Трафарет для высверливания отверстий - RU2598753C2
Код документа: RU2598753C2
Чертежи


Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к трафарету (листу со схемой расположения отверстий) для высверливания отверстий, который применяют для высверливания отверстий в многослойной панели или многослойной печатной плате.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Общепринятым способом высверливания отверстий в многослойной панели или многослойной печатной плате, которые применяют для изготовления плат с печатным монтажом, является способ, в соответствии с которым поверх одной или множества многослойных панелей или многослойных печатных плат помещают один лист, алюминиевой фольги или лист, полученный нанесением слоя полимерной композиции на поверхность алюминиевой фольги (далее в предлагаемом описании этот лист называется "трафаретом для высверливания отверстий"), применяемый в качестве армирующей пластины, и затем высверливают отверстия. Следует отметить, что, несмотря на то что в качестве многослойной панели обычно применяют многослойный материал, плакированный медью, на внешнем слое "многослойной панели" медная фольга может отсутствовать.
В последние годы наряду с требованиями повышения надежности и повышения плотности расположения компонентов на платах с печатным монтажом, также выдвигаются требования, включающие повышение качества высверливания многослойных панелей или многослойных печатных плат при одновременном повышении точности расположения отверстий, а также снижение шероховатости стенки отверстия и подобные им требования. Для удовлетворения предъявляемых требований были предложены и реализованы на практике следующие способы: способ высверливания с использованием листа, включающего водорастворимый полимер, например, полиэтиленгликоль (см., например, Патентный документ 1); применение листа для высверливания, включающего смазочный материал, в котором на металлическую несущую фольгу нанесен слой водорастворимого полимера (см., например, Патентный документ 2); применение трафарета для высверливания отверстий, включающего слой водорастворимого полимера, нанесенный на алюминиевую фольгу, на которой имеется тонкая пленка из термореактивного полимера (см., например, Патентный документ 3); применение листа для высверливания, включающего смазочный материал, в котором в материал смазочной полимерной композиции добавлено окрашивающее вещество, не содержащее галогена (см., например, Патентный документ 4), и подобные им способы.
Кроме того, существующая в последнее время тенденция имеет нижеследующие особенности.
Во-первых, повышение плотности расположения компонентов на платах с печатным монтажом постоянно повышается, что требует повышения надежности ввода сверла при высверливании отверстий в многослойных панелях или многослойных печатных платах. В частности, требуется очень высокая точность расположения отверстий.
Во-вторых, в целях снижения производственных затрат и для промышленного объединения с производителями полупроводников, производство плат с печатным монтажом уже более не ведется в тех странах, в которых оно велось ранее, то есть производство переместилось из Японии, Тайваня и Южной Кореи в другие азиатские станы, группирующиеся вокруг Китая, а также в Бразилию и другие подобные регионы, и подобные территориальные изменения производственной структуры все еще продолжаются.
В-третьих, производители трафаретов для высверливания отверстий в Тайване и Южной Корее неожиданно заняли господствующее положение на рынке, в результате чего постепенно повысилась конкуренция среди местных производителей.
В-четвертых, поскольку данная отрасль связана с полупроводниковой промышленностью, спрос на трафареты для высверливания отверстий может меняться в значительном диапазоне, и в период понижения спроса может возникнуть необходимость в хранении трафаретов для высверливания отверстий на одном из участков логистической цепочки до нового повышения спроса и последующего использования. Кроме того, из-за повышения плотности расположения компонентов на платах с печатным монтажом, даже после хранения плат высверливание отверстий должно быть произведено с высокой точностью.
По перечисленным выше причинам, транспортировка трафаретов для высверливания отверстий будет уже не кратковременной, как, например, при перемещениях внутри страны и воздушных перевозках, а долговременной, например, транспортировка может представлять собой контейнерную перевозку морским путем при температуре окружающей среды. Кроме того, трафареты могут храниться при более высоких температурах окружающей среды, чем температуры в Японии. Таким образом, даже после воздействия различных температур при транспортировке или хранении требование к обеспечению высокой точности расположения отверстий сохраняется. Другими словами, необходимо создание трафарета для высверливания отверстий, обеспечивающего высокую точность расположения отверстий, несмотря на его возможное пребывание при более высоких температурах по сравнению с трафаретом, получаемым традиционным образом.
Документы предшествующего уровня техники
Патентные документы
Патентный документ 1: JP-A-H4-92494
Патентный документ 2: JP-A-H5-169400
Патентный документ 3: JP-A-2003-136485
Патентный документ 4: JP-A-2004-230470
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачи, решаемые изобретением
Таким образом, задача изобретения состоит в создании трафарета для высверливания отверстий, который обеспечивает высокую точность расположения отверстий даже после транспортировки при температуре окружающей среды в течение длительного времени и/или после хранения при температурах окружающей среды, превышающих температуры, наблюдаемые в Японии.
Способы решения задач изобретения
В результате множества исследований, нацеленных на решение поставленных выше задач, авторами настоящего изобретения было обнаружено, что добавление соли неразветвленной ненасыщенной жирной кислоты в водорастворимую полимерную композицию, наносимую на поверхность трафарета для высверливания отверстий, позволяет решать поставленную задачу, обеспечивая повышение степени кристалличности композиции и достижение высокой точности расположения отверстий даже после проведения ускоренного испытания на термическое старение. В частности, сущность изобретения состоит в следующем.
[1] Трафарет для высверливания отверстий в многослойной панели или многослойной печатной плате, включающий металлическую несущую фольгу и слой водорастворимой полимерной композиции, образованный на по меньшей мере одной из поверхностей металлической несущей фольги, в котором:
водорастворимая полимерная композиция содержит водорастворимый полимер, водорастворимый смазочный материал и соль неразветвленной ненасыщенной жирной кислоты;
слой водорастворимой полимерной композиции получен нанесением на металлическую несущую фольгу горячего расплава водорастворимой полимерной композиции или нанесением на металлическую несущую фольгу раствора, содержащего водорастворимую полимерную композицию, с последующей его сушкой, и последующим охлаждением композиции от начальной температуры охлаждения, составляющей от 120°C до 160°C, до конечной температуры охлаждения, составляющей от 25°C до 40°C, в течение 60 секунд со скоростью охлаждения, составляющей не менее 1,5°C/с;
степень кристалличности водорастворимой полимерной композиции составляет не менее 1,2; и
поверхностная твердость слоя водорастворимой полимерной композиции составляет от не менее 8,5 Н/мм2 до не более 25 Н/мм2 при стандартном отклонении σ значения поверхностной твердости, не превышающем 2.
[2] Трафарет для высверливания отверстий согласно приведенному выше пункту [1], в котором количество атомов углерода в соли неразветвленной ненасыщенной жирной кислоты составляет от не менее 3 до не более 20.
[3] Трафарет для высверливания отверстий согласно приведенному выше пункту [1], в котором соль неразветвленной ненасыщенной жирной кислоты представляет собой одну или более солей, выбранных из группы, состоящей из соли сорбиновой кислоты, соли олеиновой кислоты и соли линолевой кислоты.
[4] Трафарет для высверливания отверстий согласно приведенному выше пункту [1], в котором соль неразветвленной ненасыщенной жирной кислоты представляет собой соль щелочного металла.
[5] Трафарет для высверливания отверстий согласно приведенному выше пункту [1], в котором водорастворимый полимер представляет собой одно или более веществ, выбранных из группы, состоящей из полиэтиленоксида, полипропиленоксида, полиакрилата натрия, полиакриламида, поливинилпирролидона, производного целлюлозы, политетраметиленгликоля и сложного полиэфира полиалкиленгликоля, со среднемассовой молекулярной массой (Mw), составляющей от не менее 60000 до не более 400000.
[6] Трафарет для высверливания отверстий согласно приведенному выше пункту [1], в котором водорастворимый смазочный материал представляет собой одно или более веществ, выбранных из группы, состоящей из полиэтиленгликоля, полипропиленгликоля, простых моноэфиров полиоксиэтилена, моностеарата полиоксиэтилена, моностеарата полиоксиэтиленсорбитана, моностеаратов полиглицерина и сополимера полиоксиэтилена и пропилена, со среднемассовой молекулярной массой (Mw), составляющей от не менее 500 до не более 25000.
[7] Трафарет для высверливания отверстий согласно приведенному выше пункту [1], в котором в общем количестве, составляющем 100 масс, частей, смеси водорастворимого полимера, включающей водорастворимый полимер и водорастворимый смазочный материал, содержание водорастворимого полимера составляет от 3 масс. частей до 80 масс. частей, а содержание водорастворимого смазочного материала составляет от 20 масс. частей до 97 масс. частей.
[8] Трафарет для высверливания отверстий согласно приведенному выше пункту [1], в котором добавляемое количество соли неразветвленной ненасыщенной жирной кислоты составляет от не менее 0,01 масс. части до не более 20 масс. частей в пересчете на общее количество 100 масс. частей водорастворимого полимера и водорастворимого смазочного материала.
[9] Трафарет для высверливания отверстий согласно приведенному выше пункту [1], в котором водорастворимая полимерная композиция дополнительно содержит формиат натрия.
[10] Трафарет для высверливания отверстий согласно приведенному выше пункту [1], в котором добавляемое количество формиата натрия составляет от не менее 0,01 масс. части до не более 1,5 масс. частей в пересчете на общее количество 100 масс. частей водорастворимого полимера и водорастворимого смазочного материала.
[11] Трафарет для высверливания отверстий согласно приведенному выше пункту [1], в котором температура затвердевания водорастворимой полимерной композиции составляет от не менее 30°C до не более 70°C.
[12] Трафарет для высверливания отверстий согласно приведенному выше пункту [1], который применяют для высверливания отверстий в многослойной панели или многослойной печатной плате с помощью сверла, наконечник которого имеет диаметр, составляющий от не менее 0,05 мм до не более 0,3 мм.
[13] Трафарет для высверливания отверстий согласно приведенному выше пункту [1], в котором толщина металлической несущей фольги составляет от не менее 0,05 мм до не более 0,5 мм.
[14] Трафарет для высверливания отверстий согласно приведенному выше пункту [13], в котором металлическая несущая фольга представляет собой алюминиевую фольгу, к которой присоединена полимерная мембрана толщиной от 0,001 до 0,02 мм.
[15] Трафарет для высверливания отверстий согласно приведенному выше пункту [1], в котором толщина слоя водорастворимой полимерной композиции составляет от не менее 0,01 мм до не более 0,3 мм.
