Термосвязываемое гидрофильное двухкомпонентное полиолефиновое волокно и способ его получения - RU2079585C1
Код документа: RU2079585C1
Чертежи





Описание
Настоящее изобретение касается термически связываемого, гидрофильного двухкомпонентного синтетического волокна, предназначенного для использования в перемешивании пушистой волокнистой массы, и способа получения этого волокна. В частности, данное изобретение касается волокна, заключающего в себе наружный компонент оболочку и внутренний компонент ядро, и внутренний компонент ядро имеет более высокую точку плавления, чем наружный компонент оболочка. Это волокно неизменно является гидрофильным. Понятие "гидрофильный" связано с тем фактом, что это волокно имеет сродство с водой и таким образом оно легко диспергируется в воде или водных смесях. Это средство может быть обусловлено присутствием полярных групп на поверхности волокна. Понятие "неизменно" гидрофильное связано с тем фактом, что волокно должно сохранять свои гидрофильные свойства после повторных дисперсий в воде. Это достигается за счет ввода поверхностно-активного вещества и при желании гидрофильного полимера или сополимера в оболочку волокна. Волокно, отвечающее настоящему изобретению, используется для приготовления "пуха", который представляет собой пушистый волокнистый материал, используемый как поглотитель и/или проводящее жидкость ядро при получении гигиенических поглощающих продуктов, таких как сменные пеленки.
Пушистость создается за счет разделения на волокна и сухого формования так называемой "пушистой волокнистой массы", которая состоит из естественных и/или синтетических волокон.
В последние годы существовала
тенденция к получению более прочных, более тонких и
более легких сменных пеленок и других сменных гигиенических продуктов. Одной из причин такой тенденции являлась разработка ряда синтетических
волокон, особенно теплопоглощающих (термосвязываемых)
синтетических волокон, которые использовались взамен по крайней мере некоторых естественных целлюлозных волокон в этих продуктах. Такие
термосвязываемые синтетические волокна обычно используются для
связывания друг с другом целлюлозных волокон, в результате чего получается поглощающий материал с повышенной прочностью [1]
Наиболее близким к изобретению является бикомпонентное волокно типа
ядро-оболочка, выполненное из двух полиолефинов с разными температурами плавления, взятыми в соотношении 50 50, причем полиолефин
ядра имеет более высокую температуру плавления, чем полиолефин
оболочки, имеющей длину 35 мм [2]
Способ получения указанного волокна заключается в расплавлении указанных компонентов,
формовании в пучок двухкомпонентных филаментов, вытягивании в 3,5 5 раз
и разрезании на отрезки длиной <35 мм [2]
Такие волокна используются для получения водостойкой бумаги, т.е. не
обладают достаточной гидрофильностью и, следовательно, имеют тенденцию к
образованию конгломератов в пушистой волокнистой массе или тенденцию всплывать на поверхность мокрой пушистой волокнистой
массы, если они легче, чем вода. Если синтетические волокна неравномерно
распределяются в пушистой массе, то могут образовываться барьеры, которые препятствуют прохождению влаги в поглощающем
продукте за счет сплавления термосвязываемых волокон друг с другом в тех участках,
где происходит конгломерация таких волокон. Кроме того, в настоящее время синтетические волокна, которые
используются для получения пуха, обычно очень короткие, то есть короче, чем целлюлозные
волокна, которые обычно составляют основную часть данного пуха. Таким образом структура, являющаяся носителем
поглотительного материала, формируется из целлюлозных волокон в данном материале, и
поскольку поглотительное ядро таких естественных целлюлозных волокон имеет тенденцию разрываться при нагрузках и
изгибах, которым, например, подвергаются пеленки, то легко образуются капиллярные
барьеры. Поглощающие ядра, которые состоят лишь из естественных целлюлозных волокон, то есть которые не содержат
каких-либо синтетических волокон, могут аналогичным образом подвергаться разрыву и
образованию капиллярных барьеров за счет создаваемых нагружений и изгибов.
Гигиенические поглощающие продукты очень часто включают так называемый сверхпоглощающий полимер, имеющий форму порошка или небольших частиц, который вводится в материал для того, чтобы обеспечивалось снижение веса. Однако этот сверхпоглощающий полимер в данных материалах часто имеет тенденцию к смещению с того положения, в котором он находился первоначально, за счет отсутствия той структуры, которая может эффективно удерживать небольшие частицы.
Длинное двухкомпонентное синтетическое волокно, отвечающее настоящему изобретению, разрешает указанные выше проблемы. Двухкомпонентное волокно, отвечающее настоящему изобретению, значительно длиннее, чем другие волокна, обычно используемые для получения пуха. При получении поглощающих продуктов из пуха, содержащего двухкомпонентное волокно, пух подвергается термической обработке (термосвязыванию), в которой оболочковый компонент двухкомпонентного волокна расплавляется, в то время как высокоплавкий ядровый компонент волокна не подвергается воздействию. Таким образом ядровые компоненты длинных двухкомпонентных волокон сплавляются друг с другом за счет плавления оболочкового компонента, в результате чего образуется прочная однородная несущая трехмерная матрица в поглощающем материале. Этот поглощающий материал способен, таким образом, выдерживать изгибы без образования капиллярных барьеров за счет разрыва, поглощающего ядра. Кроме того, матричная структура, образующаяся с использованием двухкомпонентного волокна, обеспечивает получение материала с улучшенным сохранением формы при воздействии динамических нагрузок в ходе использования поглощающего продукта.
Такая трехмерная сетчатая структура, образующаяся посредством высокоплавкого компонента двухкомпонентных волокон в термосвязанном материале, дает возможность сверхпоглощающему полимеру сохранять желаемое положение. Это еще одно преимущество, обеспечивающее более эффективное использование сверхпоглощающего полимера и способствующее увеличению пористости, а также обеспечивающее возможность получения более легких поглощающих материалов.
Кроме того, низкоплавкий оболочковый компонент получается неизменно гидрофильным, что позволяет волокнам равномерно распределяться в полученной мокрым способом пушистой волокнистой массе, которая обычно используется для получения поглощающего материала. Желательно также, чтобы волокна в конечном продукте были гидрофильными, так чтобы поглотительные характеристики продукта и способность пропускать жидкость не ослабевали, как это может иметь место в случае продукта со значительным содержанием гидрофобных волокон.
Настоящее
изобретение касается термосвязываемого гидрофильного двухкомпонентного синтетического волокна, предназначенного для использования в
перемешивании пушистой волокнистой массы, состоящего из внутреннего
компонента ядра и наружного компонента оболочки, в котором:
компонент ядро состоит из полиолефина или сложного
полиэфира
компонент оболочка состоит из полиолефина, и
компонент ядро имеет более высокую точку плавления, чем компонент оболочка,
причем это волокно является неизменно
гидрофильным за счет ввода в оболочковый компонент поверхностно-активного
агента, например сложного глицеринового эфира жирной кислоты, амида жирной кислоты полигликолевого сложного эфира,
полиэтоксилированного амида, неионного поверхностно-активного вещества, катионного
поверхностно-активного вещества или смеси указанных выше веществ и/или других соединений, которые обычно
используются как эмульгаторы, поверхностно-активные вещества или моющие средства, и данное
волокно имеет длину 3 24 мм.
В двухкомпонентном волокне типа оболочка-и-ядро ядро окружено оболочковым компонентом в противоположность двухкомпонентному волокну однонаправленного или двухнаправленного типа, в котором оба компонента имеют непрерывную продольно вытянутую наружную поверхность. Однако небольшая часть ядра может выходить на поверхность в случае так называемого "ацентрического" волокна типа оболочка-и-ядро, как будет разъяснено ниже.
