Способ и устройство для расщепления ленты - RU2737445C2
Код документа: RU2737445C2
Чертежи
Описание
Настоящее изобретение относится к способу и устройству для расщепления ленты, в частности, одноосно ориентированного термопластичного материала, например, для производства веревки, в частности, веревки с высоким сопротивлением разрыву, содержащей одну или более прядей, полученных из одноосно ориентированного ленточного материала. Такие веревки используются для высоких растягивающих нагрузок, таких как при швартовке, буксировке, подъеме, установке морских платформ, для лесок или сетей, или для грузовых сеток. Такие ленты также могут использоваться для формирования одного или более слоев в ламинате.
Патентный документ WO 2013/092622 раскрывает веревку, изготавливаемую путем одновременного кручения и свертывания прядей одноосно ориентированных лент из ультравысокомолекулярного полиэтилена (UHMWPE). Недостаток такого способа изготовления веревки состоит в том, что получаемая веревка является неоднородной по своей длине. Другие веревки производятся с использованием лент с малой шириной, например, 2 мм или меньше, таких как ленты шириной 2 мм Endumax® компании Teijin. Такие ленты могут быть получены, например, путем нарезки ленты большей ширины на несколько лент, имеющих желаемую меньшую ширину. Нарезка узких лент из более широких имеет тот недостаток, что фибриллы режутся, так что общая объединенная прочность при растяжении более узких лент становится меньше, чем прочность при растяжении исходной широкой ленты. Широкие ленты поставляются в рулонах и режутся на узкие ленты, которые затем сматываются отдельно. На следующей стадии смотанные узкие ленты разматываются и скручиваются для того, чтобы сформировать корд или веревку.
Задачей настоящего изобретения является предложить материал ленты, преодолевающий вышеупомянутые проблемы.
Задача настоящего изобретения решается с помощью способа, в котором лента из одноосно ориентированного материала проходит в направлении обработки по расщепляющему профилю, имеющему ряд параллельных зубьев, которые являются треугольными, если смотреть в направлении обработки. Таким образом лента расщепляется на желаемое число полос, которые все еще связаны фибриллами. Эти фибриллы не режутся и не повреждаются. Благодаря этим фибриллам индивидуальные полосы не нуждаются в перемотке перед тем, как они смогут использоваться для скручивания веревки. Веревка может быть изготовлена прямо из расщепленной ленты. Это упрощает общий способ. Также было найдено, что это существенно увеличивает прочность при растяжении конечного продукта.
Особенно хорошие результаты достигаются в том случае, когда расщепляющий профиль является статичным, например, осью с треугольными зубьями, например, имеющей зигзагообразный рисунок, если смотреть в направлении обработки.
В одном конкретном варианте осуществления каждый из зубьев может содержать режущую кромку, определяющую круглый или круговой сегмент, причем зубья располагаются соосно. Радиус режущих кромок может составлять, например, самое большее 25 мм, например, самое большее 20 мм. Также могут использоваться большие радиусы. Расстояние между режущими зубьями может составлять, например, приблизительно 0,5-8 мм, например, приблизительно 1,5-2,5 мм, например, приблизительно 1,8-2,2 мм. Высота режущих кромок может находиться, например, в диапазоне 0,5-12 мм, например, приблизительно 1-5 мм, например, приблизительно 2-3 мм.
Расщепляемая лента может, например, проходить через расщепляющий профиль со скоростью обработки по меньшей мере приблизительно 1 м/мин или меньше, например, по меньшей мере приблизительно 2 м/мин, например, приблизительно 200 м/мин, или даже выше.
Хорошие результаты получаются в том случае, если лента подается к расщепляющему профилю с углом входа 0-90 градусов к горизонтали.
Лента может выходить из расщепляющего профиля с углом выхода, например, 0-90 градусов к горизонтали.
Во время способа расщепления натяжение полотна может составлять, например, приблизительно 0-3 Н/мм.
Настоящее изобретение также относится к ленте из одноосно ориентированного материала, содержащего множество параллельных полос, связанных фибриллами. Каждая из этих полос соединена на одной или на обеих из ее продольных сторон со смежной параллельной полосой. Термин «одноосно ориентированный материал» означает, что ленты имеют ориентацию полимерных цепей в одном направлении. Такой материал обладает анизотропными механическими свойствами.
