Способ, обеспечивающий возможность замены органов резания - RU2387601C2
Код документа: RU2387601C2
Чертежи






Описание
Предлагаемое изобретение относится к области изготовления резаных нитей технического применения, в частности нитей из термопластического материала, например, стеклянных нитей.
Более конкретно, предлагаемое изобретение относится к способу, обеспечивающему возможность осуществления операции технического обслуживания, например операции замены органов резания, органов очистки или любой другой операции, которая должна быть реализована без нарушения непрерывности процесса производства, а также к устройству, позволяющему осуществить этот способ.
В контексте предлагаемого изобретения определение "без нарушения непрерывности процесса производства" обозначает фазу производства, на протяжении которой фильеры производят элементарные волокна, которые направляются в резальную машину (а не превращаются в отходы), однако, на протяжении этой фазы резальная машина, в случае необходимости, может производить резаные волокна, непригодные для их последующего коммерческого использования в качестве конечного продукта.
Известны многочисленные устройства, способные реализовать такое производство. Системы подобного рода обычно имеют в своем составе по меньшей мере одну фильеру, из которой вытягиваются стеклянные нити, которые затем подводятся в устройство резания, образованное, например, опорным цилиндром или наковальней, который взаимодействует с режущим цилиндром, оборудованным лезвиями, равномерно распределенными на его периферийной поверхности.
Этот режущий цилиндр располагается с возможностью его вхождения в контакт с определенным давлением с окружной поверхностью опорного цилиндра, определяя таким образом зону резания. В процессе выполнения операции резания стеклянных волокон режущее колесо после определенного времени эксплуатации достигает такого уровня износа, при котором качество резаных нитей перестает соответствовать производственным требованиям, в результате чего возникает необходимость выполнить замену этого режущего колеса.
Таким образом, регулярно приходится останавливать производственный процесс на фильерах для того, чтобы осуществить операцию технического обслуживания, состоящую, например, в замене изношенных режущих колес.
Эти остановки производственного процесса приводят к потере производительности по меньшей мере по двум причинам: на протяжении фазы замены органов резания на резальной машине все произведенное количество элементарных волокон направляется в отходы, и в том случае, когда эта операция технического обслуживания уже выполнена, для восстановления номинального производства резаных нитей необходимо подготовить одну за другой каждую фильеру и осуществить операцию повторного запуска для каждой фильеры. При этом фазу повторного запуска определяют как операцию, которая состоит в повторном установлении непрерывности пряди элементарных волокон между фильерой и устройством резания.
Первое техническое решение, имеющее задачей снизить потери производительности, состоит в объединении с одной фильерой или с некоторым уменьшенным количеством фильер по меньшей мере одной резальной машины. Такое техническое решение обеспечивает некоторое, ограниченное, производство резаных нитей с использованием резальных машин, остающихся действующими в период выполнения технического обслуживания, которое осуществляется на одной из резальных машин: вместе с тем это техническое решение оказывается ограниченным в его габаритных размерах. Объединение резальной машины с фильерой требует наличия в окрестности этих фильер свободного пространства, достаточного для реализации операций технического обслуживания и для повторного запуска нити, осуществляемого пользователем. Кроме того, следует отметить, что прогнозируемое увеличение коэффициента полезного действия производства (практический выход) ограничивает введение дополнительной резальной машины (проблема физической интеграции в существующую технологическую линию).
Второе техническое решение состоит в использовании так называемых резальных машин "с двойной головкой". Такое техническое решение описано, например, в патентном документе ЕР 0849381 и состоит в рассмотрении использования на одной и той же резальной машине двух производственных головок, чередующимся образом либо участвующих в производстве, либо проходящих техническое обслуживание. Преимущество этого технического решения заключается в том, что блок резания уже оборудован комплектом новых колес и что при помощи простого поворота машины (относительно некоторой вертикальной оси) обеспечивается возможность осуществления замены органов резания за относительно более короткий промежуток времени, поскольку здесь отсутствует необходимость в демонтаже и в повторном монтаже колес в процессе остановки фильер.
Тем не менее, хотя замена органов резания осуществляется без остановки производства, имеет место период времени, в течение которого продукция системы фильер превращается в отходы, и это происходит на протяжении времени выполнения операции поворота резальной машины и на протяжении фаз повторного запуска нити.
