Способ пайки - RU2095206C1
Код документа: RU2095206C1
Чертежи























Описание
Изобретение связано со способом пайки электронных компонентов и т.п.
В соответствии с последними достижениями в электронной промышленности приобретают все более важное значение соединение проводников и монтаж конденсаторов и кристаллов ИС.
В области электронной промышленности до этого использовалась пайка (или пайка твердым припоем). Для выполнения соединения удовлетворительным образом в последнее время использовались способы пайки в проточном припое, такие, как способ погружения, способ окунания в жидкости, ультразвуковой способ погружения, и способы пайки методом оплавления припоя, такие, как инфракрасный способ, способ продувки нагретым воздухом, электрическая контактная пайка, ультразвуковой способ, лазерный способ и высокочастотный индукционный способы, а также использовался способ пайки медью.
Поскольку лазерная пайка в данном случае способна конденсировать лазерные пучки на малом пятне, она имеет преимущества в том, что может предпочтительно справиться с миниатюризацией электронных устройств и элементов, а результаты могут быть легко проконтролированы электрически или оптически. Преимущество также заключается в том, что не возникает включений примесей в припой, поскольку лазерный способ представляет бесконтактный способ для припоя.
В соответствии о бесконтактным лазерным способом сформированный припой облучают лазерными пучками на поверхности его, когда элемент, подлежащий соединению, например проводник, припаивают к материалу основания сформированным припоем.
Поскольку коэффициент отражения поверхности припоя для лазерных пучков имеет высокое значение, коэффициент поглощения для лазерных пучков мал. Следовательно, необходимо излучать лазерные пучки высокой мощности. Это вызывает увеличение масштаба источника питания для лазерного генератора и т. п.
Рост температуры элемента, подлежащего соединению, в основном обусловлен теплопроводностью от припоя. Соответственно скорость возрастания температуры мала, что приводит к снижению скорости пайки.
Лазерные пучки резко уменьшают свою энергию после того, как они излучались в воздух из положения излучения. Большая часть энергии будет потеряна при достижении положения облучения.
Хотя лазерные пучки имеют высокую степень сходимости, им в некоторой степени присуща расходимость. Соответственно они будут нагревать элемент, например часть материала основания, которую нагревать нежелательно, в результате чего она может быть термически повреждена.
Следовательно, основной целью изобретения является создание способа пайки, который способен успешно производить пайку при низком выходе и требуемом нагревании только объекта в положении, где желательно его нагревать.
Изобретение обеспечивает способ пайки элемента, который должен быть соединен с материалом основания, путем облучения соединяемого элемента лазерными пучками, заключающийся в направлении упомянутых лазерных пучков таким образом, что они падают на рабочий конец наконечника передачи лазерного пучка, излучении лазерных пучков от переднего конца наконечника и в соответствующем контактировании упомянутого переднего конца с припоем или элементом, подлежащим соединению.
Поскольку это вызывает контактирование наконечника с припоем или элементом, подлежащим соединению, отсутствуют потери энергии лазерных пучков из-за излучения в воздух. Лазерные пучки падают на припой или элемент, подлежащий соединению. В результате этого пайка может быть выполнена даже при низких уровнях лазерных пучков. Если лазерные пучки отражались на поверхности припоя элемента, подлежащего соединению, отраженные пучки отражались на поверхности наконечника, так что они вновь падали на припой или элемент, подлежащий соединению. Таким образом, потери пучков из-за отражений невелики.
Пятно лазерных пучков может быть ограничено путем предварительно установленных конфигураций и положения излучения наконечника. Это дает возможность нагревания только припоя или элемента, подлежащего соединению. Соответственно предотвращается термическое повреждение материала основания.