Одноосно ориентированный материал может, например, представлять собой или содержать полиэтилен, например, UHMWPE. UHMWPE может быть линейным или разветвленным. Линейный полиэтилен имеет менее 1 боковой цепи на 100 атомов углерода, например, менее 1 боковой цепи на 300 атомов углерода, причем боковая цепь или ветвь обычно содержит по меньшей мере 10 атомов углерода. Боковые цепи могут быть измерены с помощью FTIR на отлитой под давлением пленке толщиной 2 мм. Линейный полиэтилен может дополнительно содержать вплоть до 5 мол.% одного или более других сополимеризуемых алкенов, таких как пропилен, бутен, пентен, 4-метилпентен и/или октен. Линейный полиэтилен может иметь высокую молярную массу с характеристической вязкостью (IV, определяемой на растворах в декагидронафталине при 135°C) по меньшей мере 4 дл/г; например по меньшей мере 8 дл/г, например по меньшей мере 10 дл/г.
Ультравысокомолекулярный полиэтилен может иметь, например, средневесовую молекулярную массу (Mw) по меньшей мере 500000 г/моль, в частности от 1*106 г/моль до 1*108 г/моль. В одном варианте осуществления полиэтилен имеет среднечисловую молекулярную массу (Mn) по меньшей мере 2,0*105 г/моль. Mn может быть равна по меньшей мере 5,0*105 г/моль, более в частности по меньшей мере 8,0*105 г/моль, или даже по меньшей мере 1,0 миллиона г/моль, или даже по меньшей мере 1,2 миллиона г/моль. Использование полимера с относительно высоким значением Mw имеет преимущество относительно высокой прочности; использование полимера с относительно высоким значением Mn имеет то преимущество, что он содержит относительно низкое количество низкомолекулярного полиэтилена, и поскольку считается, что свойства ленты обеспечиваются молекулами с высокой молекулярной массой, присутствие меньшего количества молекул с низкой молекулярной массой будет приводить к ленте с лучшими свойствами. Использование полимера с относительно высоким значением Mw в комбинации с относительно высоким значением Mn может быть особенно предпочтительным. Значения Mn и Mw могут быть определены как описано в патентном документе WО 2010/079172. Также можно сослаться на публикацию S. Talebi et al. in Macromolecules 2010, Vol. 43, pages 2780-2788. В одном варианте осуществления ленты основаны на распутанном PE, например, как описано в патентных документах WO 2009/007045 и WО 2010/079172.
Для того, чтобы сформировать веревку, ленты могут быть объединены с дополнительными лентами, полосами, нитями и/или непрерывными элементарными волокнами, которые могут, например, содержать полиолефины, полиэстеры, поливиниловые спирты, полиакрилонитрилы, полиамиды, жидкокристаллические полимеры и полимеры с сопряженной циклической структурой, такие как полибензимидазол или полибензоксазол.
Ленты из одноосно ориентированного UHMWPE могут быть приготовлены путем вытягивания пленок. Пленки могут быть приготовлены путем уплотнения порошка UHMWPE при температуре ниже его точки плавления, а также путем прокатки и растягивания получаемого полимера. Пример такого способа раскрывается в патентном документе US 5578373.
Альтернативно, порошок UHMWPE может подаваться в экструдер для экструдирования пленки при температуре выше точки плавления. Перед подачей полимера в экструдер полимер может быть смешан с подходящим жидким органическим соединением, например, для того, чтобы сформировать гель.
Пленки из UHMWPE могут быть затем вытянуты или растянуты в одной или более последовательных стадиях для того, чтобы получить желаемые одноосно ориентированные ленты.
Ширина лент может составлять, например, больше чем 3 мм, например, больше чем 8 мм, например, больше чем 15 мм, например, больше чем 100 мм. Толщина лент может составлять, например, по меньшей мере приблизительно 30 мкм, например, вплоть до приблизительно 200 мкм.
Поверхностная плотность лент может составлять, например, от 2 до 200 г/м2, например, от 10 до 170 г/м2, например, от 10 до 100 г/м2, например, от 20 до 60 г/м2.
