Способ и устройство для изготовления углеродных волокон - RU2762955C2
Код документа: RU2762955C2
Чертежи





Описание
1. ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение в целом относится к углеродным волокнам. В частности, настоящее изобретение относится к способу и устройству изготовления углеродных волокон с использованием полиакрилонитрильного материала и процесса уплощение.
2. УРОВЕНЬ ТЕХНИКИ
[002] Углеродные волокна имеют высокую жесткость, высокую прочность на разрыв, низкий вес, высокую химическую стойкость, высокую термостойкость и низкое тепловое расширение. Эти свойства делают углеродные волокна особенно полезными в некоторых областях, в том числе в аэрокосмической области, гражданском строительстве, военном деле и при решении других задач. Очень часто углеродные волокна используются для получения композитов. Например, углеродные волокна могут быть объединены со смолами с образованием композита.
[003] Как правило, углеродное волокно подают в виде непрерывного жгута, который представляет собой пучок от сотен до тысяч отдельных углеродных элементарных нитей. Эти углеродные элементарные нити имеют цилиндрическую форму и почти полностью состоят из углерода. Углеродные волокна могут быть получены из материалов различных типов, включая, помимо прочего, полиакрилонитрил (ПАН), вискозу и нефтяной пек.
[004] Один из способов изготовления углеродных волокон с использованием полиакрилонитрильных (ПАН) элементарных нитей включает образование множества элементарных ПАН-нитей из ПАН-материала, при этом элементарные ПАН-нити имеют цилиндрическую форму. Элементарные ПАН-нити могут быть распределены в однослойном ряду с образованием ленты жгутов. Ленту жгутов натягивают и нагревают для карбонизации элементарных ПАН-нитей в ленте жгутов. Затем лента жгутов также может быть подвергнута натяжению и нагрета для графитизации углеродных элементарных нитей в ленте жгутов.
[005] На углеродное волокно может быть нанесен аппрет, который представляет собой покрытие. Аппрет может защищать углеродное волокно во время работы с углеродным волокном и его обработки и может удерживать элементарные нити углеродного волокна вместе. Кроме того, когда углеродное волокно предназначено для использования при изготовлении композита, аппрет может быть выбран в зависимости от типа смолы, предназначенной для использования при получении композита. В определенных ситуациях может оказаться желательным нанесение множества аппретов на углеродные волокна для улучшения качества композитов, полученных с использованием этих углеродных волокон.
[006] Кроме того, затраты на проектирование и производство с использованием углеродных волокон, изготовленных по описанному выше процессу, могут быть более дорогими, чем хотелось бы. Некоторые из углеродных волокон, изготовленных в результате этого процесса, могут не иметь желаемого уровня жесткости. Кроме того, время, необходимое для карбонизации и графитизации, также может быть больше, чем хотелось бы. Вследствие этого, было бы желательным иметь способ и устройство, в которых учитываются по меньшей мере некоторые из проблем, описанных выше, а также другие возможные проблемы.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[007] В одном иллюстративном варианте реализации обеспечен способ изготовления углеродного волокна. Прикладывают давление к элементарной нити для изменения формы поперечного сечения элементарной нити и создания множества отличающихся поверхностей на элементарной нити. Элементарную нить преобразуют в графитизированное углеродное волокно, имеющее указанное множество отличающихся поверхностей. Множество аппретов наносят на указанное множество отличающихся поверхностей графитизированного углеродного волокна, при этом указанное множество аппретов включает в себя по меньшей мере два разных аппрета.
[008] Еще в одном иллюстративном варианте реализации обеспечен способ изготовления углеродного волокна. Полиакрилонитрильный полимер экструдируют через множество отверстий выдачной системы с формованием множества элементарных нитей. Каждая элементарная нить указанного множества элементарных нитей уплощают с использованием системы роликов для удлинения формы поперечного сечения каждой элементарной нити и создания множества отличающихся поверхностей на каждой элементарной нити. Указанное множество элементарных нитей преобразуют в множество графитизированных углеродных волокон, при этом каждое из указанного множества графитизированных углеродных волокон имеет указанное множество отличающихся поверхностей. Множество аппретов наносят на каждое графитизированное углеродное волокно из указанного множества графитизированных углеродных волокон, при этом указанное множество аппретов включает в себя по меньшей мере два разных аппрета.
[009] Еще в одном иллюстративном варианте реализации устройство содержит систему роликов, нагревательную систему и множество устройств для нанесения аппрета на поверхность. Система роликов может быть использована для приложения давления к элементарной нити для изменения формы поперечного сечения элементарной нити и создания множества отличающихся поверхностей. Нагревательная система может быть использована для преобразования элементарной нити в графитизированное углеродное волокно. Указанное множество устройств для нанесения аппрета на поверхность могут быть использованы для нанесения множества аппретов на указанное множество отличающихся поверхностей графитизированного углеродного волокна, при этом указанное множество аппретов включает в себя по меньшей мере два разных аппрета.
[0010] Указанные признаки и функции могут быть реализованы независимо в различных вариантах осуществления настоящего изобретения или могут быть скомбинированы с получением других вариантов осуществления изобретения, дополнительные подробности которых могут быть очевидными при обращении к последующему описанию и чертежам.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0011] Признаки иллюстративных вариантов реализации изобретения, обеспечивающие новизну по сравнению с уровнем техники, изложены в прилагаемой формуле изобретения. При этом иллюстративные варианты реализации изобретения, а также предпочтительный режим их применения, дополнительные цели и признаки будут лучше поняты из следующего подробного описания иллюстративного варианта реализации раскрытия настоящего изобретения при рассмотрении вместе с сопровождающими чертежами, на которых:
[0012] на ФИГ. 1 в виде блоков представлена иллюстрация производственной среды в соответствии с иллюстративным вариантом реализации;
[0013] на ФИГ. 2 представлена иллюстрация системы обработки волокон в соответствии с иллюстративным вариантом реализации;
[0014] на ФИГ. 3 представлена иллюстрация группы форм поперечного сечения для уплощенной элементарной нити в соответствии с иллюстративным вариантом реализации;
[0015] на ФИГ. 4 представлена блок-схема процесса изготовления углеродного волокна в соответствии с иллюстративным вариантом реализации;
[0016] на ФИГ. 5 представлена блок-схема процесса изготовления углеродных волокон в соответствии с иллюстративным вариантом реализации;
[0017] на ФИГ. 6 представлена блок-схема процесса преобразования множества элементарных нитей в множество графитизированных углеродных волокон в соответствии с иллюстративным вариантом реализации;
[0018] на ФИГ. 7 представлена блок-схема процесса нанесения аппретов на графитизированное углеродное волокно в соответствии с иллюстративным вариантом реализации;
[0019] на ФИГ. 8 представлена блок-схема способа изготовления и обслуживания летательного аппарата в соответствии с иллюстративным вариантом реализации и
[0020] на ФИГ. 9 представлена структурная схема летательного аппарата в соответствии с иллюстративным вариантом реализации.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0021] В иллюстративных вариантах реализации изобретения рассматриваются и учитываются различные соображения. Например, в иллюстративных вариантах реализации изобретения признается и учитывается, что может быть желательным создание способа и устройства для изготовления углеродных волокон, которые обеспечивают возможность нанесения разных аппретов на одно углеродное волокно. В частности, может быть желательным иметь способ и устройство для изготовления углеродных волокон таким образом, чтобы уменьшить общие затраты, связанные с проектированием и изготовлением деталей, с использованием этих углеродных волокон.
[0022] Таким образом, иллюстративные варианты реализации изобретения обеспечивают создание способа изготовления углеродного волокна. В одном иллюстративном варианте реализации изобретения полимер, такой как полиакрилонитрильный полимер, может быть экструдирован через множество отверстий выдачной системы с формованием множества элементарных нитей. Давление может быть приложено к каждой элементарной нити указанного множества элементарных нитей для изменения формы поперечного сечения каждой элементарной нити и создания множества отличающихся поверхностей на каждой элементарной нити. Например, каждая элементарная нить может быть уплощена и удлинена для создания множества отличающихся поверхностей. Указанное множество элементарных нитей могут быть преобразованы в множество графитизированных углеродных волокон, при этом каждое из указанного множества графитизированных углеродных волокон имеет указанное множество отличающихся поверхностей. Множество аппретов могут быть нанесены на каждое графитизированное углеродное волокно указанного множества графитизированных углеродных волокон. Например, первый аппрет может быть нанесен на одну поверхность графитизированного углеродного волокна, и второй аппрет может быть нанесен на другую поверхность графитизированного углеродного волокна. Эти два аппрета могут быть нанесены на графитизированное углеродное волокно одновременно или в разные моменты времени.
