Режущий диск и содержащая его установка для изготовления резаных волокон - RU2431005C2
Код документа: RU2431005C2
Чертежи





Описание
Настоящее изобретение в общем имеет отношение к области изготовления резаных волокон из высококачественных материалов или волокон из термопластичных материалов, а именно стекловолокон, а более конкретно имеет отношение к усовершенствованиям режущего диска.
Уже известны многочисленные устройства, которые могут быть использованы для таких применений. Эти устройства обычно содержат по меньшей мере одну фильеру, из которой вытягивают стекловолокна, которые потом направляют в режущее устройство, которое чаще всего содержит режущий диск (режущий барабан), снабженный множеством лезвий, относительное удаление которых друг от друга позволяет резать волокно на куски желательной длины, и опорный диск (опорный барабан), который чаще всего представляет собой бандаж из эластомерного материала, нанесенного (отформованного сверху) на съемный обод, закрепленный на режущей установке. Непрерывную резку волокна осуществляют за счет вращения с высокой скоростью этой совокупности дисков (колес) и прижима режущего диска к опорному диску при помощи специально приспособленного средства зажима.
Процессы резки стекловолокон вот уже в течение нескольких десятилетий стали непрерывными процессами, в которых стекловолокна непосредственно режут на выходе из фильер после вытяжки. Эти процессы, которые называют «прямыми» или «прямыми после фильеры», осуществляют с высокой скоростью, причем скорость резки сопоставима со скоростью вытяжки волокон.
Во время процесса резки режущий диск и опорный диск должны работать следующим образом:
- качество резки должно оставаться постоянным в течение самых длительных возможных периодов;
- элементы, образующие диски, должны сохранять свою целостность и не создавать опасности для персонала;
- стоимость расходных материалов должна быть возможно меньшей.
Более конкретно, следует иметь в виду, что качество резки волокна, в частности его объемная масса и его динамическая целостность, прямо связаны со способностью материалов, из которых изготовлены лезвия и опорный диск, сохранять свои характеристики (сохранять геометрические параметры лезвий, абразивную износостойкость и износостойкость за счет врезания в эластомерный материал опорного диска).
Первой большой проблемой, которую необходимо решить при резке на выходе из фильеры, является обеспечение возможности резки стекловолокна режущим диском при высокой скорости вытяжки без проскальзывания.
Операция вытяжки без проскальзывания трудна для осуществления. В самом деле, после операции резки следующее лезвие (иногда удаленное от предыдущего лезвия всего на 3 мм) упирается в стекловолокно с риском его потери из-за того, что к этому стекловолокну приложено натяжение назад за счет натяжения совокупности волокон.
Наличие проскальзывания приводит к получению резаных волокон со случайной длиной, меньшей, чем желательная длина.
Кроме того, в момент резки влажные волокна связаны между собой только капиллярными силами и в момент удара, наносимого лезвием, это хрупкое сооружение может рассыпаться и приводить к образованию множества фибрилл (обычно называемых мелочью).
Кроме того, после отрезания отрезанный кусок волокна может застревать между двумя соседними лезвиями за счет заедания. Чтобы избежать накопления кусков волокон между лезвиями при каждом обороте режущего диска, что может приводить к полному его заклиниванию, необходимо использовать специальное приспособление, которое создает усилие экстракции, выбрасывающее отрезанный кусок из области лезвий сразу после его отрезания.
Известны режущие диски, которые содержат, с одной стороны, опорный элемент, образованный при помощи вращающегося барабана из эластомерного материала, и, с другой стороны, лезвия, расположенные перпендикулярно к его периферии, и между лезвиями элементы, которые должны осуществлять под действием центробежной силы последовательность следующих операций: прижим волокна к поверхности опорного барабана, затем вытяжку волокна, резку волокна и выбрасывание отрезанных кусков волокна.
Элементы, которые обеспечивают прижим волокна, образованы при помощи ребер, объединенных с деформируемым кольцом, обычно изготовленным на базе эластомера, например, из полиэтилена, расположенным под основанием лезвий, ось которого совпадает с осью вращения режущего диска. Такие режущие диски являются удовлетворительными и отвечают указанным выше требованиям.
Тем не менее, заявители настоящего изобретения заметили, что при использовании режущих дисков этого типа для получения значительных производственных объемов резаных кусков волокон и при значительных скоростях становится очень трудно и даже невозможно получить удовлетворительные результаты.
