Способ обработки лубоволокнистых материалов - RU2371527C1
Код документа: RU2371527C1
Чертежи
Описание
Изобретение относится к текстильной промышленности, а именно к способам обработки лубоволокнистых материалов, например волокон льна, конопли, крапивы, джута и других.
Известен способ обработки лубоволокнистых материалов, включающий рыхление материала, его помещение в водную среду, гидродинамическую обработку этого материала и последующее удаление обработанного материала из водной среды, при этом гидродинамическое воздействие на материал осуществляют в импульсном режиме от источника в виде электроимпульсного (электрогидравлического) разряда в жидкости с целью получения котонина [1].
Недостатком известного способа, в котором непосредственно котонизацию осуществляют электрогидравлическим методом, является относительно низкий к.п.д. обработки, что приводит к увеличению энергозатрат на обработку, и последние напрямую связаны с количеством подаваемых разрядов от источника электроимпульсного воздействия.
Более близким к предложенному способу по технической сущности и достигнутому результату является способ обработки лубоволокнистого материала (льняного волокна), включающий рыхление материала, его помещение в водную среду, гидродинамическую обработку водной смеси материала и удаление последнего из водной среды, при этом гидродинамическую обработку осуществляют в импульсном режиме посредством искрового разряда в жидкости с использованием гидродинамических компонентов этого разряда - ударной волны, ультразвука. В способе для увеличения к.п.д. разряда используют промывочную жидкость до обработки и замачивающую промывочную жидкость для снижения удельной проводимости водной среды при производстве разрядов [2].
Недостатком способа является то, что гидродинамическое ударно-волновое воздействие осуществляют от одного вида источника воздействия в виде электроимпульсного разряда в жидкости.
При этом значительное количество энергии в начальной стадии гидродинамической обработки затрачивается на разрушение как внутренней (древесной в виде костры), так и внешней (кожицы, кутикулы, коры) части элементов стебля, и лишь потом осуществляется непосредственно котонизация (выделение связанных пектином волокон). Таким образом, только в последней стадии обработки импульсная ударно-волновая энергия затрачивается именно на котонизацию, и это сказывается на качестве котонина.
Кроме того, при электроимпульсном пробое в смеси «вода-волокно» после канальной стадии пробоя на смесь воздействуют следующие основные базовые факторы, вызванные расширяющимся парогазовым пузырем, - гидропоток и ударно-волновое возмущение, причем в смеси «вода-волокно» с плотностью волокна ~1,5 г/см3 затруднено образование типичной ударной волны, характерной для электрогидравлического эффекта. Вследствие этого по объему смеси распространяется ударно-волновое импульсное возмущение (в виде усреднения между ударной волной и ультразвуком) с амплитудой положительной (зона сжатия) части волны большей, чем амплитуда отрицательной (зона разряжения) части волны.
По сущности электроимпульсного воздействия основным элементом в котонизации является коротковолновое ударно-волновое импульсное воздействие с высоким коэффициентом полезного действия (к.п.д.) для обработки именно волокнистой части короткого льноволокна. В способе [2] гидродинамической обработки элементы волокна с различной размерностью составных частей обрабатываются одним и тем же электрогидравлическим (электроимпульсным) воздействием, что и является основным недостатком способа.
Технический результат предложенного способа заключается в повышении качества при одновременном снижении энергоемкости процесса котонизации (т.е. приведение волокна в хлопкоподобное состояние) лубоволокнистого материала, повышение к.п.д. обработки и, соответственно, производительности процесса. Этот технический результат достигается тем, что в способе обработки лубоволокнистых материалов осуществляют рыхление материала, помещают его в водную среду, проводят гидродинамическую обработку смеси «вода-волокно», удаляют обработанное волокно из водной среды и, согласно изобретению, гидродинамическую обработку осуществляют последовательно от различных видов источников гидродинамического воздействия, а последовательное гидродинамическое воздействие от разных видов источников осуществляют сначала при непрерывном режиме волнового воздействия, а затем в импульсном режиме ударно-волнового воздействия, и эти режимы воздействия осуществляют с различными амплитудами давления, а именно амплитуда давления положительной фазы волны в непрерывном режиме меньше, чем амплитуда давления положительной фазы волны в импульсном режиме.
