Пучок углеродного волокна, способ его производства, препрег и армированный углеродным волокном композитный материал - RU2784511C2
Код документа: RU2784511C2
Чертежи

Описание
Область техники
[0001]
Настоящее изобретение относится к пучку углеродного волокна, который соответствующим образом используют в спортивных областях применения, таких как клюшки для гольфа и рыболовные удочки, а также в других общепромышленных областях, и к способу его производства, препрегу и армированному углеродным волокном композитному материалу, полученным с использованием пучка углеродного волокна.
Уровень техники
[0002]
В последние годы пучки углеродного волокна активно используют в различных промышленных областях в качестве армирующих волокон для армированных волокном композитных материалов, так как они имеют исключительно высокие удельную прочность и удельный модуль упругости при растяжении. В частности, в областях, где важно снижение массы, ускоряется замена обычных металлических материалов на углеволокнистые композиты. В частности, в спортивных областях снижение массы требуется для клюшек для гольфа, рыболовных удочек, велосипедов, ракеток и др., и эти варианты применения расширяются все больше и больше.
[0003]
Для снижения веса в спортивных областях требуется, чтобы армированный углеродным волокном композитный материал имел высокий модуль упругости при растяжении и был превосходен по широкому спектру физических свойств, таких как прочность при растяжении и прочность на сжатие. Наиболее широко используемый пучок углеродного волокна на основе полиакрилонитрила производят промышленным образом посредством процесса стабилизации с превращением пучка волокна-предшественника на основе полиакрилонитрила в пучок стабилизированного волокна в окислительной атмосфере при температуре от 200 до 300°C; процесса предварительной карбонизации с превращением пучка стабилизированного волокна в пучок предварительно карбонизированного волокна, посредством предварительной карбонизации в инертной атмосфере при максимальной температуре от 500 до 1000°C; и процесса карбонизации с превращением пучка предварительно карбонизированного волокна в пучок углеродного волокна, посредством карбонизации в инертной атмосфере при максимальной температуре от 1700 до 3000°C. Известно, что модуль упругости при растяжении армированного углеродным волокном композитного материала улучшается по существу пропорционально модулю упругости при растяжении пропитанной смолой нити пучка углеродного волокна (далее называется просто модулем упругости при растяжении нити). Известно, что такой модуль упругости при растяжении нити может быть увеличен за счет дополнительного повышения максимальной температуры в процессе карбонизации. Однако специалисты сходятся во мнении, что пучок углеродного волокна, имеющий высокий модуль упругости нити, полученный путем повышения максимальной температуры процесса карбонизации, вызывает снижение прочности на сжатие армированных углеродным волокном композитов из-за увеличения размера кристаллита (Патентный документ 1), и обычно существует компромиссное соотношение между прочностью на сжатие и модулем упругости при растяжении нити армированного углеродным волокном композитного материала. Поэтому были проведены исследования с целью улучшения модуля упругости при растяжении нити без увеличения размера кристаллита. В качестве метода снижения размера кристаллита пучка углеродного волокна предложен, например, метод улучшения прочности на сжатие одиночных волокон путем внедрения ионов на поверхность углеродных волокон, чтобы разрушить кристаллит поверхностного слоя углеродного волокна (Патентный документ 1). В качестве метода улучшения модуля упругости при растяжении нити без увеличения размера кристаллита пучка углеродного волокна известен метод повышения коэффициента растяжения в процессе карбонизации, и предложены методы улучшения растяжимости в процессе карбонизации путем переплетения или скручивания пучка волокна-предшественника, чтобы повысить коэффициент растяжения в процессе карбонизации без ухудшения перерабатываемости (Патентные документы 2 и 3), и метод повышения молекулярной массы полиакрилонитрильного сополимера (Патентный документ 4). Также предложен метод улучшения прочности на сжатие одиночного волокна пучка углеродного волокна путем регулирования стабилизированной структуры, чтобы улучшить прочность на сжатие армированного углеродным волокном композитного материала, вне зависимости от растяжения (Патентный документ 5).
Документы предшествующего уровня техники
Патентные документы
[0004]
Патентный документ 1: JP 3-180514 A
Патентный документ 2: JP 2014-141761 A
Патентный документ 3: JP 2014-159665 A
Патентный документ 4: JP 2008-308776 A
Патентный документ 5: JP 2015-10290 A
Сущность изобретения
Проблемы, решаемые изобретением
[0005]
В патентном документе 1, хотя размер кристаллита был понижен путем внедрения ионов в углеродные волокна, что привело к увеличению кажущейся прочности на сжатие, измеренной методом петли, максимально до 10,0 ГПа, это не было удовлетворительным с точки зрения баланса с модулем упругости при растяжении нити. В соответствии с методами, упомянутыми выше в патентных документах 2 и 3, пучок волокна-предшественника не рвется, даже когда прикладывают большое натяжение в процессе карбонизации за счет переплетения или скручивания пучка волокна-предшественника. Однако прочность на сжатие одиночного волокна не была удовлетворительной. В соответствии с методом, упомянутым в патентном документе 4, хотя растяжимость при карбонизации улучшена и модуль упругости при растяжении нити улучшен за счет увеличения молекулярной массы полиакрилонитрильного сополимера, прочность на сжатие одиночного волокна не была удовлетворительной. В соответствии с методом, упомянутым в патентном документе 5, прочность на сжатие одиночного волокна может быть повышена путем регулирования стабилизированной структуры. Однако уровень модуля упругости при растяжении нити является низким, и, когда максимальную температуру процесса карбонизации просто повышают на основании метода патентного документа 5, прочность на сжатие одиночного волокна существенно падает, следовательно, не удается достичь высокого уровня как модуля упругости при растяжении нити, так и прочности на сжатие одиночного волокна.
[0006]
Для решения этих проблем задачей настоящего изобретения является получение пучка углеродного волокна, который одновременно проявляет высокую прочность на сжатие армированного углеродным волокном композитного материала и высокий модуль упругости при растяжении нити пучка углеродного волокна, а также разработка способа его производства и создание препрега, полученного с использованием пучка углеродного волокна.
Решение задач
[0007]
Для решения упомянутых выше проблем настоящее изобретение состоит в нижеследующем техническом решении. Иначе говоря, пучок углеродного волокна по настоящему изобретению представляет собой пучок углеродного волокна, в котором соотношение между размером кристаллита Lc (нм), прочностью на сжатие одиночного волокна Fc (ГПа), измеренной методом фрагментации при сжатии композитов, содержащих волокно одного типа, и начальным модулем упругости E0 (ГПа) при испытании на растяжение нити одновременно удовлетворяет следующим формулам (1)-(3), и Lc имеет значение 4,00 нм или меньше:
Fc ≥ 1,3 × 10/Lc - 0,3 (1)
E0 ≤ 80 × Lc + 155 (2)
E0 ≥ 330 (3).
[0008]
Способ производства пучка углеродного волокна по настоящему изобретению представляет собой способ производства пучка углеродного волокна, который включает получение пучка по существу нескрученного волокна посредством процесса стабилизации, в котором волокно-предшественник на основе полиакрилонитрила подвергают термической обработке в атмосфере, содержащей кислород; процесс предварительной карбонизации, в котором пучок волокна, полученный в процессе стабилизации, подвергают термической обработке в инертной атмосфере при максимальной температуре от 500 до 1000°C; процесс карбонизации, в котором пучок волокна, полученный в процессе предварительной карбонизации, подвергают термической обработке в инертной атмосфере при максимальной температуре от 1700 до 3000°C; и процесс, в котором пучок волокна, полученный в процессе карбонизации, подвергают окислительной обработке; где
процесс стабилизации проводят до тех пор, пока отношение интенсивности пика при 1453 см-1 к интенсивности пика при 1370 см-1 в инфракрасном спектре пучка волокна не будет находиться в интервале от 0,60 до 0,70, и отношение интенсивности пика при 1254 см-1 к интенсивности пика при 1370 см-1 в инфракрасном спектре не будет находится в интервале от 0,50 до 0,65; и
натяжение пучка волокна в процессе карбонизации составляет от 4,0 до 6,0 мН/дтекс, и процесс карбонизации проводят до тех пор, пока соотношение между размером кристаллита Lc (нм) в пучке волокна и максимальной температурой T не будет удовлетворять следующей формуле: Lc ≥ 2,00 × 10-3 × T - 0,90.
[0009]
Другой способ производства пучка углеродного волокна по настоящему изобретению представляет собой способ производства пучка углеродного волокна, который включает получение пучка углеродного волокна посредством процесса стабилизации, в котором пучок волокна-предшественника на основе полиакрилонитрила подвергают термической обработке в атмосфере, содержащей кислород; процесса предварительной карбонизации, в котором пучок волокна, полученный в процессе стабилизации, подвергают термической обработке в инертной атмосфере при максимальной температуре от 500 до 1000°C; процесса карбонизации, в котором пучок волокна, полученный в процессе предварительной карбонизации, подвергают термической обработке в инертной атмосфере при максимальной температуре от 1700 до 3000°C; и процесса, в котором пучок волокна, полученный в процессе карбонизации, подвергают окислительной обработке; где
натяжение пучка волокна в процессе стабилизации составляет 1,0 мН/дтекс или больше;
процесс стабилизации проводят до тех пор, пока отношение интенсивности пика при 1453 см-1 к интенсивности пика при 1370 см-1 в инфракрасном спектре пучка волокна не будет находиться в интервале от 0,60 до 0,70, и отношение интенсивности пика при 1254 см-1 к интенсивности пика при 1370 см-1 в инфракрасном спектре не будет находиться в интервале от 0,50 до 0,65; и
число скручиваний пучка волокна в процессе карбонизации составляет 2 витка/м или больше, или угол скручивания поверхности пучка волокна составляет 0,2° или больше, и натяжение пучка волокна в процессе карбонизации составляет 4,0 мН/дтекс или больше.
Эффекты изобретения
[0010]
В соответствии с пучком углеродного волокна по настоящему изобретению можно получить эффект достижения на высоком уровне как прочности на сжатие армированного углеродным волокном композитного материала, так и модуля упругости при растяжении нити пучка углеродного волокна. В соответствии с препрегом по настоящему изобретению можно получить эффект достижения на высоком уровне как прочности на сжатие, так и модуля упругости при растяжении армированного углеродным волокном композитного материала.
Краткое описание чертежей
[0011]
ФИГ. 1 представляет собой вид, показывающий метод измерения разрывной длины.
Варианты осуществления изобретения
[0012]
В пучке углеродного волокна по настоящему изобретению соотношение между размером кристаллита Lc (нм), прочностью на сжатие одиночного волокна Fc (ГПа), измеренной методом фрагментации при сжатии композитов, содержащих волокно одного типа, и начальным модулем упругости E0 (ГПа) при испытании на растяжение нити одновременно удовлетворяет приведенным ниже формулам (1)-(3):
[0013]
Fc ≥ 1,3 × 10/Lc - 0,3 (1)
E0 ≤ 80 × Lc + 155 (2)
E0 ≥ 330 (3).
[0014]
Пучок углеродного волокна, который одновременно удовлетворяет этим трем формулам, может обеспечивать на высоком уровне как прочность на сжатие армированного углеродным волокном композитного материала, так и модуль упругости при растяжении нити пучка углеродного волокна, что является целью настоящего изобретения. Ниже каждая формула описана по отдельности.