В одном аспекте изобретения наконечник может быть сформирован на его переднем конце с углублением, которое в основном идентично контактной поверхности припоя, так что упомянутый передний конец имеет поверхностный контакт с припоем. Это позволяет лазерным пучком эффективно падать на припой или элемент, подлежащий соединению.
Наконечник может быть изготовлен со слоем, имеющим средства рассеяния лазерного света или средства для преобразования некоторых лазерных пучков в инфракрасное излучение, которое легко поглощалось материалом, образующим объект, подлежащий облучению, на переднем конце наконечника в контактном положении. В этом случае могут излучаться видимые световые пучки, а также инфракрасный свет.
Если наконечник имеет средства рассеяния лазерного света, становится возможным облучение поверхности припоя или элемента, подлежащего соединению, лазерными световыми пучками во всех направлениях, в отличие от прямого облучения в одном и том же направлении, производимого в известном бесконтактном способе. Даже если облучение производилось, когда наконечник был близок к объекту, степень отражения становится низкой, приводя к высокой эффективности облучения. Если средства преобразования в инфракрасные лучи, например частицы инфракрасного излучения, включены в этот слой, лазерные световые пучки поглощались частицами излучения инфракрасных лучей и преобразовывались в инфракрасные лучи. Поскольку припой или элемент, подлежащий соединению, облучались преобразованными инфракрасными лучами и не поглощенными лазерными световыми пучками, возможна пайка при низкой мощности, которая меньше, чем мощность в случае облучения только лазерными световыми пучками.
Наконечник может быть сформирован с каналом для охлаждающей среды при подаче охлаждающей среды, который проходит через него до упомянутого контактного положения. Величина лазерных световых пучков, которые возвращаются от рабочей поверхности наконечника, детектировалась и величина падающих световых пучков контролировалась в качестве индекса температуры в положении облучения. В наконечнике может быть расположен температурный зонд, так что он проходит через него и контактирует с припоем или расположен около него и энергия излученных лазерных световых пучков контролировалась на основании температурного сигнала от температурного зонда для обеспечения соответствующего управления пайкой.
На фиг.1 изображено
поперечное сечение, показывающее первоначальную фазу пайки в первом предпочтительном примере осуществления изобретения; на фиг.2
поперечное сечение, показывающее расплавленное состояние
припоя; на фиг.3 - увеличенный вид фиг.1; на фиг.4 продольное поперечное сечение наконечника; на фиг. 5 иллюстрирующий вид, показывающий корпус, в котором использован наконечник, имеющий углубление;
на фиг.6 поперечное сечение, показывающее основную часть наконечника, которая сформирована с выпуклой или вогнутой частями; на фиг.7 поперечное сечение, показывающее основную часть наконечника,
имеющую слой, снабженный средствами рассеяния лазерного света и средствами излучения тепловых лучей; на фиг.8 поперечное сечение, показывающее основную часть наконечника, которая дополнительно
снабжена выпуклостями и вогнутостями; на фиг.9 схематические виды, показывающие примеры, в которых установки припоя различны в последовательности этапов; на фиг.10 передний вид, показывающий
соединение проводников один с другим; на фиг.11 поперечное сечение фиг. 10; на фиг.12 схематический жид, показывающий полную систему пайки; на фиг.13 схематический вид, показывающий пример, в котором
использовалось возвращение лазерных световых пучков; на фиг.14 график, показывающий характеристики возвращенных световых пучков; на фиг.15 схематический вид, показывающий другой пример детектирования
температуры; на фиг.16-19 общие виды, показывающие примеры наконечников; на фиг.20 схематический вид, показывающий пример, в котором использованы полупроводниковый лазер; на фиг. 21 поперечное сечение,
показывающее рабочую часть наконечника; на фиг.22 схематический вид, показывающий состояние пайки электронных компонентов на плате печатной схемы; на фиг.23-25 виды, показывающие приемы пайки методом
оплавления припоя; на фиг.26 схематический вид, показывающий линию непрерывной пайки; на фиг.27 схематический вид, показывающий способ пайки с использованием известного облучения лазерным световым
пучком; на фиг.28 схематический вид, показывающий расплавленное состояние припоя.