[0023] Давление может быть приложено к указанному множеству элементарных нитей с использованием системы роликов, выполненных с возможностью уплощения указанного множества элементарных нитей. Уплощение указанного множества элементарных нитей может приводить к удлинению (или уплощению) с изменением формы поперечного сечения каждого из указанного множества элементарных нитей. Это уплощение может обеспечивать возможность более плотного соединения друг с другом элементарных нитей в указанном множестве элементарных нитей во время изготовления. Таким образом может быть получен более плотный пластик, армированный плотно упакованными углеродными волокнами (CFRP). Кроме того, более высокая жесткость детали может быть достигнута с помощью более плотно упакованного углеродного волокна, что, в свою очередь, может привести к уменьшению веса композитных деталей, изготовленных с использованием этих углеродных волокон.
[0024] Кроме того, площадь открытой поверхности, увеличенная посредством уплощения указанного множества элементарных нитей, может обеспечивать возможность простого нанесения двух аппретов на указанное множество элементарных нитей. Например, первый аппрет может быть нанесен на верхнюю поверхность каждой из указанного множества элементарных нитей, открытую в результате уплощения. Второй аппрет может быть нанесен на нижнюю поверхность каждой из указанного множества элементарных нитей, открытую в результате уплощения.
[0025] В одном иллюстративном примере аппреты могут быть двумя отличающимися типами эпоксидных смол. Использование этих разных аппретов может способствовать химическому выравниванию тетрафункциональных эпокси молекул, когда эти молекулы проникают в пространство между множеством элементарных нитей, образующих слой углеродного волокна, во время получения препрегов или пропитки смолой. Это химическое выравнивание может увеличить однородность углеродного волокна. Повышение однородности углеродного волокна в слоистом композиционном материале, таком как слоистый материал на основе пластика, армированный углеродными волокнами, может повысить допустимые механические свойства слоистого композиционного материала. Повышение допустимых механических свойств слоистого композиционного материала может уменьшить количество композиционного материала, необходимого для изготовления деталей. Таким образом, уплощение указанного множества элементарных нитей перед карбонизацией и графитизацией может способствовать уменьшению затрат на материал и изготовление, синергетическому уменьшению веса и повышению общей эффективности производства.
[0026] Кроме того, уплощение элементарных нитей перед карбонизацией и графитизацией может уменьшить время, необходимое для карбонизации и графитизации. Время выдержки при определенной температуре, необходимое для обоих этих этапов, может быть определено проведением тепла через толщину углеродного волокна. Углеродные волокна, уплощенные роликами, имеют меньшее минимальное расстояние для этого проведения тепла, что приводит к уменьшению времени, необходимого для карбонизации и графитизации. Кроме того, уменьшение времени выдержки при определенной температуре может уменьшить затраты на изготовление углеродных волокон.
[0027] Далее со ссылкой на чертежи и, в частности, со ссылкой на ФИГ. 1 в виде блоков представлена иллюстрация производственной среды в соответствии с иллюстративным вариантом реализации. Производственная среда 100 может представлять собой среду, в которой изготавливают углеродные волокна 102.
[0028] В этих иллюстративных примерах углеродные волокна 102 могут быть изготовлены с использованием системы 104 обработки волокон. Система 104 обработки волокон может включать в себя выдачную систему 106, систему 108 роликов, натяжную систему 110, нагревательную систему 112 и множество устройств 113 для нанесения аппрета на поверхность. В одном иллюстративном примере натяжная система 110 и нагревательная система 112 являются независимыми системами. В других иллюстративных примерах натяжная система 110 и нагревательная система 112 могут быть объединены с образованием единой системы.
[0029] Выдачная система 106 имеет множество отверстий 116. Выдачная система 106 может быть выполнена в виде, например, фильеры 114, имеющей множество отверстий 116. Полимер 118 может быть экструдирован через выдачную систему 106 и вытолкнут из множества отверстий 116 в виде множества элементарных нитей 120. В одном иллюстративном примере полимер 118 имеет форму полиакрилонитрильного (ПАН) полимера 122. Соответственно, множество элементарных нитей 120 также может быть названо множеством элементарных ПАН-нитей.
[0030] В этом иллюстративном примере каждое из отверстий множества отверстий 116 может иметь круглую или почти круглую форму. Таким образом, каждая элементарная нить множества элементарных нитей 120, экструдированных из выдачной системы 106, может иметь цилиндрическую или почти цилиндрическую форму. Например, множество элементарных нитей 120 могут включать в себя элементарную нить 121. Элементарная нить 121 может иметь по существу цилиндрическую форму, так что элементарная нить 121 имеет форму 126 поперечного сечения, которая по существу является круглой.
[0031] Система 108 роликов используется для приложения давления 124 к множеству элементарных нитей 120, с тем чтобы изменить форму поперечного сечения каждой из множества элементарных нитей 120 и создать отличающиеся поверхности на каждой элементарной нити. Давление 124 может быть приложено к элементарной нити, такой как элементарная нить 121, посредством приложения силы к поверхности элементарной нити на единицу площади, по которой эта сила распределена.
[0032] Например, без ограничения, система 108 роликов может быть использована для приложения давления 124 для изменения формы 126 поперечного сечения элементарной нити 121 и создания множества отличающихся поверхностей 130. По существу круглая форма 126 поперечного сечения может быть изменена на по существу овальную, эллиптическую, прямоугольную со скругленными углами, аналогичную уплощенную форму или более уплощенную форму с кромками, которые являются острыми, скругленными или и острыми, и скругленными. Таким образом, уплощение элементарной нити 121 увеличивает площадь открытой поверхности элементарной нити 121.
[0033] Кроме того, уплощение элементарной нити 121 приводит к созданию уплощенных элементарных нитей 129, имеющих множество отличающихся поверхностей 130 с обеспечением большего количества поверхностей, на которые могут быть нанесены разные аппреты. Например, перед уплощением, элементарная нить 121 может иметь по существу цилиндрическую форму с одной непрерывной внешней поверхностью. Уплощение элементарной нити 121 может приводить к созданию множества отличающихся поверхностей 130, образованных кромками, которые могут быть острыми или скругленными. В качестве одного иллюстративного примера, уплощение элементарной нити 121 может приводить к образованию по меньшей мере первой поверхности 131 и второй поверхности 132. В некоторых случаях, первая поверхность 131 может быть выполнена в виде верхней поверхности, а вторая поверхность 132 может быть выполнена в виде нижней поверхности.
[0034] Система 108 роликов может быть реализована множеством различных способов. В одном иллюстративном примере, без ограничения, система 108 роликов может включать в себя первый ролик 127 и второй ролик 128, размещенные относительно друг друга с минимальным зазором между этими двумя роликами или без зазора. В одном иллюстративном примере первый ролик 127, второй ролик 128 или и первый ролик 127, и второй ролик 128 могут иметь порошковое покрытие для защиты множества элементарных нитей 120 и предотвращения прилипания множества элементарных нитей 120 к этим роликам.
[0035] Множество элементарных нитей 120 могут быть пропущены между первым роликом 127 и вторым роликом 128 для создания давления 124, которое приводит к уплощению множества элементарных нитей 120. В качестве одного иллюстративного примера, первый ролик 127 может быть размещен выше множества элементарных нитей 120, в то время как второй ролик 128 размещен ниже множества элементарных нитей 120. Прохождение множества элементарных нитей 120 между этими двумя роликами приводит к уплощению множества элементарных нитей 120. Например, прохождение элементарной нити 121 между первым роликом 127 и вторым роликом 128 приводит к уплощению формы 126 поперечного сечения элементарной нити 121.
[0036] Уплощение множества элементарных нитей 120 системой 108 роликов обеспечивает возможность образования из множества элементарных нитей 120 углеродных волокон 102, которые могут быть более плотно упакованы при производстве композитов. В частности, уплощение обеспечивает возможность увеличения плотности упаковки углеродных волокон при получении пластиков, армированных углеродными волокнами. Более высокая плотность упаковки может улучшить жесткость детали и ее прочность, что, в свою очередь, может привести к уменьшению веса композитов, изготовленных с использованием этих углеродных волокон. В частности, более высокая плотность упаковки может обеспечить увеличение объема волокна внутри композита без добавления дополнительных углеродных волокон.
[0037] После уплощения множества элементарных нитей 120, как описано выше, множество элементарных нитей 120 могут быть подвергнуты натяжению с подачей первого уровня тепла 134 к указанному множеству элементарных нитей 120 для карбонизации множества элементарных нитей 120. Множество элементарных нитей 120 могут быть карбонизированы с образованием множества аморфных углеродных волокон 135. Например, элементарная нить 121 может быть подвергнута натяжению с подачей первого уровня тепла 134 к элементарной нити 121 с образованием аморфного углеродного волокна 136.
