Способ выполнения противообледенительной системы на панели гондолы - RU2509686C2
Код документа: RU2509686C2
Чертежи










Описание
Заявленное изобретение относится к способу выполнения противообледенительной системы на панели гондолы.
Заявленное изобретение также относится к кромке воздухозаборника и к гондоле для газотурбинного двигателя.
Самолет приводится в движение посредством одной или нескольких силовых установок, каждая из которых включает в себя газотурбинный двигатель, помещенный в трубчатую гондолу. Каждая силовая установка крепится к самолету с помощью стойки, находящейся под крылом или возле фюзеляжа.
Гондола обычно имеет конструкцию, содержащую воздухозаборник, помещенный перед двигателем, среднюю секцию, которая охватывает вентилятор газотурбинного двигателя, и заднюю секцию, в которую помещены средства реверсирования тяги и которая охватывает камеру сгорания газотурбинного двигателя. Гондола заканчивается реактивным соплом, выход которого находится за газотурбинным двигателем.
В состав воздухозаборника входят, во-первых, кромка входного отверстия, обеспечивающая оптимальный захват и направленное перемещение в сторону газотурбинного двигателя воздуха, необходимого для питания вентилятора и внутренних компрессоров газотурбинного двигателя, и, во-вторых, задняя по потоку конструкция, к которой прикреплена кромка и которая обеспечивает надлежащее направление воздуха в сторону лопастей вентилятора. Весь этот узел закреплен перед кожухом вентилятора, являющимся составной частью передней секции гондолы.
В полете при определенных температурных и влажностных условиях возможно образование льда на гондоле, а конкретнее - в зоне наружной поверхности кромки воздухозаборника. Из-за наличия этого льда или инея ухудшаются аэродинамические свойства, что препятствует нормальному поступлению воздуха к вентилятору.
Известный способ устранения указанной проблемы состоит в том, что противообледенительную систему встраивают в специальную композитную обшивку, которую затем перфорируют с получением по меньшей мере одного крепежного отверстия или множества звукопоглощающих отверстий. Перфорированная панель с множеством звукопоглощающих отверстий представляет собой звукопоглощающую панель, обеспечивающую поглощение шумов, создаваемых при работе газотурбинного двигателя.
Однако в процессе перфорирования противообледенительная система обычно не видна, что чревато серьезной опасностью перфорирования резистивных элементов. Следствием подобного, с трудом обнаруживаемого, повреждения является нарушение непрерывности противообледенительного действия.
Целью изобретения является разработка панели гондолы, содержащей по меньшей мере одно отверстие и эффективную противообледенительную систему, которая является простой в изготовлении и обеспечивает непрерывное удаление льда.
Для достижения этой цели в соответствии с первым аспектом заявленного изобретения предложен способ выполнения противообледенительной системы на панели гондолы, имеющей наружную обшивку с по меньшей мере одним отверстием и внутреннюю обшивку, отличающийся тем, что он включает в себя следующие этапы:
А) на наружной обшивке с помощью позиционирующего средства в соответствии с отверстием (отверстиями), в частности вокруг отверстия (отверстий), позиционируют сетку из резистивных элементов,
B) для формирования противообледенительной системы с помощью средства для нанесения наносят сетку из резистивных элементов на определенное на этапе А место,
C) на полученную противообледенительную систему наносят поверхностное покрытие.
В способе согласно изобретению предотвращается перфорирование резистивных элементов, поскольку сетка из таких элементов устанавливается вокруг крепежного или звукопоглощающего отверстия (крепежных или звукопоглощающих отверстий) наружной обшивки, которое выполняется ранее. Позиционирование сетки выполняют с необходимой точностью благодаря тому, что указанные отверстия хорошо видны. Благодаря этому же также предотвращается их закупоривание.
Кроме того, благодаря точности позиционирования сетки упрощаются работы по ремонту панели в случае ее повреждения. При этом можно заменять поврежденную часть панели и заново сформировать соответствующую часть сетки.
Способ согласно заявленному изобретению позволяет выполнять сетку из резистивных элементов с множеством самых разнообразных рисунков нанесения, подбираемых в зависимости от конкретных потребностей.
