Тисненый композитный нетканый рулонный материал - RU2614602C2
Код документа: RU2614602C2
Чертежи
Описание
Область технического применения
Настоящее изобретение относится к тисненому, композитному, нетканому, рулонному материалу, содержащему смесь термически нескрепленных, непрерывных, уложенных непосредственно после формования, элементарных нитей и коротких волокон, содержащих натуральные и/или синтетические волокна, или штапельные волокна, где непрерывные элементарные нити и короткие волокна по существу механически скреплены друг с другом посредством гидроперепутывания.
Предпосылки к созданию изобретения
Технологии тиснения используют в производстве туалетной бумаги для создания объема между слоями в многослойной туалетной бумаге. Рисунки тиснения также используют для упрочнения и улучшения внешнего вида. Тиснение может быть также использовано для оказания влияния на восприятие на ощупь преобразованных продуктов.
При осуществлении процесса тиснения, при котором материал тиснят между стальным валом с выступающим рисунком и обрезиненным валом, происходит разрыв мест скрепления между волокнами в материале. Следствием такого разрушения материала является снижение прочности материала.
Нетканый обтирочный материал, изготовленный, например, из <волокна> из полимолочной кислоты (ПМК), является относительно жестким и плотным. В сравнении с неткаными материалами на основе <волокна> из полипропилена (ПП), нетканые материалы на основе <волокна> из ПМК являются значительно более жесткими, так как волокна/элементарные нити из ПМК обладают более высоким модулем в сравнении с ПП. Это также справедливо по отношению к другим волокнам/элементарным нитям с более высоким модулем, чем у ПП. При использовании этих видов волокон или элементарных нитей в нетканом обтирочном материале обычно требуется более мощное тиснение для оказания влияния, например, на восприятие на ощупь преобразованных продуктов, но при этом снижается и нарушается прочность материала.
Краткое описание изобретения
Одной из целей настоящего изобретения является создание тисненого, композитного, нетканого, рулонного материала, предназначенного для использования в качестве мягкого, прочного и долговечного нетканого обтирочного материала, посредством выполнения стабильного тиснения, при котором обеспечивается возможность изготовления менее плотных протирочных рулонов для рынка потребительских товаров. Эту цель достигают посредством использования способа изготовления композитного, нетканого, рулонного материала, включающего:
- экструдирование непрерывных элементарных нитей из фильеры;
- вытягивание элементарных нитей посредством использования щелевого вытяжного устройства для утонения непрерывных элементарных нитей;
- формирование полотна из нескрепленных, непрерывных, элементарных нитей без термоскрепления;
- гидроперепутывание слоев, содержащих непрерывные, уложенные непосредственно после формования, элементарные нити вместе с короткими волокнами, вводимыми в виде суспензии в жидкости или вспененной среде, содержащими натуральные и/или синтетические волокна, или штапельные волокна, для формирования композитного, нетканого, рулонного материала;
- сушку рулонного материала;
отличающийся тем, что композитный, нетканый, рулонный материал подвергают тиснению без формирования мест термоскрепления, придающему рулонному материалу индекс прочности, равный или превышающий больше чем в 1 раз, индекс прочности нетисненого, композитного, рулонного материала.
Композитный, нетканый, рулонный материал подвергают тиснению таким образом, чтобы он обладал индексом прочности, превышающим больше чем в 1,06 раза, предпочтительно - больше чем в 1,08 раза, наиболее предпочтительно - больше чем в 1,1 раза индекс прочности нетисненого, композитного, нетканого, рулонного материала.
Наиболее неожиданным является достижение более высокой прочности после тиснения. Обычно прочность тисненого полотна уменьшается в сравнении с тем же самым полотном до его тиснения. Тиснение обычно рассматривается как процесс, ведущий к уменьшению прочности материала, и он может быть даже использован для создания ослабленных мест в материале. Не ссылаясь на какую-либо теорию, можно выразить уверенность в том, что предлагаемый способ является необычным способом изготовления элементарных нитей, что является одной из причин, благодаря которой этим способом обеспечивают возможность сохранения элементарных нитей в неповрежденном состоянии, а также необычным является достижение требуемого формирования полотна из элементарных нитей и, таким образом, обеспечение возможности сохранения прочности рулонного материала, а также обеспечение возможности повышения прочности полотна посредством тиснения скорее, чем уменьшения его прочности. Использование тиснильных выступов определенной высоты тиснильного вала, а также использование достаточно мягкого опорного вала дополнительно обеспечивает возможность получения желательной трехмерной структуры рулонного материала. Однако существуют также и другие теории, стоящие за указанными причинами.
Элементарные нити экструдируют из фильер и вытягивают посредством использования щелевого вытяжного устройства для утонения элементарных нитей и формирования полотна. Так как скорость элементарных нитей значительно больше линейной скорости сетчатого транспортера для формирования полотна, то полотно из нескрепленных элементарных нитей формируется при столкновении элементарных нитей с сетчатым транспортером для формирования полотна.
Композитный, нетканый, рулонный материал изготавливают согласно следующему способу, включающему:
- экструдирование непрерывных элементарных нитей из фильеры;
- вытягивание элементарных нитей посредством использования щелевого вытяжного устройства для утонения непрерывных элементарных нитей;
- формирование полотна из нескрепленных, непрерывных, элементарных нитей без термоскрепления при укладке элементарных нитей;
- гидроперепутывание содержащихся в полотне непрерывных, уложенных непосредственно после формования, элементарных нитей вместе с короткими волокнами, вводимыми в виде суспензии в жидкости или вспененной среде, содержащими натуральные и/или синтетические волокна, или штапельные волокна, для интегрирования и механического скрепления, и формирования термически нескрепленного, композитного, нетканого, рулонного материала;
<где при осуществлении способа>
- создают влажную окружающую среду при формовании и укладке непрерывных элементарных нитей посредством выполнения этапов укладки элементарных нитей на уже увлажненную поверхность; сохраняют ширину выпускного отверстия щелевого вытяжного устройства открытой на более чем 65 мм; добавляют жидкость около выпускного отверстия щелевого вытяжного устройства. Ширину выпускного отверстия щелевого вытяжного устройства предпочтительно сохраняют открытой на более чем 70 мм, а более предпочтительно - на более чем 75 мм. Выход щели также расположен на расстоянии от около 15 см до 30 см, предпочтительно - на расстоянии около 20 см, от увлажненной поверхности или от поверхности сетчатого транспортера для формирования полотна, благодаря чему дополнительно создаются открытый зазор и влажная окружающая среда.
При утонении элементарных нитей генерируются электростатические заряды из-за разницы скоростей воздуха, подаваемого для утонения элементарных нитей, и элементарных нитей. Скорость непрерывной элементарной нити в щелевом вытяжном устройстве, по меньшей мере, в десять раз больше скорости сетчатого транспортера для формирования полотна. Непрерывные, укладываемые непосредственно после формования, элементарные нити, экструдируют из фильеры и вытягивают посредством использования щелевого вытяжного устройства со скоростью более 2000 м/мин и менее 6000 м/мин или 5000 м/мин, или 3000 м/мин. Непрерывные элементарные нити обладают температурой стеклования Tg, составляющей менее 80°C. Элементарные нити, вытягиваемые посредством использования щелевого вытяжного устройства для утонения непрерывных элементарных нитей, оказываются не полностью ориентированными. Таким образом обеспечивают способность элементарной нити к дополнительной молекулярной ориентации посредством тщательного выбора скорости элементарных нитей, где также важным фактором является разница скоростей элементарных нитей и сетчатого транспортера для формирования полотна, которую принимают во внимание. Из-за генерирования большого электростатического заряда на элементарных нитях, особенно - на элементарных нитях из ПМК, элементарные нити обладают тенденцией к слипанию, и при их укладке на сетчатый транспортер для формирования полотна полотно формируется очень неравномерным. Из-за электростатических зарядов элементарных нитей транспортирование нескрепленного полотна также является сложным, в результате чего получается полотно низкого качества с относительно редко расположенными элементарными нитями.