Длительность положительной фазы волны в непрерывном режиме больше, чем длительность положительной фазы волны в импульсном режиме.
В непрерывном режиме гидродинамическую обработку осуществляют в сантиметровом диапазоне длин волн, а в импульсном режиме - в миллиметровом диапазоне длин волн.
Гидродинамическую обработку в непрерывном режиме осуществляют от ультразвукового источника, а в импульсном - от источника в виде электроимпульсного разряда в жидкости.
Гидродинамическую обработку в непрерывном и импульсном режимах осуществляют в различных водных средах.
После гидродинамической обработки в импульсном режиме от источника в виде электроимпульсного разряда в жидкости проводят дополнительную обработку в непрерывном режиме от ультразвукового источника.
Кроме того, между рыхлением и помещением материала в водную среду проводят обработку материала СВЧ-излучением. При этом обработку СВЧ-излучением проводят в непрерывном режиме в диапазоне частот от 3 до 30 ГГц.
Последовательность процедуры гидродинамической обработки от различных видов источников обусловлена как особенностями физики гидродинамического разнопараметрического воздействия на среду в виде гетерогенной смеси «вода-волокно», так и различием в эффективности воздействия в зависимости от места расположения и характеристик источника воздействия. Благодаря использованию различных видов источников гидродинамического воздействия возможно достижение эффективного результата обработки как за счет варьирования мест (объема) воздействия, так и волновых характеристик гидродинамической нагрузки.
По существу первоначальный этап гидродинамической обработки выполняет функции замачивания волокна с одновременным выделением растворимой части волокна, его очистки от примесей (солей, остатков почвы и т.п.), очистки от ненужных элементов волокна (костры) и ослабления связей, препятствующих ускорению процесса котонизации (кутикулы, кожицы, лигнина и пектиносодержащих связей). Этот этап котонизации требует определенного времени (обычно 3-8 минут) и существенно (в 1,5-2 раза) ускоряется за счет воздействия волнового гидродинамического воздействия.
Непрерывный режим гидродинамического волнового воздействия осуществляют перед импульсным режимом ударно-волнового воздействия именно для повышения эффективности разделения гетерогенной массы с приоритетом воздействия на древесную составляющую лубоволокнистого материала, поскольку наиболее «крупные» по размерности элементы волокна обладают меньшей стойкостью (с позиций разрушаемости) к воздействиям типа «+», «-» (по амплитудам волн сжатия и разряжения) без цикла паузы, характерной для импульсного гидродинамического воздействия.
Амплитуда давления положительной фазы волны в непрерывном режиме выбирается меньшей, чем амплитуда давления волны в импульсном режиме для того, чтобы учитывать принципы «размерности» и «атравматичности» при присутствии феномена, характерного только для лубоволокнистых материалов (в частности, волокон льна), заключающегося в увеличении их прочностных характеристик (~ на 40%) во влажном состоянии, по сравнению с сухим волокном льна. При этом для разделения элементов волокна с большей размерностью требуемая амплитуда давления должна быть меньше, чем для обработки элементов волокна с меньшей размерностью. Таким образом осуществляется принцип избирательности воздействия по амплитудному давлению для древесной и волокнистой частей пучка волокна.
Кроме того, при таком подходе в различных давлениях в непрерывном и импульсном воздействии реализуется принцип атравматичности (во влажном состоянии волокон) по отношению к волокнам пучка. Помимо этого количество циклов существования отрицательной фазы (многократно больших по количеству при непрерывном режиме, чем при импульсном) волнового воздействия способствует ослаблению связей (в основном пектиносодержащих) между элементарными волокнами волокнистой части пучка. Именно поэтому, для эффективного процесса котонизации (а чем больше будет выделено элементарных волокон из пучка, тем качественнее осуществлен процесс котонизации) амплитуда положительной фазы давления в импульсном режиме превосходит (и достаточно значительно) амплитуду воздействия в непрерывном режиме. При импульсном режиме гидродинамического воздействия положительная амплитуда достигает значений 150-250 МПа, а при непрерывном 8-12 МПа.
