Способ получения моющихся, сушащихся эластичных изделий - RU2226200C2
Код документа: RU2226200C2
Чертежи




















































Описание
Текст описания в факсимильном виде (см. графическую часть).
Реферат
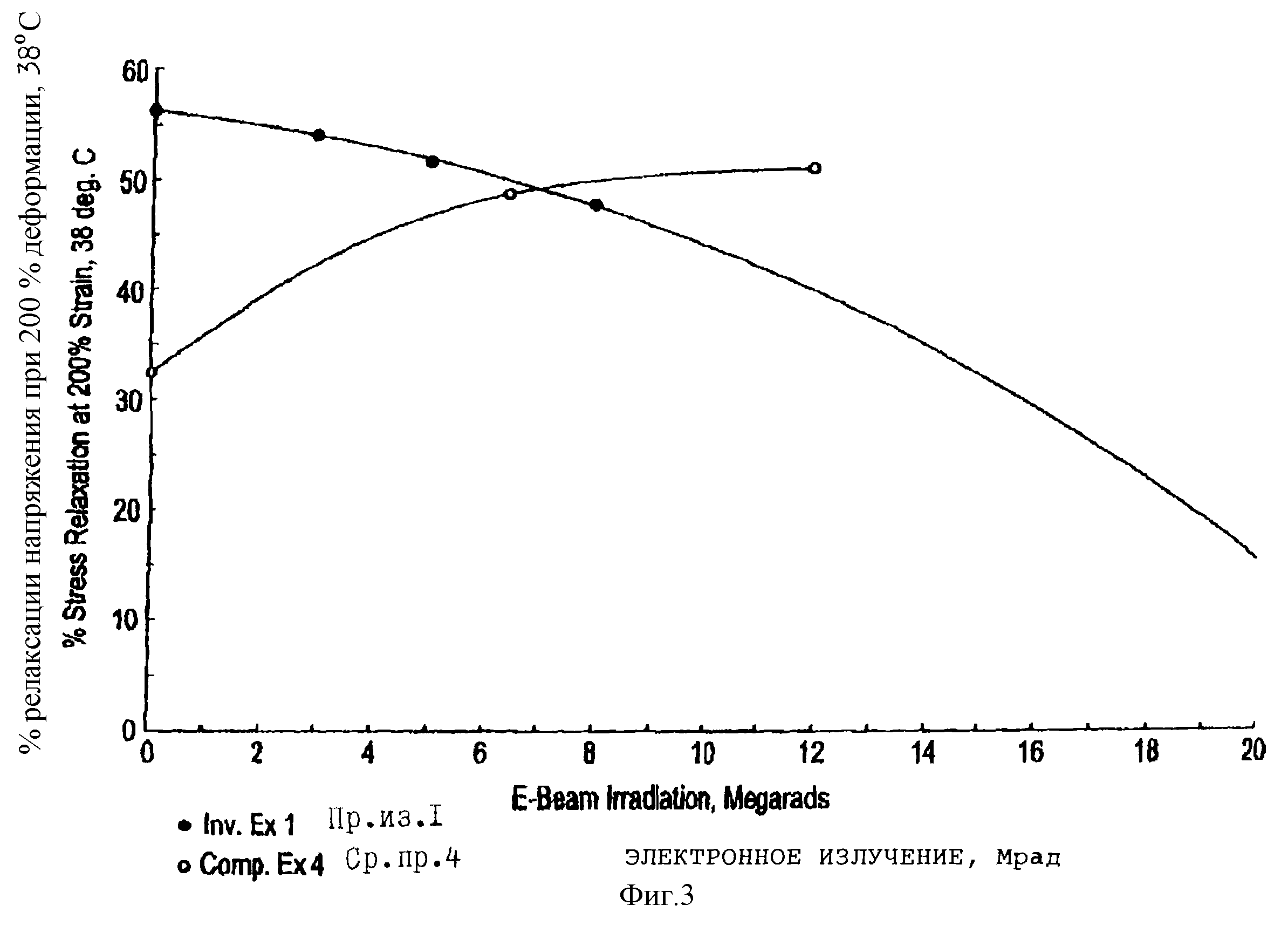
Изобретение относится к способу получения улучшенных полиолефиновых эластичных изделий из вулканизованных, облученных и сшитых аморфных сополимеров этилена. Способ включает стадии изготовления из, по меньшей мере, одного гомогенно разветвленного сополимера этилена, имеющего плотность менее 0,90 г/см3 при 23°С, и азотсодержащего стабилизатора с последующей обработкой изделия ионизирующим излучением. Величина радиации составляет по меньшей мере 3 Мрад. После формования и сшивки облучением полученное изделие имеет остаточную деформацию менее 60% и релаксацию напряжения меньше или равную 25%. Полученное изделие обладает улучшенной эластичностью при повышенной температуре, а также устойчивостью к стирке и сушке, что позволяет использовать такие изделия для нижнего белья, одежды и пеленок. 4 c. и 7 з.п. ф-лы, 3 ил., 4 табл.
Формула
Документы, цитированные в отчёте о поиске
Производные дигидропиридинов и стабилизированная полимерная композиция
Комментарии