Технология осуществления способа.
На фиг.1-2 и 12 показан первый пример осуществления изобретения. Лазерные световые пучки от лазерного генератора 12, связанного с источником 11 питания, передавались через полупрозрачное зеркало 13 детектирования температуры и конденсорную линзу 14 и падали на задний конец оптического волокна 15, а также излучались от переднего конца оптического волокна 15 на наконечник 20 и падали на рабочий конец наконечника 20.
Элемент 2, подлежащий соединению, предварительно размещают на материале 1 основания, например на металлическом основании. Материалом припоя, например сформированного припоя 3, покрывают элемент 2, подлежащий соединению. При пайке наконечник 20 опускают таким образом, что передний конец его входит в контакт с сформированным припоем 3 и лазерные световые пучки излучаются от рабочего конца наконечника 20. Хотя часть лазерных световых пучков отражается на поверхности сформированного припоя 3, большая часть лазерных световых пучков падает на сформированный припой, в результате чего он плавится. В связи с плавлением припой 3 проявляет состояние текучести, зависящее от поверхностного натяжения, которое присуще его материалу. Наконечник 20 может быть как сфиксирован в исходном контактном положении в этот момент времени, так и опущен для увеличения площади контакта между ним и припоем. После завершения плавления припоя 3 наконечник 20 поднимают для отделения от припоя, до следующего доставляемого по конвейеру материала, подлежащего пайке.
В соответствии с изобретением лазерные световые пучки не передаются через воздух для облучения объекта, а излучаются через наконечник 20. Когда лазерные световые пучки падают на наконечник 20, некоторые из них передаются через поверхность наконечника 20 в зависимости от его формы. Другие лазерные световые пучки направляются к переднему концу наконечника. Соответственно эти лазерные световые пучки излучаются в различных направлениях, как показано на фиг.3. В результате этого поверхность припоя 3 облучается лазерными световыми пучками в различных направлениях, но не прямо направленными лазерными световыми пучками. Следовательно, величина лазерных световых пучков, падающих на поверхность припоя 3 вдоль нормали, становится больше по сравнению с известным уровнем техники, хотя некоторые лазерные световые пучки отражаются от поверхности припоя 3 в изобретении, что можно заметить из моделированного сопоставления фиг. 3 и фиг.27. В целом величина отраженных лазерных световых пучков становится меньше, приводя к достижению эффективного облучения.
На фиг. 4 представлено соединение оптического волокна 15 с наконечником 20. Оптическое волокно 15 установлено в держателе 16. Штыревой соединитель 17 на переднем конце держателя 16 завинчен в гнездовой соединитель 18. Наконечник 20 закреплен на переднем конце гнездового соединителя 18 при помощи чеканки и т. п. Задняя концевая часть наконечника 20 может охлаждаться за счет обеспечения малого расстояния между держателем 16, соединителями 17 и 18 и оптическим волокном 15 и подачи в зазор воздуха или охлаждающей жидкости от патрубка 16а ввода подачи воды. Это охлаждение в общем случае не является необходимым, поскольку выходная мощность лазерных световых пучков может быть мала. Охлаждающая вода W, которая подана для охлаждения, выводится вовне из патрубка 18а вывода воды.
Хотя материал наконечника согласно изобретению не ограничен, если он имеет коэффициент передачи лазерных световых пучков и тепловую устойчивость, могут быть использованы пластмассы со световой передачей и тепловой устойчивостью, а также неорганические материалы, такие, как алмаз, сапфир, кварц, монокристаллическая окись циркония, стекло с высокой точкой плавления, искусственное или натуральное.