В качестве уже увлажненной поверхности используют поверхность сетчатого транспортера для формирования полотна, которую увлажняют посредством нанесения жидкости на сетчатый транспортер для формирования полотна. Жидкость можно наносить на сетчатый транспортер для формирования полотна посредством распыления. На поверхность можно наносить распылением воду до укладки элементарных нитей непосредственно после их формования. Жидкость можно также наносить другими способами для создания уже увлажненной поверхности, на которую можно укладывать элементарные нити. Можно использовать ванну для обработки погружением или любой другой способ нанесения жидкости или увлажняющего вещества на сетчатый транспортер для формирования полотна.
Кажется, что особенно заметные проблемы возникают при использовании элементарных нитей из ПМК, так как элементарные нити из ПМК вытягивают посредством использования щелевого вытяжного устройства для утонения непрерывных элементарных нитей. Они обладают большей тенденцией к прилипанию друг к другу, и формование, и укладка элементарных нитей из ПМК наиболее сложны в управлении. Благодаря достаточно неожиданному сочетанию влажной окружающей среды, создаваемой посредством добавления жидкостей, и использованию открытого щелевого вытяжного устройства, получают неожиданно хорошие результаты. Кроме того, отношение скоростей элементарных нитей и полотна также способствует этому. Было невозможно формировать полотно из нескрепленных элементарных нитей при формовании и укладке непрерывных элементарных нитей без создания влажной окружающей среды, как это описано выше.
При использовании увлажненной поверхности и при укладке элементарных нитей из ПМК во влажной окружающей среды можно получать хорошее полотно из элементарных нитей из ПМК, что позволяет изготавливать нетканый материал с гидроперепутанными волокнами, в котором используют композицию из элементарных нитей из ПМК и коротких волокон, например, композицию из элементарных нитей и целлюлозой волокнистой массы. При этом могут быть созданы хорошие условия формирования и может быть получено полотно, обладающее хорошей равномерностью и хорошими показателями по прочности.
В дополнение к тому, что имеется уже увлажненная поверхность, элементарные нити укладывают во влажной окружающей среде, благодаря чему процесс дополнительно улучшается посредством также распыления жидкости, например, воды, около выпускного отверстия щелевого вытяжного устройства, а также посредством сохранения щелевого вытяжного устройства открытым около выпускного отверстия. Жидкость, добавляемую около выпускного отверстия щелевого вытяжного устройства, наносят посредством распыления во время формирования полотна из нескрепленных, непрерывных, элементарных нитей.
Посредством использования влажной окружающей среды улучшают формирование и укладку элементарных нитей на сетчатый транспортер для формирования полотна. Этим также улучшают формирование, а благодаря улучшенному формованию также повышается прочность полотна.
Жидкость, добавляемую около выпускного отверстия щелевого вытяжного устройства, наносят таким образом, чтобы влагу, вводимую посредством добавления жидкости, можно было испарять в направлении выхода щелевого вытяжного устройства или в направлении стороны, где формирующий воздух вводят в щель, и таким образом, чтобы непрерывные элементарные нити легче укладывались при формировании полотна из нескрепленных, непрерывных, элементарных нитей, чем обеспечивается возможность формирования композитного полотна из коротких волокон и элементарных нитей, например, элементарных нитей из ПМК или других сравнимых элементарных нитей, с обеспечением хорошего формирования.
Непрерывные элементарные нити сложно понуждать к укладыванию на сетчатый транспортер для формирования полотна. Причина этого может заключаться в возникновении электростатических зарядов, а также в том, что полотно из элементарных нитей является тонким и воздушным. Обычным путем решения этой проблемы является расположение вакуум-камеры непосредственно под тем местом, где укладывают элементарные нити, пытаясь управлять тонкими и воздушными, непрерывными, элементарными нитями; однако этим проблема не решается. Проблема становится даже более выраженной, если непрерывные, элементарные нити не скреплены и если они должны оставаться нескрепленными до тех пор, пока они не будут дополнительно гидроперепутаны в процессе обработки. При утонении определенных, непрерывных, элементарных нитей, например, элементарных нитей из полилактидной кислоты, проблемы, связанные с возникновением электростатических зарядов в процессе, становятся более выраженными.
Благодаря использованию увлажненной поверхности, получаемой посредством увлажнения сетчатого транспортера для формирования полотна до укладки нескрепленных, непрерывных, элементарных нитей, элементарные нити прилипают к сетчатому транспортеру для формирования полотна, и в сочетании с введением дополнительной жидкости при укладке непрерывных элементарных нитей легкие и воздушные элементарные нити становятся более тяжелыми и прилипают даже более легко к уже влажному сетчатому транспортеру для формирования полотна, и при сохранении щелевого вытяжного устройства открытым в области выпускного отверстия этим дополнительно поддерживают влажную окружающую среду, благодаря чему также изменяются условия возникновения электростатических зарядов и имеет место уменьшение электростатических зарядов и т.д. На жидкость, добавляемую в месте укладки непрерывных, элементарных нитей, также оказывают воздействие посредством вакуум-камеры, и жидкость отсасывают вниз вместе с непрерывными элементарными нитями, и она продолжает свое движение сквозь увлажненный сетчатый транспортер для формирования полотна. Однако так как сетчатый транспортер для формирования полотна уже является влажным, когда жидкость добавляют около выпускного отверстия щелевого вытяжного устройства, то этим облегчают и делают возможным испарение жидкости и образование влажной окружающей среды как около места укладки непрерывных элементарных нитей, так и также дополнительно вверх по области утонения элементарных нитей на выходе, т.е. до укладки элементарных нитей. Посредством выпускного отверстия щелевого вытяжного устройства обеспечивают возможность образования из жидкости и пара влажной окружающей среды. С помощью этой влажной окружающей среды уменьшают образование электростатических зарядов на непрерывных элементарных нитях, особенно - на непрерывных элементарных нитях из полимолочной кислоты. В сравнении с обычными полимерами, используемыми для формования элементарных нитей, например, полипропиленом и обычным полиэтиленом, элементарные нити из ПМК обычно являются более полярными, чем эти обычные элементарные нити. Кажется, что из-за образующихся электростатических зарядов и других проблем, возникающих при формовании элементарных нитей из ПМК, требуется, таким образом, применение другого способа и установки для изготовления, и это приводит к другим проблемам, отличным от тех, которые можно было бы ожидать.