[0038] Нагревательная система 112 может включать в себя, например, без ограничения, одну или более печей. Первый уровень тепла 134 может быть более низким уровнем тепла, выбранным так, чтобы вызывать карбонизацию множества элементарных нитей 120. Например, без ограничения, первый уровень тепла 134 может составлять от примерно 600 градусов Цельсия до примерно 800 градусов Цельсия. В некоторых иллюстративных примерах первый уровень тепла 134 может составлять от примерно 200 градусов Цельсия до примерно 1000 градусов Цельсия. В других иллюстративных примерах первый уровень тепла 134 может составлять от примерно 1000 градусов Цельсия до примерно 1600 градусов Цельсия.
[0039] Натяжная система 110 используется для выполнения натяжения множества элементарных нитей 120. В одном иллюстративном примере натяжение множества элементарных нитей 120 включает растяжение множества элементарных нитей 120 таким образом, что происходит удлинение каждой элементарной нити и уменьшение диаметра каждой элементарной нити, но без чрезмерного изменения формы поперечного сечения каждой элементарной нити. Например, без ограничения, множество элементарных нитей 120 могут быть растянуты при прохождении поверх последовательности роликов 139, чтобы вызвать удлинение и утончение каждой из множества элементарных нитей 120, а также соединение друг с другом множества элементарных нитей 120.
[0040] В этом иллюстративном примере нагревательная система 112 подает первый уровень тепла 134 к множеству элементарных нитей 120 перед натяжением множества элементарных нитей 120 и в течение по меньшей мере части временного промежутка, когда выполняют натяжение множества элементарных нитей 120. В других иллюстративных примерах нагревательная система 112 подает первый уровень тепла 134 к множеству элементарных нитей 120 после натяжения множества элементарных нитей 120.
[0041] Множество аморфных углеродных волокон 135 также могут быть подвергнуты натяжению с использованием натяжной системы 110 при подаче второго уровня тепла 140 с использованием нагревательной системы 112 для образования множества графитизированных углеродных волокон 138. Например, аморфное углеродное волокно 136 также может быть подвергнуто натяжению с подачей второго уровня тепла 140 к аморфному углеродному волокну 135 для образования графитизированного углеродного волокна 142. В некоторых иллюстративных примерах средняя внутренняя часть графитизированного углеродного волокна 142 может оставаться аморфной.
[0042] Этот процесс вторичного натяжения и нагрева может быть выполнен таким же образом, как и описанный выше первый процесс натяжения и нагрева. При этом аморфное углеродное волокно 136 может быть растянуто с большим натяжением, чем приложено к элементарной нити 121.
[0043] Кроме того, второй уровень тепла 140 может быть более высоким уровнем тепла, чем первый уровень тепла 134. В частности, второй уровень тепла 140 может быть выбран так, чтобы вызывать графитизацию аморфного углеродного волокна 136. Например, второй уровень тепла 140 может быть выше 1000 градусов Цельсия. В некоторых случаях второй уровень тепла 140 может быть выше 1200 градусов Цельсия. Еще в одних иллюстративных примерах второй уровень тепла 140 может составлять от примерно 1600 градусов Цельсия до 3000 градусов Цельсия.
[0044] Уплощение множества элементарных нитей 120 с использованием системы 108 роликов уменьшает толщину каждой из множества элементарных нитей 120. Соответственно, уменьшено время, требуемое для того, чтобы тепло, выделяемое нагревательной системой 112, проникло через эту толщину. Соответственно, уплощение множества элементарных нитей 120 уменьшает общее время, необходимое для карбонизации и графитизации множества элементарных нитей 120.
[0045] В некоторых иллюстративных примерах нагревательная система 112 может включать в себя набор печей 141 для подачи первого уровня тепла 134 к множеству элементарных нитей 120 и второго уровня тепла 140 к множеству аморфных углеродных волокон 135, соответственно. Набор печей 141 может включать в себя одну печь, выполненную с возможностью переключения между первым уровнем тепла 134 и вторым уровнем тепла 140, или две печи для обеспечения этих двух разных уровней тепла. Схожим образом, натяжная система 110 может включать в себя набор натяжных устройств 143 для приложения натяжения первой величины к множеству элементарных нитей 120 и натяжения второй величины к множеству аморфных углеродных волокон 135. Набор натяжных устройств 143 может включать в себя одно натяжное устройство для обеспечения приложения этих различных величин натяжения или множество натяжных устройств.
[0046] Поскольку система 108 роликов приводит к созданию множества отличающихся поверхностей 130, которые открыты на каждой элементарной нити множества элементарных нитей 120, и таким образом на каждом графитизированном углеродном волокне множества графитизированных углеродных волокон 138, множество аппретов 145 могут быть нанесены на каждое графитизированное углеродное волокно. Например, без ограничения, множество аппретов 145 могут быть нанесены на множество отличающихся поверхностей 130 на графитизированном углеродном волокне 142. В одном иллюстративном примере другой аппрет может быть нанесен на каждую отдельную поверхность графитизированного углеродного волокна 142. В других иллюстративных примерах каждые две отличающиеся поверхности графитизированного углеродного волокна 142 могут быть покрыты разными аппретами.
[0047] В качестве одного иллюстративного примера, первый аппрет 144 может быть нанесен на первую поверхность графитизированного углеродного волокна 142. Кроме того, второй аппрет 148 может быть нанесен на вторую поверхность графитизированного углеродного волокна 142 с использованием.
[0048] Первый аппрет 144 и второй аппрет 148 представляют собой химические вещества для обработки, которые обеспечивают сохранение физических свойств графитизированного углеродного волокна 142. Кроме того, эти аппреты могут обеспечить смазку для облегчения работы. Кроме того, эти аппреты обеспечивают возможность более простого связывания смолы с графитизированным углеродным волокном 142. Первый аппрет 144 и второй аппрет 148 могут быть выбраны таким образом, что эти два аппрета притягиваются друг к другу для предотвращения нежелательного скручивания графитизированного углеродного волокна 142. В одном иллюстративном примере аппреты на водной основе с эпоксидной смолой используются как для первого аппрета 144, так и для второго аппрета 148.
[0049] Нанесение двух разных аппретов на графитизированное углеродное волокно 142 может обеспечивать возможность получения заданных характеристик графитизированного углеродного волокна 142 и может улучшить однородность в любом слоистом композиционном материале, созданном с использованием графитизированного углеродного волокна 142. В частности, использование двух отличающихся эпокси аппретов может приводить к химическому выравниванию тетрафункциональных эпокси молекул, когда эти молекулы проникают в пространство между элементарными нитями графитизированного углеродного волокна, что может улучшить однородность. Более однородное углеродное волокно может обеспечить изготовление более однородного слоистого композиционного материала, что, в свою очередь, может уменьшить количество требуемого композиционного материала, что, в свою очередь, может снизить затраты на материал и изготовление и уменьшить вес.
[0050] Каждый из множества аппретов 145 может быть нанесен на графитизированное углеродное волокно 142 с использованием одного из множества устройств 113 для нанесения аппрета на поверхность. В частности, каждое из множества устройств 113 для нанесения аппрета на поверхность может быть выполнено с возможностью нанесения аппрета на одну отдельную поверхность. Другими словами, каждое из множества устройств 113 для нанесения аппрета на поверхность может быть устройством для нанесения на одну поверхность или размерный элемент графитизированного углеродного волокна 142. В зависимости от варианта осуществления могут быть использованы множество устройств 113 для нанесения аппрета на поверхность для нанесения множества аппретов 145 на различные поверхности множества отличающихся поверхностей 130 графитизированного углеродного волокна 142 одновременно, последовательно или в разные моменты времени.
[0051] Множество устройств 113 для нанесения аппрета на поверхность могут быть реализованы множеством различных способов. Например, устройство для нанесения аппрета на поверхность из множества устройств 113 для нанесения аппрета на поверхность может содержать по меньшей мере одно из следующего: ролик 150 для нанесения аппрета, средство 152 нанесения аппрета распылением, кисть 154 для нанесения аппрета или химическая ванна 155.
[0052] При использовании в настоящем документе выражение "по меньшей мере одно из следующего", употребляемое со списком объектов, означает, что могут быть использованы различные комбинации из одного или более приведенных в списке объектов, и только один из объектов, указанных в списке, может быть необходим. Объект может представлять собой конкретный объект, вещь, этап, операцию, процесс или категорию. Другими словами, "по меньшей мере одно из следующего" означает, что любое сочетание объектов или их количество из этого списка может быть использовано, но не все из объектов списка должны присутствовать.