Также было рассмотрено третье техническое решение, описанное в патентах FR 0310046 и US 6148640 и состоящее в размещении перед резальной машиной дополнительной машины вытягивания, которая продолжает вытягивать элементарные волокна в то время, когда операторы обеспечивают поворот резальной машины, причем таким образом ограничивают нежелательные эффекты, возникающие, в частности, на уровне термической стабильности фильер или нарушений нормального функционирования на уровне канала питания фильер сырьем.
В данном изобретении решаются упомянутые выше проблемы и предлагается способ, обеспечивающий возможность выполнения операций технического обслуживания на резальной машине, таких, например, как замена органов резания, без необходимости прерывания процесса производства.
В соответствии с предлагаемым изобретением способ, позволяющий обеспечить вмешательство для выполнения технического обслуживания на резальной машине, в частности, замены органов резания этой резальной машины, отличается тем, что:
- вытягивают по меньшей мере одну нить в некоторой первой находящейся в режиме функционирования системе устройств резания, причем эта первая система устройств резания имеет в своем составе режущее колесо и опорное колесо-наковальню и закреплена на раме, установленной с возможностью перемещения, в частности, вращения, относительно некоторой оси шарнирного соединения,
- приводят во вращательное движение упомянутую раму относительно ее оси вращения вплоть до подведения некоторой второй системы устройств резания, первоначально находившейся в положении выведения из режима функционирования, до непосредственной близости к нити, причем эта вторая система устройств резания закреплена на упомянутой раме и имеет в своем составе режущее колесо и опорное колесо-наковальню,
- вводят в режим функционирования вторую систему устройств резания и вставляют нить между колесом резания и опорным колесом-наковальней,
- переводят упомянутую первую систему устройств резания в положение выведения из режима функционирования.
Используя одну из систем устройств резания, а также средства вытягивания нитей на протяжении всей фазы движения резальной машины вокруг ее шарнирной оси, имеется возможность перейти от одной системы устройств резания к другой без необходимости осуществления повторного запуска нитей.
В соответствии с другими предпочтительными вариантами осуществления предлагаемого изобретения можно, в случае необходимости, дополнительно использовать то и/или иное из следующих конструктивных решений:
- осуществляют разделение нитей перед первой системой устройств резания между двумя средствами разделения,
- осуществляют сближение нитей друг с другом между двумя средствами разделения,
- осуществляют направляющее воздействие на нить в процессе поворота рамы вокруг ее оси, причем это направляющее воздействие реализуется при помощи направляющих средств, жестко связанных с упомянутой рамой,
- рама приводится в движение всегда в одном и том же направлении,
- рама приводится во вращательное движение относительно некоторой вертикальной оси.
В соответствии с еще одним аспектом предлагаемое изобретение также относится к резальной машине, предназначенной для изготовления резаных нитей технического применения, в частности нитей из термопластического материала, например стеклянных нитей, причем эта машина содержит трехмерную раму, с тремя или большим количеством сторон, причем первая система устройств резания, жестко связанная с одной из сторон упомянутой рамы, содержит режущее колесо и опорное колесо-наковальню, и вторая система устройств резания содержит режущее колесо и опорное колесо-наковальню, причем эта вторая система устройств резания жестко связана с одной из других сторон упомянутой рамы, и эта рама установлена с возможностью перемещения относительно шарнирной оси, в частности относительно оси вращения, отличающейся тем, что упомянутая рама содержит направляющие средства для нити, выполненные с возможностью направления этой нити на траектории ее движения между первой системой устройств резания и второй системой устройств резания в процессе движения рамы относительно своей оси.
Целесообразно, чтобы рама приводилась во вращательное движение относительно некоторой вертикальной оси.
Целесообразно также, чтобы рама представляла собой куб или имела форму прямоугольного многогранника.
Целесообразно также, чтобы первая система устройств резания и вторая система устройств резания были позиционированы по одну и по другую стороны от оси симметрии рамы.
Целесообразно также, чтобы первая система устройств резания и вторая система устройств резания были позиционированы соответственно на двух смежных сторонах упомянутой рамы.
