Устройство для резки армирующего волокнистого материала - RU2139835C1
Код документа: RU2139835C1
Чертежи

Описание
Изобретение относится к устройству для резки волокнистого армирующего материала перед эжекторным соплом, содержащее по меньшей мере два подающих валика и вращающийся нож, который снабжен по существу цилиндрической наружной поверхностью с креплениями для ряда ножевых средств и который взаимодействует с опорным валиком с упругим поверхностным слоем для образования зазора для жгута.
При роботизированном производстве обычно предъявляются высокие требования к точности подачи сырьевого материала. Например, при подаче волокнистого жгута в роботизированное устройство для подачи волокон скорость подачи может составлять около 10 метров в секунду. Если подача производится рывками, то жгут может разорваться или повредиться, что приведет к серьезным потерям в производстве.
При резке волокнистого жгута обычно используют резательное устройство вышеописанного типа. Каждый раз, когда волокнистый жгут сталкивается с острым лезвием ножевого средства, волокно V-образно изгибается вокруг указанного лезвия, вдавливаясь при этом в упругий слой опорного валика. Эта операция происходит с большой частотой и в течение интервала времени, составляющего несколько долей секунды. Механическая деформация приводит к разрыву отдельных волокон жгута.
Известные устройства, применяемые для этой цели, выполнены с возможностью резки волокон на отрезки определенной длины. Расстояние между двумя разрезами обычно зависит от расстояния между режущими средствами ножа. Поэтому синхронизируют скорость подачи подающими валиками и скорость ножа (FR 1257352 A, 20.02.61).
Желательно было бы иметь возможность в любых пределах изменять длину отрезков волокон. Кроме того, недостаток этого устройства заключается в том, что каждый раз, когда жгут сталкивается с ножевым средством, он подвергается резкому рывку из-за его мгновенного ускорения, изгибаясь при этом вокруг лезвия ножа. Эти быстрые рывки могут привести к разрыву волокнистого жгута в слабых местах.
