Формовочное устройство - RU2132418C1
Код документа: RU2132418C1
Чертежи
Описание
Изобретение касается формовочного устройства для осуществления метода с использованием окисей амина (аминоксидного метода) при формовании по сухо-мокрому способу, содержащего фильеру, имеющую прядильные отверстия для экструзии элементарных нитей, емкость для жидкости осадительной ванны, элемент для образования пучков, предусмотренный в осадительной ванне для соединения экструдированных элементарных нитей в пучки, и воздушный зазор, определяемый как расстояние от фильеры до поверхности жидкости осадительной ванны.
Техника формования по сухо-мокрому способу заключается в общих чертах в том, что прядильную массу экструдируют через формовочный инструмент, например фильеру, в среду, которая не является осаждающей для прядильной массы, например воздух или инертный газ, причем в случае применения фильеры образуются элементарные нити, вытягиваемые в указанной среде и направляемые затем в жидкость осадительной ванны (в осадительную ванну), в которой элементарные нити коагулируют.
Под аминоксидным методом понимается в общем получение целлюлозных формованных изделий с использованием окисей амина. При этом целлюлозу растворяют в смеси третичной окиси амина и воды, раствор формуют с помощью формовочного инструмента и пропускают через водную осадительную ванну, в которой целлюлозу высаживают. В качестве окиси амина в первую очередь применяют N-метилморфолин-N- оксид (NMMO). Другие окиси амина описаны, например, в ЕР-А-0553070. Способ приготовления формуемых целлюлозных растворов известен, например, из ЕР-А-0356419.
Осуществление аминоксидного метода формования по сухо-мокрому способу известно, например, из DE-A-2913589.
Из WO 93/19230 и WO 95/04173 заявителя известен предпочтительный вариант осуществления аминоксидного метода и устройство для изготовления целлюлозных волокон, согласно которому раствор целлюлозы формуют в третичной окиси амина в нагретом состоянии и вводят сформованный раствор через газообразную среду (воздух) в осадительную ванну для высаживания содержащейся в растворе целлюлозы, причем нагретый сформованный раствор перед подачей в осадительную ванну охлаждают. Охлаждение осуществляется непосредственно после формования и предпочтительно заключается в горизонтальном обдувании воздухом целлюлозного формованного изделия. Предложенный способ позволяет осуществлять формование целлюлозного раствора с большой плотностью нитей, при этом не происходит склеивания формуемых нитей после выхода из фильеры.
DD-A-218121 также касается формования по сухо-мокрому способу для изготовления целлюлозных волокон из растворов целлюлозы в третичных окисях амина. Согласно этому способу раствор целлюлозы также формуется в воздушном зазоре, т.е. в промежутке между фильерой и поверхностью жидкости осадительной ванны, вытягивается и подается в водную осадительную ванну. В DD-A-218121 упоминается, что воздушный зазор можно уменьшить без отрицательных последствий для устойчивого протекания процесса формования, если в раствор целлюлозы перед формованием добавить полиалкиленовый эфир. Небольшой воздушный зазор предпочтителен, так как уменьшается опасность склеивания свежеэкструдированных элементарных нитей.
В ЕР-А-0574870 описано формование по сухо-мокрому способу с обработкой растворов целлюлозы в третичных окисях амина и указано на преимущество малого воздушного зазора. Этот способ позволяет согласно данным в описательной части указанной патентной заявки осуществлять формование при малом воздушном зазоре и большом количестве прядильных отверстий на единицу площади. Несмотря на такие параметры в процессе формования не происходит склеивания элементарных нитей. Контактирование сформованных элементарных нитей с жидкостью осадительной ванны рекомендуется осуществлять в прядильной воронке. Жидкость осадительной ванны пропускается через указанную прядильную воронку параллельным с элементарными нитями потоком. Ось прядильной воронки проходит, по существу, перпендикулярно плоскости фильеры, и поток жидкости осадительной ванны направлен сверху вниз, причем поток в общем и целом создается за счет свободного падения жидкости осадительной ванны.
Вытягивание (вытяжка) свежеэкструдированных элементарных нитей согласно ЕР-А-0574870 достигается тем, что элементарные нити получают ускорение и достигают своей скорости вытяжки благодаря протеканию жидкости осадительной ванны через прядильную воронку.
Недостатком этого известного формовочного устройства является то, что воронкообразующая трубка прядильной воронки своим относительно узким диаметром определяет для пропускания пучка элементарных нитей верхний предел в отношении его общего поперечного сечения, который к тому же для промышленного осуществления способа установлен слишком низко. По опыту заявителя данной заявки величина диаметра, равная 6 мм, как она указана в качестве примера в ЕР-А-0574870, позволяет пропускать через воронку лишь такой пучок, который состоит максимально из ста элементарных нитей, поскольку через воронку необходимо подавать и жидкость осадительной ванны. Это означает, в свою очередь, что при использовании подобной прядильной воронки можно применять только фильеру, имеющую максимально сто прядильных отверстий.
Если же, с другой стороны, использовать широкую фильеру, имеющую не одну тысячу прядильных отверстий, например такую, какая описана заявителем в австрийском патенте АТ-В-397.392, то воронкообразная трубка должна быть соответственно больше, вследствие чего опять-таки намного увеличивается расход циркулирующей жидкости осадительной ванны. Большой расход жидкости осадительной ванны приводит к появлению турбулентных потоков в последней, что нарушает формование по сухо-мокрому способу.
В GB-A-1,017,855 описано устройство для формования синтетических полимеров по сухо-мокрому способу. Здесь также рекомендовано использование прядильной воронки, через которую параллельным потоком с экструдируемыми волокнами пропускается жидкость осадительной ванны. Фильера находится примерно на 0,5 см выше поверхности осадительной ванны.