[0015]
В пучке углеродного волокна по настоящему изобретению, соотношение между размером кристаллита Lc (нм), прочностью на сжатие одиночного волокна Fc (ГПа), измеренной методом фрагментации при сжатии композитов, содержащих волокно одного типа, и начальным модулем упругости E0 (ГПа) при испытании на растяжение нити находится в интервале следующей формулы (1):
Fc ≥ 1,3 × 10/Lc - 0,3 (1).
[0016]
В пучке углеродного волокна по настоящему изобретению правая сторона формулы (1) более предпочтительно имеет вид 1,3 × 10/Lc+0,1 и еще более предпочтительно 1,3 × 10/Lc+0,5. Размер кристаллита Lc представляет собой показатель, обозначающий толщину кристаллитов, существующих в углеродных волокнах, в направлении c-оси, и его оценивают с помощью широкоугольной дифракции рентгеновских лучей пучка волокна, рассмотренной ниже. Вместе с тем, также можно оценить одно одиночное волокно с помощью широкоугольной дифракции микролуча рентгеновских лучей. В пучке волокна по настоящему изобретению данные широкоугольной дифракции рентгеновских лучей и данные широкоугольной дифракции микролуча рентгеновских лучей одиночного волокна эквивалентны. В целом известно, что чем больше размер кристаллита углеродных волокон, тем больше прочность на сжатие одиночного волокна склонна падать. Приведенная выше формула (1) означает, что пучок углеродного волокна по настоящему изобретению имеет более высокую прочность на сжатие одиночного волокна, чем значение, ожидаемое из обычных выводов в отношении размера кристаллита. В результате может быть достигнута на высоком уровне как прочность на сжатие, так и модуль упругости при растяжении нити армированного углеродным волокном композитного материала, которые являются эффектами настоящего изобретения. В пучке углеродного волокна по настоящему изобретению может быть получено значение, удовлетворяющее прочности на сжатие армированного углеродным волокном композитного материала, когда правая сторона формулы (1) становится 1,3 × 10/Lc - 0,3 или больше. Чем выше прочность на сжатие одиночного волокна, тем лучше. Когда правую сторону формулы (1) регулируют до значения 1,3 × 10/Lc + 1,0, более предпочтительно до значения 1,3 × 10/Lc + 0,5 и еще более предпочтительно до значения 1,3 × 10/Lc, как правило, получают высокий эффект.
[0017]
«Метод фрагментации при сжатии композитов, содержащих волокно одного типа», используемый в настоящем изобретении, представляет собой метод изучения прочности на сжатие одиночного волокна углеродных волокон путем подсчета числа разрывов волокна вследствие каждой деформации сжатия при ступенчатом прикладывании деформации сжатия к армированному углеродным волокном композитному материалу, включающему одиночное волокно пучка углеродного волокна, заделанное в смолу (композиты, содержащие волокно одного типа). Чтобы преобразовать деформацию сжатия композита, содержащего волокно одного типа, возникающую при разрыве волокон, в прочность на сжатие одиночного волокна, необходимо учесть разницу между деформацией сжатия композита, содержащего волокно одного типа, и деформацией сжатия волокна, и нелинейность модуля упругости при растяжении при каждой деформации сжатия волокна. В настоящем изобретении напряжение сжатия одиночного волокна получают путем аппроксимации кривой «напряжение-деформация» (S-S), полученной при испытании на растяжение нити (подробности описаны ниже) с использованием квадратичной функции с деформацией по оси X и напряжением по оси Y, после чего следует расчет с использованием аппроксимирующей прямой, проходящей к стороне деформации сжатия. Напряжение сжатия одиночного волокна в момент, когда число разорвавшихся волокон превышает 1/10 мм, определяют, как прочность на сжатие одиночного волокна. Для контроля пучка углеродного волокна так, чтобы он удовлетворял формуле (1), необходимо, чтобы высокое натяжение было приложено в процессе карбонизации, рассмотренном ниже, и термическая обработка была проведена за то время, пока в процессе карбонизации размер кристаллита растет при постоянной температуре.
[0018]
В пучке углеродного волокна по настоящему изобретению соотношение между размером кристаллита Lc и начальным модулем упругости E0 (ГПа) при испытании на растяжение нити находится в интервале формулы (2):
E0 ≤80 × Lc + 155 (2).
[0019]
В пучке углеродного волокна по настоящему изобретению соотношение формулы (2) более предпочтительно имеет вид E0 ≤ 80 × Lc+120 и еще более предпочтительно E0 ≤ 80 × Lc+110. Обычно чем больше размер кристаллита пучка углеродного волокна, тем больше ориентация кристаллитов делается однородной, так что начальный модуль упругости при испытании на растяжение нити становится выше. Начальный модуль упругости при испытании на растяжение нити, измеренный с пучком углеродного волокна, является почти таким же, как и начальный модель упругости углеродного волокна из одиночного волокна. Несмотря на небольшой размер кристаллитов пучка углеродного волокна пучок углеродного волокна, имеющий высокий начальный модуль упругости при испытании на растяжение нити, может быть произведен за счет прикладывания большого натяжения в процессе карбонизации, чтобы сделать ориентацию кристаллитов однородной. Однако легко растет ворсистость вследствие большого натяжения, и ухудшение качества продукта может создавать проблему перерабатываемости высокого порядка при получении армированного углеродным волокном композитного материала. Для предупреждения такого ухудшения качества обычно необходимо методом проб и ошибок отыскать условия производства, при которых маловероятно увеличение ворсистости.
[0020]
В результате исследования заявители настоящего изобретения установили, что начальный модуль упругости при испытании на растяжение нити относительно размера кристаллита может быть доведен до максимального при одновременном подавлении ворсистости пучка углеродного волокна путем регулирования начального модуля упругости и размера кристаллита при испытании на растяжение нити пучка углеродного волокна так, чтобы удовлетворять соотношению формулы (2). Нижняя граница правой стороны формулы (2) особенно не ограничена, и, когда нижнюю границу регулируют до значения 80 × Lc + 60, более предпочтительно до 80 × Lc + 70 и еще более предпочтительно до 80 × Lc + 80, можно улучшить качество с одновременным повышением начального модуля упругости при испытании на растяжение нити.
[0021]
Начальный модуль упругости E0 при испытании на растяжение нити, используемый в настоящем изобретении, определяют как коэффициент «b» основного допущения при аппроксимации кривой S-S, полученной при испытании на растяжение нити пучка углеродного волокна, с использованием квадратичной функции (y=ax²+bx+c) с «x» в качестве деформации и «y» в качестве напряжения (ГПа) в интервале 0≤y≤3. Чтобы контролировать пучок углеродного волокна так, чтобы он удовлетворял соотношению формулы (2), требуется, чтобы высокое натяжение было приложено в процессе карбонизации, рассмотренном ниже, и термическая обработка была проведена за время, пока размер кристаллита растет при постоянной температуре. Также можно оценить Lc и E0 из одиночного волокна методом, описанным ниже.
[0022]
В пучке углеродного волокна по настоящему изобретению соотношение начального модуля упругости E0 (ГПа) при испытании на растяжение нити находится в интервале формулы (3):
E0 ≥ 330 (3).
[0023]
В пучке углеродного волокна по настоящему изобретению соотношение формулы (3) предпочтительно имеет значение E0 ≥ 340 и более предпочтительно E0 ≥ 350. Когда начальный модуль упругости пучка углеродного волокна при испытании на растяжение нити имеет значение 330 ГПа или больше, модуль упругости при растяжении армированного углеродным волокном композитного материала, полученного в результате, растет, что является предпочтительным. Хотя E0 предпочтительно имеет как можно более высокое значение, правую сторону формулы (3) регулируют так, чтобы верхняя граница имела значение предпочтительно 450, более предпочтительно 400 и еще более предпочтительно 380. В общем случае, когда начальный модуль упругости при испытании на растяжение нити растет, прочность на сжатие одиночного волокна часто падает, но пучок углеродного волокна по настоящему изобретению имеет достаточную прочность на сжатие для практических целей, даже когда начальный модуль упругости при испытании на растяжение нити составляет 330 ГПа или больше. Начальный модуль упругости при испытании на растяжение нити может быть оценен из кривой S-S, полученной в испытании на растяжение нити пучков углеродного волокна, как упоминалось выше. Чтобы контролировать пучок углеродного волокна для удовлетворения соотношению формулы (3), требуется повысить степень ориентации волокон-предшественников на основе полиакрилонитрила, приложить высокое натяжение к пучку волокна в процессе предварительной карбонизации и в процессе карбонизации, упомянутых ниже, повысить максимальную температуру процесса карбонизации и увеличить время термической обработки в процессе карбонизации.
[0024]
Пучок углеродного волокна по настоящему изобретению имеет размер кристаллита Lc предпочтительно 2,60 нм или больше, более предпочтительно 2,85 нм или больше и еще более предпочтительно 3,00 нм или больше. Если Lc имеет значение 2,60 нм или больше, легко удовлетворить требование как по прочности на сжатие пучка углеродного волокна, так и по начальному модулю упругости при испытании на растяжение нити. Если Lc составляет 2,85 нм или больше, можно достичь более высокого промышленного значения с точки зрения начального модуля упругости. Верхняя граница Lc в пучке углеродного волокна по настоящему изобретению составляет 4,00 нм. Если размер кристаллита Lc слишком большой, прочность на сжатие для прочности на сжатие одиночного волокна может падать и перерабатываемость высокого порядка может ухудшаться, например, легко может возникать ворсистость. Можно подавить ухудшение этих свойств путем установления верхней границы Lc при 4,00 нм или меньше. Предпочтительно Lc имеет значение 3,80 нм или меньше и более предпочтительно 3,60 нм или меньше. Обычно прочность на сжатие одиночного волокна имеет тенденцию падать, когда размер кристаллита углеродных волокон растет, но пучок углеродного волокна по настоящему изобретению имеет и высокий размер кристаллита, и высокую прочность на сжатие одиночного волокна. Так как может быть сохранена перерабатываемость высокого порядка, можно получить эффект достижения как модуля упругости при растяжении, так и прочности на сжатие армированных углеродным волокном композитов, что составляет эффект настоящего изобретения. Примеры способа контролирования размера кристаллита пучка углеродного волокна в пределах приведенного выше интервала включают повышение максимальной температуры процесса карбонизации, увеличение времени термической обработки в процессе карбонизации и т.п.
[0025]
В пучке углеродного волокна по настоящему изобретению количество ворсинок, имеющихся в пучке углеродного волокна, составляет предпочтительно 2/м или меньше, более предпочтительно 1,0/м или меньше и еще более предпочтительно 0,5/м или меньше. Когда количество ворсинок, существующих в пучке углеродного волокна, растет, перерабатываемость высокого порядка для армированного углеродным волокном композитного материала ухудшается, и, когда формируют армированный углеродным волокном композитный материал, часть, где волокна разрушены под действием напряжения сжатия, может стать отправной точкой разрушения, приводящего к снижению прочности на сжатие армированного углеродным волокном композитного материала. Когда число ворсинок в пучке углеродного волокна составляет 2/м или меньше, перерабатываемость более высокого порядка и прочность на сжатие армированного углеродным волокном композитного материала, как правило, сохраняются при удовлетворительных значениях. Число ворсинок рассчитывают путем подсчета числа (пушистых комков)/ворсинок, пока пучок углеродного волокна движется со скоростью 1 м/мин на 10 м по одной линии, с последующим преобразованием в их число на 1 м. Примеры способа контролирования числа ворсинок, находящихся на 1 м пучка углеродного волокна, в пределах приведенного выше интервале включают уменьшение прикладываемого натяжения в процессе карбонизации, упомянутом ниже.
