Прокладочный лист для сверления и способ сверления - RU2603400C2
Код документа: RU2603400C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение предлагает прокладочный лист для сверления и способ сверления.
Уровень техники
В качестве способа осуществления процесса сверления ламинированной платы или многослойной платы, для печатной монтажной платы применяется общепринятый способ, включающий осуществление процесса сверления отверстий путем помещения, в качестве укрепляющего листа, фольги из алюминия или аналогичного металла, которая используется в чистом виде, или листа, получаемого путем нанесения слоя полимерной композиции на поверхность металлической фольги (далее этот лист обычно называется «прокладочный лист для сверления» или также называется просто «прокладочный лист») поверх одной ламинированной платы или многослойной платы или множества ламинированных плат или многослойных плат, уложенных стопкой. Хотя в качестве ламинированной платы часто используется обычная фольгированная медью ламинированная плата, в качестве ламинированной платы может использоваться также и «ламинированная плата», в которой отсутствует медная фольга на внешнем слое. В настоящем описании, если не определено другое условие, ламинированная плата означает фольгированная медью ламинированная плата и/или «ламинированная плата», в которой отсутствует медная фольга на внешнем слое.
В настоящее время, вследствие требования повышенной надежности печатных плат и прогресса, достигнутого в повышении плотности печатных схем, становится необходимым высококачественный процесс сверления ламинированных плат или многослойных плат, то есть, например, повышение точности положения отверстия и снижение шероховатости стенок отверстий. Для достижения этих целей предложен и внедрен в практическое применение способ осуществления процесса сверления отверстий, в котором используется лист растворимого в воде полимера, такого как полиэтиленгликоль (см., например, патентный документ 1), лист смазочного материала для сверления, в котором растворимый в воде полимерный слой образуется на металлической несущей фольге (см., например, патентный документ 2), прокладочный лист для сверления, в котором растворимый в воде полимерный слой образуется на алюминиевой фольге, получаемой с термореактивной полимерной тонкой пленкой (см., например, патентный документ 3), лист смазочного материала для сверления, получаемый путем смешивания не содержащего галогены красителя со смазочной полимерной композицией (см., например, патентный документ 4), и т.п.
Кроме того, на фоне продолжающегося прогресса по направлению к печатным схемам повышенной плотности современная тенденция развития процесса сверления ламинированных плат или многослойных плат имеет следующие характеристики. А именно, во-первых, интервал между изготавливаемыми сверлением отверстиями значительно сокращается вследствие повышения плотности печатных схем. Соответственно, чтобы сохранять свойства изоляции между изготавливаемыми сверлением отверстиями, требуется значительно более высокая точность положения отверстия. Во-вторых, поскольку уменьшается диаметр изготавливаемых сверлением отверстий, а также снижается прочность сверла вследствие уменьшения его диаметра, возникает проблема поломки сверла в течение процесса сверления. Таким образом, требуется значительное повышение сопротивления сверла к разрушению.
Для удовлетворения этих потребностей было предложено регулирование среднечисленной молекулярной массы полиэтиленгликоля и полиэтиленоксида, которые используются в качестве полимерной композиции для прокладочного листа (см., например, патентный документ 5). С другой стороны, были также предприняты попытки повышения сопротивления сверла к разрушению посредством нанесения на инструменты покрытия на углеродной основе (см., например, патентный документ 6).
Список цитируемых патентных документов
Патентный документ 1: японская выложенная патентная заявка 4-92494
Патентный документ 2: японская выложенная патентная заявка 5-169400
Патентный документ 3: японская выложенная патентная заявка 2003-136485
Патентный документ 4: японская выложенная патентная заявка 2004-230470
Патентный документ 5: международная патентная публикация № WO 2009151107
Патентный документ 6: японский патент №4782222
Патентный документ 7: японская выложенная патентная заявка 63-277298
Патентный документ 8: японский патент №3251082
Патентный документ 9: японская выложенная патентная заявка 2003-94217
Патентный документ 10: японская выложенная патентная заявка 2003-094389
Патентный документ 11: японская выложенная патентная заявка 2003-225814
Патентный документ 12: японская выложенная патентная заявка 2003-301187
Непатентный документ
Непатентный документ 1: «Functions and Applications of Water-Soluble Polymers», Supervisory Editor Teruo Horiuchi, CMC Publishing, May 31 2000, p.1-17.
Сущность изобретения
Техническая проблема
Однако в технологии патентного документа 5 существуют возможности для дальнейшего повышения точности положения отверстия и сопротивления сверла к разрушению в целях решения проблемы продолжающегося уменьшения диаметра сверла.
Кроме того, поскольку слой полимерной композиции прокладочного листа для сверления плавится под действием теплоты трения в течение процесса сверления, образуется кольцевой выступ (имеющий так называемую форму пончика или тороидальную форму) вокруг периферии отверстия в процессе сверления вследствие затвердевания полимерной композиции. Следовательно, в результате образования такого выступа, в течение процесса сверления отверстий с малым шагом точность положения отверстия снижается, создавая новую проблему.
Кроме того, даже для имеющего углеродного покрытия сверла, такого как сверло, описанное в патентном документе 6, чтобы получить достаточную точность положения отверстия, требуется, например, прокладочный лист для сверления, который имеет растворимый в воде полимерный слой на описанной выше алюминиевой фольге. Однако когда имеющее углеродное покрытие сверло используется с прокладочным листом для сверления, изготовленным с растворимым в воде полимерным слоем, стружка от сверления, как правило, наматывается вокруг сверла. Если эта стружка от сверления наматывается в значительном количестве, возникают новые проблемы, такие как снижение точности положения отверстия и поломка сверла.
С учетом вышеизложенного, существует потребность в разработке прокладочного листа для сверления, который обеспечивает превосходную точность положения отверстия, способен предотвращать поломку сверла и производит меньше стружки от сверления, которая наматывается вокруг сверла.
Задача настоящего изобретения заключается в том, чтобы предложить прокладочный лист для сверления, который, по сравнению с традиционным прокладочным листом для сверления, обеспечивает повышенную точность положения отверстия, способен предотвращать поломку сверла и производить меньше стружки от сверления, которая наматывается вокруг сверла, а также способ сверления с использованием данного прокладочного листа для сверления.
Решение проблемы
В результате разнообразных всесторонних исследований для решения описанных выше проблем авторы настоящего изобретения обнаружили, что при использовании прокладочного листа для сверления, который имеет слой, содержащий полимерную композицию (далее также называется просто «слой полимерной композиции») по меньшей мере на одной поверхности металлической несущей фольги, где в полимерной композиции содержится определенная гидроксиалкилцеллюлоза и/или карбоксиалкилцеллюлоза, может быть получено превосходное центростремительное свойство сверла и в тоже время предотвращение поломки сверла, и в результате этого обеспечивается повышение точности положения отверстия, а также предотвращается наматывание стружки от сверления вокруг сверла, и выполнили настоящее изобретение.
«Центростремительное свойство» означает способность прямого перемещения в направлении работы сверла в процессе сверления. Чем выше центростремительное свойство, тем меньше подвергается сверло скольжению в направлении плоскости на поверхности слоя полимерной композиции, и тем легче сверло перемещается в направлении толщины (в направлении работы сверла) слоя полимерной композиции, и, таким образом, повышается точность положения отверстия. Например, в той точке, где сверло вступает в контакт со слоем полимерной композиции прокладочного листа, режущее лезвие на конце вращающегося сверла врезается в поверхность слоя полимерной композиции при одновременном скольжении вокруг. Простое повышение смазочных свойств означает только, что облегчается скольжение сверла по поверхности слоя полимерной композиции, таким образом, что ухудшается центростремительное свойство, и, следовательно, снижается точность положения отверстия.
Согласно настоящему изобретению, в полимерной композиции смешиваются гидроксиэтилцеллюлоза и/или карбоксиметилцеллюлоза. Гидроксиэтилцеллюлоза и карбоксиметилцеллюлоза представляют собой производные целлюлозы. Производные целлюлозы используются в разнообразных отраслях промышленности для изготовления таких изделий, как фармацевтические средства, продукты питания, косметические изделия, красители и химические реагенты для обработки воды (см., например, непатентный документ 1). Кроме того, в области механической обработки можно использовать производные целлюлозы как связующие вещества для растворимых в воде смазочных материалов, где они производят эффект, обеспечивающий равномерное связывание смазочных материалов в процессе обработки металлов давлением (см., например, патентный документ 7). К такой обработке относится формование алюминиевых плит, которое представляет собой пример использования смазочного покрытия, содержащего производное целлюлозы, которое производит эффект улучшения формуемости самой алюминиевой плиты (см., например, патентный документ 8).
Однако в области, к которой относятся прокладочные листы для сверления, используемые в процессе сверления ламинированной платы или многослойной платы, и которая представляет собой техническую область настоящего изобретения, несмотря на наличие документов, в которых упоминаются производные целлюлозы (см., например, патентные документы 9-12), отсутствуют примеры фактического использования производных целлюлозы.
Настоящее изобретение заключается в следующем.
1. Прокладочный лист для сверления, содержащий металлическую несущую фольгу и слой, который содержит полимерную композицию и сформирован по меньшей мере на одной поверхности металлической несущей фольги, в котором полимерная композиция содержит производное целлюлозы (A) и растворимый в воде полимер (B), производное целлюлозы (A) представляет собой гидроксиалкилцеллюлозу и/или карбоксиалкилцеллюлозу, у которой среднемассовая молекулярная масса составляет от 20000 до 350000, содержание производного целлюлозы (A) составляет от 5 до 40 мас.ч. и содержание растворимого в воде полимера (B) составляет от 60 до 95 мас.ч. по отношению к 100 мас.ч. полимерной композиции.
