Пополняемый бессвинцовый припой и способ регулирования концентрации меди и никеля в ванне для пайки - RU2410222C2
Код документа: RU2410222C2
Чертежи

Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к бессвинцовому припою, которые пополняют с целью регулирования концентрации меди (Сu) и никеля (Ni) в ванне для пайки погружением при быстром изменении их концентраций под влиянием конкретных условий последующего процесса, а также к способу регулирования концентрации Сu и Ni в указанной ванне при конкретных условиях.
Предпосылки создания изобретения
Известен квазиэвтектический оловянно-свинцовый (Sn-Pb) припой, который имеет широкое применение благодаря низкой точке плавления и надежности. Тем не менее с учетом требований к охране окружающей среды растет потребность в бессвинцовом припое. В настоящее время широко применяется бессвинцовый оловянно-медный (Sn-Cu) припой, в частности оловянно-медно-никелевый (Sn-Cu-Ni) припой с более высокой текучестью, чем другие бессвинцовые припои. Sn-Cu-Ni припой является предпочтительным, поскольку исключает дефекты пайки, в том числе сглаживание поверхности пайки, перемычки, соединения со сквозным отверстием, непропаянные соединения и т.п., способные создавать проблемы в условиях массового производства.
Печатную плату электронных устройств с покрытием из медной пленки и компоненты электронной схемы с медными проволочными или ленточными выводами погружают в ванну для пайки. Медь способна растворяться в ванне для пайки погружением, в результате чего ее концентрация в ванне постепенно повышается. В результате, образуется интерметаллическое соединение Sn-Cu с высокой температурой плавления, не плавящееся при заданной температуре плавления в ванне. Это соединение сцепляется с деталью для пайки. Таким образом, ухудшается качество пайки. В Japanese Open Gazette, номер 2001-237536 предложена методика регулирования концентрации с целью преодоления данного недостатка. Согласно предложенной методике в ванну подают дополнительный припой с низкой концентрацией Сu, чтобы поддерживать концентрацию Сu на постоянном уровне или ниже его.
Раскрытие изобретения
Задачи изобретения
После лужения путем погружения детали в ванну для пайки и затем ее извлечения из ванны для пайки обычно осуществляют выравнивание с использованием так называемого выравнивателя припоя воздушным ножом (горячим воздухом), в дальнейшем именуемого HASL (от английского - hot-air solder leveler). В процессе выравнивания избыток припоя удаляют с помощью воздушного ножа путем продувания детали воздухом высокой температуры и давления. В результате этой операции повышение концентрации существенно превышает предполагаемое изменение концентрации Сu в ванне для пайки погружением согласно описанной методике регулирования концентрации Сu. Более точно, несмотря на небольшую площадь обработки детали, скорость повышения концентрации Сu в ванне очень высока. Это конкретное явление также имеет место при протяжке детали с использованием штампа.
Когда HASL удаляет избыток припоя с детали после ее погружения в ванну для пайки, концентрация Ni в Sn-Cu-Ni бессвинцовом припое в ванне быстро падает, несмотря на небольшую обрабатываемую площадь детали. Снижение концентрации Ni приводит к ухудшению текучести расплавленного припоя и образованию дефектов сглаживания поверхности пайки, отверстий, непропаянных соединений и других дефектов. В условиях массового производства эти дефекты способны создавать серьезные сложности, такие как остановка целой производственной линии. В связи с этим, регулирование концентраций Сu и Ni в ванне для пайки погружением является весьма важным фактором обеспечения надежности производства.
Устранение названных недостатков положено в основу настоящего изобретения, задачей которого является создание бессвинцового припоя, пополняемого с целью регулирования быстро меняющихся концентраций Сu и Ni и их доведения до приемлемого диапазона без замены припоя, находящегося в ванне для пайки погружением, и также способа регулирования концентраций Сu и Ni.