Оболочковый компонент двухкомпонентного волокна выбран из группы полиолефинов, в то время как ядровый компонент может включать полиолефин или сложный полиэфир. Ядровый компонент обычно имеет точку плавления не менее чем примерно 150oC, предпочтительно не менее чем примерно 160oC, и оболочковый компонент обычно имеет точку плавления примерно 140oC или ниже, предпочтительно примерно 135oC или ниже. Оба компонента этих волокон имеют, таким образом, точки плавления, которые значительно отличаются друг от друга, что позволяет низкоплавкому оболочковому компоненту плавиться в процессе термосвязывания, в то время как высокоплавкий ядровый компонент остается без воздействия. Хотя конкретные значения точек плавления указываются ниже, следует иметь в виду, что данные материалы, как и все кристаллические полимерные вещества, в действительности плавятся постепенно с диапазоном в несколько градусов. Однако это не вызывает проблемы, поскольку практически оба компонента волокна выбираются таким образом, что их точки плавления значительно отличаются друг от друга.
Данное волокно включает предпочтительно оболочковый компонент, состоящий из низкоплавкого полиолефина, такого как высокоплотный полиэтилен (точка плавления примерно 130oC), низкоплотный полиэтилен (с точкой плавления примерно 110oC), линейный низкоплотный полиэтилен (с точкой плавления примерно 125oC, или поли(1-бутен) (с точкой плавления примерно 130oC) или смеси или сополимеров указанных выше соединений, вместе с ядровым компонентом, состоящим из полиолефина, такого как полипропилен (с точкой плавления примерно 160o). Кроме того, оболочковый компонент может включать этилен-пропиленовый сополимер, основанный на пропилене с содержанием примерно вплоть до 7% этилена (с т-рой плавления примерно 145oC).
Волокно, отвечающее данному изобретению, может включать также ядровый компонент, состоящий из поли(4-метил-1-пентена) (с т-рой плавления примерно 230oC), и оболочковый компонент, состоящий из любого из указанных выше полиолефинов (таких как высокоплотный полиэтилен, низкоплотный полиэтилен, линейный низкоплотный полиэтилен, поли(1-бутен) или полипропилен).
Как возможный вариант, ядровый компонент может состоять из сложного полиэфира с высокой точкой плавления (например выше, чем примерно 210oC), такого как поли(этилентерефталат) (с точкой плавления примерно 255oC), поли(бутилентерефталат) (с точкой плавления примерно 230oC), или поли(1,4-циклогексилен-диметилен-терефталат) (с точкой плавления примерно 290oC), или из других сложных полиэфиров или сополиэфиров, включающих указанные выше структуры и/или другие полиэфиры. Если волокно включает полиэфирное ядро, то оболочка может состоять из любого из указанных выше материалов (например из высоковольтного полиэтилена, низкоплотного полиэтилена, линейного низкоплотного полиэтилена, поли(1-бутен), полипропилена, или сополимеров или смесей этих материалов), или другого материала с точкой плавления примерно 170oC или ниже.
Кроме того, оболочковый компонент может включать смесь, например, низкоплотного полиэтилена и либо сополимера этила-винилацетата, либо сополимера этила-акриловой кислоты (с точкой плавления примерно 100oC), как будет разъясняться ниже.
Состав этих двух компонентов волокна может, таким образом, изменяться, включая ряд различных основных материалов, и в каждом случае точный состав будет зависеть от того материала, в котором должно использоваться волокно, а также от оборудования и от технологического процесса, используемого для получения поглощающего материала. Данное волокно имеет неизменные гидрофильные поверхностные свойства, придаваемые за счет ввода в оболочковый компонент поверхностно-активного вещества, и при желании за счет ввода в оболочковый компонент гидрофильного полимера или сополимера.
Поверхностно-активное вещество обычно выбирается из числа соединений, которые обычно используются как эмульгаторы, поверхностно-активные агенты или моющие средства, и могут включать смеси этих соединений. Примерами таких соединений являются глицериновые сложные эфиры жирных кислот, амиды жирных кислот, полигликолевые сложные эфиры, полиэтоксилированные амиды, неионные поверхностно-активные вещества и катионные поверхностно-активные вещества.
Примерами
таких соединений являются полиэтиленгликольалуриловый простой эфир, который имеет следующую формулу:
CH3(CH2)11-O-(CH2CH2O)n
-H
моностеарат глицерина, который имеет следующую формулу:
(C17H35)COOCH2CHOHCH2OH
эрюкамид, который имеет следующую формулу:
C21H41CONH2
амид стеариновой кислоты, который имеет следующую
формулу:
CH3(CH2)16CONH2
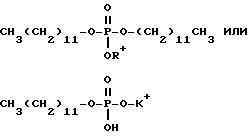
триалкил-фосфат, который имеет следующую формулу:

алкил-фосфат-аминовый сложный эфир, который имеет формулу:

лаурил фосфат-калиевая соль, которая имеет формулу:
и этилендиамин-полиэтиленгликоль, который имеет формулу:

Данные соединения содержат предпочтительно гидрофобную часть, благодаря которой они совместимы с олефиновым полимером, и гидрофильную часть, благодаря которой поверхность волокна является смачиваемой. Для контроля гидрофильных свойств могут использоваться смеси соединений. Поверхностно-активный агент обычно вводится в оболочковый компонент в количестве примерно 0,1 5% и предпочтительно, примерно 0,5 2% в расчете от общего веса волокна. Количество поверхностно-активного агента достаточно для того, чтобы придать волокну желаемую гидрофильность без нежелательного влияния на другие свойства волокна.
Оболочковый компонент может дополнительно включать гидрофильный полимер или гидрофильный сополимер. Примерами таких гидрофильных сополимеров являются сополимер (этила-винилацетата) и сополимер (этилена-акриловой кислоты). В данном случае оболочковый компонент может включать, наряду с поверхностно-активным агентом, как описано выше, смесь, например, 50 75% низкоплотного полиэтилена и примерно 50 25% гидрофильного сополимера, и количество винилацетата или акриловой кислоты, соответственно, будет обычно составлять примерно 0,1 5% и предпочтительно примерно 0,5 2% в расчете от общего весового количество волокна.
Волокна могут подвергаться испытанию на гидрофильность путем, например, измерения времени, необходимого для погружения в воду, согласно, например, стандарту Европейской ассоциации сменных нетканых материалов N 10.1-72. Данные волокна могут помещаться на металлическую сетку на поверхности воды и могут быть определены как гидрофильные, если они погружаются ниже поверхности в течение примерно 10 секунд и предпочтительно в течение примерно 5 секунд.
Весовое отношение оболочковый-ядровый компоненты в двухкомпонентном волокне находится предпочтительно в пределах примерно от 10:90 до 90:10. Если оболочковый компонент составляет менее чем примерно 10% от общего веса волокна, то может быть затруднительно достижение достаточного термосвязывания ядрового компонента с другими волокнами в данном материале. Аналогичным образом, если ядровый компонент составляет менее чем примерно 10% от общего веса волокна, то может не достигаться прочность термосвязанного ядрового компонента, необходимая для конечного продукта. В частности, весовое отношение оболочкового-ядрового компонентов обычно должно составлять примерно от 30:70 до 70:30 и предпочтительно примерно 40:60 до 65:35.
Поперечное сечение данного двухкомпонентного волокна обычно круглое, поскольку оборудование, которое обычно применяется для получения двухкомпонентных синтетических волокон, обычно производит волокна круглого поперечного сечения. Однако поперечное сечение быть также овальным или неправильной формы. Конфигурация оболочкового и ядрового компонентов может быть либо концентрической, либо ацентрической (как иллюстрировано на рис.1), причем последняя конфигурация иногда известна как "модифицированное однонаправленное" или "акцентрическое" двухкомпонентное волокно. Концентрическая конфигурация характеризуется оболочковым компонентом, являющимся равномерным по толщине, так что ядро находится примерно в центре волокна. В любом случае ядро окружено оболочковым компонентом. Однако в ацентрическом двухкомпонентном волокне часть ядрового компонента может быть экспонирована, так что практически примерно до 20% поверхности волокна может состоять из ядрового компонента. Оболочковый компонент в волокне с ацентрической конфигурацией будет составлять, тем не менее, основную часть поверхности волокна, то есть не менее чем примерно 80% Как поперечное сечение волокна, так и конфигурация компонентов будут зависеть от оборудования, которое используется для получения волокна, от условий процесса и от молекулярных масс обоих компонентов.