2. Прокладочный лист для сверления по предшествующему п.1, в котором производное целлюлозы (A) имеет вязкость 2 мас. % водного раствора, составляющую от 2 мПа·с или более до 300 мПа·с или менее при 25°C.
3. Прокладочный лист для сверления по предшествующему п.1 или 2, в котором производное целлюлозы (A) имеет среднюю степень замещения, составляющую от 0,5 до 3,0.
4. Прокладочный лист для сверления по любому из предшествующих пп. 1-3, в котором производное целлюлозы (A) представляет собой гидроксиэтилцеллюлозу и/или карбоксиметилцеллюлозу.
5. Прокладочный лист для сверления по любому из предшествующих пп. 1-4, в котором производное целлюлозы (A) содержит гидроксиалкилцеллюлозу.
6. Прокладочный лист для сверления по любому из предшествующих пп. 1-5, в котором растворимый в воде полимер (B) содержит один или несколько полимеров, выбранных из группы, которую составляют полиалкиленоксиды, полиалкиленгликоли, производные полиалкиленгликолей, растворимые в воде акриловые полимеры, растворимые в воде сложнополиэфирные полимеры и растворимые в воде уретановые полимеры.
7. Прокладочный лист для сверления по любому из предшествующих пп. 1-6, в котором растворимый в воде полимер (B) имеет среднемассовую молекулярную массу, составляющую от 3000 до 150000.
8. Прокладочный лист для сверления по любому из предшествующих пп. 1-7, в котором растворимый в воде полимер (B) содержит растворимый в воде полимер (B-1) имеющий среднемассовую молекулярную массу, составляющую более чем 10000 и растворимый в воде полимер (B-2) имеющий среднемассовую молекулярную массу, составляющую 10000 или менее.
9. Прокладочный лист для сверления по предшествующему п.8, в котором растворимый в воде полимер (B) содержит от 5 до 50 мас.ч. растворимого в воде полимера (B-1) и от 50 до 95 мас.ч. растворимого в воде полимера (B-2) по отношению к 100 мас.ч. растворимого в воде полимера (B).
10. Прокладочный лист для сверления по любому из предшествующих пп. 1-9, в котором слой, содержащий полимерную композицию, сформирован нанесением раствора, в котором содержится полимерная композиция и вода или смешанный растворитель, содержащий воду и спирт, по меньшей мере на одну поверхность металлической несущей фольги, высушиванием и затвердеванием.
11. Прокладочный лист для сверления по любому из предшествующих пп. 1-10, в котором слой, содержащий полимерную композицию, имеет толщину, составляющую 0,005 до 0,3 мм.
12. Прокладочный лист для сверления по любому из предшествующих пп. 1-11, дополнительно содержащий полимерное покрытие между металлической несущей фольгой и слоем, содержащим полимерную композицию.
13. Прокладочный лист для сверления по предшествующему п.12, в котором полимер, содержащийся в полимерном покрытии, содержит один или несколько полимеров, выбранных из группы, которую составляют цианатные полимеры, эпоксидные полимеры, и сложнополиэфирные полимеры.
14. Прокладочный лист для сверления по предшествующему п.12 или 13, в котором полимерное покрытие имеет толщину, составляющую от 0,001 до 0,02 мм.
15. Прокладочный лист для сверления по любому из предшествующих пп. 1-14, в котором металлическая несущая фольга имеет толщину, составляющую от 0,05 до 0,5 мм.
16. Прокладочный лист для сверления по любому из предшествующих пп. 1-15, в котором металлическая несущая фольга представляет собой алюминиевую фольгу имеющую чистоту алюминия, составляющую 95% или более.
17. Прокладочный лист для сверления по любому из предшествующих пп. 1-16, который используется в процессе сверления ламинированной платы или многослойной платы.
18. Прокладочный лист для сверления по предшествующему п.17, который используется в процессе сверления отверстий сверлом, имеющим диаметр от 0,05 до 0,11 мм.
19. Способ сверления, включающий помещение прокладочного листа для сверления по любому из предшествующих пп. 1-18 на верхнюю поверхность ламинированной платы или многослойной платы и сверление отверстия в ламинированной плате или многослойной плате с верхней поверхности прокладочного листа для сверления.
Полезные эффекты изобретения
Согласно настоящему изобретению, может быть предложен прокладочный лист для сверления, который обеспечивает повышенную точность положения отверстия, способен предотвращать поломку сверла и производит меньше стружки от сверления, которая наматывается вокруг сверла по сравнению с традиционным прокладочным листом для сверления, а также способ сверления с использованием данного прокладочного листа для сверления.
Краткое описание чертежей
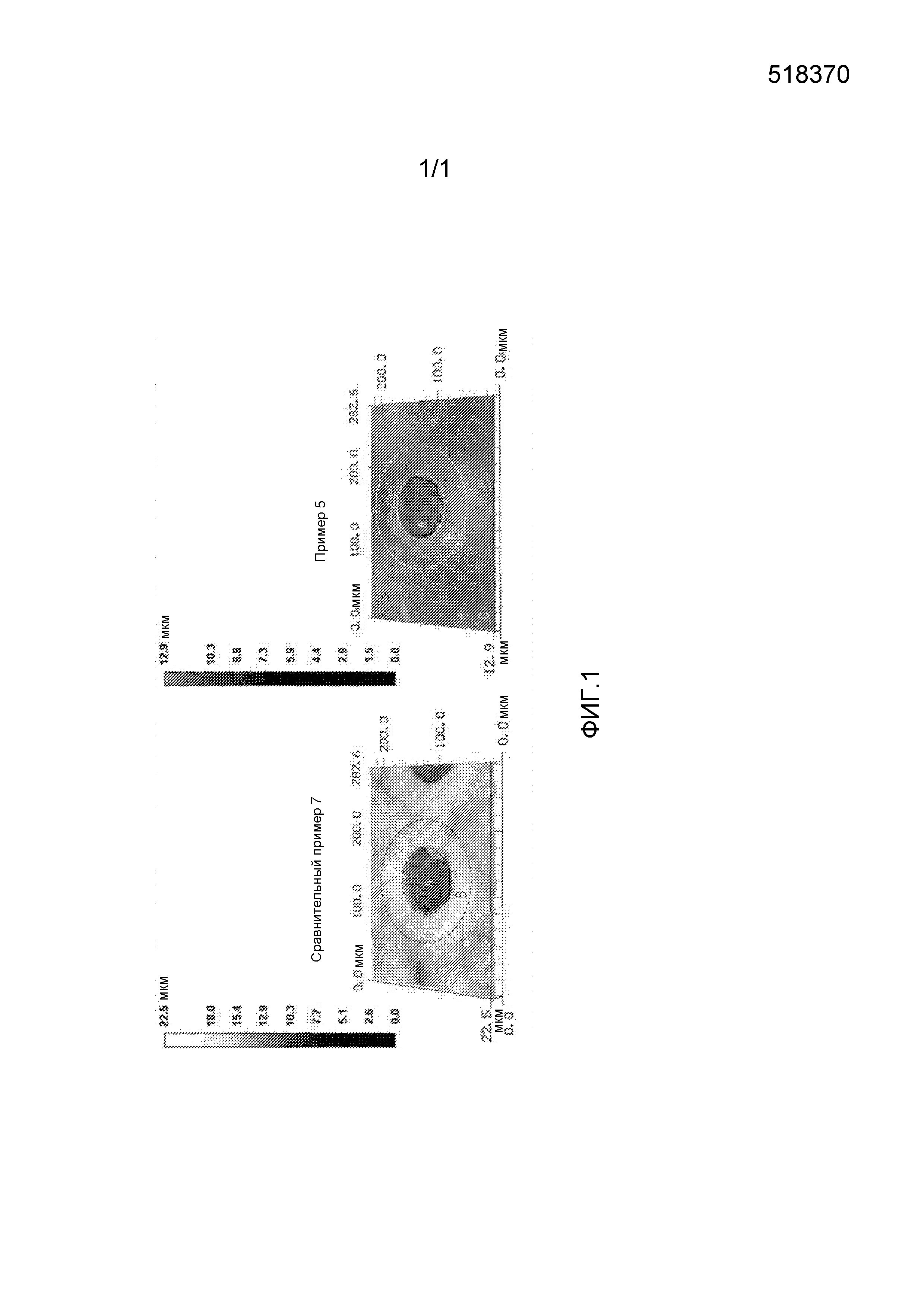
Фиг. 1 представляет ряд фотографий, иллюстрирующих выступание полимера вокруг периферии отверстия в процессе сверления.
Описание вариантов осуществления
Далее вариант осуществления настоящего изобретения (далее называется просто «настоящий вариант осуществления») будет подробно описан со ссылкой на чертеж, если это необходимо. Однако настоящее изобретение не ограничивается следующим вариантом осуществления настоящего изобретения. Можно осуществлять разнообразные модификации настоящего изобретения при том условии, что такие модификации не отклоняются от идеи настоящего изобретения.