Полезный эффект изобретения
Разброс точности расположения отверстий, обеспечиваемой трафаретом для высверливания отверстий согласно изобретению после проведения ускоренного испытания на термическое старение, например, ускоренного испытания на термическое старение на воздухе при температуре 50°C в течение одного часа, при 50°C в течение одной недели, при 50°C в течение одного месяца и при 55°C в течение одной недели, составляет не более 25 мкм, а степени изменения точности расположения отверстий после проведения испытания на термическое старение находится в диапазоне +10%, что представляет собой прекрасный результат. В частности, трафарет для высверливания отверстий согласно изобретению обеспечивает повышенную точность расположения отверстий даже после его транспортировки при температуре окружающей среды в течение длительного времени и/или после хранения при температурах окружающей среды, превышающих температуры, наблюдаемые в Японии, по сравнению с точностью, обеспечиваемой до его транспортировки и/или хранения, а также позволяет снижать степень ухудшения точности расположения отверстий в результате термического старения. Таким образом, применение трафарета позволяет повышать плотность высверливания отверстий в условиях глобализации и колебаний спроса.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Ниже изобретение рассмотрено более подробно со ссылками на прилагаемые графические материалы, в которых:
На Фиг. 1 представлена зависимость степени кристалличности (без обработки) от точности расположения отверстий (после проведения ускоренного испытания на термическое старение при 50°C в течение одного часа) для трафаретов, рассмотренных в Примерах и Сравнительных Примерах;
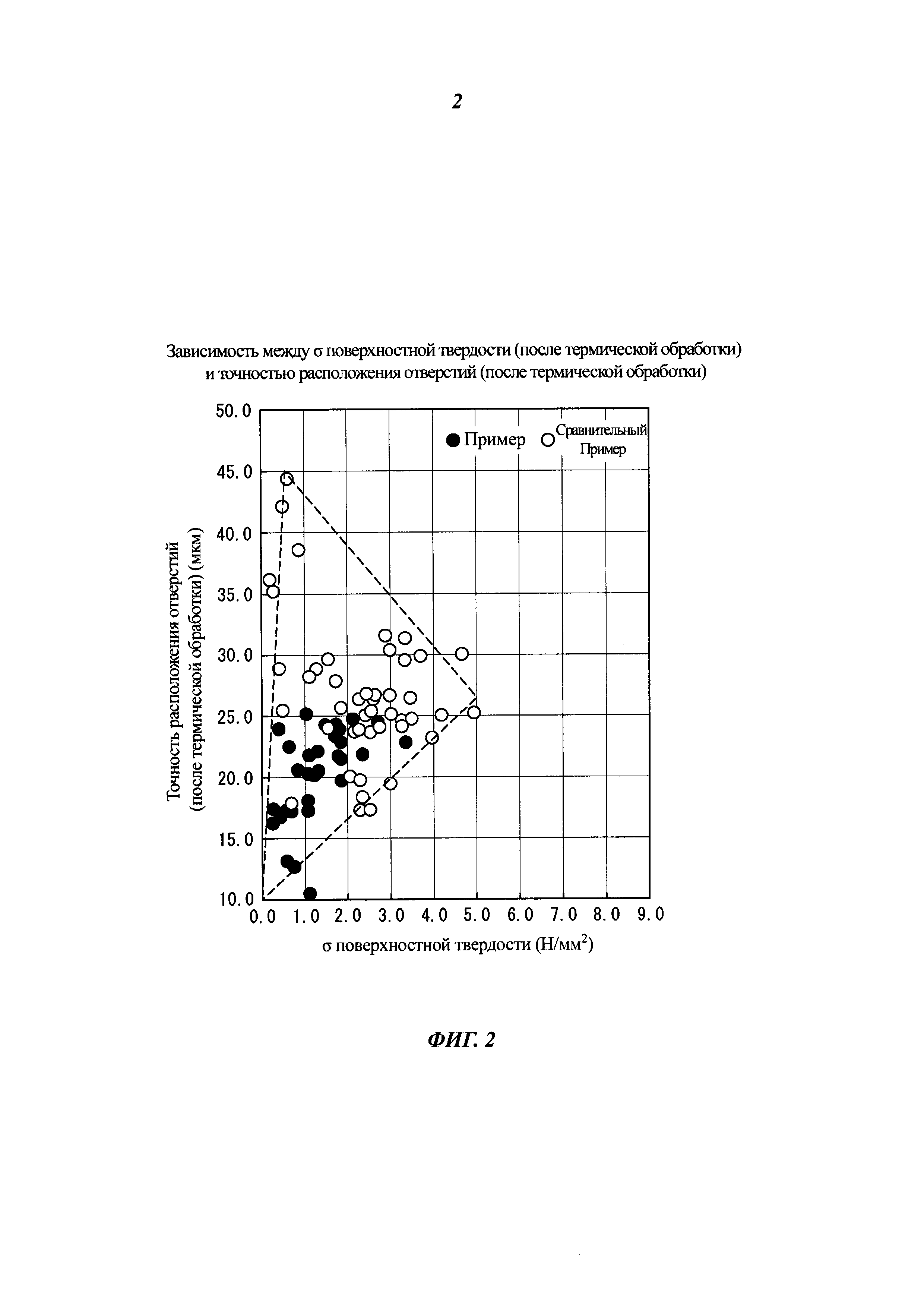
На Фиг. 2 представлена зависимость величины стандартного отклонения σ поверхностной твердости (после проведения ускоренного испытания на термическое старение при 50°C в течение одного часа) от точности расположения отверстий (после проведения ускоренного испытания на термическое старение при 50°C в течение одного часа) для трафаретов, рассмотренных в Примерах и Сравнительных Примерах;
На Фиг. 3 представлена зависимость точности расположения отверстий А от степени кристалличности (без обработки) для трафаретов, рассмотренных в Примерах и Сравнительных Примерах; и
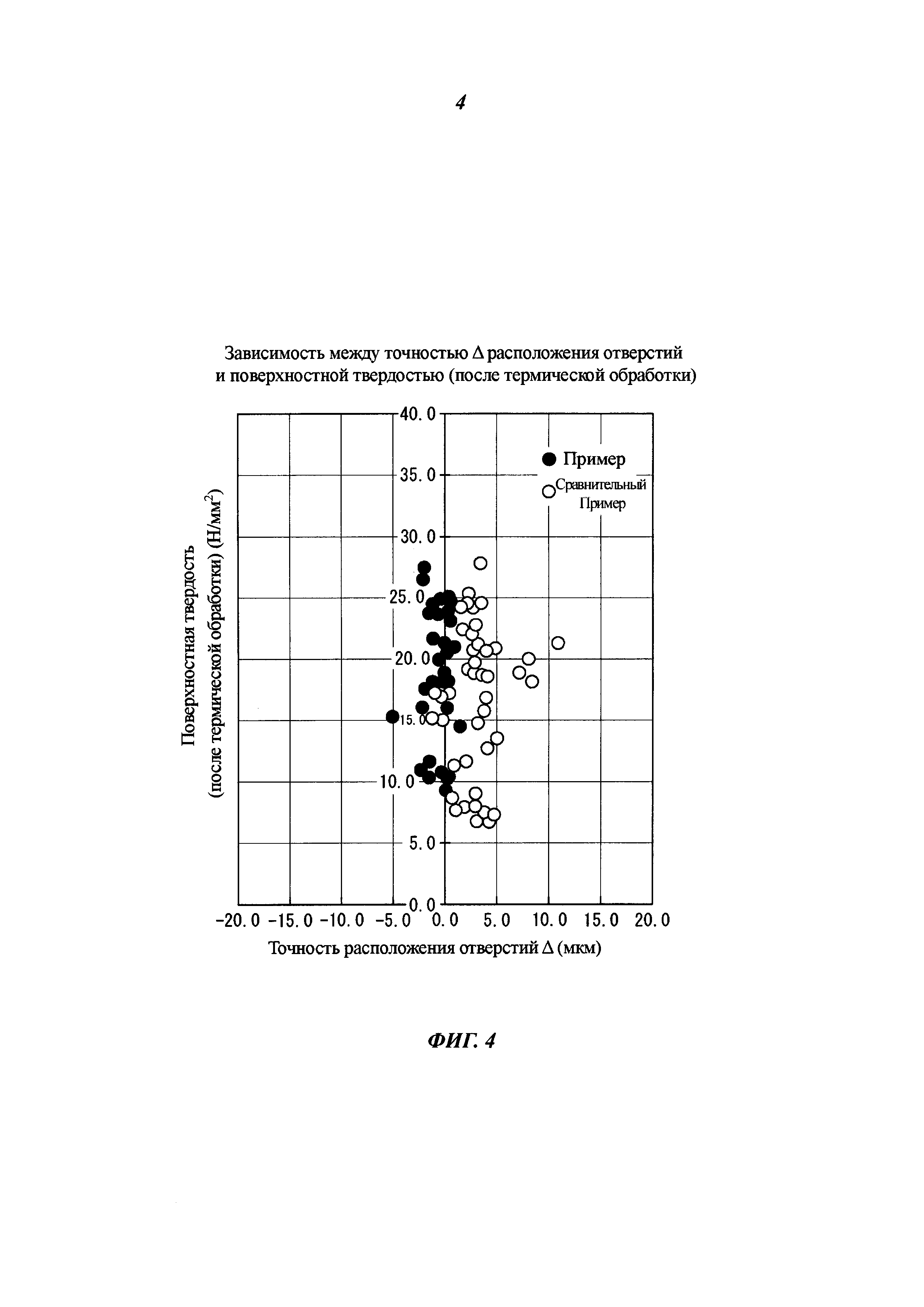
На Фиг. 4 представлена зависимость точности расположения отверстий А от поверхностной твердости (после проведения ускоренного испытания на термическое старение при 50°C в течение одного часа) для трафаретов, рассмотренных в Примерах и Сравнительных Примерах.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Изобретение относится к трафарету для высверливания отверстий в многослойной панели или многослойной печатной плате, включающему металлическую несущую фольгу и слой водорастворимой полимерной композиции, образованный на по меньшей мере одной из поверхностей металлической несущей фольги, в котором водорастворимая полимерная композиция содержит водорастворимый полимер, водорастворимый смазочный материал и соль неразветвленной ненасыщенной жирной кислоты, где слой водорастворимой полимерной композиции получен нанесением на металлическую несущую фольгу горячего расплава водорастворимой полимерной композиции или нанесением на металлическую несущую фольгу раствора, содержащего водорастворимую полимерную композицию, с последующей его сушкой, и последующим охлаждением композиции от начальной температуры охлаждения, составляющей от 120°C до 160°C до конечной температуры охлаждения, составляющей от 25°C до 40°C в течение 60 секунд со скоростью охлаждения, составляющей не менее 1,5°C/с, причем степень кристалличности водорастворимой полимерной композиции составляет не менее 1,2, и поверхностная твердость слоя водорастворимой полимерной композиции составляет от 8,5 Н/мм2 до 25 Н/мм2 при стандартном отклонении σ значения поверхностной твердости, не превышающем 2.
Водорастворимый полимер согласно изобретению имеет относительно большую молекулярную массу. Поскольку для придания водорастворимой полимерной композиции формы листа композиция должна обладать пленкообразующими свойствами, водорастворимая полимерная композиция содержит водорастворимый полимер, придающий ей пленкообразующие свойства; в этом случае важную роль играет не молекулярная структура, а среднемассовая молекулярная масса (Mw), которая предпочтительно составляет от не менее 60000 до не более 400000. Например, водорастворимый полимер предпочтительно представляет собой одно или более веществ, выбранных из группы, состоящей из полиэтиленоксида, полипропиленоксида, полиакрилата натрия, полиакриламида, поливинилпирролидона, производного целлюлозы, политетраметиленгликоля и сложного полиэфира полиалкиленгликоля. Производные целлюлозы включают карбоксиметилцеллюлозу, гидроксиэтилцеллюлозу и подобные им вещества. Соответственно, сложный полиэфир полиалкиленгликоля представляет собой продукт конденсации, полученный по реакции полиалкиленгликоля и двухосновной кислоты. Примеры полиалкиленгликолей включают такие гликоли, как полиэтиленгликоль, полипропиленгликоль, политетраметиленгликоль и их сополимеры. Соответственно, двухосновные кислоты включают фталевую кислоту, изофталевую кислоту, терефталевую кислоту, себациновую кислоту и подобные им вещества. Кроме того, двухосновная кислота может представлять собой кислоту, например, пиромеллитовую кислоту, содержащую две карбоксильные группы, оставшиеся после ее частичной этерификации. Также может быть использован ангидрид кислоты. Несмотря на то что возможно использование одного вещества у или смеси из двух или более веществ, более предпочтительным является применение полиэтиленоксида (ПЭО).
Водорастворимый смазочный материал согласно изобретению имеет относительно низкую молекулярную массу. Водорастворимый смазочный материал вводят в водорастворимую полимерную композицию для придания ей смазочных свойств; его молекулярная структура не имеет особого значения, но его среднемассовая молекулярная масса (Mw) предпочтительно составляет от не менее 500 до не более 25000. В частности, водорастворимые смазочные материалы включают: полиэтиленгликоль, полипропиленгликоль; простые моноэфиры полиоксиэтилена, например, простой олеиловый эфир полиоксиэтилена, простой цетиловый эфир полиоксиэтилена, простой стеариловый эфир полиоксиэтилена, простой лауриловый эфир полиоксиэтилена, простой нонилфениловый эфир полиоксиэтилена, простой октилфениловый эфир полиоксиэтилена; моностеарат полиоксиэтилена, моностеарат полиоксиэтиленсорбитана; моностеараты полиглицерина, например, моностеарат гексаглицерина, моностеарат декагексаглицерина; сополимер полиоксиэтилена и пропилена и подобные им вещества. Несмотря на то что возможно использование одного вещества или смеси из двух или более веществ, более предпочтительным является применение полиэтиленгликоля (ПЭГ).
Соль неразветвленной ненасыщенной жирной кислоты означает соединение, содержащее один или более способных к диссоциации ионов водорода, содержащихся в неразветвленной ненасыщенной жирной кислоте, замещенной катионом, например, ионом металла и ионом аммония. Неразветвленная ненасыщенная жирная кислота, образующая соль неразветвленной ненасыщенной жирной кислоты, не ограничена конкретным соединением, при условии, что она представляет собой жирную кислоту с неразветвленной углеродной цепочкой, содержащей в молекуле одну или более углерод-углеродных ненасыщенных связей. Углерод-углеродная ненасыщенная связь предпочтительно представляет собой двойную углерод-углеродную связь.
Количество атомов углерода в соли неразветвленной ненасыщенной жирной кислоты составляет от предпочтительно не менее 3 до не более 20, более предпочтительно от не менее 6 до не более 18. Предпочтительные соли неразветвленной ненасыщенной жирной кислоты включают, например, соли сорбиновой кислоты (количество атомов углерода 6), олеиновой кислоты (количество атомов углерода 18), линолевой кислоты (количество атомов углерода 18) и подобные им вещества.