Данные волокна имеют тоину предпочтительно примерно от 1 до 7 децитекс (дТекс), где один дТекс является весом в граммах 10 км волокна. Длина волокон должна приниматься во внимание при выборе тонины такого волокна, и поскольку, как будет разъяснено ниже, двухкомпонентные волокна, отвечающие данному изобретению, относительно длинные, то соответствующим образом должна быть установлена тонина. Так, данные волокна должны иметь тонину примерно от 1.5 до 5 дТекс, предпочтительно примерно от 1.7 до 3.3 дТекс, и более предпочтительно примерно от 1.7 до 3.3 дТекс, и более предпочтительно примерно от 1.7 до 2.2 дТекс. При использовании более чем одного типа таких волокон в одном и том же пушистом материале, например волокон различной длины, отношение дТекс/длина отдельных типов волокон может быть постоянным или переменным.
Волокна являются предпочтительно извитыми, то есть имеют волокнистую форму, чтобы облегчить их обработку при получении пушистой волокнистой массы. Обычно они имеют 0 10 извивов/см, и предпочтительно примерно 0 4 извивов/см.
Длина двухкомпонентных синтетических волокон, отвечающих данному изобретению, является значительной, поскольку они длиннее, чем любое волокно, которое обычно используется для получения пуха. Так, например, естественные целлюлозные волокна, которые обычно составляют основной компонент пуха, обычно имеют длину не более чем примерно 3 мм. Термически связываемые синтетические волокна, используемые в настоящее время для приготовления пуха, обычно короче, чем целлюлозные волокна, и, следовательно, целлюлозные волокна составляют основную структуру данного материала. Однако двухкомпонентные синтетические волокна, отвечающие данному изобретению, значительно длиннее, чем, например, целлюлозные волокна. Следовательно, высокоплавкое ядро данных двухкомпонентных волокон составляет основную структуру термосвязанного поглощающего материала, обеспечивая его улучшенные характеристики в отношении прочности и двухмерной стабильности.
Волокна, отвечающие настоящему изобретению, обычно разрезаются на отрезки длиной 5 20 мм, предпочтительно 6 18 мм. Особенно предпочтительная длина составляет примерно 6 мм и примерно 12 мм. Желаемая длина выбирается в соответствии с оборудованием, используемым для получения поглощающего материала, а также в соответствии с типом материала как такового. Хотя эти волокна относительно длинные, они тем не менее способны проходить без значительного повреждения через отверстия сетки в молотковых мельницах, которые используются для получения пуха, поскольку эти отверстия обычно имеют диаметр примерно 10 18 мм, как будет описано ниже.
Данные волокна
могут быть получены способом, включающим три следующих этапа:
плавление ядрового и
оболочкового компонентов,
введение поверхностно-активного агента, например сложного глицеринового
эфира жирной кислоты, амида жирной кислоты, полигликолевого сложного эфира,
полиэтоксилированного амида, неионного поверхностно-активного вещества, катионного поверхностно-активного вещества или смеси
указанных выше соединений и/или других соединений, обычно используемых как
эмульгаторов, поверхностно-активных веществ или моющих средств, в оболочковой компонент,
прядение низкоплавкого
оболочкового компонента и высокоплавкого ядрового компонента в пучок
двухкомпонентных филаментов,
вытяжка пучка филаментов,
предпочтительно гифрирование (приданое извитости) волокон,
сушка и химическое связывание волокна и
резка
волокон на отрезки длиной 3 24 мм.
Указанные выше этапы будут более подробно описаны ниже.
Составляющие компоненты оболочки и ядра соответственно плавятся в отдельных экструдерах (один экструдер для каждого из двух компонентов), которые смешивают соответствующие компоненты таким образом, чтобы расплавы имели однородную консистенцию и одинаковую температуру до прядения. Температура расплавленных компонентов в экструдерах должна быть значительно выше соответствующих точек плавления, обычно более чем примерно на 90oC выше точек плавления, что гарантирует такие характеристики текучести, которые благоприятствуют последующему прядению волокон.
В расплавленный оболочковый компонент вводится поверхностно-активный агент в подходящем количестве, рассчитанном от общего веса спряденных волокон, как разъяснялось выше. Кроме того, как разъяснялось выше, оболочковый компонент может включать гидрофильный полимер или сополимер. Поверхностно-активный агент и при желании гидрофильный полимер или сополимер является очень важным компонентом, обеспечивающим получение пушистой волокнистой массы мокрой обработки, поскольку, как разъяснялось выше, необходимо, чтобы поверхность двухкомпонентных синтетических волокон была гидрофильной, так чтобы они могли равномерно распределяться в пушистой волокнистой массе.
Можно обрабатывать поверхность спряденных волокон смачивающим агентом, но получаемый результат не обязательно неизменен, и существует риск того, что желаемые гидрофильные поверхностные свойства будут снижаться в ходе получения поглощающего материала. В результате ввода поверхностно-активного агента и при желании гидрофильного полимера ли сополимера в оболочковый компонент перед прядением спряденное волокно получается неизменно гидрофильным и это гарантирует получение желаемого равномерного распределения двухкомпонентного волокна в пушистой волокнистой массе и рабочие характеристики поглощающего продукта не будут ухудшаться в результате присутствия гидрофобных волокон.
Расплавленные компоненты обычно фильтруются до процесса прядения, например с использованием металлической сетки, для удаления любых нерасплавленных или поперечно сшитых веществ, которые могут присутствовать. Прядение волокон обычно осуществляется с использованием обычного прядения из расплава, но может использоваться также способ "короткого прядения" или "компактного прядения" (Ahmed M. Polypropylene Fibersscience and Technology, 1982 г.). Обычное прядение включает двухэтапный процесс, в котором первым этапом является продавливание расплавов и фактическое прядение волокон, а вторым этапом является вытяжка спряденных ("свежеспряденных") волокон. Короткое прядение является одноэтапным процессом, в котором волокна как прядутся, так и вытягиваются в одной операции. Расплавленные оболочковый и ядровый компоненты, полученные как указано выше, подаются из соответствующих экструдеров через распределительную систему и проходят через отверстия в фильере. Получение двухкомпонентных волокон более сложно, чем получение однокомпонентных волокон, поскольку два компонента должны подходящим образом распределяться у отверстий. Следовательно, в случае двухкомпонентных волокон используется специальный тип фильера, который распределяет соответствующие компоненты, например, тип фильеры, основанный на принципах, описанных в патенте США N 3 584 339. Диаметр отверстий в фильтре обычно составляет примерно 0.4 1.2 мм в зависимости от тонины получаемых волокон. Экструдированные расплавы подаются через охлаждающий канал, где они охлаждаются потоком воздуха, и в то же время вытягиваются в двухкомпонентные филаменты, которые собираются в пучки филаментов. Эти пучки обычно не менее чем примерно 100 филаментов, и еще более типично не менее чем примерно 700 филаментов. Скорость после охлаждающего канала обычно составляет не менее чем примерно 200 м/мин, и более типично примерно 500 2000 м/мин.