Средства решения задач изобретения
Автором настоящего изобретения проведены исследования с целью получения раствора, реагирующего на быстрое изменение концентраций Сu и Ni в расплавленном припое в ванне для пайки погружением, что было неосуществимо обычными способами. Более точно, исследованы конкретные условия применения HASL или штампа в последующем процессе. Конкретные условия отличаются от условий способа регулирования концентрации, принятого при пайке волной припоя, когда распыляют расплавленный припой и создают волну, а Сu растворяют только тогда, когда волна сталкивается с задней поверхностью печатной платы.
Например, поскольку HASL распыляет воздух высокой температуры и давления, распыляемый воздух оказывает определенное ударное действие на саму деталь. В результате, происходит удаление не только припоя, но также некоторого количества Сu, находящейся на поверхности детали. В ходе дальнейших исследований было установлено, что физическая сила (ударное действие и т.п.), которой HASL и штамп воздействуют на деталь, удаляет слои припоя, включая слой на границе раздела (Ni, Сu)6Sn5, образующийся между Сu на поверхности детали и слоем припоя.
Сu, которая в большем количестве присутствует на поверхности детали, чем на слое припоя, легко перемещается в слой на границе раздела между деталью и слоем припоя, в результате чего образуется слой с высоким содержанием Сu. Если слой припоя, включая слой на границе раздела между припоем и деталью, удаляют с помощью HASL или подобного устройства, в результате возврата припоя в ванну для пайки погружением в ней быстро повышается концентрация Сu.
В результате быстрого повышения концентрации Сu в ванне для пайки погружением образуется интерметаллическое соединение Sn-Cu.
Интерметаллическое соединение Sn-Cu остается на дне ванны. Поскольку при кристаллизации интерметаллического соединения Sn-Cu оно расходует Ni из ванны, концентрация Ni в ванне быстро падает. Даже если поддерживать рабочую температуру в ванне на уровне около 260°С, чтобы замедлить образование интерметаллического соединения Sn-Cu, быстрое повышение концентрации Сu невозможно регулировать. В результате, на дне ванны образуется интерметаллическое соединение Sn-Cu, что, естественно, приводит к захвату Ni. Ni, который в небольших количествах присутствует в бессвинцовом припое, обычно не содержится в детали, такой как печатная плата. При каждой обработке детали, концентрация Ni в ванне снижается. Поскольку небольшое количество Ni является существенным фактором припоя Sn-Cu-Ni, обеспечивающим высокую текучесть, для обеспечения надежности производства важно своевременно пополнять Ni, количество которого уменьшается в результате обработки детали.
В случае применения конкретного устройства, такого как HASL, происходит резкое изменение концентраций Сu и Ni в ванне для пайки погружением, в связи с чем необходимо точное регулирование концентраций. В результате глубоких исследований упомянутых выше проблем стала понятна необходимость дополнительно пополнять количество припоя до повышения концентрации Сu на заданную величину, установленную в качестве максимального изменения концентрации, и до снижения концентрации Ni на заданную величину, установленную в качестве максимального изменения концентрации. Также было установлено, что оптимальное регулирование концентрации невозможно обеспечить без регулирования состава пополняемого бессвинцового припоя.
Предложенный в настоящем изобретении бессвинцовый припой пополняют в ванне, в которую помещают деталь, представляющую собой печатную плату с покрытием из медной пленки, медный проволочный вывод или медный ленточный вывод, для следующей за пайкой обработки с использованием воздушного ножа или штампа. Бессвинцовый припой содержит Sn в качестве основного компонента и по меньшей мере Ni, концентрация которого находится в пределах от 0,01 мас.% включительно до 0,5 мас.% включительно. В результате пополнения бессвинцового припоя с данным составом в ванне, концентрация которого изменилась вследствие применения HASL или штампа при следующей за пайкой обработке, его состав быстро восстанавливается до соответствующего интервала концентраций.
Максимальная допустимая концентрация Сu в бессвинцовом припое, в котором регулируют концентрацию Сu и концентрацию Ni в ванне для пайки погружением, составляет 1,2 мас.%. Предпочтительно концентрация Сu составляет 0,7 мас.% или менее, исходя из регулирования образования интерметаллического соединения, такого как избыток (Ni, Сu)6Sn5.
