Конструкция соединения деталей - RU2292528C2
Код документа: RU2292528C2
Чертежи



Описание
Настоящее изобретение относится к конструкции соединения по меньшей мере двух деталей, первая из которых по меньшей мере частично располагается внутри второй, преимущественно датчика для определения по меньшей мере одного параметра потока текучей среды и трубопровода.
Одним из наиболее распространенных методов соединения между собой двух деталей является, как известно, резьбовое соединение. Так, например, в устройстве для определения или измерения некоторого параметра проходящего по трубопроводу потока текучей среды его вставной датчик, который должен по меньшей мере частично выступать внутрь такого трубопровода, привинчивают к стенке трубопровода. При этом для уплотнения трубопровода в месте такого соединения относительно внешнего пространства на вставном датчике требуется предусматривать дополнительные уплотнительные элементы, такие, например, как резиновые уплотнительные кольца. Привинчивание датчика является дополнительной технологической операцией, следующей за операцией встраивания датчика в трубопровод. Помимо этого, при сборке такой конструкции необходима установка дополнительной детали, а именно уплотнительного элемента. Устройства подобного типа известны, например, из патента US 5804718 и заявки DE 19827375 А1, которая включена в настоящее описание в качестве ссылки.
Для устранения необходимости использовать дополнительные детали в изобретении предлагается конструкция соединения по меньшей мере двух деталей, первая из которых по меньшей мере частично располагается внутри второй, преимущественно датчика для определения по меньшей мере одного параметра потока текучей среды и трубопровода. Предлагаемая в изобретении конструкция отличается тем, что указанные детали соединены между собой сваркой и предусмотрен по меньшей мере один сварочный карман, в который может поступать материал по меньшей мере одной детали, смещающийся в процессе сварки, а на второй детали выполнены два выступа таким образом, что к первому выступу прилегает первая деталь, а второй выступ окружает кольцом место сварного соединения.
Преимущество предлагаемой в изобретении конструкции по сравнению с вышеупомянутыми аналогами состоит в возможности получения простым путем воздухо- и влагонепроницаемого соединения двух деталей без использования дополнительных вспомогательных средств.
Преимущество, связанное с наличием в процессе сварки двух деталей сварочных карманов, состоит в том, что образующийся при сварке "лишний" материал по меньшей мере одной из таких деталей выдавливается в такие сварочные карманы и тем самым не препятствует более процессу соединения двух деталей. Помимо этого задерживание материала, который в процессе сварки начинает течь или деформируется, в сварочном кармане исключает возможность его попадания во внешнее пространство. Наличие у второй детали выступа, к которому при сварке прилегает первая деталь позволяет ограничить место сварки строго определенным участком, на котором обе детали можно герметично соединить между собой.
Один или несколько таких сварочных карманов может быть предусмотрен у одной или же у обеих соединяемых между собой деталей. Помимо этого такой сварочный карман может образовываться и непосредственно в результате взаимодействия обеих деталей.
Детали предпочтительно соединять между собой методом орбитальной виброконтактной сварки, поскольку при такой сварке детали и/или расположенные на них конструктивные элементы подвергаются в отличие от ультразвуковой сварки меньшим тепловым и механическим нагрузкам. Так, например, использование подобного метода сварки позволяет разместить по меньшей мере на одной из деталей еще до процесса сварки термо- и/или виброчувствительную электронику без риска ее повреждения при сварке.
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые упрощенные чертежи, на которых показано:
на фиг.1 - первый вариант устройства предлагаемой в изобретении конструкции из соединенных между собой деталей,
на фиг.2а, 2б - два других варианта устройства предлагаемой в изобретении конструкции,
на фиг.3 - предлагаемая в изобретении конструкция с первым выступом,
на фиг.4а - предлагаемая в изобретении конструкция со вторым выступом и
на фиг 4б - конструкция сварного соединения деталей.
На фиг.1 показано устройство 1, состоящее из первой 3 и второй 6 деталей, соединенных между собой в соответствии с изобретением. Обе эти детали 3, 6 соединяются между собой сваркой. В таком устройстве 1 его вторая деталь 6 может представлять собой, например, трубопровод, а его первой деталью 3 может служить вставной датчик, который вставлен в посадочное отверстие 7 в стенке трубопровода и выступает внутрь него и с помощью чувствительного элемента которого измеряется по меньшей мере один параметр проходящего по трубопроводу потока текучей среды. Детали 3 и 6 могут быть выполнены, например, из пластмассы, что, однако, не является строго обязательным условием, и имеют, например, среднюю ось 21. Один из осевых концов, а именно осевой конец 4 первой детали 3, имеет, например, Т-образную в сечении форму. Первая деталь 3, например, по меньшей мере частично расположена внутри второй детали 6 и прилегает к ней, при этом деталь 6 в зоне Т-образного конца 4 детали 3 выполнена трубчатой. В радиальном направлении 27 между первой 3 и второй 6 деталями имеется отличное от нуля расстояние или зазор d, образующий между этими первой 3 и второй 6 деталями полость, выполняющую функцию сварочного кармана 9. В процессе сварки может происходить съем или выдавливание материала с контактной поверхности 33, находящейся в месте соприкосновения Т-образного конца 4 первой детали 3 со второй деталью 6. В этом случае такой материал попадает по меньшей мере в один сварочный карман 9 и в последующем не препятствует более процессу соединения первой 3 и второй 6 деталей.