Длительность положительной фазы волны при непрерывном режиме выбирается большей, чем длительность положительной фазы волны при импульсном режиме для учета размерных частей обрабатываемого материала, поскольку на первой стадии котонизации из смеси «удаляются» элементы с большей размерностью, чем во второй (финишной) стадии котонизации.
Выбор такого различия в длительности волн целиком обусловлен учетом различия размерных факторов волокнистой части (10-25 мкм для элементарного волокна) и остатков древесной составляющей стебля (0,7-1,3 мм при толщине стебля 1-2 мм).
В непрерывном режиме гидродинамическую обработку осуществляют в сантиметровом диапазоне волн, а в импульсном - в миллиметровом диапазоне длин волн для того, чтобы учесть влияние продольных и особенно поперечных волн, которые распространяются вдоль пучка.
В воде не распространяются поперечные волны, но при гидродинамической обработке эти волны возбуждаются в элементах обрабатываемого материала. Поскольку средняя длина элементарных волокон ≈30 мм, то для эффективного ослабления связей (и соответственно, выделения волокон) необходима поперечная волна миллиметрового диапазона, а для разрушения значительно более крупных остатков костры - поперечная и продольная волны сантиметрового диапазона. Так, например, при возбуждении в водной среде волновых колебаний с длиной продольной волны ~6,8 см, длина поперечной волны в пучке составит порядка 3,2 см, а при импульсной ударно-волновой нагрузке, с длиной волны ~4,5 мм (в воде), происходит возбуждение поперечных волн в волокне с длиной волны ~2 мм. По размерности длин волокон такая длина волны наиболее удобна для ослабления связей между волокнами. Волокно подвергается не только воздействию продольной волны (амплитудная нагрузка), но и поперечной волны (волновая нагрузка).
Кроме того, длина волны в 2 мм выбрана для того, чтобы учесть необходимость обработки волокон с минимальными продольными размерами (например, минимальный продольный размер элементарного волокна льна 2-2,5 мм)
Благодаря тому что гидродинамическую обработку в непрерывном режиме осуществляют от ультразвукового источника, а в импульсном - от источника в виде электроимпульсного разряда в жидкости, обеспечивается существенное повышение эффективности процесса обработки за счет «разделения видов работ»: ультразвук - для удаления солей, костры, грязи, кутикулы и т.п. и начала разделения волокон, а также ускорения процесса замачивания с удалением растворимой части волокон, а электроимпульсный разряд в жидкости - для котонизации, т.е. дальнейшего ослабления как пектиносодержащих, так и механических связей между элементарными волокнами в пучке.
Ультразвуковое воздействие, в том числе, подготавливает волокно к эффективному электроимпульсному воздействию, значительно снижая удельную проводимость смеси «вода-волокно», в том числе и за счет удаления физически связанного воздуха из волокнистой массы.
Благодаря проведению дополнительной обработки материала от ультразвукового источника осуществляемой в непрерывном режиме после обработки от источника в виде электроимпульсного разряда в жидкости, производится как дополнительная очистка волокнистой массы от продуктов эрозии электродов, так и ориентирование элементарных волокон для их оптимального размещения на рабочей поверхности сушильных устройств роторного типа. Функция ориентирования волокна существенным образом снижает энергоемкость работы оборудования для осушения, разрыхления и подготовки волокна к формированию пряжи.
Поскольку сущность котонизации заключается в разделении элементарных волокон друг от друга при максимально возможном сохранении их целостности, то центральным звеном для получения высокого качества котонина является ослабление пектиносодержащих связей, т.е. тех связей, которые склеивают как элементарные волокна в пучке, так и пучки между собой. Благодаря обработке материала (на подготовительной стадии процесса котонизации) СВЧ-излучением между рыхлением и помещением материала в водную среду, происходят предварительные ослабления пектиносодержащих связей за счет поглощения СВЧ-энергии физически связанной водой (до 8-12% в льноволокне) волокна и, соответственно, протекание процесса микровзрывного кипения этой воды.