Эвтектическая точка Sn-Cu соответствует 0,7 мас.%. Более предпочтительно концентрация Сu составляет 0,5 мас.% или менее. Наиболее предпочтительным является бессвинцовый припой Sn-Ni, вообще не содержащий Сu, поскольку быстрее всего снижается концентрация Сu во всей ванне. С другой стороны, концентрация Ni предпочтительно находится в пределах от 0,05 мас.% включительно до 0,3 мас.% включительно. Эвтектическая точка Sn-Ni соответствует 0,15 мас.%, а в качестве интервала установлено отклонение на 0,1 мас.% в меньшую сторону и на 0,15 мас.% в большую сторону от 0,15 мас.%. Предполагается, что в этом интервале легко регулировать пополнение Ni. Наиболее предпочтительный интервал находится в пределах от 0,1 мас.% включительно до 0,2 мас.% включительно. В этом интервале изменение концентрации Сu при пополнении припоя регулируют в узком диапазоне. Таким образом, стабилизируют состав припоя.
Предложенный в изобретении способ регулирования концентраций Сu и Ni в припое в ванне включает стадию, на которой деталь, представляющую собой печатную плату с покрытием из медной пленки, медный проволочный вывод или медный ленточный вывод, погружают в ванну с целью осуществления пайки и возвращают припой, удаляемый с детали воздушным ножом или штампом, в ванну. Бессвинцовый припой пополняют в ванне до того, как концентрация Сu в ванне повысится максимально на 0,5 мас.% относительно ее заданной величины, а концентрация Ni в ванне снизится максимально на 0,03 мас.% относительно ее заданной величины, при этом пополненный бессвинцовый припой содержит Sn в качестве основного компонента, Сu в концентрации 1,2 мас.% или менее и Ni в концентрации в пределах от 0,01 мас.% включительно до 0,5 мас.% включительно. Согласно данному способу быстро меняющиеся концентрации в ванне измеряют непрерывно или постоянно, а припой пополняют до того, как достигнута заданная величина повышения или заданная величина снижения концентрации. Соответствующее регулирование концентраций и снижение частоты возникновения дефектов пайки осуществляют даже в случае быстрого изменения концентраций Сu и Ni в ванне в результате применения HASL или штампа при следующей за пайкой обработке. Тем самым обеспечивают надежность производства без прерывания процесса пайки.
Согласно предложенному в настоящем изобретении способу регулирования бессвинцовый припой пополняют до того, как концентрация Сu повысится максимально на 0,3 мас.% относительно ее заданной величины, а концентрация Ni снизится максимально на 0,02 мас.% относительно ее заданной величины. За счет этого сохраняется достаточный запас для обеспечения надежности производства, а в ванне для пайки погружением поддерживают низкую рабочую температуру. Данные показатели являются предпочтительными с точки зрения надежности производства. Что касается состава пополняемого бессвинцового припоя, в предложенном в настоящем изобретении способе регулирования применимы приведенные выше предпочтительные интервалы концентраций Сu и Ni.
Преимущества настоящего изобретения обеспечивает любой из упомянутых вариантов осуществления, если бессвинцовый припой для пополнения помимо Сu и Ni содержит германий (Ge) и фосфор (Р) в качестве ингибитора окисления в концентрации около 0,1 мас.% каждый. Добавление Ge в большей степени способствует предотвращению выщелачивания Сu, чем добавление Р. Даже бессвинцовый припой, не содержащий других элементов помимо Sn, Сu и Ni, способен обеспечивать преимущества настоящего изобретения. Если сравнить бессвинцовый припой, дополнительно содержащий Ge и Р, и бессвинцовый припой, содержащий только Sn, Сu и Ni без дополнительных элементов, предпочтительным является первый из них. Бессвинцовый припой, дополнительно содержащий Ge и Р, ограничивает окисление припоя, за счет чего образуется меньше окислов (меньше окалины) и меньше окислов сцепляется изделиями. Пополняемый бессвинцовый припой, содержащий Со вместо Ni, имеет тот же недостаток, что и припой, содержащий Ni, но он преодолен в настоящем изобретении. Припою для пополнения может быть придана любая форма, например, прутка, проволоки и т.д., при этом преимущества настоящего изобретения обеспечивает припой в любой форме.