В соответствии с другими признаками изобретения конструкция согласно изобретению характеризуется одним или несколькими из нижеследующих опциональных признаков, которые могут рассматриваться либо по отдельности, либо во всех возможных сочетаниях:
- панель также содержит сотовую конструкцию, что позволяет получить структурирующую панель, более стойкую к механическим нагрузкам;
- в наружной обшивке выполнены звукопоглощающие отверстия, причем в соответствии с заявленным способом не происходит ухудшения акустических свойств панели из-за закупоривания этих отверстий;
- между этапами A и B на наружной обшивке с помощью пазообразующего средства формируют паз для введения в него резистивных элементов, что позволяет встраивать резистивные элементы, толщина которых может повлиять на авиационные характеристики панели согласно изобретению;
- глубина паза больше или равна толщине резистивных элементов, что позволяет предотвратить выход этих элементов за пределы паза;
- формирование пазов выполняют путем удаления материала, что позволяет обеспечить выполнение качественных пазов;
- наружная обшивка в своей толще содержит металлическую сетку, что позволяет обеспечить эффективную аэродинамическую поверхность;
- на этапе C используют перфорированное или плетеное поверхностное покрытие, что позволяет предотвратить влияние на акустические свойства звукопоглощающей панели;
- на этапе С в качестве поверхностного покрытия используют металлическую сетку, что позволяет получить высокую эрозионную стойкость;
- этапы A и B выполняют одновременно.
В соответствии с другим аспектом изобретения оно относится к кромке воздухозаборника, отличающейся тем, что она включает в себя по меньшей мере одну панель, содержащую противообледенительную систему, выполненную с применением заявленного способа. Заявленный способ позволяет получить панель, особенно подходящую для удаления льда с этой части гондолы. Действительно, наличие льда или инея именно на этой части приводит к нарушению поступления воздуха к вентилятору.