Заявители настоящего изобретения стали выяснять причину, которая вызывает ограничение достижимых скоростей резки.
Проведенный анализ показал, что источником этой проблемы является неконтролируемая деформация лезвий, а более конкретно прогиб (изгиб) лезвий (более значительный из-за того, что режущий диск имеет привод с двигателем и число фильер является значительным) между их точками опоры в цикле вытяжки, резки и выбрасывания резаных волокон.
Более конкретно, под действием изгиба лезвий лезвия имеют тенденцию к укорочению (к усадке) и к нагреванию, а затем к размягчению на уровне (в области) их опорной зоны с зажимными кольцами, установленными с одной и другой стороны от деформируемого кольца, причем эти кольца прикладывают усилия зажима к наклонным опорным поверхностям лезвий. Под действием размягчения зажимных колец создается боковой люфт на уровне зоны зажима лезвий, который обычно приводит к поломке лезвий.
В соответствии с настоящим изобретением предлагается решение совокупности этих ограничений (проблем) за счет усовершенствования режущего диска, что позволяет повысить скорости резки и увеличить число фильер.
Для этого режущий диск, предназначенный для резки непрерывных волокон на куски заданной длины, который содержит опорный элемент, образованный при помощи вращающегося барабана, снабженный лезвиями, расположенными перпендикулярно к его периферии, и между лезвиями содержит элементы, которые должны обеспечивать, под действием центробежной силы, прижим волокон к поверхности опорного барабана, затем резку волокон на куски и выбрасывание отрезанных кусков, причем элементы, обеспечивающие прижим волокон, образованы при помощи ребер, объединенных с деформируемым кольцом, расположенным под основанием лезвий, ось которого совпадает с осью вращения указанного режущего диска, характеризуется тем, что деформируемое кольцо содержит с каждой стороны прямую стенку, причем указанные стенки расположены параллельно друг другу и идут от основания деформируемого кольца до основания ребер.
Благодаря использованию деформируемого кольца с прямыми стенками, которые идут по всему диаметру, становится возможным, при фиксации лезвий при помощи зажимных колец, создавать усилия прижима, приложенные строго нормально к боковым стенкам деформируемого кольца, которые поэтому не вызывают, при приведении режущего диска во вращение с повышенной скоростью, деформации зажимных колец в их зоне контакта с лезвиями. Деформируемое кольцо устраняет прогиб лезвий и, следовательно, предотвращает их разрушение. Прямые стенки деформируемого кольца позволяют исключить его расплавление за счет того, что все усилия распределены на большей опорной поверхности.
В соответствии с предпочтительными вариантами осуществления настоящего изобретения можно, кроме того, прибегнуть к одному или нескольким из следующих технических решений:
- деформируемый элемент выполнен по меньшей мере из двух частей, причем распорка, разделяющая две части, установлена концентрически относительно оси вращения барабана, при этом указанная распорка служит точкой опоры указанных лезвий между их двумя концами;
- лезвия, с одной стороны, закреплены на их концах и, с другой стороны, имеют опору по меньшей мере в одной точке, расположенной между их концами;
- концы лезвий входят в пазы, выполненные в двух венцах, установленных напротив друг друга, концентрически относительно оси вращения барабана;
- концы лезвий удерживаются в глубине пазов, выполненных в венцах, при помощи пары колец из эластомера и пары фланцев, причем указанные фланцы выполнены с возможностью создания усилий прижима, приложенных к кольцам из эластомера;
- фланцы и кольца из эластомера установлены напротив друг друга, концентрически с осью вращения;
- детали, выбранные из группы, в которую входят фланцы, кольца из эластомера и венцы, представляют собой, полностью или частично, симметричные детали;
- деформируемый элемент содержит кольцо, снабженное на его периферии множеством ребер, причем ребра и кольцо образуют монолитный ансамбль;
- ребра и кольцо изготовлены из различных материалов;
- предусмотрено пространство между двумя смежными ребрами, которое ограничено поверхностью сопряжения между основанием ребер и основанием одного лезвия;
- в ходе работы верхняя поверхность ребер описывает цилиндрическую поверхность вращения, радиус которой отличается от радиуса круга, проходящего через вершину острия лезвий;
- разница между двумя радиусами составляет несколько десятых долей миллиметра.