В качестве метода сварки для соединения между собой обеих деталей может применяться виброконтактная сварка, прежде всего орбитальная виброконтактная сварка, основанная на нагреве и пластификации деталей 3 и 6 в зоне контактной поверхности 33 за счет работы трения. Такая работа трения создается за счет приведения деталей в относительное однокоординатное, осциллирующее или двухкоординатное движение с регулируемой амплитудой, составляющей, например, от 0,25 до 2,5 мм, и с частотой в интервале от 80 до 300 Гц с одновременным приложением направленного перпендикулярно к контактной поверхности 33 давления Р величиной от 0,5 до 8,0 МПа.
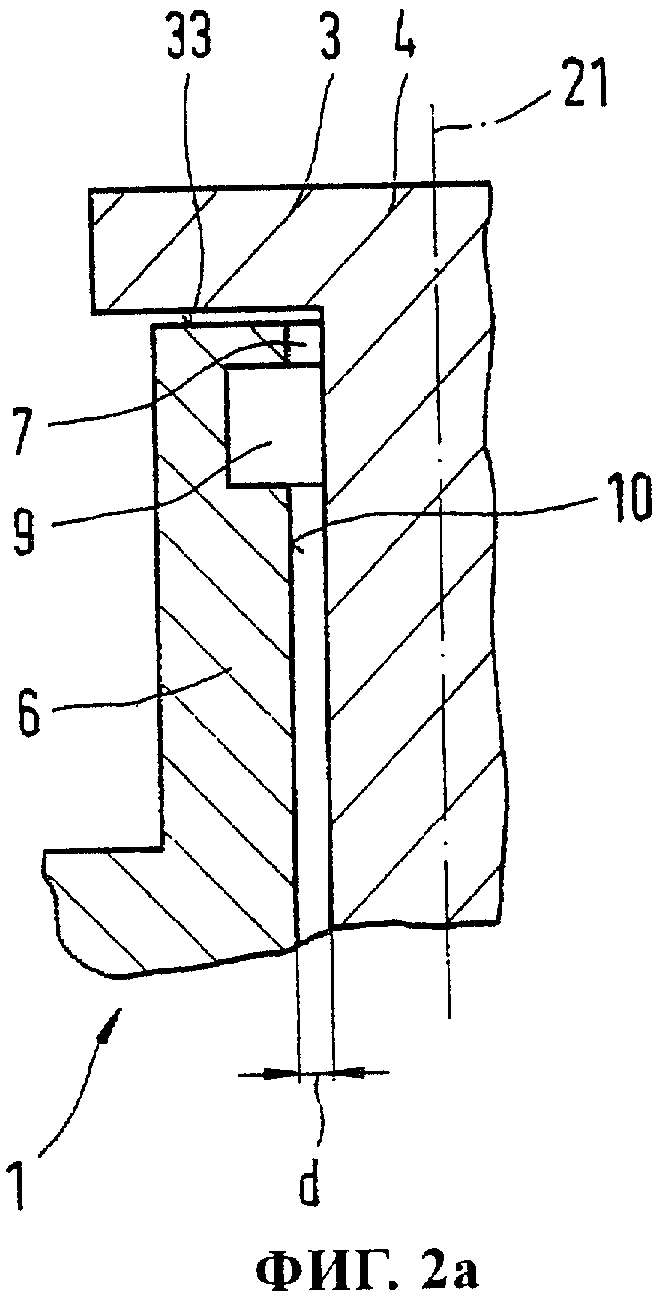
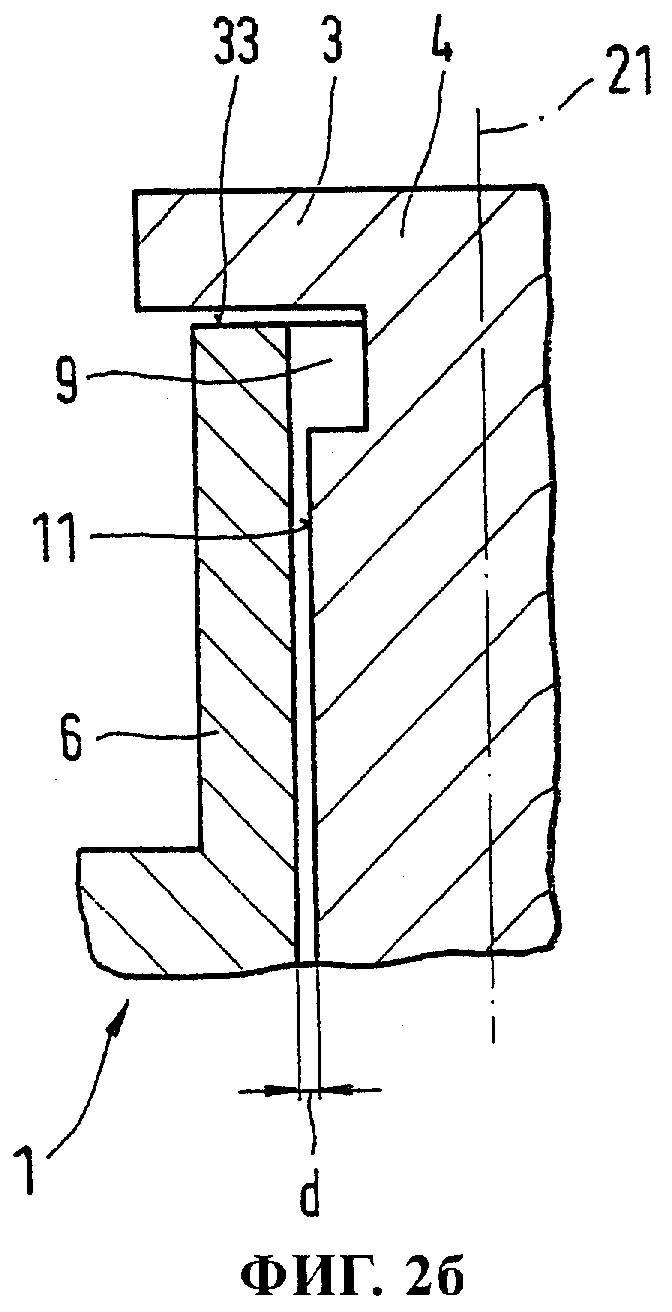
На фиг.2а показан другой вариант выполнения предлагаемого в изобретении устройства 1. В этом варианте сварочный карман 9 выполнен, например, только во второй детали 6 и образован углублением, выполненным на внутренней стенке 10 этой второй детали 6 вблизи от контактной поверхности 33. Равным образом такое углубление, образующее сварочный карман 9, можно предусмотреть только у первой детали 3 на ее внешней стенке 11 вблизи от контактной поверхности 33 (фиг.2б). В этом варианте радиальное расстояние d между первой 3 и второй 6 деталями может быть нулевым или исключительно малым.
На фиг.3 показан еще один вариант выполнения предлагаемого в изобретении устройства 1. В этом варианте вторая деталь 6 этого устройства имеет обращенный в осевом направлении, т.е. ориентированный параллельно средней оси 21, первый выступ 12, который на его осевом конце имеет контактную поверхность 33. Этот первый выступ 12 отходит, например, по центру от плоского основания 22, имеющегося у детали 6. В радиальном направлении 27 сварочный карман 9 ограничен первым выступом 12 и расположенной в радиальном направлении 27 напротив него внешней стенкой 11 первой детали 3. В направлении средней оси 21 сварочный карман 9 ограничен основанием 22 детали 6 и Т-образной головкой на конце 4 детали 3. Расположенное в радиальном направлении 27 с внешней стороны первого выступа 12 пространство также образует сварочный карман 9.