Целесообразно также, чтобы первая система устройств резания и вторая система устройств резания были позиционированы соответственно на двух параллельных между собой сторонах упомянутой рамы.
Целесообразно также, чтобы направляющие средства были позиционированы по ходу нити спереди и позади первой и/или второй системы устройств резания,
Целесообразно также, чтобы направляющие средства содержали ролики, установленные с возможностью вращения относительно по существу вертикальной оси.
Другие характеристики, детали и преимущества предлагаемого изобретения будут лучше поняты из описания не являющегося ограничительным примера его осуществления, приводимого ниже со ссылками на чертежи, в числе которых:
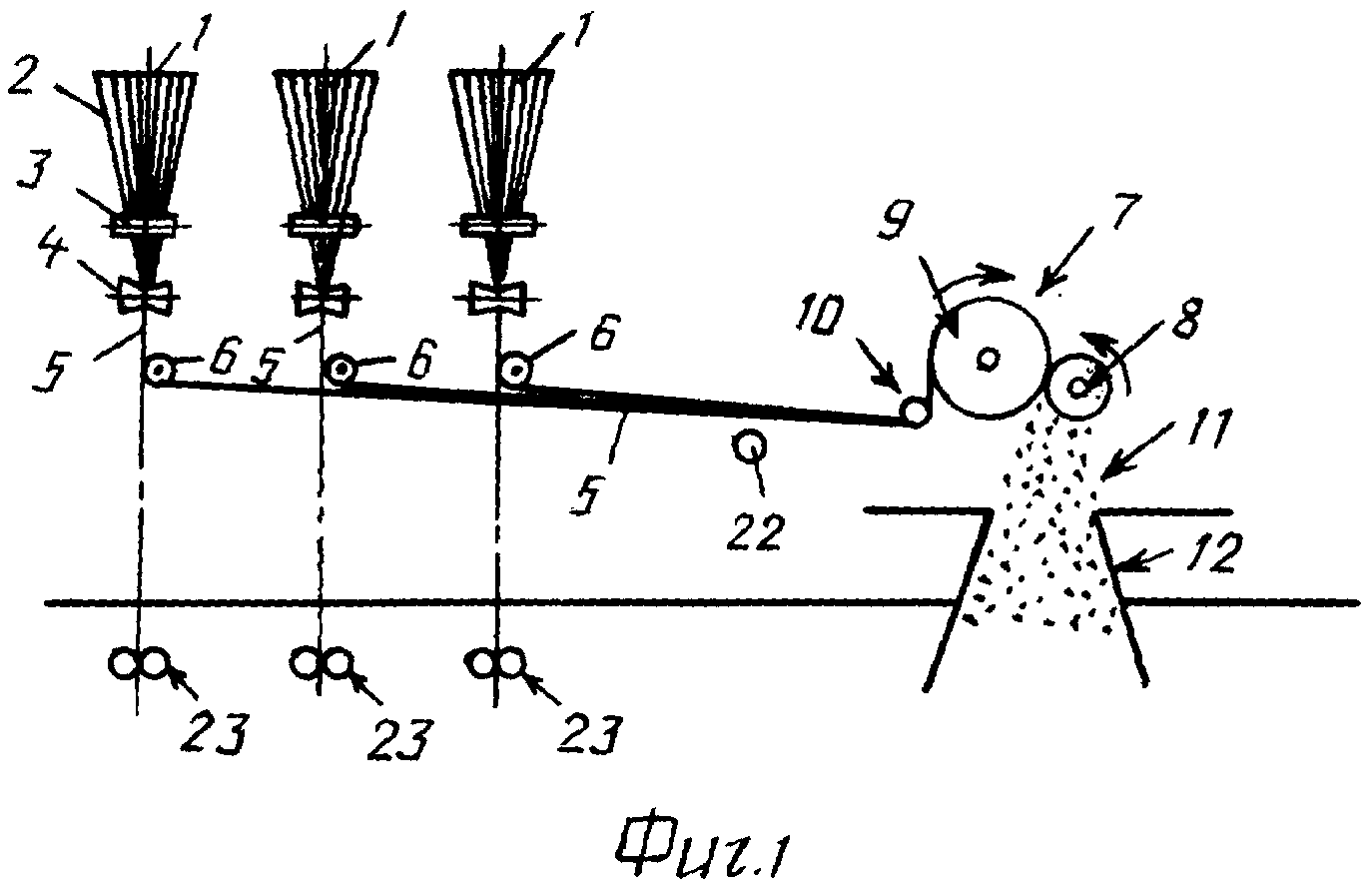
- фиг.1 представляет собой упрощенный схематический вид технологической установки, содержащей резальную машину в соответствии с предлагаемым изобретением;
- фиг.2-8 схематически иллюстрируют различные этапы осуществления способа, имеющего целью замену органов резания, в соответствии с изобретением.