Кроме того, соль неразветвленной ненасыщенной жирной кислоты предпочтительно представляет собой соль щелочного металла или соль щелочноземельного металла. Дополнительно, учитывая способность к диспергированию в полимерной композиции, растворимость в воде, легкость в обработке и получении и подобные свойства, соль неразветвленной ненасыщенной жирной кислоты предпочтительно представляет собой соль калия, соль натрия или соль кальция.
Дополнительно, особенно предпочтительной солью неразветвленной ненасыщенной жирной кислоты является олеат натрия.
Добавление соли неразветвленной ненасыщенной жирной кислоты согласно изобретению в слой полимерной композиции трафарета для высверливания отверстий приводит к повышению термической стабильности (термостойкости) полимерной композиции. Согласно изобретению, несмотря на то что термическая стабильность может быть повышена за счет добавления в полимерную композицию других веществ, обычно называемых термостабилизаторами или антиоксидантами, эти вещества не вносят вклада в повышение точности расположения отверстий при использовании трафарета для высверливания отверстий. С другой стороны, добавление соли неразветвленной ненасыщенной жирной кислоты в полимерную композицию, применяемую для получения трафарета для высверливания отверстий, улучшает такие свойства трафарета для высверливания отверстий, как повышение степени кристалличности полимерной композиции и снижение колебаний поверхностной твердости слоя полимерной композиции.
Что касается содержания водорастворимого полимера и водорастворимого смазочного материала согласно изобретению в 100 масс, частях смеси водорастворимого полимера, включающей водорастворимый полимер и водорастворимый смазочный материал, то содержание водорастворимого полимера предпочтительно составляет от 3 масс, частей до 80 масс, частей, а содержание водорастворимого смазочного материала составляет от 20 масс, частей до 97 масс, частей. Если содержание водорастворимого полимера составляет менее 3 масс, частей, то ухудшается формуемость листа, а если содержание водорастворимого полимера составляет более 80 масс, частей, то увеличивается количество полимера, наматывающегося на наконечник сверла, то есть результаты становятся неудовлетворительными.
Согласно изобретению важно, чтобы степень кристалличности водорастворимой полимерной композиции составляла не менее 1,2. Как указано выше, полезный эффект добавления соли неразветвленной ненасыщенной жирной кислоты состоит в повышении степени кристалличности водорастворимой полимерной композиции, включаемой в трафарет для высверливания отверстий согласно изобретению, и в повышении точности расположения отверстий. Кроме того, авторами настоящего изобретения было обнаружено, что, в частности, характеристический полезный эффект добавления такой соли состоит в повышении точности расположения отверстий или снижении ухудшения точности расположения отверстий из-за термического старения после проведения ускоренного испытания на термическое старение, например, ускоренного испытания на термическое старение на воздухе. Во множестве экспериментов при добавлении соли неразветвленной ненасыщенной жирной кислоты наблюдали дополнительное снижение стандартного отклонения σ поверхностной твердости слоя водорастворимой полимерной композиции после проведения ускоренного испытания на термическое старение, а также во множестве экспериментов наблюдали сохранение низкого значения стандартного отклонения σ поверхностной твердости даже после проведения ускоренного испытания на термическое старение. Несмотря на то что свойства композиции зависят от ее состава и условий ее получения, характеристической функцией соли неразветвленной ненасыщенной жирной кислоты является поддержание достаточно равномерной поверхностной твердости слоя водорастворимой полимерной композиции после проведения ускоренного испытания на термическое старение или повышение однородности поверхностной твердости. Таким образом, полагают, что наряду с этим свойством, применение трафарета для высверливания отверстий согласно изобретению также препятствует ухудшению точности расположения отверстий из-за термического старения или способствует повышению точности расположения отверстий даже после транспортировки при температуре окружающей среды в течение длительного времени и/или после хранения при температурах окружающей среды, превышающих температуры, наблюдаемые в Японии.
Так, упоминаемое выше ускоренное испытание на термическое старение означает выдерживание на воздухе при температуре, превышающей обычную температуру окружающей среды, в течение заданного периода времени. Соответственно, температуру, при которой проводят испытание, устанавливают выше температуры затвердевания водорастворимой полимерной композиции, но ниже ее температуры плавления.
Условия проведения упомянутого выше ускоренного испытания на термическое старение более подробно рассмотрены ниже. Температура плавления водорастворимой полимерной композиции, содержащейся в трафарете для высверливания отверстий согласно изобретению, составляет приблизительно 60°C, и при превышении этого значения слой водорастворимого полимера может утрачивать свою форму. Таким образом, необходимо устанавливать температуру проведения ускоренного испытания на термическое старение ниже температуры плавления водорастворимой полимерной композиции, но выше обычной температуры окружающей среды. Кроме того, при установлении продолжительности проведения ускоренного испытания на термическое старение необходимо учитывать реальное время транспортировки. В частности, при установлении температуры и продолжительности ускоренного испытания на термическое старение, подтверждение устойчивости трафарета для высверливания отверстий согласно изобретению к термическому старению возможно в следующих условиях, включающих четыре варианта: i) 50°C, один час; ii) 50°C, одна неделя; iii) 50°C, один месяц; iv) 55°C, одна неделя. При температуре проведения испытания, составляющей менее 50°C, влияние термического старения на слой водорастворимой полимерной композиции невелико, что затрудняет сравнивание термической стабильности, в то время как при температуре не менее 60°C слой водорастворимой полимерной композиции, как уже было указано выше, может не сохранять свою форму, в результате чего его применимость в качестве трафарета для высверливания отверстий может быть сложно оценить. Кроме того, представленные выше условия проведения ускоренного испытания на термическое старение установлены в соответствии с температурой и периодом пребывания в контейнере во время реальной перевозки морем. Например, при транспортировке морем период, необходимый для доставки с восточного побережья Соединенных Штатов Америки до Японии, составляет приблизительно месяц, и температура в контейнере в период с июля по август составляет не более 40°C; период, необходимый для доставки из Индии в Японию составляет приблизительно месяц, и температура в контейнере в период с сентября до октября составляет приблизительно 50°C; период, необходимый для доставки из Малайзии в Японию составляет приблизительно 15 суток, и температура в контейнере в августе составляет приблизительно 40°C.
Добавляемое количество соли неразветвленной ненасыщенной жирной кислоты предпочтительно составляет от не менее 0,01 масс. части до не более 20 масс. частей в пересчете на общее количество 100 масс. частей водорастворимого полимера и водорастворимого смазочного материала. Если добавляемое количество соли неразветвленной ненасыщенной жирной кислоты составляет менее 0,01 масс. части, то полезный эффект может быть не достигнут. С другой стороны, если добавляемое количество соли неразветвленной ненасыщенной жирной кислоты составляет от более 20 масс. частей, то равномерное диспергирование соли неразветвленной ненасыщенной жирной кислоты в водорастворимой полимерной композиции может быть затруднительным, и соль неразветвленной ненасыщенной жирной кислоты может выделяться на поверхности слоя водорастворимой полимерной композиции. Если соль неразветвленной ненасыщенной жирной кислоты выделяется и контактирует с наконечником сверла, то точность расположения отверстий может ухудшаться, наконечник сверла может ломаться, и после высверливания соль неразветвленной ненасыщенной жирной кислоты может оставаться в стенке отверстия. Таким образом, добавляемое количество соли неразветвленной ненасыщенной жирной кислоты предпочтительно составляет от не менее 0,01 масс. части до не более 20 масс. частей и должно быть соответственным образом оптимизировано. Например, добавляемое количество соли неразветвленной ненасыщенной жирной кислоты предпочтительнее составляет не менее 0,1 масс. части, более предпочтительно от не менее 0,2 масс. части до не более 18 масс. частей, еще более предпочтительно от не менее 1 масс. части до не более 16 масс. частей, и наиболее предпочтительно от не менее 4 масс. частей до не более 12 масс. частей.
Водорастворимая полимерная композиция, включаемая в трафарет для высверливания отверстий согласно изобретению, предпочтительно дополнительно содержит формиат натрия. Формиат натрия представляет собой зародышеобразующую добавку, которая при добавлении в водорастворимую полимерную композицию повышает степень кристалличности водорастворимой полимерной композиции и вносит соответствующий вклад в повышение точности расположения отверстий. Добавляемое количество формиата натрия предпочтительно составляет от не менее 0,01 масс. части до не более 1,5 масс. частей в пересчете на общее количество, составляющее 100 масс. частей, водорастворимого полимера и водорастворимого смазочного материала. Если добавляемое количество формиата натрия составляет менее 0,01 масс. части, то эффект повышения степени кристалличности незначителен. Таким образом, добавляемое количество формиата натрия предпочтительно составляет не менее 0,01 масс. части, предпочтительнее не менее 0,05 масс. частей, более предпочтительно не менее 0,1 масс. части, наиболее предпочтительно от не менее 0,25 масс. частей до не более 1,0 масс. части. С другой стороны, если добавляемое количество формиата натрия составляет более 1,5 масс. частей, то формиат натрия выделяется на поверхности слоя водорастворимой полимерной композиции, приводя к образованию дефектов, что нежелательно.
Как указано выше, добавление соли неразветвленной ненасыщенной жирной кислоты и формиата натрия согласно изобретению преследует разные функциональные цели. Таким образом, соль неразветвленной ненасыщенной жирной кислоты предпочтительно добавляют не как таковую, а в комбинации с формиатом натрия. Например, в приведенных ниже Сравнительных Примерах показано, что в некоторых случаях, если в полимерную композицию не добавлена соль неразветвленной ненасыщенной жирной кислоты или формиат натрия, то при сравнении точности расположения отверстий после ускоренного испытания на термическое старение при 50°C в течение одного часа с точностью расположения отверстий до проведения ускоренного испытания на термическое старение при 50°C в течение одного часа, точность расположения отверстий снижается. Напротив, как показано в Примерах, описанных ниже, в некоторых случаях, если полимерная композиция содержит водорастворимый полимер, водорастворимый смазочный материал, соль неразветвленной ненасыщенной жирной кислоты и формиат натрия, то трафарет обеспечивает высокую точность расположения отверстий до проведения ускоренного испытания на термическое старение при 50°C в течение одного часа на воздухе, и точность расположения отверстий дополнительно повышается после проведения ускоренного испытания на термическое старение. Ранее этот факт не был известен. Авторы настоящего изобретения полагают, что в кристаллической структуре водорастворимой полимерной композиции, которая представляет собой трехмерную структуру, в которой сферокристаллы сконцентрированы в направлении плоскости (XY направлении) и в направлении, перпендикулярном этой плоскости (Z направлении), образуется слой сферокристаллов, но при этом не все макромолекулы входят в состав сферокристаллов, образуя наряду со сферокристаллами аморфную часть, и присутствие водорастворимой соли неразветвленной ненасыщенной жирной кислоты дополнительно снижает стандартное отклонение σ величины поверхностной твердости слоя полимерной композиции за счет диспергирования этой соли в трехмерной структуре, которое способствует образованию в аморфной части сферокристаллов и формированию мелких сферокристаллов.
Следует отметить, что применение водорастворимой соли неразветвленной ненасыщенной жирной кислоты, которая легко смывается водой даже в том случае, если она остается на стенках отверстия после высверливания, является предпочтительным.
Для добавления соли неразветвленной ненасыщенной жирной кислоты может быть выбран любой способ. Соль неразветвленной ненасыщенной жирной кислоты может быть предварительно растворена в воде или растворителе и затем добавлена в водорастворимую полимерную композицию или может быть непосредственно добавлена в водорастворимую полимерную композицию. Предварительное растворение соли неразветвленной ненасыщенной жирной кислоты в воде или растворители и последующее добавление раствора в водорастворимую полимерную композицию способствует более равномерному диспергированию соли в композиции.
Кроме того, если для приготовления водорастворимой полимерной композиции используют растворитель, в качестве растворителя может быть использована не только вода, но и смешанный растворитель, содержащий воду и спирт, например, метиловый спирт, этиловый спирт и изопропиловый спирт. Полезный эффект применения растворителя состоит в уменьшении количества пузырьков, остающихся в водорастворимой полимерной композиции. С другой стороны, полезный эффект применения соли неразветвленной ненасыщенной жирной кислоты состоит в повышении точности расположения отверстий за счет повышения степени кристалличности водорастворимой полимерной композиции и в снижении величины стандартного отклонения σ поверхностной твердости слоя водорастворимой полимерной композиции после проведения ускоренного испытания на термическое старение. В качестве упомянутого выше растворителя предпочтительно применяют смешанный растворитель, состоящий из воды и этилового спирта, или смешанный растворитель, состоящий из воды и метилового спирта - это позволяет поддерживать высокую точность расположения отверстий наряду с полезным эффектом, оказываемым солью неразветвленной ненасыщенной жирной кислоты. Для достижения желаемого эффекта более предпочтительным из указанных двух смешанных растворителей является смешанный растворитель, состоящий из воды и метилового спирта.