[0053] Например, помимо прочего, "по меньшей мере один объект из следующих: объект А, объект В или объект С" или "по меньшей мере один объект из следующих: объект А, объект В и объект С" может означать объект А; объект А и объект В; объект В; объект А, объект В и объект С; объект В и объект С или объект А и объект С. В некоторых случаях "по меньшей мере один объект из следующих: объект А, объект В или объект С" или "по меньшей мере один объект из следующих: объект А, объект В и объект С" может означать, например, без ограничения, два объекта А, один объект В и десять объектов С; четыре объекта В и семь объектов С или какие-либо другие подходящие комбинации.
[0054] Ролик 150 для нанесения аппрета обеспечивает возможность нанесения аппрета на поверхность прокатыванием. Средство 152 нанесения аппрета распылением обеспечивает возможность нанесения аппрета на поверхность распылением. Кисть 154 для нанесения аппрета обеспечивает возможность нанесения аппрета на поверхность кистью. Кроме того, химическая ванна 155 обеспечивает возможность нанесения аппрета на оставшиеся поверхности после того, как одно из этих других устройств для нанесения было использовано для нанесения другого аппрета на единичную поверхность. Например, одно из следующего: ролик 150 для нанесения аппрета, средства 152 нанесения аппрета распылением и кисть 154 для нанесения аппрета - может быть использовано для нанесения аппрета на одну поверхность. Затем может быть использована химическая ванна 155 для нанесения другого аппрета на одну или более других поверхностей.
[0055] В некоторых случаях, ролик 150 для нанесения аппрета и средство 152 нанесения аппрета распылением могут быть использованы для нанесения двух разных аппретов на две отличающиеся поверхности множества отличающихся поверхностей 130. Нанесение двух разных аппретов может быть осуществлено одновременно или в разные моменты времени. В других случаях по меньшей мере два разных аппрета могут быть нанесены на разные участки одной и той же отдельной поверхности. Таким образом, в зависимости от варианта осуществления, два или более имеющих одинаковый тип или отличающиеся типы устройств для нанесения аппрета на поверхность из множества устройств 113 для нанесения аппрета на поверхность могут быть использованы для нанесения отличающихся аппретов по меньшей мере на две отличающиеся поверхности множества отдельных поверхностей 130 одновременно или в разные моменты времени.
[0056] Таким образом, использование системы 108 роликов для уплощения формы 126 поперечного сечения элементарной нити 121 может улучшить качество получаемого графитизированного углеродного волокна 142. Кроме того, изготовление углеродных волокон 102 с использованием описанных выше процессов и систем может увеличить эффективность производства и снизить затраты на изготовление, связанные с производством композитов.
[0057] Иллюстрация по ФИГ. 1 не означает наложения физических или архитектурных ограничений на способ, которым может быть реализован иллюстративный вариант настоящего изобретения. Могут быть использованы другие компоненты в дополнение к проиллюстрированным или вместо них. Некоторые компоненты могут быть необязательными. Также, представлены блоки для иллюстрации некоторых функциональных компонентов. Один или более из этих блоков могут быть скомбинированы, разделены или скомбинированы и разделены на другие блоки при реализации проиллюстрированного варианта реализации.
[0058] Например, в некоторых случаях, система 104 обработки волокон может включать в себя окислительную систему 156. Окислительная система 156 может быть использована для термического окисления множества элементарных нитей 120. В одном иллюстративном примере окислительная система 156 может осуществлять термическое окисление множества элементарных нитей 120 в воздухе при температуре ниже примерно 300 градусов Цельсия. Термическое окисление множества элементарных нитей 120 стабилизирует множество элементарных нитей 120. Окисление множества элементарных нитей 120 может быть осуществлено перед карбонизацией множества элементарных нитей 120. В зависимости от варианта осуществления окисление может быть осуществлено до или после произведенного уплощения множества элементарной нити 120.
[0059] Со ссылкой на ФИГ. 2 представлена иллюстрация системы обработки волокон в соответствии с иллюстративным вариантом реализации. Система 200 обработки волокон может представлять собой пример одного варианта осуществления системы 104 обработки волокон по ФИГ. 1.
[0060] Как изображено на чертежах, система 200 обработки волокон включает в себя выдачную систему 202, систему 204 роликов, окислительную систему 205, систему 206 карбонизации, систему 207 графитизации, ролик 208 для нанесения первого аппрета и ролик 210 для нанесения второго аппрета. В этом иллюстративном примере выдачная система 202 и система 204 роликов могут представлять собой примеры вариантов осуществления выдачной системы 106, системы 108 роликов, соответственно, по ФИГ. 1. Ролик 208 для нанесения первого аппрета и ролик 210 для нанесения второго аппрета могут представлять собой пример одного варианта осуществления множества устройств 113 для нанесения аппрета на поверхность по ФИГ. 1.
[0061] Как изображено на чертежах, полимер 211 экструдируют через выдачную систему 202 и выталкивают из выдачной системы 202 в виде множества элементарных нитей 212. Множество элементарных нитей 212 могут представлять собой пример одного варианта осуществления множества элементарных нитей 120 по ФИГ. 1. В этом иллюстративном примере множество элементарных нитей 212 обобщенно могут быть названы ПАН-волокнами 214. Кроме того, каждая из множества элементарных нитей 212 может иметь по существу цилиндрическую форму, так что каждая элементарная нить имеет форму поперечного сечения, которая по существу является круглой.
[0062] Система 204 роликов принимает множество элементарных нитей 212 и прикладывает давление к множеству элементарных нитей для изменения формы поперечного сечения каждой из множества элементарных нитей 212 и создания множества отличающихся поверхностей на каждой элементарной нити. Как изображено на чертежах, система 204 роликов может включать в себя первый ролик 216 и второй ролик 218. Пропуск множества элементарных нитей 212 между первым роликом 216 и вторым роликом 218 приводит к уплощению формы поперечного сечения множества элементарных нитей 212. Например, по существу круглая форма поперечного сечения каждой из множества элементарных нитей 212 может быть изменена на по существу овальную, эллиптическую или прямоугольную со скругленными углами.
[0063] В этом иллюстративном примере уплощение множества элементарных нитей 212 между первым роликом 216 и вторым роликом 218 приводит к созданию множества отличающихся поверхностей каждой из множества элементарных нитей 212. Например, уплощение каждой элементарной нити может приводить к созданию множества кромок, задающих множество отличающихся поверхностей, которые могут включать в себя верхнюю поверхность и нижнюю поверхность. Кромки, задающие указанное множество отличающихся поверхностей, могут быть скругленными или острыми в зависимости от величины и типа произведенного уплощения. Кроме того, уплощение множества элементарных нитей 212 может приводить к созданию открытой поверхности с большей площадью по сравнению с тем, когда каждая из множества элементарных нитей 212 имеет цилиндрическую форму.
[0064] В некоторых иллюстративных примерах множество элементарных нитей 212 могут быть растянуты перед приемом окислительной системой 205. Например, без ограничения, система 200 обработки волокон также может включать в себя натяжную систему 213 для растяжения множества элементарных нитей 212. В одном иллюстративном примере натяжная система 213 включает в себя последовательность роликов (не показано), которые могут быть использованы для растяжения множества элементарных нитей 212, чтобы сделать каждую элементарную нить длиннее и тоньше без чрезмерного изменения формы поперечного сечения каждой элементарной нити.
[0065] Окислительная система 205 может принимать ПАН-волокна 214 после растяжения множества элементарных нитей 212. Окислительная система 205 может выполнять термическое окисление ПАН-волокна 214.
[0066] После этого система 206 карбонизации осуществляет карбонизацию ПАН-волокон 214 с образованием аморфных углеродных волокон 220. Аморфные углеродные волокна 220 могут представлять собой пример одного варианта осуществления множества аморфных углеродных волокон 135 по ФИГ. 1. В одном иллюстративном примере система 206 карбонизации может включать в себя печь, которая подает первый уровень тепла, имеющий температуру, выбранную для карбонизации ПАН-волокон 214.
[0067] Система 207 графитизации осуществляет графитизацию аморфных углеродных волокон 220 посредством подачи второго уровня тепла к аморфным углеродным волокнам 220. Второй уровень тепла может быть выше, чем первый уровень тепла, подаваемый системой 206 карбонизации и может быть выбран, с тем чтобы выполнить графитизацию аморфных углеродных волокон 220. Графитизированные углеродные волокна 222 могут представлять собой пример одного варианта осуществления множества графитизированных углеродных волокон 138 по ФИГ. 1.
[0068] После этого первый аппрет наносят на графитизированное углеродное волокно 222 прохождением ролика 208 для нанесения первого аппрета по верхним поверхностям графитизированных углеродных волокон 222. В частности, ролик 208 для нанесения первого аппрета может подхватывать аппрет из химической ванны 223 и осуществлять нанесение этого аппрета на верхние поверхности графитизированных углеродных волокон 222, когда ролик 208 для нанесения первого аппрета проходит поверх этих верхних поверхностей. Состав первого аппрет может аппрета может обеспечивать возможность сохранения физических свойств графитизированного углеродного волокна 222 и подготовку графитизированного углеродного волокна 222 к объединению с другими материалами.
