Узел с резьбовым соединением для угольных и/или графитовых электродных колонок - RU2302710C2
Код документа: RU2302710C2
Чертежи





Описание
Настоящее изобретение относится к узлу с резьбовым соединением, содержащему наружную деталь с внутренней резьбой и связанную с ней внутреннюю деталь с внешней резьбой. Соответствующие резьбы деталей имеют одинаковый шаг. Индивидуальная резьба имеет по существу V-образный профиль и, по меньшей мере, одна из резьб снабжена клиновой наклонной поверхностью на основании резьбы, причем, когда внутренняя и наружная детали свинчиваются вместе, вершины одной детали резьбового соединения прилегают к клиновой наклонной поверхности на основании резьбы другой соединяемой детали.
Настоящее изобретение, кроме того, относится к другому варианту или специальной конфигурации узла резьбового соединения, содержащего наружную деталь с внутренней резьбой и связанную с ней внутреннюю деталь с внешней резьбой. Соответствующие резьбы наружной и внутренней детали имеют одинаковый шаг. Индивидуальная резьба одной детали имеет по существу V-образный профиль, а другая деталь снабжена по окружности клиновой наклонной поверхностью в качестве резьбы. Когда внутренняя и наружная детали свинчиваются друг с другом, вершины резьбы одной детали резьбового соединения прилегают к проходящей по окружности клиновой наклонной поверхности в качестве резьбы другой соединительной детали.
Настоящее изобретение, кроме того, относится к использованию обоих вариантов таких резьбовых соединений для углеродных, полуграфитовых или графитовых электродов, которые являются блокирующими, несущими нагрузку и не восприимчивыми к развинчиванию, в частности, под динамической нагрузкой.
Технология производства карбонизированного или графитизированного угля, включая также угольные электроды и соединительные шпильки для них, известна в данной области в течение более ста лет, и она применяется в широких промышленных масштабах. Соответственно, она усовершенствовалась во многих аспектах и оптимизировалась с точки зрения стоимости. Одно из описаний этой технологии можно найти в ULLMANN'S ENCYCLOPEDIA OF INDUSTRIAL CHEMISTRY, том A5, VCH Verlagsgesellschaft GmbH, Weinheim, 1986, стр.103-113.
Дуговая печь содержит, по меньшей мере, одну угольную электродную колонку. Верхний конец такой колонки поддерживается посредством держателя, через который также подается электрический ток для электродной колонки. Когда печь используется, электрическая дуга проходит от нижнего торца или нижнего края колонки в металл, который должен плавиться, который находится в печи. Электрическая дуга и высокие температуры в печи заставляют нижний край электродной колонки медленно выгорать. Укорачивание электродной колонки компенсируется тем, что колонка постепенно продвигается внутрь печи, и если необходимо, дополнительный электрод навинчивается на верхний край колонки. Если необходимо, частично выгоревшая колонка, содержащая несколько электродов и их соединительные шпильки, может также удаляться из держателя в качестве единого узла и заменяться свежей колонкой достаточной длины.
Индивидуальные угольные электроды навинчиваются на колонку, уже расположенную в печи, или электроды навинчиваются на свежую колонку, либо вручную, либо с помощью машины. В частности, в случае электродов, имеющих большой диаметр 600 мм или более, должны прикладываться значительные силы и вращающие моменты, или усилия завинчивания, для обеспечения того, что электродная колонка не разойдется. Надежное соединение колонки является жизненно важным для функционирования дуговой печи.
Надежное соединение колонки находится под угрозой во время транспортировки, но в особенности, тогда, когда печь работает. Когда печь работает, к электродной колонке многократно прикладываются значительные изгибающие моменты, из-за колебаний корпуса печи, включая колонку, или же колонка подвергается непрерывной вибрации; колонка подвергается ударам со стороны загруженного материала, который также дает напряжения на надежное соединение колонки. Все эти напряжения - повторяющиеся изгибающие моменты, вибрации и удары - могут вызывать ослабление резьбового соединения электродов. Ослабление должно рассматриваться как результат неустранимых и/или нежелательных процессов.
Для лучшего понимания, ниже описаны последствия того, что электродная колонка расшатывается при работе печи.
Расшатывание колонки является указанием на то, что прочность резьбового соединения уменьшается. В результате силы сжатия на контактных поверхностях соседних элементов колонки также уменьшаются. Расшатывание может продолжаться до тех пор, пока некоторые контактные поверхности не отделяться физически друг от друга.
В результате электрическое сопротивление соединения возрастает. Те поверхности, которые по-прежнему находятся в контакте, подвергаются воздействию большей плотности тока. Более высокая плотность тока приводит к локальному термическому перегреву.
Когда резьбовое соединение ослабляется, соединительная шпилька обычно подвергается высокой термической и механической нагрузке. В конце концов нужно ожидать механического отказа соединительной шпильки из-за перегрева и механической нагрузки. В результате нижний конец электродной колонки отламывается и падает в расплавленную сталь, электрическая дуга прерывается, и процесс плавления останавливается.
Для устранения проблем неадекватного соединения и плохого переноса тока от одной части электродной колонки к следующей разработан ряд очень различных подходов. Практика, описанная в дальнейшем, также применяется на сталелитейных заводах.
В патенте США №4167643 описано, что соединительная шпилька между двумя графитовыми электродами имеет более низкий коэффициент теплового расширения, чем оба электрода. Когда температуры растут - при работе сталелитейных заводов достигаются температуры, заметно превышающие 1500°C - секции электродов расширяются больше, чем соединительная шпилька. Это вызывает дополнительное индуцированное нагревом упрочнение соединения между соединительной шпилькой и электродами, которые, как предполагается, должны представлять собой предохранитель для резьбового соединения. Однако является также очевидным, что термически индуцированные силы помещают края витков резьбы под сильные напряжения.