Прокладочный лист для сверления согласно варианту осуществления настоящего изобретения включает металлическую несущую фольгу и слой, содержащий полимерную композицию, который формируется по меньшей мере на одной поверхности металлической несущей фольги. Полимерная композиция содержит производное целлюлозы (A) и растворимый в воде полимер (B). Производные целлюлозы (A) представляют собой гидроксиалкилцеллюлоза и/или карбоксиалкилцеллюлоза, имеющие среднемассовую молекулярную массу, составляющую 20000 до 350000. Содержание производного целлюлозы (A) составляет от 5 до 40 мас.ч., и содержание растворимого в воде полимера (B) составляет от 60 до 95 мас.ч. по отношению к 100 мас.ч. полимерной композиции.
Производное целлюлозы (A) согласно варианту осуществления настоящего изобретения представляет собой гидроксиалкилцеллюлозу и/или карбоксиалкилцеллюлозу. Гидроксиалкилцеллюлоза, которая может составлять производное целлюлозы (A), представляет собой соединение, в котором, по меньшей мере, часть атомов водорода гидроксильных групп, которые содержатся в целлюлозе, представленной следующей формулой (1):
H-(C6H10O5)n-OH (1)
замещены одновалентными группами, представленными следующей формулой (2):
-(R1-O)m-H (2)
(в приведенных выше формулах (1) и (2) независимые друг от друга числа n и m представляют собой целые числа, составляющие 1 или более; далее применяются такие же обозначения). Хотя растворимость гидроксиалкилцеллюлозы в воде не ограничивается определенным образом, она составляет предпочтительно по меньшей мере 0,05 г/л при 25°C и атмосферном давлении. Гидроксиалкилцеллюлоза может быть синтезирована обычным способом. Например, гидроксиалкилцеллюлоза может быть получена путем добавления к целлюлозе алкиленоксида, такого как этиленоксид. Кроме того, в качестве гидроксиалкилцеллюлозы можно использовать имеющийся в продаже продукт. В приведенной выше формуле (2) R1 представляет собой алкиленовую группу. С точки зрения более эффективного и надежного решения задач настоящего изобретения, число атомов углерода в алкиленовой группе составляет предпочтительно от 1 до 3 и предпочтительнее 2 или 3. Кроме того, с той же самой точки зрения, оказывается особенно предпочтительным, чтобы гидроксиалкилцеллюлоза представляла собой гидроксиэтилцеллюлозу.
Карбоксиалкилцеллюлоза, которая может содержаться в производном целлюлозы (A), представляет собой соединение, в котором по меньшей мере часть атомов водорода гидроксильных групп, которые содержатся в целлюлозе, представленной приведенной выше формулой (1), замещены одновалентными группами (карбоксиалкильными группами), представленными следующей формулой (3):
-R2-COOH (3)
Хотя растворимость карбоксиалкилцеллюлозы в воде не ограничивается определенным образом, она составляет предпочтительно по меньшей мере 0,05 г/л при 25°C и атмосферном давлении. Кроме того, часть карбоксильных групп в карбоксиалкильной группе могут представлять собой натриевую соль. Карбоксиалкилцеллюлоза может быть синтезирована обычным способом. Например, карбоксиалкилцеллюлоза может быть получена путем добавления к целлюлозе карбоксилатной соли хлоруксусной кислоты или аналогичного вещества. Кроме того, в качестве карбоксиалкилцеллюлозы можно использовать имеющийся в продаже продукт. В приведенной выше формуле (3) R2 представляет собой алкиленовую группу. С точки зрения более эффективного и надежного решения задач настоящего изобретения, число атомов углерода в алкиленовой группе составляет предпочтительно от 1 до 3 и, предпочтительнее, 1 или 2. Кроме того, с той же самой точки зрения, оказывается особенно предпочтительным, чтобы карбоксиалкилцеллюлоза представляла собой карбоксиметилцеллюлозу.
«Целлюлоза», которая используется согласно варианту осуществления настоящего изобретения, означает полимерное соединение, в котором множество молекул β-глюкозы соединены друг с другом гликозидными связями, и гидроксильные группы, присоединенные к атомам углерода, занимающим положения 2, 3 и 6 глюкозного кольца целлюлозы, являются незамещенными. Кроме того, «гидроксильные группы, содержащиеся в целлюлозе» означают гидроксильные группы, присоединенные к атомам углерода, занимающим положения 2, 3 и 6 глюкозного кольца.
Хотя среднемассовая молекулярная масса гидроксиалкилцеллюлозы или карбоксиалкилцеллюлозы, которая используется согласно варианту осуществления настоящего изобретения, не ограничивается определенным образом, причем интервал от 20000 до 350000 является предпочтительным, интервал от 50000 до 350000 является более предпочтительным, и интервал от 100000 до 300000 является еще более предпочтительным. Если среднемассовая молекулярная масса составляет 20000 или более, точность положения отверстия дополнительно улучшается. Кроме того, если среднемассовая молекулярная масса составляет 350000 или менее, прокладочный лист может иметь значительно улучшенные смазочные свойства, и в результате этого сопротивление сверла к разрушению может дополнительно повышаться. Среднемассовую молекулярную массу гидроксиэтилцеллюлозы или карбоксиметилцеллюлозы можно измерять обычным способом, используя колонку для гельпроникающей хроматографии (GPC) и полиэтиленгликоль как стандартное вещество.
Хотя вязкость при 25°C 2 мас. % водного раствора гидроксиалкилцеллюлозы или карбоксиалкилцеллюлозы, используемой согласно варианту осуществления настоящего изобретения, не ограничивается определенным образом, интервал от 2 до 300 мПа·с является предпочтительным, интервал от 5 до 200 мПа·с является более предпочтительным, и интервал от 10 до 150 мПа·с является еще более предпочтительным. Если данная вязкость составляет 2 мПа·с или более, точность положения отверстия оказывается еще более высокой. Кроме того, если данная вязкость составляет 300 мПа·с или менее, прокладочный лист может иметь значительно улучшенные смазочные свойства, и сопротивление сверла к разрушению дополнительно повышается. Вязкость представляет собой значение, получаемое путем измерения 2 мас. % водного раствора в течение 60 секунд при температуре 25°C с использованием вискозиметра типа B II (BL II), который производит компания Toki Sangyo Co., Ltd., на основании стандарта JIS K7117 (1999). Вязкость представлена ниже как «вязкость 2% водного раствора».
Хотя у гидроксиалкилцеллюлозы, которая используется согласно варианту осуществления настоящего изобретения, среднее число дополнительных молекул алкиленоксида, которые присоединяются в расчете на одно звено глюкозы (далее иногда обозначается сокращенно как «MS»), не ограничивается определенным образом, интервал от 0,5 до 4,0 является предпочтительным, интервал от 1,0 до 3,5 является более предпочтительным, и интервал от 1,5 до 2,5 является еще более предпочтительным. Оказывается предпочтительным, что MS составляет 0,5 или более, потому что может быть получена более высокая растворимость в воде. С экономической точки зрения оказывается предпочтительным, что MS составляет 4,0 или менее. Кроме того, среднее число дополнительных молекул алкиленоксида, которые присоединяются в расчете на одно звено глюкозы, можно измерять, используя способ, описанный в стандарте ASTM D2364 (2007 г.).
Хотя гидроксиалкилцеллюлоза или карбоксиалкилцеллюлоза, которая используется согласно варианту осуществления настоящего изобретения, имеет среднюю степень замещения (далее иногда обозначается сокращенно как «DS»), не ограниченную определенным образом, интервал от 0,5 до 3,0 является предпочтительным, интервал от 0,6 до 2,5 является более предпочтительным, и интервал от 0,7 до 2,0 является еще более предпочтительным. Оказывается предпочтительным, чтобы DS составляло 0,5 или более, потому что может быть получена повышенная растворимость в воде. Кроме того, DS теоретически не может превышать 3,0. Здесь «средняя степень замещения» означает, в случае гидроксиалкилцеллюлозы или карбоксиалкилцеллюлозы, среднее число атомов водорода гидроксильных групп, занимающих положения 2, 3 и 6, в расчете на одно звено глюкозы, которые не замещены вышеупомянутыми одновалентными группами, представленными формулой (2), или карбоксиалкильными группами. В случае гидроксиалкилцеллюлозы, такой как гидроксиэтилцеллюлоза, среднюю степень замещения можно измерять методом ЯМР13C на основании MS, а в случае карбоксиалкилцеллюлозы, такой как карбоксиметилцеллюлоза, среднюю степень замещения можно измерять методом ЯМР1H.
Согласно варианту осуществления настоящего изобретения, хотя одна гидроксиалкилцеллюлоза и карбоксиалкилцеллюлоза может быть использована в чистом виде, можно также использовать в сочетании два или более из данных соединений. Содержание производного целлюлозы (A) в полимерной композиции составляет от 5 до 40 мас. ч., предпочтительно, от 10 до 30 мас. ч., предпочтительнее, от 20 до 30 мас. ч. и, еще предпочтительнее, от 25 до 30 мас. ч. по отношению к 100 мас. ч. полимерной композиции. При установлении содержания производного целлюлозы (A) на уровне 5 мас. ч. или более повышается точность положения отверстия. При установлении содержания производного целлюлозы (A) на уровне 40 мас. ч. или менее прокладочный лист может иметь значительно улучшенные смазочные свойства, и в результате этого дополнительно повышается сопротивление сверла к разрушению.
Согласно варианту осуществления настоящего изобретения, с точки зрения более эффективного и надежного решения задач настоящего изобретения, из гидроксиалкилцеллюлозы и карбоксиалкилцеллюлозы, гидроксиалкилцеллюлоза является предпочтительной.
