волокна; отсасывающие средства для отсасывания воздуха сквозь коллектор и для аккумулирования, таким образом, волокна на коллекторе в виде настила; аппарат для распутывания волокон, для распутывания настила, для получения распутанных волокон; средства для подачи настила для введения настила в аппарат для распутывания волокон; средства для подачи наполнителя; средства для подачи воздуха для подачи основного воздушного потока, для взвешивания в нем распутанных волокон; второй коллектор для аккумулирования распутанных волокон, наполнителя и связующего; пресс для прессования аккумулированного волокна, наполнителя и связующего.
Средства для подачи волокна могут быть любыми рыхлительными или транспортирующими средствами для подачи волокна в аппарат.
Альтернативно или дополнительно средства для подачи волокна могут содержать аппарат для формования минеральных волокон. Аппарат для формования минеральных волокон может быть любым аппаратом, пригодным для этой цели, например, каскадным прядильным устройством или прядильной кружкой. В предпочтительных вариантах осуществления аппарата аппарат для формования минеральных волокон является каскадным прядильным устройством. В каждом случае подают расплав минеральных веществ и формуют волокно, используя центробежное действие аппарата.
Используя средства для подачи связующего, связующее подают в волокно (например, минеральное волокно). Эти средства могут быть расположены в любом месте до второго коллектора, но предпочтительно их располагают между аппаратом для формования волокна и первым коллектором. В другом варианте осуществления средства для подачи связующего расположены между первым коллектором и вторым коллектором. В другом предпочтительном варианте осуществления средства для подачи связующего расположены между первым коллектором и средствами для распутывания волокон.
Средства для подачи связующего могут быть приспособлены к подаче мокрого связующего или для подачи сухого связующего.
Первый коллектор выполнен предпочтительно в виде непрерывно действующей первой конвейерной ленты. Лента является проницаемой для воздуха. На ленте из волокна формируют первичный настил. Отсасывающие средства расположены под первым коллектором для обеспечения воздушного потока, просасываемого сквозь коллектор.
Аппарат может (необязательно) содержать средства для обработки первичного настила любым способом, известным специалисту в данной области. Например, аппарат может содержать качающийся транспортер для поперечной укладки первичного настила на дополнительную непрерывно действующую конвейерную ленту для формирования вторичного настила из минерального волокна.
В предпочтительном варианте осуществления первый коллектор выполнен в виде конвейерной ленты, ведущей к впускному трубопроводу. Впускное устройство может содержать транспортирующие валы на его верхнем краю для способствования продвижению волокна (например, минерального волокна) через впускной трубопровод.
Между первым коллектором и аппаратом для распутывания волокон, в некоторых вариантах осуществления, расположен по существу вертикальный трубопровод. Часто по существу вертикальный трубопровод является более узким в его нижнем конце, чем в его верхнем конце.
Аппарат содержит средства для распутывания волокна для распутывания первичного или вторичного настила, для получения распутанных волокон. В одном варианте осуществления аппарат для распутывания волокон содержит первый трубопровод для транспортирования первичного или вторичного настила и второй трубопровод, присоединенный к первому трубопроводу. В этом варианте осуществления аппарат для распутывания волокон содержит средства для подачи воздушного потока во второй трубопровод с более высокой скоростью, чем в первом трубопроводе.
В частности, средства для распутывания волокна могут быть выполнены в виде вала, описанного выше со ссылкой на способ согласно изобретению. Вариант осуществления вала более подробно описан ниже со ссылкой на чертеж.
Для аппарата согласно изобретению также требуются средства для подачи воздуха для подачи основного воздушного потока. Эти средства для подачи воздуха могут быть выполнены как часть аппарата для распутывания волокон. Например, средства для подачи воздушного потока во второй трубопровод с более высокой скоростью, чем в первом трубопроводе, могут также быть средствами для подачи основного воздушного потока.
Возможно также, чтобы сам вал служил средством для генерирования основного воздушного потока, когда с его помощью создают поток распутанных минеральных волокон, взвешенных в воздушном потоке.