[0069] Кроме того, второй аппрет наносят на графитизированное углеродное волокно 222 прохождением ролика 210 для нанесения второго аппрета по нижним поверхностям графитизированного углеродного волокна 222. В частности, ролик 210 для нанесения второго аппрета может подхватывать аппрет из химической ванны 225 и осуществлять нанесение этого на нижние поверхности графитизированных углеродных волокон 222, когда ролик 210 для нанесения второго аппрета проходит поверх этих нижних поверхностей. Состав второго аппрета может обеспечивать возможность сохранения физических свойств графитизированного углеродного волокна 222 и подготовку графитизированного углеродного волокна 222 к объединению с другими материалами.
[0070] После нанесения первого аппрета и второго аппрета на графитизированные углеродные волокна 222 эти графитизированные углеродные волокна 222 могут быть намотаны вокруг катушки 224 с образованием углеродного жгута 226. Углеродный жгут 226 может быть использован для изготовления слоистых композиционных материалов.
[0071] Иллюстрация системы 200 обработки волокон по ФИГ. 2 не означает наложения физических или архитектурных ограничений на способ, которым может быть реализован иллюстративный вариант настоящего изобретения. Могут быть использованы другие компоненты в дополнение к проиллюстрированным или вместо них. Некоторые компоненты могут быть необязательными.
[0072] Различные компоненты, показанные на ФИГ. 2, могут быть иллюстративными примерами того, как компоненты, показанные в виде блоков на ФИГ. 1, могут быть реализованы в виде физических конструкций. Кроме того, некоторые из компонентов по ФИГ. 2 могут быть объединены с компонентами по ФИГ. 1, использованы с компонентами по ФИГ. 1 или выполнено и то, и другое.
[0073] Со ссылкой на ФИГ. 3 представлена иллюстрация группы форм поперечного сечения для уплощенной элементарной нити 129 в соответствии с иллюстративным примером. Группа форм 300 поперечного сечения может включать в себя потенциальные формы поперечного сечения для элементарной нити, такой как элементарная нить 121 по ФИГ. 1, после уплощения элементарной нити системой роликов, такой как система 108 роликов по ФИГ. 1.
[0074] Как изображено на чертежах, группа форм 300 поперечного сечения может включать в себя первую форму 302, вторую форму 304, третью форму 306 и четвертую форму 308. Хотя изображены только четыре потенциальные формы поперечного сечения, группа форм 300 поперечного сечения может включать в себя другие потенциальные формы в зависимости от варианта осуществления.
[0075] Первая форма 302 может быть эллиптической формой, задающей первую поверхность 310 и вторую поверхность 312. Вторая форма 304 может быть прямоугольной формой с кромками, задающими первую поверхность 314 и вторую поверхность 316. Третья форма 306 может быть другой прямоугольной формой с еще более скругленными кромками, задающими первую поверхность 318 и вторую поверхность 320. Четвертая форма 308 может быть треугольной формой, задающей первую поверхность 322, вторую поверхность 324 и третью поверхность 326.
[0076] Таким образом, элементарная нить, такая как элементарная нить 121 по ФИГ. 1, может быть уплощена с образованием различных форм. Элементарные нити с этими типами форм могут быть преобразованы в углеродные волокна, которые могут быть более плотно упакованы при производстве композитов по сравнению с элементарными нитями по существу с круглыми формами поперечного сечения. Кроме того, благодаря типу потенциальных форм, содержащихся в группе форм 300 поперечного сечения, разные аппреты легко могут быть нанесены на отличающиеся поверхности углеродных волокон.
[0077] Со ссылкой на ФИГ. 4 представлена иллюстрация процесса изготовления углеродного волокна, показанного в виде блок-схемы в соответствии с иллюстративным вариантом реализации. Процесс, показанный на ФИГ. 4, может быть реализован с использованием системы 104 обработки волокон по ФИГ. 1 или системы 200 обработки волокон, описанной в отношении ФИГ. 2.
[0078] Процесс может быть начат посредством экструзии полимера через отверстие выдачной системы с формованием элементарной нити (операция 400). В этом иллюстративном примере полимер может быть полиакрилонитрильным. Элементарная нить, полученная при осуществлении операции 400, может иметь цилиндрическую форму с формой поперечного сечения, которая по существу является круглой. Таким образом, элементарная нить может иметь единственную непрерывную внешнюю поверхность.
[0079] После этого прикладывают давление к элементарной нити для изменения формы поперечного сечения элементарной нити и создания множества отличающихся поверхностей на элементарной нити (операция 402). В частности, при осуществлении операции 402 элементарная нить может быть уплощена. Другими словами, по существу круглая форма поперечного сечения элементарной нити может быть изменена на по существу овальную, эллиптическую, прямоугольную со скругленными углами или какую-либо другую форму поперечного сечения, задающую множество отличающихся поверхностей. Указанное множество отличающихся поверхностей могут быть заданы кромками, которые являются скругленными или острыми в зависимости от величины и типа уплощения, произведенного при осуществлении операции 402.
[0080] После этого элементарная нить может быть преобразована в графитизированное углеродное волокно, имеющее указанное множество отличающихся поверхностей (операция 404). После этого наносят множество аппретов на указанное множество отличающихся поверхностей графитизированного углеродного волокна (операция 406), после чего процесс прекращают. При осуществлении операции 406 по меньшей мере две из отличающихся поверхностей графитизированного углеродного волокна могут быть покрыты двумя разными аппретами. В одном иллюстративном примере отличающийся аппрет наносят на каждую отдельную поверхность графитизированного углеродного волокна. Например, без ограничения, первый аппрет может быть нанесен на верхнюю поверхность графитизированного углеродного волокна, а второй аппрет может быть нанесен на нижнюю поверхность графитизированного углеродного волокна.
[0081] Со ссылкой на ФИГ. 5 представлена иллюстрация процесса изготовления углеродных волокон, показанного в виде блок-схемы в соответствии с иллюстративным вариантом реализации. Процесс, показанный на ФИГ. 5, может быть реализован с использованием системы 104 обработки волокон по ФИГ. 1 или системы 200 обработки волокон, описанной в отношении ФИГ. 2.
[0082] Процесс может быть начат посредством экструзии полиакрилонитрильного материала через множество отверстий фильеры с формованием множества элементарных нитей, имеющих белый цвет (операция 500). При осуществлении операции 500 указанное множество элементарных нитей также может упоминаться как множество элементарных ПАН-нитей.
[0083] После этого каждая элементарная нить указанного множества элементарных нитей может быть уплощена с использованием системы роликов для удлинения формы поперечного сечения каждой элементарной нити и создания множества отличающихся поверхностей на каждой элементарной нити (операция 502). При осуществлении операции 502 по существу круглая форма поперечного сечения каждой элементарной нити может быть изменена на по существу овальную, эллиптическую или прямоугольную форму со скругленными углами. В некоторых иллюстративных примерах при осуществлении операции 502, указанное множество элементарных нитей могут быть пропущены между первым набором роликов и вторым набором роликов. Уплощение указанного множества элементарных нитей при осуществлении операции 502 увеличивает площадь открытой поверхности указанного множества элементарных нитей. Кроме того, уплощение указанного множества элементарных нитей приводит к созданию кромок, задающих множество отличающихся поверхностей. Эти кромки могут быть скругленными или острыми.
[0084] Затем указанное множество элементарных нитей могут быть подвергнуты термическому окислению (операция 504). При осуществлении операции 504 указанное множество элементарных нитей могут быть подвергнуты термическому окислению при меньшем уровне тепла, чем уровень тепла, необходимый для карбонизации указанного множества элементарных нитей. Например, указанное множество элементарных нитей могут быть подвергнуты окислению при температуре менее чем примерно 400 градусов Цельсия.
[0085] После этого указанное множество элементарных нитей могут быть преобразованы в множество аморфных углеродных волокон, имеющих серый цвет, при этом каждое из указанного множества аморфных углеродных волокон имеет указанное множество отличающихся поверхностей (операция 504). Операция 504 может быть осуществлена с использованием натяжной системы, которая растягивает указанное множество элементарных нитей, и нагревательной системы, которая нагревает указанное множество элементарных нитей. При осуществлении операции 504 указанное множество элементарных нитей могут быть удлинены и утончены посредством растяжения. Растяжение указанного множества элементарных нитей может вызвать соединение друг с другом различных элементарных нитей. Уплощение указанного множества элементарных нитей перед растяжением обеспечивает возможность получения из указанного множества элементарных нитей более плотно упакованной ленты из элементарных нитей. При осуществлении операции 50, указанное множество элементарных нитей могут быть нагреты на первом уровне тепла, выбранном для карбонизации указанного множества элементарных нитей и образования указанного множества аморфных углеродных волокон.