В патенте США №5575582 описано использование конической предохранительной шпильки в дополнение к соединительной шпильке между двумя графитовыми электродами. Когда электродная колонка находится в свинченном состоянии, эта система обеспечивает то, что предохранительная шпилька в углублении, простирающемся примерно пополам сквозь контактные поверхности двух соседних электродов, выпадает из углубления в соответствующем верхнем электроде колонки и падает в углубление в соответствующем нижнем электроде, в колонке. Углубление в нижнем электроде имеет форму криволинейного канала, который проходит по дуге, имеющей постоянный радиус, вокруг центральной продольной оси электрода. Когда резьбовое соединение ослабляется, предохранительная шпилька может скользить вдоль канала до тех пор, пока не будет блокирована на его отдаленном конце. Предохранительная шпилька, которая выпадает вниз, в углубления, таким образом, предотвращает дальнейшую деформацию и последующее расшатывание соединения двух электродов. В зависимости от длины криволинейного канала и углового пути вокруг центральной продольной оси электрода, который предохранительная шпилька проходит в нем, резьбовое соединение по-прежнему может существенно ослабляться. Это имеет отрицательное воздействие на прохождение тока через это резьбовое соединение и с точки зрения локального перегрева на этом соединении.
В других областях также делались попытки решения проблемы соединений, которые ослабляются. В опубликованной заявке на патент Германии DE 4137020 описываются самофиксирующиеся соединения, такие как винты и гайки, из материалов, не описываемых дополнительно. Это соединение снабжается рядом выступов в виде головок на фронтальной поверхности, которые взаимодействуют со структурным элементом. Выступы имеют форму пирамид или конусов, имеющих высоту, меньшую, чем 1 мм, где угол при вершине пирамиды или конуса составляет, по меньшей мере, 90°. Пирамиды или конусы предназначаются для вдавливания в поверхности структурных элементов, которые должны охватываться при резьбовом уплотнении, таким образом, предохраняя соединение от развинчивания. Делается ссылка на "оседание" и связанное с ним уменьшение предварительного напряжения (смотри столбец 2, строку 9 заявки на патент Германии). Пирамиды или конусы распределяются однородно по фронтальной поверхности соединения. Соединение не имеет специально структурированной контактной поверхности, и, соответственно, натяжения во фронтальном направлении, со специальной эффективностью.
Обращаясь к свинчиванию колонок из угольных электродов, необходимо заметить, что макроскопические головки на контактной поверхности электродов или соединительных шпилек были бы разрушены во время свинчивания из-за керамической и, таким образом, хрупкой природы углей. Возможно даже, что значительные куски могут вырываться из фронтальных поверхностей элементов колонки.
Другое решение предотвращения ослабления соединений описано в патенте США №4076064 (1978). Вводится клиновая наклонная поверхность на основании витка резьбы одного из компонентов резьбового соединения. Когда оба компонента резьбового соединения свинчиваются вместе, вершины витков резьбы компонента резьбового соединения без клиновой наклонной поверхности прилегают к клиновой наклонной поверхности на основании витка резьбы другого компонента. Прилегание вершин витков резьбы одного компонента резьбового соединения к клиновой наклонной поверхности на основании витка резьбы другого компонента имеет эффект блокировки обоих компонентов. Этот эффект блокировки улучшается, если оба компонента изготовлены из материалов, выбранных соответствующим образом. Является полезным, если болт в резьбовом соединении изготовлен из более твердого, менее эластичного материала, чем связанная с ним гайка. Поскольку материалы не описывались подробно, логичным является предположение, что в этом патенте рассматривались металлические материалы. Не дано никаких указаний на то, что этот тип резьбового соединения создавался также с использованием материалов, изготовленных из синтетически произведенных углей, или для конических резьбовых соединений, которые обычно используются для соединения угольных и/или графитовых электродов, как здесь описывается.
Элемент, имеющий клиновую наклонную поверхность на основании витка резьбы, также рассматривается в патенте США №4266590 (1981). В этом случае, высота витков резьбы на гайке и на болте немного различается. В результате для каждого витка резьбы вершины витков резьбы компонента резьбового соединения без клиновой наклонной поверхности расположены в различных относительных положениях, в поперечном разрезе на просвет, витка резьбы с клиновой наклонной поверхностью на основании витка резьбы другого компонента. В соответствии с описанием этого патента эффект блокировки, который достигается путем оседания вершин резьбы на клиновой наклонной поверхности, дополнительно усиливается эффектом заклинивания, связанным с различием по высоте витков резьбы на двух деталях резьбового соединения. Не приводится никаких указаний на то, что этот тип резьбового соединения создается также с использованием материалов, изготовленных из синтетически произведенных углей, или для конических резьбовых соединений, которые обычно используются для соединения угольных и/или графитовых электродов, как здесь описывается.
При практической работе сталелитейных заводов стараются свинтить электроды вместе настолько прочно, насколько это возможно. Как указывалось ранее, силы, вращающие моменты и усилия свинчивания, которые могут прикладываться вручную, являются ограниченными. Эти силы могут значительно увеличиваться при использовании механических устройств, но такие механические устройства для свинчивания используются только на нескольких сталелитейных заводах. Реальная работа сталелитейных заводов показывает, что элементы электродных колонок по-прежнему расшатываются со временем.
Задачей настоящего изобретения является создание узла с резьбовым соединением для угольных и/или графитовых электродных колонок, который устраняет указанные выше недостатки известных к настоящему времени устройств и способов этого общего типа и который предусматривает производство деталей из керамики, предпочтительно, из синтетически произведенного угля и графита, для резьбового соединения, которое предотвратит ослабление или, по меньшей мере, ослабит последствия ослабления.