Согласно варианту осуществления аппарат дополнительно содержит средства для подачи необязательных вторых волокон. Эти средства для подачи могут быть расположены в любом пригодном месте до пресса. В предпочтительном варианте осуществления средства для подачи необязательных вторых волокон предназначены для подачи вторых волокон до аппарата для распутывания волокон. В другом предпочтительном варианте осуществления средства для подачи необязательных вторых волокон предназначены для подачи вторых волокон в основной воздушный поток.
Согласно варианту осуществления аппарат может содержать дополнительный аппарат для распутывания волокон, предназначенный для приема смеси компонентов.
Аппарат согласно изобретению содержит средства для подачи наполнителя. Средства для подачи наполнителя могут быть предназначены для подачи наполнителя в основной воздушный поток. Альтернативно средства для подачи наполнителя могут быть предназначены для добавления наполнителя в волокно до средств для распутывания волокон. При использовании этих вариантов осуществления производят наиболее эффективное смешивание наполнителя с другими компонентами.
Один вариант осуществления средств для подачи наполнителя содержит бункер, содержащий по существу цилиндрический элемент, плотно прикрепленный к отверстию в нижнем конце бункера. Цилиндрический элемент содержит спиральную канавку, прорезанную в его поверхности, и его можно вращать вокруг неподвижной оси в отверстии бункера. При использовании наполнитель подают в бункер, и наполнитель падает в канавку в цилиндрическом элементе. Вращая цилиндрический элемент, наполнитель дозированно подают из спиральной канавки в аппарат с равномерным расходом. В одном специальном варианте осуществления этих средств для подачи наполнителя спиральная канавка разделена на отделения вдоль ее длины. Этим можно снизить тенденцию наполнителя к выпадению из бункера в результате скольжения вдоль канавки.
Могут присутствовать средства для подачи дополнительного воздушного потока, для подачи дополнительного воздушного потока в основной воздушный поток.
Аппарат согласно изобретению предпочтительно содержит отсеивающую камеру, описанную со ссылкой на способ согласно изобретению. Средства для подачи дополнительного воздушного потока, если они присутствуют, предпочтительно располагают у нижнего конца отсеивающей камеры и выполняют таким образом, чтобы подавать в отсеивающую камеру поток воздуха, направленный вверх. Средства для подачи основного воздушного потока предпочтительно расположены с боковой стороны отсеивающей камеры и предназначены для подачи воздушного потока в поперечном направлении камеры.
Средства для подачи дополнительного воздушного потока, если они присутствуют, могут содержать сетку, расположенную поверх отверстия этих средств, для предотвращения попадания твердых материалов.
В нижнем конце отсеивающей камеры предпочтительно имеется выпускное отверстие, в которое падают тяжелые гранулы или комки волокон.
В предпочтительных вариантах осуществления волокно, связующее и наполнитель подают вместе во взвешенном в основном воздушном потоке состоянии с одной стороны в отсеивающую камеру. На смесь воздействуют воздушным потоком, направленным вверх, и дополнительно смешивают с помощью дополнительных средств для подачи воздуха, расположенных у нижнего конца камеры. Затем смесь выводят из отсеивающей камеры через выпускной трубопровод, расположенный у верхнего конца отсеивающей камеры.
Выпускной трубопровод ведет, в конце концов, ко второму коллектору. Коллектор может быть выполнен в виде перфорированной ленты, под которой расположены отсасывающие средства.
Альтернативно аккумулирующие средства могут содержать циклон, пригодный для отделения смеси минеральных волокон, связующего и наполнителя от основного воздушного потока. В этом варианте осуществления циклон содержит отверстие в его нижнем конце, через которое смесь эжектируют, в то время как воздушный поток отводят через трубопровод в верхнем конце циклона. Циклон имеет больший диаметр в его верхнем конце, чем в его нижнем конце.
В одном варианте осуществления смесь эжектируют из циклона на конвейерную ленту.
Предпочтительно используют дополнительный аппарат для распутывания волокон, предназначенный для приема смеси волокон, связующего и наполнителя. Дополнительный аппарат для распутывания волокон может обладать любыми предпочтительными признаками, описанными со ссылками на аппарат для распутывания волокон, для распутывания аккумулированного настила волокна.