Благодаря тому что обработку СВЧ-излучением проводят в непрерывном режиме подачи на объект обработки сверхвысокочастотной энергии в диапазоне частот от 3 до 30 ГГц, можно эффективно подготавливать волокно к базовому этапу котонизации за счет обработки движущейся массы (именно поэтому используется непрерывный режим) волокна с учетом к.п.д. поглощения и толщины слоя волокна. Например, излучение с частотой 30 ГГц используется для слоя 8-10 мм, а 3 ГГц - для слоя материала в 10-20 см. Этим учитывается соотношение размерности слоя и длины волны СВЧ-энергии для соблюдения оптимального соотношения от 1:1 до 1:3 между длиной электромагнитной волны и размером обрабатываемой массы материала. Помимо этого интенсивность и частота этой обработки напрямую связана с эффективностью времени воздействия - от 10 секунд до 2 минут, соответственно, для частот в 30 и 3 ГГц.
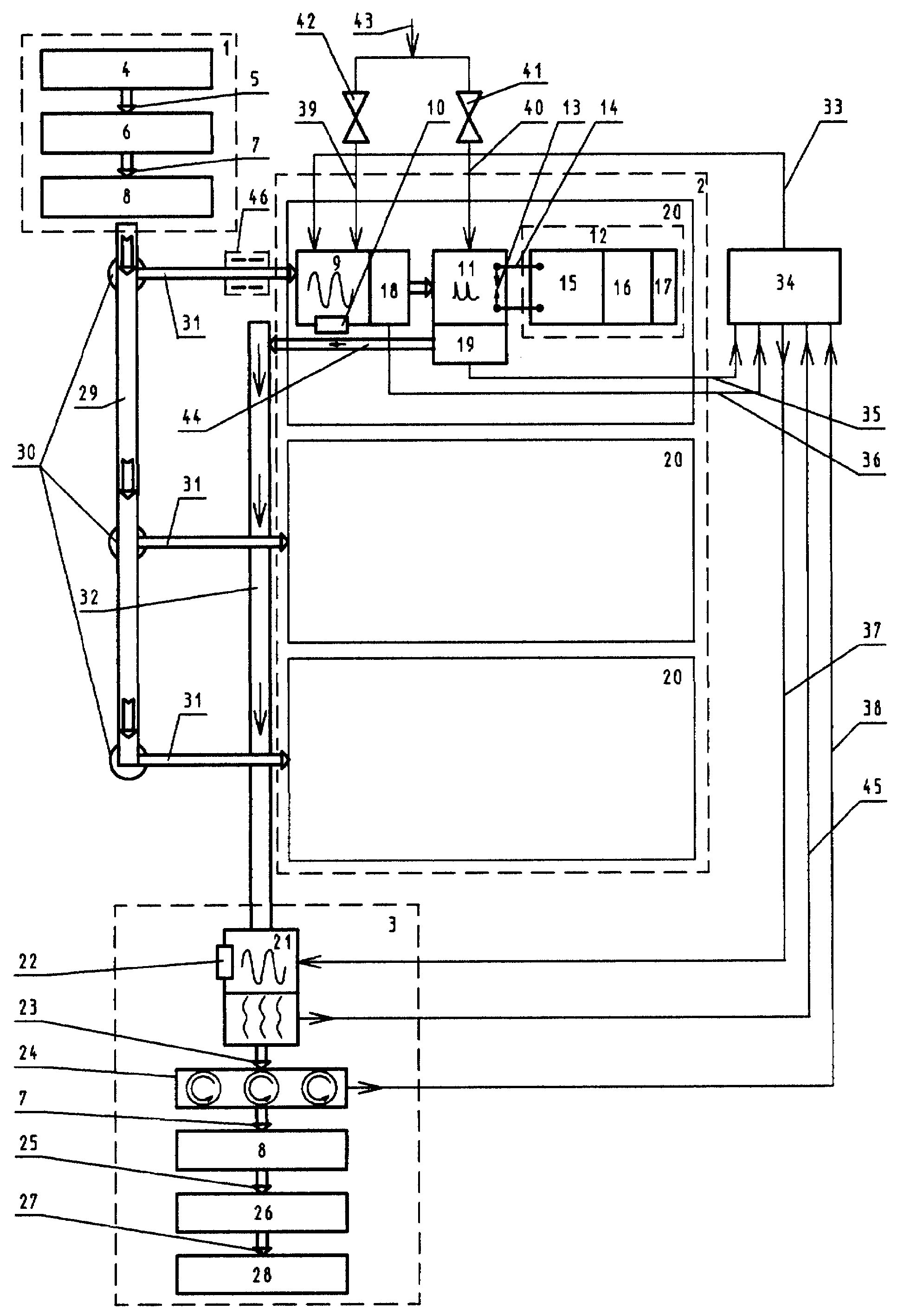
Сущность предложения поясняется чертежом, на котором представлено устройство для реализации предложенного способа в виде технологической линии котонизации короткого льноволокна.