Лазерные световые пучки рассеиваются от переднего конца наконечника или излучаются инфракрасные лучи после преобразования лазерных световых пучков в инфракрасные лучи. Наконечник 20 может быть обработан на станке для получения грубой (матированной) поверхности 20а, как показано на фиг.6, для рассеивания лазерных световых пучков.
Альтернативно слой, содержащий порошки 22А рассеивания лазерного излучения, может быть сформирован на гладкой поверхности или на грубой поверхности 20а, как показано на фиг.6. В этом случае порошки рассеивании лазерного света могут быть выбраны из материалов, имеющих коэффициент рефракции лазерного света, больший коэффициента рефракции упомянутых выше материалов наконечника 20 или выше, чем у упомянутых выше материалов в примерах. Материалы могут быть сформированы в слое, содержащем материал рассеивания лазерного света в качестве связующего, при помощи, например, прикладывания.
Может быть использован наконечник, в котором некоторые лазерные световые пучки преобразовываются в инфракрасные лучи и излучаются от него. Порошок 22В инфракрасного преобразования из материала, такого, как углерод, графит, окись железа и окись марганца, может быть использован в качестве средств инфракрасного преобразования (фиг.7). Порошок 22В инфракрасного преобразования может быть приложен к поверхности наконечника 20. Альтернативно они могут быть приложены к грубой поверхности 20а (фиг.8).
Если слой 23 формирования рассеянных инфракрасных лучей, содержащий как порошок 22А преобразования инфракрасных лучей, так и порошок 22А рассеяния лазерного света, сформирован как показано на фиг.7 и 8, конечно, возрастают возможности рассеяния лазерных световых пучков и излучения инфракрасных лучей или интенсивность инфракрасного излучения. Из обоих чертежей легко понять условие рассеяния лазерного света и условие излучения инфракрасных лучей, которые условно представлены волнистыми стрелками.