Способы измерения степени кристалличности включают рентгенодифракционный анализ, ДСК (дифференциальную сканирующую калориметрию) и подобные им способы; однако согласно изобретению степень кристалличности определяют как относительную величину с помощью ДСК.
Во-первых, при измерениях с помощью дифференциального сканирующего калориметра (DSK6220, изготовляемого SII Nano technology Inc.) температуру повышают от 30°C до 100°C и выдерживают при 100°C в течение трех минут, а затем понижают от 100°C до 30°C и выдерживают при 30°C в течение трех минут; при этом скорость повышения температуры составляет +3°C/минуту, а скорость охлаждения составляет -3°C/минуту. Этот цикл повторяют дважды и вычисляют теплоту затвердевания при втором понижении температуры. Для вычислений используют пик, получаемый при втором затвердевании, поскольку температура затвердевания не изменяется по сравнению с первым затвердеванием и соответствует температуре затвердевания самой композиции. Измерения проводили на образцах водорастворимой полимерной композиции массой 10 мг, определяя из полученных данных теплоту затвердевания 1 мг образца, которую принимали за теплоту затвердевания образца водорастворимой полимерной композиции.
Во-вторых, эталонная полимерная композиция (А) согласно изобретению включает 100 масс. частей полиэтиленоксида, имеющего среднемассовую молекулярную массу (Mw), составляющую от 110000 (ALKOX L11, поставляемый Meisei Chemical Works, Ltd.), и 5 масс. частей тринатриевой соли 3-гидрокси-4-[(4-сульфо-1-нафталин)азо]-2,7-нафталиндисульфоновой кислоты (краситель Red No. 2). При вычислении количества теплоты затвердевания во время второго понижения температуры по данным ДСК, степень кристалличности эталонной полимерной композиции (А) принимали за 1,0, и вычисленное количество теплоты затвердевания принимали за теплоту затвердевания эталонной полимерной композиции (А).
В-третьих, согласно изобретению степень кристалличности каждого образца вычисляли согласно следующей процедуре. Например, в Примерах и Сравнительных Примерах выполняли описанный выше анализ ДСК, вычисляя количество теплоты затвердевания во время второго понижения температуры. Затем вычисляли степень кристалличности образца в соответствии со следующим уравнением:
Степень кристалличности образца = теплота затвердевания образца ÷ теплота затвердевания эталонной полимерной композиции (А)
Согласно изобретению температуру затвердевания водорастворимой полимерной композиции определяют по данным ДСК как описано выше. Условия анализа остаются такими же, как в случае измерения степени кристалличности, и за температуру затвердевания принимают максимальную температуру экзотермического пика, наблюдаемого при затвердевании во время второго понижения температуры.
Авторы настоящего изобретения полагают, что состояние слоя водорастворимой полимерной композиции, влияющее на характеристики трафарета, устанавливается в то время, когда образованный на поверхности металлической несущей фольги слой водорастворимой полимерной композиции охлаждают, и он переходит из расплавленного в твердое состояние. По этой причине внимание следует обращать на температуру затвердевания и количество теплоты затвердевания, выделяющееся при понижении температуры, описанном выше, а не на температуру плавления или количество теплоты плавления, выделяющееся при повышении температуры. В частности, чем выше температура затвердевания водорастворимой полимерной композиции, тем выше степень кристалличности, тем выше термическая стабильность композиции. В результате на состояние кристаллов водорастворимой полимерной композиции трафарета для высверливания отверстий практически не влияет история температурных воздействий, имевших место при транспортировке и/или хранении, что повышает точность расположения отверстий. Например, добавление соли неразветвленной ненасыщенной жирной кислоты или соли неразветвленной ненасыщенной жирной кислоты и формиата натрия в водорастворимую полимерную композицию обеспечивает высокую точность расположения отверстий по сравнению с использованием композиции, не содержащей указанных ингредиентов, поскольку добавление этих веществ позволяет значительно повысить температуру затвердевания и степень кристалличности. В частности, добавление этих веществ может обеспечить высокую точность расположения отверстий даже после проведения ускоренного испытания на термическое старение, например, ускоренного испытания на термическое старение на воздухе. Несмотря на то что температура затвердевания композиции во многом зависит от состава полимерной композиции, добавление соли неразветвленной ненасыщенной жирной кислоты и формиата натрия более предпочтительно, поскольку добавление обоих этих веществ значительнее повышает температуру затвердевания композиции по сравнению с добавлением лишь соли неразветвленной ненасыщенной жирной кислоты. Таким образом, температура затвердевания водорастворимой полимерной композиции предпочтительно составляет не менее 30°C, предпочтительнее - не менее 35°C, более предпочтительно - не менее 40°C, еще более предпочтительно -не менее 42°C, особенно предпочтительно - не менее 44°C, и наиболее предпочтительно - не менее 46°C. С другой стороны, чем выше температура затвердевания водорастворимой полимерной композиции, тем менее выражены в трафарете для высверливания отверстий смазочные свойства смазочного материала. Таким образом, температура затвердевания водорастворимой полимерной композиции предпочтительно составляет не более 70°C, предпочтительнее - не более 65°C, более предпочтительно - не более 60°C.
До настоящего времени трафарет для высверливания отверстий в многослойной панели или многослойной печатной плате, включающий слой водорастворимой полимерной композиции, образованный на по меньшей мере одной из поверхностей металлической несущей фольги, в котором степень кристалличности водорастворимой полимерной композиции составляет не менее 1,2, не был описан. Авторами настоящего изобретения было обнаружено, что чем выше величина степени кристалличности, тем, как было отмечено, выше точность расположения отверстий. Например, добавление в водорастворимую полимерную композицию соли неразветвленной ненасыщенной жирной кислоты или соли неразветвленной ненасыщенной жирной кислоты и формиата натрия повышает степень кристалличности, что приводит к достижению более высокой точности расположения отверстий по сравнению с аналогичными параметрами композиции, в которую не добавлены указанные компоненты. В частности, добавление соли неразветвленной ненасыщенной жирной кислоты, которая, как указано выше, имеет функцию, отличную от функции формиата натрия, приводит к достижению высокой точности расположения отверстий после проведения ускоренного испытания на термическое старение, например, ускоренного испытания на термическое старение при 50°C в течение одного часа на воздухе. Таким образом, степень кристалличности водорастворимой полимерной композиции должна составлять не менее 1,2, предпочтительно не менее 1,25, предпочтительнее - не менее 1,3, более предпочтительно - не менее 1,35, наиболее предпочтительно - не менее 1,4.
Кроме того, авторами настоящего изобретения было обнаружено, что величина поверхностной твердости слоя водорастворимой полимерной композиции влияет на точность расположения отверстий при высверливании. В частности, важную роль играют флуктуации поверхностной твердости слоя водорастворимой полимерной композиции, что обусловливает необходимость создания одинаковой поверхностной твердости. В частности, значение стандартного отклонения σ поверхностной твердости должно быть небольшим. Например, водорастворимая полимерная композиция, в которую добавлена соль неразветвленной ненасыщенной жирной кислоты или соль неразветвленной ненасыщенной жирной кислоты и формиат натрия, имеет более подходящую степень кристалличности и может иметь меньший разброс значений поверхностной твердости по сравнению с композицией, не содержащей указанных веществ. В частности, такое добавление может обеспечивать меньший разброс значений поверхностной твердости после проведения ускоренного испытания на термическое старение, например, ускоренного испытания на термическое старение на воздухе. В результате точность расположения отверстий может быть очень высокой. Для измерения поверхностной твердости слоя водорастворимой полимерной композиции, поверхностную твердость (твердость по Мартенсу) слоя водорастворимой полимерной композиции определяют с помощью динамического устройства для определения ультра-микротвердости (DUH-211, поставляемого Shimadzu Corporation) в 10 произвольно выбранных точках на верхней стороне трафарета для высверливания отверстий при вертикальном положении наконечника устройства для испытания вдавливанием и следующих параметрах: треугольник 115, усилие образца: 10 мН, скорость нагружения: 0,7316 мН/сек, продолжительность воздействия нагрузки: 10 сек, коэффициент Пуассона: 0,07. Вычисляют среднее значение и величину стандартного отклонения σ измеренных значений поверхностной твердости.
Стандартное отклонение σ значений поверхностной твердости слоя водорастворимой полимерной композиции должно составлять не более 2. Если стандартное отклонение σ превышает 2, то повышаются флуктуации значений поверхностной твердости и точность расположения отверстий изменяется, что нежелательно. Таким образом, стандартное отклонение σ значений поверхностной твердости слоя водорастворимой полимерной композиции составляет не более 2, предпочтительно не более 1,0, и наиболее предпочтительно не более 0,5.
Кроме того, если значения поверхностной твердости слоя водорастворимой полимерной композиции составляют менее 8,5 Н/мм2, то при контакте наконечника сверла с трафаретом для высверливания отверстий происходит неточная установка расположения отверстий, снижающая точность расположения отверстий. Таким образом, значения поверхностной твердости слоя водорастворимой полимерной композиции должны составлять не менее 8,5 Н/мм2, предпочтительно не менее 9 Н/мм2, предпочтительнее не менее 9,5 Н/мм2, более предпочтительно не менее 10 Н/мм2. С другой стороны, если значения поверхностной твердости слоя водорастворимой полимерной композиции превышают 20 Н/мм2, то повышается риск поломки наконечника сверла. Таким образом, поверхностная твердость слоя водорастворимой полимерной композиции должна составлять не более 25 Н/мм2, предпочтительно не более 20 Н/мм2.
Термическая стабильность трафарета для высверливания отверстий согласно изобретению может быть подтверждена в соответствии со степенью изменения точности расположения отверстий (%) и величиной стандартного отклонения σ поверхностной твердости (Н/мм2), измеренной до и после проведения ускоренных испытаний на термическое старение. Ускоренное испытание на термическое старение проводят в условиях, включающих выдерживание на воздухе при температуре, превышающей температуру окружающей среды, в течение определенного периода времени, как указано выше. В частности, для измерений применяют сушильное устройство взрывобезопасного типа (SPHH-202, поставляемое ESPEC Corporation), измерения выполняют в среде, сообщающейся с атмосферным воздухом (на воздухе), трафарет для высверливания отверстий нарезают на кусочки размерами 50×100 мм и помещают на плоскую поверхность так, чтобы на верхней поверхности оказался слой водорастворимой полимерной композиции (при этом поверхность металлической несущей фольги оказывается внизу), и выдерживают, например, при 50°C в течение одного часа, а затем на воздухе при комнатной температуре (25°C). Следует отметить, что температуру, при которой выполняют ускоренное испытание на термическое старение, устанавливают, соответственно, выше температуры затвердевания водорастворимой полимерной композиции, но ниже температуры ее плавления. Если эта температура превышает температуру плавления водорастворимой полимерной композиции, то композиция плавится, то есть ее технические характеристики до плавления оказываются неизвестными, что не позволяет оценить характеристики трафарета для высверливания отверстий. С другой стороны, если температура лежит ниже температуры затвердевания, то не может быть проведено ускоренное испытание на термическое старение с целью определения термической стабильности.
Точность расположения отверстий трафарета для высверливания отверстий может быть разной в зависимости от типа высверливаемого материала, условий высверливания, диаметра наконечника сверла и подобных параметров. Таким образом, для проведения относительного сравнения, а не простого сравнения величин точности расположения отверстий, может быть применен способ сравнения степени (%) изменения точности расположения отверстий до и после проведения ускоренных испытаний на термическое старение, например, ускоренных испытаний на термическое старение при 50°С в течение одного часа на воздухе. В этом случае степень изменения точности расположения отверстий может быть вычислена в соответствии со следующим уравнением:
Степень изменения (%) точности расположения отверстий = (точность расположения отверстий после проведения ускоренного испытания на термическое старение - точность расположения отверстий до проведения ускоренного испытания на термическое старение) ÷ точность расположения отверстий до проведения ускоренного испытания на термическое старение × 100
Согласно изобретению степень (%) изменения точности расположения отверстий до и после проведения ускоренных испытаний на термическое старение, например, ускоренных испытаний на термическое старение при 50°C в течение одного часа на воздухе, предпочтительно находится в диапазоне +10%. Это означает, что, если погрешность расположения отверстий снижается (точность расположения отверстий повышается) после проведения ускоренного испытания на термическое старение, то эта величина становится отрицательной, а если погрешность расположения отверстий увеличивается (точность расположения отверстий снижается), то эта величина становится положительной, и чем боле отрицательная величина, тем успешнее предотвращение термического старения. Таким образом, степень изменения точности расположения отверстий до и после проведения ускоренных испытаний на термическое старение предпочтительно находится в диапазоне +10%, более предпочтительно в диапазоне +5%, более предпочтительно 0%, и наиболее предпочтительно в диапазоне -5%. Кроме того, очевидно, что даже если величина рассмотренной выше степени (%) изменения точности расположения отверстий кажется достаточной, цель все же не достигнута, если абсолютная величина точности расположения отверстий (мкм) неудовлетворительна.