Дополнительный аппарат для распутывания волокон предпочтительно предназначен для приема смеси волокна, связующего и наполнителя, выпускаемой из отверстия в нижнем конце циклона.
Предпочтительно имеется формирующая камера, предназначенная для приема волокна от дополнительного аппарата для распутывания волокон. Формирующая камера предпочтительно содержит перфорированную конвейерную ленту для аккумулирования смеси волокон, связующего и наполнителя.
Предпочтительно используют фрезерующие средства до пресса. Аппарат может быть выполнен с возможностью повторной переработки сфрезерованного материала.
Каждый из аппаратов согласно настоящему изобретению содержит пресс для прессования и термофиксации аккумулированной смеси минеральных волокон, связующего и наполнителя. Пресс пригоден для прессования композитного материала до плотности от 120 кг/м3 до 1000 кг/м3. Обычно пресс приспособлен к нагреву композитного материала для термофиксации связующего.
Любые из предпочтительных признаков, описанных со ссылками на способ согласно изобретению, применимы в равной степени к аппарату. Аналогичным образом, любые из признаков аппарата, раскрытые выше, применимы в равной степени к способу согласно изобретению.
Ниже изобретение описано в виде примера и со ссылками на чертежи, на которых изображено:
на фиг. 1 - схематически аппарат для отделения волокна и смешивания сырьевых материалов;
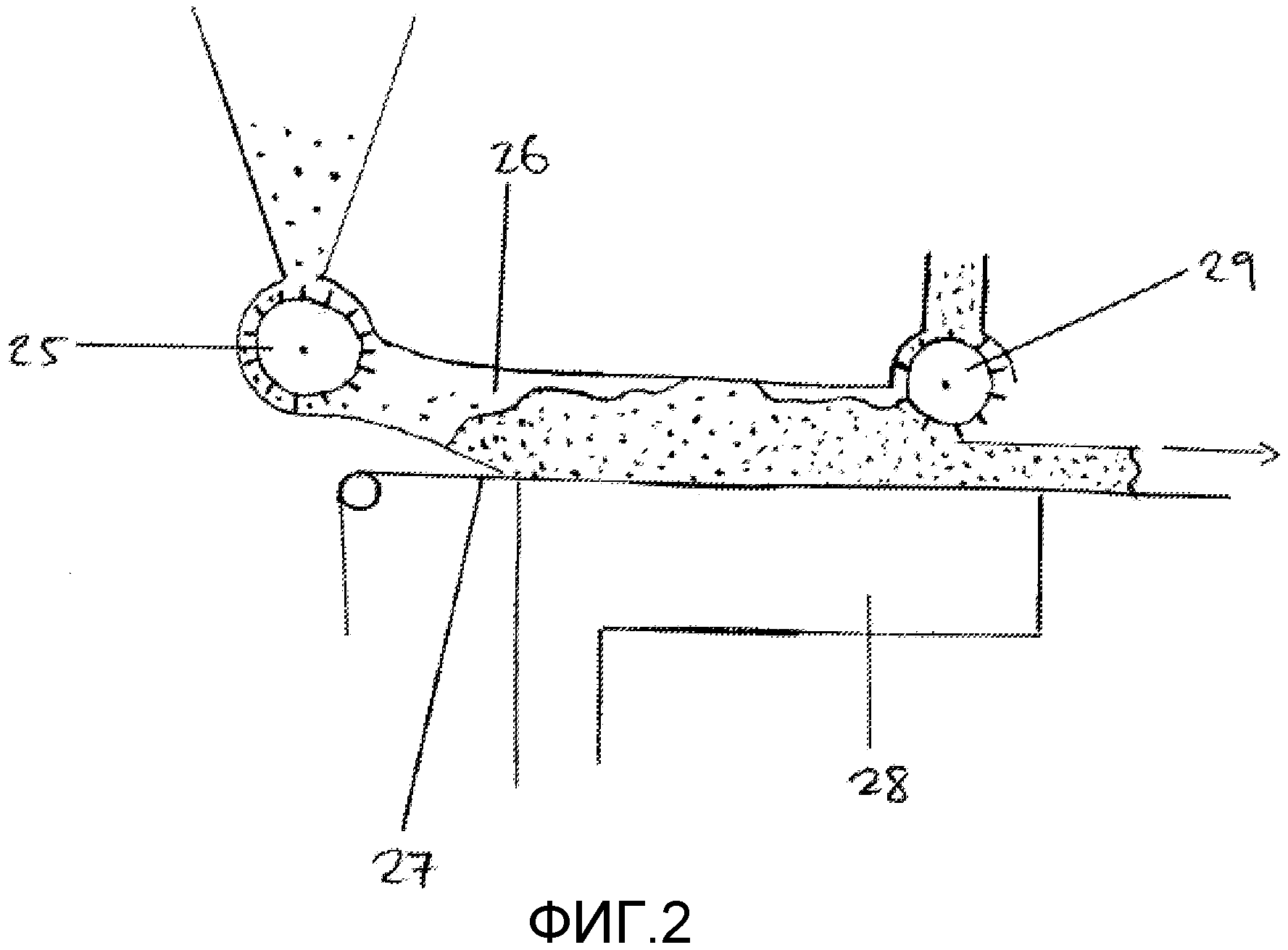
на фиг. 2 - схематически дополнительный аппарат для распутывания волокон, описанный выше.