Пучки филаментов далее вытягиваются с использованием предпочтительно так называемой нелинейной вытяжки или нелинейного растяжения, которое, как указывалось выше, осуществляется отдельно от процесса прядения. Вытяжка обычно осуществляется с использованием ряда горячих роликов и печи с нагретым воздухом, в который одновременно вытягивается ряд пучков филаментов. Пучки филаментов проходят сначала через один ряд роликов, затем проходят через печь с горячим воздухом и затем проходят через второй ряд роликов. Горячие ролики обычно имеют температуру примерно 70 130oC, и печь с горячим воздухом обычно имеет температуру примерно 80 140oC. Скорость второго ряда роликов больше, чем скорость первого ряда роликов, и ввиду этого нагретые пучки филаментов вытягиваются в зависимости от соотношения между двумя скоростями (Называемого степенью растяжения или степенью вытяжки). Могут использоваться также вторая печь и третий ряд роликов (двухстадийная вытяжка), где третий ряд роликов имеет более высокую скорость, чем второй ряд. В этом случае степень вытяжки представляет собой соотношение между скоростью последнего и скоростью первого ряда роликов. Аналогичным образом могут использоваться дополнительные ряды роликов и печей. Волокна, отвечающие настоящему изобретению, обычно вытягиваются со степенью вытяжки примерно 2.5 1 4.5 1, и предпочтительно примерно 3.0 1 4.0 1, что дает в результате подходящее значение тонины, например, примерно 1 7 дТекс, типично примерно 1.5 5 дТекс, предпочтительно примерно 1.7 3.3 дТекс, и более предпочтительно примерно 1.7 2.2 дТекс, как разъяснялось с выше.
Волокна получаются предпочтительно извитыми, типично в так называемой камере для придания извитости, для того чтобы облегчить процесс превращения их в пушистую волокнистую массу за счет более высокого трения волокна с волокном. Пучки филаментов подаются посредством пары нажимных роликов в камеру для придания извитости, где они становятся извитыми за счет давления, создаваемого в результате того, что они не вытягиваются вперед в данной камере. Степень придания извитости может регулироваться в данной камере. Степень придания извитости может регулироваться посредством давления роликов до камеры для придания извитости, давления и температуры в камере для придания извитости и толщины пучка филаментов. Как возможный вариант, филаменты могут быть текстурированы воздухом путем пропускания их через сопло посредством воздушной струи.
Извитые волокна затем желательно подвергать отжигу для того, чтобы снизить напряжения, которые могут возникнуть после вытяжки и придания извитости, и кроме того, они могут быть подвергнуты сушке. Отжиг и сушка могут осуществляться одновременно, обычно путем подачи пучков филаментов из камеры для придания извитости, например, посредством транспорта через печь с горячим воздухом. Температура печи буде зависеть от состава двухкомпонентного волокна, он она должна быть значительно ниже точки плавления оболочкового компонента.
Отожженные и высушенные пучки филаментов затем подаются к резаку, где волокна разрезаются на отрезки желаемой длины. Разрезание обычно осуществляется путем пропускания волокон через колесо с радиально расположенными ножами. Волокна прижимаются к ножам под действием давления от роликов, и таким образом они разрезаются на отрезки желаемой длины, которые равны расстоянию между ножами. Как разъяснялось выше, волокна, отвечающие настоящему изобретению, разрезаются таким образом, что они являются относительно длинными, а именно 3 24 мм, типично 5 20 мм, предпочтительно 6 18 мм, и особенно предпочтительная длина их составляет примерно 6 мм и примерно 12 мм.
Как указывалось выше, длинное термосвязываемое двухкомпонентное волокно, отвечающее настоящему изобретению, используется для получения пуха, например пушистого волокнистого материала, служащего в качестве поглощающего ядра при изготовлении гигиенических поглощающих продуктов, таких как сменные пеленки, гигиенические салфетки, салфетки для взрослых людей, страдающих недержание мочи, и т. д. Использование двухкомпонентного волокна для получения пуха позволяет получать поглощающие материалы с наилучшими характеристиками, в том числе, как разъяснялось выше, с улучшенными прочностью и размерной устойчивостью и с более эффективным использованием сверхпоглощающего полимера, что обеспечивает возможность получения более тонких и более легких продуктов и/или продуктов с улучшенной поглощающей способностью.
Значительная часть пушистой волокнистой массы, используемой для получения поглощающих продуктов, обычно состоит из целлюлозных волокон. Как упоминалось выше, пушистая волокнистая масса может содержать также дополнительные волокна, например термосвязывающие синтетические волокна. Обычно целлюлозные волокна и синтетические волокна смешиваются вместе в установке перемешивания целлюлозной массы и затем формуются в так называемый смешанный лист, который наматывается на катушку и транспортируется на перерабатывающий завод, где осуществляется изготовление пуха и поглощающих продуктов. Смешанный лист формуется "мокрым" Способом, в котором мокрая смесь, содержащая целлюлозные волокна и синтетические волокна, формуется в лист, который затем направляется по транспортеру в сушилку, обычно сушильную печь, где осуществляется сушка. Пушистые смеси волокон могут быть приготовлены также путем сухого способа, в котором синтетические волокна от уложенных кип обрабатываются с целлюлозными волокнами на перерабатывающем заводе. Однако мокрый способ, в котором получается смешанный лист, является предпочтительным, поскольку смесь может подаваться в намотанном виде непосредственно в молотковую мельницу на перерабатывающем заводе, в результате чего процесс переработки является менее трудоемким.
Поглощающий материал, содержащий длинные термосвязываемые двухкомпонентные волокна, как описано выше, может быть получен следующим образом:
двухкомпонентные
волокна и недвухкомпонентные волокна подвергаются смешиванию путем диспергирования в воде в процессе приготовления пушистой волокнистой массы, в результате чего получается смесь пушистой волокнистой
массы, в которой двухкомпонентные волокна распределены беспорядочным и равномерным образом,
формование мокрой смеси двухкомпонентных и недвухкомпонентных волокон в смешанный лист,
сушка смешанного листа и намотка его на катушку,
разделение на волокна высушенной пушистой волокнистой массы,
формование пушистой массы в мат,
при желании введения
сверхпоглощающего полимера в пушистый мат, и
термосвязывание низкоплавкого оболочкового компонента двухкомпонентных волокон в данном материале.
Недвухкомпонентные волокна в пухе могут включать различные типы естественных и/или синтетических волокон в зависимости от получаемого поглощающего материала. Естественные целлюлозные волокна, используемые для получения пуха, обычно включают отбеленные типы СТМР (хеми-термомеханическую волокнистую массу), сульфатную целлюлозу или крафт-целлюлозу.
Весовое отношение двухкомпонентных волокон к недвухкомпонентным волокнам в пушистой массе находится предпочтительно в интервале примерно от 1:99 до 80: 20. Необходимо, чтобы пушистая масса содержала некоторое минимальное количество двухкомпонентных волокон для того, чтобы могли быть достигнуты улучшенные характеристики, обусловленные несущей структурой термосвязанных двухкомпонентных волокон. Так, содержание двухкомпонентного волокна, отвечающее настоящему изобретению, не обязательно составляет значительную часть пушистой массы. Фактически, одним из преимуществ данных волокон является то, что они могут использоваться в уменьшенных количествах по сравнению с тем количеством, которое обычно используется в продуктах, содержащих другие доступные в настоящее время термосвязываемые синтетические волокна. Весовое отношение двухкомпонентных волокон к недвухкомпонентным волокнам в пушистой массе обычно будет составлять примерно от 3:97 до 50:50, предпочтительно примерно 5: 95 20:80, более предпочтительно примерно 5:95 15:85, и особенно желательно примерно 5:95 8:92.
Двухкомпонентные волокна, получаемые неизменно гидрофильными, могут легко распределяться как беспорядочно, так и равномерным образом в мокрой пушистой волокнистой массе, как разъяснялось выше.
Возможно, что в ходе мокрого процесса, в котором осуществляется перемешивание пушистой волокнистой массы, некоторое количество поверхностно-активного агента в некоторых случаях может быть удалено с поверхности двухкомпонентных синтетических волокон. Однако нельзя полагать, что это приведет к неизменному снижению гидрофильных свойств волокон, поскольку поверхностно-активный агент, который присутствует также внутри оболочкового компонента волокна, будет далее мигрировать наружу к поверхности волокон в течение короткого времени, обычно в течение примерно 24 часов, в результате чего гидрофильные свойства волокна восстанавливаются.