Согласно варианту осуществления настоящего изобретения, когда полимер содержится в слое полимерной композиции прокладочного листа для сверления, предпочтительно используемый растворимый в воде полимер (B) представляет собой полимерное соединение, растворимость которого составляет 1 г или более при 25°C и атмосферном давлении в расчете на 100 г воды. Растворимый в воде полимер (B) не ограничивается определенным образом при том условии, что он представляет собой такое полимерное соединение. Примеры растворимого в воде полимера (B) включают полиалкиленоксиды, такой как полиэтиленоксид, полипропиленоксид и соответствующие сополимеры; растворимые в воде уретановые полимеры; растворимые в воде простополиэфирные полимеры; растворимые в воде сложнополиэфирные полимеры; растворимые в воде акриловые полимеры; полиакрилат натрия; полиакриламид; поливинилпирролидон; поливиниловый спирт; полиалкиленгликоли, такие как полиэтиленгликоль, полипропиленгликоль и соответствующие сополимеры; производные полиалкиленгликолей, такие как сложные эфиры полиалкиленгликоля и простые эфиры полиалкиленгликоля; а также и полиглицеринмоностеарат и соответствующие производные. Эти соединения можно использовать в чистом виде или в сочетании двух или более соединений. При этом, с точки зрения более эффективного и надежного решения задач настоящего изобретения, оказывается предпочтительным, чтобы растворимый в воде полимер (B) включал один или несколько полимеров, выбранных из группы, которую составляют полиалкиленоксиды, полиалкиленгликоли, производные полиалкиленгликолей, растворимые в воде акриловые полимеры, растворимые в воде сложнополиэфирные полимеры и растворимые в воде уретановые полимеры. Оказывается более предпочтительным включение одного или нескольких полимеров, выбранных из группы, которую составляют полиалкиленоксиды, растворимые в воде простополиэфирные полимеры и полиалкиленгликоли. Кроме того, с той же самой точки зрения, оказывается предпочтительным, чтобы полиалкиленоксид представлял собой полиэтиленоксид, и чтобы полиалкиленгликоль представлял собой полиэтиленгликоль. Можно изготавливать растворимый в воде полимер (B) обычным способом, или можно использовать имеющийся в продаже продукт.
Согласно варианту осуществления настоящего изобретения, среднемассовая молекулярная масса растворимого в воде полимера (B) составляет предпочтительно от 3000 до 150000. При установлении среднемассовой молекулярной массы растворимого в воде полимера (B) на уровне 3000 или более могут дополнительно улучшаться листообразующие свойства прокладочного листа. При установлении среднемассовой молекулярной массы растворимого в воде полимера (B) на уровне 150000 или менее, повышается точность положения отверстия, и можно дополнительно предотвращать наматывание полимера вокруг сверла. Среднемассовую молекулярную массу растворимого в воде полимера (B) можно измерять обычным способом, используя колонку для гельпроникающей хроматографии (GPC) и полиэтиленгликоль как стандартное вещество.
Согласно варианту осуществления настоящего изобретения, в качестве растворимого в воде полимера (B), оказывается предпочтительным использование в сочетании двух или более полимеров, имеющих различные среднемассовые молекулярные массы. В частности, оказывается более предпочтительным, чтобы растворимый в воде полимер (B) включал растворимый в воде полимер (B-1), имеющий среднемассовую молекулярную массу, составляющую более чем 10000, и растворимый в воде полимер (B-2), имеющий среднемассовую молекулярную массу, составляющую 10000 или менее. Посредством сочетания такого растворимого в воде полимера (B-1) и растворимого в воде полимера (B-2), как растворимый в воде полимер (B), можно дополнительно улучшать баланс листообразующих свойств в течение изготовления прокладочного листа, точность положения отверстия, которая представляет собой характеристику прокладочного листа для сверления, наматывание полимера вокруг сверла и т.п. Например, посредством использования растворимого в воде полимер (B-1), который имеет среднемассовую молекулярную массу, составляющую более чем 10000, поскольку листообразующие свойства прокладочного листа дополнительно улучшаются, и может предотвращаться снижение точности положения отверстия, поломка сверла и т.п. С другой стороны, посредством использования растворимого в воде полимера (B-2), который имеет среднемассовую молекулярную массу, составляющую 10000 или менее, можно предотвращать чрезмерное повышение вязкости расплавленной полимерной композиции, и в результате этого можно предотвращать более эффективным и надежным образом снижение точности положения отверстия и увеличение наматывания полимера вокруг сверла. С этих точек зрения, оказывается предпочтительным сочетание и использование двух или более полимеров, имеющих различные среднемассовые молекулярные массы, таких как растворимый в воде полимер (B). Среднемассовая молекулярная масса растворимого в воде полимера (B-1) составляет предпочтительнее 15000 или, более и особенно предпочтительно, 18000 или более; предпочтительнее, 150000 или менее и, особенно предпочтительно, 100000 или менее. Кроме того, среднемассовая молекулярная масса растворимого в воде полимера (B-2) составляет предпочтительнее 2000 или более и, особенно предпочтительно, 3000 или более; предпочтительнее, 9000 или менее и, особенно предпочтительно, 8000 или менее.
Согласно варианту осуществления настоящего изобретения, если растворимый в воде полимер (B) включает описанный выше растворимый в воде полимер (B-1) и растворимый в воде полимер (B-2), содержание растворимого в воде полимера (B-1) составляет предпочтительно от 5 до 50 мас. ч., предпочтительнее, от 5 до 40 мас. ч. и, еще предпочтительнее, от 10 до 30 мас. ч. по отношению к 100 мас. ч. растворимого в воде полимера (B). Кроме того, содержание растворимого в воде полимера (B-2) составляет предпочтительно, от 50 до 95 мас. ч., предпочтительнее, от 60 до 95 мас. ч. и, особенно предпочтительно, 70 до 90 мас. ч. по отношению к 100 мас. ч. растворимого в воде полимера (B). Как описано выше, при установлении содержания растворимого в воде полимера (B-1) на уровне 50 мас. ч. или ниже и содержания растворимого в воде полимера (B-2) на уровне 50 мас. ч. или выше, можно предотвращать увеличение вязкости расплавленной полимерной композиции. Следовательно, можно предотвращать более эффективно и надежно снижение точности положения отверстия и увеличение наматывания полимера вокруг сверла. С другой стороны, при установлении содержания растворимого в воде полимера (B-1) до 5 мас. ч. или более и содержания растворимого в воде полимера (B-2) до 95 мас. ч. или менее, листообразующие свойства прокладочного листа дополнительно улучшаются, и в результате этого может предотвращаться снижение точности положения отверстия, поломка сверла и т.п.
Полимерная композиция, которая используется согласно варианту осуществления настоящего изобретения, может при необходимости дополнительно содержать разнообразные добавки. Примеры таких добавок можно включать, но определенно не ограничиваются этим, следующие: регулирующее поверхностные свойства вещество, выравнивающее вещество, антистатик, эмульгатор, пеногаситель, парафиновая добавка, связующее вещество, регулирующее реологические свойства вещество, антисептик, фунгицид, антиоксидант, светостабилизатор, зародыш кристаллизации, органический наполнитель, неорганический наполнитель, твердое смазочное вещество, термостабилизатор и краситель. Данные вещества можно использовать в чистом виде или в сочетании двух или более веществ.
При этом оказывается предпочтительным, чтобы полимерная композиция содержала регулирующее поверхностные свойства вещество, потому что дополнительно повышается точность положения отверстия прокладочного листа. Примеры регулирующего поверхностные свойства вещества могут включать, но определенно не ограничиваются этим, неионные поверхностно-активные вещества, анионные поверхностно-активные вещества, катионные поверхностно-активные вещества и амфотерные поверхностно-активные вещества. Более конкретно, примеры включают содержащие кремний поверхностно-активные вещества, содержащие сложные эфиры сорбита и алифатических кислот поверхностно-активные вещества и акриловые поверхностно-активные вещества. Примеры имеющегося в продаже продукта могут включать содержащие кремний поверхностно-активные вещества BYK-349 (производитель BYK Japan KK) и BYK-014 (производитель BYK Japan KK). Данные вещества можно использовать в чистом виде или в сочетании двух или более веществ. Хотя содержание регулирующего поверхностные свойства вещества не ограничивается определенным образом, в расчете на 100 мас. % полимерной композиции, содержание от 0,1 до 10 мас. % является предпочтительным, и содержание от 0,3 до 5 мас. % является более предпочтительным.
Согласно варианту осуществления настоящего изобретения, примеры способа изготовления слоя полимерной композиции по меньшей мере на одной поверхности металлической несущей фольги могут включать способ, в котором предусмотрено нанесение раствора, получаемого путем надлежащего плавления полимерной композиции, или раствора, получаемого путем растворения или диспергирования полимерной композиции в растворителе (далее называется просто «раствор полимерной композиции»), по меньшей мере на одной поверхности металлической несущей фольги, последующее высушивание, охлаждение и затвердевание покровной жидкости для получения слоя полимерной композиции (способ покрытия), и способ, в котором предусмотрено предварительное формирование слоя полимерной композиции, последующее ламинирование слоя полимерной композиции по меньшей мере на одной поверхности металлической несущей фольги и склеивание путем нагревания с помощью валика или аналогичного устройства, или использование связующего материала или аналогичного материала. В процессе склеивания способ изготовления слоя полимерной композиции не ограничивается определенным образом, при том условии, что он представляет собой известный способ, который используется в промышленности. Конкретные примеры могут включать способ, который предусматривает формирование слоя полимерной композиции на защитной пленке путем прокатки или нанесения покрытия поливом, где полимерную композицию перемешивают, используя соответствующий валик для нагревания и плавления, смеситель или другое перемешивающее устройство, а также способ, который предусматривает предварительное превращение полимерной композиции в лист полимерной композиции, имеющий желательную толщину, в котором используется валик, плоскощелевой экструдер или аналогичное устройство. Кроме того, хотя это ниже описано более подробно, с точки зрения ламинирования и интегрирования металлической несущей фольги и слоя полимерной композиции, оказывается предпочтительным, чтобы полимерное покрытие было изготовлено предварительно на одной поверхности с образованием слоя полимерной композиции на металлической несущей фольге, которая содержит слой полимерной композиции.