[0026]
Пучок углеродного волокна по настоящему изобретению имеет среднюю разрывную длину предпочтительно от 800 до 1100 мм, более предпочтительно от 850 до 1050 мм и еще более предпочтительно от 900 до 1000 мм. Когда средняя разрывная длина составляет 800 мм или больше, пучок углеродного волокна достаточно раскрыт при производстве армированного углеродным волокном композитного материала, и матричная смола легко впитывается в пространство между одиночными волокнами, что приводит к равномерной передаче напряжения в армированных углеродным волокном композитах, следовательно, делает возможным повышение прочности на сжатие армированных углеродным волокном композитов. Не имеется особенного ограничения по верхней границе средней разрывной длины пучка углеродного волокна, и достаточный эффект, как правило, получают, если верхняя граница составляет 1100 мм или меньше. Детали метода измерения средней разрывной длины могут быть оценены с помощью метода, описанного ниже. В качестве средства контроля средней разрывной длины в пределах приведенного выше интервала можно использовать любой способ, пока может быть достигнут описанный выше интервал числовых значений. Предпочтительно, чтобы средняя разрывная длина пучка предварительно карбонизированного волокна была проконтролирована в интервале от 500 до 800 мм. Для этого предпочтительно проводить обработку переплетением с помощью текучей среды в любом процессе из числа процесса производства волокна-предшественника на основе полиакрилонитрила и процесса стабилизации, то есть, в том месте, где перерабатывают пучок волокна, имеющий удлинение волокна 5% или больше.
[0027]
Пучок углеродного волокна по настоящему изобретению имеет прочность при растяжении нити предпочтительно 3,5 ГПа или больше, более предпочтительно 4,0 ГПа или больше, еще более предпочтительно 4,8 ГПа или больше, даже более предпочтительно 5,2 ГПа или больше и особенно предпочтительно 5,6 ГПа или больше. С точки зрения увеличения относительно удлинения при растяжении полученного армированного углеродным волокном композитного материала предпочтительно увеличение прочности при растяжении нити. Если прочность при растяжении нити составляет 3,5 ГПа или больше, относительное удлинение при растяжении полученного армированного углеродным волокном композитного материала, как правило, является промышленно значимым. Когда прочность при растяжении нити низкая, даже если прочность на сжатие одиночного волокна пучка углеродного волокна высокая, наружная сторона изгиба, где действует растягивающая нагрузка, может вызвать окончательное разрушение, когда прикладывают деформацию изгиба к полученному армированному углеродным волокном композитному материалу. Если прочность при растяжении нити пучка углеродного волокна составляет 4,8 ГПа или больше, пучок углеродного волокна по настоящему изобретению хорошо сбалансирован по высокой прочности на сжатие одиночного волокна, так что легко в достаточной степени поддерживать прочность на сжатие полученного армированного углеродным волокном композитного материала. Хотя прочность при растяжении нити предпочтительно является как можно более высокой, предпочтительно она составляет 9,0 ГПа или меньше, более предпочтительно 8,7 ГПа или меньше и еще более предпочтительно 8,5 ГПа или меньше с точки зрения баланса с прочностью на сжатие одиночного волокна. Прочность при растяжении нити может быть оценена с помощью испытания на растяжение нити, описанного ниже. Чтобы сохранить прочность при растяжении нити в приведенном выше интервале, важно окислять пучок волокна-предшественника на основе полиакрилонитрила, контролируя одновременно параметры инфракрасного спектра, и предварительно карбонизировать и карбонизировать пучок стабилизированного волокна.
[0028]
В пучке углеродного волокна по настоящему изобретению предпочтительно, чтобы диаметр одиночного волокна составлял 5,0 мкм или больше, и соотношение между размером кристаллита Lc (нм) и удельной плотностью (SG), определенной по методу Архимеда, удовлетворяло формулам (4) и (5). Каждая формула описана ниже.
SG ≥ 0,0633 × Lc + 1,565 (4)
2,85 ≤ Lc ≤ 4,00 (5).
[0029]
В пучке углеродного волокна по настоящему изобретению удельная плотность SG предпочтительно имеет значение 0,0633 × Lc+1,565 или больше, более предпочтительно 0,0633 × Lc+1,567 или больше и еще более предпочтительно 0,0633 × Lc+1,569 или больше. В общем случае, чем больше размер кристаллита пучка углеродного волокна, тем больше прочность на сжатие одиночного волокна имеет тенденцию падать. В результате тщательного исследования заявителями настоящего изобретения установлено, что пучок углеродного волокна, имеющий высокую прочность на сжатие одиночного волокна относительно размера кристаллита, получают путем контролирования удельной плотности в интервале формулы (4) относительно размера кристаллита. Хотя причина не ясна, полагают, что перекашивание кристаллитов вызывает разрушение при сжатии в углеродных волокнах, поэтому считают, что образование структуры, имеющей высокую удельную плотность, то есть, плотной структуры, повышает напряжение сжатия, требуемое для перекашивания кристаллитов. Для контролирования соотношения между размером кристаллита и удельной плотностью в интервале формулы (4), эффективно, если термическую обработку проводят за время в процессе карбонизации, упомянутом ниже.
[0030]
В пучке углеродного волокна по настоящему изобретению предпочтительно, чтобы удельная плотность SG удовлетворяла формуле (4) и размер кристаллита Lc находился в интервале 2,85 нм или больше и 4,00 нм или меньше, показанного формулой (5). Причина, по которой размер кристаллитов предпочтительно удовлетворяет такому интервалу, и способ его контролирования рассмотрены выше.
[0031]
Диаметр одиночного волокна пучка углеродного волокна по настоящему изобретению составляет предпочтительно 5,0 мкм или больше, более предпочтительно 6,0 мкм или больше, еще более предпочтительно 6,5 мкм или больше, даже более предпочтительно 6,9 мкм или больше и наиболее предпочтительно 7,2 мкм или больше. Диаметр одиночного волокна оценивают путем наблюдения с помощью сканирующего электронного микроскопа. Если форма поперечного сечения одиночного волокна не является идеальным кругом, диаметр заменяют диаметром эквивалентного круга. Диаметр эквивалентного круга относится к идеальному кругу, имеющему площадь поперечного сечения, равную измеренной площади поперечного сечения одиночного волокна. Если диаметр одиночного волокна составляет 5,0 мкм или больше, пропитку смолой пучка волокна при проведении формования композитного материала эффективно увеличивают и легко получают высококачественный композитный материал с небольшим количеством пустот. Как результат, эффективно повышается модуль упругости при растяжении полученного композитного материала. Если диаметр одиночного волокна составляет 6,0 мкм или больше, одиночное волокно менее склонно к перекашиванию, так что эффективно растет прочность на сжатие одиночного волокна. Не имеется особенного ограничения по верхней границе диаметра одиночного волокна, и верхняя граница составляет приблизительно 15 мкм по производственным причинам. Диаметр одиночного волокна может быть проконтролирован известным способом, например, количеством полимера-предшественника, экструдируемого из фильеры при прядении пучка волокон-предшественников для углеродных волокон и коэффициентом растяжения в каждом процессе.
[0032]
Препрег по настоящему изобретению представляет собой препрег, включающий пучок углеродного волокна, пропитанный термореактивной смолой. Термореактивная смола представляет собой предпочтительно термореактивную смолу, отвержденный продукт которой имеет модуль упругости при растяжении предпочтительно 3,0 ГПа или больше, более предпочтительно 3,2 ГПа или больше и еще более предпочтительно 3,5 ГПа или больше. Когда отвержденный продукт термореактивной смолы имеет высокий модуль упругости при растяжении, он может в достаточной степени проявлять прочность на сжатие одиночного волокна пучка углеродного волокна в полученном армированном углеродным волокном композитном материале, что в результате делает возможным повышение прочности на сжатие всего армированного углеродным волокном композитного материала. Если модуль упругости при растяжении отвержденного продукта термореактивной смолы составляет 3,0 ГПа или больше, можно удовлетворить требование по значению прочности на сжатие армированного углеродным волокном композитного материала. Хотя модуль упругости при растяжении отвержденного продукта термореактивной смолы предпочтительно должен быть как можно более высоким, достаточно, когда он составляет 7,0 ГПа, более предпочтительно 6,7 ГПа и еще более предпочтительно 6,5 ГПа. Тип термореактивной смолы особенно не ограничен, и ее примеры включают эпоксидную смолу, винилэфирную смолу, фенольную смолу, бензоксазиновую смолу, бисмалеимидную смолу, цианатную сложноэфирную смолу, полиимидную смолу и т.д. Из них эпоксидная смола предпочтительна с точки зрения прекрасного удобства в обращении и отверждаемости в состоянии до отверждения.
[0033]
Примеры эпоксидной смолы включают эпоксидную смолу на основе бисфенола A, эпоксидную смолу на основе бисфенола F, эпоксидную смолу на основе бисфенола S, эпоксидную смолу бисфенильного типа, эпоксидную смолу нафталинового типа, новолачную эпоксидную смолу, эпоксидную смолу, имеющую флуореновый скелет, эпоксидную смолу, полученную из фенольного соединения и дициклопентадиена в качестве сырьевого материала, эпоксидную смолу типа простого глицидилового эфира, такую как диглицидиловый эфир резорцина, тетракис(глицидилоксифенил)этан или трис(глицидилоксифенил)метан, и эпоксидную смолу глицидил-аминного типа, такую как тетраглицидилдиаминодифенилметан, триглицидиламинофенол, триглицидиламинокрезол или тетраглицидил-ксилолдиамин. Такие эпоксидные смолы могут быть использованы по отдельности или может быть использовано множество их типов в комбинации.
[0034]
Отверждающий агент эпоксидной смолы особенно не ограничен, пока он заставляет эпоксидную смолу отверждаться, и его примеры включают амины, такие как ароматический амин и алициклический амин, ангидриды кислот, полиаминоамиды, гидразиды органических кислот, изоцианаты и т.п. Аминный отверждающий агент предпочтителен, так как полученный продукт отвержденной смолы имеет прекрасные механические свойства и прекрасную термостойкость. В качестве аминного отверждающего агента можно использовать ароматические амины, такие как диаминодифенил-сульфон и диаминодифенилметан, алифатические амины, такие как дициандиамид или его производные, соединение гидразида и т.п.
[0035]
Отверждающий агент может быть использован в комбинации с ускорителем отверждения. Примеры ускорителя отверждения, который используют в комбинации, включают мочевины, имидазолы, катализаторы типа кислоты Льюиса и т.п. Из них соединение мочевины используют предпочтительно с точки зрения баланса между устойчивостью при хранении и каталитической способностью. Можно использовать в качестве мочевинного соединения N, N-диметил-N’-(3,4-дихлорфенил)мочевину, толуол-бис(диметилмочевину), 4,4’-метилен-бис(фенилдиметилмочевину), 3-фенил-1,1-диметилмочевину и т.п.
[0036]
Препрег включает пучок углеродного волокна и термореактивную смолу. Такой препрег может быть получен путем пропитки пучка углеродного волокна термореактивной смолой. Примеры способа пропитки включают мокрый способ и способ горячего расплава (сухой способ).