Технологическая линия котонизации состоит из 3-х базовых участков: участка 1 предварительной обработки, участка 2 ударно-волновой обработки и участка 3 финишной обработки.
Участок 1 содержит разборщик 4 кип (не показаны), например, типа РК-140-ЛП, наклонный транспортер 5, распределительный транспортер (не показан) питатель 6 (например, типа П-1), подающий транспортер 7 и слоеформирующий бункер 8.
Участок 2 содержит емкость 9 для замачивания и ультразвуковой обработки смеси «вода-волокно» с источником 10 гидродинамической обработки в непрерывном режиме воздействия в виде ультразвука в диапазоне от 2·104 до 2·105 Гц (например, в виде УЗ-генератора типа МЛ 10-2.0 с магнитострикционным преобразователем), емкость 11, для гидродинамической обработки смеси «вода-волокно» в импульсном режиме ударно-волнового воздействия с источником 12 электроимпульсного разряда в жидкости. Источник 12 включает в себя размещенную в емкости 11 электроразрядную систему 13, кабельную группу 14 для подвода импульсной энергии, конденсаторный блок 15, блок 16 высоковольтного питания и управляющий процессор 17.
Участок 2 с ультразвуковым источником 10, приспособлением 18 для отжима и отделения волокон от воды, емкость 11 с электроимпульсным источником 12 и приспособлением 19 для отжима (отделение волокон от воды) составляют в целом блок 20 ударно-волновой обработки.
В составе участка 2 может быть несколько (от 1-го до 20-ти) блоков 20 (на чертеже их количество равно трем) в соответствии с необходимой производительностью.
Участок 3 содержит емкость 21 финишной очистки от продуктов эрозии электроразрядной системы 13 и ориентирования волокон с ультразвуковым источником 22, подающим транспортером 23, осушителем волокна 24 центробежного типа, наклонный транспортер 7, слоеформирующий бункер 8, подающий транспортер 25, лентоформирующая машина 26, финишный транспортер 27 и рулонный механизм 28.
Участок 1 сообщен с участком 2 посредством транспортера 29 подачи волокна с раздаточными приспособлениями 30 и транспортером 31 порционной подачи волокна в блоки 20. Участок 2 сообщен с участком 3 транспортером 32 подачи обработанного волокна в емкость 21.
Блок 20 участка 2 сообщен магистралью 33 подачи очищенной воды в емкость 9 из централизованного накопительного блока 34 оборотной воды. Емкости 9 и 11 сообщены магистралями 35 и 36 подачи отработанной воды в накопительный бак 34. Емкость 21 сообщена подающей магистралью 37 с накопительным баком 34, который сообщен откачивающей магистралью 38 с осушителем 24. Емкости 9 и 11 блока 20 сообщены магистралью 39 и 40 закачки воды через подающие вентили 41 и 42 центральной линии 43 подачи воды. Связи других блоков 20 участка 2 с линией 43 и накопительным блоком 34 аналогичны и на чертеже не показаны.
Участок 2 посредством разгрузочного транспортера 44 сообщен с транспортером 32 подачи волокна на участок 3, а емкость 21 участка 3 сообщена откачивающей магистралью 45 с блоком 34.
Промежуточным звеном между участками 1 и 2 является излучатель 45 СВЧ-энергии (например, рупорного типа), который размещен над порционным транспортером 31.