Задачей настоящего изобретения, следовательно, является создание резательного устройства, которое позволяет безгранично изменять длину отрезков волокон и которое способно смягчать рывки, возникающие при столкновении лезвия ножевого средства с волокнистым жгутом.
Для решения этой задачи согласно изобретению наружная поверхность ножа снабжена щелеобразными углублениями для волокнистого жгута, которые по окружности простираются по наружной поверхности между ножевыми средствами, позволяя подавать жгут вперед посредством подающих валиков со скоростью подачи, которая отличается от скорости ножа, для соответствия длине резания волокнистого жгута.
Изобретение будет описано ниже со ссылкой на вариант его осуществления,
показанный на сопровождающих чертежах, на которых:
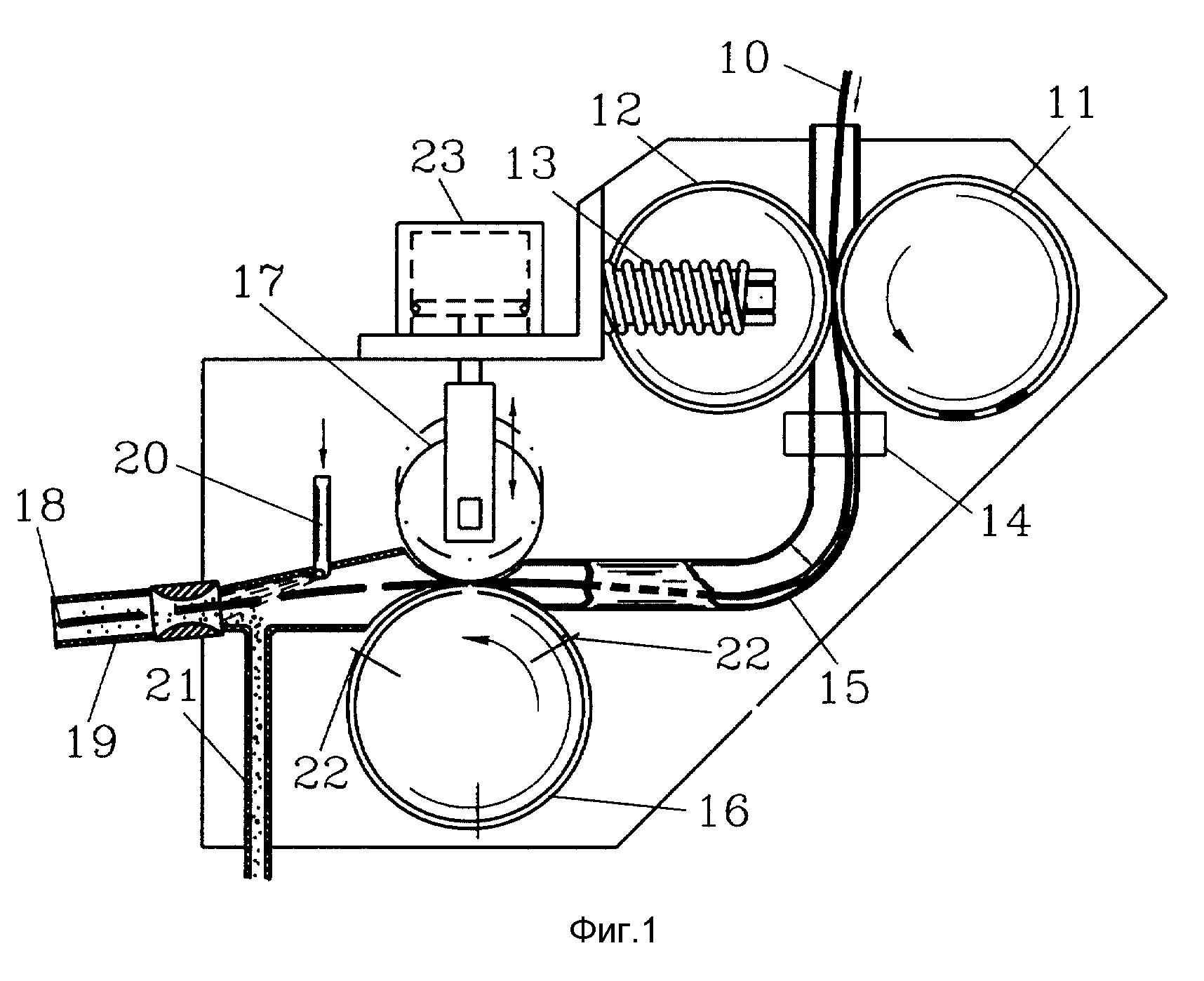
фиг. 1 схематически изображает устройство для подачи волокон, вид сбоку;
фиг. 2 - зазор между ножом и опорным валиком, вид сбоку,
увеличенно;
фиг. 3 - разрез по линии III-III на фиг. 2.
Подающее устройство, схематически изображенное на фиг. 1 и устанавливаемое на не показанный рычаг робота, используется для подачи волокнистого жгута 10 и связующего в виде порошка из не показанных загрузочных устройств, например, в формы для пластмассовых изделий.
Предпочтительно, чтобы рычаг робота мог свободно поворачиваться в помещении и управляться микропроцессором, который может быть программированным.
Волокнистый жгут 10 вытягивают из его загрузочного устройства в подающее устройство посредством двух подающих валиков 11, 12, которые образуют зазор для волокнистого жгута и состоят из первого валика 11 с приводом от двигателя и второго совместно вращающегося валика 12.
Валик 12 имеет перемещаемую опору, которая отжимается в направлении к валику 11 посредством нажимной пружины 13. Валик 11 приводится в действие со скоростью, которую можно регулировать посредством не показанного приводного двигателя.
Валики 11, 12 подают волокнистый жгут 10 вперед через эжектор 14 для подачи сжатого воздуха и трубку 15, которая изогнута приблизительно на 90o и открывается в зазор между ножевым валиком 16 и опорным валиком 17.