Затем мокрая пушистая волокнистая масса переносится на сетку, образующую смешанный лист, который подается в сушилку с температурой значительно более низкой точки плавления оболочкового компонента двухкомпонентных волокон. Смешанный лист обычно высушивается до содержания воды примерно 6 9% Смешанный лист имеет плотность обычно 550 750 г/м2, более типично примерно 650 г/м2, и затем он наматывается на катушку и катушка обычно подается на перерабатывающий завод, где осуществляются остальные этапы получения поглощающего материала.
На перерабатывающем заводе пушистая волокнистая масса с катушек обычно подается в молотковую мельницу (как иллюстрировано на рис. 4), например через пару падающих роликов, где пушистая волокнистая масса разбивается на волокна. Однако разделение на волокна может осуществляться также другими способами, например с использованием стержневой мельницы, мельница заключает в себя ряд молотков, которые неподвижно прикрепляются к ротору. Ротор обычно имеет диаметр, например, 800 мм и обычно вращается со скоростью, например, 300 об/мин. Молотковая мельница обычно приводится в действие от мотора мощностью, например, 100 кВт. Разделение на волокна происходит при прохождении пушистой волокнистой массы через отверстия сетки в молотковой мельнице. Размер отверстий сетки зависит от типа получаемого пуха, но обычно они имеют диаметр примерно 10 18 мм. Двухкомпонентные волокна должны иметь длину, совместимую с размером отверстий сетки, так чтобы волокна при разделении их в молотковой мельнице оставались неповрежденными. Это означает, что волокна не должны иметь длину значительно большую, чем диаметр отверстий сетки.
Разделенный на волокна пух затем формируется в пушистый мат в формующем пушистый мат кожухе путем всасывания на проволочную сетку, обычно с последующим пропусканием через ряд конденсирующих или гофрирующих роликов. Мат обычно сжимается (либо конденсируется, либо гофрируется), но может также не подвергаться сжатия в зависимости от того, как используется поглощающий материал. Сжатие мата может осуществляться либо в ходе, либо после термического связывания.
До термического связывания часто в данный материал вводится поглощающий полимер либо в форме порошка, либо в форме небольших частиц, обычно путем распыления его в пушистый мат из сопла, расположенного в кожухе, формирующем пушистый мат. Целью использования сверхпоглощающего полимера является снижение веса и размера поглощающего продукта, когда может быть снижено количество пуха в продукте. Тип используемого сверхпоглощающего полимера не является критически важным, но обычно это химически поперечно сшитая соль полиакриловой кислоты, предпочтительно натриевая соль или натриевоаммониевая соль. Такие сверхпоглощающие вещества обычно способны абсорбировать шестидесятикратное количество (от их собственного веса) мочи, крови или других жидкостей организма, или двухсоткратное количество (от их собственного веса) чистой воды. Они имеют также дополнительное преимущество в том, что образуют гель при смачивании, что позволяет, таким образом, поглощающему продукту более эффективно удерживать поглощаемую жидкость под давлением. Как разъяснялось выше, сверхпоглощающий полимер фиксируется в желаемом положении в поглощающем материале за счет стабильной матричной структуры, образуемой посредством двухкомпонентных волокон при термическом связывании. Таким образом достигается более эффективное использование сверхпоглощающего полимера и исключается конгломерация сверхпоглощающего вещества, которая может привести к барьерам, создаваемым гелем, который образуется при смачивании и набухании.
Один грамм сверхпоглощающего полимера обычно заменяет примерно пять граммов волокнистой массы (например целлюлозного волокна) в поглощающем материале. Сверхпоглощающий полимер обычно вводится в количестве примерно 10 - 70% предпочтительно примерно 12 40% более предпочтительно примерно 12 - 20% и особенно предпочтительно примерно 15% в расчете от веса материала.
После ввода сверхпоглощающего полимера мат термически связывается с использованием, например, печи с продувкой воздуха, инфракрасного нагрева или ультразвукового связывания, так чтобы низкокипящий компонент двухкомпонентных волокон плавился и сплавлялся с другими двухкомпонентными волокнами и по меньшей мере частью недвухкомпонентных волокон, и так чтобы при этом высокоплавкий компонент двухкомпонентных волокон оставался без воздействия с образованием несущей трехмерной матрицы в поглощающем материале (как иллюстрировано на рисунке 3). Кроем того, для придания поглощающему материалу улучшенных характеристик, которые уже обсуждались, матричная структура должна также обеспечивать возможность термоформовать поглощающие продукты, так чтобы образовывались, например, каналы для распределения жидкости, или получать продукты анатомической формы.
Термосвязанный поглощающий материал затем обычно формуется в изделия, пригодные для получения гигиенических поглощающих продуктов, таких как сенные пленки, гигиенические салфетки и салфетки для людей, страдающих недержанием мочи, путем, например, разрезания с помощью водяной струи. Как возможный вариант, поглощающий материал может быть сформован в такие изделия до термического связывания. Остаточный материал (обрезки) может далее снова направляться в молотковую мельницу и повторно использоваться для получения пуха.
Настоящее изобретение далее более подробно описывается со ссылкой на чертежи.
Фиг. 1 показывает двухкомпонентные волокна, в которых компоненты располагаются в концентрической (а) и ацентрической (b) конфигурации.
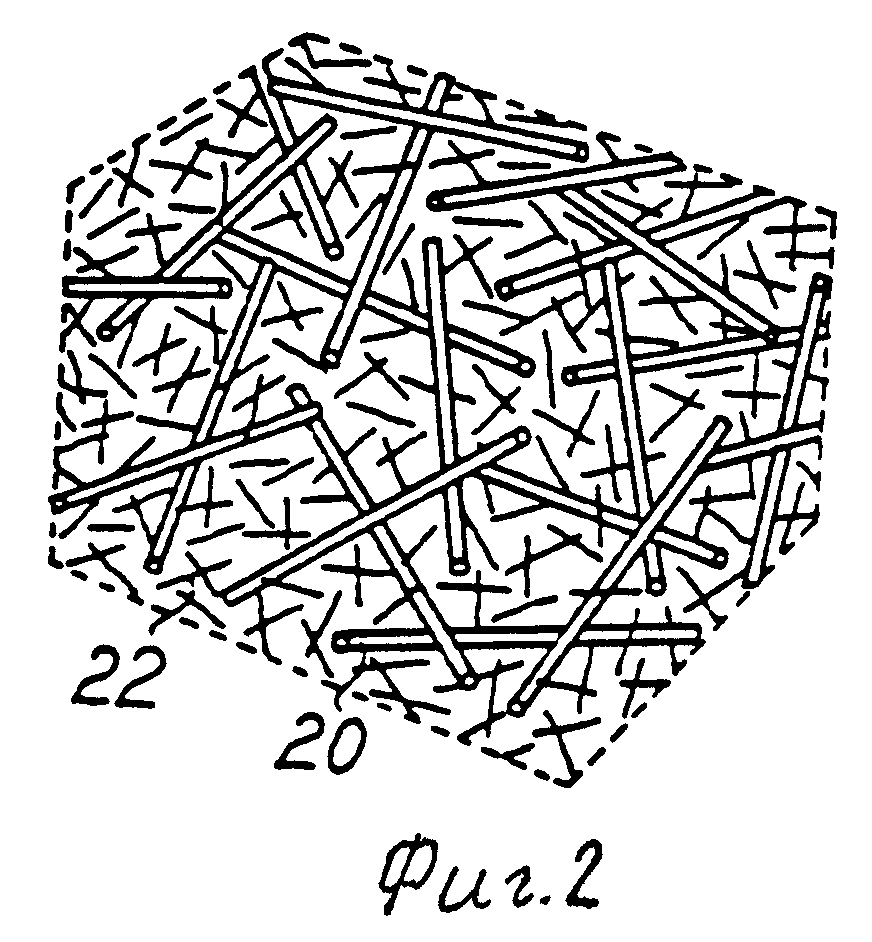
Фиг. 2 показывает длинные двухкомпонентные волокна и другие волокна в пухе до термического связывания.