Результат изобретения
Когда деталь извлекают из ванны после ее погружения и подвергают обработке с помощью HASL или штампа, предложенный в настоящем изобретении пополняющий припой сразу восстанавливает быстро меняющиеся в процессе обработки концентрацию Сu и концентрацию Ni до соответствующего интервала концентраций. Согласно настоящему изобретению пополняющий припой предотвращает образование различные дефектов, таких как отверстия и непропаянные соединения, в результате плохой текучести расплавленного бессвинцового припоя Sn-Cu-Ni. Обеспечивается надежное изготовление детали. В соответствии с предложенным в настоящем изобретении способом регулирования концентрации Сu и концентрации Ni в ванне частота возникновения дефектов в результате соответствующего регулирования снижается даже при быстром изменении концентрации Сu и Ni в ванне. Надежный процесс производства, в частности массового производства, продолжают без прерывания процесса пайки.
Краткое описание чертежей
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые чертежи, на которых показано:
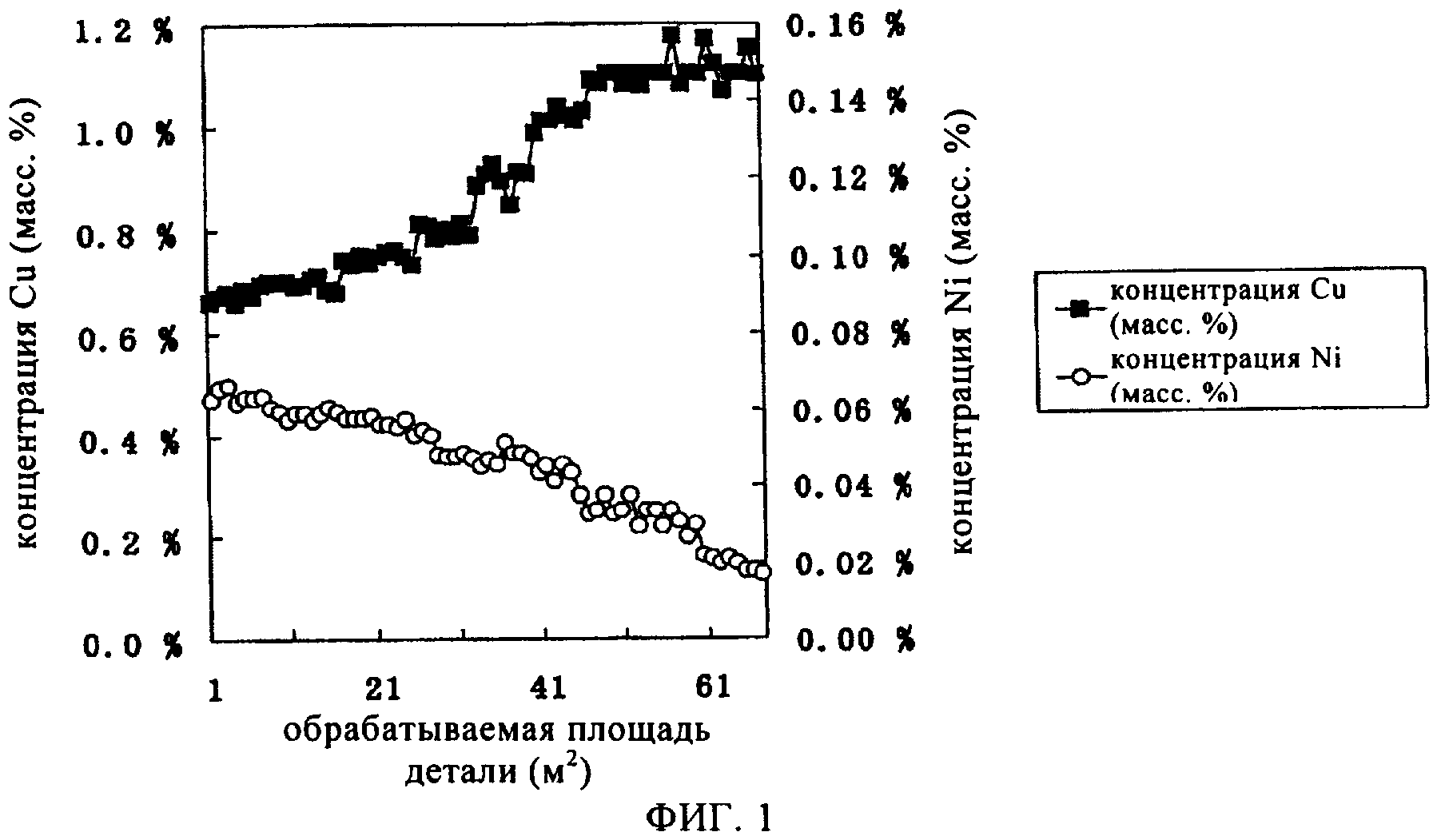
На фиг.1 - график изменения концентрации Сu и концентрации Ni в ванне для пайки погружением в процессе непрерывной пайки с использованием воздушного ножа (шабера) в следующем за пайкой процессе,
на фиг.2 - график изменения концентрации Сu и концентрации Ni в ванне в процессе непрерывной пайки с использованием воздушного ножа в следующем за пайкой процессе в соответствии с настоящим изобретением.
Предпочтительные варианты осуществления изобретения
Далее описаны варианты осуществления настоящего изобретения. Сначала описан вариант осуществления, в котором для удаления избытка припоя с печатной платы после ее погружения в ванну для пайки используют воздушный нож устройства HASL.