На фиг.1 схематически представлена технологическая установка по производству резаных нитей, которая имеет в своем составе по меньшей мере одну фильеру 1, питаемую непрерывно расплавленным стеклом или стеклянными шариками, подаваемыми из питающего устройства, не показанного на этой фигуре. Фильеры, изготовленные, например, из платины с добавлением родия, подвергаются нагреву, обычно при помощи эффекта Джоуля. Фильеры снабжены в их нижней части множеством отверстий, через которые может быть вытянуто механическим образом множество элементарных волокон 2 (здесь некоторые из этих элементарных волокон представлены штрих-пунктирными линиями).
Элементарные волокна 2 обычно подвергаются промасливанию, т.е. химической обработке, предназначенной для нанесения на них некоторого вещества, придающего волокнам нити сцепляемость, достаточное количество смазки и способность к ее последующему использованию в различных процессах и совместимости подкрепляющего элемента с матрицей, благодаря использованию ролика промасливания 3.
Элементарные волокна, выходящие из фильеры, собираются затем при помощи роликов соединения 4 в по меньшей мере одну нить 5, которая отклоняется при помощи так называемого ролика отклонения или направляющего ролика 6 для того, чтобы ориентировать эти нити в направлении резальной машины 7, располагающейся по ходу нити позади системы, образованной фильерой 1.
В то же время расположение основных компонентов технологической установки, проиллюстрированной на фиг.1, таково, что траектория перемещения элементарных волокон 2, а затем и нитей 5, в целом располагается в вертикальной плоскости на участке от фильеры и вплоть до резальной машины 7. Элементарные волокна 2 прежде всего имеют по существу вертикальное направление на участке от фильеры и до ролика отклонения или направляющего ролика 6, а затем нити 5 перемещаются вдоль по существу горизонтальной траектории до их входа в резальную машину 7. Барьерный ролик 10 может быть предусмотрен перед входом в резальную машину для того, чтобы траектория намотки нитей на опорное колесо-наковальню была достаточной для приведения этих нитей в движение при помощи силы трения.
Фильера 1 и ролик промасливания 3 располагаются одна над другим, например, внутри одной и той же ячейки формирования волокон, которая располагается на той же опорной поверхности, на которой располагается резальная машина.
Ролик отклонения 6 располагается вертикально под роликом промасливания 3. Отверстие, выполненное в упомянутой опорной поверхности, позволяет обеспечить прохождение пучка элементарных волокон по ходу этого пучка позади ролика промасливания. Это отверстие может также обеспечить возможность удаления волокон в случае повреждения фильеры.
Таким образом, элементарные волокна 2 перемещаются вдоль располагающейся по существу вертикально траектории на участке от фильеры 1 и вплоть до направляющего ролика 6, который изменяет направление движения нитей на угол, составляющий примерно 90°, таким образом, чтобы подвести эти нити в горизонтальном направлении (или по существу в горизонтальном направлении) к резальной машине 7.
Резальная машина 7 содержит, прежде всего, колесо 8, представляющее собой держатель режущих лезвий (или режущее колесо) и опорное колесо-наковальню 9. Конструкция этих колес известна из публикаций, в частности, из опубликованного патентна ЕР 0040145. При этом режущее колесо и опорное колесо-наковальня находятся в механическом контакте друг с другом с небольшим усилием взаимного прижатия таким образом, чтобы в зоне этого контакта, которая также представляет собой зону резания, деформация эластомерного материала приводила к выходу на поверхность или обнажению лезвий, размещенных на режущем колесе. На практике только одно из этих двух колес является ведущим, а другое приводится в движение в результате его контакта с ведущим колесом. Предпочтительно, чтобы ведущим являлось именно режущее колесо, на котором располагаются режущие лезвия. Приведение его в движение осуществляется посредством электрического двигателя, предпочтительно имеющего прямую передачу при помощи втулки соответствующего колеса.