В соответствии с еще одним аспектом заявленное изобретение относится к гондоле летательного аппарата, оснащенной панелью, полученной с применением заявленного способа.
Сущность изобретения станет более понятной по прочтении нижеследующего описания, не имеющего ограничительного характера, которое приводится со ссылками на приложенные чертежи, где:
- на фиг.1 в разрезе схематически представлена гондола согласно изобретению, охватывающая газотурбинный двигатель;
- на фиг.2 в разрезе схематически представлена кромка воздухозаборника согласно заявленному изобретению;
на фиг.3 и 4 в аксонометрии представлены частичные виды противообледенительной системы в конце этапа А способа согласно заявленному изобретению;
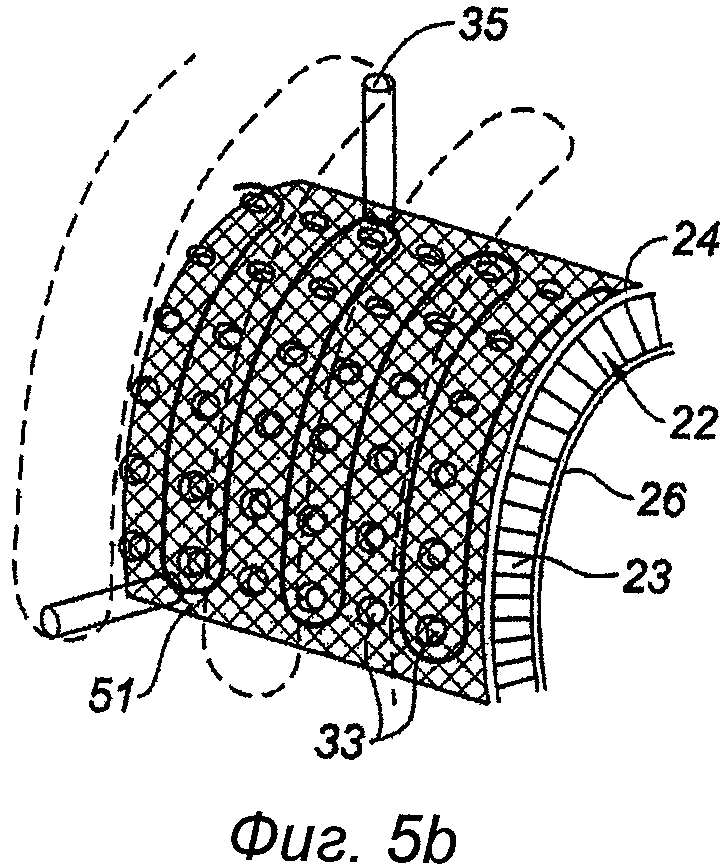
- на фиг.5a и 5b в аксонометрии представлены частичные виды противообледенительной системы в конце этапов, представляющих собой варианты этапа А способа согласно заявленному изобретению, проиллюстрированного на фиг.4;
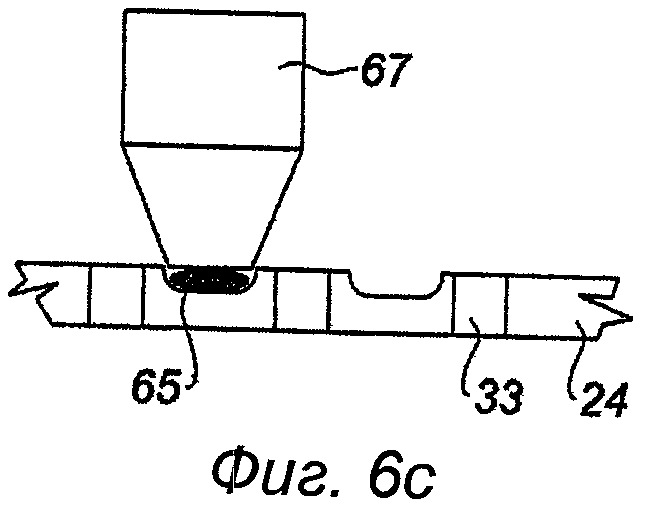
- на фиг.6a-6c в аксонометрии представлены частичные виды противообледенительной системы в конце этапа, включаемого между этапами A и B способа согласно заявленному изобретению;
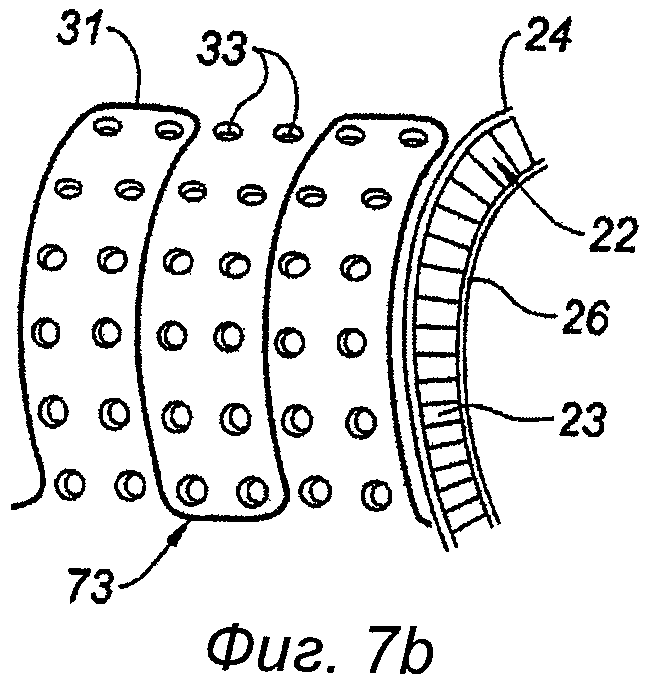
- на фиг.7a-7d в аксонометрии представлены частичные виды противообледенительной системы в конце этапа B;
- на фиг.8 в аксонометрии представлен частичный вид противообледенительной системы в конце этапа C.
Как показано на фиг.1, гондола 1 согласно заявленному изобретению содержит кромку 2 воздухозаборника, среднюю конструкцию 3, охватывающую вентилятор 4 газотурбинного двигателя 5, и заднюю по потоку конструкцию 6. Эта последняя состоит из неподвижной внутренней конструкции 7 (НВК), охватывающей переднюю по потоку часть газотурбинного двигателя 5, неподвижной наружной конструкции 8 (НИК) и подвижного капота 9, в состав которого входит средство реверсирования тяги.