В соответствии со вторым аспектом настоящего изобретения, предлагается режущая установка, предназначенная для изготовления резаных волокон для промышленного применения, в частности волокон из термопластичного материала, а именно стекловолокон, причем указанная установка содержит объемное шасси, имеющее три стороны или больше, по меньшей мере один режущий блок, объединенный с одной из сторон указанного шасси, причем указанный режущий блок содержит режущий диск, такой как был описан здесь выше, а также опорный диск.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания его примерных не ограничительных вариантов осуществления, приведенного со ссылкой на сопроводительные чертежи.
На фиг.1 схематично показано общее построение устройства и связанного с ним оборудования для вытяжки непрерывных стекловолокон из множества источников.
На фиг.2 схематично показан вид в перспективе различных деталей, образующих режущий диск в соответствии с первым вариантом осуществления настоящего изобретения.
На фиг.3 схематично показан вид в перспективе различных деталей, образующих режущий диск в соответствии со вторьм вариантом осуществления настоящего изобретения.
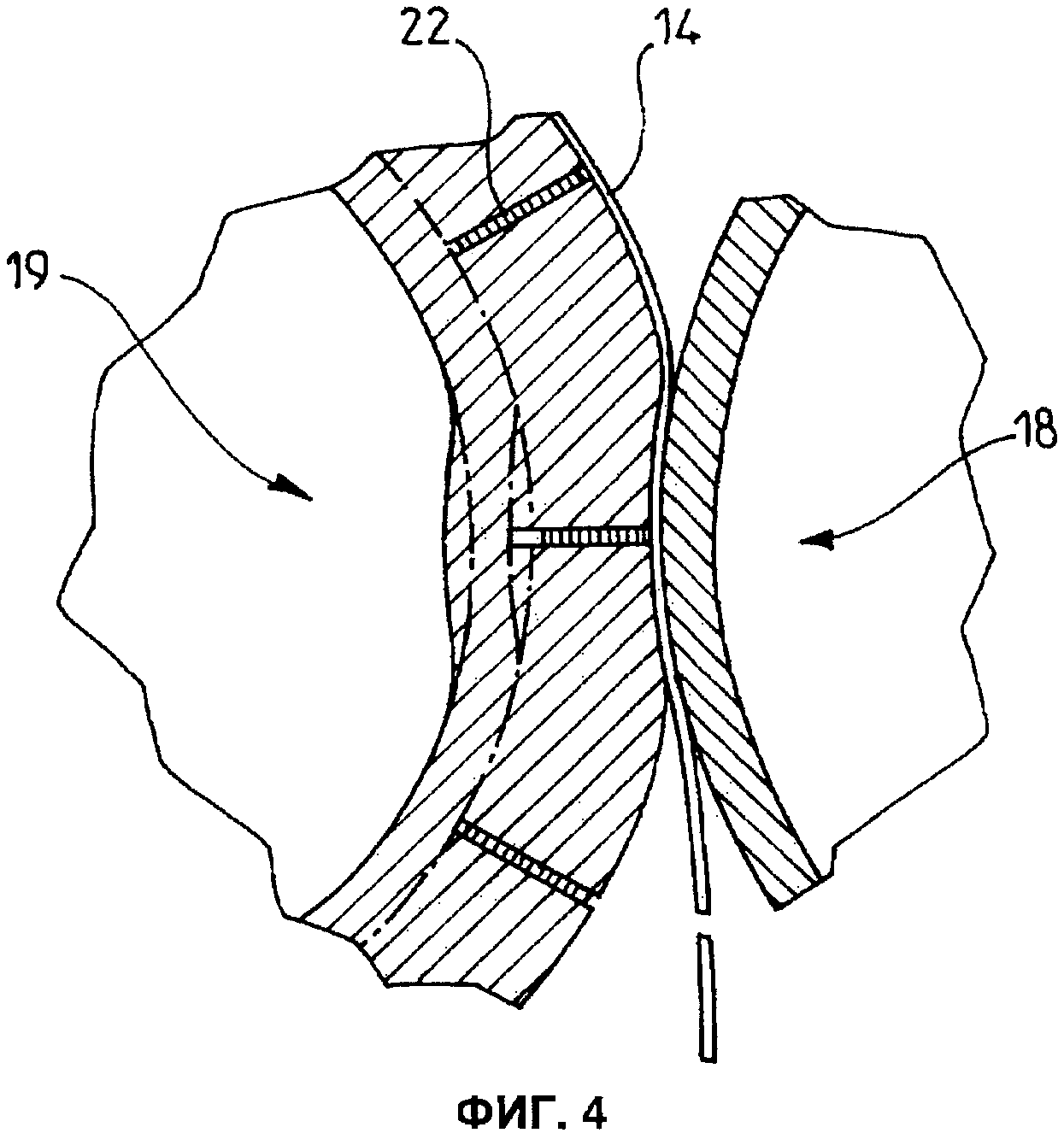
На фиг.4 и 5 схематично показаны частичные разрезы режущего диска и опорного диска, при различных конфигурациях длины разреза.