Резаные нити 11 собираются в приемном устройстве 12. В интервалах функционирования процесса резания, в частности, в случае запуска той или иной фильеры, нити вытягиваются при помощи системы вытягивания 23, обычно называемой вытяжкой для нитей (см. фиг.1). Вытягивание нитей перед началом процесса резания или в момент повторного запуска фильеры необходимо для установления режима равновесия фильеры и, следовательно, для того, чтобы гарантировать совершенно определенные качества нитей.
В режиме нормального функционирования натяжение нитей осуществляется при помощи резальной машины 7, по меньшей мере одно из колес которой, а именно, одно из колес, представляющих собой опорное колесо-наковальню 9 и несущее режущие лезвия колесо 8, снабжено механическим приводом.
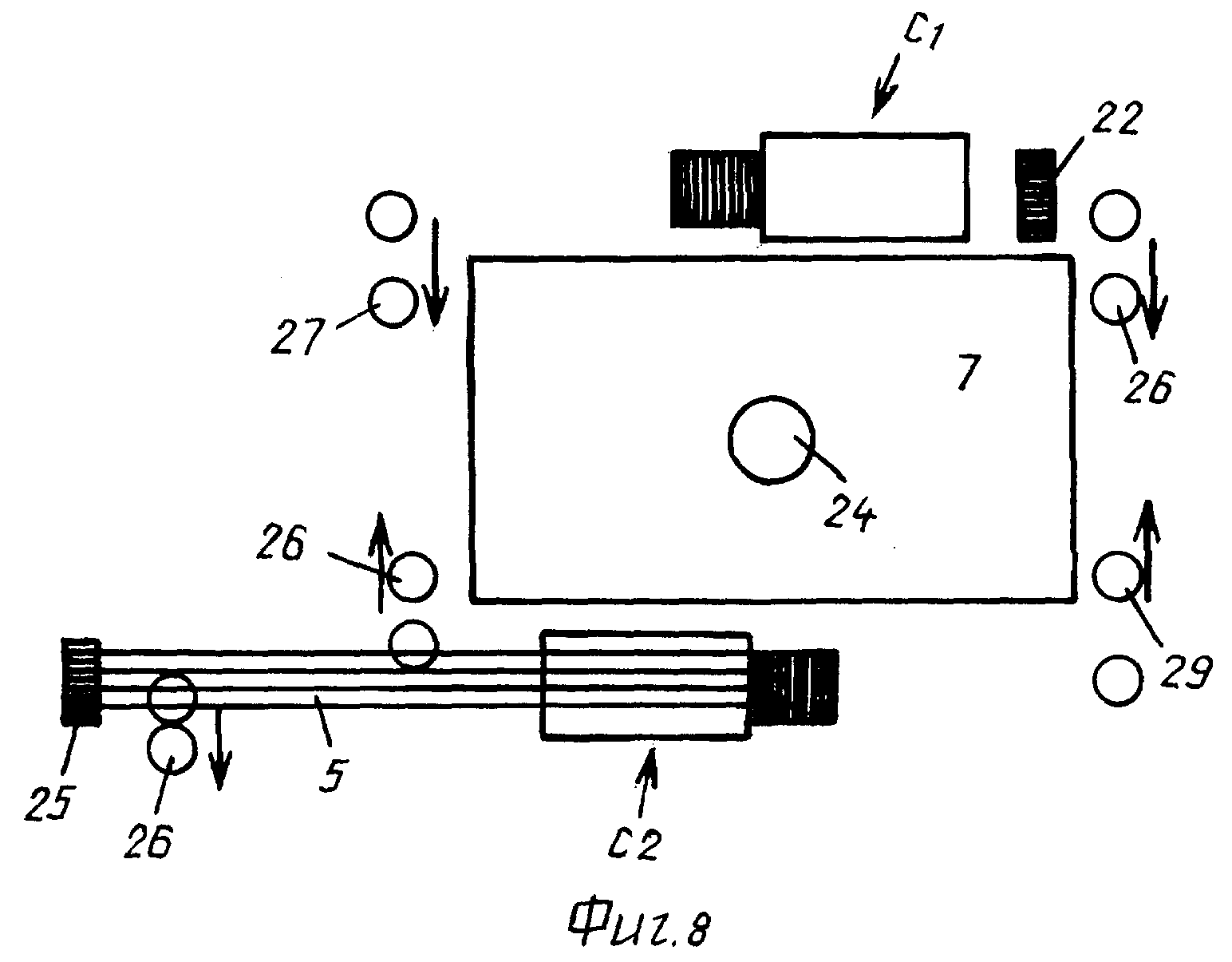
В соответствии с предпочтительным способом осуществления предлагаемого изобретения резальная машина, которую можно видеть на фиг.1, по существу представляет собой резальную машину с многосторонней головкой. На фиг.2-8 представлены схематические виды сверху этой резальной машины на различных стадиях цикла ее функционирования. Резальная машина с многосторонней головкой содержит по меньшей мере две различные системы устройств резания (а именно, первую систему С1 и вторую систему С2), установленные на раме, причем сама эта рама установлена с возможностью вращения относительно некоторой оси 24, жестко связанной с основанием, располагающимся на донной части технологической установки, и эта ось вращения 24 предпочтительно является вертикальной.
Предпочтительно, чтобы упомянутая рама вписывалась в куб или, в более общем случае, в прямоугольный многогранник, и системы устройств резания С1, С2 были позиционированы вдоль оси симметрии этой рамы (в рассматриваемом примере выполнения ось симметрии представляет собой ось вращения). В примере, представленном на фиг.2, каждая система устройств резания С1, С2 позиционирована соответственно на двух параллельных сторонах или двух параллельных гранях рамы. В качестве варианта (не представленного на приведенных в приложении чертежах) первая и вторая системы устройств резания С1, С2 могут располагаться на двух смежных сторонах резальной машины 7.