В качестве источника СВЧ-энергии (не показан) используется стандартное оборудование магнетронного типа с мощностью непрерывного излучения не более 2 кВт.
Заявленный способ поясняется описанием на примере работы технологической линии для котонизации короткого льноволокна.
Предварительно подготовленное короткое льноволокно (состоящее, например, из очесов, элементов тресты, технического волокна №3 и 4) в стандартных кипах (не показаны) поступает на разборщик 4 участка 1 и после разборки на разрывных гребнях (не показаны) и рыхления на колковом барабане (не показан) разборщика 4 через смесительный транспортер 5 волокно поступает на питатель 6, где происходит формирование слоя необходимой толщины льноволокна, которое посредством подающего транспортера 7 подается в слоеформирующий бункер 8. Из последнего волокно подается на раздаточный транспортер 29 и через раздаточное приспособление 30 волокно порционно (суммарный вес порции от 2 до 8 кг) подается на порционные транспортеры 31, которые осуществляют загрузку волокна в емкость 9. В зависимости от качества подготовленного сырья и базовой предназначенности технологической линии по виду выпускаемого котонина (из льноволокна, джута и т.п.) проводят обработку излучателем 46 слоя волокна по мере его продвижения транспортером 31 к емкости 9. Обычно обработку проводят на частоте 3 ГГц (длина волн ~10 см) при толщине порционного слоя ~20 см. Тип излучателя и соответствующие размеры волноводов (не показаны) подбирают для того или иного вида обрабатываемого материала. При удовлетворительном качестве исходного волокна (например, техническое волокно №4) СВЧ-обработку материала не производят. Вода для замачивания волокна в емкость 9 подается (в начале работы технологической линии) из магистрали 39. В течение 2-6 минут в емкости 9 осуществляется замачивание волокна с одновременным воздействием на смесь «вода-волокно» гидродинамическим волновым полем в непрерывном режиме от источника 10 ультразвука. После окончания этого этапа обработки льноволокна производится удаление воды (отжим) посредством приспособления 18 для отжима (любого типа) и волокно поступает (любым из известных способов, например посредством опрокидывания емкости 9) в емкость 11 для электроимпульсной ударно-волновой обработки. Отработанная в емкости 9 вода через магистраль 35 поступает в накопительный бак 34 очистки оборотной воды. В емкости 11 происходит импульсная гидродинамическая обработка в режиме ударно-волнового воздействия, порождаемого парогазовым расширяющимся пузырем электрического разряда в межэлектродном промежутке (не показан) электроразрядной системы 13. Пульсации парогазового пузыря порождают вторичные ударно-волновые возмущения, увеличивающие эффективность обработки. Электрическая импульсная энергия подается на систему 13 по кабельной группе 14 от конденсаторного блока 15, зарядка которого осуществляется от блока 16 высоковольтного питания. Энергетический уровень воздействия на смесь «вода-волокно» устанавливается на процессоре 17 управления, на котором регулируется частота (обычно от 1,5 до 3 Гц) подачи импульсов, уровень зарядки (обычно в диапазоне от 15 до 45 кВ). Накопительная энергия конденсаторного блока 15 при таких методах воздействия выбирается от 0,5 до 4 кДж. К.п.д. выделения энергии также подбирается за счет варьирования величин разрядного промежутка обычно от 0,5 до 5 см. При таком объеме варьирования амплитудно-частотного (а также к.п.д.) диапазона ударно-волнового импульса воздействия, можно подбирать для каждого вида (короткое льноволокно, крапива, конопля, джут и др.) лубоволокнистого материала наиболее эффективный режим (с высоким к.п.д. и низкой энергоемкостью) котонизации, и при этом согласовать эти характеристики с оптимальным весовым соотношением обрабатываемой смеси «вода-волокно» в диапазоне, соответственно, от 10:1 до 40:1.
Посредством варьирования величины межэлектродного промежутка и уровня установки напряжения обеспечивается необходимый уровень пробивной напряженности поля и соответствующий уровень напряжения для инициирования требуемой длины волны ударно-волнового воздействия в миллиметровом диапазоне длин волн.