В данном варианте осуществления используют бессвинцовый припой, не содержащий каких-либо элементов помимо Sn, Сu и Ni. Более точно, бессвинцовый припой содержит 0,7 мас.% Сu, 0,05 мас.% Ni и Sn, на долю которого приходится остальная процентная концентрация. Бессвинцовый припой плавится при температуре 265°С в ванне для пайки погружением. При таких условиях деталь, которой является печатная плата, опускают вертикально вниз и оставляют погруженной в расплавленный припой в ванне в течение от 1 до 5 секунд, а затем извлекают из ванны со скоростью от 10 см/сек до 20 см/сек. С помощью воздушного ножа HASL на обе примерно противолежащие стороны печатной платы из двух положений распыляют нагретый до температуры 280°С воздух, в результате чего при извлечении детали на нее воздействует давление воздуха от 0,098 МПа до 0,294 МПа. Такую операцию пайки повторяют несколько раз подряд и измеряют концентрацию Сu и концентрацию Ni в ванне при каждой обработке детали.
На фиг.1 показан график изменения концентрации Сu и концентрации Ni в ванне при последовательном осуществлении описанного выше процесса пайки. В данном случае по оси ординат (оси Y) отложена концентрация Сu (мас.%) и концентрация Ni (мас.%), а по оси абсцисс (оси X) отложена обрабатываемая площадь (м2) детали, которой является печатная плата. Как показано на фиг.1, концентрация Сu в ванне быстро повышается, несмотря на небольшую площадь обработки детали, а концентрация Ni быстро снижается с увеличением обрабатываемой площади детали. При продолжении пайки и обработки с помощью HASL начинают образовываться нерастворимые интерметаллические соединения Sn-Cu, даже если рабочую температуру поддерживают на уровне 260°С или выше. Концентрация Сu в ванне перестает повышаться, когда на стенках и дне ванны образуется большое количество интерметаллических соединений Sn-Cu. Из-за этого приходится прекращать операцию пайки. Концентрация Ni продолжает снижаться даже после того, как перестает повышаться концентрация Сu. Это объясняется тем, что интерметаллические соединения Sn-Cu увеличивают захват Ni. Установлено, что резкое первоначально изменение концентрации примерно в 10 раз превышает скорость изменения концентрации Сu при пайке волной припоя (иными словами, градиент концентрации Сu растет при обработке печатной платы стандартной площади).