Линейная плотность измеряется путем определения веса в мг 10 метров материала и обычно выражается в децитексах (г/10 км) или денье (ден, г/9 км). Линейная плотность ленты может зависеть от поверхностной плотности ленты, ширины ленты и уровня кручения ленты. Линейная плотность ленты может, например, находиться в диапазоне от 400 децитекс (360 ден) до 200000 децитекс (180000 ден), например, в диапазоне от 1000 децитекс (900 ден) до 100000 децитекс (90000 ден), например, в диапазоне от 2000 децитекс (1800 ден) до 50000 децитекс (45000 ден).
Прочность при растяжении лент перед их расщеплением зависит от используемого типа UHMWPE и от их степени растяжения. Прочность при растяжении лент может составлять, например, по меньшей мере 0,9 ГПа, например, по меньшей мере 1,5 ГПа, например, по меньшей мере 2,1 ГПа, например, по меньшей мере 3 ГПа.
В одном варианте осуществления ленты могут иметь значение параметра Ф унипланарной ориентации 200/110 по меньшей мере 3. Значение параметра Ф унипланарной ориентации 200/110 определяется как отношение между пиковыми областями 200 и 110 на рентгеновском дифракционном (XRD) рисунке образца ленты, определенном в геометрии отражения. Параметр Ф унипланарной ориентации 200/110 дает информацию о степени ориентации кристаллографических плоскостей 200 и 110 относительно поверхности ленты. Для образца ленты с высокой унипланарной ориентацией 200/110 кристаллографические плоскости 200 являются в значительной степени ориентированными параллельно поверхности ленты. Было найдено, что высокая унипланарная ориентация обычно сопровождается высокой прочностью при растяжении и высокой энергией растяжения при разрыве. Может быть предпочтительным, чтобы значение параметра Ф унипланарной ориентации 200/110 составляло по меньшей мере 4, в частности по меньшей мере 5 или по меньшей мере 7. Более высокие значения, такие как значения по меньшей мере 10 или даже по меньшей мере 15, могут быть особенно предпочтительными. Теоретическое максимальное значение для этого параметра равно бесконечности, если пиковая область 110 равна нулю. Высокие значения параметра унипланарной ориентации 200/110 часто сопровождаются высокими значениями прочности и энергии при разрыве. Значение параметра Ф унипланарной ориентации 200/110 может быть определено как описано в патентном документе WО2010/007062, стр. 9, строка 19 - стр. 11, строка 17.
Лента расщепляется на множество полос, связанных фибриллами. Число фибрилл на сантиметр полосы может составлять, например, вплоть до приблизительно 100, например, вплоть до приблизительно 60, например, вплоть до приблизительно 40. Фибриллы могут иметь ширину, например, от приблизительно 100 нм до приблизительно 1 мм или больше.
После того, как лента расщепляется на множество полос, связанных фибриллами, веревка может быть собрана путем скручивания одной или более прядей, содержащих эти взаимосвязанные полосы. Такие пряди могут также содержать более одной подпрядей или вторичных прядей. Каждая прядь или вторичная прядь может содержать по меньшей мере одну расщепленную ленту.
Скрученная прядь и/или веревка, содержащая скрученную прядь, может быть затем растянута. Такая стадия последующего растяжения может выполняться, например, при повышенной температуре, но ниже самой низкой точки плавления лент в прядях (терморастяжение). Для веревки, содержащей ленту из UHMWPE, эта температура может, например, находиться в диапазоне 100-150°C.
Веревка может иметь, например, по существу круглое поперечное сечение или продолговатое поперечное сечение, такое как уплощенное, овальное, или прямоугольное поперечное сечение. Такие продолговатые поперечные сечения могут иметь отношение ширины к высоте, например, в диапазоне от 1:1,2 до 1:4.
Веревка может быть, например, уложенной, оплетенной, сложенной в складки, параллельной, с сердечником или без него, и может иметь любое подходящее число прядей. Параллельная веревка может быть создана с помощью по меньшей мере одной пряди. Число прядей в более сложных веревках может составлять, например, по меньшей мере 3, например, самое большее 50, например, самое большее 25 для того, чтобы достичь комбинации хорошей эффективности и простоты изготовления.