[0037]
Мокрый способ представляет собой способ, в котором пучок углеродного волокна погружают в раствор, приготовленный путем растворения термореактивной смолы в растворителе, таком как метилэтилкетон или метанол, после вытаскивания пучка углеродного волокна растворитель испаряют из пучка углеродного волокна с использованием печи и др., пропитывая таким образом пучок углеродного волокна композицией эпоксидной смолы. Способ горячего расплава представляет собой способ, в котором пучок углеродного волокна напрямую пропитывают термореактивной смолой, имеющей вязкость, пониженную путем нагревания, или способ, в котором после изготовления пленки путем нанесения покрытия из термореактивной смолы на прокладочную бумагу пленку наслаивают по обеим сторонам или по одной стороне пучка углеродного волокна, а затем нагревают и прикладывают давление, пропитывая таким образом пучок углеродного волокна смолой. Может быть использован только один пучок углеродного волокна, или может быть использовано множество пучков углеродного волокна в выровненном состоянии.
[0038]
Армированный углеродным волокном композитный материал по настоящему изобретению представляет собой композитный материал, включающий описанный выше пучок углеродного волокна и матричную смолу. В качестве матричной смолы можно использовать отвержденный продукт термореактивной смолы, термопластичной смолы или их смеси. Когда используют термореактивную смолу, композитный материал может быть произведен через описанный выше препрег. В этом случае, как упомянуто выше, предпочтительно использовать термореактивную смолу, отвержденный продукт которой имеет модуль упругости при растяжении 3,0 ГПа или больше, с точки зрения повышения прочности на сжатие армированного углеродным волокном композитного материала. Тип термореактивной смолы особенно не ограничен, и термореактивная смола может быть соответствующим образом использована в комбинации со смолами, упомянутыми выше.
[0039]
Далее описан способ производства пучка углеродного волокна по настоящему изобретению.
[0040]
При производстве пучка углеродного волокна вначале производят волокно-предшественник на основе полиакрилонитрила. Полиакрилонитрильный сополимер предпочтительно используют в качестве сырьевого материала, применяемого для производства пучка полиакрилонитрильного волокна-предшественника. В настоящем изобретении полиакрилонитрильный сополимер относится к сополимерам, в которых, по меньшей мере, акрилонитрил представляет собой основной составляющий компонент сополимера. Основной составляющий компонент обычно относится к составляющему компоненту, который насчитывает от 90 до 100% масс. полимера. В качестве мономера, который может быть использован как компонент сополимеризации, предпочтительно используют мономер, имеющий одну или несколько карбоксильных групп или амидных групп, с точки зрения стимулирования окисления. Примеры мономера, имеющего карбоксильные группы, включают акриловую кислоту, метакриловую кислоту, итаконовую кислоту, их соли щелочного металла и аммонийные соли. Примеры мономера, имеющего амидные группы, включают акриламид.
[0041]
В способе производства пучка волокна-предшественника на основе полиакрилонитрила способ производства полиакрилонитрильного сополимера может быть выбран из известных способов полимеризации.
[0042]
При производстве пучка волокна-предшественника на основе полиакрилонитрила в качестве способа производства волокна может быть использовано прядение по сухому-мокрому способу или прядение по мокрому способу, но прядение по сухому-мокрому способу, эффективному с точки зрения прочности при растяжении нити полученного пучка углеродного волокна, используют предпочтительно. Процесс производства волокна включает процесс прядения путем экструдирования прядильного раствора из фильеры в коагуляционную ванну, процесс водной промывки в водяной ванне для промывки волокон, полученных в процессе прядения, процесс вытяжки в водяной ванне для вытяжки пучка волокна, полученного в процессе водной промывки в водяной ванне, процесс сухой термической обработки, в котором пучок волокна, полученный в процессе вытяжки в водяной ванне, подвергают сухой термической обработке, и, при необходимости, процесс вытяжки паром для вытяжки паром пучка волокна, полученного при сухой термической обработке. Следует отметить, что порядок любого процесса может быть изменен в зависимости от ситуации.
[0043]
Прядильный раствор готовят путем растворения описанного выше полиакрилонитрильного сополимера в растворителе, в котором полиакрилонитрильный сополимер растворим. Примеры растворителя, в котором растворим полиакрилонитрильный сополимер, включают органические растворители, такие как диметилсульфоксид, диметилформамид и диметилацетамид, и водные растворы азотной кислоты, хлорида цинка и роданида натрия.
[0044]
Предпочтительно, чтобы в коагуляционную ванну были включены растворитель, такой как диметилсульфоксид, диметилформамид и диметилацетамид, используемый в качестве растворителя для прядильного раствора, и способствующий коагуляции компонент. В качестве способствующего коагуляции компонента можно использовать компонент, который не растворяет полиакрилонитрильный сополимер и совместим с растворителем, используемым в прядильном растворе. Говоря точнее, предпочтительно использовать воду в качестве способствующего коагуляции компонента.
[0045]
Предпочтительно использовать в качестве ванны для водной промывки в процессе водной промывки ванну водной промывки, включающую множество стадий при температуре от 30 до 98°C. Коэффициент вытяжки в процессе вытяжки в водяной ванне является предпочтительно 2-6-кратным.
[0046]
После процесса вытяжки в водяной ванне предпочтительно наносить масляный агент, полученный из силикона, на пучок волокна с целью предупреждения адгезии между одиночными волокнами. Предпочтительно использовать модифицированный силикон в качестве силиконового масляного агента, и предпочтительно используют агенты, содержащие амино-модифицированный силикон, имеющий высокую термостойкость.
[0047]
Для процесса сухой термической обработки может быть использован известный способ. Например, температура сушки составляет от 100 до 200°C.
[0048]
После процесса сухой термической обработки предпочтительно применяют переплетение пучка волокна с помощью текучей среды. Текучая среда, используемая при переплетении текучей средой, может представлять собой газ или жидкость, и предпочтительным является использование воздуха или азота ввиду низкой стоимости. При переплетении текучей средой текучую среду предпочтительно распыляют на пучок волокна с использованием насадки, и форма насадки, используемой при распылении текучей среды, особенно не ограничена, хотя предпочтительна насадка, имеющая от 2 до 8 инжекционных отверстий. Хотя расположение инжекционных отверстий особенно не ограничено, предпочтительно четное число инжекционных отверстий, расположенных вокруг пучка волокна так, чтобы продольное направление пучка волокна и направление распыления текучей среды находились под углом в интервале от 88 до 90° и каждое инжекционное отверстие было обращено к другому инжекционному отверстию на противоположных сторонах пучка волокна с образованием пары инжекционных отверстий.
[0049]
После описанных выше процесса водной промывки, процесса вытяжки в водяной ванне, процесса нанесения масляного агента и процесса сухой термической обработки необязательно проводят вытяжку паром с получением пучка волокна-предшественника на основе полиакрилонитрила для получения пучка углеродного волокна по настоящему изобретению. Вытяжку паром предпочтительно проводят паром под давлением с коэффициентом вытяжки от 2 до 6.
[0050]
Тонина одиночного волокна пучка волокна-предшественника на основе полиакрилонитрила предпочтительно составляет от 0,5 до 1,5 дтекс, более предпочтительно от 0,7 до 1,5 дтекс и еще более предпочтительно от 0,9 до 1,5 дтекс с точки зрения повышения прочности при растяжении нити пучка углеродного волокна.
[0051]
В способе производства пучка углеродного волокна пучок волокна-предшественника на основе полиакрилонитрила подвергают процессу стабилизации, процессу предварительной карбонизации и процессу карбонизации с получением пучка углеродного волокна.
[0052]
В настоящем изобретении процесс стабилизации относится к процессу, в котором пучок волокна-предшественника на основе полиакрилонитрила подвергают термической обработке при температуре от 200 до 300°C в атмосфере, содержащей кислород. В способе производства пучка углеродного волокна по настоящему изобретению, чтобы повысить начальный модуль упругости и прочность на сжатие одиночного волокна при испытании на растяжение нити пучка углеродного волокна, особенно когда пучок волокна-предшественника на основе полиакрилонитрила подвергают процессу стабилизации, предпочтительно контролировать отношение интенсивности пика при 1453 см-1 к интенсивности пика при 1370 см-1 в инфракрасном спектре полученного стабилизированного пучка волокна, чтобы оно находилось в интервале от 0,60 до 0,70, и отношение интенсивности пика при 1254 см-1 к интенсивности пика при 1370 см-1 в инфракрасном спектре, чтобы оно находилось в интервале от 0,50 до 0,65. Пик при 1453 см-1 в инфракрасном спектре представляет собой пик, полученный от алкена, и снижается с развитием реакции стабилизации. Пик при 1370 см-1 и пик при 1254 см-1 представляют собой пики, полученные от стабилизированной структуры (которая, как считают, представляет собой структуру нафтиридинового кольца и структуру гидрированного нафтиридинового кольца, соответственно), и увеличиваются с развитием реакции стабилизации. В процессе стабилизации обычно уменьшают пик, полученный от полиакрилонитрила, насколько это возможно, чтобы увеличить выход при карбонизации. Однако в настоящем изобретении условия процесса стабилизации намеренно установлены так, чтобы оставалось большое количество алкенов. Установлено, что, если подвергать стабилизированные волокна, имеющие такую структуру, процессу предварительной карбонизации, проявляется эффект повышения начального модуля упругости и прочности на сжатие одиночного волокна при испытании на растяжение нити полученного пучка углеродного волокна. Важно установить условия стабилизации так, чтобы отношение интенсивности пика при 1254 см-1 к интенсивности пика при 1370 см-1 составляло от 0,50 до 0,65. Интенсивность пика, упоминаемая в данном случае, представляет собой поглощение при каждой длине волны после поправки на фон спектра, полученного путем измерения инфракрасного спектра после отбора небольшого количества стабилизированного волокна, и никакого особенного разделения пиков не проводят. Концентрацию образца измеряют после разбавления KBr так, чтобы она составляла 0,67% масс. Чтобы контролировать инфракрасный спектр стабилизированных волокон в пределах приведенного выше интервала, условия производства могут быть изучены в зависимости от подходящего способа производства, описанного ниже.
[0053]
В настоящем изобретении время обработки в процессе стабилизации может быть соответствующим образом выбрано в интервале предпочтительно от 10 до 100 минут. С целью улучшения начального модуля упругости и прочности на сжатие одиночного волокна при испытании на растяжение нити полученного пучка углеродного волокна время обработки в процессе стабилизации устанавливают так, чтобы удельная плотность полученного стабилизированного волокна находилась предпочтительно в интервале от 1,30 до 1,36 и более предпочтительно от 1,31 до 1,35. Более предпочтительно время стабилизационной обработки зависит от температуры стабилизации. Если удельная плотность стабилизированного волокна составляет 1,30 или больше, физические свойства, такие как модуль упругости при растяжении нити пучка углеродного волокна, могут быть проявлены в достаточной степени, и, если удельная плотность составляет 1,36 или меньше, прочность на сжатие одиночного волокна может быть увеличена. Удельную плотность стабилизированного волокна контролируют с помощью времени стабилизационной обработки и температуры стабилизации. В настоящем изобретении, чтобы окислить волокно-предшественник на основе полиакрилонитрила, предпочтительно контролировать температуру стабилизации так, чтобы отношение интенсивности пиков инфракрасного спектра попадало в приведенный выше интервал. Говоря конкретно, температуру стабилизации предпочтительно контролируют в воздухе в интервале от 200 до 300°C, более предпочтительно от 210 до 280°C и еще более предпочтительно от 220 до 280°C. Предпочтительный интервал времени стабилизационной обработки и температуры стабилизации меняется в зависимости от свойств пучка волокна-предшественника на основе полиакрилонитрила и композиции для сополимеризации полиакрилонитрильного сополимера.