На фиг.6 и 7 схематично показаны виды реализации, соответствующие фиг.2 и 3.
Технологическая линия, схематично показанная на фиг.1, содержит на входе по меньшей мере одну фильеру 10, запитываемую расплавленным стеклом или шариками стекла при помощи питающего устройства (не показано). Одна или несколько фильер 10, обычно изготовленных из покрытой родием платины и нагреваемых за счет эффекта Джоуля, снабжены в их нижней части множеством отверстий, через которые вытягивают механически множество элементарных волокон (филаментов) 11. Эти элементарные волокна, которые образуют по меньшей мере одно полотно, покрывают смазывающей грунтовкой, что обычно называют замасливанием, при проходе через устройство 12 нанесения покрытия, ранее их объединения в волокно при помощи роликов 13 сборки. Образованные таким образом волокна 14 посылают при помощи концевых шкивов 15 в направляющее устройство 16, которое представляет собой, например, гребенку, перед вводом в режущую установку 17, которая содержит опорный барабан 18 (опорный диск) и несущий лезвия барабан, обычно называемый режущим барабаном (режущим диском) 19.
Как это показано на фиг.1, операцию вытяжки осуществляют только за счет действия режущего устройства, работа которого будет описана ниже; эта операция также может быть осуществлена при помощи вспомогательного устройства для вытяжки, установленного перед режущим устройством, как это описано в патенте США 3873290.
Режущее устройство в соответствии с настоящим изобретением может иметь различное расположение, которое зависит от расположенных выше по ходу устройств для направления и вытяжки волокон, а также от наличия устройства для приема резаных волокон. Таким образом, например, на фиг.1 показано классическое расположение, позволяющее выбрасывать резаные волокна вертикально.
Конструкция режущего диска 19 в соответствии с двумя различными видами выполнения показана на фиг.2 и 3.
Режущий диск 19 содержит ступицу 20 (показанную на фиг.1) и зажимные фланцы 21а, 21b, закрывающие различные элементы крепления режущих лезвий 22.
Режущие лезвия 22, которые имеют на каждом конце фаску, входят этими фасками в радиальные пазы 23 венцов 24а и 24b. Венцы 24а и 24b установлены концентрически на ступице 22. Указанные венцы установлены концентрически относительно оси вращения режущего диска 19 при помощи опорных поверхностей (при помощи несущих) и прижаты друг к другу за счет зажимных фланцев 21а, 21b, причем весь блок объединен при помощи крепежных (запорных) элементов (например, при помощи винтов). Гибкие кольца 25а, 25b из эластомера расположены между зажимными фланцами 21а, 21b и сторонами венцов 24а, 24b и упираются в скошенные стороны режущих лезвий.
При зажиме фланцев 21а, 21b на ступице 22 при помощи винтов, кольца 25а, 25b из эластомера сжимаются и удерживают за счет этого лезвия в глубине радиальных пазов 23, выполненных в венцах 24а, 24b.
Глубина пазов 23 превышает высоту лезвий. Венцы 24а и 24b изготовлены из стали и поэтому позволяют удерживать лезвия с промежутками друг от друга. Зажимные фланцы 21а, 21b изготовлены из стали и подвергнуты термообработке с нанесением хрома, и они служат для упора в основание лезвий. (В случае износа, легче и выгоднее заменить фланцы 21а, 21b, а не венцы 24а, 24b.)
С другой стороны, под лезвиями и между ними расположен деформируемый элемент 26, 27а, 27b, преимущественно изготовленный из эластомера.
В варианте, показанном на фиг.2 и 6, режущий диск 19 содержит единственный деформируемый элемент 26, зажатый между зажимными фланцами 21а, 21b.