Автор получил пополняющий бессвинцовый припой, содержащий 0,15 мас.% Ni и Sn, на долю которого приходится остальная процентная концентрация. Как и в описанном выше случае, операцию пайки осуществляют на печатной плате. В ванну вводят пополняющий припой и измеряют концентрацию Сu и концентрации Ni в ванне. Более точно, описанный выше пополняющий бессвинцовый припой вводят в ванну до того, как концентрация Сu на 0,5 мас.% превысит контрольное значение, а концентрация Ni снизится на 0,03 мас.% относительно контрольного значения. На фиг.2 показан график изменения концентрации Сu и концентрации Ni в ванне для пайки погружением. Стрелками указаны моменты времени, в которые вводили пополняющий бессвинцовый припой. До операции пайки контрольные значения обозначают исходные значения концентрации Сu и концентрация Ni в ванне, а во время операции пайки - значения концентрации Сu и концентрации Ni после максимального изменения концентрации Сu и концентрации Ni в результате введения пополняющего бессвинцового припоя (более точно, максимальное значение для Сu и минимальное значение для Ni).
Как показано на фиг.2, с увеличением обрабатываемой площади детали концентрация Сu быстро повышается, а концентрация Ni быстро снижается. При введении описанного выше пополняющего бессвинцового припоя концентрация Сu и концентрация Ni быстро восстанавливаются до значений, близких к их исходным значениям. Как показано, описанный выше пополняющий бессвинцовый припой вводят несколько раз, и с помощью измерителя концентрации контролируют повышение концентрации Сu и снижение концентрации Ni. Концентрацию Сu и концентрацию Ni регулируют с точностью до соответствующих интервалов с хорошей воспроизводимостью. Количество вводимого пополняющего бессвинцового припоя соответствующим образом определяют, исходя из соотношения с количеством расплавленного припоя в ванне. Что касается соответствующих интервалов концентрации Сu и концентрации Ni, концентрация Сu составляет от 0,6 мас.% включительно до 1 мас.% включительно, а концентрация Ni составляет от 0,02 мас.% включительно до 0,08 мас.% включительно.
В другом варианте осуществления того же процесса и описанных выше измерений вводят бессвинцовый припой, содержащий Sn в качестве основного компонента, Сu в концентрации более 1,2 мас.% и Ni в концентрации менее 0,01 мас.% или более 0,5 мас.%. В данном случае даже при введении бессвинцового припоя в любое время в процессе операции пайки повышение концентрации Сu в ванне для пайки погружением невозможно регулировать, и регулирование концентрации не приносит результата. В то же время бессвинцовый припой, содержащий Сu в концентрации менее 1,2 мас.% и Ni в концентрации в пределах от 0,01 мас.% включительно до 0,5 мас.% включительно, позволяет регулировать концентрацию. В частности, регулирование концентрации относительно быстро осуществляют при использовании бессвинцового припоя, в котором концентрация Сu равна или меньше 0,7 мас.%. Когда концентрация Сu равна или меньше 0,5 мас.%, регулирование концентрации осуществляют даже еще быстрее. Быстрее и надежнее всего регулирование концентрации Сu осуществляют, когда бессвинцовый припой вообще не содержит Сu.
В другом варианте осуществления в бессвинцовом припое, содержащем Sn в качестве основного компонента, Сu в концентрации, равной или меньшей 1,2 мас.%, Ni в концентрации в пределах от 0,01 мас.% включительно до 0,5 мас.% включительно, стабилизируют концентрацию Ni в ванне с точностью до соответствующего интервала, в частности, от 0,02 мас.% включительно до 0,08 мас.% включительно. Если концентрация Ni находится в пределах от 0,05 мас.% включительно до 0,3 мас.% включительно, при регулировании концентрации Ni в ванне ее быстрее корректируют с точностью до соответствующего интервала. Снижение концентрации Ni в ванне быстрее всего восстанавливают, если концентрация Ni находится в пределах от 0,1 мас.% включительно до 0,2 мас.% включительно. При верхней предельной концентрации Ni надежно ограничивают образование интерметаллических соединений Sn-Cu.