Оплетка обеспечивает жесткую и сбалансировавшую по крутящему моменту веревку, которая сохраняет свою связность во время использования. Подходящие конструкции оплетки включают в себя оплетку из сутажа, трубчатую или круглую оплетку, а также плоскую оплетку. Трубчатые или круглые оплетки обычно содержат два набора прядей, которые переплетаются с различными возможными рисунками. Число прядей в трубчатой оплетке может варьироваться в широких пределах. В частности, если число прядей является высоким, и/или если пряди являются относительно тонкими, трубчатая оплетка может иметь полый сердечник; и оплетка может сжиматься в продолговатую форму. Число прядей в плетеной веревке может, например, находиться в диапазоне 4-48.
Альтернативно веревка может иметь уложенную конструкцию, имеющую шаг скрутки, в которой шаг скрутки, то есть длина одного оборота пряди в уложенной конструкции или плетеной конструкции, имеющей период оплетки, то есть длину шага плетеной веревки, находится в диапазоне от 4 до 20 диаметров веревки. Больший шаг скрутки или период оплетки могут привести к веревке, имеющей более высокую эффективность прочности. Шаг скрутки или период оплетки могут составлять, например, приблизительно 5-15 диаметров веревки, например, приблизительно 6-10 диаметров веревки.
Опционально, веревка и/или ленты в веревке могут иметь покрытие, например, для того, чтобы улучшить износоустойчивость или усталость при многократном изгибе или другие механические или физические свойства. Такие покрытия могут быть нанесены на ленту перед созданием веревки, или на веревку после ее создания.
Примеры включают в себя покрытия, содержащее силиконовое масло, битум, полиуретан или их смеси. Покрытие веревки может составлять, например, приблизительно 2,5-35 мас.% по общей массе веревки.
Ленты могут также использоваться для того, чтобы сформировать слой в ламинате, например, в ламинате с перекрестными слоями. Ламинат может содержать, например, слой фольги и слой, сформированный по меньшей мере одной лентой по настоящему изобретению. Лента может быть растянута перед ламинированием.
Настоящее изобретение также относится к устройству для расщепления ленты из одноосно ориентированного материала, содержащему профиль расщепляющего устройства, устройство подачи ленты в расщепляющее устройство в направлении обработки, причем профиль расщепляющего устройства имеет параллельные зубья, которые являются треугольными, если смотреть в направлении обработки.
Особенно хорошие результаты получаются, если расщепляющее устройство содержит противопрофиль, причем профиль расщепляющего устройства и противопрофиль образуют зазор для прохода лент, и противопрофиль имеет зубья, входящие в зацепление с зубьями профиля расщепляющего устройства.