Как это можно видеть на фиг.2, слой нитей 5, выходящих из фильеры 1 или из некоторой части этой фильеры, вытягивается и затем разрезается посредством первой системы устройств резания С1, причем нити 5 проходят между колесом резания 8 и опорным колесом-наковальней 9 этой первой системы устройств резания С1, которая находится в положении осуществления производства, причем эти нити направляются от поворотного колеса 6 вплоть до первой системы устройств резания С1 посредством первого сепаратора 22. Как это можно видеть на фиг.2, первый сепаратор 22 позволяет отделить нити 5 друг от друга и не допустить того, чтобы эти нити вызывали дефекты резания в процессе их прохождения между колесом резания 8 и опорным колесом-наковальней 9.
В том случае когда отмечается ухудшение качества резания, следует заменить органы резания в соответствии с возможностями, о которых более подробно будет сказано ниже.
На фиг.3 схематически проиллюстрирована некоторая промежуточная фаза, предшествующая замене режущих инструментов.
На фиг.3 представлен второй сепаратор 25, идентичный описанному выше первому сепаратору. Этот второй сепаратор 25 в ждущем режиме является незадействованным. При этом он не воздействует на траекторию прохождения нитей 5, поступающих из фильеры 1.
Первоначально позиционированный по ходу движения нити перед первым сепаратором 22 (это положение второго сепаратора обозначено позицией А на фиг.3), этот второй сепаратор 25 приближается, вручную или механизированным образом, к первому сепаратору 22 (это новое положение второго сепаратора обозначено позицией В на фиг.3), причем это движение приближения (от положения А к положению В) схематически проиллюстрировано стрелкой f1 (по существу сепаратор 25 при этом занимает положение В, располагающееся точно перед положением, занимаемым сепаратором 22). В том случае когда второй сепаратор 25 оказывается в непосредственной близости по ходу нити перед первым сепаратором 22, этот второй сепаратор вводится в контакт с нитями 5 и начинает взаимодействовать с траекторией перемещения этих нитей. Затем, как это можно видеть на фиг.4, второй сепаратор 25 удаляется от первого сепаратора 22 и возвращается в свое положение А, показанное на фиг.3, которое он занимал первоначально (это перемещение второго сепаратора схематически представлено стрелкой f2), но при этом возвратном движении этот второй сепаратор 25 остается связанным с траекторией перемещения нитей 5, так же, как и упомянутый первый сепаратор 22.