После обработки в емкости 11 волокно отжимают посредством приспособления 19 отжима, и затем обработанное волокно поступает любым способом (например, за счет опрокидывания в емкость 11 или посредством транспортера 44) на разгрузочный транспортер 32, а отработанная вода через магистраль 35 поступает в централизованный бак 34 оборотной воды. Работа других блоков 20 участка 2 осуществляется аналогичным образом.
Для разветвления в пространстве потоков волокна по транспортерам 31 и 32, последний размещен ниже по вертикали, чем транспортер 31. Волокно по разгрузочному транспортеру 32 поступает в емкость 21 участка 3. Емкость 21 выполнена с уменьшающимся проходным сечением в направлении осушителя 24 для ориентирования (посредством увеличения скорости потока) направления укладки волокон на рабочих поверхностях (не показаны) осушителя 24 и, соответственно, уменьшения вероятности появления с валков котонизированного волокна. Для улучшения процесса ориентирования волокон в одном направлении (по ходу потока) волокно в емкости 21 дополнительно обрабатывается ультразвуковым воздействием от источника 22, и при этом производится очистка волокна от остатков продуктов эрозии элементов электродной системы 13. В течение первых двух часов работы технологической линии ультразвуковая обработка может не производиться (из-за незначительного количества продуктов эрозии элементов электродной системы 13 и при условии оптимального протекания процесса ориентирования волокон. Вода в емкость 21 поступает из накопительного блока 34. Использованная вода в емкости 21 возвращается в накопительный блок 34 как по магистрали 38 (через осушитель 24), так и по дополнительной магистрали 45, выполняющей функцию создания принудительного направления потока в емкости 21 в сторону осушителя 24. Волокно из емкости 21 посредством подающего транспортера 23 поступает в осушитель 24, а из него - в слоеформирующий бункер 8 (конструкция аналогична слоеформирующему бункеру 8 участка 1) посредством подающего транспортера 7 (конструкция также аналогична транспортеру 7 участка 1). Из бункера 8 через подающий транспортер 25 волокно поступает на лентоформирующую машину 26 и затем посредством транспортера 27 - в рулонный механизм 28, в котором формируются рулоны (не показаны) ленты котонина. Эти рулоны являются входной паковкой производственных потоков выработки льняной или смесовой пряжи, ассортимент и качество которой определяются качеством котонина, в основном зависящим от длины, линейной плотности элементарных волокон и степени расщепления волокнистого пучка.
Использование предлагаемого способа обработки на базе совокупности электрофизических методов воздействия на лубоволокнистые материалы позволяет получить котонин высокого качества с линейной плотностью не хуже 0,3 текс при оптимальном уровне энергоемкости процесса обработки. Полученный этим способом котонин может быть использован не только для высококачественной льняной или смесовой пряжи, но и в качестве экологически чистого звукопоглощающего материала в автомобилях.
Источники информации
1. Патент РФ №2280720, кл. D01B 1/10, D01G 21/00, опублик. 27.07.2006 г.
2. Патент РФ №2246564, кл. D01B 1/42, D06B 3/00, опублик. 20.02.2005 г.
Реферат
Изобретение относится к текстильной промышленности. Способ обработки лубоволокнистых материалов предусматривает рыхление материала, его помещение в водную среду, гидродинамическую обработку материала последовательно от различных видов источников гидродинамического воздействия. Сначала гидродинамическую обработку проводят от ультразвукового в непрерывном режиме волнового воздействия, а затем от источника импульсов в режиме ударно-волнового воздействия (электроразряд в смеси «вода-волокно»). Амплитуда давления положительной фазы волн в непрерывном режиме меньше, чем амплитуда давления положительной фазы волн в импульсном режиме. После обработки материал удаляют из воды. Возможны также подготовительная обработка материала с воздействием на него СВЧ-излучения и финишная обработка ультразвуком для однонаправленного ориентирования волокон. Изобретение обеспечивает получение высококачественного котонина при оптимальном уровне энергоемкости котонизации. 7 з.п. ф-лы, 1 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ обработки льняного волокна
Комментарии