На рабочем конце наконечника 20 может быть выполнено углубление 21А, имеющее контур, который строго или в основном соответствует внешней поверхности элемента, с которым должен быть контакт, например, припоя 3. Упомянутый выше слой 23 формирования рассеянных инфракрасных лучей может быть образован на углублении 21А.
Если желательно предотвратить расхождение пятна лазерных световых пучков и не излучать лазерные световые пучки от другой части наконечника, отражающая лазерный свет пленка из материала, например золота или алюминия, может быть нанесения на поверхность наконечника, за исключением слоя 23 формирования рассеянного инфракрасного излучения (фиг.5).
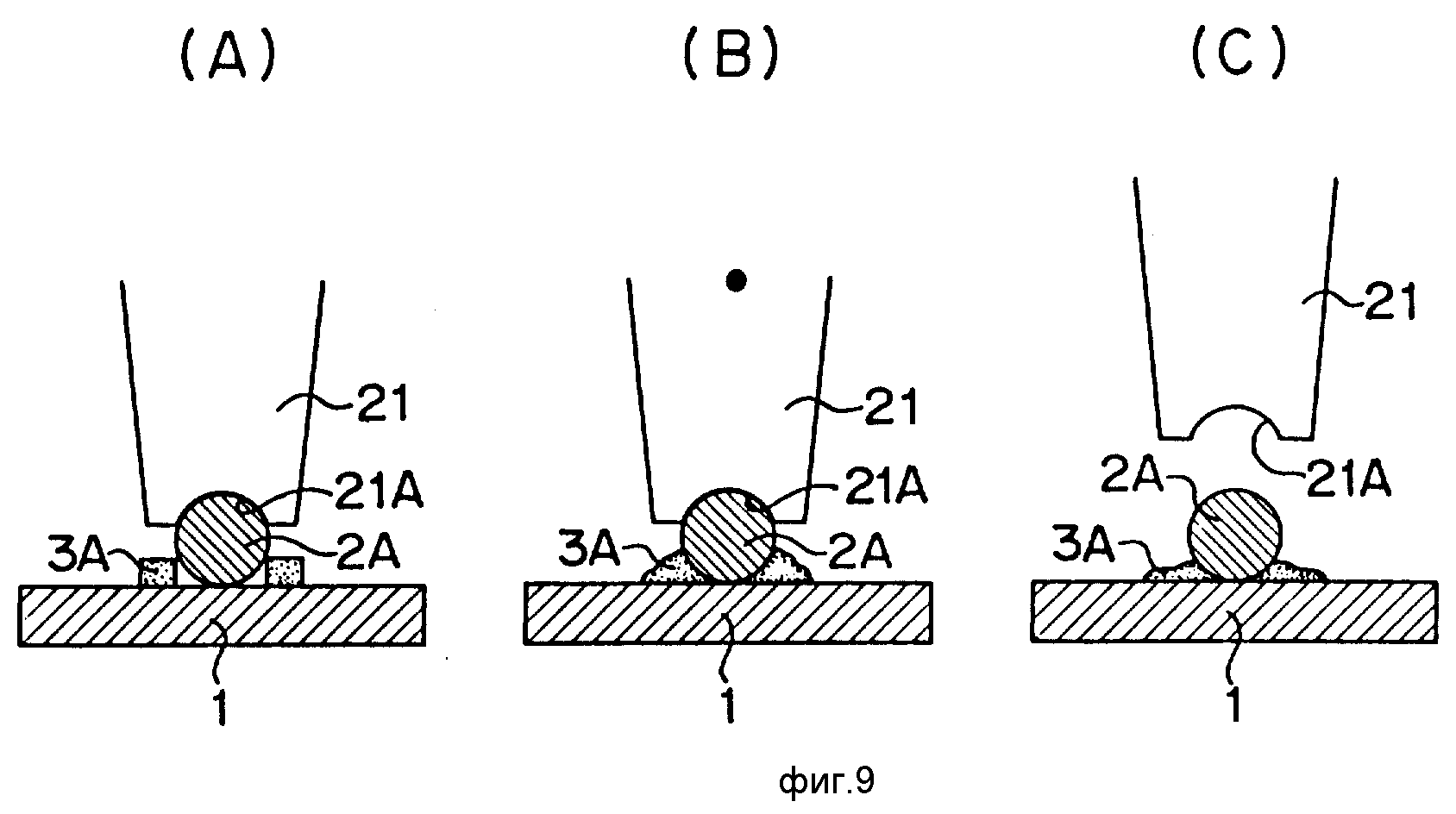
Передний конец наконечника 20 не может быть только сформирован в форме, соответствующей сформированному припою, как показано на фиг.5, но может быть также сформирован в различных формах. Таким образом, наконечник, согласно изобретению, является универсальным. Соотношение между положением вдоль центральной линии поперечного сечения наконечника 21 и интенсивностью (плотностью мощности) лазерных световых пучков показано на фиг.5. Из этого графика должно быть понятно, что эффективно формировать передний конец наконечника с углублением, зависящим от формы припоя для эффективного излучения лазерных световых пучков при низкой мощности.
Например, наконечник 21 имеет углубление 21А, соответствующее внешней форме проводника 2А, и сформированный припой ЗА расположен по обе стороны проводника 2А, где проводник 2А припаян к материалу основания. Поскольку предотвращено перемещение проводника 2А от наконечника 21, который контактирует с проводником 2А (фиг.9), пайка может быть выполнена путем расправления сформированного припоя 3А.
Пайка стыковых частей проводников 2А может быть выполнена путем защемления их между наконечниками 21, каждый из которых имеет углубление 21А (фиг. 10 и 21). В этом случае припой предварительно обеспечен в стыковых частях. Альтернативно наконечник 21 сформирован с отверстием 24 подачи припоя (фиг. 11). Пайка может быть выполнена после или в процессе подачи через отверстие 24 полурасплавленного припоя или припоя в виде макрочастиц.