Фиг. 3 показывает матричную структуру, образованную двухкомпонентными волокнами после термосвязывания.
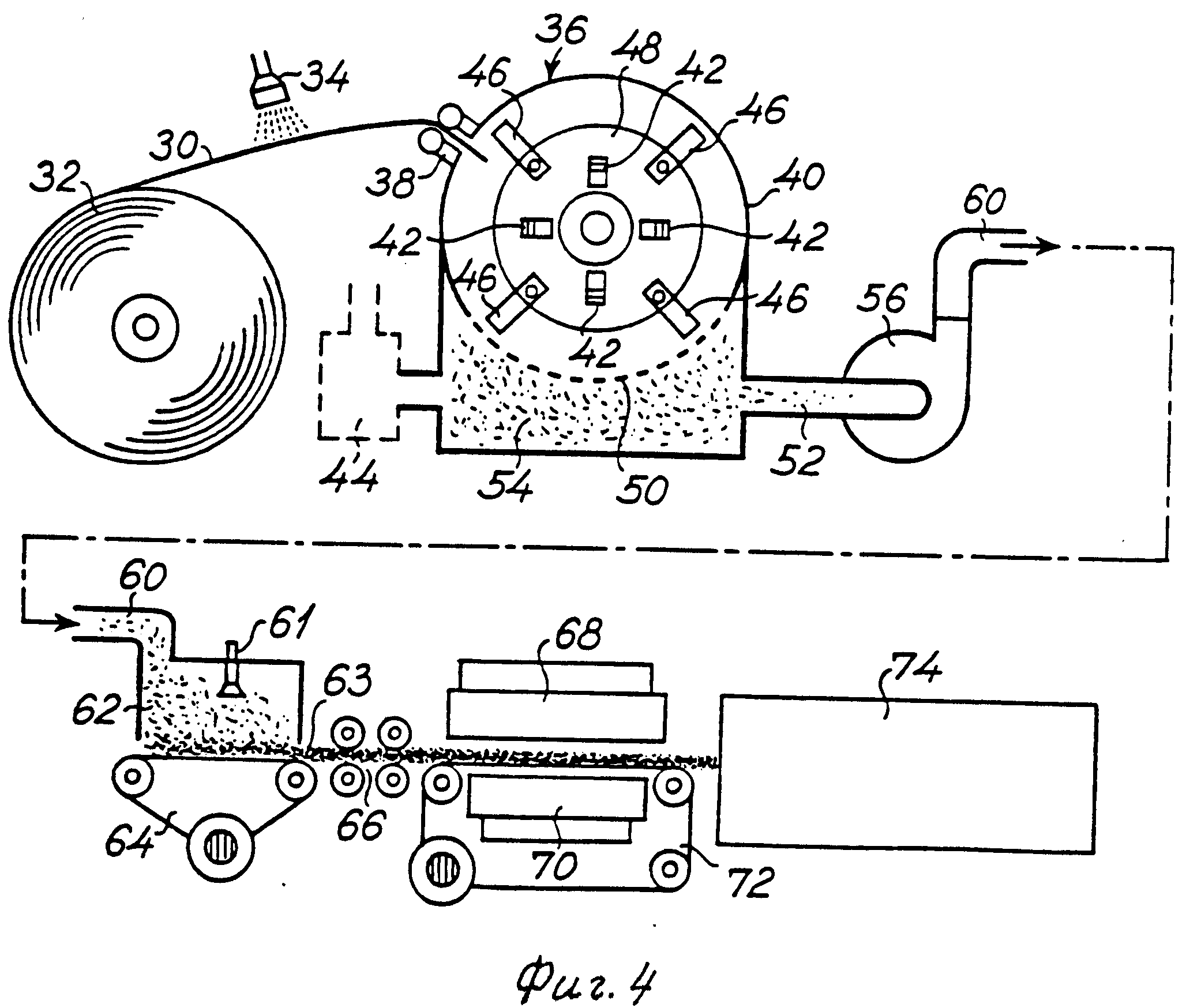
Фиг. 4 показывает молотковую мельницу и оборудование для получения поглощающего материала.
Фиг. 1а показывает поперечное сечение двухкомпонентного волокна 8 концентрической конфигурации. Ядровый компонент 10 окружен оболочковым компонентом 12, равномерным по толщине, в результате чего образуется двухкомпонентное волокно, в котором ядро 10 расположено по центру.
Фиг. 1b показывает поперечное сечение двухкомпонентного волокна 14 ацентрической конфигурации. Ядровый компонент 16 окружен оболочковым компонентом 18, изменяющимся по толщине, в результате чего образуется двухкомпонентное волокно, в котором ядровый компонент 16 не располагается по центру.
Фиг. 2 показывает структуру пуха до термического связывания. Двухкомпонентные волокна 20, отвечающие настоящему изобретению, включающие низкоплавкий оболочковый компонент и высокоплавкий ядровый компонент, располагаются беспорядочным образом и равномерным образом среди недвухкомпонентных волокон 22 в пухе.
Фиг. 3 показывает ту же структуру, что иллюстрирована на фиг. 2. после термосвязывания. Оболочковый компонент двухкомпонентных волокон плавится в результате процесса термосвязывания, сплавляя вместе не подвергнутые воздействию ядра 24, с образованием несущей трехмерной матрицы. Недвухкомпонентные волокна 22 беспорядочно располагаются в пространстве, заключенном между двухкомпонентными волокнами. Некоторые из двухкомпонентных волокон 22 сплавляются 26 с двухкомпонентными волокнами.
Как показано на фиг. 4, пушистая волокнистая масса 30 с катушки 32 увлажняется водой, распыляемой из сопла 34, направляясь в молотковую мельницу 36. Увлажненная пушистая волокнистая масса вводится в молотковую мельницу 36 через питающие ролики 38. Пушистая волокнистая масса 30 состоит из смеси двухкомпонентных волокон, отвечающих данному изобретению, и других недвухкомпонентных волокон. Молотковая мельница 36 включает корпус 40 молотковой мельницы, впускные патрубки первичного воздуха 42 и выпускной патрубок вторичного воздуха 44, молотки 46, неподвижно прикрепленные к ротору 48, сетку 50 и выпускной патрубок 52 для разделенных волокон 54. Вентилятор 56 направляет разделенный на волокна материал в корпус формования пушистого мата 62 через выпускной патрубок 60, сверхпоглощающий полимерный порошок распределяется в пуховом мате 63 посредством сопла 61. Пуховой мат 63 подается в проволочной сетке 64 через конденсирующие или гофрирующие ролики 66 на другую проволочную сетку 72, на которой двухкомпонентные волокна термически связываются посредством термической обработки в печи с продувкой воздуха 68, в которой горячий воздух пропускается через материал посредством сифонного ящика 70. Устройство переработки 74 используется для получения гигиенических поглощающих продуктов из термосвязанного материала.