[0086] После этого указанное множество аморфных углеродных волокон могут быть преобразованы в множество графитизированных углеродных волокон, имеющих черный цвет, при этом каждое из указанного множества графитизированных углеродных волокон имеет указанное множество отличающихся поверхностей (операция 506). Операция 506 может быть осуществлена способом, аналогичным операции 506, но указанное множество аморфных углеродных волокон могут быть нагреты на втором уровне тепла, который выше, чем первый уровень тепла, чтобы вызвать графитизацию.
[0087] После этого множество аппретов могут быть нанесены на каждое графитизированное углеродное волокно из указанного множества графитизированных углеродных волокон (операция 508), после чего процесс прекращают. При осуществлении операции 508, отличающийся аппрет может быть нанесен на каждую отличающуюся отдельную поверхность каждого графитизированного углеродного волокна. Например, без ограничения, первый аппрет может быть нанесен на верхние поверхности указанного множества графитизированных углеродных волокон, а второй аппрет может быть нанесен на нижние поверхности указанного множества графитизированных углеродных волокон.
[0088] Со ссылкой на ФИГ. 6 представлена иллюстрация процесса преобразования множества элементарных нитей в графитизированное углеродное волокно, показанного в виде блок-схемы в соответствии с иллюстративным вариантом реализации. Процесс, показанный на ФИГ. 6, может быть реализован с использованием системы 104 обработки волокон по ФИГ. 1 или системы 200 обработки волокон, описанной в отношении ФИГ. 2.
[0089] Процесс может быть начат с размещения элементарной нити в первой печи (операция 600). Подают к элементарной нити первый уровень тепла для преобразования элементарной нити в аморфное углеродное волокно (операция 602).
[0090] После этого аморфное углеродное волокно размещают во второй печи (операция 604). Подают к аморфному углеродному волокну второй уровень тепла для преобразования аморфного углеродного волокна в графитизированное углеродное волокно, при этом второй уровень тепла выше, чем первый уровень тепла (операция 606), после чего процесс прекращают.
[0091] Со ссылкой на ФИГ. 7 представлена иллюстрация процесса нанесения аппретов на графитизированное углеродное волокно, показанного в виде блок-схемы в соответствии с иллюстративным вариантом реализации. Процесс, показанный на ФИГ. 7, может быть реализован с использованием системы 104 обработки волокон по ФИГ. 1 или системы 200 обработки волокон, описанной в отношении ФИГ. 2.
[0092] Процесс может быть начат посредством нанесения первого аппрета на первую поверхность графитизированного углеродного волокна с использованием устройства для нанесения аппрета на первую поверхность (операция 700). При осуществлении операции 700 устройство для нанесения аппрета на первую поверхность может быть выполнено в виде, например, без ограничения, ролика для нанесения аппрета, средства нанесения аппрета распылением, кисти для нанесения аппрета или устройства для нанесения какого-либо иного типа, которое обеспечивает возможность нанесения первого аппрета на одну поверхность графитизированного углеродного волокна.
[0093] После этого на вторую поверхность графитизированного углеродного волокна может быть нанесен второй аппрет с использованием устройства для нанесения аппрета на вторую поверхность (операция 702), после чего процесс прекращают. При осуществлении операции 702 устройство для нанесения аппрета на вторую поверхность может быть выполнено в виде, например, без ограничения, ролика для нанесения аппрета, средства для нанесения аппрета распылением, кисти для нанесения аппрета, химической ванны или устройства для нанесения какого-либо иного типа, которое обеспечивает возможность нанесения первого аппрета на отличающуюся поверхность графитизированного углеродного волокна, без влияния на первый аппрет, который уже нанесен на графитизированное углеродное волокно.
[0094] Блок-схемы и структурные схемы в различных изображенных вариантах реализации изобретения иллюстрируют конструкцию, архитектуру и функциональность некоторых возможных вариантов осуществления устройств и способов в иллюстративном варианте реализации. В этой связи, каждый блок в блок-схемах или структурных схемах может представлять модуль, сегмент, функцию и/или часть операции или этапа.
[0095] В некоторых альтернативных реализациях иллюстративного варианта изобретения, функция или функции, описанные в блоках, могут иметь место не в том порядке, который показан на фигурах чертежей. Например, в некоторых случаях, два блока, показанные последовательно, могут быть выполнены по существу одновременно, или блоки иногда могут быть выполнены в обратном порядке, в зависимости от используемой функциональности. Также, другие блоки могут быть добавлены в дополнение к блокам, показанным блок-схеме или структурной схеме.
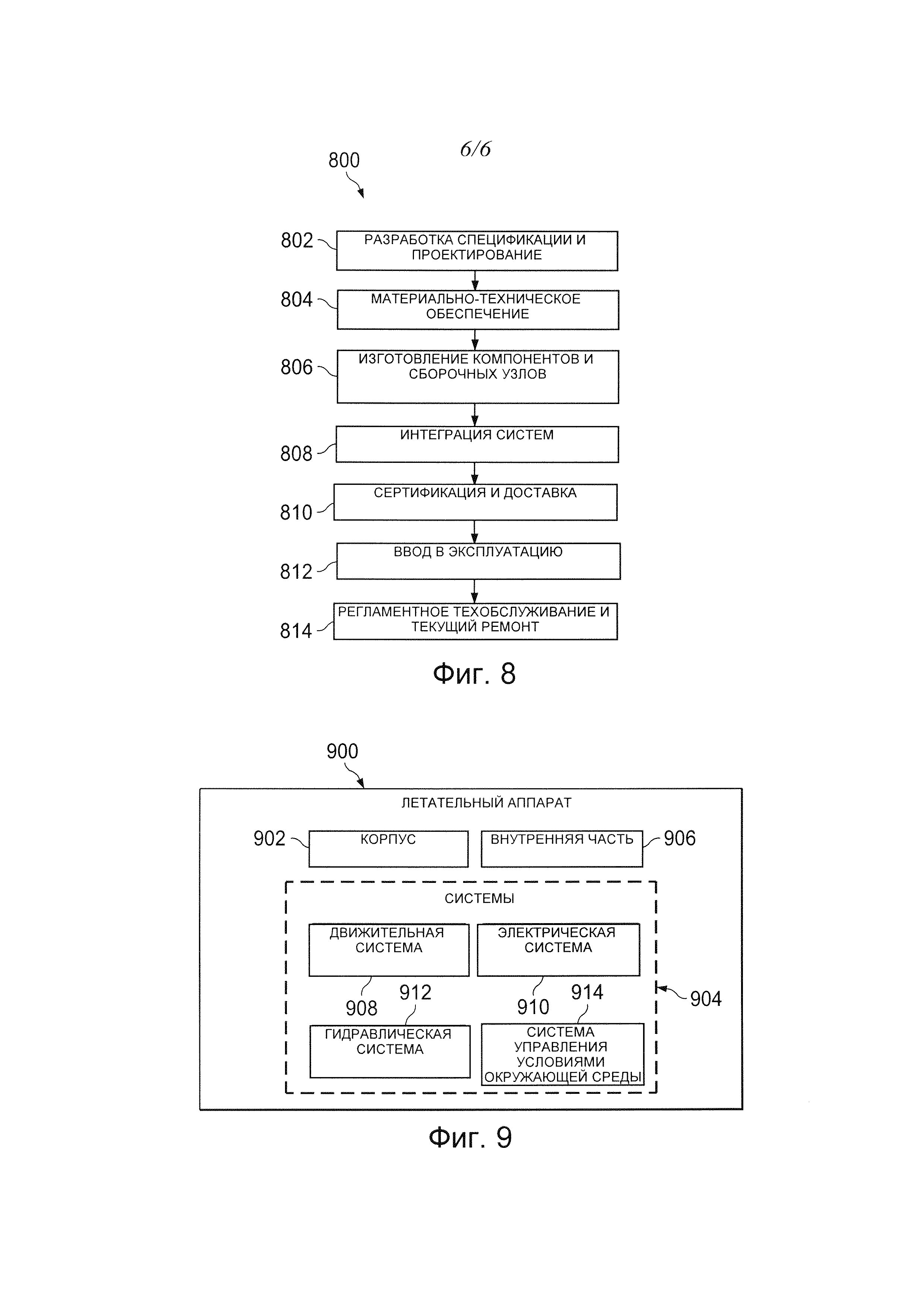
[0096] Иллюстративные варианты реализации раскрытия изобретения могут быть описаны в контексте способа 800 изготовления и обслуживания летательного аппарата, как показано на ФИГ. 8, и летательного аппарата 900, как показано на ФИГ. 9. Со ссылкой на ФИГ. 8, показана блок-схема способа изготовления и обслуживания летательного аппарата в соответствии с иллюстративным вариантом реализации. Во время подготовки к производству способ 800 изготовления и обслуживания летательного аппарата может включать в себя разработку спецификации и проектирование 802 летательного аппарата 900 по ФИГ. 9 и материально-техническое снабжение 804.