Задачей изобретения является создание устройства, позволяющего конструктивно просто и при хорошей формуемости (высокая устойчивость процесса формования) осуществить аминоксидный метод формования по сухо-мокрому способу, причем под хорошей формуемостью следует понимать как можно более высокую, максимально достижимую конечную вытяжку (минимально возможный титр) перед обрывом нити. Другой мерой формуемости является длительность процесса формования без возникновения дефектов, требующих технического устранения. Кроме того, даже при использовании фильер с высокой плотностью расположения отверстий исключается склеивание свежеэкструдированных элементарных нитей в воздушном зазоре и достигается по возможности постоянный титр (незначительные колебания титра).
Предлагаемое
согласно изобретению формовочное устройство для осуществления аминоксидного метода формования по сухо-мокрому способу, содержащее фильеру, имеющую прядильные отверстия для экструзии элементарных нитей;
обдувочное приспособление, с помощью которого осуществляется охлаждение экструдированных элементарных нитей непосредственно после выхода их из прядильных отверстий; емкость с жидкостью осадительной
ванны; элемент для образования пучков, предусмотренный в осадительной ванне для соединения экструдированных элементарных нитей в пучок, и воздушный зазор, определяемый как расстояние от фильеры до
поверхности жидкости осадительной ванны, отличается тем, что элемент для образования пучков находится на таком расстоянии от фильеры, что угол (α), образуемый элементарными нитями с
перпендикуляром к поверхности жидкости осадительной ванны, равен максимально 45o , и что соблюдено соотношение
0,1 + 0,005 l ≤ 0,7 • d0 • (h - l)/h,
где d0 - расстояние (мм) между прядильным отверстием и соответствующим соседним с ним прядильным отверстием на фильере;
h - расстояние (мм) от элемента для образования
пучков до фильеры;
l - воздушный зазор,
причем 0,4 мм ≤ d0 ≤ 2 мм; 0 мм < 1 < 60 мм.
Оказалось, что задача изобретения может быть решена при таком выполнении используемого формовочного устройства, когда соблюдаются оба упомянутых выше критерия (равенство угла α максимально 45o и удовлетворение указанным неравенствам). При использовании фильер с большой плотностью расположения отверстий необходимо охлаждать свежеэкструдированные элементарные нити непосредственно после выхода их из прядильных отверстий. Такое охлаждение уже известно специалистам (см., например, WO 95/04173 заявителя).
Предпочтительная форма выполнения формовочного устройства согласно изобретению отличается тем, что элемент для образования пучков выполнен в виде отклоняющего элемента, на котором происходит не только соединение элементарных нитей в пучок, но и их отклонение.
Целесообразным оказалось такое выполнение отклоняющего элемента, когда он не вращается при отклонении элементарных нитей. Таким образом, согласно этой форме выполнения не предусматривается применение вращающегося ролика или валика в качестве отклоняющего элемента. Благодаря этому элементарные нити при их обрыве не наматываются на отклоняющий элемент. Это обеспечивает осуществление аминоксидного метода.
Другой предпочтительный вариант выполнения предложенного формовочного устройства отличается тем, что угол α не превышает 20o. Оказалось, что для обеспечения устойчивости процесса формования по сухо-мокрому способу очень важно, чтобы угол вытягивания α в воздушном зазоре был как можно меньшим и предпочтительно не превышал 20o. Это позволяет снизить до минимума опасность склеивания элементарных нитей в зоне между фильерой и поверхностью осадительной ванны и повысить устойчивость процесса формования.
Изобретение касается также формовочного устройства для осуществления аминоксидного метода формования по сухо-мокрому способу, содержащего фильеру, имеющую прядильные отверстия для экструзии элементарных нитей; обдувочное приспособление, с помощью которого осуществляется охлаждение экструдированных элементарных нитей непосредственно после выхода их из прядильных отверстий; емкость с жидкостью осадительной ванны; отклоняющий элемент, предусмотренный в осадительной ванне для соединения в пучок и отклонения экструдированных элементарных нитей, и воздушный зазор, определяемый как расстояние от фильеры до поверхности жидкости осадительной ванны, которое отличается тем, что отклоняющий элемент выполнен не вращающимся при отклонении элементарных нитей.
Следующая целесообразная форма выполнения формовочного устройства согласно изобретению заключается в том, что фильера содержит корпус, выполненный по существу в форме тела вращения и имеющий в центре подвод для охлаждающего газа; подвод для раствора целлюлозы; кольцеобразный формующий вкладыш с прядильными отверстиями и отражательный диск для направления потока охлажденного газа на элементарные нити, экструдируемые из прядильных отверстий, в результате чего поток охлаждающего газа поступает на элементарные нити по существу перпендикулярно.
Это позволяет осуществлять формование при еще большей плотности расположения отверстий и одновременно эффективно предотвращать склеивание свежеэкструдированных элементарных нитей в воздушном зазоре. Охлаждение кольцеобразного множества элементарных нитей путем обдувания охлаждающим воздухом известно из WO 95/04173 заявителя.
Еще одна предпочтительная форма выполнения предложенного согласно изобретению формовочного устройства заключается в том, что емкость с жидкостью осадительной ванны связана с подъемным приспособлением, с помощью которого емкость может перемещаться в вертикальном направлении к фильере и от нее, в результате чего изменяется расстояние 1, и что элемент для образования пучков установлен так, что расстояние h несмотря на упомянутое перемещение остается постоянным.