Катушка для пушистой волокнистой массы 32, включающая в себе, как разъяснялось выше, высушенную смесь двухкомпонентного волокна, отвечающего данному изобретению, с недвухкомпонентным волокном, приготавливается на целлюлозном заводе и транспортируется на перерабатывающий завод, где осуществляется способ, иллюстрированный на фиг. 4. До осуществления процесса в молотковой мельнице пушистая волокнистая масса увлажняется водяной струей для того, чтобы исключить электростатические заряды. Катушка для пушистой волокнистой массы 32, приготовленная на целлюлозном заводе, обычно имеет диаметр, например, 1000 мм, ширину, например, 500 мм и содержание влаги составляет примерно 6 9% и плотность листа составляет обычно примерно 650 г/м2. Пушистая волокнистая масса разделяется на волокна в молотковой мельнице 36, в которой вращающиеся молотки 46 направляют пушистую массу через отверстия и сетке 50. Ротор 48, который держит молотки 46, обычно имеет диаметр, например 800 мм и вращается со скоростью, например, 3000 об/мин и приводится в действие от мотора мощностью, например, 1000 кВт. Сетка 50, которая изготавливается из металлического листа толщиной примерно 3 мм, имеет отверстия диаметром примерно 10 18 мм. Длина двухкомпонентных волокон в пушистой волокнистой массе 30 не более чем диаметр отверстий в сетке 50, так что двухкомпонентные волокна, а также более короткие недвухкомпонентные волокна способны проходить через отверстия сетки 50 в основном без повреждения. Разделенный на волокна материал 54 затем подается с помощью вентилятора 56 через выпускной патрубок 60 в камеру формования пушистого мата 62, где получается пушистый мат 63 путем всасывания разделенного на волокна материала 54 на проволочную сетку 64. 0сверхпоглощающий полимерный порошок обычно распыляется из сопла 61, когда образуется половина пушистого мата 63, так что сверхпроводящий полимерный порошок располагается в центре пушистого мата. Этот пушистый мат обычно проходит через ряд роликов 66, в которых этот мат 63 конденсируется или гофрируется до процесса термосвязывания. Мат 63 затем направляется через вторую проволочную сетку 72 за печатью с воздушным потоком 68, в которой осуществляется термосвязывание материала с получением несущей структуры, образуемой из ядра двухкомпонентного волокна, как показано на фиг 3. Этот термически связанный материал затем направляется в перерабатывающую машину 74, в которой получаются гигиенические поглощающие продукты, такие как гигиенические пеленки.
Далее настоящее изобретение иллюстрируется примерами, которые не имеют целью ограничить изобретение.
Пример 1.
Получение неизменно гидрофильного термически связываемого синтетического волокна.
Получение данного
волокна заключает в себе
осуществление следующих этапов:
введение поверхностно-активного вещества в полиэтиленовый оболочковый компонент,
обычное прядение из расплава двух
компонентов волокна в волокно типа
оболочка-ядро, в результате чего получается спряденный пучок филаментов,
вытяжка спряденного пучка филаментов,
гофрирование вытянутого пучка
филаментов,
отжиг и сушка
вытянутого пучка филаментов, и
резка волокон.
Оболочковый компонент двухкомпонентного волокна состоит из полиэтилена (22D PE линейный низкоплотный полиэтилен на основе октана) с точкой 125oC и плотностью 0.940 г/см3, в то время как ядро состоит из изотактического полипропилена с точкой плавления 160o C. Поверхностно-активное вещество вводится в полиэтиленовый компонент до процесса прядения путем смешивания его с расплавленным полиэтиленом, что делает двухкомпонентное волокно неизменно гидрофильным, причем гидрофильность определяется по времени стекания воды, составляющем не более чем 5 секунд. Поверхностно-активное вещество Atmer® 685 из УСУ неионная поверхностно-активная смесь) вводится в количестве 1% в расчете от общего весового количества двухкомпонентных волокон, что эквивалентно 2% полиэтиленового компонента, а поскольку отношение полиэтилена к полипропилену в двухкомпонентном волокне составляет 50/50. Atmer® 685 представляет собой смесь, содержащую 20% поверхностно-активного вещества и 80% полиэтилена с величиной H2B (гидрофильное-лиофильное равновесие) 5.6, и вязкостью 170 мПа с при 25oC.
Полиэтиленовый компонент продавливается при температуре 245oC и давлении 35 Бар, в то время как полипропиленовый компонент продавливается при температуре 320oC и давлении 55 Бар. Оба компонента далее подвергаются обычному прядению из расплава типа оболочка-ядро со скоростью прядения 820 м/мин, в результате чего получается "спряденный" пучок двухкомпонентных филаментов.
Осуществляется нелинейная вытяжка филаментов в двухстадийной операции вытяжки с использованием горячих роликов и печи с горячим воздухом, температура обоих составляет 110oC, степень вытяжки составляет 3,6:1. Вытянутые филаменты затем гофрируются в аппарате для придания извитости. Филаменты отжигаются в печи при температуре 115oC, чтобы снизить усадку волокна при получении поглощающего материала, а также для того, чтобы снизить содержание воды в волокне (примерно до 5-10%), и затем они обрезаются. Окончательно обработанные двухкомпонентные волокна имеют длину примерно 12 мм, тонину примерно 1.7 2.2 дТекс и имеют примерно 2 4 извитостей на см.
Пример 2.
Получение поглощающего материала с использованием волокон СТМР и длинных гидрофильных термосвязываемых двухкомпонентных синтетических волокон.
Получение поглощающего
материала включает следующие этапы:
смешивание волокон СТМР и двухкомпонентных волокон, отвечающих настоящему изобретению, в ходе мокрого этапа процесса получения пушистой волокнистой массы,
сушка пушистой волокнистой массы,
разделение на волокна пушистой волокнистой массы,
формование пуха в пушистый брикет, и
термическое связывание низкоплавкого
оболочкового компонента двухкомпонентных волокон.
В лабораторном гидроизмельчителе (британский дезинтегратор) двухкомпонентные синтетические волокна (полипропиленовое ядро/полиэтиленовая оболочка) смешивают с СТМР (хеми-термомеханическая волокнистая масса) пушистой волокнистой массой в соотношении 6%94% (3 г двухкомпонентного волокна, 47 к волокон СТМР). Двухкомпонентные волокна имеют длину 12 мм, тонину примерно 1.7, 2.2 дТекс и имеют примерно 2 4 извива/см и получаются как и в примере 1. Волокна СТМР имеют длину примерно 1.8 мм и толщину примерно 10 70 мкм (среднее значение 30±10 мкм). Волокна ТСМР получаются в ходе совместного химического и механического процесса рафинирования (в противоположность другим целлюлозным волокнам, которые подвергаются лишь химической обработке). Двухкомпонентные волокна, которые включают поверхностно-активное вещество, которое было введено в полиэтиленовый оболочковый компонент, как описано в примере 1, являются гидрофильными, и ввиду этого легко диспергируются в мокрой пушистой волокнистой массе.
Сушка пушистой волокнистой массы осуществляется в сушильном барабане при температуре 60oC, которая значительно ниже точки плавления низкоплавкого компонента двухкомпонентных волокон, в течение четырех часов. Высушенная пушистая волокнистая масса имеет плотность (содержание воды 6 9%) 750 г/м2. Для того чтобы устранить образование электростатических зарядов, высушенная пушистая масса кондиционируется в течение ночи при относительной влажности 50% и температуре 23oC.
Разделение на волокна осуществляется в лабораторной молотковой мельнице (Лабораторный дефибратор типа H-01, Kamas Industre AB, Швеция) с мотором мощностью 1/12 кВт, с молотками, неподвижно прикрепленными к ротору диаметром 220 мм, который вращается со скоростью примерно 4500 об/мин, и с отверстиями сетки диаметром 12 мм в металлическом листе толщиной 2 мм. Пух подается в молотковую мельницу со скоростью 3.5 г/сек. Двухкомпонентное и ТСМР волокна, ни одно из которых не имеет длину более 12 мм, оба способны проходить через отверстия сетки в молотковой мельнице практически неповрежденными. Процесс разделения на волокна требует расхода энергии 117 МДж/т для смеси СТМР +6% бикомпонентных волокон, в то время как разделение на волокна лишь пуха СТМР требует расхода энергии 98 МДж/т.
Разделенная на волокна смесь затем формируется в пушистый брикет с помощью стандартного лабораторного формующего набивку оборудования.