Отрезки 18 волокнистого жгута, отрезаемые ножевым валиком 16, можно выдувать через трубу 19 эжектора, которая снабжена патрубком 20 для подачи сжатого воздуха. Кроме того, труба 19 эжектора снабжена патрубком 21 для подачи распыленного связующего.
Нож 16 снабжен тремя лезвиями 22, которые с равным интервалом распределены по периферии валика. Нож 16 может быть приведен в действие со скоростью, регулируемой посредством не показанного приводного двигателя. Опорный валик 17 снабжен упругим поверхностным слоем 17а и может перемещаться под действием регулирующего средства поршня пневматического цилиндра 23. Резку волокнистого жгута 10 начинают, перемещая опорный валик 17 с помощью поршня в направлении к ножу 16. Когда опорный валик 17 отведен от ножа 16, неразрезанный жгут 10 можно удалять через сопло 19.
Как показано на фиг. 2 и 3, наружная поверхность ножа 16 снабжена щелеобразными углублениями 24 для волокнистого жгута 10, которые по окружности простираются по наружной поверхности валика от точки 25 вблизи задней стороны соответствующего лезвия 22, если смотреть в направлении вращения до точки 26 несколько впереди ближайшего следующего лезвия 22.
Углубления позволяют подавать жгут 10 через резательное устройство, не отодвигая опорный валик 17 от ножа 16. Это дает возможность изменять в сравнительно широких пределах длину отрезков волокон. Например, подающие валики 11, 12 можно вращать медленнее, чем резательное устройство, с тем чтобы изготавливать очень короткие отрезки волокон. Альтернативно подающие валики 11, 12 можно вращать с большей скоростью, чем резательное устройство, с тем чтобы изготавливать очень длинные отрезки волокон.
Каждый раз, когда производится разрез волокнистого жгута 10, он прерывисто протягивается вперед на короткое расстояние с большей скоростью, чем обычная скорость подачи жгута. Щелеобразные углубления позволяют образовывать короткий провес жгута вблизи его конца с того момента, когда происходит разрез, и до тех пор, пока не произойдет столкновение ближайшего следующего лезвия со жгутом на некотором расстоянии от свободного конца жгута. Этот провес является достаточным для того, чтобы предотвратить возникновение рывков жгута, которые могут привести к неконтролируемому разрыву жгута или к повышенному износу подающих валиков 11, 12. Длина этого провеса определяется глубиной углублений и достаточна для компенсации изменений в тяговом усилии, когда нож сталкивается со жгутом и изгибает его, вдавливая в упругий поверхностный слой 17а опорного валика 17.
Так как точка 25 расположена на некотором расстоянии перед ближайшим следующим лезвием 22, то свободный конец жгута удерживается в зазоре между ножом 16 и опорным валиком 17, прежде чем лезвие ножа столкнется со жгутом 10.
Поршень гидроцилиндра 23 предпочтительно соединять с микропроцессором, который позволяет компенсировать износ упругого поверхностного слоя 17а опорного валика 17.
Изобретение не ограничивается вышеописанными вариантами его осуществления, при этом возможно несколько модификаций в пределах нижеследующей патентной формулы. Например, нож 16 может быть снабжен параллельными пазами 24 для двух или большего числа волокнистых жгутов 10, при этом резательное устройство может иметь соответствующее количество опорных валиков 17, которые могут быть выполнены с возможностью отдельного перемещения.
Реферат
Использование: для резки волокнистого армирующего материала перед эжекторным соплом. Устройство содержит по меньшей мере два подающих валика и вращающийся нож, который снабжен по существу цилиндрической наружной поверхностью с креплениями для ряда ножевых средств. Они взаимодействуют с опорным валиком с упругим поверхностным слоем для образования зазора для жгута. Наружная поверхность ножа снабжена щелеобразными углублениями для волокнистого жгута, которые по окружности простираются по наружной поверхности между ножевыми средствами. Углубления позволяют подавать жгут вперед посредством подающих валиков со скоростью подачи, которая отличается от скорости ножа, для соответствия длине резания волокнистого жгута. 3 з.п. ф-лы, 3 ил.
Комментарии