Кроме того, уже смоченная и теперь уже влажная поверхность позволяет в полной мере задействовать добавляемую жидкость около выпуска вытяжного щелевого устройства, из которого выходят непрерывные элементарные нити. Жидкость можно добавлять, используя ряд способов, например, распыление или некоторое количество рядов форсунок, или создание завесы из жидкостей. Посредством распыления жидкости, например, воды, с добавками или без них, дополнительно улучшают образование пара и влажной окружающей среды вместе с влажностью, обеспечиваемой с помощью сетчатого транспортера для формирования полотна. Посредством распыления также по существу образуют пар, который усиливается благодаря влажности, создаваемой посредством сетчатого транспортера для формирования полотна, и посредством выпускного отверстия, являющегося достаточно широким, чтобы осуществлялось формование непрерывных, укладываемых непосредственно после формования, элементарных нитей, экструдируемых из фильеры и вытягиваемых с помощью щелевого вытяжного устройства для утонения нескрепленных элементарных нитей во влажной окружающей среде.
Высушенный, сформированный, композитный, нетканый, рулонный материал можно дополнительно подвергать тиснению, и при этом нет необходимости в каком-либо термическом скреплении. Непрерывные элементарные нити обладают температурой стеклования Tg, составляющей менее 80°C, а предел текучести элементарных нитей достигается во время тиснения, и тиснение производят в пластической области элементарных нитей таким образом, чтобы они деформировались пластически. Тиснение можно производить таким образом, чтобы создавались первые области с первыми местами, содержащими вытянутые элементарные нити, и вторые области локального упрочнения, состоящие из спрессованных мест без термоскрепления с более высокой плотностью, чем первые области. Спрессованные места имеют уменьшенную толщину, составляющую от около 5%до 60%, предпочтительно - от 10% до 50%, наиболее предпочтительно - около 30% <от толщины в неспрессованных местах>.
Элементарные нити, вытянутые с помощью щелевого вытяжного устройства для утонения непрерывных элементарных нитей, не полностью ориентированы. Непрерывные, укладываемые непосредственно после формования элементарные нити, экструдируют из фильеры и вытягивают с помощью щелевого вытяжного устройства со скоростью более 2000 м/мин и менее 6000 м/мин или 5000 м/мин, или 3000 м/мин. Непрерывные элементарные нити обладают температурой стеклования Tg, составляющей менее 80°C, а предел текучести элементарных нитей достигается во время тиснения, и тиснение производят в пластической области элементарных нитей таким образом, чтобы их деформировать пластически. Непрерывные элементарные нити деформируют посредством тиснения. Ориентацию молекул в непрерывных элементарных нитях можно улучшить во время тиснения посредством вытягивания, и/или элементарные нити можно также деформировать посредством прессования, но без ориентирования молекул.
Неожиданный эффект был получен, выражавшийся в увеличении прочности материала. Выявление увеличения прочности при одновременной более высокой мягкости было очень необычным.
Наиболее вероятно повышение мягкости происходило благодаря разрыву мест скрепления между целлюлозными волокнами. Это должно было также приводить в результате к более низкой прочности материала. Однако наблюдалось противоположное. Наиболее вероятно увеличение прочности могло быть объяснено тем, что производилось сильное сжатие, и тем, что энергия, вводимая в материал в местах тиснения, поглощалась непрерывными элементарными нитями. Непрерывные элементарные нити могли деформироваться таким образом, что между целлюлозными волокнами и элементарными нитями, а также между самими элементарными нитями формировались места скрепления. Авторы утверждают, что им не удавалось наблюдать такой эффект при изготовлении подобных материалов при использовании элементарных нитей на основе ПП. В качестве примера использовали непрерывные, уложенные непосредственно после формования, элементарные нити из полимолочной кислоты (ПМК). Химическое состояние поверхностей элементарных нитей из ПМК, а также стеклообразное состояние и температура размягчения, составляющая 60°C, могут способствовать деформации, достигаемой посредством тиснения.
Композитный, нетканый, рулонный материал содержит первые области с первыми местами, где элементарные нити вытянуты посредством тиснения композитного нетканого рулонного материала и, таким образом, в нем увеличена ориентация молекул в непрерывных элементарных нитях. Первые области обладают повышенной прочностью благодаря вытяжке посредством тиснения нетканого, композитного, рулонного материала.
В результате тиснения относительно опорного вала образуются первые области с первыми местами, содержащими вытянутые зоны, и вторые области со спрессованными зонами. Первые места расположены рядом со вторыми областями, так как вытянутые участки элементарных нитей обычно находятся там, где материал подвергают тиснению между стальным валом с выступающим рельефным рисунком и обрезиненным валом, в результате чего происходит разрыв мест скрепления между волокнами в материале, но в этих случаях также происходит вытяжка непрерывных, уложенных непосредственно после формования, элементарных нитей. В результате тиснения композитного, нетканого, рулонного материала образуются вторые области локальных упрочнений, состоящие из спрессованных мест без термоскрепления, плотность которых выше плотности первых областей. Непрерывные, уложенные непосредственно после формования, элементарные нити могут быть деформированы посредством сплющивания во время тиснения.
Тиснение осуществляют тиснильным валом, содержащим выступы, соответствующие вторым областям рулонного материала, где высота или глубина находятся в диапазоне от 1,5мм до 3,5 мм, предпочтительно - около 2,5 мм. Высокие/глубокие тисненые участки вторых областей спрессованных мест без термоскрепления имеют уменьшенную толщину, составляющую от около 5% до 60%, предпочтительно -от 10% до 50%, наиболее предпочтительно - около 30% <от толщины в неспрессованных местах>.
Не связывая это явление с какими-либо теориями, авторы высказывают уверенность в том, что существует одна причина повышения прочности, объясняемая вытяжкой и ориентацией молекул элементарных нитей. Это возможно, так как при изготовлении элементарных нитей обеспечивается возможность того, чтобы все еще имела место определенная ориентация молекул в последующем, а также потому, что отсутствует термоскрепление в композитном, нетканом, рулонном материале, которое могло бы удерживать и разрушать места скрепления, а также приводить к разрыву элементарных нитей. Растяжение является постоянным, так как элементарные нити деформируют, а затем элементарные нити должны быть в пластической области и при определенной температуре стеклования Tg, а также без образования каких-либо термоскреплений во время тиснения. Полотно содержит термически нескрепленные, деформированные, непрерывные, уложенные непосредственно после формования, элементарные нити, вытягиваемые посредством тиснения. При нормальном тиснении волокна разрывают, и если полотно является материалом «спанбонд», то волокна буквально склеиваются и не могут перемещаться. Рулонный материал согласно изобретению только механически скрепляют посредством гидроперепутывания, и эти места скрепления являются упругими и непрочными местами скрепления. Целлюлозные волокна разрываются, однако, непрерывные элементарные нити согласно формуле изобретения не разрываются, а растягиваются. Если используют определенные охватывающие и охватываемые средства для тиснения, то только растянутые области получаются, если не используют средства для тиснения: «выступ к выступу» или «углубление к углублению». Нетканый, композитный, рулонный материал содержит первые области с первыми местами, содержащими вытянутые, непрерывные, элементарные нити, и увеличенную ориентацию молекул в непрерывных элементарных нитях, достигнутую посредством тиснения. Однако если тиснение производят в жестком жале, например, относительно опорного вала, то также другое повышение прочности достигают посредством вторых областей спрессованных зон.