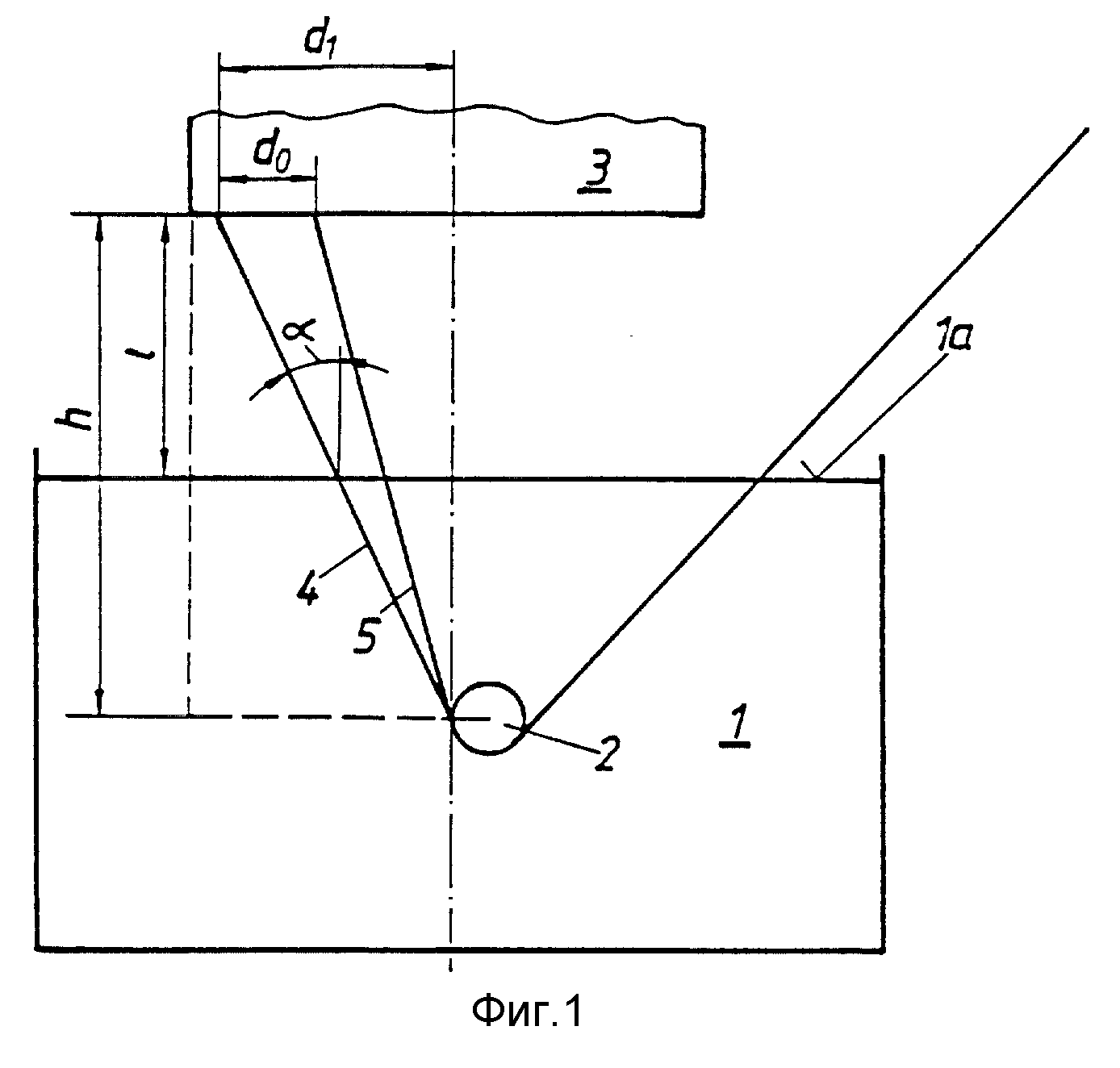
На фиг. 1, 2 и 3 поясняется вариант осуществления изобретения, где дано общее изображение сухо-мокрого способа формования вместе с параметрами, важными для предложенного согласно изобретению соотношения.
На фиг.1 позицией 1 обозначена емкость для жидкости осадительной ванны, причем поверхность жидкости осадительной ванны показана позицией 1а. В процессе формования прядильная масса
экструдируется через фильеру 3, а экструдированные элементарные нити 4, 5 через воздушный зазор 1 вытягиваются в жидкость осадительной ванны, в которой они коагулируют. На отклоняющем элементе 2,
который представляет собой невращающийся цилиндрический стержень, коагулированные элементарные нити соединяются в пучки, отклоняются и отводятся наискось вверх. В качестве воздушного зазора 1
определено расстояние от нижней стороны фильеры 3 до поверхности 1а жидкости осадительной ванны. Охарактеризованный выше угол, образуемый элементарными нитями с перпендикуляром к поверхности жидкости
осадительной ванны, обозначен как α.
Позицией 4 обозначена элементарная нить, вышедшая из прядильного отверстия, расположенного на внешней кромке кругового кольца, образованного
прядильными отверстиями фильеры 3. d1 является радиусом (мм) окружности, ограничивающей наружу образованное прядильными отверстиями круговое кольцо, d0 обозначает расстояние от
данного прядильного отверстия до соседнего с ним прядильного отверстия 5, причем имеется в виду расстояние между соответствующими центрами двух соседних прядильных отверстий, h обозначает расстояние
от отклоняющего элемента 2 до фильеры 3, а l - воздушный зазор.
Согласно изображенной на фиг.1 форме выполнения емкость 1 установлена на подъемном приспособлении (не показано), с помощью которого емкость 1 можно перемещать в вертикальном направлении и тем самым простым образом изменять величину воздушного зазора.
Оказалось особенно рациональным не закреплять отклоняющий элемент 2 на емкости 1, а предусмотреть возможность перемещения емкости 1 при одновременном обеспечении постоянства расстояния h. Таким простым способом можно изменять воздушный зазор 1, сохраняя постоянным расстояние h. Это значительно упрощает наладку предложенного формовочного устройства.