Имея в виду указанные выше и другие задачи, в соответствии с настоящим изобретением, предусматривается узел с резьбовым соединением, содержащий:
наружную деталь, изготовленную из керамики и имеющую внутреннюю резьбу;
внутреннюю деталь, изготовленную из керамики и имеющую внешнюю резьбу;
внутреннюю резьбу и внешнюю резьбу, имеющую витки резьбы по существу с одинаковым шагом, основанием и вершиной, и индивидуальные витки резьбы по существу с V-образным профилем; причем
по меньшей мере, одна из внутренней и внешней резьб сформирована с клиновой наклонной поверхностью на основании, и, когда внутренняя и наружная детали свинчиваются друг с другом, вершины витков резьбы одной из деталей прилегают к клиновой наклонной поверхности на основании витков резьбы другой детали; а
внутренняя и внешняя резьбы представляют собой цилиндрические резьбы или конические резьбы.
Другими словами, детали узла с резьбовым соединением изготовлены из керамики, предпочтительно, из синтетически произведенного угля или графита, и резьбы являются цилиндрическими или коническими. Когда детали резьбового соединения зацепляются, вершины резьбы одной детали прилегают к клиновым наклонным поверхностям на основании витков резьбы другой детали. Это означает, что нагрузка больше не несется краями индивидуальных витков резьбы резьбового соединения. Как следствие, витки резьбы, имеющие, например, V-образный профиль, и соответствующие края витков резьбы могут распределяться по детали резьбового соединения, которая имеет клиновые наклонные поверхности на основаниях витков своей резьбы.
Имея в виду указанные выше и другие задачи, предусматривается также, в соответствии с настоящим изобретением, электродная колонка с описанным выше узлом и со множеством наружных деталей, имеющих форму угольных электродов, и внутренних деталей, имеющих форму соединительных шпилек, свинчивающих электроды вместе в электродную колонку, при этом этот узел формирует блокирующее и несущее нагрузку соединение, которое является невосприимчивым к развинчиванию.
Для задач настоящего изобретения колонки угольных электродов не должны расшатываться или отделяться друг от друга под действием изгибающих моментов, вибраций или ударов, преобладающих при работе сталелитейных заводов, чтобы элементы оставались блокированными в контакте друг с другом, и чтобы резьбовое соединение несло нагрузку нижней части колонки в любом случае, в то время как соединительные шпильки удерживают электроды вместе.
В настоящем описании используются следующие определения:
- края электродов также упоминаются как конечный торец;
- гнездо представляет собой коаксиальное углубление в конечном торце электрода. Обычно цилиндрическая или коническая внутренняя резьба работают внутри коаксиальных внутренних стенок гнезда; эта спецификация удовлетворяет Международному стандарту IEC 60239, (гнездо с внутренней резьбой = резьбовое гнездо);
- соединительная шпилька представляет собой цилиндрический или биконический винт, имеющий внешнюю резьбу и по одному конечному торцу, расположенному перпендикулярно к оси соединительной шпильки, на каждой ее стороне. Соединительная шпилька ввинчивается примерно наполовину в каждое гнездо соседних электродов для соединения этих двух электродов;
- полуфабрикат представляет собой электрод и соединительную шпильку, которая ввинчивается частично, то есть наполовину, в гнездо электрода;
- электрод или угольный электрод имеет резьбовое гнездо, по меньшей мере, на одном конечном торце. В настоящем документе соединение двух электродов посредством соединительной шпильки всегда означает резьбовое соединение электродов. Для простоты, однако, в формуле изобретения также используется термин связка электродов;
- ход витков резьбы определяется как часть такой резьбы, проходящая на 360° вокруг центральной продольной оси либо соединительной шпильки, или электродного гнезда. Ход или уклон витков резьбы является относительно малым для предотвращения проскальзывания двух компонентов резьбового соединения вдоль уклона. Как определено в Международном стандарте IEC 60239, уклон или ход витков резьбы должен составлять три (тип T3) или четыре (тип T4) витка резьбы на дюйм или на 25,4 мм. В соответствии с настоящим описанием ход витков резьбы для типа T3 равен 8,467 мм, а для типа T4, 6,350 мм.
Преимущество резьбового соединения, изготовленного из угольных деталей в соответствии с настоящим изобретением, возникает благодаря равномерному распределению нагрузок вдоль линии контакта между вершинами резьбы одной детали, с одной стороны, и клиновой наклонной поверхностью на основании витка резьбы другой детали, с другой стороны. Это объясняется тем, что полученные векторы сил имеют примерно одинаковую величину во всех точках линии контакта, описанной ранее.
В противоположность этому, в случае обычных резьб без клиновых наклонных поверхностей на основаниях витков резьбы, нагрузка концентрируется по существу на первом витке; нагрузки уменьшаются с каждым последующим витком.
В обычных резьбах без клиновых наклонных поверхностей на основаниях витков резьбы, абсолютные величины нагрузки на первом витке гораздо больше, чем самые большие нагрузки в случае резьбового соединения, полученного из угольных деталей в соответствии с настоящим изобретением, при сходных в остальном менее важных условиях, такие как общая длительность нагрузки, размер резьбы, уклон резьбы и тому подобное. Большие абсолютные величины на обычных резьбах воздействуют на токовые нагрузки в случаях, когда электродная колонка становится горячей из-за использования в сталеплавильной печи. Различные коэффициенты расширения соединительных шпилек и электродов вызывают быстрый рост абсолютных величин самых больших нагрузок, когда температура электродной колонки увеличивается. Из-за более высоких абсолютных величин больших нагрузок, когда обычные резьбы без клиновых наклонных поверхностей на основании витков резьбы используются в резьбовых соединениях, гнездо или соединительная шпилька отказывают в таком соединении быстрее. С другой стороны, резьбовое соединение, полученное из угольных деталей в соответствии с настоящим изобретением, является более стойким к такому отказу гнезда или соединительной шпильки из-за высоких температур.