[0054]
В настоящем изобретении, когда в процессе карбонизации используют пучок скрученного волокна, натяжение пучка волокна в процессе стабилизации устанавливают на 1,0 мН/дтекс или больше. Натяжение предпочтительно составляет 1,2 мН/дтекс или больше и более предпочтительно 1,4 мН/дтекс или больше. Натяжение пучка волокна в процессе стабилизации получают путем деления растягивающего усилия (мН) пучка волокна, измеренного на стороне выхода печи стабилизации, на общую тонину (дтекс), которая представляет собой произведение тонины одиночного волокна (дтекс) используемого пучка волокон-предшественников для углеродных волокон и числа элементарных нитей. За счет регулирования натяжения эффективно повышают степень ориентацию кристаллов пучка стабилизированного волокна, и когда натяжение прикладывают к пучку волокна в последующем процессе карбонизации, эффективно повышают модуль упругости при растяжении полученных углеродных волокон, так что легко получают пучок углеродного волокна, имеющий прекрасный баланс с прочностью на сжатие. Если натяжение пучка волокна в процессе стабилизации составляет 1,0 мН/дтекс или больше, степень ориентации кристаллов пучка стабилизированного волокна может быть увеличена существенно.
[0055]
В процессе предварительной карбонизации при предварительной карбонизации пучка волокна, полученного в процессе стабилизации, полученное стабилизированное волокно подвергают термической обработке при максимальной температуре от 500 от 1000°C в инертной атмосфере. Если максимальная температура для температуры предварительной карбонизации равна 500°C или выше, пучок предварительно карбонизированного волокна может быть карбонизирован в последующем процессе карбонизации без разрушения из-за термической деструкции. Не имеется особенного ограничения по верхней границе максимальной температуры для температуры предварительной карбонизации, но предпочтительно она составляет 1000°C или ниже, чтобы поддерживать температуру ниже температуры карбонизации последующего процесса карбонизации.
[0056]
В процессе карбонизации при карбонизации пучка предварительно карбонизированного волокна полученный пучок предварительно карбонизированного волокна подвергают термической обработке в инертной атмосфере при максимальной температуре T от 1700 до 3000°C. Максимальная температура предпочтительно составляет от 1700 до 2900°C и более предпочтительно от 1900 до 2800°C. В общем случае, чем выше максимальная температура в процессе карбонизации, тем больше размер кристаллита и тем более однородной становится ориентация кристаллитов, так что начальный модуль упругости при испытании на растяжение нити полученного пучка углеродного волокна улучшается, при этом падает прочность на сжатие одиночного волокна пучка углеродного волокна. Если температура карбонизации равна 1700°C, она представляет собой температуру, достаточную для полного развития карбонизации для увеличения размера кристаллита, и, если она составляет 3000°C или ниже, то она представляет собой температуру, достаточную для сохранения прочности на сжатие одиночного волокна пучка углеродного волокна.
[0057]
В процессе карбонизации при карбонизации пучка предварительно карбонизированного волокна, когда используют пучок по существу нескрученного волокна, полученный пучок предварительно карбонизированного волокна карбонизируют в инертной атмосфере до тех пор, пока соотношение между размером кристаллита Lc (нм) и максимальной температурой T (°C) не будет удовлетворять соотношению Lc ≥ 2,00 × 10-3× T - 0,90. В настоящем изобретении «по существу нескрученное» означает, что хотя скручивание в пучке волокна отсутствует или скручивание присутствует локально, S-скручивание и Z-скручивание существуют эквивалентно и число сетчатого скручивания во всем процессе карбонизации составляет меньше чем 1 виток/м. За счет использования пучка по существу нескрученного волокна становится легко расширять пучок волокна при формировании армированного углеродным волокном композитного материала и легко получать высококачественный препрег и армированный углеродным волокном композитный материал. Условия предпочтительно соответствуют соотношению Lc ≥ 2,00 × 10-3 × T - 0,87 и еще более предпочтительно Lc ≥ 2,00 × 10-3 × T - 0,83. Верхняя граница Lc особенно не ограничена, но если она слишком большая, прочность на сжатие одиночного волокна может падать так, что следующие соотношения Lc ≤ 2,00 × 10-3 × T - 0,50, предпочтительно Lc ≤ 2,00× × T - 0,60 и более предпочтительно Lc ≤ 2,00 × 10-3 × T - 0,70 могут удовлетворять требованию по прочности на сжатие одиночного волокна пучка углеродного волокна. В общем случае, чем выше размер кристаллита углеродных волокон, тем ниже прочность на сжатие одиночного волокна склонна падать, и пучок углеродного волокна по настоящему изобретению показывает, что как размер кристаллита, так и прочность на сжатие одиночного волокна являются высокими. Как результат, можно успешно получить эффект достижения как модуля упругости при растяжении, так и прочности на сжатие армированного углеродным волокном композитного материала, что составляет эффект настоящего изобретения. Когда условие Lc ≥ 2,00 × 10-3 × T - 0,90 удовлетворено, начальный модуль упругости при испытании на растяжение нити и прочность на сжатие одиночного волокна могут быть совместимы на высоком уровне. Чтобы улучшить размер кристаллита, достаточно повысить температуру карбонизации, но только повышение температуры карбонизации понижает прочность на сжатие одиночного волокна пучка углеродного волокна. Для улучшения размера кристаллита без понижения прочности на сжатие одиночного волокна время пребывания при максимальной температуре в процессе карбонизации может быть продлено. Соотношение между временем пребывания и размером кристаллита фактически представляет собой линейное соотношение, и время пребывания может быть выбрано путем экстраполяции выражения соотношения между временем пребывания и размером кристаллита.
[0058]
Когда в процессе карбонизации используют пучок нескрученного волокна при карбонизации пучка предварительно карбонизированного волокна, карбонизацию проводят при одновременном регулировании натяжения в интервале от 4,0 до 6,0 мН/дтекс. Натяжение в процессе карбонизации предпочтительно составляет от 4,5 до 6,0 мН/дтекс и более предпочтительно от 4,5 до 5,5 мН/дтекс. За счет карбонизации с прикладыванием натяжения в процессе карбонизации ориентация кристаллитов может быть сделана однородной, что в результате улучшает начальный модуль упругости при испытании на растяжение нити полученного пучка углеродного волокна. Если натяжение составляет 4,0 мН/дтекс или больше, начальный модуль упругости при испытании на растяжение нити пучка углеродного волокна проявляется в достаточной степени, и, если натяжение составляет 6,0 мН/дтекс или меньше, образование ворсинок в процессе карбонизации может быть подавлено, даже когда используют пучок по существу нескрученного волокна. В процессе карбонизации существует необходимость прикладывания натяжения при поддержании одновременно максимальной температуры и времени пребывания при максимальной температуре. Когда максимальная температура в процессе карбонизации низкая или время пребывания при максимальной температуре короткое, начальный модуль упругости при испытании на растяжение нити полученного углеродного волокна падает. Когда натяжение в процессе карбонизации повышают, чтобы увеличить начальный модуль упругости, ворсинки образуются и наматываются на валок, что приводит к значительному ухудшению производительности. Кроме того, если натяжение в процессе карбонизации низкое, начальный модуль упругости при испытании на растяжение нити полученного пучка углеродного волокна будет низким. Если максимальную температуру в процессе карбонизации или время пребывания при максимальной температуре увеличивают, чтобы повысить начальный модуль упругости, прочность на сжатие одиночного волокна пучка углеродного волокна падает. Натяжение в процессе карбонизации измеряют путем прослаивания двигающегося пучка углеродного волокна сразу же после выхода из нагревательной печи в процессе карбонизации с использованием тензометра. Натяжение может быть скорректировано путем регулирования скорости валка до и после процесса карбонизации.
[0059]
Когда в процессе карбонизации используют пучок скрученного волокна при карбонизации пучка предварительно карбонизированного волокна, число скручиваний во всех процессах во время прохождения через процесс карбонизации контролируют до 2 витков/м или больше. Число скручиваний составляет предпочтительно 5 витков/м или больше, более предпочтительно 16 витков/м или больше, еще более предпочтительно 20 витков/м или больше, даже более предпочтительно 31 витков/м или больше и особенно предпочтительно 46 витков/м или больше. Число скручиваний составляет предпочтительно 120 витков/м или меньше и более предпочтительно 80 витков/м или меньше. За счет контролирования числа скручиваний до 2 витков/м или больше, ворсистость во время процесса карбонизации подавляют, так что можно прикладывать более высокое натяжение, чем в отсутствие скручивания, и модуль упругости при растяжении полученного пучка углеродного волокна эффективно растет. Так как число скручиваний увеличивается, аксиальное направление одиночных волокон в пучке волокна имеет наклон по отношению направления натяжения пучка волокна, и ворсинки во время процесса карбонизации могут возникать довольно легко. Если их число отрегулировано до 120 витков/м или меньше, образование ворсинок может быть подавлено до такой степени, что проблемы в процессе отсутствуют. Число скручиваний пучка волокна в процессе карбонизации означает число скручиваний во всех процессах прикладывания термической обработки при карбонизации, и процесс карбонизации проводят в состоянии, при котором пучок волокна перед тем, как он подвергается процессу карбонизации, имеет скручивание из 2 витков/м или больше. Когда натяжение в процессе карбонизации увеличивают без скручивания, имеет место разрыв одиночного волокна и число ворсинок растет так, что проходимость процесса карбонизации может ухудшаться или может разрушаться весь пучок волокна, что в результате не сохраняется необходимое натяжение. Число скручиваний может быть проконтролировано с помощью метода, в котором пучок волокон-предшественников для углеродных волокон, или пучок стабилизированного волокна, или пучок предварительно карбонизированного волокна один раз наматывают вокруг бобины, и, когда пучок волокна разматывают, бобину поворачивают к поверхности, ортогональной к направлению разматывания бобины, или метода скручивания путем приведения вращающегося валка или ремня в контакт с движущимся пучком волокна без намотки на бобину. Хотя нет четкой верхней границы по числу скручиваний, приблизительно 500 витков/м может быть рассмотрено в качестве практической верхней границы с учетом перерабатываемости.
[0060]
Когда в процессе карбонизации используют пучок скрученного волокна при карбонизации пучка предварительно карбонизированного волокна, поверхностный слой 4 пучка волокна во всех процессах во время прохождения через процесс карбонизации контролируют при 0,2° или больше. Угол скручивания составляет предпочтительно 0,7° или больше, более предпочтительно 2,0° или больше и еще более предпочтительно 2,5° или больше. Угол скручивания составляет предпочтительно 41,5° или меньше, более предпочтительно 30,5° или меньше, еще более предпочтительно 24,0° или меньше и особенно предпочтительно 12,5° или меньше. За счет контролирования угла скручивания при 0,2° или больше, ворсистость во время процесса карбонизации подавляют, так что становится возможным прикладывать более высокое натяжение, чем в случае без скручивания, и модуль упругости при растяжении полученного пучка углеродного волокна эффективно растет. По мере увеличения угла скручивания аксиальное направление одиночных волокон в пучке волокна образует наклон по отношению к направлению натяжения пучка волокна, и образование ворсинок во время процесса карбонизации может проявляться довольно легко. Если угол скручивания контролируют при 41,5° или меньше, образование ворсинок может быть подавлено до такой степени, что проблемы в процессе отсутствуют. Угол скручивания пучка волокна в процессе карбонизации может быть рассчитан из числа скручиваний и числа элементарных нитей пучка волокна и диаметра одиночного волокна, как рассмотрено ниже. Хотя нет четкой верхней границы по углу скручивания, можно считать, что приблизительно 52,5° представляют собой практическую верхнюю границу с точки зрения перерабатываемости.