Аппарат, пригодный для осуществления способа согласно настоящему изобретению представлен <схематически> на фиг. 1, где: аппарат для формования волокна и коллектор выполнены с возможностью транспортирования настила из минерального волокна к впускному трубопроводу 1; средства для подачи связующего выполнены с возможностью подачи связующего в минеральное волокно во впускном трубопроводе; причем показанный аппарат может также составлять часть нового аппарата согласно изобретению.
Средства для подачи вторых волокон (не показаны) могут также быть обеспечены для подачи вторых волокон во впускной трубопровод 1. Средства для подачи наполнителя также обеспечены (не показаны) для подачи наполнителя, например, во впускной трубопровод 1.
Аппарат содержит впускной трубопровод 1 для подачи исходных материалов, например: связующего, минеральных волокон и наполнителя; а аппарат для подачи специальных сырьевых материалов может содержать измельчитель (не показан) у впускного трубопровода 1, по меньшей мере, для частичного разрезания объемного материала. Около нижнего края впускного трубопровода расположен транспортер 2, которым транспортируют исходные материалы через впускной трубопровод 1. Около верхнего края впускного трубопровода расположены транспортирующие валы 3, способствующие подаче исходных материалов через впускной трубопровод 1. Около конца впускного трубопровода 1 расположена первая группа отстоящих друг от друга продолговатых элементов 4, проходящих поперек конца впускного трубопровода 1. Эти элементы служат для разбивания более крупных кусков исходных материалов, например, настила из минерального волокна. В некоторых вариантах осуществления продолговатые элементы 4 выполнены в виде вращаемых щеток, которыми протягивают исходные материалы между ними при их вращении.
Исходные материалы, пропущенные через конец впускного трубопровода, затем падают вниз в по существу вертикальный трубопровод 5. В показанном варианте осуществления вторая группа отстоящих друг от друга продолговатых элементов 6 проходит поперек верхнего конца трубопровода. Вторая группа продолговатых элементов обычно более близко разнесены друг от друга, чем первые. В показанном варианте осуществления вторую группу продолговатых элементов вращают таким образом, чтобы обеспечивалась возможность прохода достаточно маленьких кусков настила из минерального волокна между ними и возможность отвода более крупных кусков через трубопровод 7 для повторной переработки исходного материала.
Вертикальный трубопровод 5 обычно сужен у его нижнего конца. В показанном варианте осуществления нижний конец вертикального трубопровода содержит впуск 8 в по существу цилиндрическую камеру 9. Как показано на чертеже, впуск 8 расположен в верхней части по существу цилиндрической камеры 9. При использовании исходные материалы пропускают через вертикальный трубопровод 5 и через впуск 8 в цилиндрическую камеру 9.
В альтернативном варианте осуществления вертикальный трубопровод 5 исключен. Вместо него обеспечен питающий механизм для подачи настила волокна непосредственно в цилиндрическую камеру 9. Питающий механизм может, например, содержать конвейерную ленту и (необязательно) один или большее число питающих валов, установленных для регулирования продвижения и направления настила в цилиндрическую камеру 9.