Если рассмотреть параметры, влияющие на точность расположения отверстий, которая должна быть обеспечена трафаретом для высверливания отверстий, то понятно, что стандартная величина зависит от диаметра наконечника сверла или высверливаемого материала. Например, если в Примерах настоящего изобретения при испытаниях применяют наконечник сверла диаметром 0,2 мм, то стандартная величина, вычисляемая как средняя величина Ave. +3σ (где Ave. - сокращение от англ. "average" - «среднее»), составляет приблизительно 20 мкм. Например, в этом отношении, если лист первоначально имеет величину точности расположения отверстий 18 мкм, то после воздействия на лист высокой температуры и снижения точности расположения отверстий, эта величина составит 19,8 мкм при отклонении +10%, 20,7 мкм при отклонении +15%, 21,6 мкм при отклонении +20%, что превосходит стандартную величину. Таким образом, трафарет для высверливания отверстий должен быть устойчив при обычной температуре окружающей среды, степень ухудшения точности расположения отверстий предпочтительно находится в диапазоне +10%, и трафарет предпочтительно позволяет поддерживать заданную точность расположения отверстий.
Для получения водорастворимой полимерной композиции подходит, например, способ растворения одного или множества водорастворимых полимерных компонентов в растворителе и последующее добавление соли неразветвленной ненасыщенной жирной кислоты или соли неразветвленной ненасыщенной жирной кислоты и формиата натрия в раствор с образованием раствора водорастворимой полимерной композиции; способ плавления одного или множества водорастворимых полимерных компонентов и последующее добавление соли неразветвленной ненасыщенной жирной кислоты или соли неразветвленной ненасыщенной жирной кислоты и формиата натрия с образованием горячего расплава водорастворимой полимерной композиции; и подобные способы.
Согласно изобретению способы образования слоя водорастворимой полимерной композиции включают, например, способ, включающий плавление водорастворимой полимерной композиции или ее растворение или диспергирование в растворителе с образованием жидкого продукта, нанесение последнего на по меньшей мере одну из поверхностей металлической несущей фольги, и сушку покрытия до получения слоя водорастворимой полимерной композиции; способ, включающий предварительное образование слоя водорастворимой полимерной композиции и последующее наложение слоя водорастворимой полимерной композиции на по меньшей мере одну из поверхностей металлической несущей фольги, его присоединение под действием нагретого валка и т.д. или с помощью клеящего вещества и т.д.; и подобные способы. Выбор способа получения слоя водорастворимой полимерной композиции не имеет определенных ограничений при условии, что этот способ известен и применяется в промышленности. В частности, можно упомянуть способ смешивания компонентов водорастворимой полимерной композиции с помощью валка, месильной машины или других месильных средств и, соответственно, плавления и образования слоя водорастворимой полимерной композиции на отделяемой пленке способом накатки валком, нанесения покрытия поливом и т.д.; способ предварительного формования водорастворимой полимерной композиции в виде листа водорастворимой полимерной композиции требуемой толщины в с помощью валка; применение экструдера с Т-образной экструзионной головкой и т.д.; и подобные способы. Кроме того, нанесение и соединение металлической несущей фольги и слоя водорастворимой полимерной композиции упрощается, если на той поверхности слоя металлической несущей фольги, на которую должен быть нанесен слой водорастворимой полимерной композиции, предварительно сформована полимерная мембрана.
Кроме того, желательно также оптимизировать условия, при которых производят нанесение раствора водорастворимой полимерной композиции непосредственно на металлическую несущую фольгу, а также условия сушки раствора водорастворимой полимерной композиции в соответствии с толщиной слоя водорастворимой полимерной композиции. В частности, сушку предпочтительно производят при температуре, составляющей от 120°C до 160°C, в течение времени, составляющего от 10 секунд до 600 секунд, предпочтительнее при температуре, составляющей от 120°C до 160°C, в течение времени, составляющего от 10 секунд до 500 секунд, более предпочтительно при температуре, составляющей от 120°C до 160°C, в течение времени, составляющего от 15 секунд до 400 секунд, наиболее предпочтительно при температуре, составляющей от 120°C до 150°C, в течение времени, составляющего от 20 секунд до 300 секунд. Если температура сушки составляет менее 120°C, или продолжительность выдерживания при температуре сушки составляет менее 10 секунд, то в слое водорастворимой полимерной композиции может оставаться растворитель, или при подводе теплоты, недостаточной для плавления водорастворимой полимерной композиции, слой водорастворимой полимерной композиции может становиться неоднородным. С другой стороны, если температура сушки превышает 200°C, или продолжительность выдерживания составляет более 600 секунд, то может происходить разложение водорастворимой полимерной композиции, ухудшающее ее внешний вид.
Условия охлаждения водорастворимой полимерной композиции, включаемой в трафарет для высверливания отверстий, обычно включают скорость охлаждения, составляющую менее 1,2°C/с. Несмотря на то что условия охлаждения водорастворимой полимерной композиции согласно изобретению могут включать скорость охлаждения, составляющую менее 1,2°C/с, охлаждение предпочтительно выполняют от начальной температуры охлаждения, составляющей от 120°C до 160°C, до конечной температуры охлаждения, составляющей от 25°C до 40°C, в течение 60 секунд со скоростью охлаждения, составляющей не менее 1,5°C/с. Разумеется, конечная температура охлаждения должна быть установлена ниже температуры затвердевания водорастворимой полимерной композиции. Однако, если конечная температура охлаждения составляет менее 15°C, то трафарет может подвергаться короблению, и при проведении последующих этапов может происходить конденсация росы, что нежелательно. Если скорость охлаждения составляет менее 1,5°C/с, то продолжительность охлаждения возрастает и может превысить 60 секунд, что нежелательно. Таким образом, условия охлаждения включают охлаждение предпочтительно от температуры, составляющей от 120°С до 160°C, до температуры, составляющей от 25°C до 40°C, в течение 50 секунд со скоростью охлаждения, составляющей не менее 2°C/с; предпочтительнее охлаждение от температуры, составляющей от 120°С до 160°C, до температуры, составляющей от 25°C до 40°C, в течение 40 секунд со скоростью охлаждения, составляющей не менее 2,5°C/с; более предпочтительно охлаждение от температуры, составляющей от 120°С до 160°C, до температуры, составляющей от 25°C до 40°C, в течение 30 секунд со скоростью охлаждения, составляющей не менее 3°C/с; еще более предпочтительно охлаждение от температуры, составляющей от 120°C до 160°C, до температуры, составляющей от 25°C до 40°C, в течение 20 секунд со скоростью охлаждения, составляющей не менее 4,5°C/с; наиболее предпочтительно от температуры, составляющей от 120°C до 160°C, до температуры, составляющей от 25°C до 40°C, в течение 15 секунд со скоростью охлаждения, составляющей не менее 6°C/с.
Металл, из которого изготавливают металлическую несущую фольгу трафарета для высверливания отверстий согласно изобретению, предпочтительно представляет собой алюминий, а толщина металлической несущей фольги обычно составляет от 0,05 до 0,5 мм, и предпочтительно от 0,05 до 0,3 мм. Если толщина металлической несущей фольги составляет менее 0,05 мм, то при высверливании в многослойной панели легко образуются заусенцы, а если ее толщина превышает 0,5 мм, то затрудняется удаление стружки, образующейся при высверливании. Материал алюминиевой фольги предпочтительно представляет собой алюминий, чистота которого составляет не менее 95%, в частности, сорта алюминия 5052, 3004, 3003, 1N30, 1N99, 1050, 1070, 1085, 8021 и подобные им сорта, указанные в документе JIS-H4160. Применение высокочистой алюминиевой фольги в качестве материала металлической несущей фольги улучшает ударную релаксацию и режущую способность наконечника сверла, а также повышает точность расположения отверстий при сверлении и обеспечивает смазывание наконечника сверла водорастворимой полимерной композицией. Кроме того, для повышения адгезионной способности водорастворимой полимерной композиции более предпочтительно применять алюминиевую фольгу, на которую предварительным формованием нанесена полимерная мембрана толщиной от 0,001 до 0,02 мм. Более предпочтительно, толщина полимерной мембраны составляет от 0,001 до 0,01 мм. Выбор материала полимерной пленки не имеет особых ограничений, и такой материал может представлять собой любой термореактивный полимер или термопластический полимер. Например, в качестве термопластического полимера может быть выбран полимер на основе уретана, полимер на основе винилацетата, полимер на основе винилхлорида, полимер на основе сложного полиэфира и сополимеры перечисленных полимеров. В качестве термореактивного полимера может быть выбран полимер на основе эпоксида и полимер на основе цианата. Кроме того, в качестве металлической фольги согласно изобретению может быть использована коммерчески доступная фольга с предварительно нанесенным хорошо известным способом покрытием в виде полимерной мембраны.
Кроме того, добавление в водорастворимую полимерную композицию соли неразветвленной ненасыщенной жирной кислоты приводит к полезному эффекту, который состоит в достижении высокой точности расположения отверстий, повышения степени кристалличности и снижении флуктуации поверхностной твердости, как описано выше. Поэтому добавление такой соли в упомянутую выше полимерную мембрану не приводит к достижению ожидаемого полезного эффекта.
Трафарет для высверливания отверстий согласно изобретению предназначен для использования при высверливании сверлом, наконечник которого имеет диаметр, составляющий от 0,05 мм до 0,3 мм, отверстий в многослойной панели или многослойной печатной плате. В частности, его применение предпочтительно при использовании сверл малых диаметров, составляющих от не менее 0,05 мм до не более 0,15 мм, в особенности, при сверлении сверлами с ультрамалыми диаметрами, величины которых составляют от не менее 0,05 мм до не более 0,105 мм, в тех случаях, где требуется высокая точность расположения отверстий.
Несмотря на то что толщина слоя водорастворимой полимерной композиции в трафарете для высверливания отверстий согласно изобретению может быть различной и зависит от диаметра наконечника сверла, применяемого для сверления, структуры многослойной панели или многослойной печатной платы и аналогичных параметров, эта толщина обычно составляет от 0,01 до 0,3 мм, предпочтительнее - от 0,02 до 0,2 мм, более предпочтительно - от 0,02 до 0,12 мм. Если толщина слоя водорастворимой полимерной композиции составляет менее 0,01 мм, то не может быть достигнут достаточный смазывающий эффект, что приводит к повышению шероховатости стенок отверстий, а также приводит к поломке наконечника сверла из-за повышенной нагрузки на наконечник сверла. С другой стороны, если толщина слоя водорастворимой полимерной композиции превышает 0,3 мм, то может повышаться количество полимера, налипающего на наконечник сверла.
Толщину каждого слоя, составляющего трафарет для высверливания отверстий, измеряют следующим образом. Трафарет для высверливания отверстий нарезают со стороны слоя водорастворимой полимерной композиции, нанесенной на трафарет для высверливания отверстий, с помощью станка для полировки шлифов (Cross Section Polisher SM-09010, изготовляемого JOEL Ltd. Datum) или ультрамикротома (EM UC7, изготовляемого Leica Microsystems GmbH) в направлении, перпендикулярном слою водорастворимой полимерной композиции, после чего исследуют поперечный разрез в вертикальном направлении разреза с помощью СЭМ (сканирующего электронного микроскопа, VE-7800, изготовляемого Keyence Corporation) с измерением толщины слоя алюминия и слоя водорастворимой полимерной композиции при 900-кратном увеличении зоны обзора. Толщину измеряют на пяти участках зоны обзора, и за толщину каждого слоя принимают среднее из полученных значений.
Высверливание платы с печатным монтажом, например многослойной панели или многослойной печатной платы, выполняют с помощью трафарета для высверливания отверстий согласно изобретению, располагая одну или множество многослойных панелей или многослойных печатных плат в виде пачки, помещая на по меньшей мере верхней поверхности пачки трафарет так, чтобы металлическая поверхность несущей фольги контактировала с материалом платы с печатным монтажом, и выполняя высверливание с поверхности слоя водорастворимой полимерной композиции, нанесенной на трафарет для высверливания отверстий.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Ниже изобретение описано более подробно с помощью Примеров и Сравнительных Примеров. Следует отметить, что приведенные ниже Примеры даны для иллюстрации примера осуществления изобретения, которым настоящее изобретение не ограничено. При описании Примеров "полиэтиленгликоль" может быть обозначен сокращенным наименованием "ПЭГ, "полиэтиленоксид" может быть сокращенно обозначен как "ПЭО", "сложный эфир простого полиэфира" может быть обозначен как "РЕЕ" (от англ. "polyether ester"), "метиловый спирт" - как "МеОН", и "этиловый спирт" - как "EtOH".