Если используется способ, такой как способ нанесения покрытия, в котором раствор полимерной композиции непосредственно наносится на металлическую несущую фольгу, а затем высушивается, охлаждается и затвердевает, используемый растворитель представляет собой, предпочтительно, воду или смешанный растворитель, содержащий воду и органический растворитель. С точки зрения антисептических свойств и фунгицидных свойства, а также с точки зрения повышения смачиваемости подложки, с точки зрения повышения эффективности фильтрации и возможности выделения пузырьков посредством уменьшения вязкости полимерной композиции раствора, и с точки зрения улучшения свойств пеногашения посредством уменьшения полярности, растворитель представляет собой, предпочтительно, смешанный растворитель, содержащий один или несколько органических растворителей, выбранных из группы, которую составляют спирты, такие как этанол, метанол и изопропиловый спирт, а также метилэтилкетон и ацетон. Растворитель представляет собой, предпочтительнее, смешанный растворитель, содержащий метанол и воду. Соотношение воды и органического растворителя в смешанном растворителе, содержащем воду и органический растворитель, можно выбирать соответствующим образом, поскольку данное соотношение влияет на растворимость.
Когда используется раствор полимерной композиции, хотя массовая процентная концентрация, в которой выражается содержание твердого полимера в растворе в расчете на 100 мас. % раствора (далее называется просто «концентрация твердого полимера»), не ограничивается определенным образом, значение от 10 до 60 мас. % является предпочтительным, значение от 15 до 50 мас. % является более предпочтительным, и значение от 20 до 40 мас. % является еще более предпочтительным. Если концентрация твердого полимера составляет 10 мас. % или более, повышается производительность прокладочного листа. Если концентрация твердого полимера составляет 60 мас. % или менее, вязкость раствора полимерной композиции является менее склонной к увеличению, и упрощается регулирование толщины, гладкости и других свойств слоя полимерной композиции в процессе нанесения покрытия. Следовательно, можно предотвратить шероховатое состояние поверхности слоя полимерной композиции, таким образом, что получается слой полимерной композиции, имеющий более гладкую поверхность. В результате, достигается еще более высокая точность положения отверстия в течение процесса сверления.
Кроме того, перед нанесением раствора полимерной композиции по меньшей мере на одну поверхность металлической несущей фольги, с точки зрения предотвращения поступления загрязняющих веществ, раствор полимерной композиции можно подвергать фильтрации в качестве предварительной обработки. Хотя используемый способ фильтрации и фильтровальный материал не ограничиваются определенным образом, оказывается предпочтительным использование способа фильтрации и фильтровального материала, которые обеспечивают точность фильтрации, составляющую менее чем 50 мкм, более предпочтительным является использование способа фильтрации и фильтровального материала, которые обеспечивают точность фильтрации, составляющую менее чем 25 мкм, и еще более предпочтительным является использование способа фильтрации и фильтровального материала, которые обеспечивают точность фильтрации, составляющую менее чем 10 мкм. Установление точности фильтрации на уровне ниже 50 мкм позволяет предотвращать более эффективным и надежным образом поступление загрязняющих веществ в слой полимерной композиции, и точность положения отверстия дополнительно повышается. Кроме того, поскольку точность фильтрации также влияет на стоимость и производительность, ее можно соответствующим образом выбирать, принимая во внимание также и эти факторы.
Металлическая несущая фольга, которую содержит прокладочный лист для сверления согласно варианту осуществления настоящего изобретения, предпочтительно имеет толщину, составляющую от 0,05 до 0,5 мм, причем более предпочтительная толщина составляет от 0,05 до 0,3 мм. Если толщина металлической несущей фольги составляет 0,05 мм или более, можно дополнительно предотвращать возникновение заусенцев на ламинированной плате в течение процесса сверления. С другой стороны, если данная толщина составляет 0,5 мм или менее, оказывается упрощенным удаление станочной стружки, которая производится в течение процесса сверления. Кроме того, что касается типа металла для металлической несущей фольги, с точек зрения доступности, стоимости и технологичности, алюминий оказывается предпочтительным. Качество этой алюминиевой фольги является предпочтительно таким, что чистота алюминия составляет 95% или более. Конкретные примеры такой алюминиевой фольги включают марки 5052, 3004, 3003, 1N30, 1N99, 1050, 1070, 1085, 1100 и 8021, которые определены в стандарте JIS H4160 (2006 г.). Использование алюминиевой фольги, в которой чистота алюминия составляет 95% или более, в качестве металлической несущей фольги обеспечивает уменьшение давления на сверло, при этом улучшаются режущие свойства сверла, и дополнительно повышается точность положения отверстия в процессе сверления.
Кроме того, использование металлической несущей фольги, на которую предварительно нанесено полимерное покрытие, является предпочтительным с точки зрения обеспечения дополнительного улучшения адгезии со слоем полимерной композиции. А именно, оказывается предпочтительным, чтобы прокладочный лист согласно варианту осуществления настоящего изобретения включал полимерное покрытие между металлической несущей фольгой и слоем полимерной композиции. С точек зрения стоимости и пригодности для сверления, полимерное покрытие предпочтительно имеет толщину, составляющую от 0,001 до 0,02 мм, и предпочтительнее данная толщина составляет от 0,005 до 0,015 мм. Полимер, который содержится в полимерном покрытии, не ограничивается определенным образом, и может представлять собой термопластичный полимер или термореактивный полимер, или он может даже представлять собой их сочетание. Примеры термопластичных полимеров включают полимеры на уретановой основе, акриловые полимеры, винилацетатные полимеры, винилхлоридные полимеры, полимеры на сложнополиэфирной основе и соответствующие сополимеры. Кроме того, примеры термореактивных полимеров включают фенольные полимеры, эпоксидные полимеры, меламиновые полимеры, мочевинные полимеры, ненасыщенные сложнополиэфирные полимеры, алкидные полимеры, полиуретаны, термореактивный полиимид и цианатные полимеры. Среди них, с точек зрения свойств адгезии и пригодности для сверления, предпочтительные примеры включают эпоксидные полимеры и сложнополиэфирные полимеры (полимеры на сложнополиэфирной основе, сополимеры на сложнополиэфирной основе и ненасыщенные сложнополиэфирные полимеры). Кроме того, фольга, получаемая посредством предварительного нанесения полимерного покрытия известным способом на имеющуюся в продаже металлическую фольгу, может быть также использована как металлическая несущая фольга, применяемая согласно варианту осуществления настоящего изобретения.
Оказывается предпочтительным использование прокладочного листа для сверления согласно варианту осуществления настоящего изобретения в процессе сверления ламинированной платы или многослойной платы, потому что это позволяет решать задачи настоящего изобретения более эффективно и надежно. Кроме того, если данный процесс сверления осуществляется с использованием сверла, диаметр которого составляет от 0,05 мм или более до 0,3 мм или менее, задачи настоящего изобретения можно решать еще более эффективным и надежным образом. Прокладочный лист для сверления согласно варианту осуществления настоящего изобретения является подходящим для применения сверла, имеющего малый диаметр, составляющий от 0,05 мм или более до 0,15 мм или менее, причем он является особенно подходящим для применения сверла, имеющего очень малый диаметр, составляющий от 0,05 мм или более до 0,105 мм или менее, для которого является важной точность положения отверстия, потому что может значительно уменьшаться вероятность поломки сверла. Кроме того, прокладочный лист согласно варианту осуществления настоящего изобретения является подходящим даже в процессе сверления, в котором используется сверло с углеродным покрытием, потому что уменьшается наматывание стружки от сверления вокруг сверла. Здесь диаметр сверла, составляющий 0,05 мм, представляет собой нижнее предельное значение диаметра имеющихся в продаже сверл. Если становится доступным сверло, имеющее меньший диаметр, чем данный предел, то описанное выше нижнее предельное значение изменяется соответствующим образом. Кроме того, не существует проблемы при использовании прокладочного листа согласно варианту осуществления настоящего изобретения в процессе сверления, в котором применяется сверло, имеющее диаметр, составляющий более чем 0,3 мм.
Толщина слоя полимерной композиции в прокладочном листе для сверления согласно варианту осуществления настоящего изобретения различается в зависимости от диаметра сверла, используемого в течение процесса сверления, структуры ламинированной платы или многослойной платы и т.п., но находится, предпочтительно, в интервале от 0,005 до 0,3 мм, предпочтительнее, в интервале от 0,01 до 0,2 мм и, еще предпочтительнее, в интервале от 0,02 до 0,12 мм. При установлении толщины слоя полимерной композиции на уровне 0,005 мм или более, получается дополнительно улучшенный смазочный эффект, и можно предотвращать увеличение шероховатости стенок отверстия. Кроме того, поскольку уменьшается нагрузка на сверло, поломку сверла можно предотвращать еще более эффективно. С другой стороны, при установлении толщины слоя полимерной композиции на уровне 0,3 мм или менее можно дополнительно уменьшать количество стружки от сверления, которая наматывается вокруг сверла.