В этой конфигурации резальная машина 7 получает возможность осуществить поворотное движение относительно своей оси 24 следующим образом (для иллюстрации этого движения можно сослаться на фиг.5-6-7-8). Приведение во вращательное движение выполняется известным образом при помощи любого подходящего в данном случае гидравлического, электрического или пневматического привода, или же вручную, в случае необходимости.
Как это можно видеть на фиг.5, перед тем, как осуществить поворот резальной машины 7 относительно ее вертикальной оси вращения 24, производят одновременное сближение двух средств сближения 26, 26' таким образом, чтобы собрать воедино или приблизить друг к другу нити 5, проходящие между первым сепаратором 22 и вторым сепаратором 25, и это взаимное перемещение средств сближения 26, 26' схематически проиллюстрировано стрелками f3 (между не сближенным положением, проиллюстрированным пунктирной линией, и сближенным положением, проиллюстрированным сплошной линией).
Средства сближения 26, закрепленные на раме, образованы, например, роликом или цилиндром в форме спаренного ролика, установленным с возможностью вращения относительно некоторой вертикальной оси.
Средство сближения 26', располагающееся в непосредственной близости от второго сепаратора 25, образует также направляющее средство, расположенное по ходу нити перед первой системой устройств резания С1, причем траектория перемещения нити проходит вдоль наружной поверхности ролика.
Другие направляющие средства 27, 28, 29, идентичные упомянутым выше направляющим средствам, размещены, как это можно видеть на фиг.5, по ходу нити позади первой системы устройств резания С1 и перед, и после второй системы устройств резания С2, или по существу на уровне каждого из углов резальной машины 7.
Как это можно видеть на фиг.6, в процессе поворота резальной машины 7 направляющие средства 26, 27, 28, 29 (направляющие ролики) обеспечивают, оборот за оборотом, направляющее воздействие на нити 5, причем на этом этапе функционирования нити продолжают подвергаться разрезанию при помощи первой системы устройств резания С1.
Как это можно видеть на фиг.7, имеет место полный поворот резальной машины 7 вокруг ее оси вращения 24. При этом первая система устройств резания С1 занимает место второй системы устройств резания С2, т.е. эти системы устройств резания меняются местами. Первая система устройств резания С1 на протяжении всего процесса поворота резальной машины 7 поддерживается в режиме нормального функционирования и продолжает при этом выполнять функцию вытягивания нитей 5 на всем протяжении процесса упомянутого поворота резальной машины, причем в то же время эти нити 5 одновременно подвергаются резанию и собираются в нижней части резальной машины 7.
Следующий этап рассматриваемого технологического процесса состоит в переводе в режим нормального функционирования второй системы устройств резания С2 и в осуществлении автоматического повторного запуска нити во вторую систему устройств резания С2. Эта фаза повторного запуска нити представляет собой объект предшествующей параллельной заявки на патент FR 0452285, поданной 07/10/2004 на имя фирмы-заявителя.
На фиг.8 схематически представлена технологическая установка после осуществления этой фазы автоматического повторного запуска нити.
Здесь следует отметить, что нити 5 теперь вытягиваются и разрезаются при помощи второй системы устройств резания С2 и что эти нити 5 оказываются надежно отделенными друг от друга, причем упомянутые средства сближения 26, 26' занимают при этом свое исходное положение покоя, т.е. положение, которое было схематически представлено на фиг.5.
При этом первая система устройств резания С1 может быть выведена из состояния функционирования для того, чтобы обеспечить возможность осуществления операций ее технического обслуживания, которые могут состоять, например, в замене режущих органов (т.е. в замене опорного колеса-наковальни и/или режущего колеса).
Как это можно было видеть из приведенного выше описания предлагаемого изобретения, различные этапы этого процесса обеспечивают гарантию того, что будет реализована возможность вмешательства в работу резальной машины без прерывания производства резаных нитей из сплошных нитей, поступающих из фильер, что невозможно было осуществить при использовании резальных машин с двойной головкой, известных из существующего уровня техники, при том, что использование этих известных машин приводило к необходимости отправления произведенных нитей в отходы в процессе поворота резальной машины.