В Таблице 1 представлены полимеры, термостабилизаторы и подобные вещества, использованные в качестве сырья для получения трафаретов для высверливания отверстий в соответствии с Примерами и Сравнительными Примерами. Следует отметить, что термостабилизатор согласно изобретению представляет собой добавку, полезный эффект которой состоит в снижении ухудшения точности расположения отверстий из-за термического старения трафарета для высверливания отверстий или повышения точности расположения отверстий трафарета для высверливания отверстий после термического воздействия. В частности, такая добавка обеспечивает указанный выше полезный эффект в условиях высверливания, рассмотренных ниже, после проведения ускоренного испытания на термическое старение в атмосферном воздухе. Термостабилизаторы включают не только соли неразветвленных ненасыщенных жирных кислот, применяемые согласно изобретению (сорбат натрия, олеат натрия, олеат калия, линолеат натрия), но и тринатриевую соль 3-гидрокси-4-[(4-сульфо-1-нафталин)азо]-2,7-нафталиндисульфоновой кислоты (краситель Red No. 2), добавляемую в эталонный образец.


Пример 1
80 масс. частей полиэтиленоксида, среднемассовая молекулярная масса которого составляет 110000 (ALKOX L11, поставляемого Meisei Chemical Works, Ltd.), и 20 масс. частей полиэтиленгликоля, среднемассовая молекулярная масса которого составляет 20000 (ПЭГ20000, поставляемого Sanyo Chemical Industries, Ltd.) полностью растворяли в смешанном растворителе, состоящем из воды и МеОН, таким образом, что содержание твердого вещества в полимере составило 30%. Отношение количества воды к МеОН при этом составило 70/30 (масс. части).
Затем к смеси добавляли и полностью растворяли 0,1 масс. частей олеата натрия (поставляемого Kanto Chemical Co., Inc.) в пересчете на 100 масс. частей содержания твердых веществ в полученной водорастворимой полимерной композиции. Раствор этой водорастворимой полимерной композиции наносили с помощью стержневого устройства для нанесения покрытия на алюминиевую фольгу (стандарт JIS 1100, толщина 0,1 мм, поставляемую Mitsubishi Aluminum Со, Ltd.), на одну из поверхностей которой была нанесена мембрана из эпоксидного полимера толщиной 0,01 мм, таким образом, что после сушки толщина слоя водорастворимой полимерной композиции составляла 0,05 мм, сушили с помощью сушильного устройства при 120°C в течение пяти минут и дополнительно охлаждали со скоростью охлаждения, составляющей 3,1°C/с, получая трафарет для высверливания отверстий. При этом начальная температура охлаждения составляла 120°C, конечная температура охлаждения составляла 27°C, и трафарет охлаждали от начальной температуры охлаждения до конечной температуры охлаждения в течение 30 секунд со скоростью охлаждения, составляющей 3,1°C/с.
Полученный трафарет для высверливания отверстий располагали поверх пяти уложенных в пачку многослойных печатных плат, плакированных медью, каждая из которых имела толщину 0,2 мм (CCL-HL832, на обеих поверхностях медная фольга толщиной 12 мкм; материал поставляет Mitsubishi Gas Chemical Company, Inc.), таким образом, чтобы слой водорастворимой полимерной композиции оказался самым верхним; пачку многослойных печатных плат, плакированных медью, помещали на вспомогательную плату (бакелитовую плату) и производили высверливание четырьмя наконечниками сверла, причем одним наконечником сверла высверливали 3000 отверстий, при следующих параметрах наконечника сверла: диаметр 0,2 мм (CFU020S, поставляет Tungaloy Corporation), скорость вращения: 200000 об/мин и скорость подачи: 2,6 м/мин.
Затем рассмотренный выше неиспользованный трафарет для высверливания отверстий нарезали на куски размерами 50×100 мм и помещали плашмя так, чтобы слой водорастворимой полимерной композиции был верхним (а нижний слой состоял из металлической несущей фольги), в сушильное устройство (SPHH-202, поставляемое ESPEC Corporation) взрывобезопасного типа, сообщающееся с атмосферным воздухом, и оставляли при 50°C в течение одного часа, а затем выдерживали при комнатной температуре (25°C) в атмосферном воздухе. Затем полученный трафарет для высверливания отверстий располагали поверх пяти уложенных в пачку многослойных печатных плат, плакированных медью, каждая из которых имела толщину 0,2 мм (CCL-HL832, на обеих поверхностях медная фольга толщиной 12 мкм; материал поставляет Mitsubishi Gas Chemical Company, Inc.), таким образом, чтобы слой водорастворимой полимерной композиции оказался самым верхним; пачку многослойных печатных плат, плакированных медью, помещали на вспомогательную плату (бакелитовую плату) и производили высверливание четырьмя наконечниками сверла, причем одним наконечником сверла высверливали 3000 отверстий, при следующих параметрах наконечника сверла: диаметр 0,2 мм (CFU020S, поставляет Tungaloy Corporation), скорость вращения: 200000 об/мин и скорость подачи: 2,6 м/мин.
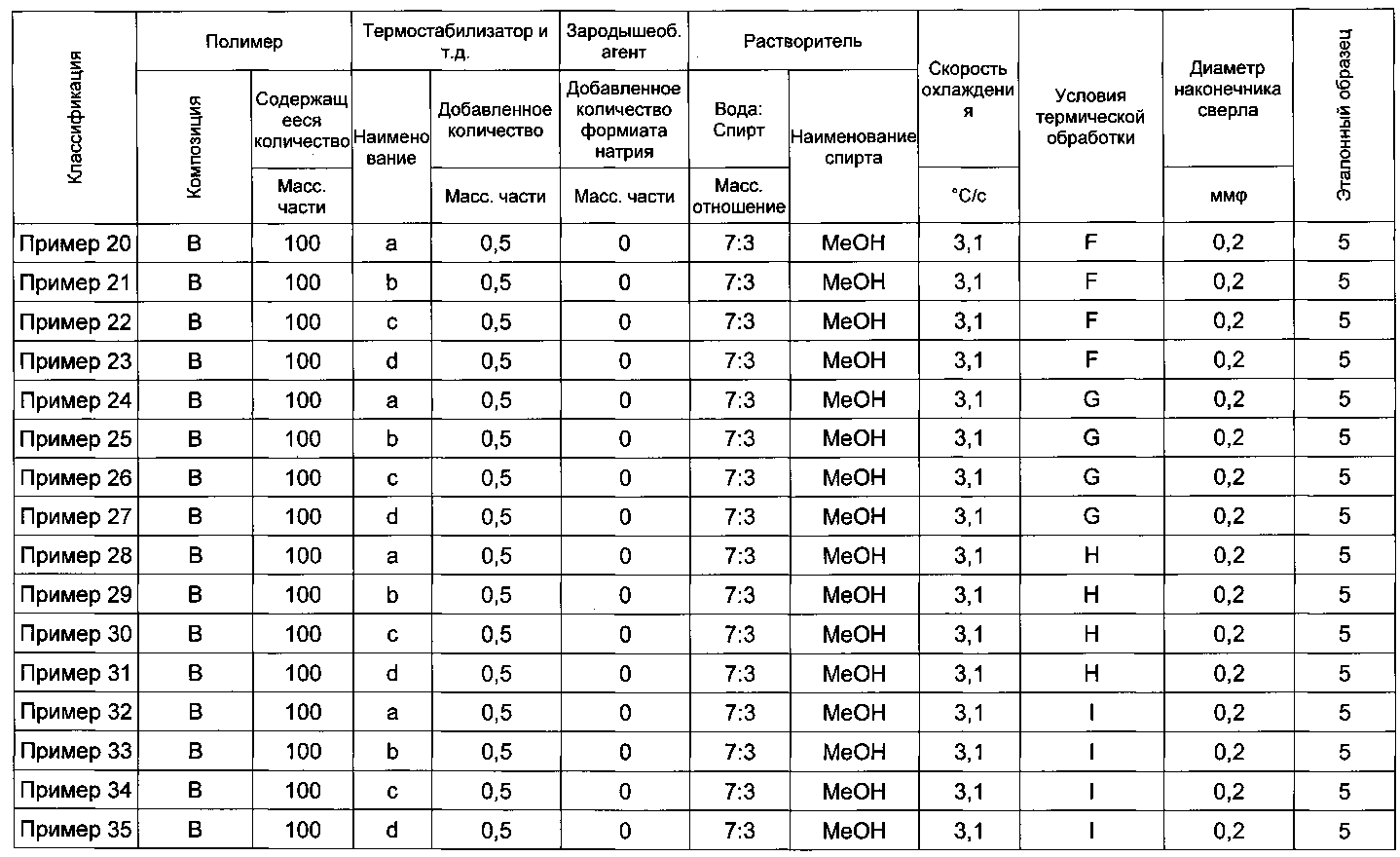
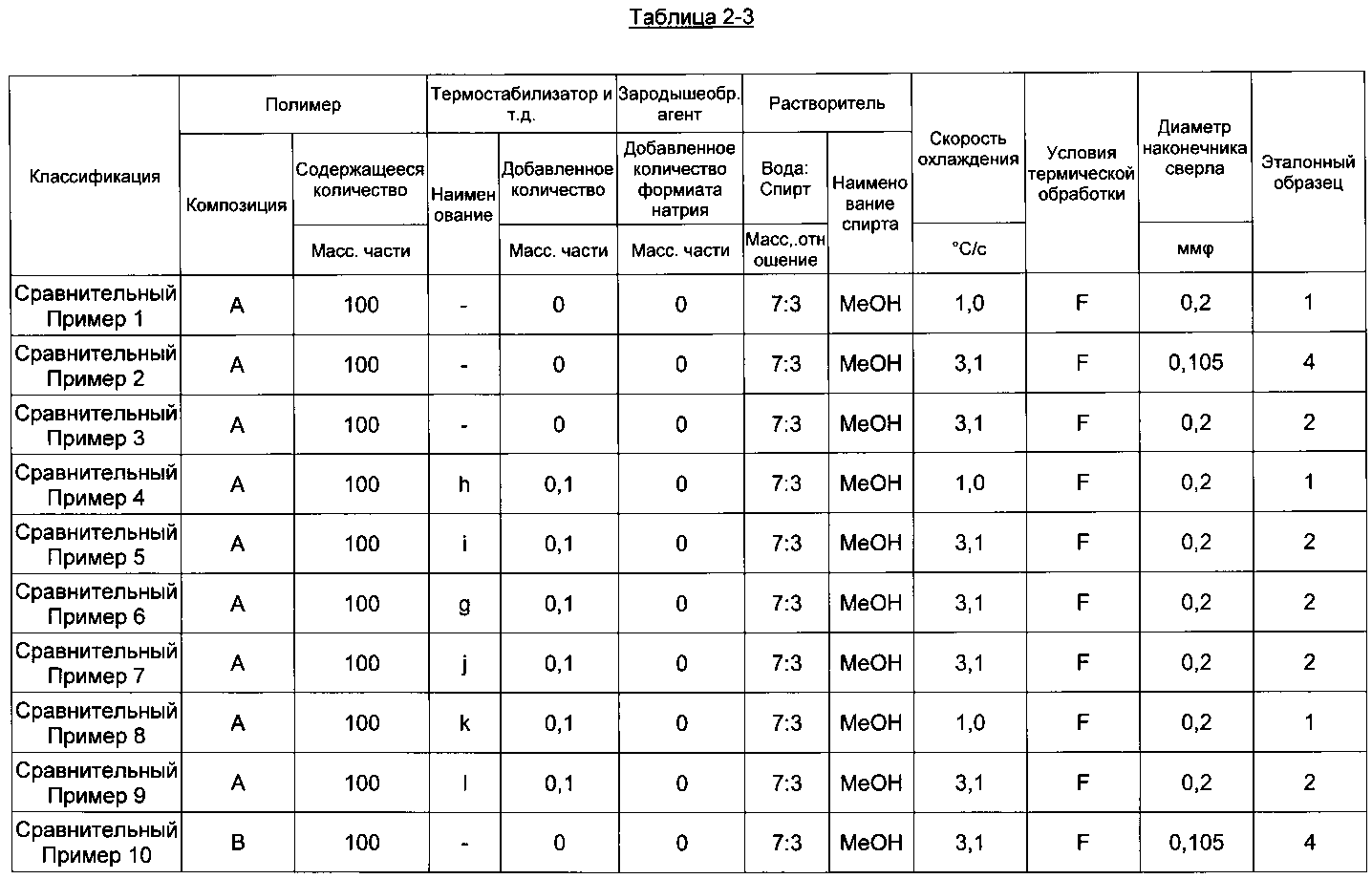
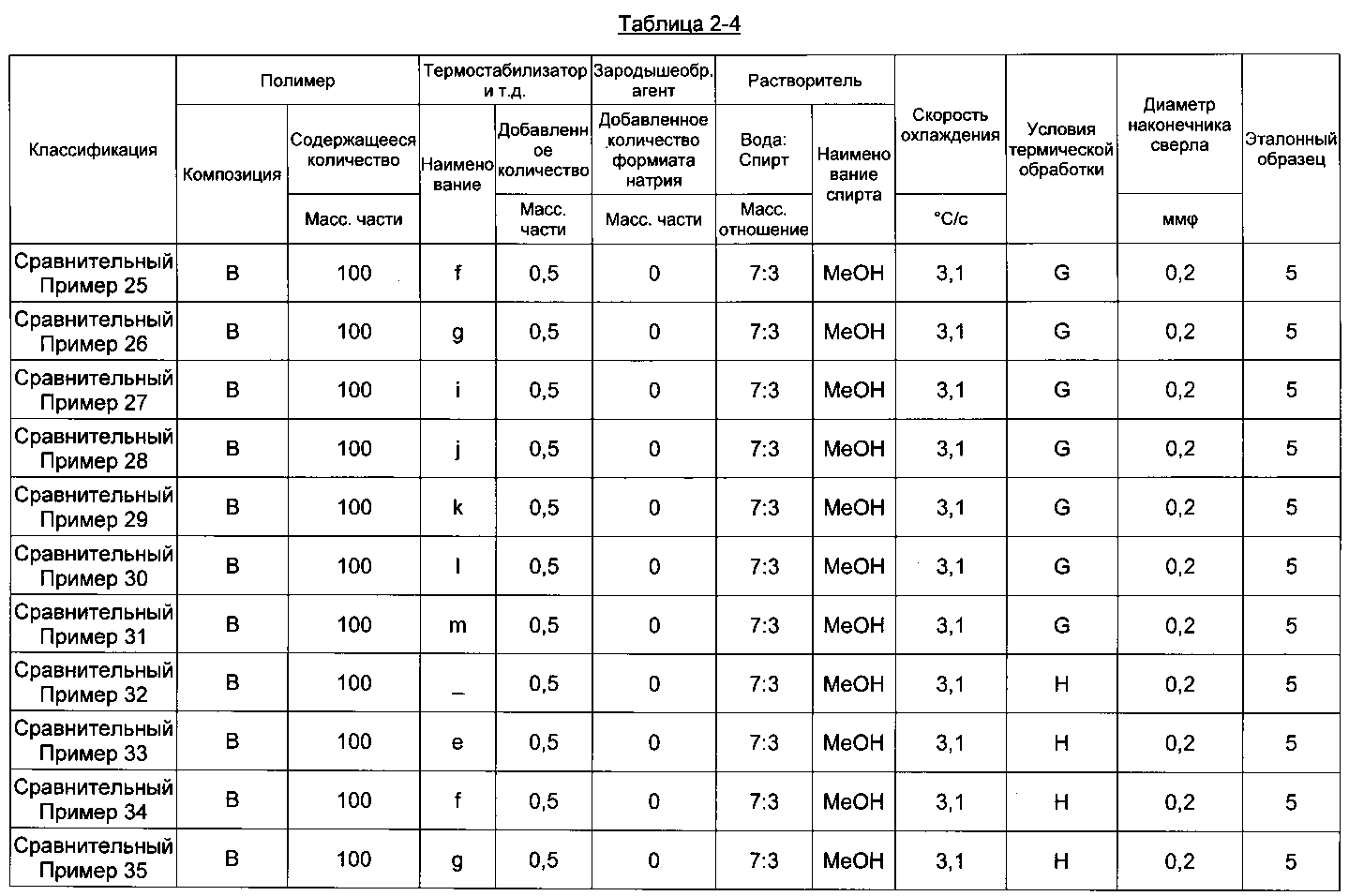
Примеры 3-13, 15, 17-35 и Сравнительные Примеры 1, 3-9, 11-49