Толщина соответствующих слоев, которые составляют прокладочный лист для сверления, измеряется следующим образом. А именно, используя устройство для полирования поперечного сечения (товарное наименование Cross-Section Polisher SM-09010, производитель JEOL, Ltd.) или ультрамикротом (товарное наименование EM UC7, производитель Leica), прокладочный лист для сверления разрезают в направлении ламинирования каждого из слоев от поверхности со стороны слоя полимерной композиции прокладочного листа для сверления. После этого, используя SEM (сканирующий электронный микроскоп) модели VE-7800 (производитель Keyence Corporation), поперечное сечение, которое образуется при срезе, наблюдают в вертикальном направлении по отношению к поперечному сечению и измеряют толщины металлической фольги, слоя полимерной композиции и, если это необходимо, полимерного покрытия. Толщину в пяти положениях измеряют для каждого вида, и средняя величина измеренных значений принимается как толщина каждого слоя.
Согласно варианту осуществления настоящего изобретения, гидроксиалкилцеллюлозу, карбоксиалкилцеллюлозу и растворимый в воде полимер (B) можно анализировать и идентифицировать, используя известные аналитические методы. Например, эти вещества можно анализировать и идентифицировать после осуществления предварительной обработки, такой как фракционирование целевого компонента посредством хроматографии и т.п., используя такой метод, как ЯМР1H, ЯМР13C, элементарный анализ, масс-спектрометрия, спектральный анализ поглощения инфракрасного излучения, спектральный анализ поглощения ультрафиолетового, видимого и ближнего инфракрасного излучения, рамановская спектроскопия, рентгеновская дифракция и сочетающие их комплексные аналитические методы.
Процесс сверления с использованием прокладочного листа для сверления согласно варианту осуществления настоящего изобретения представляет собой процесс сверления, которому подвергается, например, материал печатной платы, более конкретно, ламинированная плата или многослойная плата. В случае осуществления процесса сверления, которому подвергается материал печатной платы, такой как ламинированная плата или многослойная плата, прокладочный лист согласно варианту осуществления настоящего изобретения помещается по меньшей мере на самую верхнюю поверхность одной или множества укладываемых ламинированных плат или многослойных плат таким образом, что сторона металлической несущей фольги прокладочного листа находится в контакте с материалом печатной платы, и процесс сверления осуществляется с верхней поверхности (поверхности слоя полимерной композиции) прокладочного листа для сверления.
Согласно варианту осуществления настоящего изобретения, посредством использования описанного выше прокладочного листа для процесса сверления обеспечивается превосходная точность положения отверстия, становится возможным предотвращение поломки сверла, и может уменьшаться количество стружки от сверления, которая наматывается вокруг сверла. Следовательно, сверление можно осуществлять таким образом, что обеспечивается высокое качество и превосходная производительность. При этом, посредством использования прокладочного листа согласно варианту осуществления настоящего изобретения, получается особенно высокая точность положения отверстия для процесса сверления отверстий, расположенных с высокой плотностью и малыми интервалами.
ПРИМЕРЫ
Далее настоящее изобретение будет подробно описано по отношению к следующим примерам и сравнительным примерам. Однако следующие примеры просто иллюстрируют один вариант осуществления настоящего изобретения. Настоящее изобретение не ограничивается данными примерами. Кроме того, в некоторых случаях в настоящем описании, а также в результатах примеров и сравнительных примеров, полиэтиленгликоль обозначается сокращенно как PEG, полиэтиленоксид обозначается сокращенно как PEO, гидроксиэтилцеллюлоза обозначается сокращенно как HEC, и карбоксиметилцеллюлоза обозначается сокращенно как CMC.
Таблица 1 представляет описание исходных материалов, таких как производное целлюлозы (A) (гидроксиэтилцеллюлоза и карбоксиметилцеллюлоза), растворимый в воде полимер (B), добавка, растворитель, полимерное покрытие и металлическая несущая фольга, которые используются, чтобы изготавливать прокладочные листы для сверления в примерах и сравнительных примерах. Кроме того, Таблица 2 представляет описание сверла, ламинированной платы и укрепляющего листа, которые используются в процессе сверления в примерах и сравнительных примерах.
ПРИМЕР 1
В смешанном растворителе, содержащем воду и метанол, растворяли 10 мас. ч. гидроксиэтилцеллюлозы (товарное наименование SANHECL, производитель Sansho Co., Ltd.), у которой вязкость 2% водного раствора составляла 15 мПа·с, среднемассовая молекулярная масса составляла 150000, значение DS составляло 1,5, и значение MS составляло 2,5 и 90 мас. ч. полиэтиленгликоля (товарное наименование PEG4000S, производитель Sanyo Chemical Industries, Ltd.), у которого среднемассовая молекулярная масса составляла 3000, таким образом, что концентрация твердого полимера в растворе составляла 20 мас. %. Соотношение воды и метанола (вода/метанол) на данной стадии составляло 80 мас. ч./20 мас. ч. Кроме того, в данный раствор полимера добавляли 1 мас. ч. регулирующего поверхностные свойства вещества (товарное наименование BYK-349, производитель BYK Japan KK) по отношению к 100 мас. ч. содержания твердого полимера, а затем добавляли дополнительно 0,3 мас. ч. формиата натрия (производитель Mitsubishi Gas Chemical Company, Inc.) по отношению к 100 мас. ч. содержания твердого полимера, и получаемую в результате смесь превращали в однородную дисперсию. Получаемый в результате раствор полимерной композиции фильтровали, используя фильтр (товарное наименование CUNO Micro-Klean Filter Cartridge, производитель Sumitomo 3M Limited), у которого точность фильтрации составляла 10 мкм.
Профильтрованный раствор полимерной композиции наносили, используя стержневое устройство для нанесения покрытия, на алюминиевую фольгу (JIS-A1100H18, толщина 0,07 мм, производитель Mitsubishi Aluminium Co., Ltd.), на одну поверхность которой было нанесено эпоксидное полимерное покрытие толщиной 0,01 мм, таким образом, чтобы толщина затвердевшего слоя полимерной композиции составляла 0,03 мм. Нанесенный раствор полимерной композиции высушивали в течение 3 минут при 120°C, используя сушильное устройство, затем охлаждали для затвердевания, и в результате изготавливали прокладочный лист для сверления.
Получаемый прокладочный лист для сверления помещали на верхнюю поверхность стопки из шести ламинированных плат толщиной по 0,1 мм (товарное наименование HL832NS, медная фольга толщиной 3 мкм, двухсторонняя плата, производитель Mitsubishi Gas Chemical Company, Inc.), таким образом, что сторона алюминиевой фольги находилась в контакте с ламинированными платами. На нижнюю поверхность ламинированных плат помещали укрепляющий лист толщиной 1,5 мм (бумажная фенольная ламинированная плата, товарное наименование SPB-W, производитель Nihon Decoluxe Co., Ltd.). После этого процесс сверления осуществляли, используя сверло диаметром 0,105 мм (товарное наименование KMCL518A, производитель Union Tool Co.) в условиях (условия сверления отверстия 1) скорости вращения 300000 об/мин, скорости подачи 2,4 м/мин, номинального ресурса сверла 5000 отверстий на сверло, причем число используемых сверл составляло 6, и измеряли точность положения отверстия. Результаты представлены в таблицах 7 и 8.
Кроме того, прокладочный лист для сверления помещали на верхнюю поверхность стопки из шести ламинированных плат толщиной по 0,1 мм (товарное наименование HL832NXA, медная фольга толщиной 3 мкм, двухсторонняя плата, производитель Mitsubishi Gas Chemical Company, Inc.), таким образом, что сторона алюминиевой фольги находилась в контакте с ламинированными платами. На нижнюю поверхность ламинированных плат помещали укрепляющий лист толщиной 1,5 мм (бумажная фенольная ламинированная плата, товарное наименование SPB-W, производитель Nihon Decoluxe Co., Ltd.). После этого процесс сверления осуществляли, используя сверло диаметром 0,08 мм (товарное наименование KMWM251DWU, производитель Union Tool Co.), в условиях (условия сверления отверстия 2) скорости вращения 300000 об/мин, скорости подачи 2,4 м/мин, номинального ресурса сверла 10000 отверстий на сверло, причем число используемых сверл составляло 3, и проверяли наличие поломки сверла. После этого все используемые сверла, которые не были сломаны, дополнительно исследовали, определяя точность положения отверстия и состояние наматывания стружки от сверления вокруг сверла. Результаты представлены в таблицах 7 и 8.
Кроме того, прокладочный лист для сверления помещали на верхнюю поверхность стопки из четырех ламинированных плат толщиной по 0,1 мм (товарное наименование HL832NXA, медная фольга толщиной 12 мкм, двухсторонняя плата, производитель Mitsubishi Gas Chemical Company, Inc.), таким образом, что сторона алюминиевой фольги находилась в контакте с ламинированными платами. На нижнюю поверхность ламинированных плат помещали укрепляющий лист толщиной 1,5 мм (бумажная фенольная ламинированная плата, товарное наименование PS1160G, производитель Risho Kogyo Co., Ltd.). После этого процесс сверления осуществляли, используя сверло диаметром 0,105 мм (товарное наименование MVJ676W, производитель Union Tool Co.), в условиях (условия сверления отверстия 3) скорости вращения 200000 об/мин, скорости подачи 2,0 м/мин, номинального ресурса сверла 5000 отверстий на сверло, причем число используемых сверл составляло 6, и определяли число пригодных для процесса сверления отверстий. Результаты представлены в таблицах 7 и 8.