Гондола 1 согласно заявленному изобретению имеет элементы, включающие в себя кромку 2 воздухозаборника, которые могут покрываться инеем или льдом, что приводит к ухудшению летных качеств летательного аппарата. Заявленная противообледенительная система позволяет удалять иней или лед с указанных элементов, в частности с кромки 2 воздухозаборника. Указанные элементы могут иметь поверхности любой формы. Варианты исполнения включают в себя наличие противообледенительной системы в местах возле креплений крышек люков или возле сливных отверстий элементов гондолы 1.
В соответствии с вариантом осуществления, представленным на фиг.2, кромка 2 воздухозаборника имеет панель, снабженную противообледенительной системой, выполненной с применением способа согласно изобретению. В данном случае в качестве такой панели выступает звукопоглощающая панель 22, содержащая звукопоглощающую конструкцию 23, в частности сотовую конструкцию, к которой прикреплены сплошная внутренняя обшивка 26 и наружная обшивка 24, в которой выполнены звукопоглощающие отверстия. Наружная обшивка 24 контактирует с потоком 28 холодного воздуха.
Типы применяемых в соответствии с предлагаемым способом панелей не ограничиваются одними лишь звукопоглощающими панелями - можно также предусмотреть не поглощающую звук панель, содержащую крепежные отверстия, обеспечивающие крепление этой панели к какому-нибудь элементу гондолы, в частности к кромке 2 воздухозаборника. Помимо наружной и внутренней обшивок такая панель может содержать сотовую конструкцию, которая позволит получить конструктивную панель, обладающую более высокой стойкостью к механическим нагрузкам. Панель может быть выполнена без указанных сотовых конструкций, а содержать только однослойные наружную и внутреннюю обшивки.
В качестве примеров таких панелей можно назвать аэродинамические нижние панели, содержащие по меньшей мере одно дренажное отверстие, действующее на всех стадиях полета летательного аппарата.
Противообледенительную систему выполняют с использованием способа согласно изобретению, который включает в себя следующие этапы:
A) на наружной обшивке с помощью позиционирующего средства в соответствии с отверстием (отверстиями), в частности вокруг отверстия (отверстий), позиционируют сетку из резистивных элементов,
B) с помощью средства для нанесения наносят сетку из резистивных элементов на определенное на этапе A место для формирования противообледенительной системы,
C) на полученную противообледенительную систему наносят поверхностное покрытие.
Заявленный способ обеспечивает улучшенное позиционирование и улучшенную видимость сетки вокруг указанных отверстий наружной обшивки 24. В результате исключаются всякая возможность перфорирования резистивных элементов и нарушения непрерывности противообледенительного действия.
Кроме того, при использовании предлагаемого способа предотвращается закупоривание отверстий. Применительно к звукопоглощающим панелям обеспечиваются улучшенные звукопоглощающие характеристики.
Способ согласно изобретению позволяет также облегчить ремонтные работы в случае повреждения. Действительно, поврежденную часть сетки резистивных элементов при работе невооруженным глазом несложно заменить исправной частью. Неисправную же часть сетки можно после этого переустановить и заменить.
Применительно к звукопоглощающим панелям способ согласно изобретению позволяет получить такое распределение звукопоглощающих отверстий по звукопоглощающей панели, которое обеспечивает требуемое звукопоглощение. При этом удается оптимизировать как звукопоглощение, так и конструктивную прочность звукопоглощающей панели 22.
Как показано на фиг.3, на этапе A заявленного способа сетку 31 из резистивных элементов позиционируют на наружной обшивке 24 в некотором положении относительно отверстия (отверстий) 33 с помощью специального позиционирующего средства 35.
В соответствии с одним из вариантов осуществления перед этапом A можно с помощью компьютера или любого иного известного специалистам средства запрограммировать рисунок нанесения сетки 31 в зависимости от требуемого окончательного распределения отверстий 33.
В случае когда панель 22 имеет множество отверстий 33, процесс позиционирования включает в себя этап выявления соседних отверстий, которые вследствие допуска на изготовление наружной оболочки 24 смещены относительно их расчетного положения, обычно задаваемого компьютером. Дело в том, что выполнение отверстий 33 в наружном слое 24 производится с помощью специальных перфорирующих инструментов. Этим перфорирующим инструментам присуща некоторая погрешность установки, что в процессе установки приводит к смещению относительно расчетного положения указанных отверстий 33. Кроме того, указанная погрешность может возрасти из-за геометрии панели 22.