Увеличение прочности в этих спрессованных зонах является локальным упрочнением, где тиснением создается сжатие полотна, которым волокна и элементарные нити понуждаются к большему сближению друг с другом, но может также создавать определенное сжатие элементарных нитей таким образом, чтобы элементарные нити могли быть сплющены в тисненых вторых областях. Рулонный материал содержит вторые области локального упрочнения, состоящие из спрессованных мест без термоскрепления, и их плотность выше плотности первых областей, и они имеют уменьшенную толщину, составляющую от около 5% до 60%, предпочтительно - от 10% до 50%, наиболее предпочтительно - около 30% <от толщины в неспрессованных местах>. В более плотном материале, таким образом, увеличен контакт между всеми волокнами, и только этот фактор придает более высокую локальную прочность материалу в этих спрессованных областях. Может быть большая область, посредством которой также увеличивается трение между волокнами. Спрессованные волокна даже еще в большей степени вступают в контакт и скрепление между волокнами, водородную связь, скрепление под действием сил Ван-дер-Ваальса и улучшенный молекулярный контакт вместе с даже еще более интегрированным полотном, и прочность увеличивается даже если нет термоскрепления в тисненых местах; и тиснение остается, так как тиснение производят в пластической области элементарных нитей. Короткие волокна, например, целлюлозные волокна, также прилипают в любых углублениях, и благодаря этому также дополнительно улучшается плотная структура, ведущая к локальному упрочнению. Есть уверенность в том, что энергия трения, генерируемая посредством давления при тиснении, поглощается поверхностью элементарных нитей из-за жесткости элементарных нитей, и может, таким образом, также служить дополнительным теоретическим объяснением того, как достигается это прочное скрепление без термоскрепления.
Краткое описание чертежей
Изобретение далее более обстоятельно описано со ссылками на прилагаемый чертеж.
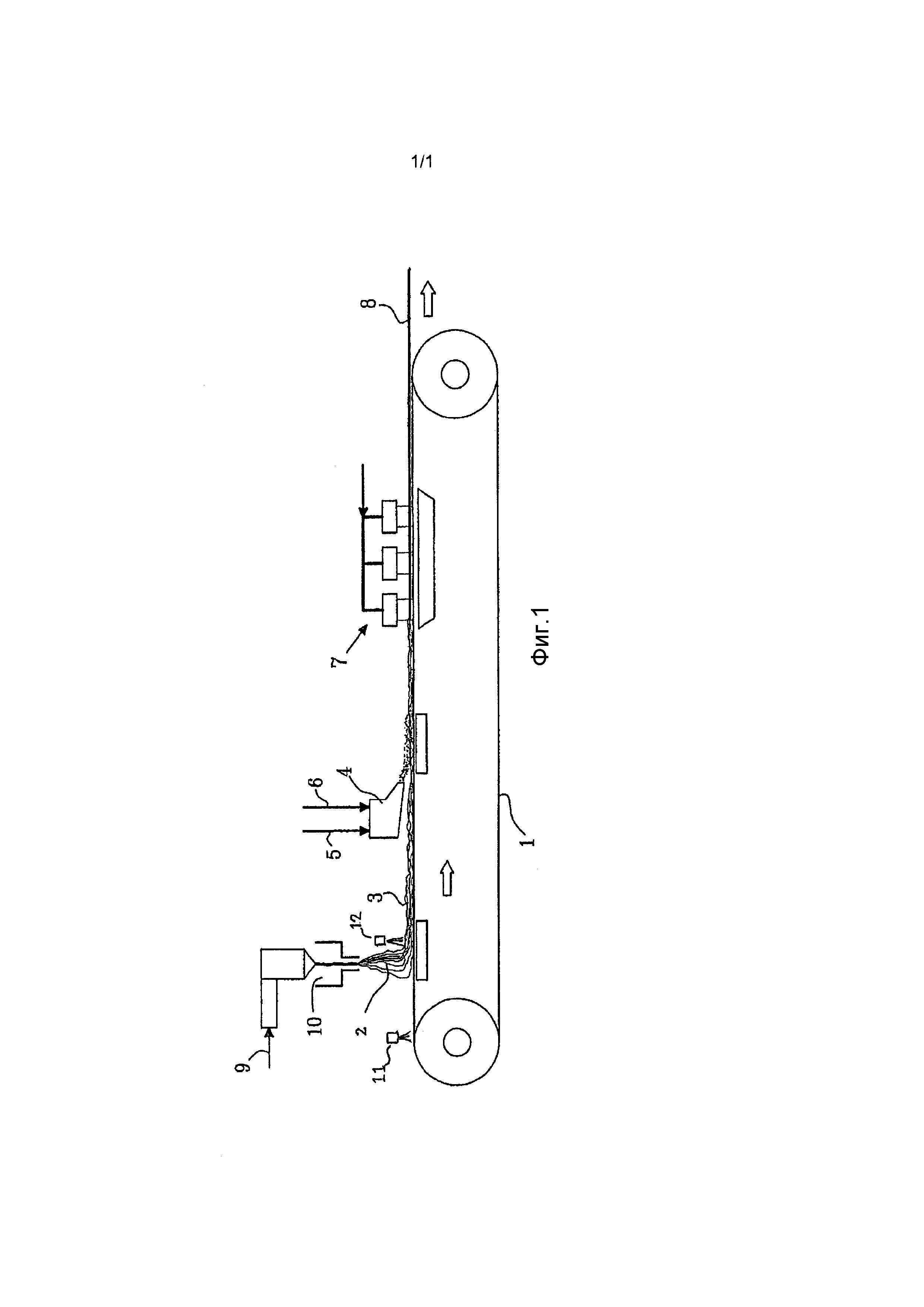
На фиг. 1 схематически показан приведенный в качестве примера вариант осуществления устройства для изготовления гидроперепутываемого, композитного, нетканого материала согласно изобретению.
Подробное описание изобретения
Композитный, нетканый, рулонный материал содержит смесь непрерывных, уложенных непосредственно после формования, элементарных нитей и коротких волокон, содержащих натуральные волокна и/или штапельные волокна. Эти различные типы волокон, а также другие детали изобретения определены следующим образом.
Непрерывные элементарные нити
Элементарные нити являются волокнами, отношение длины которых к их диаметру очень большое, в принципе, они имеют бесконечную длину. Их можно изготавливать посредством расплавления и экструдирования термопластичного полимера через очень маленькие форсунки, после чего полимер охлаждают, предпочтительно посредством воздействия воздушным потоком, подаваемым около и вдоль полимерных струй, которые отверждаются в виде нитей и могут быть обработаны посредством вытягивания, растяжения или гофрирования. На их поверхности можно дополнительно наносить химикаты для выполнения дополнительных функций. Элементарные нити можно также изготавливать посредством химического взаимодействия раствора химических веществ, из которого можно формовать волокно, вводимого в среду взаимодействия, например, посредством формования вискозных волокон из раствора ксантогената целлюлозы в серной кислоте.
Элементарные нити, получаемые раздувом расплава полимера, изготавливают посредством экструдирования расплавленного термопластичного полимера через очень маленькие форсунки в виде очень тонких струй и направления сходящихся воздушных потоков на полимерные струи таким образом, чтобы их вытягивать в виде непрерывных элементарных нитей очень маленького диаметра. Изготовление элементарных нитей раздувом расплава полимера описано, например, в патентах США № 3849241 или № 4048364. Волокна могут быть микроволокнами или макроволокнами в зависимости от их размеров. Микроволокна имеют диаметр до 20 мкм, обычно - 2-12 мкм. Макроволокна имеют диаметр более 20 мкм, обычно - 20-100 мкм.