Если в рассматриваемом и другом варианте осуществления для следующей за пайкой обработки используют HASL или штамп, рабочую температуру в ванне для пайки погружением устанавливают в пределах от 260°С включительно до 300°С включительно. За счет этого регулируют образование в ванне тугоплавких интерметаллических соединений Sn-Cu в результате резкого изменения концентрации Сu и Ni под действием особых условий следующего за плавкой процесса. За счет этого обеспечивают достаточный запас по времени для введения пополняющего бессвинцового припоя, имеющего каждый из описанных выше составов. Иными словами, вводимый в ванну бессвинцовый припой может иметь состав в широких пределах. С учетом упомянутой настройки рабочей температуры даже бессвинцовый припой, содержащий Сu в концентрации, равной или меньшей 1,2 мас.%, также способен обеспечивать регулирование концентрации в ванне. Верхняя предельная температура составляет 300°С, поскольку при температуре выше 300°С в ванне происходит избыточное растворение Сu, находящейся на детали, и даже при использовании пополняющего бессвинцового припоя регулирование концентрации становится чрезвычайно сложным. Исходя из этого, наиболее предпочтительным верхним пределом рабочей температуры в ванне является 280°С.
В другом варианте осуществления бессвинцовый припой вводят до того, как концентрация Сu повысилась максимально на 0,3 мас.% относительно ее заданной величины, а концентрация Ni снизилась максимально на 0,02 мас.% относительно ее заданной величины. Время непрерывной работы продлевается по сравнению с использованием бессвинцового припоя, который вводят при более значительной величине изменений, чем рассмотрена выше. Рабочая температура в ванне находится в относительно более низких пределах от 262°С до 263°С.
Далее описан другой конкретный вариант осуществления настоящего изобретения. В нем в ванну погружают медный проволочный вывод, а затем с помощью штампа удаляют избыток припоя, покрывающий проволочный вывод.
Как и в предыдущем варианте осуществления, в данном случае используют бессвинцовый припой, не содержащий других элементов помимо Sn, Сu и Ni. Более точно, используют бессвинцовый припой, содержащий Сu в концентрации 0,7 мас.%, Ni в концентрации 0,05 мас.% и Sn, на долю которого приходится остальная процентная концентрация. Бессвинцовый припой плавится при температуре 265°С в ванне. При таких условиях деталь, представляющую собой медный проволочный вывод, погружают в ванну. С целью повышения пластичности при протяжке штамп и медный проволочный вывод нагревают с помощью известного нагревательного устройства.
После протяжки медного проволочного вывода, покрытого бессвинцовым припоем, через штамп таким способом, как описан выше, с медного проволочного вывода удаляют Сu вместе с избытком припоя. Затем Сu растворяют в ванне, в результате чего происходит быстрое повышение концентрации Сu в ванне. Также происходит быстрое снижение концентрации Ni в ванне.
Как и в случае использования HASL для следующей за пайкой обработки, использовался пополняющий бессвинцовый припой, содержащий 0,15 мас.% Ni и Sn, на долю которого приходится остальная процентная концентрация. Как описано выше, операцию пайки многократно осуществляют на медном проволочном выводе. Пополняющий бессвинцовый припой по мере необходимости вводят в ванну и измеряют концентрацию Сu и концентрацию Ni в ванне. Более точно, описанный выше пополняющий бессвинцовый припой добавляют в ванну до того, как концентрация Сu в ванне повысится максимально на 0,5 мас.% относительно ее заданной величины, а концентрация Ni в ванне снизится максимально на 0,03 мас.% относительно ее заданной величины. Контрольное значение задают так же, как это описано в предыдущем варианте осуществления, в котором в следующем за пайкой процессе используют HASL.