В отличие от этого, на фиг.3 и 7 показан широкий режущий диск (режущий барабан) 19, который специально предназначен для значительных объемов производства резаных волокон. Этот режущий диск содержит компоненты описанного выше режущего диска и отличается от него добавкой второго деформируемого элемента 27b (на самом деле, деформируемый элемент 26 просто разделен на две части, 27а и 27b, чтобы можно было установить поддерживающий венец 29), расположенного напротив первого деформируемого элемента 27а, причем два деформируемых элемента 27а, 27b разделены по оси распоркой 28, которая позволяет лезвиям 22 иметь точку опоры главным образом на одинаковом расстоянии от их концов. Центральный венец 29, который установлен соосно с распоркой 28, имеет на своей периферии множество радиальных пазов 30 для прохода режущих лезвий 22.
Деформируемый элемент 26 (или множество деформируемых элементов 27а, 27b в случае фиг.3), расположенный под лезвиями 22, образован в виде кольца из эластомера, края которого подняты по всему диаметру, чтобы образовать плоскую опорную поверхность, позволяющую точно сопрягаться с цилиндрическими опорными поверхностями венцов.
Деформируемые элементы 26, 27а, 27b объединены с кольцом, образующим центральную часть, и имеют на своей верхней поверхности выступы в виде ребер, расположенных с шагом, соответствующим шагу лезвий 22, которые будут расположены, с некоторым люфтом, в свободных промежутках между указанными лезвиями. Таким образом, эти элементы образуют венец с деформируемыми ребрами, который преимущественно является монолитным; этот венец, установленный свободно без зажима, будет установлен в заданное угловое положение и будут не жестко центрирован при помощи венцов 24а, 24b.
Можно заметить, что в ходе работы верхняя сторона ребер описывает цилиндрическую поверхность вращения, радиус которой отличается от радиуса круга, проходящего через вершину острия лезвий, причем разница между радиусами составляет несколько десятых долей миллиметра.
Из описанного здесь выше вида сборки следует, что лезвия 22 не поддерживают у их концов, при помощи гибких контактов, с прижимом к жестким контактам, образованным за счет оснований радиальных пазов 23 венцов 24а, 24b, которые расположены по меньшей мере между концами, причем эта точка покоится на несущей (sur le porte) центрального венца 29 (в варианте осуществления, показанном на фиг.2, центральная точка опоры отсутствует). Собранный таким образом режущий диск 19 устанавливают на вращающуюся ступицу 20, показанную на фиг.1, и производят его центровку на ней при помощи конуса; крепление режущего диска на валу осуществляют при помощи винтов.
Ось вращения венца с ребрами совпадает с осью режущего диска.
Деформируемые кольцевые элементы 26, 27а, 27b и их ребра образованы из эластомера, например из полиуретана, твердость которых по Шору (шкала А) составляет от 80 до 100. Можно также предусмотреть изготовление этих элементов из двух материалов, а именно изготовление сердечника элемента из первой пластмассы и изготовление ребер из второй пластмассы, за счет формования сверху, причем первая и вторая пластмасса могут иметь различные механические свойства, в частности различную твердость.
Как это показано на фиг.1, режущий диск 19 взаимодействует с опорным диском 18. Поверхность указанного опорного диска покрыта гибким слоем из эластомера, например из полиуретана, аналогичного эластомеру, из которого образован ранее описанный венец с ребрами.
Расстояние между осями вращения барабанов 18 и 19 можно регулировать (прикладывая прижимное усилие), так чтобы острие лезвий проникало более глубоко в покрытие опорного барабана (причем деформация слоя из эластомера ограничивает проникновение лезвий).
Следует иметь в виду, что диаметр венца с ребрами выбран так, что при остановке режущего устройства верхние стороны ребер не выходят за уровень острия лезвий. Двигатель преимущественно подключен к режущему диску 19, который приводит во вращение опорный диск 18, установленный свободно на своей оси. Движение передается одновременно за счет воздействия ребер на покрытие и за счет зацепления, вызванного небольшим проникновением лезвий в указанное покрытие.
Можно также отметить, что толщину кольцевой части деформируемого элемента 26, 27а, 27b определяют в функции модуля Юнга эластомерного материала, из которого изготовлен этот элемент, так чтобы иметь правильное расширение ребра (которое служит точкой опоры для волокон во время фазы вытяжки, затем во время фазы резки на куски), для диапазона желательных скоростей резки.