Элементарные нити «спанбонд» изготавливают аналогичным образом, но используют более холодные потоки воздуха и вытяжку элементарных нитей производят посредством воздуха для получения соответствующего диаметра. Диаметр волокна обычно больше 10 мкм, обычно - 10-100 мкм. Изготовление <материала> «спанбонд» описано, например, в патентах США № 4813864 или № 5545371.
Элементарные нити «спанбонд» и элементарные нити, получаемые раздувом расплава полимера, представляют собой группу, называемую, элементарными нитями, укладываемыми непосредственно после формования («спанлейд»), что означает, что их укладывают непосредственно на месте, на перемещаемую поверхность для формирования полотна, которое дополнительно в процесс обработки скрепляют. Регулирование «индекса потока расплава» посредством выбора полимеров и температурной кривой является существенной частью процесса регулирования экструдирования и, таким образом, формования элементарных нитей. Элементарные нити «спанбонд» обычно являются более прочными и более ровными.
Другим источником элементарных нитей является жгут, который обычно является предшественником в изготовлении штапельных волокон, но его также продают и используют как самостоятельный продукт. Таким же образом, как при изготовлении элементарных нитей, укладываемых непосредственно после формования, очень тонкие полимерные струи вытягивают и растягивают, но вместо укладывания на перемещаемую поверхность для формирования полотна, их сохраняют в виде пучка для завершающей вытяжки и растяжения. При изготовлении штапельного волокна, этот пучок элементарных нитей затем обрабатывают замасливателями, обычно гофрируют и затем подают на этап резания (штапелирования), где колесом с ножами разрезают элементарные нити на волокна определенной длины, которые упаковывают в кипы для отгрузки и используют как штапельные волокна. При изготовлении жгута пучки элементарных нитей упаковывают с использованием замасливателей или без них, в кипы или коробки.
Любой термопластичный полимер, обладающий достаточной сцепляемостью, чтобы его можно было вытягивать описанным способом в расплавленном состоянии, можно, в принципе, использовать для изготовления элементарных нитей, получаемых раздувом расплава полимера, и элементарных нитей «спанбонд». Примерами пригодных полимеров являются: полиолефины, например полилактиды, полипропилен, сложные полиэфиры и полиэтилен. Можно, конечно, также использовать сополимеры этих полимеров, а также натуральные полимеры, обладающие термопластичными свойствами.
Непрерывные, укладываемые непосредственно после формования, элементарные нити, экструдировали из фильеры и вытягивали с помощью щелевого вытяжного устройства со скоростью более 2000 м/мин, но менее 6000 м/мин или 5000 м/мин, или 3000 м/мин, и в них ориентацию молекул не доводили до конца, а дополнительно вытягивали посредством тиснения.
Непрерывные, элементарные нити, использовавшиеся в настоящем изобретении, обладали температурой стеклования Tg, составлявшей менее 80°C, а предел текучести этих элементарных нитей достигался во время тиснения, где тиснение производили в пластической области элементарных нитей таким образом, чтобы они деформировались пластически.
Непрерывные, элементарные нити могли быть на основе любой полимолочной кислоты (полимер на основе ПМК). Элементарные нити из ПМК на основе гомогенного полимера из полимолочной кислоты, содержавшего монополимер и имевшего по существу ту же самую температуру плавления по всем элементарным нитям из ПМК. Конечно, можно использовать и другие полимеры и сополимеры, и полимеры с добавками на основе на ПМК.
Натуральные волокна
Существует много типов натуральных волокон, которые можно использовать, особенно такие волокна, которые обладают способностью поглощения воды и тенденцией к способствованию образования связанного полотна. Среди натуральных волокон, которые можно использовать, имеются в основном целлюлозные волокна, например, волокна с семян, например, хлопка, капока и молочая; волокна из листьев, например: сизаля, манильской пеньки, ананаса и новозеландского льна; или лубяные волокна, например: лен, конопля, джут, кенаф; и целлюлозная волокнистая масса.
Целлюлоза из древесной целлюлозной волокнистой массы особенно хорошо подходит для использования, и волокно из мягкой древесины, и волокно из твердой древесины пригодны, а также можно использовать восстановленные волокна.
Длина волокон целлюлозной волокнистой массы может колебаться в диапазоне около 3 мм в случае волокон из мягкой древесины и в диапазоне около 1,2 мм в случае волокон из твердой древесины, и смесь этих длин, и даже более короткие волокна можно использовать в случае применения восстановленных волокон.
Штапельные волокна
Используемые штапельные волокна можно изготавливать из тех же самых веществ и посредством тех же самых процессов, что и элементарные нити, рассмотренные выше. Другими пригодными штапельными волокнами являются такие, которые изготавливают из регенерированной целлюлозы, например, из вискозы и лиоцелла.
Они могут быть обработаны замасливателями и гофрированы, но это не обязательно для типов процессов, предпочтительно используемых для изготовления материала, описанного в настоящем изобретении. Замасливатели и гофрирование обычно используют для облегчения переработки волокна в сухих процессах, например, чесании и/или для придания определенных свойств, например гидрофильности, материалу, состоящему только из этих волокон, например нетканому материалу для верхнего покрытия пеленок.
Разрезание пучка волокон обычно производят таким образом, чтобы в результате была одна длина резки, которая может быть изменена посредством варьирования расстояния между ножами резального колеса. В зависимости от планируемого применения используют волокна различной длины известно использование волокон длиной в диапазоне от 2 мм до 18 мм.
Прочность материалов, скрепленных гидроперепутыванием волокон, изготовленных посредством применения традиционного мокрого способа холстоформирования, и их свойства, например, стойкость поверхности к истиранию, повышают за счет длины волокон (при той же толщине волокон и при использовании того же полимера для изготовления волокна).
При использовании непрерывных элементарных нитей вместе со штапельными волокнами и целлюлозной волокнистой массой или только с целлюлозной волокнистой массой, прочность материала в основном определяется элементарными нитями.
Процесс
Один общий пример способа изготовления композитного, нетканого, рулонного материала согласно настоящему изобретению представлен на фиг. 1 и включает этапы:
- обеспечение бесконечного сетчатого транспортера 1 для формирования полотна, на который можно укладывать непрерывные элементарные нити 2, а избыточное количество воздуха можно отсасывать сквозь сетчатый транспортер, для формирования предшественника 3 полотна;
- перемещение вперед сетчатого транспортера вместе с непрерывными элементарными нитями для осуществления стадии 4 отлива, где отливают по мокрому способу суспензию, содержащую смесь коротких волокон, содержащую n натуральных волокон 5и/или штапельных волокон 6, поверх и частично вглубь предшественника полотна из непрерывных элементарных нитей, а избыточное количество воды дренируют сквозь сетчатый транспортер, перемещаемый вперед с элементарными нитями и волокнистой смесью к стадии 7 гидроперепутывания волокон, где элементарные нити и волокна перемешивают и вводят в плотный контакт и скрепляют с образованием нетканого полотна 8 посредством воздействия множеством тонких струй воды под высоким давлением, ударяющих по волокну для перемешивания и перепутывания их друг с другом, а воду, используемую для перепутывания, дренируют сквозь сетчатый транспортер;
- перемещение вперед сетчатого транспортера к стадии сушки (не показана), где нетканое полотно сушат, и дополнительное перемещение вперед нетканого полотна к стадиям тиснения, накатывания в рулон, разрезания, упаковки и т.д.