В качестве позиционирующего средства на этапе А можно использовать, например, лазер 41 (см. фиг.4). Он дает возможность точного позиционирования отверстий 33. Можно также предусмотреть комбинацию лазера 41 с позиционирующими средствами 35 иных типов.
В соответствии с одним из предпочтительных вариантов, показанным на фиг.5a и 5b, в толще наружной обшивки 24 находится металлическая сетка 51. В этом случае позиционирование осуществляется, например, с использованием рентгеновских лучей или любого иного известного специалистам подходящего средства.
На этапе B заявленного способа сетку 31 из резистивных элементов наносят на место, определенное на этапе A, для формирования противообледенительной системы.
Указанное нанесение можно выполнить с помощью любого известного специалистам средства, приспособленного для этих целей. В качестве примера можно привести нанесение подложки с помощью специальной насадки или нанесение нитевидных резистивных элементов. Возможно также нанесение резистивных элементов методом сериграфии.
В соответствии с одним из вариантов применяемое на этапе А позиционирующее средство 35 содержит средство 53 для нанесения, показанное на фиг.5a. Такая конфигурация позволяет в процессе нанесения сеток 31 ограничить занимаемое место.
Этапы А и В могут либо следовать один за другим, либо выполняться одновременно. Одновременное выполнение этапов A и B позволяет экономить время при изготовлении противообледенительной системы.
В качестве примера можно указать, что резистивные элементы выполняют в виде подложки, заправленной какими-либо термоэлементами типа красок, в виде клейких элементов, в виде элементов, расплавляемых на наружной обшивке 24 в процессе нанесения, и/или в виде элементов, покрытых электроизолирующей оболочкой, которая может одной стороной прилипать к наружной обшивке 24 за счет приклеивания или электростатики, вплоть до внедрения поверхностного покрытия в клейкий материал.
Признак «клейкий» означает здесь, что материал может прочно прилипать к поверхности вследствие контакта, без добавления посторонних элементов.
Признак «расплавляемые резистивные элементы» означает, что такие элементы при проходе через насадку имеют за счет нагревания промежуточную между твердой и жидкой консистенцию и приклеиваются к наружной обшивке после охлаждения.
В варианте осуществления, в котором резистивные элементы покрыты клейким материалом, они изолированы электрически, но не термически, что позволяет удалять лед с соответствующего элемента гондолы, а именно - с кромки 2 воздухозаборника.
В соответствии с вариантом осуществления, представленным на фиг.6a-6c, между этапами A и B на наружной оболочке 24 с помощью специального пазообразующего средства 63 формируют паз 61, который должен вмещать резистивные элементы 65.
Формирование паза позволяет встраивать резистивные элементы 65, не препятствуя нанесению поверхностного покрытия в случае, когда эти резистивные элементы имеют толщину, достаточную для воздействия на авиационные свойства звукопоглощающей панели 22. Такая конфигурация позволяет сохранить нужную целостность и конструктивную прочность указанной панели.
Обычно глубина «е» паза больше или равна толщине резистивных элементов 65. В результате предотвращаются ситуации, когда часть этих элементов может проникнуть за пределы поверхности наружной оболочки 24 и тем самым нарушить нанесение поверхностного покрытия.
Предпочтительно паз выполняется путем удаления материала, что позволяет обеспечить его надежное формирование. Для этого можно выполнить такое удаление посредством механической обработки, в частности - фрезерованием или шлифованием. Можно также применить для удаления материала и выполнения пазов какое-либо химическое вещество.
При формировании паза 61 на наружной обшивке 24 резистивные элементы наносят с помощью средства 67 для нанесения таким образом, чтобы получить сетку 31 из резистивных элементов (см. фиг.6b).
В случае когда резистивные элементы 65 являются неизолированными, глубина «е» паза превышает толщину нанесенных резистивных элементов 65. Такая разница в толщине позволяет наносить на резистивные элементы изоляционный материал. Изоляционный материал обычно наносится в жидком состоянии в паз 61 и на резистивные элементы 65, при этом относительно поверхности наружной обшивки 24 образуется некоторое утолщение, которое затем удаляют с помощью любого известного специалистам средства.