[0061]
Когда в процессе карбонизации используют пучок скрученного волокна при карбонизации пучка предварительно карбонизированного волокна, его карбонизируют, контролируя одновременно натяжение при 4,0 мН/дтекс или больше. Натяжение в процессе карбонизации составляет предпочтительно 4,5 мН/дтекс или больше, более предпочтительно 5,0 мН/дтекс и еще более предпочтительно 7,0 мН/дтекс. За счет карбонизации при одновременном прикладывании натяжения в процессе карбонизации ориентация кристаллитов может быть сделана однородной, и улучшают начальный модуль упругости при испытании на растяжение нити полученного пучка углеродного волокна. Если натяжение составляет 4,0 мН/дтекс или больше, начальный модуль упругости при испытании на растяжение нити пучка углеродного волокна проявляется в достаточной степени, и когда используют пучок скрученного волокна, даже если натяжение составляет 6,0 мН/дтекс или больше, образование ворсинок в процессе карбонизации может быть подавлено и может быть приложено высокое натяжение, так что ориентация кристаллитов может быть эффективно сделана однородной, и легко получают пучок углеродного волокна, имеющий прекрасный баланс между модулем упругости при растяжении нити и прочностью на сжатие.
[0062]
Пучок углеродного волокна, полученный таким образом, предпочтительно подвергают окислительной обработке. За счет окислительной обработки содержащую кислород функциональную группу вводят в пучок углеродного волокна. В качестве окислительной обработки можно использовать парофазное окисление, жидкофазное окисление и жидкофазное электролитическое окисление. С точки зрения высокой производительности и способности осуществлять равномерную обработку предпочтительно используют жидкофазное электролитическое окисление. В настоящем изобретении для метода жидкофазного электролитического окисления не имеется особенного ограничения и может быть использован известный метод.
[0063]
После жидкофазного электролитического окисления также может быть нанесен проклеивающий агент, чтобы придать сходящиеся свойства полученному пучку углеродного волокна. Что касается проклеивающего агента, то проклеивающий агент, имеющий хорошую совместимость с матричной смолой, может быть выбран соответствующим образом в зависимости от типа матричной смолы, используемой в композитном материале.
[0064]
Методы измерения различных физических свойств, используемые в настоящем изобретении, состоят в следующем.
[0065]
Метод измерения средней разрывной длины
Метод измерения разрывной длины представлен на ФИГ. 1. Во-первых, пучок волокна 1 вырезают до длины 1160 мм и один конец фиксируют на горизонтальном столе с помощью липкой ленты так, чтобы этот конец был неподвижен. Эту точку (2) обозначают как неподвижная точка A. Другой незафиксированный конец пучка волокна делят на два пучка пальцами, и один пучок прикрепляют к столу липкой лентой в слегка растянутом состоянии. Эту точку (3) обозначают как неподвижная точка B. Другой конец разделенного пучка поворачивают на столе без провисания вокруг неподвижной точки A, и этот конец оставляют в положении, где расстояние по прямой линии от неподвижной точки B равно 500 мм и фиксируют на столе липкой лентой. Эту точку (4) обозначают как неподвижная точка C. Участок, окруженный неподвижными точками A, B и C, оценивают визуально, и после определения точки переплетения 5, наиболее удаленной от неподвижной точки A, записывают длину, спроецированную на прямую линию между неподвижной точкой A и неподвижной точкой B, с использованием линейки с минимальной шкалой 1 мм. Эта длина означает разрывную длину 6. Это измерение повторяют 30 раз и среднее арифметическое значение измерений используют в качестве средней разрывной длины. В таком методе измерения точка переплетения 5, наиболее удаленная от неподвижной точки A, представляет собой точку, которая наиболее удалена от неподвижной точки A на расстоянии прямой линии, где три или больше одиночных волокон без провисания переплетены друг с другом.
[0066]
Отношение интенсивности инфракрасного спектра
После замораживания и измельчения в порошок оцениваемого стабилизированного волокна 2 мг измельченного порошка взвешивают точно и собирают, а затем смешивают с 300 мг KBr. Полученную таким образом смесь помещают в формовочное приспособление и затем прессуют при 40 МПа в течение 2 минут с использованием пресс-машины, получают таблетку для измерения. Полученную таким образом таблетку устанавливают в инфракрасный спектрофотометр с преобразованием Фурье для измерения спектра в интервале от 1000 до 2000 см−1. Поправку на фон проводят путем понижения минимального значения в интервале от 1700 до 2000 см−1 от каждой интенсивности так, чтобы минимальное значение соответствовало «0». В примерах и сравнительных примерах, рассмотренных ниже, в качестве инфракрасного спектрофотометра с Фурье преобразованием используют прибор PARAGON 1000, производимый компанией Perkin Elmer Co., Ltd.
[0067]
Испытание при растяжении нити пучка углеродного волокна
Модуль упругости при растяжении нити пучка углеродного волокна и прочность при растяжении нити определяют в соответствии с «Методом испытания нити» («Strand Test Method»), определенным в стандарте JIS R7608 (2008). Начальный модуль упругости E0 при испытании на растяжение нити, используемый в настоящем изобретении, определяют в виде коэффициента «b» основного допущения при аппроксимации кривой S-S, полученной при испытании на растяжение нити, с использованием квадратичной функции y=ax²+bx+c с «x» в качестве деформации и «y» в качестве напряжения (ГПа) в интервале от 0≤y≤3. Деформацию измеряют с использованием экстензометра. Число нитей, которое должно быть измерено, составляет семь, и средние арифметические значения результатов измерения определяют, как начальный модуль упругости E0 и прочность при растяжении нити пучка углеродного волокна. В примерах и сравнительных примерах, описанных ниже, исследуемые образцы получают следующим образом. Исследуемые образцы готовят путем пропитки пучка углеродного волокна с помощью представленной ниже смоляной композиции, после чего следует отверждение за счет термической обработки при 130°C в течение 35 минут.
[0068]
Смоляная композиция
3,4-Эпоксициклогексилметил-3,4-эпоксициклогексанкарбоксилат (100 масс.ч.)
Моноэтиламин трехфтористого бора (3 масс.ч.)
Ацетон (4 масс.ч.).
[0069]
В примерах и сравнительных примерах, описанных ниже, CELLOXIDE P2021P (производства компании Daicel Corporation) используют в качестве приведенного выше 3,4-эпоксициклогексил-метил-3,4-эпоксициклогексанкарбоксилата.
[0070]
Удельная плотность пучка углеродного волокна
После отбора в качестве образца 1 м пучка углеродного волокна, которое должно быть оценено, удельную плотность измеряют по методу Архимеда с использованием o-дихлорэтилена в качестве тяжелой жидкости для измерения удельной плотности. Измерения проводят в среде с постоянной температурой при комнатной температуре 25°C, количество образцов равно 3 и используют их среднее значение.
[0071]
Прочность на сжатие одиночного волокна углеродных волокон
Прочность на сжатие одиночного волокна, определяемую методом фрагментации при сжатии композитов, содержащих один тип волокна, измеряют с помощью описанных ниже методик (1)-(5).
[0072]
(1) Приготовление смолы
В контейнер загружают 190 масс.ч. эпоксидной смолы на основе бисфенола A «EPOTOHTO (зарегистрированный товарный знак)» YD-128 (производства компании Nippon Steel Chemical Co., Ltd.) и 20,7 масс.ч. диэтилентриамина (производства компании Wako Pure Chemical Industries, Ltd.), затем перемешивают с использованием шпателя и дополнительно обеспенивают с использованием автоматического вакуумного устройства для удаления пены.
[0073]
(2) Отбор образца одиночного волокна углеродного волокна и фиксация для формования
Пучок углеродного волокна, имеющий длину приблизительно 20 см, по существу равномерно делят на четыре пучка и одиночные волокна отбирают в виде образца по порядку из четырех пучков. При этом волокна отбирают как можно более равномерно из всех пучков. Затем двухстороннюю липкую ленту накладывают на оба конца перфорированной бумажной подложки, и отобранные одиночные волокна фиксируют на перфорированной бумажной подложке в состоянии, когда постоянное натяжение приложено к одиночным волокнам. Затем готовят стеклянную пластину с полиэфирной пленкой «LUMIRROR (registered trademark)» (производства компании Toray Industries, Inc.), прикрепленной на пластине, и прокладку, имеющую толщину 2 мм, для регулирования толщины исследуемого образца, фиксируют на пленке. Перфорированную бумажную подложку с одиночными волокнами, зафиксированными на ней, помещают на прокладку, и, дополнительно, стеклянную пластину с пленкой, аналогично прикрепленной на ней, устанавливают на бумажную подложку так, что ее сторона с пленкой, прикрепленной на ней, обращена вниз. При этом, чтобы контролировать глубину заделки волокон, ленту, имеющую толщину приблизительно 70 мкм, прикрепляют к обоим концам пленки.
[0074]
(3) Литье для отверждения смолы
Смолу, приготовленную по методике описанного выше пункта (2), выливают в форму (пространство, окруженное прокладкой и пленкой), полученную по описанной выше методике (1). Форму, содержащую вылитую в нее смолу, нагревают 5 часов с использованием печи, предварительно нагретой до 50°C, и температуру затем опускают до 30°C при скорости снижения температуры 2,5°C/мин. После высвобождения из формы и разрезания получают исследуемый образец размерами 2×7,5×0,2 см. Исследуемый образец разрезают так, чтобы одиночные волокна были расположены на площади, имеющей ширину 0,5 см, по центру в направлении ширины исследуемого образца.
[0075]
(4) Измерение глубины заделки волокна
Глубину заделки волокна измеряют для исследуемого образца, полученного по методике описанного выше пункта (3), с использованием лазера рамановского лазерного спектрофотометра JASCO Corporation NRS-3200) и 532 нм нотч-фильтра. Вначале поверхность одиночного волокна облучают лазерным лучом и высоту столика регулируют, чтобы минимизировать диаметр лазерного луча. Эту высоту столика обозначают как «A» (мкм). Затем поверхность исследуемого образца облучают лазерным лучом, и высоту столика регулируют так, чтобы минимизировать диаметр лазерного луча. Эту высоту столика обозначают как «B» (мкм). Глубину заделки d (мкм) волокна рассчитывают с использованием показателя преломления 1,732 смолы, измеренной с использованием лазера, как упомянуто выше, по следующей формуле (4):
d = (A-B)×1,732 (4).
[0076]
(5) Испытание 4-точечного изгиба
К исследуемому образцу, полученному по описанной выше методике (3), прикладывают деформацию сжатия с помощью метода испытания 4-точечного изгиба с использованием зажима, имеющего внешние инденторы с интервалом 50 мм и внутренние инденторы с интервалом 20 мм. Напряжение прикладывают ступенчато с шагом 0,1%, и исследуемый образец изучают с помощью поляризационного микроскопа для измерения количества разрушенных одиночных элементарных нитей на участке шириной 5 мм по центру в продольном направлении исследуемого образца. Удвоенное значение измеренного количества разрывов определяют, как число разрушенных волокон (элементарные нити/10 мм), и напряжение сжатия, рассчитанной из деформации сжатия, когда среднее количество разрушенных образов для испытания под номером 30 превышает 1 (элементарная нить)/10 мм, определяют, как прочность на сжатие одиночного волокна. Деформацию ε(%) композитов одиночного волокна также измеряют с использованием тензометрического датчика, прикрепленного в положении приблизительно 5 мм в направлении ширины от центра исследуемого образца. Конечную деформацию сжатия εc композитов одиночного волокна рассчитывают с учетом калибровочного множителя κ тензометрического датчика, глубины заделки d (мкм) волокна, измеренной по методике описанного выше пункта (4), и остаточной деформации 0,14(%) по следующей формуле (5):
εc = ε×(2/κ)×(1-d/1000)-0,14 (5).
