Способ и устройство повышения стабильности капель в системе разлива расплавленного припоя - RU2179912C2
Код документа: RU2179912C2
Чертежи






Описание
Настоящее изобретение относится к разливу капель расплавленного металла. В частности, изобретение относится к оптимизации размеров, формы и структуры капель расплавленного припоя, подаваемых насосом.
Размеры цифровых электронных систем и, в частности, персональных компьютеров в процессе последовательного совершенствования значительно сокращаются, а функциональные возможности этих систем расширяются. При этом снижение размеров интегральных схем и элементов оконечных устройств ввода/вывода непосредственно сказывается на форме контактов печатных плат.
Существующие способы паяного присоединения корпусов интегральных схем к печатным платам либо приближаются к своему технологическому пределу, либо приводят к значительному увеличению стоимости в случае использования в современных малогабаритных разработках. Возможности одного из широко распространенных способов, основанных на трафаретном разливе пастообразного припоя на печатные платы, ограничены, в то время, как другой часто применяемый способ гальванического нанесения слоя припоя на печатную плату является относительно дорогостоящим.
Аналогичная ситуация складывается и в случае формирования решеток припайного слоя на матрице интегральной схемы типа устройства с перевернутыми кристаллами (flip-chip, ИС с шариковыми выводами) или на интегральной схеме в керамическом корпусе. Разлив со отеканием шариков или столбиков припоя на матрицу интегральной схемы или керамические корпуса также является сложной и дорогостоящей процедурой.
Таким образом, большой интерес проявляется к разливу или впрыскиванию расплавленного припоя непосредственно на матрицу интегральной схемы (по отдельности или в склеенном виде), керамические корпуса интегральных схем и печатные платы. Способы разлива или впрыскивания расплавленного припоя имеют многочисленные преимущества в том случае, если обеспечивается возможность регулирования структуры, величины и места выпадения капель расплавленного припоя. Доказано, что обеспечение точного позиционирования капель расплавленного припоя при их нанесении на подложку является выполнимой задачей. Однако системы разлива расплавленного припоя, достаточно надежной для промышленного применения и в которой обеспечиваются необходимые структура, размеры и состав капель расплавленного припоя, до сих пор не реализовано.
В US 5377961 раскрыт электродинамический насос для разлива расплавленного припоя в виде капель с относительно регулируемыми размерами. Описанный в данном патенте электродинамический насос является вариантом, значительно усовершенствованным по сравнению с устройствами для разлива капель, использующими электрострикционные преобразователи типа пьезоэлектрических устройств, и в силу этого является основой систем с относительной управляемостью разливом капель расплавленного припоя. Хотя предварительные испытания свидетельствуют о возможности использования электродинамического насоса для разлива капель расплавленного припоя, тем не менее в случаях, когда критическими являются возможность повторного разлива капель, постоянство состава капель, а также стабильность размеров капель, возникает необходимость в повышении качества.
С этой точки зрения испытания показывают, что расплавленный припой, расположенный в непосредственной близости к раскрыву насадки, со временем не может оставаться однородной смесью чистого припоя. Металлургический анализ осадка в насадке для выброса расплавленного припоя и фотографический анализ наносимых капель подтверждают, что капля состоит из смеси чистого припоя с окисью олова и свинца, что приводит к возникновению капель с неоднородными физическими свойствами, такими, как поверхностное напряжение, точка плавления и сродство с другими материалами (смачиваемость). Помещение насадки в азотистую предотвращающую окисление среду не решает всех проблем.
При проверке электродинамического насоса для разлива расплавленного припоя установлено, что капли припоя после нескольких часов работы начинают значительно отличаться, не выдерживая постоянства входных параметров, которые определяют импульсы давления, создающие одиночные небольшие капли. Дальнейшие исследования подтверждают, что нестабильности связаны с неоднородным характером припоя вблизи раскрыва насадки, причем неоднородный припой состоит из вышеупомянутой смеси чистого припоя с окислившимися оловом и свинцом.