Далее настоящее изобретение дополнительно объясняется со ссылкой на сопутствующие чертежи.
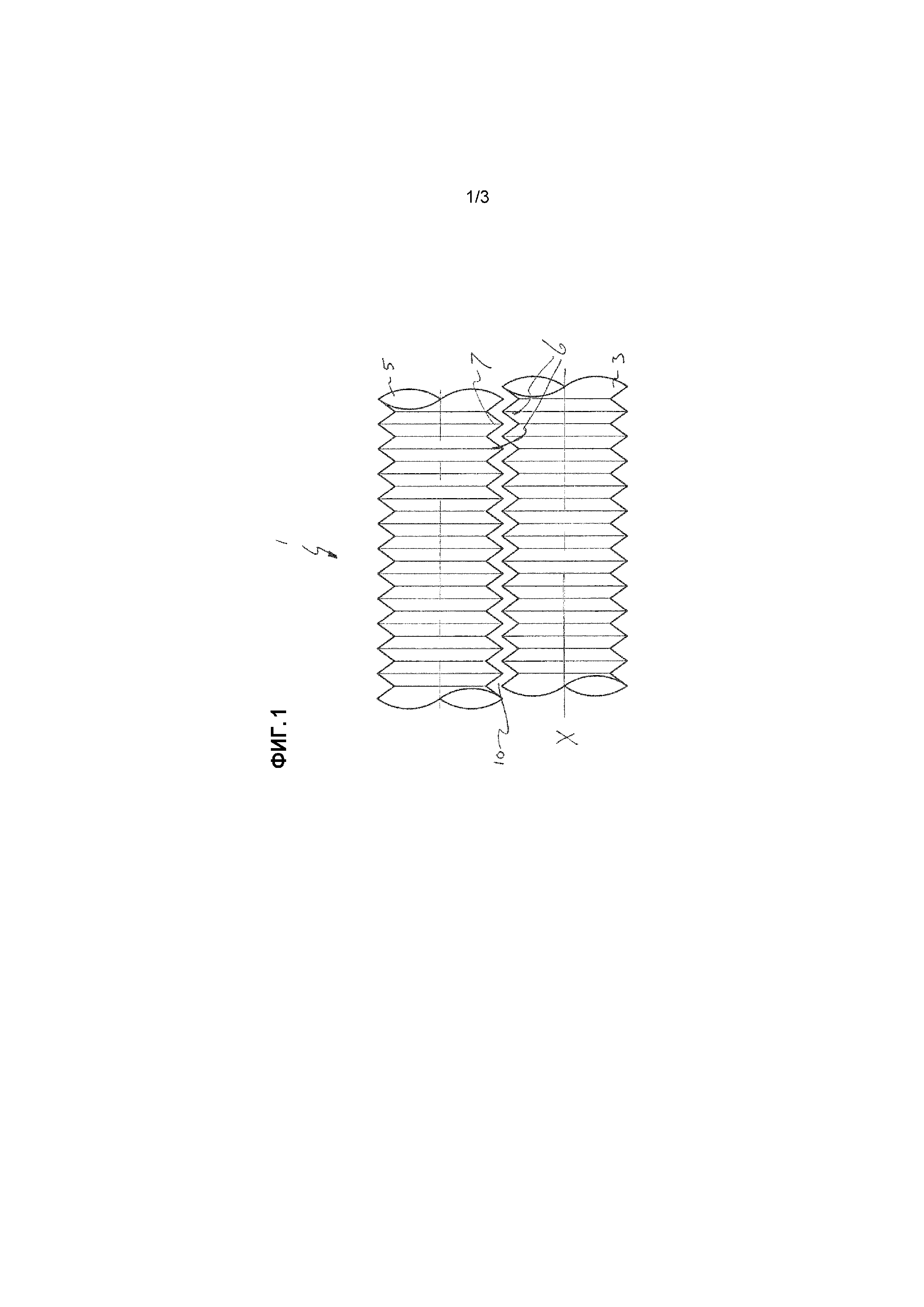
Фиг.1 показывает на виде спереди примерный вариант осуществления расщепляющего блока;
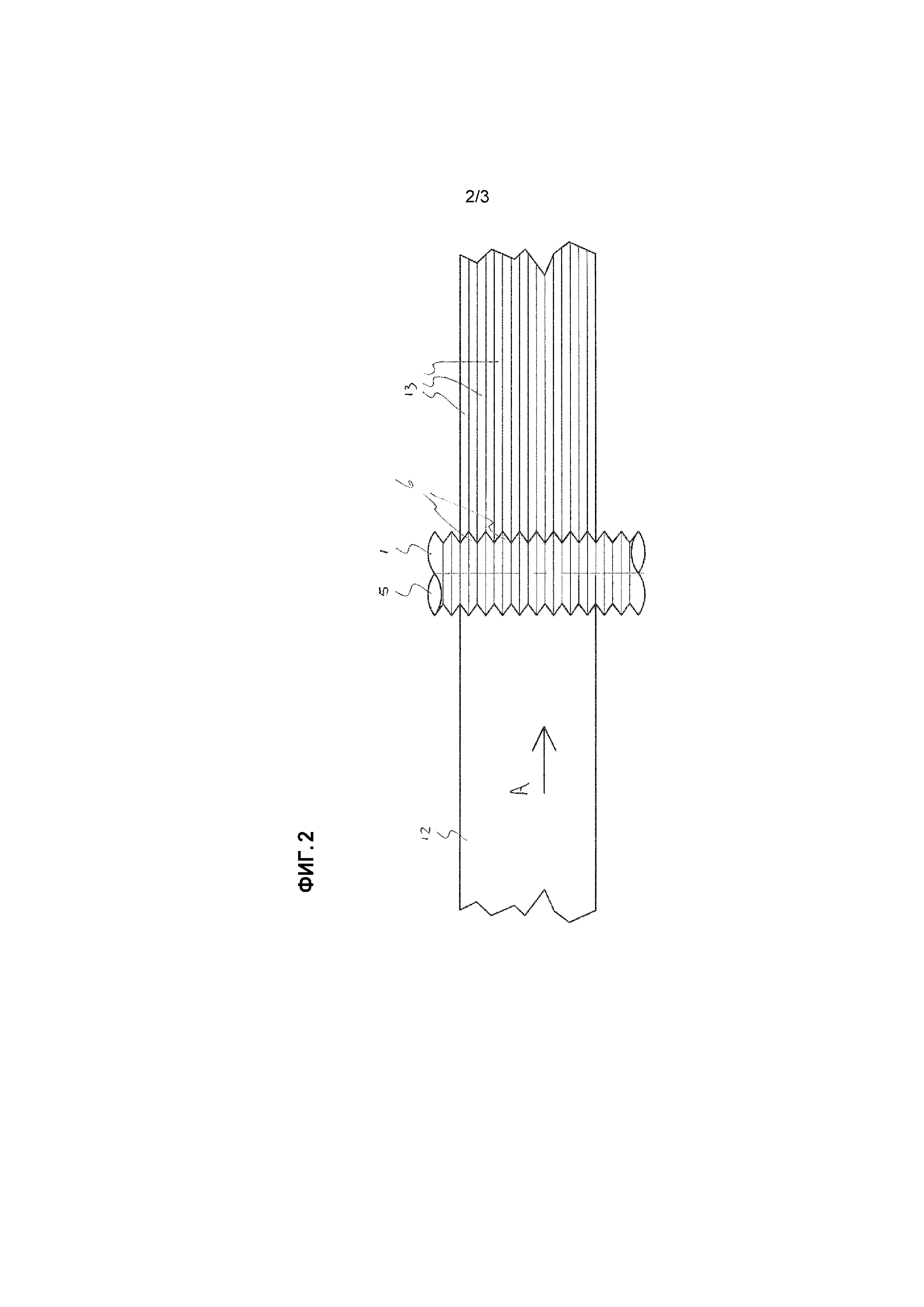
Фиг.2 показывает расщепляющий блок, изображенный на Фиг.1, на виде сверху во время способа расщепления;
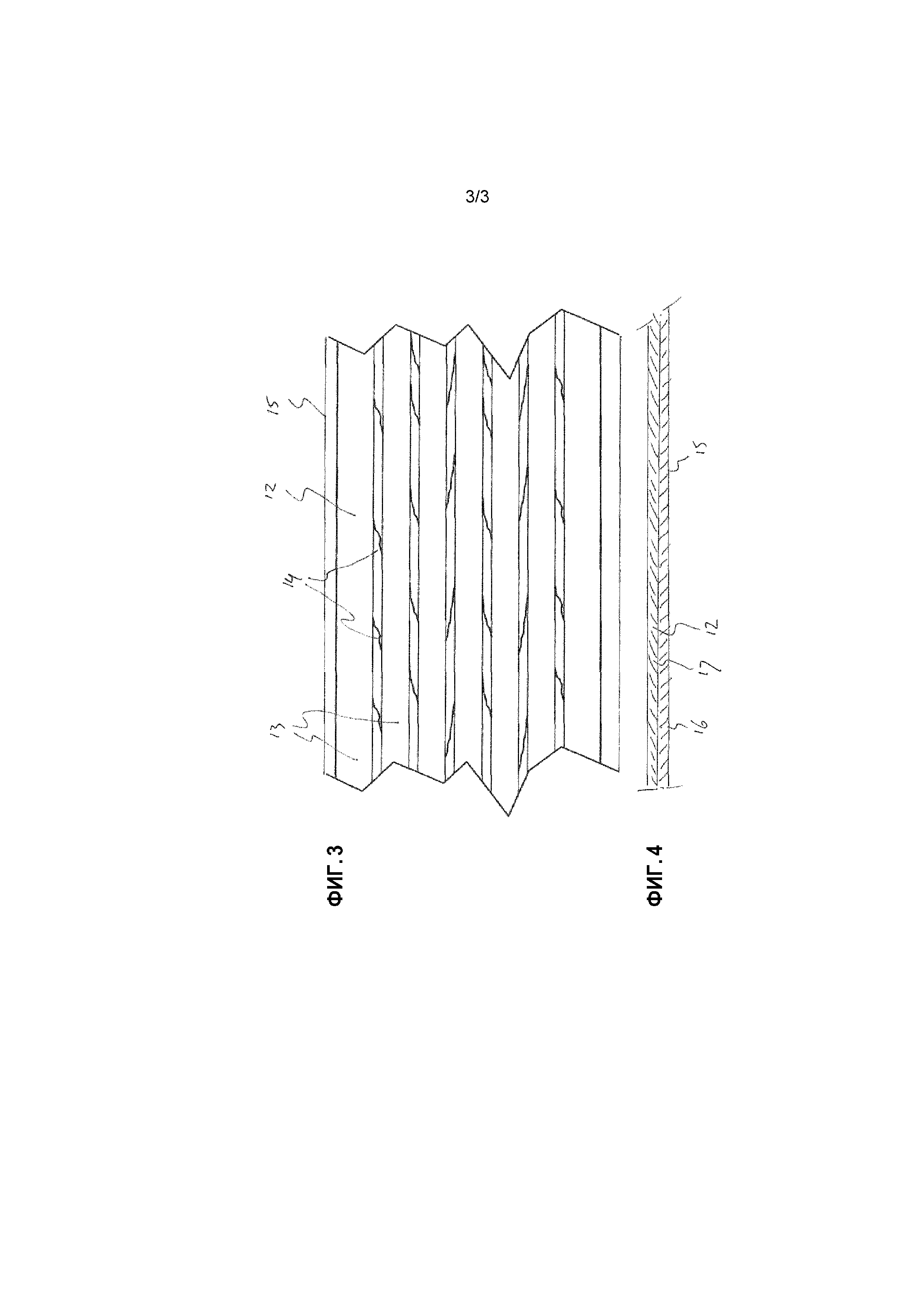
Фиг.3 показывает на виде сверху ламинат, содержащий обработанный ленточный материал;
Фиг.4 показывает ламинат на виде сбоку.
Фиг.1 показывает расщепляющее устройство 1 для расщепления ленты из UHMWPE или подобного высокопрочного материала для формирования полос для скручивания высокопрочной веревки. Расщепляющее устройство 1 содержит профиль 3 и противопрофиль 5. Профиль 3 и противопрофиль 5 являются параллельными и имеют зубья 6 с режущими кромками 7. Зубья 6 являются треугольными, если смотреть в направлении, перпендикулярном к продольной оси X профиля 3. Режущие кромки 7 противопрофиля 5 входят в зацепление с зубьями профиля 3 для образования зигзагообразного зазора 10 для прохода лент. Ленты проходят через зазор 10 в направлении А обработки, перпендикулярном к плоскости чертежа на Фиг.1 (см. Фиг.2).