Процесс пайки может также контролироваться с использованием наконечника 20. В случае когда лазерные световые пучки, предпочтительно инфракрасные лазерные световые пучки, имеющие длину волны не менее, чем 0,7 мкм, например световые пучки иттрийаргониевого лазера (длина волны 1,06 мкм), передаются через полупрозрачное зеркало 13 и падают на наконечник 20, а затем излучаются от его переднего конца (фиг.13), основные световые пучки, которые отражаются на переднем конце, будут возвращаться от заднего конца наконечника 20 к стороне падения. Возвращенные световые пучки проходят через режекторный фильтр 51 для исключения компоненты, имеющей длину волны 1,06 мкм. Интенсивность компоненты, имеющей длину волны 2,00 мкм, детектируется оптическим датчиком 52, который изготовлен из сульфида свинца и тому подобное. Как показано на фиг.14, температура переднего конца наконечника может быть определена из соотношения между интенсивностью возвращенного света и температурой переднего конца наконечника. В результате этого пайка может быть проконтролирована на основе измеренной температуры.
Как показано на фиг.15, наконечник 20 выполнен со сквозным отверстием 25 в требуемом положении, например в центре. Датчик 26 детектирования температуры, например термопара, вставлен в сквозное отверстие 25 для непосредственного определения температуры припоя 3. В этом случае припой не входит в сквозное отверстие 25 за счет его поверхностного натяжения достаточно долгое время, поскольку передний конец сквозного отверстия 25 мал по диаметру.
Фиг. 12 показывает устройство для пайки. Источник 11 питания для формирования лазерного светового пучка управляется через интерфейс 53, а контроллер 54 источника питания при помощи блока 50 операционного управления. Возбужденные лазерные световые пучки от генератора 12 лазерного света падают на заднюю поверхность конца оптического волокна 15 через полупрозрачное зеркало 13 детектировании температуры и конденсорную линзу 14 и излучаются от переднего конца оптического волокна 15. Упомянутый выше контактный наконечник, например наконечник 21, расположен спереди переднего конца оптического волокна 15. Лазерные световые пучки падают на задний конец контактного наконечника 21 и излучаются от переднего его конца по направлению к припою 3 или элементу 2, подлежащему соединению.
С другой стороны, припой поступает к отверстию 24 подачи припоя, образованному в наконечнике 21, из резервуара 55 припоя. Флюс также поступает через отверстие 24 подачи от резервуара 55 припоя или другого резервуара, также как и припой. Управление плавлением и охлаждением припоя часто предпочтительно для требуемого выполнения пайки. Соответственно наконечник 21 сформирован с каналом 27 подачи охладителя. Например, охлаждающий воздух от генератора 56 охлаждающего воздуха может быть подан к переднему концу наконечника 21 через подающую трубу 57 и подающий канал 27.
Если эта система применяется для производственной линии, наконечник 21 должен быть установлен на поддерживающей головке 58, чтобы автоматически подниматься и опускаться. На этом конце расположен позиционирующий блок 59 для поднимания или опускания поддерживающей головки 58 и для необходимого перемещения головки 58 в горизонтальном направлении. Позиционирующий блок 59 приводится в действие контролером 60 под действием сигнала от блока 50 оперативного управления. Детектор 61 контактного типа или оптический бесконтактного типа определяет положение поддерживающей головки, т.е. наконечника 21. Позиционирующий блок 59 приводится в действие с учетом сигнала положения от детектора 61 для выполнения позиционирования поддерживающей головки 58 в вертикальном и горизонтальном положениях. Сигналы, представляющие сходимость или подачу материала 1 основания, элемента 2, подлежащего соединению, и припоя 3, а также сигнал положения поддерживающей головки 58 также приняты блоком 50 операционного управления для позиционирования.
Ссылочные номера 62, 63 и 64 обозначают контроллер подачи припоя, контроллер подачи охлаждающего воздуха и блок отображения, например дисплей на ЭЛТ, соответственно.