[0097] Во время производства имеет место изготовление компонентов и сборочных узлов, 806, и интеграция систем, 808, летательного аппарата 900 по ФИГ. 9. После этого летательный аппарат 900 по ФИГ. 9 может пройти этапы сертификации и доставки, 810, для ввода в эксплуатацию 812. В процессе эксплуатации 812 заказчиком летательный аппарат 900 по ФИГ. 9 проходит плановые регламентное техобслуживание и текущий ремонт, 814, которые могут включать в себя модификацию, ремонт, переоборудование и другое техобслуживание или текущий ремонт.
[0098] Каждый из процессов способа 800 изготовления и обслуживания летательного аппарата может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором. В указанных примерах оператор может являться заказчиком. Для целей настоящего описания системный интегратор может включать в себя, помимо прочего, любое количество производителей летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, помимо прочего, любое количество продавцов, субподрядчиков и поставщиков; а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.д.
[0099] Со ссылкой на ФИГ. 9 показана структурная схема летательного аппарата, в котором может быть реализован иллюстративный вариант реализации. В этом примере летательный аппарат 900 изготавливают способом 800 изготовления и обслуживания летательного аппарата по ФИГ. 8, и он может включать в себя корпус 902 множеством систем 904 и внутреннюю часть 906. Примеры систем 904 включают в себя одну или более из движительной системы 908, электрической системы 910, гидравлической системы 912 и системы 914 управления окружающей средой. Может быть включено любое количество других систем. Хотя показан пример, относящийся к аэрокосмической отрасли, различные иллюстративные варианты реализации настоящего изобретения могут быть реализованы в других отраслях промышленности, таких как автомобильная промышленность.
[00100] Устройства и способы, раскрытые в настоящем документе, могут быть использованы во время по меньшей мере одного из этапов способа 800 изготовления и обслуживания летательного аппарата по ФИГ. 8. В частности, система 104 обработки волокон, описанная в отношении ФИГ. 1, и система 200 обработки волокон, описанная в отношении ФИГ. 2 могут быть использованы для изготовления углеродных волокон 102 во время любого одного из этапов способа 800 изготовления и обслуживания летательного аппарата. Например, без ограничения, эти системы могут быть использованы для изготовления углеродных волокон 102 для использования при изготовлении композитов во время по меньшей мере одного из следующего: разработка спецификации и проектирование 802, материально-техническое снабжение 804, изготовление компонентов и сборочных узлов, 806, интеграция систем, 808, плановые регламентное техобслуживание и текущий ремонт 814 или какой-либо другой этап способа 800 изготовления и обслуживания летательного аппарата. Композиты могут быть использованы при сборке любой части вспомогательной детали летательного аппарата 900, включая корпус 902 и внутреннюю часть 906.
[00101] В одном иллюстративном примере компоненты или сборочные узлы, изготовленные во время изготовления компонентов и сборочных узлов, 806, по ФИГ. 8, могут быть изготовлены или произведены аналогично компонентам или сборочным узлам, изготовленным при нахождении летательного аппарата 900 в эксплуатации 1 по ФИГ. 8. В качестве еще одного примера, один или более вариантов реализации устройств, способов или их комбинации могут быть использованы во время этапов производства, например, изготовления компонентов и сборочных узлов, 806, и интеграции систем, 808, по ФИГ. 8. Один или более вариантов реализации устройств, способов или их комбинации могут быть использованы при нахождении летательного аппарата 900 в эксплуатации 812 и/или во время регламентного техобслуживания и ремонта 814 по ФИГ. 8. Использование ряда различных иллюстративных вариантов осуществления может существенно ускорить сборку летательного аппарата и/или уменьшить затраты на летательный аппарат 900.
Настоящее изобретение также изложено в следующих пунктах, которые не следует путать с формулой изобретения.
А1. Способ изготовления углеродного волокна, включающий:
приложение (402) давления (124) к элементарной нити (121) для изменения формы (126) поперечного сечения элементарной нити (121) и создания множества отличающихся поверхностей (130) на элементарной нити (121);
преобразование (404) элементарной нити (121) в графитизированное углеродное волокно (142), имеющее указанное множество отличающихся поверхностей (130); и
нанесение (406) множества аппретов (145) на указанное множество отличающихся поверхностей (130) графитизированного углеродного волокна (142), при этом указанное множество аппретов (145) включает в себя по меньшей мере два разных аппрета.
А2. Также предложен способ по параграфу А1, согласно которому приложение (402) давления (124) к элементарной нити (121) включает:
приложение к элементарной нити (121) формующей силы с оказанием давления для изменения по существу круглой формы (126) поперечного сечения элементарной нити (121) на уплощенную форму с созданием таким образом верхней поверхности (131) и нижней поверхности (132) элементарной нити (121).
A3. Также предложен способ по параграфу А2, согласно которому нанесение (406) указанного множества аппретов (145) включает:
нанесение первого аппрета (144) на первую поверхность графитизированного углеродного волокна(142)и
нанесение второго аппрета (148), который отличается от первого аппрета (144), на вторую поверхность графитизированного углеродного волокна (142).
А4. Также предложен способ по параграфу А1, также включающий: экструзию полимера (118) через отверстие выдачной системы (106) с формованием элементарной нити (121).
А5. Также предложен способ по параграфу А4, согласно которому экструзия полимера (118) включает:
экструзию полиакрилонитрильного полимера (122) из указанного отверстия выдачной системы (106) с формованием элементарной нити (121), причем
элементарная нить (121) имеет белый цвет.
А6. Также предложен способ по параграфу А1, согласно которому преобразование элементарной нити (121) в графитизированное углеродное волокно (142) включает:
натяжение элементарной нити (121) с подачей первого уровня тепла (134) к элементарной нити (121) для образования аморфного углеродного волокна (136); и
натяжение аморфного углеродного волокна (136) с подачей второго уровня тепла (140) к аморфному углеродному волокну (136) для образования графитизированного углеродного волокна (142).
А7. Также предложен способ по параграфу А6, согласно которому натяжение элементарной нити (121) включает:
натяжение элементарной нити (121) с подачей первого уровня тепла (134) к элементарной нити (121) с использованием печи для образования аморфного углеродного волокна (136), имеющего серый цвет.
А8. Также предложен способ по параграфу А7, согласно которому натяжение аморфного углеродного волокна (136) включает:
натяжение аморфного углеродного волокна (136) с подачей второго уровня тепла (140) к аморфному углеродному волокну (136) с использованием печи для образования графитизированного углеродного волокна (142), имеющего черный цвет.
А9. Также предложен способ по параграфу А6, согласно которому натяжение аморфного углеродного волокна (136) включает:
натяжение аморфного углеродного волокна (136) с подачей второго уровня тепла (140) к аморфному углеродному волокну (136) с использованием печи для образования графитизированного углеродного волокна (142), причем
средняя внутренняя часть графитизированного углеродного волокна (142) остается аморфной.
А10. Также предложен способ по параграфу А1, согласно которому нанесение указанного множества аппретов (145) включает:
нанесение первого аппрета (144) на первую поверхность графитизированного углеродного волокна (142) с использованием ролика для нанесения первого аппрета (144) и
нанесение второго аппрета (148) на вторую поверхность графитизированного углеродного волокна (142) с использованием ролика для нанесения второго аппрета (148).
А11. Также предложен способ по параграфу А1, согласно которому приложение давления (124) к элементарной нити (121) включает:
приложение давления (124) к элементарной нити (121) для изменения по существу круглой формы (126) поперечного сечения элементарной нити (121) на одну из по существу овальной, эллиптической и прямоугольной со скругленными углами с увеличением таким образом площади открытой поверхности элементарной нити (121).
А12. Также предложен способ по параграфу А1, согласно которому приложение давления (124) к элементарной нити (121) обеспечивает уменьшение времени, необходимого для преобразования элементарной нити (121) в графитизированное углеродное волокно (142).
А13. Также предложен способ по параграфу А1, согласно которому нанесение указанного множества аппретов (145) включает:
нанесение первого аппрета (144) на первую поверхность графитизированного углеродного волокна (142) с использованием ролика (150) для нанесения аппрета и
нанесение второго аппрета (148) на вторую поверхность графитизированного углеродного волокна (142) с использованием химической ванны (155).