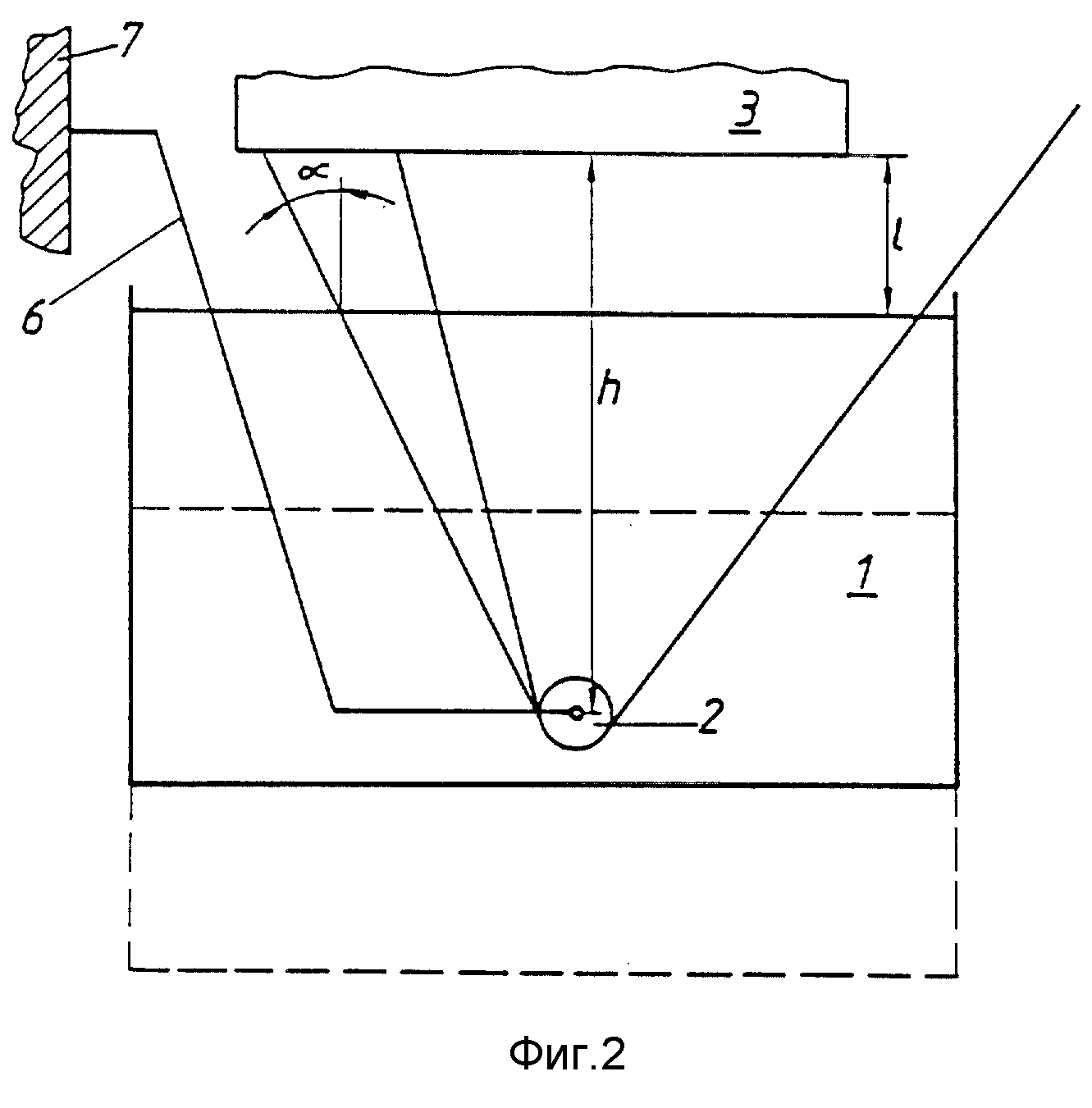
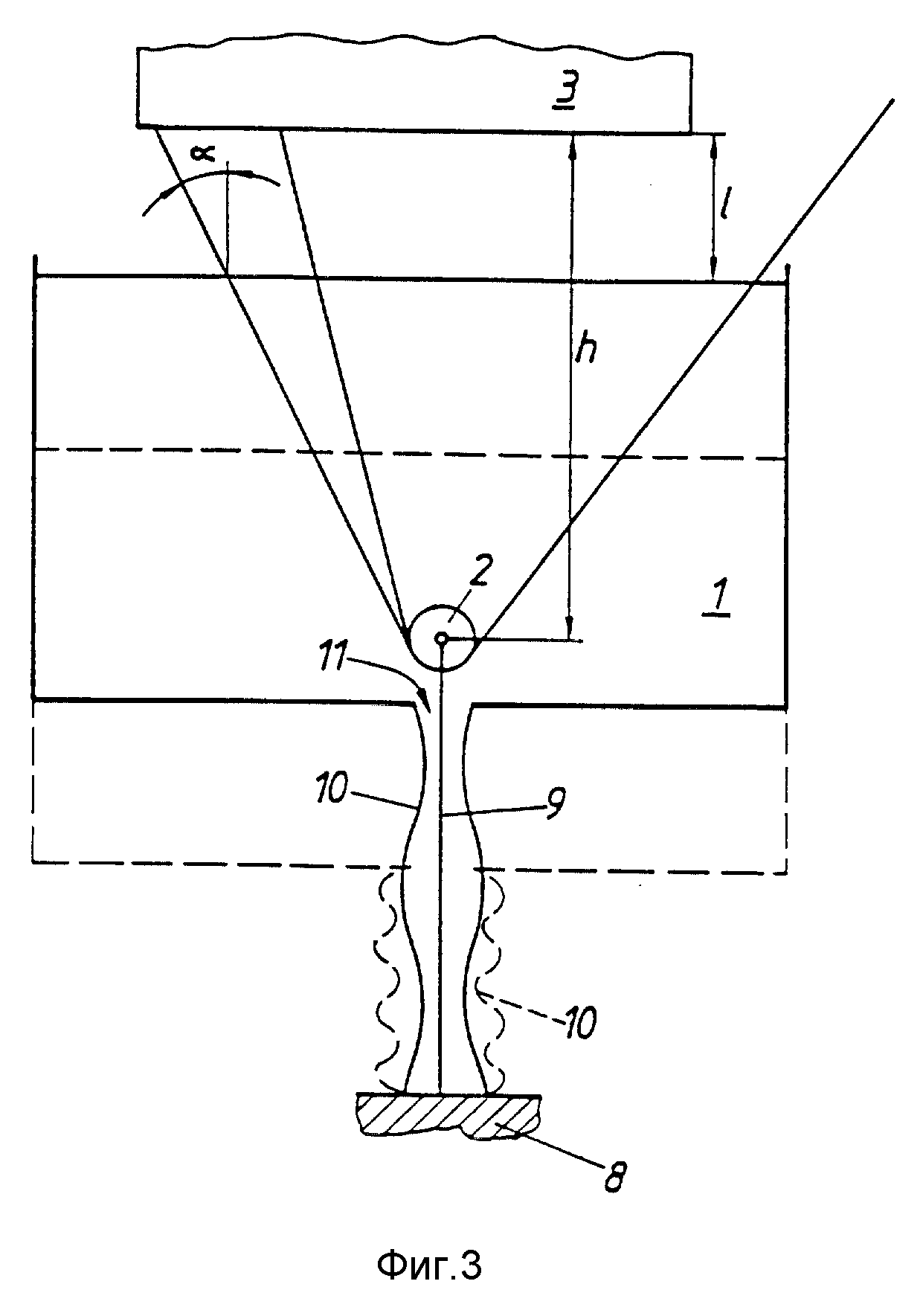
На фиг. 2 и 3 показаны другие формы выполнения формовочного устройства согласно изобретению.
На фиг.2 показано в сущности то же формовочное устройство, что и на фиг. 1, причем одинаковые детали обозначены одинаковыми позициями. Невращающийся отклоняющий элемент 2 посредством неподвижно закрепленного кронштейна 6 соединен со стационарным элементом 7, который не связан с емкостью 1 и при подъеме или опускании емкости 1 не движется вместе с ней. Элемент 7 может представлять собой, например, стенку. На фиг.2 показаны два положения емкости 1, причем более низкое положение показано пунктиром. Устройство для подъема и опускания емкости 1 не показано. Из фиг.2 явствует, что подъемом и опусканием емкости 1 можно уменьшить или увеличить воздушный зазор, причем расстояние h остается неизменным.
На фиг. 3 показана еще одна форма выполнения предложенного согласно изобретению формовочного устройства. В этом варианте выполнения отклоняющий элемент 2 жестко закреплен на основании 8 посредством неподвижного кронштейна 9. Последний проходит через соответствующее отверстие 11, выполненное в емкости 1. Во избежание утечки жидкости из емкости 1 предусмотрен уплотнительный кожух 10, который при опускании емкости 1 посредством не показанного на чертеже устройства просто складывается.