Вместо охлаждающего воздуха через канал 27 подачи может поступать другой охладитель, например вода, либо восстановительный атмосферный газ, например азот, или инертный газ, например аргон. В последнем случае связываемая область предотвращается от окисления.
Несколько наконечников могут быть установлены на одной поддерживающей головке, так что они могут перемещаться одновременно. В этом случае могут быть предусмотрены средства для перемещения индивидуальных наконечников совместно со средствами для их одновременного перемещения.
Форма наконечника в соответствии с изобретением не ограничена. Он может быть, например, в виде цилиндрического наконечника 201, имеющего плоский передний конец (фиг. 16), цилиндрического наконечника 202, имеющего сквозное отверстие 202а, круглое в сечении (фиг.17), наконечника 203, имеющего прямоугольное основное тело и конусный передний конец 203а (фиг.18), либо в виде наконечника 204, имеющего коническое основное тело и гибкую часть 204а на переднем конце основного тела (фиг.19). Эти различные наконечники могут быть сформированы на их переднем конце в виде плоского конца, упомянутого выше углубления, области круговой дуги или в виде других требуемых форм в соответствии с необходимостью. Сквозное отверстие 202а может быть использовано как канал, через который подавались припой или охлаждающая среда, либо в качестве отверстия, в которое устанавливался элемент детектирования температуры.
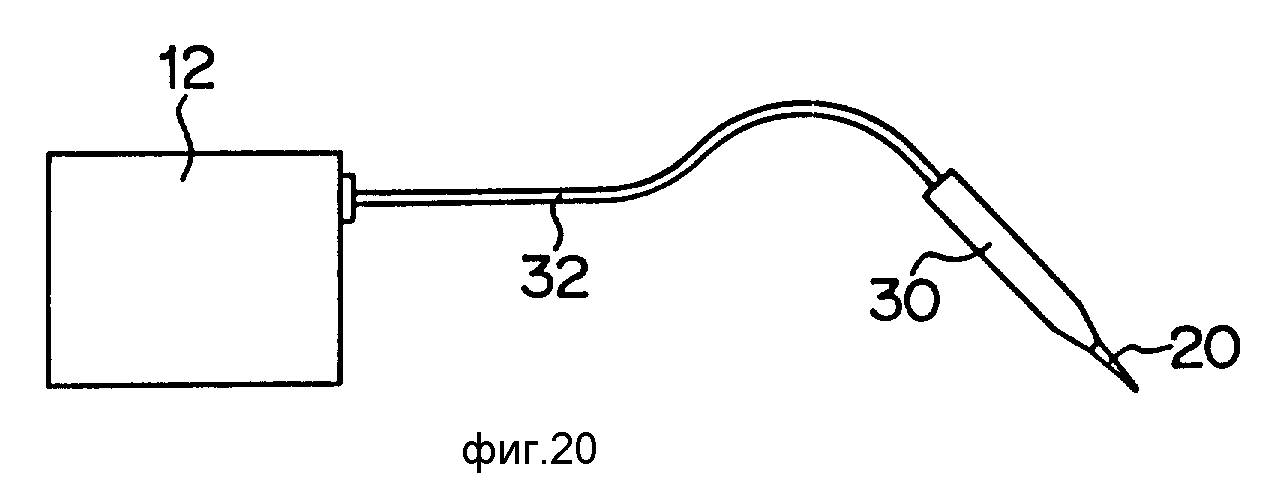
В упомянутом выше предпочтительном примере осуществления изобретения наконечник оптически связан с генератором 12 лазерного света через оптическое волокно 15, так что лазерные световые пучки от генератора 12 направлялись в него. Альтернативно лазерные световые пучки формировались диодным лазером 30 при его питании от источника 11 формирования мощности лазерного света и непосредственно падали на наконечник 20 просто через конденсорную линзу 14 (фиг. 20 и 21). Диодный лазер малого размера промышленно доступен в качестве диодного лазера 30. Соответственно может быть создана очень экономичная и компактная сборка наконечника путем установки компактного диодного лазера в держателе 31 и закрепления конденсорной линзы 14 и наконечника 20. Ссылочная цифра 32 обозначает проводник подачи питания.