Кроме того, прокладочный лист для сверления помещали на верхнюю поверхность ламинированной платы толщиной 0,2 мм (товарное наименование HL832NS, медная фольга толщиной 3 мкм, двухсторонняя плата, производитель Mitsubishi Gas Chemical Company, Inc.), таким образом, что сторона алюминиевой фольги находилась в контакте с ламинированными платами. На нижнюю поверхность ламинированных плат помещали укрепляющий лист толщиной 1,5 мм (бумажная фенольная ламинированная плата, товарное наименование: SPB-W, производитель Nihon Decoluxe Co., Ltd.). После этого процесс сверления осуществляли, используя сверло диаметром 0,05 мм (товарное наименование KMDJ843, производитель Union Tool Co.), в условиях (условия сверления отверстия 4) скорости вращения 300000 об/мин, скорости подачи 1,5 м/мин, номинального ресурса сверла 200 отверстий на сверло, причем число используемых сверл составляло 3. Случаи, в которых все три сверла могли образовывать отверстия до конца, оценивали как «пригодные для процесса сверления отверстия»; в противном случае, отверстия оценивали как «непригодные для процесса сверления». Результаты представлены в таблице 9.
Примеры 2-34 и сравнительные примеры 1-10
В примерах 2-34 и сравнительных примерах 1-10 растворы полимерных композиций изготавливали и фильтровали, причем типы и содержания соответствующих материалов представлены в таблицах 4, 5 и 6 на основании примера 1. После этого профильтрованные растворы полимерных композиций наносились на алюминиевую фольгу, на одну поверхность которой было нанесено полимерное покрытие толщиной 0,01 мм, высушивались, охлаждали и затвердевали, образуя прокладочный лист для сверления на основании примера 1. В числе этих листов в сравнительных примерах 3-10 прокладочный лист для сверления изготавливали с использованием полимерной композиции, в которой не содержалась гидроксиэтилцеллюлоза или карбоксиметилцеллюлоза.
После этого с использованием этих прокладочных листов для сверления, на основании примера 1, осуществляли процесс сверления, оценивая точность положения отверстия, поломку сверла, состояние намотки стружки от сверления вокруг сверла и число пригодных для процесса сверления отверстий. Соответствующие результаты представлены в таблицах 7 и 8. Кроме того, что касается примеров 2 и 3 и сравнительных примеров 3 и 4, процесс сверления осуществляли на основании условий сверления отверстия 4, оценивая, являются ли отверстия пригодными для процесса сверления или нет. Эти результаты представлены в таблице 9.
Кроме того, на основании результатов определения точности положения отверстия, поломки сверла, состояния наматывания стружки от сверления вокруг сверла, а также числа пригодных для процесса сверления отверстий, в примерах 1-34 и сравнительных примерах 1-10 осуществляли общую оценку на основании стандартов оценки, которые представлены в таблице 3. Эти результаты, соответственно, представлены в таблицах 4, 5 и 6. Здесь общая оценка отражает минимальный результат оценки как отличный, хороший, удовлетворительный и неудовлетворительный на основе определения каждого оцениваемого предмета.
Методы исследования
1) Среднемассовая молекулярная масса
Среднемассовые молекулярные массы производного целлюлозы (A) и растворимого в воде полимера (B) вычисляли как среднюю относительную молекулярную массу методом жидкостной хроматографии, используя колонку GPC (производитель Shimadzu Corporation). Использовали следующее оборудование и условия анализа.
Используемое оборудование
Высокоэффективный жидкостный хроматограф: производитель Shimadzu Corporation, товарное наименование: Prominence LIQUID CHROMATOGRAPH System
Системный контроллер: CBM-20A
Подающее устройство: LC-20AD
Встроенный дегазатор: DGU-20A3
Автоматический пробоотборник: SIL-20AHT
Колоночный термостат: CTO-20A
Дифференциальный детектор на основе показателя преломления: RID-10A
Рабочая станция для жидкостной хроматографии: LCsolution
Условия анализа
Колонка: товарное наименование TSK-GEL G3000PW, размер частиц наполнителя 12 мкм, внутренний диаметр 7,5 мм × длина 300 мм × две колонки, товарное наименование TSK-GEL GMPW, размер частиц наполнителя 17 мкм, внутренний диаметр 7,5 мм × длина 300 мм × две колонки; все оборудование произведено компанией Tosoh Corporation
Предохранительная колонка: товарное наименование TSK GUARD COLUMN PWH, внутренний диаметр 7,5 мм длина 75 мм, производитель Tosoh Corporation
Элюент: водный раствор 50 ммоль/л хлорида натрия (производитель чистого для анализа хлорида Wako Pure Chemical Industries, Ltd.) в деионизированной воде
Скорость потока: 1,00 мл/мин
Температура колонки: 45,0°C
Полиэтиленгликоль для построения калибровочной кривой: полиэтиленгликоль, товарное наименование Calibration Kit PEG-10, производитель Varian
Полиэтиленоксид для построения калибровочной кривой: товарное наименование TSK Standard Poly(ethylene oxide), производитель Tosoh Corporation, среднемассовая молекулярная масса полиэтиленгликоля и полиэтиленоксида 106, 615, 1970, 3930, 7920, 21030, 43000, 101000, 185000 и 580000
2) Вязкость водного раствора
Вязкость 2% водного раствора измеряли на основании стандарта JIS K7117 (1999 г.) в течение 60 секунд при температуре 25°C, используя вискозиметр типа B II (BL II) производитель Toki Sangyo Co., Ltd.
3) Среднее число введенных молекул (MS)
Значение MS гидроксиэтилцеллюлозы измеряли на основании стандарта ASTM D2364 (2007 г.) методом Моргана (Morgan)
4) Средняя степень замещения (DS)
Значение DS гидроксиэтилцеллюлозы вычисляли путем измерения спектра ЯМР13C на основании значения MS, получаемого методом Моргана. Кроме того, значение DS карбоксиметилцеллюлозы вычисляли путем измерения спектра ЯМР1H.
5) Точность положения отверстия
Точность положения отверстия прокладочных листов для сверления вычисляли следующим образом. Сначала отклонение между фактическим положением отверстия и его заданным положением на нижней поверхности самой нижней платы в стопке ламинированных плат измеряли, используя анализатор отверстий (товарное наименование HA-1AM, производитель Hitachi Via Mechanics, Ltd.). Данное отклонение вычисляли как среднее значение плюс утроенное среднеквадратичное отклонение, определяя среднее значение и среднеквадратичное отклонение (σ) для каждого сверла. После этого среднее значение суммы, включающей каждое «среднее значение плюс утроенное среднеквадратичное отклонение» вычисляли для используемых сверл (их число составляет n), и принимали как общую точность положения отверстия в процессе сверления. Для этого использовали следующую формулу.
Уравнение 1
Общая точность положения отверстия в процессе сверления (мкм)=(

6) Поломка сверла
Факт поломки сверла подтверждали визуально путем наблюдения сверла после процесса сверления.
7) Число пригодных для процесса сверления отверстий
Число сквозных отверстий на нижней поверхности самой нижней платы в стопке ламинированных плат считали, используя анализатор отверстий (товарное наименование HA-1AM, производитель Hitachi Via Mechanics, Ltd.). Вычисляли среднее значение в расчете на используемое сверло (т.е. число сквозных отверстий на сверло), и данное значение принимали как число пригодных для процесса сверления отверстий.
8) Оценка наматывания стружки от сверления вокруг сверла
Все сверла, извлеченные после процесса сверления, наблюдали в микроскоп, имеющий стократное увеличение, и определяли полученный в процессе сверления максимальный размер в радиальном направлении сверла частей, где стружка от сверления наматывалась вокруг сверла (далее называется «максимальный диаметр намотанной стружки от сверления»). Случаи, в которых максимальный диаметр намотанной стружки от сверления составлял менее чем 1,5-кратный диаметр сверла, оценивали как «отрицательные», а случаи, в которых максимальный диаметр намотанной стружки от сверления составлял не менее чем 1,5-кратный диаметр сверла, оценивали как «положительные».
9) Высота выступания полимера вокруг периферии отверстия в процессе сверления
Высоту выступания полимера вокруг периферии отверстия в процессе сверления вычисляли по данным о высоте, получаемой с использованием лазерного микроскопа (товарное наименование VK-9700, производитель Keyence Corporation), которым снимали изображение поверхности слоя полимерной композиции, на которой находились изготавливаемые сверлением отверстия после сверления с верхней поверхности прокладочного листа для сверления, который подвергали процессу сверления в условиях сверления отверстия 2. «Высота выступания полимера вокруг периферии отверстия в процессе сверления» означает, для интервала расстояний, составляющих менее чем 50% диаметра сверла за пределами внешней периферии отверстия, разность между наиболее высокой частью выступания полимера и средней высотой части, которая не подвергалась процессу сверления (плоская часть), за пределами данного интервала, для отверстий, просверленных в прокладочном листе для сверления, который подвергался сверлению (далее также называется просто «высота выступа полимера»). Фиг.1 представляет ряд фотографий, изображающих поверхность слоя полимерной композиции, включая изготавливаемое сверлением отверстие, на которых проиллюстрирована «высота выступания полимера вокруг периферии отверстия в процессе сверления» на верхней поверхности прокладочного листа для сверления после процесса сверления согласно примерам и сравнительным примерам. Условное обозначение A показывает изготавливаемое сверлением отверстие, условное обозначение B показывает интервал в пределах расстояния, составляющего менее чем 50% диаметра сверла, и условное обозначение C показывает часть, которая не подвергалась процессу сверления. Оценку осуществляли, определяя положительное значение, когда наиболее высокая часть выступания полимера в интервале в пределах расстояния, составляющего менее чем 50% диаметра сверла, на основании средней высоты части, которая не подвергалась процессу сверления поверхности слоя полимерной композиции, представляла собой выпуклость на верхней стороне, и отрицательное значение, когда данная часть представляла собой вогнутость. Здесь высота выступания полимера определяется как среднее значение, взятое из данных, получаемых путем повторной регистрации данных для десяти изготавливаемых сверлением отверстий.