В цилиндрической камере 9 размещен вал 10 с колками 11, выступающими от его окружной поверхности 12. Вал 10, показанный на фиг. 1, вращают против часовой стрелки, как это показано на чертеже, таким образом, чтобы исходные материалы переносились от впуска 8 вокруг левой стороны вала 10, как показано на чертеже, и сбрасывались в боковом направлении в основной воздушный поток в отсеивающую камеру 14. Цилиндрическая камера 9 и вал 10 вместе составляют средства для распутывания волокон.
Колки могут быть постоянно закреплены на валу для обеспечения оптимального сопротивления износу и разрыву. Например, колки могут быть закреплены посредством приклеивания или приваривания колков в глухих отверстиях, выполненных в наружной периферии вала. Альтернативно колки могут быть заменяемыми. Это может быть осуществлено, например, посредством выполнения вала в виде полого цилиндра со сквозными отверстиями в цилиндрической стенке. Колки могут при этом содержать, например, головку, и их можно вставлять в отверстия с внутренней стороны сквозь стенку. Таким образом, колки можно заменять, если они сломались или изношены. Кроме того, если используют заменяемые колки, то можно изменять рисунок расположения колков. Таким образом, можно оптимизировать рисунок расположения колков для переработки различных типов материала, подлежащего распутыванию, например, рыхлую вату из минеральных волокон или аккумулированный настил минеральных волокон, пропитанный жидким связующим.
В показанном варианте осуществления основной воздушный поток создают посредством вращения вала 10 внутри цилиндрической камеры 9 и особенно посредством движения колков 11 и исходного материала через пространство между окружной поверхностью вала и изогнутой стенкой 13 цилиндрической камеры 9.
Отсеивающая камера 14, показанная на фиг. 1, содержит выпускное отверстие 16 и средства 15 для подачи дополнительного воздушного потока. Средства 15 для подачи дополнительного воздушного потока содержат отверстия, через которые подают дополнительный воздушный поток. Сетки 17 расположены на отверстиях средств 15 для подачи дополнительного воздушного потока. Этими сетками обеспечивают возможность подачи дополнительного воздушного потока, проходящего через них в отсеивающую камеру 14, и они предназначены для предотвращения попадания материалов в средства для подачи воздушного потока. Показанными средствами 15 для подачи дополнительного воздушного потока направляют дополнительный воздушный поток вверх в отсеивающую камеру 14.
Дополнительный воздушный поток встречается с основным воздушным потоком, содержащим распутанные волокна, в отсеивающей камере. Дополнительный воздушный поток оказывает воздействие, заключающееся в том, что он несет смесь распутанных волокон, связующего и наполнителя вверх внутри отсеивающей камеры 14. Некоторые более уплотненные волокна и шарики минерального материала не поднимаются вверх в отсеивающей камере, а падают вниз и проходят через выпускное отверстие 16.
Требуемую смесь распутанных волокон и связующего переносят в верхнюю часть отсеивающей камеры 14, где расположен отводящий трубопровод 18 для транспортирования смеси из отсеивающей камеры 14. Первый трубопровод 19 для повторного использования воздуха присоединен к отводящему трубопроводу 18, и по нему подают некоторое количество повторно используемого воздуха из отводящего трубопровода 18 обратно в дополнительные средства 15 для подачи воздуха.
Отводящий трубопровод ведет к циклону 20. Циклон 20 содержит второй трубопровод 22 для повторного использования воздуха, ведущий от его верхнего конца к дополнительным средствам 15 для подачи воздуха. Ко второму трубопроводу для повторного использования воздуха присоединен фильтр 21. При использовании с помощью фильтра 21 удаляют любые побочные минеральные волокна и связующие из второго трубопровода 22 для повторного использования воздуха. Так как воздух удаляют из верхнего конца циклона 20, смесь распутанных волокон, связующего и наполнителя падает через выпуск 23 циклона в нижнем конце циклона 20.