Более подробно изобретение поясняется приведенными ниже примерами 1, 2, 3 и 4, причем примеры 1 и 2 иллюстрируют влияние угла α на формуемость растворов целлюлозы. Пример 4 свидетельствует о положительном действии невращающегося отклоняющего элемента на формуемость.
Пример 1. Использовалось формовочное устройство, которое в основном соответствовало фиг. 1, однако в качестве элемента для образования пучков применялась прядильная воронка согласно ЕР-А-0574870. Фильера соответствовала описанной в заявке WO 95/04173, на которую выше была сделана ссылка.
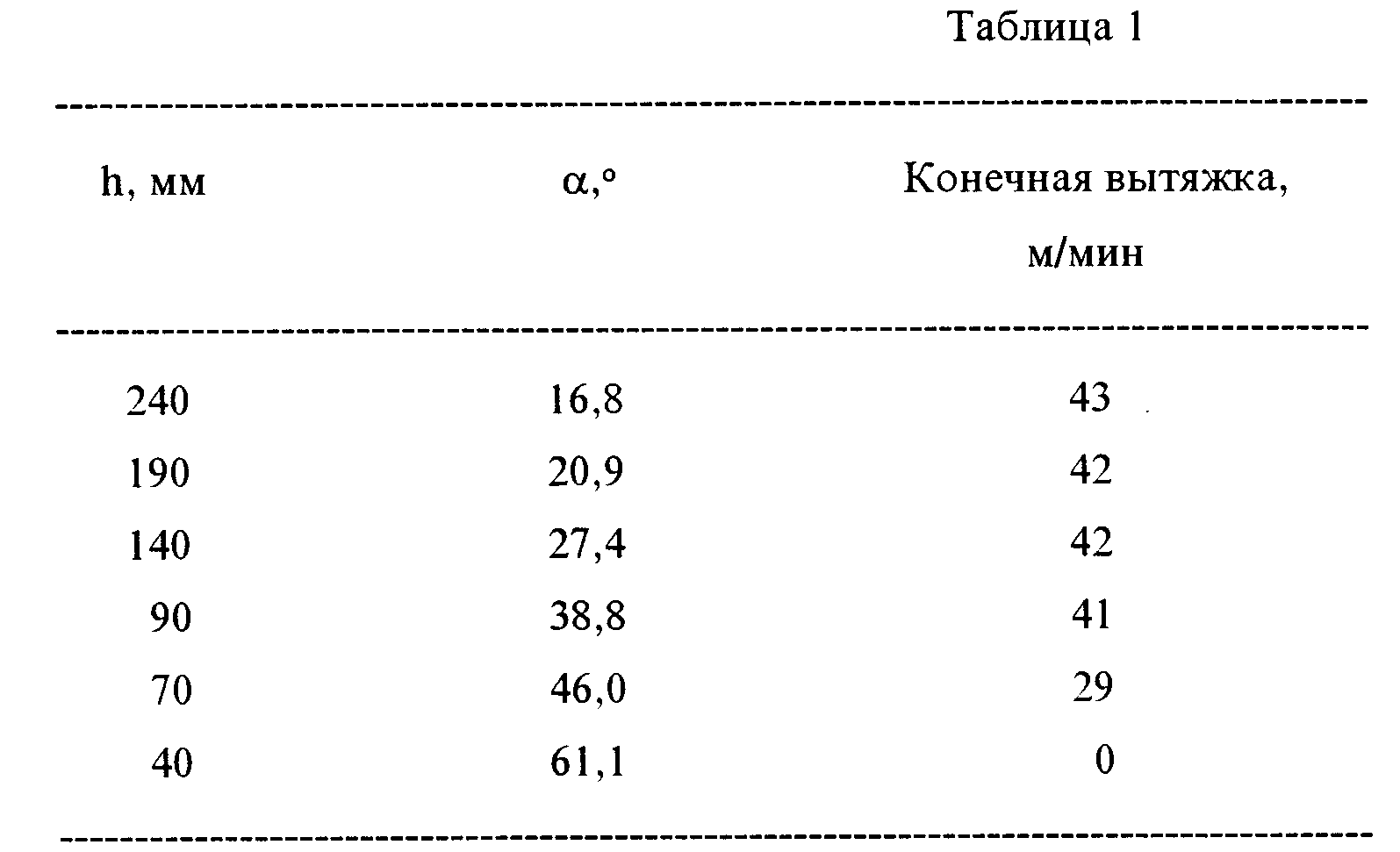
Указанная известная фильера (количество отверстий 3960: диаметр отверстий 100 мкм; наружный диаметр фильеры - крайний ряд отверстий - d1 = 145 мм) содержит корпус, выполненный по существу в форме тела вращения и имеющий в центре подвод для охлаждающего газа, подвод для растворов целлюлозы (13,5% целлюлозы; температура 120oC), кольцеобразный, изготовленный методом глубокой вытяжки формующий вкладыш из благородного металла с прядильными отверстиями, выполненный с корытообразным поперечным сечением, и отражательный диск для направления потока охлаждающего газа на целлюлозные элементарные нити, экструдируемые из прядильных отверстий (съем 0,025 г/мин), причем поток