В результате сравнения примера 4 и сравнительного примера 2, которые представлены в таблицах 7 и 8, было обнаружено, что если среднемассовая молекулярная масса гидроксиэтилцеллюлозы превышает 350000, в условиях сверления отверстия 2 увеличивается наматывание стружки от сверления вокруг сверла, и происходит поломка сверла.
По результатам сравнительных примеров 3 и 4, которые представлены в таблице 8, было обнаружено, что если не содержится ни гидроксиэтилцеллюлоза, ни карбоксиметилцеллюлоза, и среднемассовая молекулярная масса растворимого в воде полимера (B) является низкой, то ухудшаются листообразующие свойства. С другой стороны, в результате сравнения сравнительных примеров 7, 8, 9 и 10, в которых улучшались листообразующие свойства, и примеров 11, 12, 3, 5, 6, 7, 9 и 10, в которых полимерная композиция изменялась таким образом, что в ней содержалась гидроксиэтилцеллюлоза или карбоксиметилцеллюлоза, было обнаружено, что вследствие содержания гидроксиэтилцеллюлозы или карбоксиметилцеллюлозы улучшаются режущие свойства сверла, а также повышается точность положения отверстия. Кроме того, было также обнаружено, что существует эффект уменьшения наматывания стружки от сверления вокруг сверла, и предотвращается поломка сверла.
По результатам примеров 8 и 13, которые представлены в таблице 7, было обнаружено, что если содержание гидроксиэтилцеллюлозы находится в интервале от 5 до 40 мас. ч. по отношению к 100 мас. ч. полимерной композиции, обеспечивается повышение точности положения отверстия, уменьшение наматывания стружки от сверления вокруг сверла и улучшение сопротивления сверла к разрушению.
По результатам примеров 5 и 22, которые представлены в таблице 7, было обнаружено, что даже если отличается концентрация твердого полимера, получается хорошая поверхность листа, и наблюдаются на таком же уровне точность положения отверстия, сопротивление сверла к разрушению и эффект уменьшения наматывания стружки от сверления вокруг сверла.
По результатам примеров 22 до 28 в таблицах 7 и 8 было обнаружено, что, независимо от того, что растворитель, в котором растворяется полимерная композиция, представляет собой чистую воду, или он представляет собой смешанный растворитель, содержащий воду и спирт, получается хорошая поверхность листа, и на таком же уровне наблюдаются точность положения отверстия, сопротивление сверла к разрушению и эффект уменьшения наматывания стружки от сверления вокруг сверла.
По результатам примеров 6, 30, и 31 в таблицах 7 и 8 было обнаружено, что даже если разнообразные добавки смешиваются с полимерной композицией, получается хорошая поверхность листа, на таком же уровне наблюдаются точность положения отверстия, сопротивление сверла к разрушению и эффект уменьшения наматывания стружки от сверления вокруг сверла.
По результатам примеров 33 и 34 в таблицах 7 и 8, было обнаружено, что при смешивании регулирующего поверхностные свойства вещества с полимерной композицией, получается дополнительно улучшенная поверхность листа, и достигается повышение точности положения отверстия.
Кроме того, традиционно, когда существуют выступания полимера вокруг периферии отверстий в процессе сверления, если процесс сверления осуществляется в положениях, где отверстия расположены близко друг к другу (т.е. с малым шагом), точность положения отверстия, как правило, снижается. Соответственно, чтобы сравнить примеры 5, 6 и 7, в которых наблюдается особенно высокая точность положения отверстия, и сравнительный пример 7, процесс сверления осуществляли в условиях сверления отверстия 2, и высоту выступаний полимера вокруг периферии отверстия в процессе сверления затем оценивали в случае прокладочного листа для сверления. Эти результаты представлены в таблицах 7 и 8. Высота выступания полимера вокруг периферии отверстия в процессе сверления составляла 5,36 мкм в сравнительном примере 7, но приблизительно от 1 до 2 мкм в примерах 5, 6 и 7, в которых наблюдаются хорошие результаты. Авторы настоящего изобретения полагают, что причина такого различия определяется следующим образом. Однако причины не обязательно должны ограничиваться этим.
В традиционном прокладочном листе для сверления образуются выступания полимера, потому что полимерная композиция вокруг периферии отверстия в процессе сверления плавится вследствие теплоты трения и т.п. в течение процесса сверления, и полимер полимерной композиции повторно затвердевает в течение процесса охлаждения до комнатной температуры, и остается выступание, когда прекращается вращение сверла. С другой стороны, согласно настоящему изобретению, поскольку используются гидроксиэтилцеллюлоза и/или карбоксиметилцеллюлоза, у которых отсутствует четкая температура плавления, упругость сохраняется даже в том случае, когда действует теплота трения и т.п., таким образом, что предотвращается термическая деформация полимерной композиции, и может сохраняться плоское состояние поверхности. Кроме того, поскольку упругость сохраняется даже в том случае, когда действует теплота трения и т.п., улучшается центростремительное свойство. Более того, поскольку смешанный растворимый в воде полимер плавится, могут быть получены очень хорошие смазочные свойства. На основании вышеизложенного, считается, что точность положения отверстия повышается при малом шаге сверления в условиях сверления отверстия 2.
В настоящее время, когда повышается плотность печатных схем, расстояния между сквозными отверстиями, изготовленными в плате, уменьшаются, а также уменьшается диаметр используемого сверла. Следовательно, становится значительно более затруднительным, чем раньше, осуществление процесса сверления печатной платы с высокой точностью положения отверстия. Чтобы преодолеть данное затруднение, слегка повышенная точность положения отверстия получается такими средствами, как уменьшение числа сложенных в стопку плат в течение процесса сверления, и ограничение числа отверстий, которые изготавливают в расчете на одно сверло. Следовательно, уменьшается абсолютное значение требуемой точности положения отверстия, таким образом, что даже в том случае, когда изменчивость точности составляет лишь несколько микрон, она может быть определена как четкая разность. Таким образом, в современных прокладочных листах для сверления, принимая во внимание повышение плотности печатных схем и уменьшение диаметра сверла, можно считать значительным повышение точности положения отверстия на несколько микрон.
Настоящая заявка испрашивает приоритет японской патентной заявки №2012-63548, поданной 21 марта 2012 г., содержание которой включается в настоящий документ посредством ссылки.
Промышленная применимость
Согласно настоящему изобретению, может быть предложен прокладочный лист для сверления, который обеспечивает повышенную точность положения отверстия, способен предотвращать поломку сверла и производит меньше стружки от сверления, которая наматывается вокруг сверла, по сравнению с традиционным прокладочным листом для сверления, а также способ сверления с использованием данного прокладочного листа для сверления.
Список условных обозначений
A - Изготавливаемое сверлением отверстие
B - Интервал в пределах расстояния, составляющего менее чем 50% диаметра сверла
C - Часть, не подвергнутая процессу сверления
Реферат
Изобретения относятся к сверлению материалов с использованием прокладочного листа и могут быть использованы для сверления отверстий в ламинированных или многослойных печатных платах. Прокладочный лист содержит металлическую несущую фольгу и слой полимерной композиции, расположенный по меньшей мере на одной поверхности металлической несущей фольги. Полимерная композиция содержит производное целлюлозы и растворимый в воде полимер. Производное целлюлозы представляет собой гидроксиалкилцеллюлозу и/или карбоксиалкилцеллюлозу, у которой среднемассовая молекулярная масса составляет от 20000 до 350000, содержание производного целлюлозы составляет от 5 до 40 мас.ч. Содержание растворимого в воде полимера составляет от 60 до 95 мас.ч. по отношению к 100 мас.ч. полимерной композиции. Обеспечивается повышенная точность положения отверстия, предотвращается поломка сверла, уменьшается количество стружки от сверления. 2 н. и 17 з.п. ф-лы, 9 табл., 1 ил.
Формула
полимерная композиция содержит производное целлюлозы (A) и растворимый в воде полимер (B), причем
производное целлюлозы (A) представляет собой гидроксиалкилцеллюлозу и/или карбоксиалкилцеллюлозу, у которой среднемассовая молекулярная масса составляет от 20000 до 350000,
содержание производного целлюлозы (A) составляет от 5 до 40 мас.ч., а содержание растворимого в воде полимера (B) составляет от 60 до 95 мас.ч. по отношению к 100 мас.ч. полимерной композиции.
Документы, цитированные в отчёте о поиске
Устройство для пробивки базовых отверстий в фотошаблонах печатных плат
Комментарии