Коллектор 24 расположен под выпуском 23 циклона. В показанном варианте осуществления коллектор 24 выполнен в виде транспортера, на котором транспортируют аккумулированные волокна и связующее к аппарату (не показан) для прессования и термофиксации.
На фиг. 2 показан вариант осуществления дополнительного аппарата для распутывания волокон, который можно (необязательно) использовать согласно способу. Дополнительный аппарат для распутывания волокон может быть расположен вместо коллектора 24, показанного на фиг. 1. Показанный дополнительный аппарат для распутывания волокон содержит вал 25, являющийся таким же по конструкции, как вал 10. Смесь компонентов подают к валу 25 сверху и сбрасывают в формирующую камеру 26. Формирующая камера 26 в ее нижнем конце содержит перфорированную конвейерную ленту 27, под которой расположены отсасывающие средства 28. Фрезерующий вал 29 установлен для фрезерования верхней стороны настила смеси для получения ровной поверхности. Сфрезерованный материал можно затем повторно перерабатывать.
На перфорированной конвейерной ленте 27 смесь транспортируют к прессу (не показан).
Реферат
Способ изготовления элемента, содержащего волокно, включающий этапы: обеспечение волокон, по меньшей мере, некоторые из которых являются первыми волокнами, например: минеральными волокнами, полимерными волокнами, целлюлозными волокнами или другими типами волокон, в количестве от 3 масс. % до 98 масс. % от общей массы исходных материалов в виде аккумулированного настила; обеспечение связующего в количестве от 1 масс. % до 30 масс. % от общей массы исходных материалов; подвергание аккумулированного настила волокон процессу распутывания волокон; взвешивание волокон в основном воздушном потоке; смешивание связующего с волокном до, во время или после процесса распутывания волокон; обеспечение наполнителя, например, антипирена, в количестве от 1 масс. % до 55 масс. % от общей массы исходных материалов; добавление наполнителя на любом пригодном этапе осуществления способа, например, до, во время или после процесса распутывания волокон; аккумулирование смеси волокон, наполнителя и связующего и прессование, и термофиксацию смеси для получения консолидированного композитного материала плотностью от 120 кг/мдо 1000 кг/м. При использовании данного способа могут быть изготовлены гомогенные композитные материалы. 3 н. и 8 з.п. ф-лы, 2 ил.
Формула
- обеспечение волокон, по меньшей мере, некоторые из которых являются первыми волокнами, например: минеральными волокнами, полимерными волокнами, целлюлозными волокнами или другими типами волокон, в количестве от 3 масс.% до 98 масс.% от общей массы исходных материалов, в виде аккумулированного настила;
- обеспечение связующего в количестве от 1 масс.% до 30 масс.% от общей массы исходных материалов;
- подвергание аккумулированного настила волокон процессу распутывания волокон;
- взвешивание волокон в основном воздушном потоке;
- смешивание связующего с волокном до, во время или после процесса распутывания волокон;
- обеспечение наполнителя, например, антипирена, в количестве от 1 масс.% до 55 масс.% от общей массы исходных материалов;
- добавление наполнителя на любом пригодном этапе осуществления способа, например, до, во время или после процесса распутывания волокон;
- аккумулирование смеси волокон, наполнителя и связующего, и прессование, и термофиксацию смеси для получения консолидированного композитного материала плотностью от 120 кг/м3 до 1000 кг/м3.
- средства для подачи волокон для организации подачи волокон, взвешенных в воздухе;
- средства для подачи связующего для введения связующего в волокно;
- первый коллектор, выполненный с возможностью приема волокон от средств для подачи волокон;
- отсасывающие средства для организации отсоса воздуха сквозь коллектор и для аккумулирования, таким образом, волокон на коллекторе в виде настила;
- аппарат для распутывания волокон для распутывания настила, для получения распутанных волокон;
- средства для подачи настила для подачи настила в аппарат для распутывания волокон;
- средства для подачи наполнителя;
- средства для подачи воздуха для обеспечения основного воздушного потока, для взвешивания в нем распутанных волокон;
- второй коллектор для аккумулирования распутанных волокон, наполнителя и связующего;
- пресс для прессования аккумулированных волокон, наполнителя и связующего.
Комментарии