Проблема, выявленная при исследовании неоднородности капель при продолжительной работе электродинамического насоса для разлива капель расплавленного припоя, явилась одним из факторов, определивших, что условия вокруг насадки, отличные от азотистой среды, должны привести к однородному и стабильному разливу капель расплавленного припоя в течение продолжительного интервала времени с учетом того, что расплавленный припой содержит как олово, так и свинец. Сплавы, использующиеся в качестве припоя и содержащие иные окисляющиеся металлы, являются неотъемлемыми и также включаются.
Эта проблема решается с помощью предложенных устройства и способа стабилизации характеристики капель в системе разлива расплавленного припоя.
Предложенное устройство стабилизации характеристики капель в системе разлива расплавленного припоя содержит насадку, присоединенную к системе разлива и выполненную с раскрывом для пропускания отдельных капель расплавленного припоя. Согласно изобретению устройство содержит средство для внесения флюса в раскрыв насадки и средство для просачивания флюса в раскрыв насадки и на расплавленный припой, поступающий сквозь раскрыв.
Предпочтительно в процессе использования изобретения средство для просачивания флюса нагревать до температуры насадки, необходимой для использования флюса, при этом размеры и форму раскрыва насадки желательно выбрать из условия просачивания флюса.
В одном варианте реализации изобретения средство для внесения флюса целесообразно выполнить в виде транспортировщика насадки, с возможностью ее периодического перемещения и приведения в соприкосновение с источником флюса.
В другом варианте реализации изобретения средство для внесения флюса желательно выполнить в виде трубки, размещенной с возможностью вбрасывания флюса в раскрыв насадки.
В еще одном варианте реализации изобретения средство для внесения флюса предпочтительно выполнить в виде транспортировщика насадки с возможностью ее периодического перемещения сквозь пленку флюса, полученного из резервуара.
Предложенный способ стабилизации характеристики капель в системе разлива расплавленного припоя включает пропускание капель расплавленного припоя через насадку, выполненную с раскрывом. Согласно изобретению в раскрыв насадки вносят флюс, обеспечивают просачивание флюса в раскрыв насадки и на расплавленный припой, поступающий сквозь раскрыв.
Предпочтительно для обеспечения просачивания флюса насадку нагревать до температуры, необходимой для его использования, применяя при этом насадку, форма и размер раскрыва которой обеспечивают возможность внесения флюса.
Предпочтительно также для периодического внесения флюса в раскрыв насадки ее перемещать транспортировщиком до соприкосновения с источником флюса.
Внесение флюса целесообразно в одном случае производить вбрасыванием его в раскрыв насадки сквозь трубку.
В другом случае внесение флюса целесообразно производить путем периодического перемещения насадки транспортировщиком сквозь пленку флюса, полученного из резервуара.
В результате вбрасывания и просачивания флюса в раскрыв насадки обеспечивается химическое разрушение окислов вещества расплавленного припоя, удаление окислов со стенок раскрыва и облегчение высвобождения захваченных газов в расплавленном припое вблизи раскрыва насадки.