Для Примеров 3-13, 15, 17-35 и Сравнительных Примеров 1, 3-9, 11-49 в соответствии с процедурой Примера 1 получали водорастворимую полимерную композицию, состав которой представлен в Таблице 2; раствор этой водорастворимой полимерной композиции наносили с помощью стержневого устройства для нанесения покрытия на алюминиевую фольгу (стандарт JIS 1100, толщина 0,1 мм, поставляемую Mitsubishi Aluminum Со, Ltd.), на одну из поверхностей которой была нанесена мембрана из эпоксидного полимера толщиной 0,01 мм, таким образом, что после сушки толщина слоя водорастворимой полимерной композиции составляла 0,05 мм, и сушили с помощью сушильного устройства при 120°C в течение пяти минут. Дополнительно, в Примерах 3-12, 15, 17-35 и Сравнительных Примерах 3, 5-7, 9, 11-49 трафарет охлаждали со скоростью охлаждения, составляющей 3,1°C/с, получая трафарет для высверливания отверстий. В Примере 13 трафарет охлаждали после нанесения покрытия и сушки со скоростью охлаждения, составляющей 2,0°C/с, получая трафарет для высверливания отверстий. Начальная температура охлаждения составляла 120°C, конечная температура охлаждения составляла 27°C, и трафарет охлаждали от начальной температуры охлаждения до конечной температуры охлаждения в течение 46,5 секунд со скоростью охлаждения, составляющей 2,0°C/с, получая трафарет для высверливания отверстий. Кроме того, в Сравнительных Примерах 1, 4 и 8 трафарет охлаждали после нанесения покрытия и сушки со скоростью охлаждения, составляющей 1,0°C/с, получая трафарет для высверливания отверстий. Начальная температура охлаждения составляла 120°C, конечная температура охлаждения составляла 27°C, и трафарет охлаждали от начальной температуры охлаждения до конечной температуры охлаждения в течение 93 секунд со скоростью охлаждения, составляющей 1,0°C/с, получая трафарет для высверливания отверстий.
Затем высверливание проводили в соответствии с процедурой Примера 1, применяя этот трафарет для высверливания отверстий.
Кроме того, в соответствии с процедурой Примера 1 трафарет выдерживали во взрывобезопасном сушильном устройстве (SPHH-202, поставляемом ESPEC Corporation) при заданной температуре и в течение заданного времени, а затем выдерживали при комнатной температуре (25°C) в атмосферном воздухе, получая трафарет для высверливания отверстий после проведения ускоренного испытания на термическое старение, и проводили высверливание.
Примеры 2, 14, 16 и Сравнительные Примеры 2, 10
Для Примеров 2, 14, 16 и Сравнительных Примеров 2, 10 в соответствии с процедурой Примера 1 получали водорастворимую полимерную композицию, состав которой представлен в Таблице 2; раствор этой водорастворимой полимерной композиции наносили с помощью стержневого устройства для нанесения покрытия на алюминиевую фольгу (стандарт JIS 1100, толщина 0,1 мм, поставляемую Mitsubishi Aluminum Со, Ltd.), на одну из поверхностей которой была нанесена мембрана из эпоксидного полимера толщиной 0,01 мм, таким образом, что после сушки толщина слоя водорастворимой полимерной композиции составляла 0,03 мм, сушили с помощью сушильного устройства при 120°С в течение трех минут и дополнительно охлаждали в условиях охлаждения, указанных в Примере 1, получая трафарет для высверливания отверстий.
Полученный трафарет для высверливания отверстий располагали поверх шести уложенных в пачку многослойных печатных плат, плакированных медью, толщиной 0,1 мм каждая (CCL-HL832NXA, на обеих поверхностях медная фольга толщиной 3 мкм, поставляемого Mitsubishi Gas Chemical Company, Inc.), таким образом, чтобы слой водорастворимой полимерной композиции оказался самым верхним; пачку многослойных печатных плат, плакированных медью, помещали на вспомогательную плату (бакелитовую плату) и производили высверливание четырьмя наконечниками сверла, причем одним наконечником сверла высверливали 3000 отверстий, при следующих параметрах наконечника сверла: диаметр 0,105 мм (MD J492B 0,105×1,6, поставляет Union Tool Co.), скорость вращения: 200000 об/мин и скорость подачи: 1,6 м/мин.
Кроме того, в соответствии с процедурой Примера 1 трафарет выдерживали во взрывобезопасном сушильном устройстве (SPHH-202, поставляемом ESPEC Corporation) при заданной температуре и в течение заданного времени, а затем выдерживали при комнатной температуре (25°C) в атмосферном воздухе, получая трафарет для высверливания отверстий после проведения ускоренного испытания на термическое старение, и проводили высверливание.
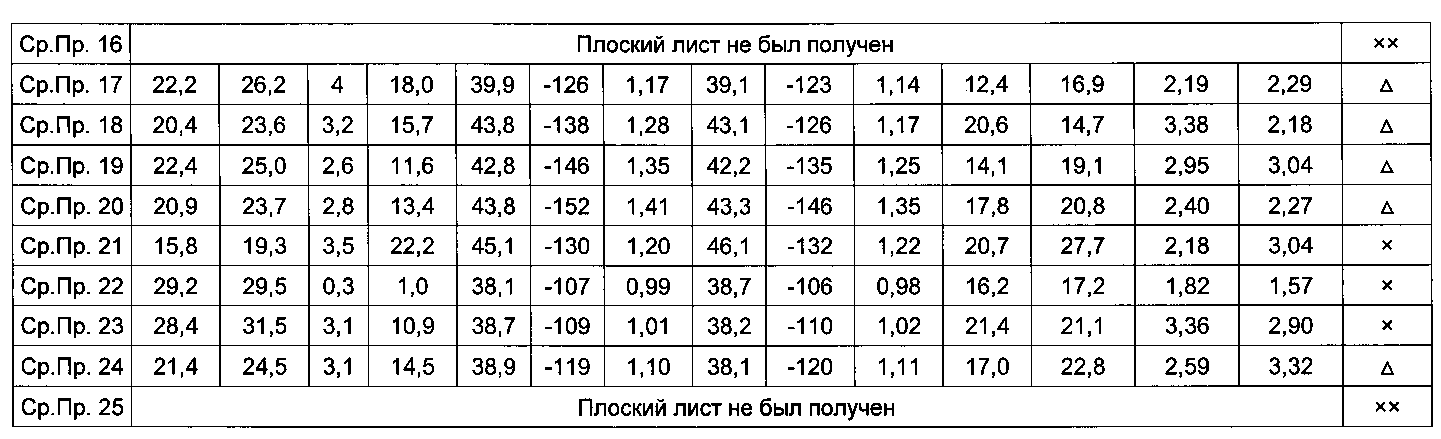
В Таблице 3 представлены результаты определения точности расположения отверстий Ave. +3σ (мкм), количественных изменений точности расположения отверстий Δ Ave. +3σ (мкм), степени изменения точности расположения отверстий Δ Ave. +3σ (%), температуры затвердевания (°С), теплоты затвердевания (Дж/мг), степени кристалличности, средней поверхностной твердости (Ave.) (Н/мм2), стандартного отклонения σ поверхностной твердости (Н/мм2) и результаты комплексного анализа данных, полученных в Примерах 1-35 и Сравнительных Примерах 1-49. Ниже описаны методики исследований.
Эталонный образец 1
Полиэтиленоксид со среднемассовой молекулярной массой 110000 (ALKOX L11, поставляемый Meisei Chemical Works, Ltd.) полностью растворяли в смешанном растворе, содержащем воду и МеОН, таким образом, что содержание твердого вещества в полимере составило 30%. Отношение количества воды к МеОН при этом составило 70/30 (масс. части). Раствор водорастворимой полимерной композиции, содержащий 5 масс, частей красителя Red No. 2 в пересчете на 100 масс. частей добавляемого полиэтиленоксида, наносили с помощью стержневого устройства для нанесения покрытия на алюминиевую фольгу (стандарт JIS 1100, толщина 0,1 мм, поставляемую Mitsubishi Aluminum Со, Ltd.), на одну из поверхностей которой была нанесена мембрана из эпоксидного полимера толщиной 0,01 мм, таким образом, что толщина слоя водорастворимой полимерной композиции после сушки составила 0,05 мм, сушили с помощью сушильного устройства при 120°C в течение пяти минут и дополнительно охлаждали со скоростью охлаждения, составляющей 1,0°C/с, получая трафарет для высверливания отверстий. Полученный материал использовали как эталонный образец для определения степени кристалличности.