Согласно варианту осуществления, показанному на фиг. 1, непрерывные элементарные нити 2, изготавливаемые из экструдируемых, расплавляемых, термопластичных гранул, укладывают непосредственно на сетчатый транспортер 1, где обеспечивают возможность формирования нескрепленной структуры 3 полотна, в которой элементарные нити могут перемещаться относительно свободно друг относительно друга. Этого достигают предпочтительно посредством обеспечения относительно большого расстояния между форсунками и сетчатым транспортером 1 таким образом, чтобы обеспечивалась возможность охлаждения элементарных нитей до их укладки на сетчатый транспортер, где благодаря их более низкой температуре их слипание в большой степени предотвращается. Альтернативно охлаждение элементарных нитей до их укладки на сетчатый транспортер достигают некоторым другим способом, например, посредством использования множества источников воздуха, где воздух 10 используют для охлаждения элементарных нитей при их вытягивании или растяжении в предпочтительной степени.
Воздух, используемый для охлаждения, с помощью которого вытягивают и растягивают элементарные нити, отсасывают сквозь сетчатый транспортер, для обеспечения возможности следования элементарных нитей с воздушным потоком, который проходит в ячейки сетчатого транспортера, а элементарные нити остаются на сетчатом транспортере. Для отсоса воздуха может требоваться хорошее разрежение.
Скорость элементарных нитей при их укладке на сетчатый транспортер значительно больше скорости перемещения сетчатого транспортера, благодаря чему элементарные нити укладываются в виде нерегулярных петель и изгибов при их сборе на сетчатом транспортере для формирования очень хаотического предшественника полотна. Непрерывные, укладываемые непосредственно после формования, элементарные нити, экструдируют из фильеры и вытягивают с помощью щелевого вытяжного устройства со скоростью более 2000 м/мин, но менее 6000 м/мин или 5000 м/мин, или 3000 м/мин. Скорость элементарных нитей может быть между 2000-6000 м/мин. Скорость сетчатого транспортера или транспортирующего полотна составляет около 100-300 м/мин. Скорость непрерывной элементарной нити в щелевом вытяжном устройстве, по меньшей мере, в десять раз больше скорости сетчатого транспортера; в одном примере скорость элементарных нитей составляет около 2500 м/мин, а скорость сетчатого транспортера - около 200 м/мин. Скорость и отношение скоростей выбирают таким образом, чтобы элементарные нити, вытягиваемые с помощью щелевого вытяжного устройства для утонения непрерывных элементарных нитей, были не полностью ориентированы. Таким образом, все еще существует возможность вытяжки элементарных нитей во время последующих обработок, например, тиснения, без разрыва и разрушения элементарных нитей.
Целлюлозную волокнистую массу 5 и/или штапельное волокно 6 наливают в виде суспензии обычным способом, либо перемешивают вместе, либо сначала отдельно наливают в виде суспензии, а затем перемешивают, и вводят обычные добавки, используемые при производстве бумагоделательным способом, для повышения прочности в мокром и/или сухом состоянии, удерживающие вспомогательные вещества, диспергирующие вещества, для приготовления хорошо перемешенной суспензии коротких волокон в воде.
Эту смесь наливают из напорного ящика 4 для мокрого формирования на перемещаемый сетчатый транспортер 1, где ее наливают на нескрепленный предшественник 3 полотна из элементарных нитей, в котором элементарные нити могут свободно перемещаться. Короткие волокна оседают на сетчатом транспортере и элементарных нитях. Некоторые волокна заходят между элементарными нитями, но подавляющее их большинство оседает сверху на полотне из элементарных нитей. Избыточное количество воды отсасывают сквозь полотно из элементарных нитей, уложенное на сетчатом транспортере, и сквозь сетчатый транспортер, с помощью вакуум-камер, расположенных под сетчатым транспортером.
Гидроперепутывание
Волокнистое полотно из непрерывных элементарных нитей и штапельных волокон, и целлюлозной волокнистой массы подвергают гидроперепутыванию, пока его все еще поддерживают на сетчатом транспортере и интенсивно перемешивают и скрепляют, образуя композитный нетканый материал 8. Инструктивное описание процесса гидроперепутывания приведено в канадском патенте № 841938.
На стадии 7 гидроперепутывания различные типы волокон перепутывают и получают композитный нетканый материал 8, в котором все типы волокон по существу гомогенно перемешаны и связаны друг с другом. Очень тонкие, подвижные, уложенные непосредственно после формования, элементарные нити скручивают и перепутывают между собой и с другими волокнами, в результате чего получают материал, обладающий очень высокой прочностью. Подаваемая энергия, требующаяся для гидроперепутывания, является относительно небольшой, т.е. материал легко поддается перепутыванию. Подаваемая энергия, требующаяся для гидроперепутывания, находится в диапазоне 50-500 кВт⋅ч/т.
Предпочтительно не требуется скрепление, например, посредством термического скрепления или гидроперепутывания предшественника 3 полотна из элементарных нитей, до нанесения коротких волокон 5и/или 6 на стадии 4. Элементарные нити должны иметь полную свободу перемещения друг относительно друга для обеспечения возможности смешивания и скручивания штапельных волокон и волокон целлюлозной волокнистой массы с элементарными нитями в полотне во время перепутывания. Термические места скрепления между элементарными нитями в полотне из элементарных нитей в этой части процесса, действовали бы как блокирующие средства, препятствующие смешиванию штапельных волокон и волокон из целлюлозной волокнистой массы, находящихся вблизи этих мест скрепления, так как они удерживали бы элементарные нити в неподвижном состоянии вблизи мест термоскрепления. «Эффект сита», производимый полотном, усиливался бы и получался бы в результат более двухсторонний материал. Под отсутствием мест термоскрепления здесь понимают то, что по существу нет мест, где элементарные нити подвергались бы нагреву и давлению, например, между нагреваемыми валами, для понуждения некоторых элементарных нитей к их спрессовыванию вместе таким образом, чтобы они размягчались и/или расплавлялись вместе и деформировались в местах контакта. Некоторые места скрепления могли бы особенно получаться в результате расплавления и раздува и могли бы обладать остаточной клейкостью в момент укладки, но при этом не осуществлялась бы деформация в местах контакта, и, вероятно, эти места скрепления были бы на столько слабыми, что разрывались бы под воздействием сил, создаваемых гидроперепутывающими струями воды.
Прочность гидроперепутанного материала на основе только штапельного волокна и/или целлюлозной волокнистой массы зависит в большой степени от количества мест перепутывания каждого волокна; по этой причине длинные штапельные волокна и длинные волокна целлюлозной волокнистой массы являются предпочтительными. При использовании элементарных нитей прочность основывается главным образом на элементарных нитях и достигается достаточно быстро посредством перепутывания. Таким образом, наибольшее количество энергии, направляемой на перепутывание, затрачивается на смешивание элементарных нитей и волокон для достижения хорошей интеграции. При обработке нескрепленной рыхлой структуры элементарных нитей согласно изобретению обеспечивается более легкое смешивание.