Этот пух затем термически связывается путем обработки в лабораторной печи с горячим воздухом при температуре в пределах 110-130oC (измеряется температура потока воздуха непосредственно после прохождения через образец) в течение пяти секунд. В ходе процесса термического связывания низкоплавкий оболочковый компонент двухкомпонентных волокон расплавляется и сплавляется с другими двухкомпонентными волокнами и некоторыми волокнами СТМР, в то время как высокоплавкий компонент двухкомпонентных волокон образует несущую трехмерную матрицу в поглощающем материале, придавая ему улучшенную набивочную целостность (прочность сетчатой структуры) и способность сохранения формы. Результаты измерения набивочной целостности представлены в таблице 1. Испытательная набивка, которая формуется в стандартном формовочном устройстве стандартного образца SCAN-C 33, весит 1 грамм и имеет диаметр 50 мм. Испытание осуществляется в испытательном устройстве Инстром для испытания на разрыв с измерительной аппаратурой PF1.
Пример 3.
Приготавливаются различные неизменно гидрофильные, термосвязываемые двухкомпонентные синтетические волокна путем осуществления процесса таким же образом, как и в примере 1. Ядровый компонент данных волокон состоит из полипропилена, как описано в примере 1, и весовое отношение оболочковый компонент / ядровый компонент в волокне составляет 50:50. Поверхностно-активное вещество такое же, как и в примере 1, и используется в том же количестве, составляющем 1% в расчете от общего весового количества двухкомпонентных волокон.
Другие характеристики данных волокон приведены в табл.4.
Пример 4.
Лабораторные испытания на испытательных набивках, содержащих различные двухкомпонентные волокна.
Приготавливаются образцы пуха согласно описанию процедуры примера 2, с использованием волокон, описанных в примере 3 в качестве двухкомпонентных синтетических волокон. Приготавливаются образцы пуха, содержащие 94% (вес.) волокнистой массы СТМР скандинавской ели и 6% (вес) соответствующих синтетических волокон. Кроме того, приготавливаются образцы, содержащие 3% 4,5% 9% и 12% (вес) синтетических волокон с волокнами 1 и 2. В качестве стандартного образца приготавливаются образцы пуха с использованием 100% волокнистой массы СТМР.
Приготавливаются смешанные листы путем первоначального смешивания волокон СТМР и синтетических волокон в воде в британском дезинтеграторе, как и в примере 2. Эти смешанные листы затем подвергаются мокрому прессованию до постоянной толщины (полностью 1,5 см3/г) и высушиваются в сушильном барабане при температуре 60oC. Получение смешанных листов, даже с использованием самых длинных синтетических волокон, осуществляется без всяких затруднений. Смешанные листы затем подвергаются разделению на волокна в молотковой мельнице Kamas H-101, как и в примере 2, с использованием 12 мм сетки и при скорости вращения 4500 об/мин.
Содержание узелков в пухе определяется с использованием узелковой испытательной машины SCAN-C 38. Самые
длинные волокна (образец 3) имеют тенденцию образовывать пучки в узелковом испытательном
устройстве, так что данное испытание не может быть полным в данном случае. Найдено, что содержание узелков в
пухе, включающем 6% синтетических волокон, имеющих длину 6 мм (образцы 1 и 4), составляет
лишь 1% в то время как содержание узелков в пухе, включающем 6% синтетических волокон, имеющих длину 12 мм
(образцы 2 и 5), несколько выше, то есть соответственно 4% и 7%
Формуются
испытательные набивки весом 1 грамм с использованием аппаратуры формования набивки SCAN.
Термосвязывание осуществляется при температуре 170oC, поскольку эта температуре приемлема в предварительных испытаниях. Вначале осуществляется испытание со временем нагревания 1, 2 и 4 секунды. Время нагрева 1 сек дает наилучший общий результат, и это время используется в окончательных испытаниях.
Целостность испытываемых набивок измеряется, как описано в примере 2. Результаты этих измерений даются в таблице 2 ниже, в которой даются средние значения прочности сетчатой структуры для 10 образцов.
Из приведенной выше таблицы ясно, что прочность сухой сетчатой структуры значительно увеличивается после термосвязывания в результате ввода двухкомпонентных синтетических волокон, отвечающих настоящему изобретению. Образцы 1 и 2 в этом отношении имеют несколько лучшие характеристики, чем другие образцы. Сравнение результатов для образца 1 (6%) с результатами для образца 4 показывает, что извитые волокна лучше, чем неизвитые.
Прочность мокрой сетчатой структуры испытательных набивок также увеличивается за счет ввода синтетических волокон, но это увеличение не настолько же больше, как увеличение прочности сухой сетчатой структуры. Образцы 1 и 2 имеют тенденцию к улучшению прочности мокрой сетки даже перед их термосвязыванием.
Таким образом, было показано, что введение относительно небольших количеств синтетических двухкомпонентных волокон, отвечающих настоящему изобретению, приводит к значительному увеличению прочности поглощающих набивок после термосвязывания по сравнению с аналогичными набивками без синтетических волокон.
Пример 5.
Двухкомпонентные синтетические волокна, отвечающие настоящему изобретению, приготавливаются как и волокна 1 и 2 из примера 3, с той разницей, что они имеют тонину 1,7 дТекс. Эти волокна используются для приготовления испытательных набивок, в которых целлюлозные волокна состоят либо из волокнистой массы СТМР (типа бумажной пыли) скандинавской ели, либо из отбеленной необработанной скандинавской крафт-целлюлозной массы (Stora Huff UD 14320) с использованием такой же процедуры, как и в примере 4. Приготавливаются также стандартные образцы, содержащие либо 100% СТМР, либо 100% крафт-целлюлозы.
Измеряется прочность сетчатой структуры испытательных набивок, как описано выше. Результаты приводятся в нижеследующей таблице 3, в которой даются средние значения прочности сетчатой структуры, полученные для 10 образцов.
До термосвязывания прочность сухой сетчатой структуры испытательных набивок из крафт-целлюлозы больше, чем прочность образцов СТМР. Однако после термосвязывания эти значения прочности почти одинаковы. Прочность сетчатой структуры после термосвязывания значительно увеличивается за счет ввода даже небольшого количества синтетических волокон и почти удваивается при вводе 6% синтетических волокон по сравнению с эталонными испытательными набивками, содержащими лишь волокна СТМР или крафт-целлюлозы волокна.
Прочность мокрой сетчатой структуру крафт-целлюлозных испытательных набивок несколько больше, чем прочность испытательных набивок СТМР как перед, так и после термосвязывания. Как 12-миллиметровые, так и 6-миллиметровые синтетические волокна дают повышение прочности мокрой сетчатой структуры как СТМР набивки из крафт-целлюлозы после термосвязывания. Различия прочности мокрой структуры между набивками, содержащими синтетические волокна в количестве от 3 до 9%/ довольно небольших во всех случаях.
Из сравнения результатов измерения прочности сетчатой структуры набивок СТМР в данном примере с результатами измерения прочности образцов 1 и 2 в примере 4, видно что в большинстве случаев достигаются несколько более высокие значения прочности сетчатой структуры за счет использования в примере 4 синтетических волокон несколько большего сечения, которые имеют тонину 2,2 дТекс.
Реферат
Использование: получение пушистых волокнистых гигиенических поглощающих материалов. Сущность изобретения: расплавляют два полиолефина, взятых в соотношении 30 : 70 - 70 : 30. Полиолефин ядра имеет более высокую температуру плавления, а в расплав компонента оболочки вводят 0,1 - 5,0% от массы сформованного волокна поверхностно-активного вещества. Элементы формуют в пучок, вытягивают и разрезают на отрезки длиной <35 мм. В качестве поверхностно-активного вещества может неионогенное, катионное, сложный эфир жирной кислоты и глицерина, амид жирной кислоты, полигликолевый амид. Двухкомпонентное термосвязываемое гидрофильное волокно имеет тонину 1 - 7 дтекс и может иметь до 4 извивов. 2 с. и 13 з.п. ф-лы, 4 табл., 4 ил.

Комментарии