[0077]
Размер кристаллита Lc
Пучок углеродного волокна, используемый при измерении, выравнивают и фиксируют с использованием спиртового раствора коллодия, получают образец для измерения четырехугольной призмы (длина 4 см; длина стороны 1 мм). Полученный таким образом образец оценивают с помощью широкоуглового рентгеновского дифрактометра при следующих условиях:
Источник рентгеновских лучей: излучение CuKα (напряжение на трубке 40 кВ, ток лампы 30 мА),
Детектор: гониометр+монохроматор+сцинтилляционный счетчик,
Диапазон сканирования: 2Ɵ = от 10 до 40°
Режим сканирования: пошаговое сканирование; единица измерения шага 0,01°; скорость сканирования 1°/мин.
[0078]
На полученной таким образом дифракционной картине проводят аппроксимацию пика с использованием модели Гаусса относительно пика около 2Ɵ = от 25 до 26°. Определяют полную ширину линии на половине высоты, и размер кристаллита рассчитывают из этого значения по следующему уравнению Шеррера:
Размер кристаллита (нм) = Kλ/β0cosθB,
при условии, что
K: 1,00; λ: 0,15418 нм (длина волны рентгеновского луча)
β0: (βE2-β12)1/2
βE: кажущаяся полная ширина на половине высоты (измерение) рад,
β1: 1,046×10-2 рад
ƟB: Угол дифракции Брэгга.
[0079]
Измерение проводят десять раз на один уровень и определяют среднее полученных значений, как размер кристаллита. В примерах и сравнительных примерах, рассмотренных ниже, в качестве широкоуглового рентгеновского дифрактометра используют прибор XRD-6100 производства компании SHIMADZU CORPORATION.
[0080]
При измерении от одиночного волокна углеродного волокна одиночное волокно случайным образом извлекают из пучка углеродного волокна и проводят измерения широкоугловой рентгеновской дифракции с помощью прибора, способного использовать рентгеновский µ-пучок. Измерение проводят с использованием микропучка, имеющего длину волны 0,1305 нм, расположенного в форме 3 мкм по направлению оси волокна и 1 мкм по направлению диаметра волокна, сканируя одиночные волокна по направлению диаметра волокна при продвижении на 1 мкм. Время облучения для каждого продвижения равно 2 сек. Длину камеры, которая представляет собой расстояние между детектором и образцом, устанавливают так, чтобы она попадала в интервал от 40 до 200 мм. Координаты длины камеры и центр пучка получают путем измерения оксида церия в качестве стандартного образца. Путем вычитания двумерной дифракционной картины, полученной путем удаления образца определенной двумерной дифракционной картины, темновой шум из-за детектора и шум рассеивания из-за воздуха устраняют с получением скорректированной двумерной дифракционной картины. Путем сложения скорректированных двумерных дифракционных картин при каждом положении в направлении диаметра волокна одиночного волокна получают среднюю двумерную дифракционную картину в направлении диаметра волокна одиночного волокна. В этой средней двумерной дифракционной картине проводят секторное интегрирование под углом ±5°, центрируя на направлении, ортогональном оси волокна, с получением профиля интенсивности дифракции в направлении 2Ɵ. Аппроксимацию методом наименьших квадратов профиля интенсивности дифракции в направлении 2Ɵ проводят с использованием двух функций Гаусса, и рассчитывают угол 2Ɵm (°) угла 2Ɵ, при котором интенсивность дифракции максимальна, и полную ширину на половине высоты FWHM (°) комбинированной функции из двух функций Гаусса. Далее проводят окружное интегрирование с шириной ±5° вокруг угла 2Ɵm (°), когда профиль интенсивности дифракции в направлении 2Ɵ, становится максимальным, и получают профиль интенсивности дифракции в окружном направлении. Размер кристаллита Lc одиночного волокна получают по следующей формуле, и результаты для каждого из трех одиночных волокон усредняют и рассчитывают.
Lc (нм) = Kλ/FWHMcos(2Ɵm/2),
где коэффициент Шеррера K равен 1,0, длина волны λ рентгеновского излучения равна 0,1305 нм, а полную ширину линии на половине высоты FWHM и 2Ɵm используют после преобразования единицы измерения в радианы (рад) из угла (°).
[0081]
Измерение модуля упругости при растяжении отвержденного продукта термопластичной смолы
Смоляной компонент термореактивной смолы загружают в месильную машину и температуру повышают до 150°C при замешивании, после чего перемешивают при этой же температуре 1 час. Затем температуру при перемешивании опускают до 60°C. Затем добавляют отверждающий агент и ускоритель отверждения, после чего дополнительно замешивают с получением неотвержденной термореактивной смолы. После обеспенивания неотвержденной термореактивной смолы в вакууме неотвержденную термореактивную смолу отверждают в форме, в которой используют прокладку толщиной 2 мм «Teflon (зарегистрированный товарный знак)», чтобы установить толщину на 2 мм, при температуре 130°C в течение 2 час, получают отвержденный продукт термореактивной смолы, имеющий толщину 2 мм. Исследуемый образец, имеющий ширину 10 мм и длину 60 мм, вырезают из этого отвержденного продукта и затем проводят испытание 3-трехточечного изгиба при длине между промежутками 32 мм и скорости траверсы 2,5 мм/мин в соответствии со стандартом JIS-K7171 (1994) для измерения модуля упругости при растяжении. Количество образцов равно пяти, и их среднее определяют, как модуль упругости при растяжении продукта отвержденной смолы.
[0082]
Измерение 0° прочности на сжатие армированного углеродным волокном композитного материала
Сырьевой материал смол для термореактивной смолы, исключая отверждающий агент и ускоритель отверждения, смешивают с помощью месильной машины, после чего перемешивают 1 час, получают смоляную композицию. Затем полученную таким образом смоляную композицию наносят на силиконовую поверхность прокладочной бумаги, покрытой силиконом, получают смоляную пленку. Полученную смоляную пленку наматывают вокруг поверхности стального барабана, имеющего окружность приблизительно 2,7 м, и температуру контролируют при 60-70°C, при этом поверхность смоляной композиции обращена наружу. Затем пучок углеродного волокна, разматываемого со шпулярника, размещают на поверхности смоляной композиции, намотанной вокруг стального барабана, посредством траверсы. Поверхность смоляной композиции накрывают смоляной пленкой на стороне пучка углеродного волокна, и рулон, приготовленный отдельно, прижимают к поверхности внешней полимерной пленки, одновременно в контакте вращая его, чтобы пропитать смолой пучок волокна, в результате получают однонаправленный препрег шириной 300 мм и длиной 2,7 м. Базовый вес волокна в препреге контролируют в интервале от 190 до 200 г/м2 за счет регулирования скорости вращения барабана и скорости подачи траверсы. Множество полученных препрегов ламинируют с направлением волокна, выровненном в одном направлении, обрабатывают при температуре 130°C и давлении 0,3 МПа в течение 2 час для отверждения смолы, в результате получают ламинат, имеющий толщину 1 мм (армированный волокном композитный материал). Из ламината вырезают исследуемый образец, имеющий толщину 1±0,1 мм, ширину 12,7±0,13 мм, длину 80±0,013 мм и длину испытуемой части 5±0,13 мм. На обоих концах исследуемого образца (37,5 мм от каждого из обоих концов) фиксируют усиливающую платину с помощью адгезива, устанавливая таким образом длину испытуемой части 5±0,13 мм. В соответствии со стандартом ASTM D695 (1996) измеряют прочность на сжатие для ряда исследуемых образцов в условиях скорости деформации 1,27 мм/мин, и полученную прочность на сжатие преобразуют к объемной доле волокна 60%. Измерения проводят при n=6, и в настоящем изобретении их среднее значение определяют, как 0° прочность на сжатие армированного углеродным волокном композитного материала.
[0083]
Средний диаметр одиночного волокна углеродных волокон
Поперечное сечение одиночного волокна, которое оценивают, изучают с помощью сканирующего электронного микроскопа с целью определения площади поперечного сечения. Рассчитывают диаметр идеального круга, имеющего такую же площадь поперечного сечения, и определяют, как диаметр одиночного волокна. Напряжение ускорения равно 5 кэВ.
[0084]
В примерах и сравнительных примерах, рассмотренных ниже, в качестве сканирующего электронного микроскопа используют сканирующий электронный микроскоп (СЭМ (SEM)) «S-4800» производства компании Hitachi High-Technologies Corporation.
[0085]
Угол скручивания поверхностного слоя пучка волокна
Угол скручивания (°) поверхностного слоя пучка волокна в процессе карбонизации определяют следующим образом: рассчитывают диаметр (мкм) всего пучка волокна из числа скручиваний (витков/м) пучка волокна в процессе карбонизации, числа элементарных нитей и диаметра (мкм) одиночного волокна полученных углеродных волокон по приведенной ниже формуле, после чего следует расчет с использованием диаметра всего пучка волокна следующим образом.
Диаметр (мкм) всего пучка волокна = {(диаметр одиночного волокна)2×(число элементарных нитей)}0,5
Оставшийся угол скручивания (°) поверхностного слоя пучка волокна=atan (диаметр всего пучка волокна × 10-6 × π × число скручиваний).
ПРИМЕРЫ
[0086]
Настоящее изобретение более конкретно описаны ниже с помощью примеров. Метод измерения, используемый в примерах, представляет собой метод, описанный выше.
[0087]
Справочные примеры 1-4
Полиакрилонитрильный сополимер производят полимеризацией полиакрилонитрильного сополимера, сополимеризованного с итаконовой кислотой, методом полимеризации в растворе с использованием диметилсульфоксида в качестве растворителя. Коагулированную пряжу получают методом мокрого прядения с «сухой струей», где полученный прядильный раствор один раз экструдируют в воздух из фильеры, пропускают через пространство приблизительно 4 мм и затем вводят в коагуляционную ванну с 35%-ным водным раствором диметилсульфоксида с температурой 3°C. Эту коагулированную пряжу промывают обычным способом и затем растягивают в ванне с горячей водой из 2 емкостей в 3,5 раза в водяной ванне. На этот пучок волокна после растяжения в водяной ванне наносят амино-модифицированный силиконовый масляный агент, и проводят уплотняющую обработку путем сушки с использованием нагревающих валков при 160°C. После объединения двух пряж вместе так, чтобы число одиночных волокон в пучке волокна было 12000, пучок волокна растягивают в 3,7 раза в паре высокого давления, чтобы суммарное растяжение после прядения было 13-кратным. Пучок волокна затем переплетают с получением пучка волокна-предшественника на основе полиакрилонитрила, содержащего 12000 одиночных волокон, каждое имеющее степень ориентации кристаллов 93%. Обработку переплетением проводят с использование распылительной насадки для текучей среды, имеющей восемь инжекционных отверстий, расположенных вокруг пучка волокна так, что направление распыления текучей среды находится под углом 90° с продольным направлением пучка волокна и каждое инжекционное отверстие обращено к другому инжекционному отверстию с противоположных сторон пучка волокна, образуя пару инжекционных отверстий. При переплетении условия регулируют так, чтобы натяжение пучка волокна было 3 мН/дтекс и давление выброса текучей среды составляло 0,35 МПа. Затем пучок волокна-предшественника подвергают стабилизирующей обработке при температуре стабилизации от 210 до 280°C, получают пучок стабилизированного волокна. Стабилизирующую обработку проводят путем регулирования времени стабилизации так, что образуется стабилизированная структура, показанная в таблице 1, при этом растягивают пучок волокна-предшественника на основе полиакрилонитрила при коэффициенте растяжения 1 в печи в атмосфере азота.