Само собой разумеется, что предлагаемое изобретение, описанное выше, было проиллюстрировано на основе способа функционирования, включающего поворот резальной машины относительно одной из ее осей симметрии (в данном случае, относительно ее вертикальной оси вращения). При этом должно быть понятно, что это изобретение включает также способы реализации, в соответствии с которыми вращение относительно некоторой оси может быть представлено в виде сочетания элементарных движений, включающих поступательные движения и вращательные движения, в процессе осуществления которых одна или несколько нитей, поступающих из фильер, проходят без разрыва от первой системы устройств резания ко второй системе устройств резания, возвращаясь к способу функционирования, эквивалентному способу, который был проиллюстрирован на фиг.2-8. Таким образом, в качестве варианта реализации, резальная машина имеет возможность двигаться по траектории квадратной формы.
В соответствии с еще одним возможным вариантом реализации резальная машина, снабженная двумя своими системами устройств резания, располагается на пути движения, на котором она имеет возможность перемещаться вплоть до вращающейся платформы, выполненной таким образом, чтобы обеспечить ей возможность осуществлять половину оборота для того, чтобы перевести первую систему устройств резания из положения функционирования в положение технического обслуживания, и наоборот, для второй системы устройств резания (т.е. для ее перевода из положения технического обслуживания в положение функционирования). После осуществления половины полного оборота резальная машина, благодаря движению в противоположном направлении на пути своего перемещения, вновь занимает свое исходное положение.
В то же время автоматическое прохождение нитей от первой системы устройств резания ко второй системе устройств резания без прерывания производственного процесса или, более конкретно, без необходимости направлять эти нити в отходы является экономичным, с точки зрения вмешательства оператора: в принципе совокупность технологических этапов может управляться одним единственным оператором, что является практически невозможным при использовании резальных машин с двойной головкой, известных из существующего уровня техники в данной области. Нити, разрезанные в процессе этой фазы технического обслуживания, могут быть собраны и оценены соответствующим образом.
Реферат
Изобретение относится к области изготовления резаных нитей технического применения, в частности нитей из термопластического материала, например, стеклянных нитей. Техническим результатом изобретения является повышение производительности. Способ осуществления технического обслуживания на резальной машине, в частности, для замены органов резания этой резальной машины включает вытягивание по меньшей мере одной нити в первой находящейся в режиме функционирования системе устройств резания, причем эта первая система устройств резания имеет в своем составе режущее колесо и опорное колесо-наковальню и эта первая система устройств резания закреплена на раме, установленной с возможностью перемещения относительно некоторой шарнирной оси. Затем приводят во вращательное движение упомянутую раму относительно ее оси вплоть до подведения второй системы устройств резания, первоначально находившейся в положении выведения из режима функционирования, до непосредственной окрестности нити, причем эта вторая система устройств резания закреплена на упомянутой раме и имеет в своем составе режущее колесо и опорное колесо-наковальню. После чего вводят в режим функционирования вторую систему устройств резания и вставляют нить между колесом резания и опорным колесом-наковальней, а упомянутую первую систему устройств резания переводят в положение выведения из режима функционирования. 2 н. и 20 з.п. ф-лы, 8 ил.
Формула
вытягивают по меньшей мере одну нить (5) в некоторой первой находящейся в режиме функционирования системе устройств резания (С1), причем указанная первая система устройств резания (С1) содержит режущее колесо (8) и опорное колесо-наковальню (9) и закреплена на раме, установленной с возможностью перемещения, в частности вращения, относительно некоторой шарнирной оси (24),
приводят во вращение упомянутую раму относительно ее оси (24) вращения вплоть до подведения некоторой второй системы устройств резания (С2), первоначально находившейся в положении выведения из режима функционирования, до непосредственной окрестности нити (5), причем эта вторая система устройств резания (С2) закреплена на упомянутой раме и содержит режущее колесо (8) и опорное колесо-наковальню (9),
вводят в режим функционирования вторую систему устройств резания (С2) и вставляют нить (5) между колесом резания (8) и опорным колесом-наковальней (9),
переводят упомянутую первую систему устройств резания (С1) в положение выведения из режима функционирования.
Комментарии