Как показано на фиг.7a-7d, в случае звукопоглощающей панели или панели с множеством отверстий сетку 31 из резистивных элементов можно наносить, используя самые разнообразные рисунки.
В соответствии с первым вариантом осуществления, показанным на фиг.7a, сетку 31 наносят на наружную обшивку 24, используя простой рисунок нанесения, содержащий всего один ряд отверстий 33.
В соответствии с другим вариантом, представленным на фиг.7b, для сетка 31 соответствует рисунку 73, содержащему несколько рядов отверстий 33, например два или три ряда.
В соответствии с вариантом осуществления по фиг.7c и 7d сетка 31 соответствует рисунку 75, называемому «перекрестным», так как он образован первым рисунком 77a с одним или несколькими рядами и вторым рисунком 77b с одним или несколькими рядами, которые располагаются, по существу, перпендикулярно к первому рисунку 77a, этот вариант осуществления не ограничивается двумя рисунками 77a и 77b, а может включать в себя более трех рисунков.
Рисунки 77a и 77b можно также наносить на один или несколько уровней резистивных элементов 65, например, путем наложения их друг на друга с добавлением к ним промежуточной изоляции или путем перекрестного расположения на одном уровне резистивных элементов.
Кроме этого, возможно, чтобы рисунки 77a и 77b имели неодинаковое количество рядов.
Когда сетка 31 из резистивных элементов наносится на наружную обшивку 24, можно предусмотреть визуальный контроль процесса нанесения. При необходимости можно модифицировать траекторию нанесения.
В соответствии с вариантом осуществления, представленным на фиг.8, на полученную описанным методом противообледенительную систему наносят поверхностное покрытие 81. Данное покрытие 81 позволяет получить эффективную аэродинамическую поверхность путем сглаживания любых дефектов наружной обшивки 24. Предпочтительно указанное поверхностное покрытие выполнено перфорированным или плетеным, что позволит избежать негативного воздействия на звукопоглощающие свойства панели. В частности, поверхностное покрытие 81 выполняют в виде металлической сетки, что позволяет получить высокие эрозионную стойкость и сопротивление разряду молнии. В соответствии с некоторыми вариантами исполнения можно также выполнить сетку не из металла, а, например, из фторсодержащей смолы.
Поверхностное покрытие 81 может быть непрозрачным в большей или меньшей степени, чтобы резистивные элементы 65 могли быть в большей или меньшей степени видны невооруженным глазом.
Когда резистивные элементы 65 установлены на наружной оболочке 24, становится возможным несложный ремонт панели 22 в случае ее повреждения. Действительно, совершенно не трудно заменить поврежденную часть панели 22 с отверстием (отверстиями), а затем снова нанести недостающую часть рисунка сетки 31 на поврежденные части наружного слоя 24. После этого поверх вновь нанесенного рисунка сетки накладывают заплатку из поверхностного покрытия 81 для восстановления аэродинамического контура панели.
Реферат
Заявленное изобретение относится к области авиации, более конкретно к способу выполнения противообледенительной системы на панели (22) гондолы. Способ включает в себя следующие этапы: A) с помощью позиционирующего средства (35) на наружной обшивке (24) позиционируют вокруг отверстия или отверстий сетку из резистивных элементов; B) с помощью средства для нанесения наносят сетку из резистивных элементов в определенное на этапе A место для формирования противообледенительной системы; C) на полученную противообледенительную систему наносят поверхностное покрытие. Технический результат заключается в повышении эффективности удаления льда противообледенительной системой. 3 н. и 9 з.п. ф-лы, 14 ил.
Формула
A) с помощью позиционирующего средства (35) на наружной обшивке (24) позиционируют вокруг отверстия или отверстий (33) сетку (31) из резистивных элементов (65),
B) с помощью средства (53; 67) для нанесения наносят сетку (31) из резистивных элементов в определенное на этапе A место для формирования противообледенительной системы,
C) на полученную противообледенительную систему наносят поверхностное покрытие (81).
Комментарии