[0088]
Справочный пример 5
Таким же способом, как и в справочных примерах 1-4, получают пучок волокна-предшественника на основе полиакрилонитрила, и натяжение контролируют путем регулирования времени стабилизации и коэффициента растяжения при температуре стабилизации от 210 до 280°C с образованием стабилизированной структуры, показанной в таблице 1, а затем пучок волокна-предшественника на основе полиакрилонитрила подвергают стабилизирующей обработке в печи в атмосфере азота с получением пучка стабилизированного волокна.
[0089]
Примеры 1-8 и 12, сравнительные примеры 1-7
Пучок стабилизированного волокна, полученный в справочных примерах, подвергают обработке предварительной карбонизацией в атмосфере азота при температуре от 300 до 800°C, получают пучок предварительно карбонизированного волокна. Пучок предварительно карбонизированного волокна, полученный таким образом, подвергают обработке карбонизацией в атмосфере азота при максимальной температуре, натяжении и времени пребывания, показанным в таблице 2. Пучок углеродного волокна, полученный таким образом, подвергают поверхностной обработке и обработке нанесением проклеивающего агента, получают конечный пучок углеродного волокна. С использованием этого пучка углеродного волокна готовят препрег и армированный углеродным волокном композитный материал со смоляной композицией, показанной ниже. Физические свойства полученного таким образом пучка углеродного волокна и армированного волокном композитного материала показаны в таблице 3. Измеряют модуль упругости при растяжении продукта отвержденной смолы с той же самой смоляной композицией, и модуль упругости при растяжении, как установлено, равен 4,4 ГПа.
[0090]
Смоляная композиция
Жидкая эпоксидная смола на основе бисфенола A («jER (зарегистрированный товарный знак)» 828, производства компании Mitsubishi Chemical Corporation), 20 масс.ч.;
Триглицидил-м-аминофенол («Araldite (зарегистрированный товарный знак)» MY0600, производства компании Huntsman Advanced Materials), 50 масс.ч.;
Фенольная новолачная эпоксидная смола («jER (зарегистрированный товарный знак)» 154, производства компании Mitsubishi Chemical Corporation), 30 масс.ч.;
Отверждающий агент:
Дициандиамид (производства компании Mitsubishi Chemical Corporation), 6 масс.ч.;
Ускоритель отверждения:
3-(3,4-Дихлорфенил)-1,1-диметилмочевина (производства компании HODOGAYA CHEMICAL CO., LTD.), 3 масс.ч.
[0091]
Сравнительный пример 8
С использованием пучка углеродного волокна «TORAYCA (зарегистрированный товарный знак)» M40S (модуль упругости при растяжении нити 380 ГПа, прочность на сжатие одиночного волокна 3,0 ГПа (производства компании Toray Industries, Inc.)), производят препрег и армированный углеродным волокном композитный материал со смоляной композицией, показанной ниже. Измеряют 0° прочность на сжатие и, как установлено, она равна 1,3 ГПа, что ниже, чем 0° прочность на сжатие композитных материалов примеров 1-8. Измеряют модуль упругости при растяжении продукта отвержденной смолы с той же самой смоляной композицией, и модуль упругости при растяжении, как установлено, равен 3,3 ГПа.
[0092]
Смоляная композиция
Жидкая смола на основе диглицидилового эфира бисфенола А («jER (зарегистрированный товарный знак)» 1001, производства компании Mitsubishi Chemical Corporation), 20 масс.ч., 30 масс.ч.;
Жидкая эпоксидная смола на основе бисфенола A («jER (зарегистрированный товарный знак)» 828, производства компании Mitsubishi Chemical Corporation), 30 масс.ч.;
Фенольная новолачная на основе полиглицидилового эфира («EPICLON» (зарегистрированный товарный знак) N740 (производства компании DIC Corporation), 27 масс.ч.;
Поливинилформальная смола («VINYLEC (зарегистрированный товарный знак)» PVF-K, производства компании JNC Corporation), 5 масс.ч.;
Отверждающий агент:
Дициандиамид (производства компании Mitsubishi Chemical Corporation), 6 масс.ч.;
Ускоритель отверждения:
3-(3,4-Дихлорфенил)-1,1-диметилмочевина (производства компании HODOGAYA CHEMICAL CO., LTD.), 3 масс.ч.
[0093]
Сравнительный пример 9
С использованием пучка углеродного волокна «TORAYCA (зарегистрированный товарный знак)» M40S (модуль упругости при растяжении нити 380 ГПа, прочность на сжатие одиночного волокна 3,0 ГПа (производства компании Toray Industries, Inc.)), изготавливают препрег и армированный углеродным волокном композитный материал с такой же смоляной композицией, как в примере 1. Измеряют 0° прочность на сжатие, и, как установлено, она равна 1,3 ГПа. 0° Прочность на сжатие армированного волокном композитного материал такая же, как прочность на сжатие сравнительного примера 8, несмотря на высокий модуль упругости при растяжении смолы. В результате установлено, что 0° прочность на сжатие углеволоконного композитного материала не улучшается, даже когда растет только модуль упругости при растяжении смолы.
[0094]
Примеры 9 и 10, сравнительные примеры 10 и 11
Пучок стабилизированного волокна, полученный в справочном примере 5, скручивают с получением скручивания из 50 витков/м, и затем проводят обработку предварительной карбонизацией в атмосфере азота при температуре от 300 до 800°C, получают пучок предварительно карбонизированного волокна. Пучок предварительно карбонизированного волокна, полученный таким образом, подвергают обработке карбонизацией в атмосфере азота при максимальной температуре, натяжении и времени пребывания, показанными в таблице 2. Физические свойства полученного в результате пучка углеродного волокна и армированного волокном композитного материала представлены в таблице 3. Что касается размера кристаллита Lc и начального модуля упругости E0 примера 9, то результаты, оцененные по пучку углеродного волокна, следующие: Lc=2,98 нм и E0=331 ГПа; и результаты, оцененные для одиночного волокна, следующие: Lc=3,00 нм и E0=320 Гпа; разница составляет 1% и 3%, соответственно.
[0095]
Пример 11
Таким же образом, как и в примере 10, за исключением того, что в процессе скручивания применяют скручивание из 20 витков/м, получают пучок углеродного волокна. Физические свойства полученного таким образом пучка углеродного волокна и армированного волокном композитного материала представлены в таблице 3.
[0096]
Пример 13
Таким же образом, как и в примере 11, за исключением того, что в процессе скручивания применяют скручивание из 10 витков/м, получают пучок углеродного волокна. Физические свойства полученного таким образом пучка углеродного волокна и армированного волокном композитного материала представлены в таблице 3.
[0097]
Пример 14
Таким же образом, как и в примере 13, за исключением того, что число одиночных волокон в пучке волокна-предшественника на основе полиакрилонитрила, который подвергают стабилизирующей обработке, составляет 24000, и в процессе скручивания применяют скручивание из 30 витков/м, получают пучок углеродного волокна. Физические свойства полученного таким образом пучка углеродного волокна и армированного волокном композитного материала представлены в таблице 3.
[0098]
Пример 15
Таким же образом, как и в примере 14, за исключением того, что в процессе скручивания применяют скручивание из 10 витков/м, получают пучок углеродного волокна. Физические свойства полученного пучка углеродного волокна и армированного волокном композитного материала представлены в таблице 3.
[0099]
Таблица 1
[0100]
Таблица 2
[0101]
Таблица 3
Ср. пример - Сравнительный пример; Спр. Пример - Справочный пример
Разъяснение ссылочных позиций
[0102]
1: Пучок волокна
2: Неподвижная точка A
3: Неподвижная точка B
4: Неподвижная точка C
5: Точка сплетения
6: Разрывная длина
Реферат
Изобретение относится к пучку углеродного волокна, который используют в спортивных областях применения, таких как клюшки для гольфа и рыболовные удочки, и к способу его производства, препрегу и армированному углеродным волокном композитному материалу, полученному с использованием пучка углеродного волокна. В пучке углеродного волокна соотношение между размером кристаллита Lc (нм), прочностью на сжатие одиночного волокна Fc (ГПа), измеренной методом фрагментации при сжатии композитов, содержащих волокно одного типа, и начальным модулем упругости E0 (ГПа) при испытании на растяжение пропитанной смолой нити одновременно удовлетворяет следующим формулам (1)-(3), и Lc имеет значение 2,60 нм или больше и 4,00 нм или меньше:
Fc ≥ 1,3 × 10/Lc - 0,3 (1)
E0 ≤ 80 × Lc+155 (2)
E0 ≥ 330 (3).
Полученный пучок углеродного волокна одновременно проявляет высокую прочность на сжатие армированного углеродным волокном композитного материала и высокий модуль упругости при растяжении нити пучка углеродного волокна. 5 н. и 6 з.п. ф-лы, 1 ил., 3 табл., 15 пр.
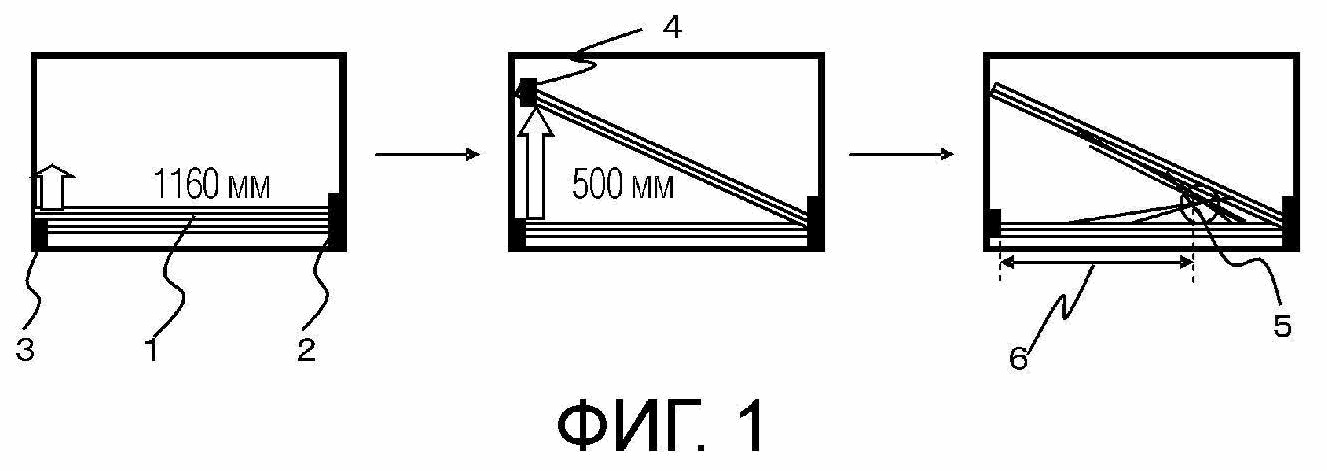
Формула
Документы, цитированные в отчёте о поиске
Препрег, армированный волокнами композитный материал и способ производства препрега
Комментарии