охлаждающего газа (24 м3 /ч) поступает на экструдированные целлюлозные элементарные нити по существу перпендикулярно. Прядильные отверстия на формующем вкладыше расположены в основном на одинаковых расстояниях друг от друга (расстояние между отверстиями d0 = 1000 мкм). Длина воздушного зазора 1 равна 15 мм. Воздух в воздушном зазоре имел температуру 24,5oC и водосодержание 4,5 г воды на 1 кг воздуха.
Было проведено несколько опытов формования, причем при постоянном воздушном зазоре 1 варьировали расстояние h от точки соединения в пучки на воронке (переход от цилиндрической
трубки до собственно воронки) до поверхности фильеры, соблюдая соотношение
0,1 + 0,005 l≤ 0,7• d0 • (h - l)/h,
в котором l = 15 и d0 =
1000.
В каждом опыте измеряли максимально достижимую конечную вытяжку, т.е. максимальную скорость вытяжки элементарных нитей при их обрыве. Результаты приведены в табл. 1 (табл. 1-3 см. в конце описания).
Из табл. 1 видно, что в процессе формования с углом примерно до 40o не наблюдается уменьшения конечной скорости вытяжки и связанного с этим ухудшения формуемости. Однако, начиная, примерно, с угла 45o, максимальная конечная скорость вытяжки явно снижается. При величине угла около 61o формование раствора уже невозможно.
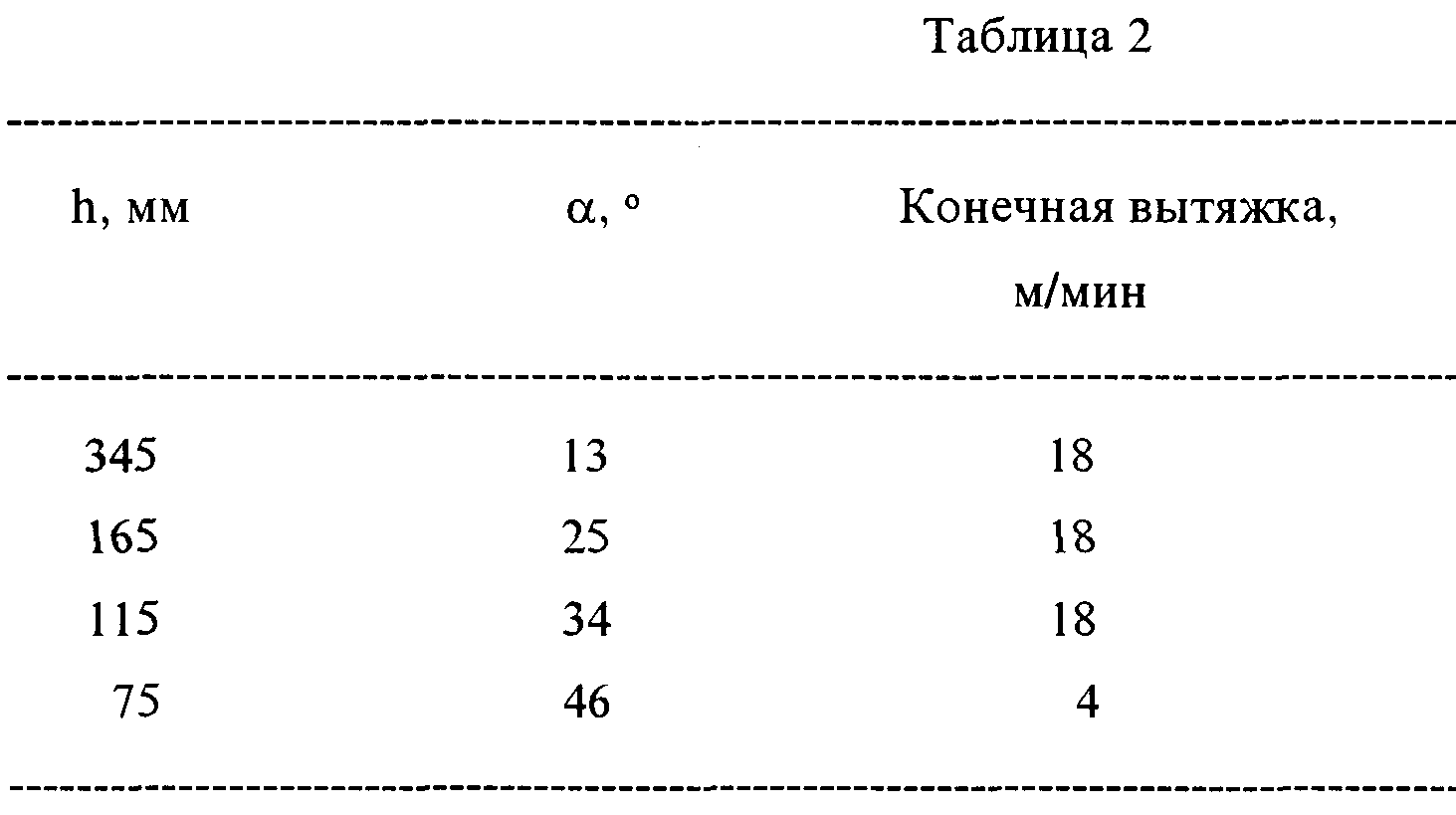