Фиг. 22 показывает прием пайки выводов электронных частей, например кристаллов 35 ИС и конденсатора 36 к проводникам 34, которые были предварительно сформированы на печатной плате 33.
Фиг.23-25 показывают приемы пайки кристаллов 35 ИС к материалу основания при помощи пайки методом оплавления припоя. Каждая из фиг.23а, 24а и 25а показывает этап подачи припоя, каждая из фиг.23b, 24b и 25b показывает этап установки кристаллов 35 ИС, и каждая из фиг. 23c, 24c и 25c показывает этап пайки путем облучения лазерными световыми пучками. На фиг.23a-c слой 3В припоя был предварительно сформирован на поверхности материала 1 основания путем гальванического покрытия. На фиг.24a-c сформированный припой 3С располагался на материале основания. На фиг.24a-c использовалась паста 3 припоя. Из этих приемов видно, что элемент, подлежащий соединению, мог быть непосредственно облучен лазерным световыми пучками.
В случае непрерывной пайки, например, печатные платы 33 прерывисто подавались к конвейерному столу 37 от стола 38 подачи, а затем части, подлежащие пайке, устанавливались на платах при помощи робота 39 подачи частей, который расположен в верхнем направлении подачи конвейерного стола 37, и полуфабрикаты, на которых были установлены части, поступали на конвейерный стол 37, после чего части припаивались на платах при помощи робота 40 пайки, который расположен в нижнем направлении подачи. Конечные изделия временно хранились в запасном складе 41 последовательным образом. В этом случае головка 39А робота 39 подачи частей и головка 40А робота 40 пайки свободно перемещались вдоль осей X и Y на горизонтальной плоскости, а также в вертикальном направлении.
В изобретении в зависимости от цели, как упоминалось выше, могут быть выбраны свет иттрий-аргонового лазера, гольмиевого иттрий-аргонового лазера, эрбиевого иттрий-аргонового лазера, диодного лазера и свет лазера на CO2.
Припой может включать припой на основе Sn Pb, на основе Sn, на основе Pb, на основе A, на основе In и на основе Al. Для пайки может быть использован соответствующий флюс.
В том случае когда излученные лазерные световые пучки передавались через оптическое волокно, тот же эффект может быть получен путем контактирования оптического волокна с припоем или элементом, подлежащим соединению, без использования упомянутого выше наконечника. В этом случае оптическое волокно само по себе использовано как наконечник. Такой наконечник на оптическом волокне может быть сформирован с углублением на его переднем конце, а также могут быть предусмотрены упомянутые выше средства рассеяния и средства инфракрасного преобразования. Лазерные световые пучки излучались из боковой стороны оптического волокна путем среза покрытия переднего конца оптического волокна для экспонирования сердечника волокна. Оптическое волокно может быть выполнено как единое целое с отдельным наконечником путем заделки оптического волокна в него.
Промышленная применимость.
В соответствии с изобретением успешная пайка может быть достигнута при низкой мощности и может быть нагрето только пятно объекта, подлежащего нагреванию, как это упоминалось выше.
Реферат
Изобретение относится к области пайки, в частности к способам пайки изделий лазерным лучом, и может найти применение в радиоэлектронной промышленности и приборостроении. Сущность изобретения состоит в том, что лазерный луч направляют на наконечник. Наконечник передает его паяемой детали, которая находится в контакте с ним. Причем на наконечник наносят покрытие, выполненное из материала, рассеивающего лазерное излучение и/или преобразующее часть излучения в инфракрасное излучение. 11 з.п. ф-лы, 28 ил.

Комментарии