Далее изобретение поясняется описанием вариантов его
осуществления со ссылками на сопровождающие чертежи, где:
на фиг. 1 изображена схематично система разлива расплавленного припоя производственной установки с электродинамическим насосом для
разлива капель расплавленного припоя на подложку и с использованием средства для внесения жидкого флюса;
на фиг. 2 - продольное сечение насадки электродинамического насоса для разлива капель
расплавленного припоя;
на фиг. 3 - продольное сечение насадки с изображением неоднородного припоя и просочившегося флюса;
на фиг. 4 - схема погружения насадки в резервуар с флюсом;
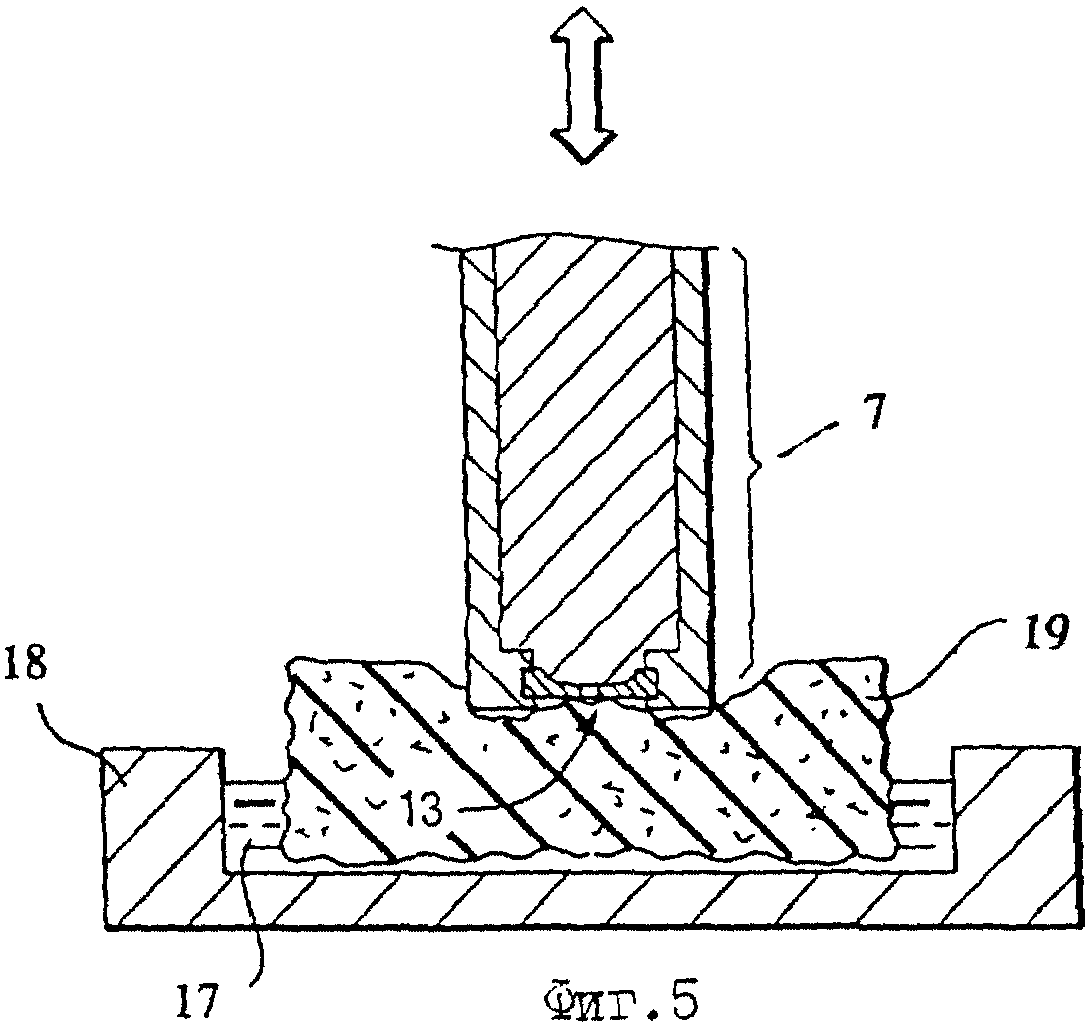
на фиг. 5 - схема внесения флюса в насадку из резервуара через промежуточную среду;
на фиг. 6 - схема внесения флюса в насадку в виде тонкой пленки, полученной предварительно в
резервуаре с флюсом;
на фиг. 7 - схема внесения флюса в насадку по трубке, проходящей через расплавленный припой;
на фиг. 8 - схема внесения флюса в насадку из резервуара с помощью
распылительной трубки, находящейся с внешней стороны насадки.
Стабилизация капель расплавленного припоя, выбрасываемых из насадки электродинамического насоса, выполняется посредством введения флюса в насадку в качестве одного из аспектов функционирования этого насоса. Несмотря на то, что флюс часто используется при сборке печатных плат для химического изменения металлических поверхностей с целью механического упрочения и металлургической очистки паяных соединений, настоящее изобретение предполагает использование флюса непосредственно в системе разлива расплавленного припоя.