Пример 2. Использовалось формовочное устройство, которое соответствовало фиг. 2, а в качестве фильеры применялась фильера, схематично описанная в WO 95/04173 (количество отверстий 28392; диаметр отверстий 100 мкм; наружный диаметр фильеры - крайний ряд отверстий - d1=155 мм; расстояние между отверстиями d0=500 мкм).
Применяемый раствор целлюлозы содержал 13,5% целлюлозы и имел температуру 120oC. Съем составлял 0,025 г/мин. Длина воздушного зазора 1 была равна 20 мм. Воздух в воздушном зазоре имел температуру 12oC и водосодержание 5 г воды на 1 кг воздуха.
Элементарные нити отклонялись на цилиндрическом невращающемся стержне 2 и выводились из осадительной ванны наискось вверх.
При постоянном воздушном зазоре 1 также варьировали расстояние h и аналогично примеру 1 определяли максимальную конечную скорость вытяжки и угол α. Результаты приведены в табл. 2.
Как видно из табл.2, при изменении угла α от 13 до 34o уменьшения максимальной конечной скорости вытяжки не происходит. Однако при увеличении угла α до 46o конечная скорость вытяжки, т.е. формуемость, резко снижается. При дальнейшем уменьшении расстояния h (и, следовательно, угла α) формовать раствор уже невозможно.
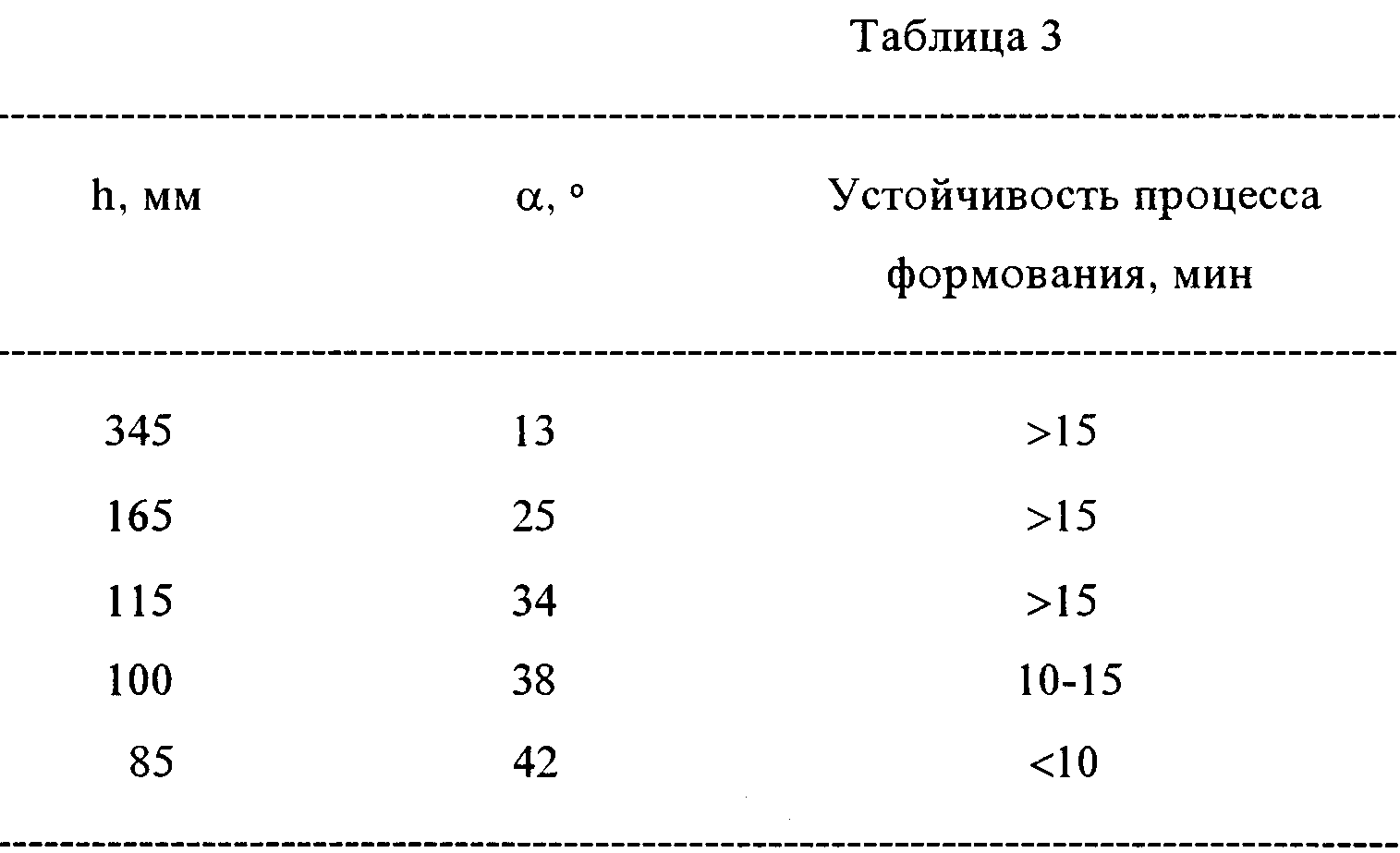
Пример 3. Использовалось то же формовочное устройство, что и в примере 2, но воздушный зазор 1 был постоянно установлен на 30 мм.