С точки зрения численной оценки получили такой же результат корректировки концентрации, что и в следующем за пайкой процессе с использованием HASL. В другом варианте осуществления получают такой же результат, что в следующем за пайкой процессе с использованием HASL. Более точно, когда в любое время вводят бессвинцовый припой, содержащий Sn в качестве основного компонента, Сu в концентрации более 1,2 мас.% и Ni в концентрации менее 0,01 мас.% или более 0,5 мас.%, повышение концентрации Сu в ванне невозможно регулировать, и невозможно осуществлять корректировку концентрации. Когда используют бессвинцовый припой, содержащий Сu в концентрации менее 1,2 мас.% и Ni в концентрации в пределах от 0,01 мас.% включительно до 0,5 мас.% включительно, можно осуществлять регулирование концентрации. В частности, регулирование концентрации относительно быстро осуществляют при использовании бессвинцового припоя, в котором концентрация Сu равна или меньше 0,7 мас.%. Когда концентрация Сu равна или меньше 0,5 мас.%, регулирование концентрации осуществляют даже еще быстрее. Быстрее и надежнее всего регулирование концентрации Сu осуществляют, когда добавляют бессвинцовый припой, который вообще не содержит Сu.
В другом варианте осуществления в бессвинцовом припое, содержащем Sn в качестве основного компонента, Сu в концентрации, равной или меньшей 1,2 мас.%, Ni в концентрации в пределах от 0,01 мас.% включительно до 0,5 мас.% включительно, стабилизируют концентрацию Ni в ванне с точностью до соответствующего интервала, в частности, от 0,02 мас.% включительно до 0,08 мас.% включительно. Если концентрация Ni находится в пределах от 0,05 мас.% включительно до 0,3 мас.% включительно, концентрацию Ni в ванне быстрее регулируют с точностью до соответствующего интервала. Снизившуюся концентрацию Ni в ванне восстанавливают быстрее всего и растворяют источник образования интерметаллических соединений (Ni,Cu)6Sn5, образующийся в результате повышения концентрации Ni, если концентрация Ni находится в пределах от 0,1 мас.% включительно до 0,2 мас.% включительно.
Варианты осуществления настоящего изобретения описаны лишь в качестве примеров. Преимущества настоящего изобретения обеспечивает любой из описанных выше вариантов осуществления, даже если бессвинцовый припой для пополнения помимо Сu и Ni содержит германий (Ge) и фосфор (Р) в качестве ингибитора окисления в концентрации около 0,1 мас.% каждый. В любом из описанных вариантов осуществления пополняющий бессвинцовый припой добавляют многократно. Преимущества настоящего изобретения обеспечиваются, даже если пополняющий бессвинцовый припой добавляют непрерывно, постоянно или периодически в соответствии с режимом пайки (например, в зависимости от типа деталей, обрабатываемых за день объемов или стабильности условий процесса пайки) и измеряют концентрацию Сu и концентрацию Ni в ванне. Если операция пайки происходит в стабильных условиях, регулирование концентрации осуществляют путем непрерывного, постоянного или периодического добавления пополняющего бессвинцового припоя и измерения концентрации Сu и Ni. С помощью известного измерителя концентрации в сочетании с пополнителем осуществляют автоматическое регулирование концентрации и уменьшают изменение концентрации.
Промышленная применимость
Пополняемый бессвинцовый припой и способ регулирования концентрации Сu и Ni в ванне для пайки погружением согласно настоящему изобретению являются высокоэффективными средствами управления производством для применения при операции пайки в конкретном процессе с использованием HASL или штампа в следующем за пайкой процессе.
Реферат
Изобретения могут быть использованы для регулирования концентрации Cu и Ni в ванне для пайки, резко меняющейся в зависимости от особенностей следующего за пайкой процесса. В ванну для пайки погружением помещают деталь, представляющую собой печатную плату с покрытием из медной пленки или медный проволочный вывод, или медный ленточный вывод, которую после процесса пайки подвергают обработке с использованием воздушного ножа или штампа. До того как концентрация Cu в ванне с припоем превысит контрольное значение, а концентрация Ni снизится относительно контрольного значения, в ванну подают пополняющий бессвинцовый припой, состоящий в основном из Sn и содержащий по меньшей мере Ni в количестве от 0,01 мас.% до 0,5 мас.%. После загрузки бессвинцового припоя с данным составом концентрация припоя в ванне для пайки, которая резко изменилась в результате последующей обработки, быстро возвращается в необходимый интервал, что позволяет осуществлять пайку без замены припоя. 2 н. и 3 з.п. ф-лы, 2 ил.
Комментарии