На фиг.4а показан следующий вариант выполнения предлагаемого в изобретении устройства 1. В этом варианте вторая его деталь 6 имеет второй выступ 15, который расположен по радиально внешнему краю детали 6, т.е. расположен напротив первого выступа 12 с внешней в радиальном направлении 27 стороны от него и ориентирован в осевом направлении 21. Контактная поверхность 33, по которой первая деталь 3 соприкасается со второй деталью 6, образована на первом 12, а не на втором 15 выступе. При происходящем в процессе сварки нагревании и пластификации осевого конца первого выступа 12 и первой детали 3 в зоне ее контактной поверхности 33 образующийся "лишний" материал 18 выдавливается внутрь и наружу в сварочные карманы 9. Штриховой линией на чертеже обозначена деформируемая при этом часть 18 первого выступа 12.
На фиг.4б обе детали 3 и 6 предлагаемого в изобретении устройства 1 показаны в уже в соединенном между собой сваркой состоянии. При этом контактная поверхность 33 образует воздухо- и влагонепроницаемую поверхность 24. Второй выступ 15, имеющийся у второй детали 6, может, что, однако, не является строго обязательным условием, прилегать к первой детали 3, предотвращая тем самым выход находящегося во внешнем сварочном кармане 9 материала 18 наружу.
Реферат
В изобретении описано устройство, состоящее из двух соединенных между собой деталей, при этом согласно уровню техники операция соединения между собой таких деталей является достаточно трудоемкой и сложной и требует применения дополнительных элементов для получения герметичного соединения. В предлагаемом в изобретении устройстве (1), состоящем из двух деталей (3, 6), имеются сварочные карманы (9), в которые в процессе соединения этих частей сваркой может поступать образующийся при этом "лишний" материал, что позволяет простым путем получить воздухо- и влагонепроницаемое соединение без использования дополнительных средств. 5 з.п. ф-лы, 6 ил.

Комментарии