На фиг.4 показано функционирование устройства в соответствии с настоящим изобретением, приспособленного для получения относительно длинных кусков волокон.
Как это показано на фиг.4, режущий диск 19 имеет венец с ребрами, верхние поверхности которых доходят до уровня острия лезвий при остановке режущего диска. Когда режущий диск достигнет своей нормальной скорости вращения, деформируемый элемент и ребра будут иметь небольшое радиальное расширение, вызванное центробежной силой, и, за счет этого, последовательность верхних сторон ребер образует тогда квазинепрерывную цилиндрическую поверхность вращения, радиус которой превышает радиус концентрического круга, проходящего через вершину острия лезвий. В этом случае, цилиндрическая поверхность вращения и поверхность покрытия входят в контакт, зажимая волокна и вызывая их вытяжку, преимущественно во время их резки, только за счет этого действия. Давление, оказываемое ребром на стекловолокно, не зависит от давления прижима между осями двух дисков (режущего и опорного). Это давление является постоянным и зависит только от природы и геометрии деформируемого элемента.
В режущем диске 19 промежутки между лезвиями выбраны так, что операция резки всякий раз осуществляется при помощи одного лезвия.
В самой зоне резки, ребра принудительно смещаются внутрь под действием давления, оказываемого поверхностью опорного диска 18; под этим действием, кольцевая часть деформируемого элемента реформируется радиально внутрь в пространство, расположенное выше несущей венца.
За счет этого, постепенно освобождается острие одного лезвия, которое проникает в периферийное покрытие опорного диска и при этом отрезает кусок волокна.
На выходе из зоны резки происходит выбрасывание куска волокна при помощи ребра, которое постепенно выходит (смещается наружу) под действием центробежной силы.
В этом варианте приведение во вращение опорного диска при помощи ведущего режущего диска осуществляется главным образом за счет тесного взаимодействия цилиндрической поверхности вращения с поверхностью покрытия; за счет этого возникает сжатие отрезанного куска, которое ослабляется за счет радиального отвода венца с ребрами и не является достаточным для нарушения целостности отрезанного куска.
На фиг.5 показано функционирование другого варианта устройства в соответствии с настоящим изобретением, приспособленного для резки волокна на куски небольшой длины. В этом случае промежутки между лезвиями выбраны так, что операция резки всякий раз осуществляется при помощи по меньшей мере двух лезвий.
Целостность отрезанных кусков волокон тем труднее поддерживать, чем меньше точек контакта между различными элементарными волокнами, образующими волокно, что как раз происходит при уменьшении длины кусков волокон. Потеря сцепления может происходить либо после сдавливания волокна между двумя поверхностями, сильно прижатыми друг к другу, либо после отрезания волокна, если волокно недостаточно удерживается при этой операции.
Таким образом, следует избегать как слишком сильного прижима верхней поверхности ребер к поверхности покрытия опорного диска, так и, напротив, отсутствия контакта между этими двумя поверхностями, причем в таких крайних случаях некоторые отрезанные куски будут расслаиваться на элементарные волокна, что приводит к образованию мелочи и к быстрому загрязнению устройства.
Показанная на фиг.5 система резки работает следующим образом. Волокна приводятся в движение только за счет тяги, возникающей в результате их сцепления с поверхностью покрытия опорного диска. В самой зоне резки волокна входят в контакт с острием первого лезвия, затем захватываются и удерживаются между поверхностью покрытия, верхней стороной одного ребра и следующим лезвием, которое захватывает кусок волокна. При контакте с покрытием ребра принудительно смещаются, но не так сильно и под меньшим давлением, чем в предыдущем случае. При этом отрезанный кусок просто удерживается зажатым между двумя поверхностями из эластомера и полностью сохраняет свою целостность.