Никаких дополнительных стадий процесса не требуется при производстве угольных электродов и соединительных шпилек для обеспечения блокировки электродной связки в соответствии с настоящим изобретением. Требуется другой инструмент, но механическая обработка не является более сложной.
Множество металлических резьбовых соединений состоит из наружной детали с внутренней резьбой, например, металлической гайки и связанной с ней внутренней детали с внешней резьбой, например, металлического болта. В обеих деталях резьбового соединения расстояние между витками резьбы является одинаковым и одинаковым, во всех случаях. Индивидуальный виток резьбы имеет по существу V-образный профиль, и, по меньшей мере, одна из деталей имеет клиновую наклонную поверхность на основании витка резьбы. В соответствии с патентами США №№4076064 и 4266590 один из элементов резьбового соединения в каждом случае имеет клиновую наклонную поверхность на основаниях витков резьбы для предотвращения ослабления резьбового соединения в его завинченном состоянии и/или для обеспечения блокировки двух компонентов резьбового соединения. В попытке понять замыкание и предотвращение ослабления полезной является концепция пластической деформируемости металлов. Соответственно, можно вообразить, что вершины резьбы одной детали металлического резьбового соединения прилегают к клиновым наклонным поверхностям другой детали и являются пластически деформированными, когда эти две детали свинчиваются вместе, причем вершины резьбы одной детали тем самым взаимно блокируются с клиновыми наклонными поверхностями другой детали металлического резьбового соединения.
Когда делаются попытки применения этого принципа взаимной блокировки к керамическому резьбовому соединению, необходимо сначала осознать тот факт, что этот принцип нарушается. Причиной для этого является хрупкость керамики. При высоких напряжениях сдвига, таких как те, которые возникают на вершинах резьбы детали, когда две детали керамического резьбового соединения свинчиваются вместе, эти керамические вершины просто ломаются.
Хотя синтетически производимые угли и графиты также рассматриваются как керамика, слоистая конфигурация решетки графита в микрокристаллической области придает свойство пластической деформируемости. Благодаря этой деформируемости, которая известна также как смазывающая способность, в случае графита, эти керамические вершины не ломаются так просто. Деформируемость синтетически производимых углей и графитов поддерживается мелкодисперсной открытой пористостью этих материалов, которая имеет порядок 25% объемных. Малые кристаллические участки могут вдавливаться в соседние поры. Можно обеспечить, чтобы взаимное замыкание вершин резьбы одной детали резьбового соединения, изготовленной из графита или угля, с клиновыми наклонными поверхностями другой детали резьбового соединения, изготовленной из графита или угля, имело место, когда две детали свинчиваются вместе. Это верно для деталей с цилиндрической или конической левосторонней или правосторонней резьбами.
Когда вершины резьбы витков резьбы по существу V-образной формы одной детали резьбового соединения прилегают к клиновым наклонным поверхностям другой детали резьбового соединения, когда обе детали свинчиваются вместе, все силы передаются от одной детали к другой детали только на этой линии контакта. Профиль витков резьбы на детали с клиновыми наклонными поверхностями на основании витка резьбы может делаться мельче и мельче, без каких-либо потерь переноса силы. Последствием этого является то, что края витков резьбы детали с клиновыми наклонными поверхностями больше не вступают в контакт с краями витков резьбы детали с витками резьбы, имеющими по существу V-образное поперечное сечение, и, таким образом, никакие силы не передаются посредством также и этого пути. Случай, описанный в пункте 11 формулы изобретения, может рассматриваться как интересный специальный случай, в котором деталь с клиновыми наклонными поверхностями не обладает больше никакими видимыми выступающими витками резьбы, см. также фиг.4. Теперь только клиновая наклонная поверхность окружает эту деталь. Контур соответствующего витка резьбы может быть сокращен, например, до соединительной линии 9 между двумя клиновыми наклонными поверхностями, расположенными одна над другой в поперечном сечении фиг.4.
Технология производства и использования синтетически производимых угольных электродов объясняется во вступительной части. Индивидуальные элементы колонки из угольных электродов свинчиваются вместе. Для этого угольная соединительная шпилька с внешней резьбой зацепляется с гнездами двух соседних угольных электродов, снабженных внутренней резьбой.
Механические и термические напряжения на угольной электродной колонке не распределяются равномерно по электроду и соединительной шпильке. Вместо этого соединительная шпилька подвергается большей нагрузке и поэтому обычно производится из угольного материала, имеющего лучшие механические и термические параметры по отношению к таким свойствам как прочность на изгиб, модуль упругости, коэффициент расширения в направлении, параллельном и перпендикулярном центральной продольной оси, электро- и теплопроводность, объемная плотность и так далее, чем электроды, которые должны свинчиваться вместе.
Как объясняется в патенте США №4076064, резьбовое соединение улучшается, если болт резьбового соединения изготавливается из более твердого, менее вязкого материала, чем материал связанной с ним гайки. Подобная же система создается также при резьбовом соединении колонки из-за нагрузки на тело электродной колонки: соединительная шпилька имеет более высокий модуль упругости и, таким образом, является менее вязкой, чем угольный электрод, который имеет более низкий модуль упругости и, таким образом, более высокую вязкость. Показано, что преимущественным является создание клиновой наклонной поверхности на основании витка резьбы внутренней резьбы более вязкого электродного гнезда, и оставление без изменений поперечного сечения витков резьбы менее вязкой соединительной шпильки.