Внесение флюса в насадку насоса для разлива капель расплавленного припоя разрушает окислившуюся составляющую припоя, позволяя получить чистый и однородный припой в раскрыве насадки этого насоса. Предварительные исследования воздействия флюса на разлив капель припоя показывают, что флюс оказывает троякое воздействие. Во-первых, флюс разрушает и выводит окислы свинца и олова на поверхности столбика припоя или вблизи поверхности раздела между расплавленным припоем и раскрывом насадки, позволяя получать однородную смесь чистого эвтектического припоя. Во-вторых, флюс разрушает и улучшает отвод окислов на внутренней поверхности самого раскрыва насадки, смягчая раскрыв и по существу смазывая поверхность раскрыва слоем материала флюса. И наконец, флюс сокращает поверхностное напряжение припоя непосредственно в раскрыве насадки, благодаря чему повышается качество смачивания припоем поверхности насадки вокруг раскрыва, исключая появление захваченных газов в этой области. Считается, что подобные захваченные газы нарушают однородный разлив припоя.
Положительное влияние флюса на улучшение разлива капель расплавленного припоя впервые было продемонстрировано в простом нанесении флюса на насадку электродинамического насоса для капельного разлива расплавленного припоя при помощи тампона из хлопка. Нагревание насосом капель припоя увеличивало капиллярное движение флюса по раскрыву и приводило к тому, что флюс разрушал окислы, сокращал поверхностное натяжение и улучшал движение капель через раскрыв насадки. При этом остатки флюса не представляли особой проблемы. Даже при возникновении остаточных наростов они могли быть быстро удалены простым механическим соскабливающим или очищающим устройством.
На фиг. 1 схематически показан вариант реализации изобретения в системе разлива капель расплавленного припоя производственной установки. Как видно, насос 1 для разлива капель расплавленного припоя подвешен на транспортировщике, в общем случае на трехосной (XYZ) платформе 2, обеспечивающей размещение насоса 1 не только в пределах подложки 3, на которую наносятся капли припоя, но также и в зоне средства 4 для внесения флюса и в зоне средства 6 очистки остатков. Насос 1 для разлива капель расплавленного припоя начинает выброс капель припоя на подложку 3 через раскрыв насадки 7, размеры которого обычно изменяются от 4 до 20 милов в диаметре. Подложка 3 может быть печатной платой с диаграммой медных контактов, матрицей пластинчатой или множественной интегральной схемы (чипа) с отдельной разводкой дорожек, либо приспособлением, удерживающим несколько отдельных чипов или керамических корпусов. В любом случае платформа 2 устанавливает насадку 7 в такое положение, чтобы обеспечить выборочное нанесение одной или нескольких капель расплавленного припоя в требуемое место на подложке 3.
Существующий опыт показывает, что припой в насосе 1 предпочтительно должен быть сверхчистым состава 63/37 (олово/свинец), являясь в этом случае одним из типов коммерчески предлагаемых припоев. Однако, если припой наносится на пластины или чипы, более предпочтительным является использование высокотемпературного припоя с некоторыми иными пропорциями, обычно 90/10 (свинец/олово).
Средство 4 внесения флюса показано в обобщенном виде, а отдельные его варианты реализации будут описаны ниже. Средство 4 охватывает и такие простые приспособления, как вышеупомянутый хлопковый тампон для нанесения флюса. Ключевым признаком обобщенного изображения на фиг. 1 является то, что на насадку 7 периодически наносится флюс, который способствует стабильному нанесению капель расплавленного припоя по диаграммам на подложку 3.