Также варьировали расстояние h. На основании возникающих дефектов формования (обрывы элементарных нитей, повышенное склеивание нитей друг с другом) характеризовали устойчивость процесса формования раствора в заданных условиях.
Устойчивость процесса формования считается высокой, когда в течение более чем 15 мин практически не возникает дефектов формования. Если же на протяжении 15 мин или уже раньше появляются частые дефекты, то формование в технических масштабах возможно только при постоянном техническом контроле.
Далее устойчивость процесса формования характеризуется указанием времени, причем в приведенной ниже табл.3 обозначение ">15 мин" означает, что обеспечивалась хорошая формуемость (дефекты формования на протяжении 15 мин практически отсутствовали). А обозначение "<10 мин", например, означает, что до истечения 10 мин после начала формования возникают значительные дефекты, вынуждающие прерывать процесс.
Из табл.3 видно, что при величинах расстояния h до 115 мм обеспечивается хорошая формуемость. При дальнейшем уменьшении величины h соотношение, выведенное согласно изобретению, уже не выполняется и формуемость резко ухудшается. Это имеет место в двух последних опытах. Такое ухудшение режима формования наступает в данном примере уже при величине угла α явно ниже 45o.
Пример 4. В экспериментальной установке для изготовления целлюлозных волокон аминоксидным методом на многочисленных отдельных опытах с предложенным согласно изобретению формовочным устройством исследовались также вид и способ отклонения элементарных нитей в осадительной ванне.
Испытывались вращательно-симметричные вращающиеся отклоняющие элементы самых различных конструкций (ролики со стеклянными палочками, имеющими гладкую или ребристую поверхность). В процессе этих опытов всякий раз приходилось констатировать, что как только отклоняющий элемент начинал вращаться вокруг своей оси, за короткий промежуток времени происходило наматывание элементарных нитей на отклоняющий ролик. Причина такого наматывания очевидно в том, что в осадительной ванне время от времени происходят отдельные обрывы нитей, которые подхватываются вращающимся отклоняющим роликом, увлекаются им и за счет захватывания других элементарных нитей образуют все большие намотки.
При этом сформованные элементарные нити повреждаются, так как необходимо удалять намотки ниток с отклоняющего ролика путем механического вмешательства, что приводит к ухудшению конечного продукта.
Оказалось, что при использовании вращающегося отклоняющего ролика по истечении менее 30 мин приходится прерывать процесс формования для удаления волокон, намотанных на отклоняющий ролик.
Если при сохранении прочих параметров устранить вращение отклоняющего элемента, закрепив его, например, неподвижно, намоток практически уже не происходит. Оказалось, что в этом случае непрерывность процесса формования может поддерживаться несколько часов подряд. Таким образом, следует избегать применения вращающихся отклоняющих элементов. Для обеспечения бесперебойной работы необходимо выполнять по возможности все отклоняющие элементы невращающимися.
Реферат
Изобретение касается осуществления аминоксидного метода формования по сухо-мокрому способу и представляет собой формовочное устройство, содержащее фильеру, имеющую прядильные отверстия для экструзии элементарных нитей; обдувочное приспособление, с помощью которого осуществляется охлаждение экструдированных элементарных нитей непосредственно после выхода их из прядильных отверстий; емкость с жидкостью осадительной ванны; элемент для образования пучков, предусмотренный в осадительной ванне для соединения экструдированных элементарных нитей в пучок, и воздушный зазор, определяемый как расстояние от фильеры до поверхности жидкости осадительной ванны, отличающееся тем, что элемент для образования пучков находится на таком расстоянии от фильеры, что угол α, образуемый элементарными нитями с перпендикуляром к поверхности жидкости осадительной ванны, равен максимально 45o и что соблюдено соотношение 0,1+ 0,005≤0,7•dо • (h-1)/h, где dо - расстояние (мм) между прядильным отверстием и соответствующим соседним с ним прядильным отверстием на фильере; h - расстояние (мм) от элемента для образования пучков до фильеры; 1 - воздушный зазор (мм), причем 0,4 мм≤dо ≤ 2 мм и 0 < 1 < 60 мм. Изобретение позволяет повысить устойчивость формования конструктивно простым устройством. 2 с. и 5 з.п.ф-лы, 3 ил., 3 табл.
Формула
0,1 + 0,005 l ≤ 0,7•d0 • (h - 1)/h,
где d0 - расстояние (мм) между прядильным отверстием и соответствующим соседним с ним прядильным отверстием на фильере (3);
h - расстояние (мм) от элемента (2) для образования пучков до фильеры (3);
l - воздушный зазор (мм),
причем 0,4 мм ≤ d0 ≤ 2 мм и 0 < l < 60 мм.
Комментарии