Ряд витков резьбы создается на латеральной поверхности соединительной шпильки, начиная от фронтального торца, и он простирается до срединной плоскости соединительной шпильки. То же самое проделывают с электродным гнездом, предназначенным для нее. Количество витков резьбы зависит от длины соединительной шпильки и глубины электродного гнезда, и от уклона резьбы. Последний определяется Международным стандартом IEC 60239, также и для колонки угольных электродов.
Высокий эффект блокировки достигается, когда две детали резьбового соединения свинчиваются вместе, если все витки резьбы одной детали резьбового соединения, в этом случае, предпочтительно, электродного гнезда, снабжаются клиновой наклонной поверхностью на основании витка резьбы. В определенных случаях, однако, достаточно, чтобы, по меньшей мере, один виток резьбы снабжался клиновой наклонной поверхностью. В других случаях, клиновая наклонная поверхность присутствует на основании витка резьбы, на отрезках длины витка резьбы, который простирается от дна электродного гнезда и вплоть до конечного торца электрода.
Некоторые покупатели покупают электроды в виде полуфабрикатов. Соединительная шпилька, которая ввинчивается в первое гнездо на одном из концов электрода, присоединяется посредством машины и с соответствующим высоким моментом завинчивания; второе гнездо на другом конце электрода не занято. Это означает, что по существу не существует опасности того, что соединительная шпилька, ввинченная посредством машины, ослабеет во время работы сталелитейного завода. Как следствие, резьба полуфабриката не требует никакой защиты от ослабления, и, таким образом, никакой клиновой наклонной поверхности на основании витков резьбы (резьбы гнезда) не требуется. Способ, используемый для привинчивания второго конца электрода, может осуществляться либо посредством машины в электрической сталеплавильной печи, или он привинчивается вручную, если соответствующая машина недоступна на сталелитейном заводе. Особенно в последнем случае, имеется опасность ослабления из-за приложения неадекватного завинчивающего момента. Особенно в этих случаях полезно иметь дополнительную защиту против ослабления. Внутренняя резьба второго электродного гнезда, не привинченного предварительно к соединительной шпильке, имеет клиновую наклонную поверхность на основании витков резьбы.
На клиновой наклонной поверхности, на основании витков резьбы, обычно, на одной из двух деталей, которые должны свинчиваться, поверхность, чаще всего, имеет наклон, отличный от того, что имеется на краях. Поскольку края витков резьбы наклонены произвольным образом, бесполезно использовать эти края в качестве эталонов. Логичным эталоном является отношение между центральной продольной осью соединительной шпильки или электрода, с одной стороны, и наклоном поверхности клиновой наклонной поверхности, на витках основании резьбы, с другой стороны. Угол между центральной продольной осью соединительной шпильки или электрода, с одной стороны, и наклоном поверхности клиновой наклонной поверхности на основании витка резьбы, с другой стороны, находится в пределах между 10 и 60°, предпочтительно, между 25 и 35°, угол отсчитывается либо в направлении по часовой стрелке, либо против часовой стрелки.
Проекция клиновой наклонной поверхности на основании витка резьбы на центральную продольную ось соединительной шпильки или электрода составляет от 30 до 100% от шага витка резьбы. Этот отрезок располагается на основании витка резьбы, так что, когда два компонента резьбового соединения свинчиваются вместе, клиновая наклонная поверхность первого компонента зацепляется в середине вершины витка резьбы второго компонента. Однако возникает проблема с тем, что вершины витков резьбы второго компонента уводятся прочь от середины клиновой наклонной поверхности первого компонента под нагрузкой тех сил, которые прикладываются.
Как показано в одном из предыдущих разделов, при свинчивании угольных электродов на сталеплавильной печи задачей является защита резьбовых связок, состоящих из угольных электродов и угольных соединительных шпилек, против расшатывания несмотря на те ограничения, которые имеются на сталелитейных заводах. По этой причине, используются резьбовые соединения, у которых, по меньшей мере, одна деталь имеет резьбу с клиновой наклонной поверхностью на основании витка резьбы, по меньшей мере, на одном отрезке такого витка резьбы. В одном специальном случае несущие нагрузку витки резьбы, обычно имеющие по существу V-образное поперечное сечение, не выполняются с круговой клиновой наклонной поверхностью, по меньшей мере, на одном компоненте. Когда резьбовое соединение, состоящее из угольных электродов и угольных соединительных шпилек, свинчивается вместе, создается соединение, которое является блокирующим, несущим нагрузку и стойким к ослаблению, тем самым обеспечивая защиту электродной колонки в целом.
Резьбовые соединения описанного типа имеют более равномерное распределение нагрузки, чем стандартные резьбовые соединения с двумя резьбами, витки резьбы которых имеют, каждый, V-образные поперечные сечения.
Резьбовые соединения описанного типа используются в качестве соединений, которые являются блокирующими, несущими нагрузку и невосприимчивыми к развинчиванию, для угольных электродов, которые свинчиваются вместе в электродной колонке, с использованием соединительных шпилек как в стандартном применении, так и в специальном применении, упоминаемом ранее, с более мелким профилем витков резьбы.
Примеры
На стенде с резьбовым креплением, производимом Piccardi (Dalmine (Bergamo)/Italy), известным как "ниппельная станция" и произведенном в 1997 году, два графитовых электрода, имеющих диаметр 600 мм, привинчиваются каждый к электродной колонке посредством соответствующего графитового ниппеля.