Несмотря на существование многочисленных способов внесения флюса в насадку, включая общее погружение, напыление, контактную передачу или впрыскивание непосредственно через расплавленный припой, предварительные исследования показывают, что любое периодическое согласованное нанесение флюса может обеспечивать стабильность капель расплавленного припоя с помощью существующего оборудования выброса капель. При сложности и размерах насоса для разлива капель расплавленного припоя предпочтение можно отдать периодическому внешнему нанесению флюса окунанием насадки 7 в резервуар с флюсом по сравнению со сложными способами, в которых внесение флюса осуществляется по проходящей через припой трубке. Однако основная идея остается прежней и состоит в том, что вводимый в раскрыв насадки 7 флюс используется для облегчения формирования стабильных капель припоя.
На фиг. 2 схематично показана насадка 7 в нижней части насоса 1 для разлива капель расплавленного припоя. Как видно, насадка 7 присоединена к нижней части насоса 1 и содержит патрубок 8 и перекрывающую его форсунку 9. Столбик расплавленного припоя 11 расположен в патрубке 8 насадки 7 и поддерживается в жидком состоянии путем нагревания от насоса 1. Периодически возбуждаемые электромагнитным способом импульсы давления в насосе 1, подобно тому, как это раскрыто в вышеупомянутом US 5377961, выталкивают отдельные капли расплавленного припоя 11 через раскрыв 12 форсунки 9 насадки 7. В соответствии с изобретением стабильность капель расплавленного припоя улучшается за счет подачи флюса в область наконечника 13 насадки 7.
На фиг. 3 схематично в увеличенном масштабе показана форсунка 9 с раскрывом 12 насадки 7, находящийся в ней расплавленный припой 11, а также поданный в раскрыв 12 флюс, образующий слой 16. В соответствии с вариантом реализации форсунка 9 выполнена в виде сапфирового диска. Считается, что расплавленный припой 11 на внешней поверхности содержит области 14 окислов/шлаков. Флюс, подаваемый на наконечник 13 насадки 7 (фиг. 2), образует слой 16 путем капиллярного воздействия на внутренние стенки раскрыва 12 форсунки 9 насадки 7, а также на выходящий наружу расплавленный припой 11. Воздействие флюса облегчается за счет температуры нагрева насадки 7, при этом использование флюса обеспечивает очистку окислов/шлаков с припоя в области 14 вблизи раскрыва 12. Кроме того, считается, что слой 16 флюса стабилизирует характеристики поверхности расплавленного припоя 11 и смазывает стенки раскрыва 12.
Состав флюса является весьма принципиальным. Изучение различных флюсов показало, что наибольшее улучшение стабильности капель расплавленного припоя достигается при использовании флюсов, приспособленных для последующего ремонта паяных изделий (в общем случае - ремонтные флюсы), а также флюсов с выравниванием припоя горячим воздухом (ВПГВ). Ремонтные флюсы и ВПГВ-флюсы имеют высокую температурную стабильность на высоких температурах (более 150o Цельсия) и высокую активность (способность к разрушению тяжелых слоев окислов). Из-за того, что исследования проводились в пределах относительно узкого температурного окна насадки и насоса, примерно в диапазоне 220-250o С, то весьма вероятно, что при температурах выше или ниже исследованных для улучшения разлива припоя окажутся более приемлемыми другие флюсы.
При проведении измерений припой состава 63/37 (олово/свинец) разливался через насадку 7 с температурой около 230oС, при которой флюс не обугливается и не образует остатков, которые могут закупорить раскрыв 12. При этих условиях функционирования и с использованием хлопкового тампона для нанесения флюса предварительные испытания показали, что до 10000-20000 капель расплавленного припоя могут быть получены с относительно хорошим составом и стабильными размерами. Двумя коммерчески применяемыми флюсами, имеющими подходящие характеристики для выбранных условий, являются ремонтный флюс Kester 450B и ВПГВ-флюс Kester 2438. Оба они имеют температуру проявления и активации порядка 100-130oС и сохраняют стабильность вплоть до указанной температуры 230o в насадке.