А14. Также предложен способ по параграфу А1, согласно которому нанесение указанного множества аппретов (145) включает:
нанесение каждого аппрета из указанного множества аппретов (145) на соответствующую отдельную поверхность из указанного множества отличающихся поверхностей (130) графитизированного углеродного волокна (142) с использованием по меньшей мере одного из следующего: ролик (150) для нанесения аппрета, средство (152) нанесения аппрета распылением, кисть (154) для нанесения аппрета или химическая ванна (155).
А15. Также предложен способ по параграфу А1, согласно которому нанесение указанного множества аппретов (145) включает:
нанесение по меньшей мере указанных двух разных аппретов по меньшей мере на две отличающиеся поверхности (130) одновременно.
А16. Также предложен способ по параграфу А1, согласно которому нанесение указанного множества аппретов (145) включает:
нанесение по меньшей мере двух разных аппретов на разные участки отдельной поверхности указанного множества отличающихся поверхностей (130).
А17. Также предложен способ по параграфу А1, согласно которому нанесение указанного множества аппретов (145) включает:
нанесение аппрета на первую поверхность и вторую поверхность одновременно.
А18. Часть летательного аппарата, собранного согласно способу по любому из пунктов А1-А17.
В1. Способ изготовления углеродного волокна, включающий:
экструзию полиакрилонитрильного полимера (122) через множество отверстий (116) выдачной системы (106) с формованием множества элементарных нитей (120);
уплощение каждой элементарной нити указанного множества элементарных нитей (120) с использованием системы (108) роликов для удлинения формы (126) поперечного сечения каждой элементарной нити (121) и создания множества отличающихся поверхностей (130) на каждой элементарной нити (121);
преобразование указанного множества элементарных нитей (120) в множество графитизированных углеродных волокон (142), при этом каждое из указанного множества графитизированных углеродных волокон (142) имеет указанное множество отличающихся поверхностей (130); и
нанесение множества аппретов (145) на каждое графитизированное углеродное волокно (142) из указанного множества графитизированных углеродных волокон (142), при этом указанное множество аппретов (145) включает в себя по меньшей мере два разных аппрета.
В2. Также предложен способ по параграфу В1, согласно которому преобразование указанного множества элементарных нитей (120) в множество графитизированных углеродных волокон (142) включает:
нагрев указанного множества элементарных нитей (120) на первом уровне тепла (134) с образованием множества аморфных углеродных волокон (135); и
нагрев указанного множества аморфных углеродных волокон (135) на втором уровне тепла (140) с образованием указанного множества графитизированных углеродных волокон (142), причем
второй уровень тепла (140) выше, чем первый уровень тепла (134).
В3. Также предложен способ по параграфу В2, также включающий: термическое окисление указанного множества элементарных нитей (120) на более
низком уровне тепла, чем первый уровень тепла (134) перед нагревом указанного множества элементарных нитей (120) на первом уровне тепла (134).
В4. Также предложен способ по параграфу В1, согласно которому нанесение указанного множества аппретов (145) включает:
нанесение первого аппрета (144) на верхнюю поверхность (131) каждого из указанного множества графитизированных углеродных волокон (142); и
нанесение второго аппрета (148) на нижнюю поверхность (132) каждого из указанного множества графитизированных углеродных волокон (142).
В5. Также предложен способ по параграфу В1, согласно которому нанесение указанного множества аппретов (145) включает:
нанесение каждого аппрета из указанного множества аппретов (145) на соответствующую отдельную поверхность из указанного множества отличающихся поверхностей (130) на каждом графитизированном углеродном волокне (142) указанного множества графитизированных углеродных волокон (142) с использованием по меньшей мере одного из следующего: ролик (150) для нанесения аппрета, средство (152) нанесения аппрета распылением, кисть (154) для нанесения аппрета или химическая ванна (155).
В6. Часть летательного аппарата, собранного согласно способу по любому из пунктов B1 - В6.
С1. Устройство, содержащее:
систему (108) роликов для приложения давления (124) к элементарной нити (121) для изменения формы (126) поперечного сечения элементарной нити (121) и создания множества отличающихся поверхностей (130);
нагревательную систему (112) для преобразования элементарной нити (121) в графитизированное углеродное волокно (142) и
множество устройств (113) для нанесения аппрета на поверхность для нанесения множества аппретов (145) на указанное множество отличающихся поверхностей (130) графитизированного углеродного волокна (142), при этом указанное множество аппретов (145) включает в себя по меньшей мере два разных аппрета.
С2. Также предложено устройство по параграфу С1, в котором устройство для нанесения аппрета на поверхность в указанном множестве устройств (113) для нанесения аппрета на поверхность включает в себя по меньшей мере одно из следующего: ролик (150) для нанесения аппрета, средство (152) нанесения аппрета распылением, кисть (154) для нанесения аппрета, химическая ванна (155).
С3. Также предложено устройство по параграфу С1, также содержащее:
натяжную систему (ПО) для натяжения элементарной нити (121) по меньшей мере при одном из следующих условий: перед нагревом элементарной нити (121), при нагреве элементарной нити (121) или после нагрева элементарной нити (121).
С4. Также предложено устройство по параграфу С1, в котором указанное множество отличающихся поверхностей (130) графитизированного углеродного волокна (142) содержит:
верхнюю поверхность (131) и
нижнюю поверхность (132).
С5. Также предложено устройство по параграфу С4, в котором указанное множество аппретов (145) содержит:
первый аппрет (144), подлежащий нанесению на верхнюю поверхность (131); и второй аппрет (148), подлежащий нанесению на нижнюю поверхность (132).
С6. Также предложено устройство по параграфу С1, в котором нагревательная система (112) выполнена с возможностью использования первого уровня тепла (134) для преобразования элементарной нити (121) в аморфное углеродное волокно (136) и второго уровня тепла (140) для преобразования элементарной нити (121) в графитизированное углеродное волокно (142).
С7. Также предложено устройство по параграфу С6, в котором аморфное углеродное волокно (136) имеет серый цвет, а графитизированное углеродное волокно (142) имеет черный цвет.
С8. Также предложено устройство по параграфу С6, в котором средняя внутренняя часть графитизированного углеродного волокна (142) остается аморфной.
С9. Также предложено устройство по параграфу С1, в котором элементарная нить (121) образована из полиакрилонитрильного полимера (122).
С10. Также предложено устройство по параграфу С1, в котором система (108) роликов содержит по меньшей мере один ролик, имеющий порошковое покрытие для защиты элементарной нити (121) и предотвращения прилипания элементарной нити (121) к системе (108) роликов.
С11. Также предложено устройство по параграфу С1, в котором нагревательная система (112) содержит:
первую печь для нагрева элементарной нити (121) на первом уровне тепла (134) с образованием аморфного углеродного волокна (136) и
вторую печь для нагрева элементарной нити (121) на втором уровне тепла (140) с образованием графитизированного углеродного волокна (142).
С12. Также предложено устройство по параграфу С1, также содержащее: выдачную систему (106), имеющую отверстие, через которое обеспечена возможность экструзии полимера (118) с формованием элементарной нити (121).
С13. Изготовление части летательного аппарата с использованием устройства по любому из пунктов С1-С12.
Описание различных иллюстративных вариантов реализации изобретения было представлено в целях иллюстрации, и это описание не является исчерпывающим или ограниченным раскрытыми формами реализации настоящего изобретения. Многие модификации и изменения будут очевидны специалистам в данной области техники. Кроме того, различные иллюстративные варианты реализации изобретения могут обеспечивать различные признаки по сравнению с другими иллюстративными вариантами реализации изобретения. Вариант или варианты реализации изобретения выбраны и описаны для того, чтобы лучше объяснить принципы его осуществления, практического применения и дать представление специалистам о различных вариантах с различными модификациями, которые подходят для конкретного использования.
Реферат
Изобретение относится к способу и устройству для изготовления углеродного волокна. Способ включает приложение давления к элементарной нити из полиакрилонитрильного полимера для изменения формы поперечного сечения элементарной нити и создания множества отличающихся поверхностей на элементарной нити. Элементарную нить преобразуют в графитизированное углеродное волокно, имеющее указанное множество отличающихся поверхностей. Множество аппретов наносят на указанное множество отличающихся поверхностей графитизированного углеродного волокна, при этом указанное множество аппретов включает в себя по меньшей мере два разных аппрета. Обеспечивается возможность более плотного соединения друг с другом элементарных нитей углеродного волокна, что обеспечивает получение более плотного пластика, армированного плотно упакованными углеродными волокнами, что приводит к более высокой жесткости детали и может привести к уменьшению веса деталей, изготовленных с использованием углеродных волокон. 4 н. и 26 з.п. ф-лы, 9 ил.
Комментарии