Для этого используют полуфабрикаты, состоящие из одного электрода и ниппеля, который ввинчивается в гнездо электрода предварительно. Этот электрод имеет стандартную резьбу, соответствующую стандарту CEI IEC 60239, и гнездо с обозначением S 317T4N. Связанный с ним ниппель имеет коническую резьбу на обеих сторонах со стандартным обозначением N 317T4N. Это означает, что сторона ниппеля с резьбой, которая по-прежнему остается свободной в полуфабрикате, также снабжается стандартной резьбой.
Затем на этот полуфабрикат навинчивается второй электрод с диаметром 600 мм, и гнездо этого второго электрода имеет клиновую наклонную поверхность на основании витков. Поверхность клиновой наклонной поверхности имеет угол 30° по отношению к центральной продольной оси электрода. Для получения этой специальной резьбы в электродном гнезде используется винторезная головка, у которой внешний контур также имеет угол 30° в местах, соответствующих клиновым наклонным поверхностям в гнезде. В остальном контур винторезной головки имеет типичный V-образный профиль, который соответствует поперечному сечению витков резьбы гнезда. Осуществляются различные исследования с резьбой на системе электродной колонки этого типа.
Во-первых, резьбовое соединение в соответствии с настоящим изобретением закрывается с использованием прикладываемого механически зажимного момента. Когда достигается зажимной момент 4000 Нм, завинчивание заканчивают. Для документирования успеха такого резьбового соединения делается разрез резьбового соединения в соответствии с настоящим изобретением. Вид с вырывом такого варианта изображен на фиг.5. Поскольку виды с вырывом графитовых деталей не являются непосредственно понятными для тех, кто не является специалистом в данной области, из-за зернистой структуры примечания, относящиеся к существенным элементам изобретения, указаны на этой фигуре. Следующее важное замечание заключается в том, что края витков резьбы ниппеля и гнезда не являются непрерывно соприкасающимися, и что, как следствие, напряжения не передаются от ниппеля к гнезду, но скорее вершины закруглений резьбы на ниппеле прилегают к клиновым наклонным поверхностям на основании закруглений резьбы на гнезде, и напряжения передаются там.
Для характеризации надежности закрепления резьбового соединения соединение опять разбирают и измеряют момент отсоединения. Определяют момент отсоединения 6000 Нм, который находится в нормальном диапазоне значений для стандартных резьб.
При повторяющихся операциях завинчивания и развинчивания на одном и том же резьбовом соединении моменты завинчивания и развинчивания значительно не изменяются.