Волокна в целлюлозной волокнистой массе 5 являются нерегулярными, плоскими, скрученными и изогнутыми, и становятся пластичными в мокром состоянии. Благодаря этим свойствам обеспечивается возможность их достаточно легкого перемешивания и перепутывания, а также склеивания в полотне из элементарных нитей, и/или из более длинных штапельных волокон. Таким образом, целлюлозную волокнистую массу можно использовать с полотном из элементарных нитей, которое предварительно скреплено, даже если предварительно скрепленное полотно, которое может быть обработано как обычное полотно посредством выполнения операций скатывания в рулон и раскатывания рулона, даже если оно все еще не обладает окончательной прочностью для его использования в качестве протирочного материала.
Станция 7 перепутывания может содержать несколько поперечных балок с рядами форсунок, из которых очень тонкие струи воды под очень высоким давлением направляют на волокнистое полотно для перепутывания волокон. Давление струи воды может быть приспособлено таким образом, чтобы была обеспечена определенная кривая давления, чтобы были обеспечены различные давления в различных рядах форсунок.
Альтернативно волокнистое полотно может быть перенесено до гидроперепутывания на второй сетчатый транспортер для перепутывания. В этом случае полотно может быть также до перенесения подвергнуто гидроперепутыванию посредством использования первой станции гидроперепутывания, содержащей одну или большее количество балок с рядами форсунок.
Сушка и т.д.
Гидроперепутанное мокрое полотно 8 затем сушат, что можно выполнять на обычном оборудовании для сушки полотна, предпочтительно таких типов, которое используют для сушки туалетной бумаги, например, на сушилке с просасыванием горячего воздуха, или сушилке «Янки». Материал после сушки обычно скатывают в исходные рулоны до преобразования. Материал затем преобразуют известными способами для придания пригодных форматов и упаковывают. Структура материала может быть изменена посредством дополнительной обработки, например, микрогофрирования, горячего каландрирования и т.д. В материал могут быть также введены различные добавки, например, вещества для повышения прочности во влажном состоянии, связующие химикаты, латексы, разрыхлители и т.д. Структуру материала можно теперь изменять посредством описанного тиснения.
Композитный нетканый материал
Композитный нетканый материал согласно изобретению может быть изготовлен с общей поверхностной плотностью 40-120 г/м2.
Посредством нескрепленных элементарных нитей может быть улучшено примешивание коротких волокон таким образом, чтобы даже короткое волокно содержало достаточное количество перепутанных мест скрепления для надежного его удерживания в полотне. Использование коротких волокон приводит в результате к получению улучшенного материала, так как короткие волокна содержат большее количество концов волокон на грамм волокон, и их легче перемещать в направлении Z (перпендикулярном плоскости полотна). Большее количество концов волокон выступает из поверхности полотна, таким образом, благодаря чему улучшается ощущение от текстильного материала. Надежное закрепление проявляется в очень хорошей стойкости к истиранию. Однако наибольший эффект от ощущения мягкости достигается благодаря процессу тиснения.
Предел текучести/пластическая область
Предел прочности или предел текучести материала определяют в машиноведении и материаловедении как напряжение, при котором материал начинает деформироваться пластически. До наступления предела текучести материал упруго деформируется и возвращается к его исходной форме после удаления приложенного напряжения. Если же предел текучести пройден, то некоторая доля деформации остается постоянной и необратимой.
Точка перехода от упругого поведения к пластическому поведению называется пределом. Предел текучести - это момент, когда достигается предел упругости в кривой зависимости деформации от напряжения и начинается область пластической деформации.
Влажная окружающая среда
Влажную окружающую среду создают при формовании и укладке непрерывных элементарных нитей посредством этапов укладки элементарных нитей на уже увлажненную поверхность, при сохранении ширины выпускного отверстия щелевого вытяжного устройства, открытого более чем на 65 мм или предпочтительно - более чем на 70 мм, или более предпочтительно - более чем на 75 мм, и посредством добавления жидкости около выпускного отверстия щелевого вытяжного устройства. Влажная окружающая среда отличается тем, что она является более влажной, чем относительная влажность окружающей среды. Увлажненную поверхность создают посредством увлажнения сетчатого транспортера до укладки на него нескрепленных, непрерывных, элементарных нитей; и это может быть, например, выполнено посредством распыления жидкости 11. На жидкость, добавляемую в месте 12, где укладывают непрерывные элементарные нити, также оказывает воздействие вакуум-камера, и жидкость присасывают вместе с непрерывными элементарными нитями и продолжают ее отсасывать сквозь увлажненный сетчатый транспортер для формирования полотна. Однако так как сетчатый транспортер для формирования полотна уже увлажнен до добавления жидкости в месте 12 около выпускного отверстия щелевого вытяжного устройства, этим облегается возможность испарения жидкости и создания влажной окружающей среды как около места укладки непрерывных элементарных нитей, так и дополнительно в области вытяжки элементарных нитей, т.е. до укладки элементарных нитей. С помощью отверстия выпуска щелевого вытяжного устройства обеспечивают возможность того, чтобы посредством добавленной жидкости и пара создавалась влажная окружающая среда. Добавляемая жидкость может быть водой, содержащей любые добавленные вещества.
Тиснение
Хорошо известная технология увеличения толщины бумажного продукта заключается в тиснении бумажного полотна. Любое тиснение может привести к образованию тисненых элементов, все из которых имеют одинаковую высоту, или к образованию тисненых элементов, имеющих различные высоты. Процесс тиснения можно осуществлять в жале между тиснильным валом и опорным валом.
Тиснильный вал изготавливают из твердого материала, обычно - из металла, особенно - стали, но также известны тиснильные валы, изготовленные из твердой резины или твердых пластиков. Тиснильный вал может содержать выступы на его окружной поверхности, посредством которых формируют так называемые тисненые углубления в полотне, или он может содержать углубления в его окружной поверхности, посредством которых формируют так называемые тисненые выступы в полотне.
Опорные валы могут быть мягче, чем соответствующий тиснильный вал, и могут состоять из резины, например, из натурального каучука или пластиковых материалов, бумаги или стали. Однако также известны структурированные опорные валы, особенно валы, изготовленные из бумаги, резины или пластиковых материалов, или стали. Упомянутый, гладкий, опорный валы может быть стальным валом или обрезиненным валом, где упомянутый обрезиненный вал обладает твердостью от 50 до 90 единиц по Шору согласно стандарту ASTM D2240 (ASTM - Американское общество по испытанию материалов. (прим. перевод.)). Твердость резины выбирают в зависимости от прикладываемого давления, и она составляет от 50 до 95 единиц по шкале А Шора. Предпочтительным значением является от около 45 до 60 единиц по шкале А Шора; обычно тиснение значительно лучше происходит при использовании более низких значений твердости для получения трехмерной структуры и глубокого тиснения; обычно твердость составляет 55 единиц по шкале А Шора. Сочетание высокой структуры тиснения вместе с более низким значением твердости позволяет получать стабильное тиснение согласно настоящему изобретению. Также хорошо, если рулонный материал может быть вдавлен и впрессован в резину таким образом, чтобы полотно было деформировано.