Эталонные образцы 2, 3, 5
Полиэтиленоксид со среднемассовой молекулярной массой 110000 (ALKOX L11, поставляемый Meisei Chemical Works, Ltd.) полностью растворяли в смешанном растворе, содержащем воду и МеОН, таким образом, что содержание твердого вещества в полимере составило 30%. Отношение количества воды к МеОН при этом составило 70/30 (масс. части). Раствор водорастворимой полимерной композиции, содержащий 5 масс, частей красителя Red No. 2 в пересчете на 100 масс. частей добавляемого полиэтиленоксида, наносили с помощью стержневого устройства для нанесения покрытия на алюминиевую фольгу (стандарт JIS 1100, толщина 0,1 мм, поставляемую Mitsubishi Aluminum Со, Ltd.), на одну из поверхностей которой была нанесена мембрана из эпоксидного полимера толщиной 0,01 мм, таким образом, что толщина слоя водорастворимой полимерной композиции после сушки составила 0,05 мм, сушили с помощью сушильного устройства при 120°C в течение пяти минут и дополнительно охлаждали со скоростью охлаждения, составляющей 3,1°C/с, получая трафарет для высверливания отверстий. При этом условия охлаждения соответствовали условиям, рассмотренным в Примере 1. Полученный материал использовали как эталонный образец для определения степени кристалличности. Следует отметить, что эксперименты с Эталонными образцами 2, 3, 5 проводили в разные дни. При проведении представленных Примеров для повышения точности определения каждый из эталонных образцов получали в день проведения эксперимента.
Эталонный образец 4
Так же как и для эталонных образцов 1-3 и 5 была получена водорастворимая полимерная композиция, и раствор этой водорастворимой полимерной композиции наносили с помощью стержневого устройства для нанесения покрытия на алюминиевую фольгу (стандарт JIS 1100, толщина 0,7 мм, поставляемую Mitsubishi Aluminum Со, Ltd.), на одну из поверхностей которой была нанесена мембрана из эпоксидного полимера толщиной 0,01 мм, таким образом, что толщина слоя водорастворимой полимерной композиции после сушки составила 0,03 мм, сушили с помощью сушильного устройства при 120°C в течение трех минут и дополнительно охлаждали со скоростью охлаждения, составляющей 3,1°C/с, получая трафарет для высверливания отверстий. При этом условия охлаждения соответствовали условиям, рассмотренным в Примере 1. Полученный материал использовали как эталонный образец для определения степени кристалличности.
Затем во взрывобезопасное сушильное устройство (SPHH-202, поставляемое ESPEC Corporation), сообщающееся с атмосферным воздухом, были плашмя помещены описанные выше неиспользованные эталонные образцы 1-5, которые использовали для определения степени кристалличности, нарезанные на куски размером 50×100 мм, таким образом, чтобы слой водорастворимой полимерной композиции был верхним (а нижний слой состоял из металлической несущей фольги), выдерживали при 50°C в течение одного часа, а затем выдерживали при комнатной температуре (25°C) в атмосферном воздухе. Полученный материал использовали как эталонный образец для определения степени кристалличности после проведения ускоренного испытания на термическое старение.
Эталонный образец, используемый для определения степени кристалличности в каждом из Примеров и Сравнительных Примеров, был, соответственно, выбран из описанных выше эталонных образцов 1-5 с учетом суток, в которые проводили эксперимент, условий охлаждения и других параметров эталонного образца.





Полимерная композиция
Условия термической обработки








Как было показано в приведенных выше экспериментальных примерах, добавление соли неразветвленной ненасыщенной жирной кислоты снижает, по сравнению с влиянием других добавок, потерю точности расположения отверстий в результате термического старения или повышает точность расположения отверстий, то есть имеет высокую комплексную оценку. При этом наилучшая комплексная оценка при всех условиях термической обработки из всех солей неразветвленных ненасыщенных жирных кислот была получена при добавлении олеата натрия (термостабилизатора (b)). Кроме того, добавление комбинации соли неразветвленной ненасыщенной жирной кислоты и формиата натрия в качестве зародышеобразующей добавки приводило к получению специфического полезного эффекта, который заключался в стабильности и высокой точности расположения отверстий как до, так и после проведения описанного выше ускоренного испытания на термическое старение. В частности, указанный полезный эффект особенно заметен при уменьшении диаметра наконечника сверла, когда на точность расположения отверстий начинает сильно влиять состояние поверхности слоя водорастворимой полимерной композиции. Другими словами, для повышения плотности расположения элементов на платах с печатным монтажом необходимо уменьшать диаметр наконечника сверла и, соответственно, диаметр отверстий, и, таким образом, повышение точности расположения отверстий согласно изобретению является чрезвычайно полезной методикой. Кроме того, как указано выше, соль неразветвленной ненасыщенной жирной кислоты, применяемая в качестве термостабилизатора, и формиат натрия, применяемый в качестве зародышеобразующей добавки, должны быть добавлены в определенном количестве, необходимом и достаточном с экономической точки зрения для создания полезного эффекта. Следует отметить, что оказываемый формиатом натрия, применяемым в качестве зародышеобразующей добавки, полезный эффект отличается от полезного эффекта, оказываемого солью неразветвленной ненасыщенной жирной кислоты, применяемой в качестве термостабилизатора. Например, в отличие от трафарета для высверливания отверстий, который не содержит формиата натрия, но содержит соль неразветвленной ненасыщенной жирной кислоты, трафарет для высверливания отверстий, не содержащий соли неразветвленной ненасыщенной жирной кислоты, но содержащий формиат натрия, имеет высокое стандартное отклонение поверхностной твердости линейного слоя водорастворимой полимерной композиции (без термической обработки). Дополнительно, в случае добавления стеарата натрия (добавка (f)) в Сравнительных Примерах 16, 25, 34 и 43, раствор водорастворимой полимерной композиции с течением времени набухает, что не позволяет получать плоский лист, который может быть использован как трафарет для высверливания отверстий.
Способы оценки
1) Степень кристалличности
Согласно изобретению для определения степени кристалличности полученной водорастворимой полимерной композиции применяли анализ ДСК (с применением дифференциального сканирующего калориметра, ДСК6220, поставляемого Sll Nano technology Inc.).
Для проведения анализа температуру повышали от 30°С до 100°С, затем выдерживали при 100°С в течение трех минут, а затем охлаждали от 100°С до 30°С и выдерживали при 30°С в течение трех минут, причем скорость повышения температуры составляла +3°С/минуту, а скорость охлаждения составляла -3°С/минуту. Этот цикл повторяли дважды, вычисляя теплоту затвердевания при втором понижении температуры. В этом случае измерения проводили на образцах водорастворимой полимерной композиции массой 10 мг, определяя из полученных данных количество теплоты затвердевания на 1 мг образца, которое принимали за теплоту затвердевания водорастворимой полимерной композиции.
С другой стороны, за стандартную полимерную композицию (А) принимали полимерную композицию, содержащую 100 масс, частей полиэтиленоксида, среднемассовая молекулярная масса (Mw) которого составляет 110000 (ALKOX L11, поставляемый Meisei Chemical Works, Ltd.) и 5 масс, частей красителя Food Red No. 2. Для определения степени кристалличности стандартной полимерной композиции (А) по данным ДСК вычисляли теплоту затвердевания при втором понижении температуры, и это количество теплоты затвердевания принимали за степень кристалличности, равную 1,0.
Затем полученное выше значение теплоты затвердевания образца водорастворимой полимерной композиции делили на теплоту затвердевания стандартной полимерной композиции (А), получая степень кристалличности образца водорастворимой полимерной композиции:
Степень кристалличности образца = теплота затвердевания образца ÷ теплота затвердевания стандартной полимерной композиции (А)
2) Температура затвердевания
Согласно изобретению за температуру затвердевания водорастворимой полимерной композиции принимали наибольшую температуру экзотермического пика при затвердевании во время второго понижения температуры в условиях, принятых для измерения 1) Степени кристалличности.
3) Поверхностная твердость
Согласно изобретению для определения поверхностной твердости слоя водорастворимой полимерной композиции измеряли поверхностную твердость (твердость по Мартенсу) слоя водорастворимой полимерной композиции в 10 произвольно выбранных точках, направляя зонд динамического устройства для определения ультра-микротвердости (DUH-211, поставляемого Shimadzu Corporation) сверху в вертикальном направлении на поверхность трафарета для высверливания при следующих параметрах наконечника устройства для испытания вдавливанием: треугольник 115, усилие образца 10 мН, скорость нагружения 0,7316 мН/сек, продолжительность воздействия нагрузки 10 сек, коэффициент Пуассона 0,07. Затем вычисляли среднее значение и величину стандартного отклонения σ измеренных значений поверхностной твердости.
4) Высверливание
Согласно изобретению высверливание каждого образца выполняли в следующих условиях:
Трафарет для высверливания отверстий располагали поверх пяти уложенных в пачку многослойных печатных плат, плакированных медью, каждая из которых имела толщину 0,2 мм (CCL-HL832, на обеих поверхностях медная фольга толщиной 12 мкм; материал поставляет Mitsubishi Gas Chemical Company, Inc.), таким образом, чтобы слой водорастворимой полимерной композиции оказался самым верхним, и пачку многослойных печатных плат, плакированных медью, помещали на вспомогательную плату (бакелитовую плату), и проводили высверливание, причем одним наконечником сверла высверливали 3000 отверстий, при следующих параметрах высверливания: диаметр наконечника сверла 0,2 мм (CFU020S, поставляемый Tungaloy Corporation), скорость вращения 200000 об/мин и скорость подачи 2,6 м/мин.
Также трафарет для высверливания отверстий располагали поверх шести уложенных в пачку многослойных печатных плат, плакированных медью, толщиной 0,1 мм (CCL-HL832NXA, на обеих поверхностях медная фольга толщиной 3 мкм, поставляемого Mitsubishi Gas Chemical Company, Inc.), таким образом, чтобы слой водорастворимой полимерной композиции оказался самым верхним, и пачку многослойных печатных плат, плакированных медью, помещали на вспомогательную плату (бакелитовую плату) и проводили высверливание, причем одним наконечником сверла высверливали 3000 отверстий, при следующих параметрах: диаметр наконечника сверла 0,105 мм (MD J492B 0,105×1,6, поставляемый Union Tool Co.), скорость вращения: 200000 об/мин и скорость подачи: 1,6 м/мин.
5) Точность расположения отверстий
Согласно изобретению для определения точности расположения отверстий, получаемой при применении трафарета для высверливания отверстий, с помощью анализатора расположения отверстий (НА-1АМ, поставляемого Hitachi Via Mechanics, Ltd.) на тыльной поверхности нижней платы пачки уложенных друг на друга листов многослойных печатных плат, плакированных медью, определяли смещение действительного расположения отверстий относительно требуемых координат при высверливании 3000 отверстий и вычисляли среднюю величину и стандартное отклонение (σ) на один наконечник сверла, получая среднюю величину +3σ и максимальную величину. Затем для определения обобщенной точности расположения отверстий при высверливании вычисляли и записывали среднюю величину "средней величины +3σ" для наконечника сверла. Уравнения для определения обобщенной точности расположения отверстий при высверливании приведено ниже:
Уравнение 1
Обобщенная точность расположения отверстий при высверливании (мкм) = (nΣi=1 "среднее значение +3σ" для наконечника сверла ÷ количество наконечников сверла)
Реферат
Изобретение относится к процессу высверливания отверстий в многослойной панели или многослойной печатной плате. Трафарет содержит металлическую несущую фольгу и образованный на по меньшей мере одной из ее поверхностей слой водорастворимой полимерной композиции, которая содержит водорастворимый полимер, водорастворимый смазочный материал и соль неразветвленной ненасыщенной жирной кислоты. Слой водорастворимой полимерной композиции получен охлаждением от начальной температуры охлаждения от 120°C до 160°C до конечной температуры охлаждения от 25°C до 40°C в течение 60 секунд со скоростью охлаждения не менее 1,5°C/с. Степень кристалличности водорастворимой полимерной композиции составляет не менее 1,2, поверхностная твердость слоя водорастворимой полимерной композиции составляет от 8,5 до 25 Н/ммпри стандартном отклонении величины поверхностной твердости не более 2. Повышается точность расположения отверстий и качество высверливания. 14 з.п. ф-лы, 4 ил., 4 табл.
Формула
водорастворимая полимерная композиция содержит водорастворимый полимер, водорастворимый смазочный материал и соль неразветвленной ненасыщенной жирной кислоты,
слой водорастворимой полимерной композиции получен нанесением на металлическую несущую фольгу горячего расплава водорастворимой полимерной композиции или нанесением на металлическую несущую фольгу раствора, содержащего водорастворимую полимерную композицию, с последующей его сушкой и последующим охлаждением композиции от начальной температуры охлаждения, составляющей от 120°C до 160°С, до конечной температуры охлаждения, составляющей от 25°С до 40°С, в течение 60 секунд со скоростью охлаждения, составляющей не менее 1,5°C/с,
степень кристалличности водорастворимой полимерной композиции составляет не менее 1,2, и
поверхностная твердость слоя водорастворимой полимерной композиции составляет от не менее 8,5 Н/мм2 до не более 25 Н/мм2 при стандартном отклонении σ значения поверхностной твердости, не превышающем 2.
Документы, цитированные в отчёте о поиске
Устройство для пробивки базовых отверстий в фотошаблонах печатных плат
Комментарии