В показанном варианте осуществления профиль 3 и противопрофиль 5 представляют собой два параллельных в основном цилиндрических тела. Однако профиль и противопрофиль могут иметь любые другие подходящие формы при условии, что они определяют зигзагообразный зазор между входящими в зацепление треугольными режущими кромками.
Фиг.2 показывает на виде сверху, как лента 12 направляется через расщепляющее устройство 1. Режущие зубья 6 профиля 3 и противопрофиля 5 расщепляют ленту 12 на множество полос 13. Эти полосы 13 отделяются не полностью, и остаются связанными индивидуальными фибриллами 14, как показано на Фиг.3.
Ленты 12 могут использоваться, например, в ламинате 15, как показано на Фиг.3 и 4. Ламинат 15 содержит слой 16 фольги и слой 17, образованный лентой 12. Лента 12 растягивается для того, чтобы увеличить расстояние между отдельными полосами 13 ленты 12. Носитель фольги может представлять собой, например, слой LDPE или HDPE. Лента может ламинироваться при температуре немного выше температуры плавления носителя фольги, но ниже температуры плавления материала ленты. Ламинат может иметь больше слоев, сформированных одной или более лентами, например, между укрепленным слоем и фольгой и/или сверху фольги и/или сверху укрепленного лентой слоя. Такие ламинаты имеют высокую ударопрочность.