Все выше описанные способы обладают следующими общими признаками: первый тиснильный вал сформирован из твердого материала, обычно - металла, особенно - стали, но также известны тиснильные валы, изготовленные из твердой резины или твердых пластиковых материалов. Тиснильные валы могут быть охватываемыми валами, содержащими отдельные выступы. Альтернативно тиснильный вал может быть охватывающим валом с отдельными тиснильными углублениями. Типичные глубины рисунков тиснения составляют от 0,8 мм до 1,4 мм. Тиснение, осуществляемое согласно настоящему документу, происходит благодаря желательной жесткости элементарных нитей скорее жестких и тяжелых, и, таким образом, тиснение осуществляют посредством использования тиснильного вала, содержащего выступы, соответствующие вторым областям рулонного материала с высотой или глубиной в диапазоне от 1,5 мм до 3,5 мм, предпочтительно - около 2,5 мм. Этим вместе со стабильной деформацией элементарных нитей, произведенной в рулонном материале, также обеспечивают в результате скорее высокую объемность рулонного материала.
Согласно другой хорошо известной технологии тиснения используют стальной тиснильный вал и соответствующий опорный стальной вал (так называемое «союзное» тиснение). Поверхности этих валов сформированы таким образом, чтобы достигалось деформирование полотна за один этап тиснения.
Тиснение служит не только для придания объемности волокнистому нетканому продукту, но, в этом случае, также для обеспечения повышенной прочности продукта. Прочность продукта является важным параметром для потребительских продуктов. Обычная причина для осуществления тиснения заключается в том, что помимо создания объемности, генерируются более высокая поглощающая способность или улучшенное восприятие мягкости.
Тиснение осуществляют без применения какого-либо нагрева. Некоторый нагрев может происходить при тиснении, так как прикладывают давление, и силы трения могут вызвать некоторый нагрев, однако нагрев, как таковой, не производят при тиснении.
Примером тиснения является тиснение с глубиной тиснильных выступов около 2,5 мм относительно опорного вала с твердостью 55 единиц по шкале А Шора. Раппорт по высоте составляет 13,3 мм, а раппорт по ширине - 5,7 мм и рисунок тиснения представляет собой овал с размерами 3,8 мм × 2,2 мм и глубиной 2,5 мм. Каждый другой ряд тисненых овалов выставлен, и ряды между собой смещены на пол шага, и в свою очередь также выставлены друг относительно друга. Длина овала расположена в продольном направлении рулонного материала. Но, конечно, настоящее изобретение не ограничено любым конкретным рисунком тиснения, и может быть использован любой рисунок тиснения. Площадь тиснения составляет около 10%, но может (не обязательно) составлять от около 3% до 20% или даже 50%, предпочтительно - от 10% до 30%. Фактически, так как тиснение не является разрушающим явлением, площадь тиснения может быть выбрана достаточно свободно.
Мягкость опорного вала вместе с высотой тиснильного выступа являются сочетанием, которое должно быть тщательно продумано, и они важны для получения трехмерной структуры в рулонном материале. Кроме того, количество мест тиснения, приходящихся на единицу площади, может также оказывать влияние. В выше упомянутом примере было 2,9 мест тиснения/см2.
Изобретение дополнительно описано более подробно ниже, где детально рассмотрены варианты осуществления. Однако изобретение может быть осуществлено во многих различных формах, и не должно быть истолковано как ограниченное вариантами осуществления, представленными в данном описании.
Примеры
Тестовый рулонный материал изготавливали согласно описанию, приведенному в п. 1 формулы изобретения, и его вырабатывали, используя следующую композицию: 70 мас.% коротких волокон в виде целлюлозной волокнистой массы из сверхмягкой сульфатной целлюлозной волокнистой массы (поставлялись компанией International Paper); 5 мас.% коротких штапельных волокон из ПМК длиной 12 мм и линейной плотностью 1,7 дтекс (соответствует диаметру 13,2 мкм) (поставлялись компанией Trevira); 25 мас.% элементарных нитей из ПМК, которые укладывали непосредственно после формования, со средним диаметром 16,5 мкм или линейной плотностью 2,6 дтекс, экструдировали из смолы из ПМК марки 6202D (поставлялась компанией Natureworks). Полотно подвергали гидроперепутыванию с одной стороны. Непрерывные, уложенные непосредственно после формования, элементарные нити экструдировавшиеся из фильеры, вытягивали с помощью щелевого вытяжного устройства со скоростью около 2500 м/мин; скорость полотна составляла около 200 м/мин.
Оценки, касающиеся прочностных свойств в сухом и мокром состояниях, и вычисленный индекс прочности представлены в Таблице 1, приведенной ниже. Индекс прочности вычисляли по формуле:
Индекс прочности = √(прочность в продольном направлении × прочность в поперечном направлении)/поверхностная плотность
Использовали следующие методики испытаний:
Испытание на прочность в сухом состоянии: стандарт SS-EN-ISO 12625-4; 2005;
Испытание на прочность в мокром состоянии: стандарт SS-EN-ISO 12625-5; 2005 (измерения производили в воде);
Определение поверхностной плотности: стандарт SS-EN-ISO 12625-6:2005.
(ISO - Международная организация по стандартизации. - Прим. перевод.)
Используя технологию тиснения, обрабатывали нетканый материал на основе ПМК согласно приведенному выше описанию и получали мягкий, прочный и долговечный обтирочный материал из ПМК-целлюлозной композиции. Тиснение стало более стабильным в сравнении со случаем применения полипропилена (ПП), что позволяло изготавливать менее плотные протирочные рулоны для рынка потребительских товаров. При том же самым тиснении, но при использовании элементарных нитей из ПП не получалось стабильное тиснение после скатывания материала в рулоны, однако при использовании материала на основе ПМК, изготовленного и тисненого согласно пунктам формулы изобретения, тиснение оставалось стабильным. Без тиснения рулоны становились слишком тяжелыми и содержали слишком много полотен, которые было сложно продавать на рынке потребительских товаров.
Оценки, касающиеся объемных свойств тисненого, композитного, нетканого, рулонного материала при глубине тиснения с использованием выступов тиснильного вала, высотой около 2,5 мм, получали результаты, представленные в Таблице 2, приведенной ниже.
Испытывали по четыре образца размером 10 см × 10 см каждой толщины и каждой поверхностной плотности.
Использовали следующие методики испытаний:
Определение поверхностной плотности: стандарт SS-EN-ISO 12625-6:2005;
Определение толщины: стандарт SS-EN ISO 12625-3:2005. Отклонения от стандартной методики: a) толщину измеряли через 25-30 секунд; b) толщину измеряли в пяти различных местах образца; c) точная скорость опускания щупа микрометра под действием собственного веса составляла 1,0 мм/с.
Реферат
Настоящее изобретение относится к тисненому композитному нетканому рулонному материалу, содержащему смесь термически нескрепленных непрерывных уложенных непосредственно после формования элементарных нитей и коротких волокон, содержащих натуральные и/или синтетические волокна, или штапельные волокна; при этом непрерывные элементарные нити и короткие волокна по существу механически скреплены друг с другом посредством гидроперепутывания; и композитный нетканый рулонный материал является тисненным без термоскрепления для придания ему индекса прочности, равного или превышающего больше чем в 1 раз индекс прочности нетисненого композитного нетканого рулонного материала. 2 н. и 19 з.п. ф-лы, 2 табл., 1 ил.
Комментарии