Настоящее изобретение допускает несколько различных способов подачи флюса на наконечник 13 насадки 7 (фиг. 2) так, чтобы под действием капиллярного эффекта началось формирование слоя 16 флюса, как это показано на фиг. 3. Один из примеров приводится на фиг. 4, где наконечник 13 насадки 7 погружается в жидкий флюс 17, находящийся в резервуаре 18 для флюса. Таким образом, показанный резервуар 18 для флюса представляет собой один из вариантов средства 4, ранее проиллюстрированного на фиг. 1.
На фиг. 5 показан вариант средства 4 внесения флюса, в котором жидкий флюс 17 из резервуара 18 для флюса подается в насадку 7 через губку 19. При передаче флюса посредством соприкасания наконечника 13 насадки 7 с губкой 19 или с функционально аналогичной средой ограничивается количество флюса, действительно наносимого на наконечник 13 насадки 7.
Другой способ нанесения тонкой пленки флюса на наконечник 13 насадки 7 показан на фиг. 6. Как видно на части (1), в жидкий флюс 17, хранящийся в резервуаре 18, погружается кольцо 21. После извлечения из жидкого флюса 17 на кольце 21 удерживается тонкая пленка флюса. Как видно из части (2) этого чертежа, наконечник 13 насадки 7 пропускается сквозь пленку флюса в кольце 21 и тем самым тонкий слой флюса наносится на него.
Другой вариант внесения флюса в раскрыв 12 форсунки 9 насадки 7 (фиг. 2) схематически показан на фиг. 7. Как видно из чертежа, сквозь расплавленный припой 11 внутри насадки 7 простирается тонкая трубка 22 и ее открытый конец находится приблизительно у раскрыва 12 форсунки 9 насадки 7. Флюс 23 вбрасывается по трубке 22 в насадку вблизи раскрыва 12. При подготовке к разливу капель расплавленного припоя избыточный флюс и его остатки счищаются с раскрыва 12 форсунки 9 насадки 7.
На фиг. 8 схематично показано впрыскивание флюса непосредственно на наконечник 13 насадки 7. Как и прежде, основной целью является внесение флюса в область раскрыва 12 в количестве, достаточном для возникновения капиллярного тока флюса по раскрыву 12 и к поверхности расплавленного припоя 11 в раскрыве 12. В варианте реализации, представленном на фиг.8, насос 24 для подачи флюса из резервуара 18 в совокупности с распылительной трубкой 26 для флюса обеспечивают нанесение флюса в нужном месте и нужном количестве.
Различные варианты реализации, описанные и проиллюстрированные, показывают, что основной целью изобретения является подача флюса к расплавленному припою в области раскрыва насадки и непосредственно в раскрыв в количестве, необходимом для очистки припоя от окислов и шлаков, а также для смазки раскрыва при температурах, соответствующих температуре расплавленного припоя. Подаваемый таким образом флюс обеспечивает устойчивое формирование капель расплавленного припоя из насоса системы разлива на протяжении многих тысяч циклов и, таким образом, позволяет реализовать устройство стабилизации характеристики капель в системе разлива расплавленного припоя, пригодное для промышленного использования.
Ясно, что приведенные варианты реализации скорее иллюстрируют те многочисленные варианты, которые могут быть использованы на практике, и, следовательно, описанные варианты могут быть заменены на эквивалентные без выхода за пределы объема изобретения, вытекающего из формулы изобретения.
Реферат
Изобретение может быть использовано при получении паяных соединений, в частности, при присоединении корпусов интегральных схем к печатным платам. Капли расплавленного припоя пропускают через выполненную с раскрывом насадку. В раскрыв насадки вносят флюс и обеспечивают его просачивание в раскрыв насадки и на расплавленный припой, поступающий сквозь раскрыв. Для обеспечения просачивания флюса насадку нагревают. Внесение флюса можно производить его вбрасыванием через раскрыв насадки сквозь трубку или перемещением насадки транспортировщиком до соприкосновения с источником флюса. Способ позволяет оптимизировать и стабилизировать размер и форму капель расплавленного припоя. 2 с. и 8 з.п. ф-лы, 8 ил.

Формула
Документы, цитированные в отчёте о поиске
Метатель капель жидкого припоя
Комментарии