В следующих исследованиях резьбовое соединение в соответствии с настоящим изобретением закрывается с использованием фиксирующего момента, прикладываемого вручную. Таким образом, достигается момент завинчивания около 1200 Нм. Момент развинчивания равен 2000 Нм. При повторяющихся операциях завинчивания и развинчивания на одном и том же резьбовом соединении наблюдаются моменты развинчивания, находящиеся в пределах между 1500 и 3000 Нм, широкий разброс моментов развинчивания связан с тем, что для приложения завинчивающего момента используются различные методики.
Другие особенности, которые рассматриваются в качестве характерных для настоящего изобретения, приведены в прилагаемой формуле изобретения.
Хотя настоящее изобретение иллюстрируется и описывается здесь как узел с резьбовым соединением для угольных и/или графитовых электродных колонок, тем не менее, не предполагается, что оно должно ограничиваться показанными деталями, поскольку различные модификации и структурные изменения могут быть осуществлены без отклонения от существа изобретения в рамках и пределах эквивалентов формулы изобретения.
Конструкция и способ работы настоящего изобретения, однако, вместе с его дополнительными задачами и преимуществами будут поняты лучше из следующего далее описания конкретных вариантов осуществления изобретения в сочетании с прилагаемыми чертежами.
Сущность изобретения поясняется на чертежах, где:
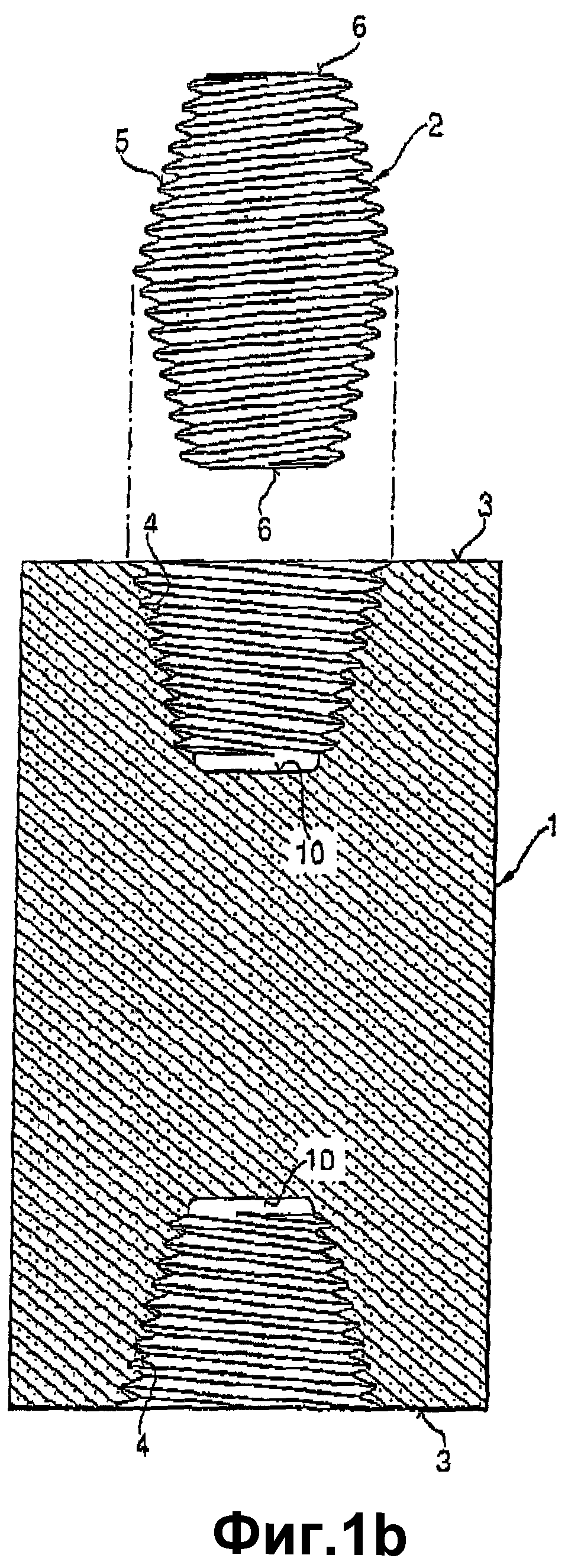
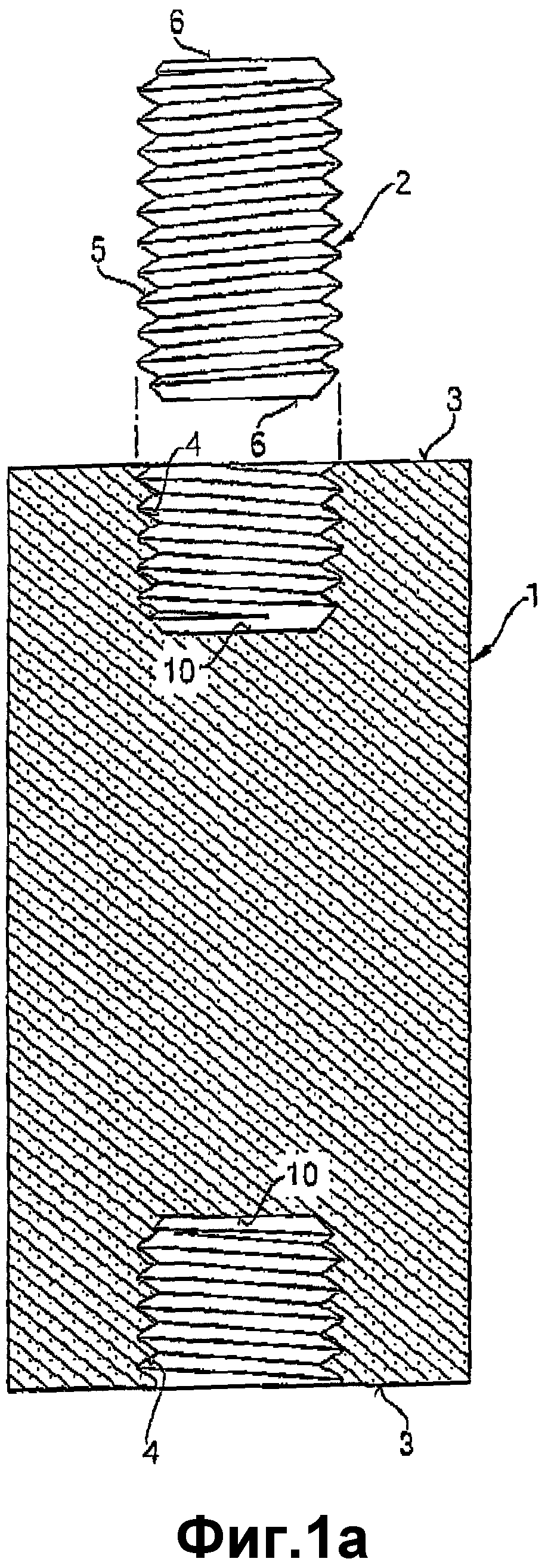
Фиг.1a и фиг.1b представляют собой разрезы, сделанные параллельно продольным осям электродов 1, с гнездами, углубленными в конечные торцы 3, имеющими либо цилиндрическую, либо коническую внутреннюю резьбу, и вид сбоку, вдоль продольной оси, неприсоединенных соединительных шпилек 2 либо с цилиндрической, либо с конической резьбой.
Фиг.2 представляет собой увеличенный разрез, параллельный продольной оси гнезда электрода 1 с конической соединительной шпилькой 2, ввинченной в гнездо электрода 1.
Фиг.3a и фиг.3b представляют собой два схематических разреза, сравнимых с видом на фиг.2, параллельных продольным осям двух различных резьбовых соединений каждое, в свинченном состоянии.
Фиг.3a представляет собой разрез обычного резьбового соединения в свинченном состоянии, на фиг.3b изображен разрез резьбового соединения в соответствии с настоящим изобретением в свинченном состоянии. На фиг.3a, векторы нагрузки изображены на краях витков резьбы, на фиг.3b эти векторы нагрузки приложены к клиновым наклонным поверхностям на основаниях витков резьбы.
Фиг.4 представляет собой разрез, параллельный продольной оси части конического резьбового соединения в свинченном состоянии, где одна из деталей резьбового соединения (преимущественно, соединительная шпилька 2) имеет витки резьбы с V-образным профилем, и где круговая клиновая наклонная поверхность 7 выполнена на другой детали резьбового соединения (преимущественно, гнезда электрода 1), и несущие нагрузку витки резьбы не имеют обычного по существу V-образного профиля.
Фиг.5 представляет собой разрез резьбового соединения ниппеля и электрода с соединением в соответствии с настоящим изобретением.