ПРИМЕР 1
Пять кордов были изготовлены из лент UHMWPE (Endumax® TA23 производства компании Teijin, Нидерланды). Ширина ленты составляла 133 мм, а линейная плотность составляла 62000 децитекс. Ленты были расщеплены в соответствии с настоящим изобретением с шагом 2 мм. Разрушающее усилие измерялось с использованием способа испытаний в соответствии со стандартом ASTM D7269 с измерительной базой 500 мм и скоростью растяжения 150 мм/мин. Использовался зажим типа Musschel на 100 кН. Среднее разрушающее усилие составило BF=10,44 кН.
Это испытание было повторено при тех же самых условиях с использованием кордов с идентичными лентами, которые не были расщеплены. Эти корды имели предел прочности при разрыве 8,98 кН, что более чем на 16% меньше, чем прочность кордов в соответствии с настоящим изобретением.
ПРИМЕР 2
Корды были сделаны из лент шириной 20 мм из UHMWPE (Endumax® TA23) с коэффициентом крутки 30. В первой группе ленты шириной 20 мм были расщеплены в соответствии с настоящим изобретением с использованием шага 2 мм. Во второй группе ленты шириной 20 мм были расщеплены в соответствии с настоящим изобретением с использованием шага 2,5 мм. В третьей группе корды были сделаны из 10 нерасщепленных лент шириной 2 мм.
Эти ленты третьей группы не соответствовали настоящему изобретению и не были связаны фибриллами.
Предел прочности при разрыве и разрывная нагрузка были определены в соответствии со стандартом ASTM D7269.
Таблица 1 показывает предел прочности при разрыве и разрывную нагрузку протестированных кордов.
Таблица 1
прочности
нагрузка
ПРИМЕР 3
Корды были сделаны из лент шириной 20 мм из UHMWPE (Endumax® TA23) с коэффициентом крутки 45. В первой группе ленты шириной 20 мм были расщеплены в соответствии с настоящим изобретением с использованием шага 2 мм. Во второй группе ленты шириной 20 мм были расщеплены в соответствии с настоящим изобретением с использованием шага 2,5 мм. В третьей группе корды были сделаны из 10 нерасщепленных лент шириной 2 мм.
Эти ленты не соответствовали настоящему изобретению и не были связаны фибриллами.
Предел прочности при разрыве и разрывная нагрузка были определены в соответствии со стандартом ASTM D7269.
Таблица 2 показывает предел прочности при разрыве и разрывную нагрузку протестированных кордов.
Таблица 2
прочности
нагрузка
ПРИМЕР 4
Корды были сделаны из лент шириной 20 мм из UHMWPE (Endumax® TA23) с коэффициентом крутки 60. В первой группе ленты шириной 20 мм были расщеплены в соответствии с настоящим изобретением с использованием шага 2 мм. Во второй группе ленты шириной 20 мм были расщеплены в соответствии с настоящим изобретением с использованием шага 2,5 мм. В третьей группе корды были сделаны из 10 нерасщепленных лент шириной 2 мм.
Эти узкие ленты не соответствовали настоящему изобретению и не были связаны фибриллами.
Предел прочности при разрыве и разрывная нагрузка были определены в соответствии со стандартом ASTM D7269.
Таблица 3 показывает предел прочности при разрыве и разрывную нагрузку протестированных кордов.
Таблица 3
прочности
нагрузка
Реферат
Изобретение относится к способу и расщепляющему устройству для расщепления ленты из одноосно-ориентированного материала. Лента проходит в направлении обработки по расщепляющему профилю, имеющему ряд параллельных зубьев с режущими кромками, проходящими в направлении обработки. Лента расщепляется для того, чтобы сформировать ленту, содержащую множество параллельных полос, связанных фибриллами. Расщепленная лента может использоваться, например, для производства высокопрочных веревок. 6 н. и 8 з.п. ф-лы, 3 табл., 4 пр., 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ получения высокомолекулярных полиэтиленовых волокон

Комментарии