На выходе из зоны резки происходит выбрасывание кусков волокон при помощи выходящих (смещающихся наружу) ребер. В этом варианте приведение во вращение опорного диска при помощи ведущего режущего диска 19 осуществляется главным образом за счет проникновения лезвий в покрытие опорного диска. По этой причине может быть также интересно использовать режущий диск, снабженный лезвиями, расположенными перпендикулярно к его периферии и имеющими наклон к его оси под углом от 10 до 30°
Из приведенного описания можно понять, что режущее устройство регулируют так, чтобы режущие лезвия не проникали слишком глубоко в покрытие опорного диска, причем эту регулировку повторяют всякий раз, когда износ поверхности указанного покрытия требует его повторной обработки. Деформируемый элемент выбирают так, чтобы даже после радиального расширения, вызванного центробежной силой, верхние стороны ребер описывали окружность, радиус которой немного меньше радиуса концентрической окружности, проходящей через вершину острия лезвий. В рабочем состоянии разница между радиусами составляет 5-10 мм.
При проведении указанной регулировки характеристики деформируемых элементов и главным образом разницу между радиусами концентрических окружностей, одну из которых описывают верхние стороны ребер, а другая проходит через вершину острия, выбирают в соответствии с желательной длиной резаных волокон.
Эта разница составляет несколько десятых долей миллиметра, например, от -0,2 до +0,3 мм, если в качестве опорного радиуса принять радиус окружности, проходящей через вершину острия режущих лезвий.
Совершенно очевидно, что кроме длины резаных волокон следует принимать во внимание и другие параметры, такие как, например, степень влажности исходного волокна или диаметр элементарных волокон, образующих это волокно, чтобы выбрать венец с ребрами, наилучшим образом подходящий для предусмотренного вида использования.
Устройство в соответствии с настоящим изобретением объединяет в себе многочисленные преимущества, в том числе:
- возможность резки множества стекловолокон, которые поступают от множества фильер с линейными скоростями вытяжки, составляющими несколько десятков метров в секунду;
- деформируемый элемент с ребрами позволяет сохранять целостность отрезанных кусков волокон и выбрасывать их из зоны резки;
- деформируемый элемент с ребрами позволяет предотвращать загрязнение режущего диска;
- режущий диск, который является ведущим и сохраняет постоянный диаметр, позволяет исключить изменения отрегулированной скорости вращения;
- режущий диск можно легко устанавливать и снимать, когда необходимо заменить одно или несколько лезвий. Большая часть образующих его деталей являются симметричными, что облегчает монтаж и уменьшает число запасных деталей;
- конструкция режущего диска преимущественно позволяет также изменять длину множества кусков волокон за счет изменения шага канавок. (Можно также вводить между режущими лезвиями не режущие лезвия, чтобы изменять шаг резки). В самом деле, в случае деформируемого элемента с заданными ребрами, регулировка длины кусков волокон легко может быть осуществлена за счет введения между двумя последовательными режущими лезвиями одного или нескольких лезвий, не имеющих острия, высота которых не доходит до поверхности опорного барабана в зоне резки. Эти лезвия вводят для того, чтобы поддерживать на месте деформируемый элемент с ребрами и избегать значительных деформаций, которые могут вызвать его разрушение.
В конечном счете, можно иметь на режущем барабане (диске) всего одно лезвие и получать за счет этого куски волокон, длина которых равна длине окружности указанного барабана.
В распространенных случаях, без затруднений получают из волокон, вытянутых при скоростях от 30 до 50 метров в секунду, куски волокон, длина которых может варьировать ориентировочно от 3 мм до 50 мм.
Реферат
Изобретение относится к режущему диску (19), предназначенному для резки непрерывных волокон на куски заданной длины, и установке для изготовления резаных волокон. Режущий диск содержит опорный элемент, образованный при помощи вращающегося барабана, снабженного лезвиями (22), расположенными перпендикулярно к его периферии, и элементы между лезвиями (22), которые должны обеспечивать под действием центробежной силы прижим волокон (11) к поверхности опорного барабана, затем резку волокон на куски (14) и выбрасывание отрезанных кусков. Элементы, обеспечивающие прижим волокон, образованы при помощи ребер, объединенных с деформируемым кольцом (26, 27а, 27b), расположенным под основанием лезвий (22), ось которого совпадает с осью вращения указанного режущего диска (19). Указанный режущий диск характеризуется тем, что деформируемое кольцо (26, 27а, 27b) содержит на каждой стороне прямую стенку, причем указанные стенки расположены параллельно друг другу и идут от основания деформируемого кольца (26, 27а, 27b) до основания ребер. Изобретение позволяет повысить скорость резки непрерывных волокон и увеличить число фильер. 2 н. и 10 з.п. ф-лы, 7 ил.
Комментарии