На фиг.1a и фиг.1b изображен общий вид систем электродов 1 и неприсоединенных соединительных шпилек 2. Коаксиально расположенные гнезда электрода 1 снабжены резьбовыми поверхностями 4. Пределы расположения гнезд в теле электродов 1 представляют собой днища 10 гнезд электродов 1. Неприсоединенные соединительные шпильки 2 имеют резьбовые поверхности 5 на своих боковых поверхностях и обладают, каждая, фронтальными поверхностями 6 на каждом краю.
Существенный признак, представленный на фиг.2, изображен в увеличенном масштабе. Резьбовая поверхность 4 гнезда электрода содержит не только обычные витки резьбы, имеющие нормальные V-образные профили, но также и клиновая наклонная поверхность 7 расположена на основании витков резьбы. Поверхность клиновой наклонной поверхности 7 на основании витков резьбы образует угол, находящийся в диапазоне между 10 и 60°, предпочтительно, между 25 и 35°, с продольной осью соединительной шпильки 2 или электрода 1.
Вершины витков резьбы 8 одного из компонентов резьбового соединения (соединительной шпильки 2) прилегают к клиновым наклонным поверхностям 7 на основании витков резьбы другого компонента резьбового соединения (электрода 1). Общая нагрузка электродной колонки переносится от электрода 1 к соединительной шпильке 2 или, наоборот, в пределах резьбового соединения, по круговой контактной линии 7-8.
На фиг.3a и фиг.3b изображен улучшенный перенос нагрузок, по сравнению с обычным резьбовым соединением, с помощью резьбового соединения для угольных колонок в соответствии с настоящим изобретением, каждая из них находится в свинченном состоянии. В частности, векторы нагрузок, изображенные на краях витков резьбы, проясняют различия. В обычном резьбовом соединении, см. фиг.3a, верхний виток резьбы имеет самый большой вектор нагрузки на своем краю. Виток резьбы непосредственно под ним подвергается действию меньшего вектора нагрузок, виток резьбы под ним имеет еще меньшую нагрузку и так далее. Самые нижние витки резьбы едва участвуют в переносе нагрузок от одного компонента резьбового соединения к другому.
В резьбовом соединении для угольных электродных колонок в соответствии с настоящим изобретением, см. фиг.3b, векторы нагрузок, изображенные на клиновых наклонных поверхностях 7, на основаниях витков резьбы, имеют по существу одинаковую величину для всех клиновых наклонных поверхностей. Это означает, что приблизительно равная доля нагрузки переносится на каждом контакте от вершины витка 8 резьбы одного компонента резьбового соединения (соединительной шпильки 2) к клиновой наклонной поверхности 7 на основании витка резьбы другого компонента резьбового соединения (электрода 1).
Как и на фиг.3a) и 3b) и на увеличенном разрезе на фиг.2, 4 изображен разрез, параллельный продольной оси компонента резьбового соединения в свинченном состоянии, где резьбовое соединение, изображенное на фиг.4, сужается (в направлении дна фигуры). Поскольку края витков резьбы компонента резьбового соединения, который также имеет круговую клиновую наклонную поверхность 7 (электрода 1), не переносят никакой нагрузки, в этом компоненте резьбового соединения (электроде 1) витки резьбы с V-образным профилем могут отсутствовать. Простая линия 9 соединения - изображенная на поперечном разрезе фиг.4 - между каждыми двумя клиновыми наклонными поверхностями 7 теперь заменяет виток резьбы с V-образным профилем, и в физическом воплощении гнезда электрода соответствует спиральной поверхности, имеющей наклон по отношению к центральной продольной оси 11 электрода (гнезда).
На фиг.5 изображен разрез резьбового соединения в свинченном состоянии. На правой стороне должна быть видна часть гнезда электрода 1, включая витки резьбы с клиновыми наклонными поверхностями 7 на основании витков резьбы. Поверхности клиновых наклонных поверхностей 7 имеют приблизительно 30° наклон по отношению к центральной продольной оси электрода 1. На левой стороне должны быть видны часть соединительной шпильки 2 и стандартные витки резьбы. Вершины 8 стандартных витков соединительной шпильки 2 находятся в контакте с клиновыми наклонными поверхностями 7 на основании витков резьбы электрода 1. Края витков резьбы соединительной шпильки 2 и электрода 1 не вступают в контакт друг с другом.
Реферат
Изобретение относится к узлу с резьбовым соединением, содержащему наружную деталь с внутренней резьбой и связанную с ней внутреннюю деталь с внешней резьбой. Узел с резьбовым соединением между угольным электродом с гнездом и внутренней резьбой, выполненной на нем, и угольной соединительной шпилькой с внешней резьбой для соединения двух электродов, содержит наружную деталь, изготовленную из синтетически произведенного угля или графита и имеющую внутреннюю резьбу, внутреннюю деталь, изготовленную из синтетически произведенного угля или графита и имеющую внешнюю резьбу. Внутренняя резьба и внешняя резьба имеют витки резьбы по существу с одинаковым шагом, основанием и вершиной, и индивидуальные витки резьбы по существу с V-образным профилем. По меньшей мере, одна из внутренней и внешней резьб сформирована с клиновой наклонной поверхностью на указанном основании, и когда указанная внутренняя и наружная детали свинчиваются друг с другом, вершины одной из деталей прилегают к клиновой наклонной поверхности на основании другой детали. Внутренняя и внешняя резьбы представляют собой конические резьбы, в котором резьбовое соединение представляет собой линию контакта между вершинами резьбы одной детали, с одной стороны, и клиновой наклонной поверхностью на основании витка резьбы другой детали, с другой стороны. В результате предотвращается ослабление резьбового соединения. 2 н. и 7 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Резьбовой ниппель и самоцентрирующееся электродное соединение
Патенты аналоги
Резьбовой ниппель и самоцентрирующееся электродное соединение
Комментарии