Плазменно-дуговой реактор и способ получения тонких порошков - RU2263006C2
Код документа: RU2263006C2
Чертежи






Описание
Изобретение относится к устройству и способу для получения порошков. В частности, предложен плазменно-дуговой реактор, который может использоваться в процессе плазменного испарения для получения алюминиевых порошков субмикронных или нанометровых размеров.
Металлические и керамические порошки используются в процессах спекания в металлургии и в катализе в химической промышленности. Эти порошки можно использовать для производства конструктивных элементов, магнитных пленок, химических покрытий, присадок к маслам, добавок к ракетному топливу, а также во взрывчатых веществах.
Для производства подобных порошков известны различные методы. В документе RU 2133173 C1 B 22 F 9/14, от 20.07.1999 описан способ производства порошка с микрокристаллической структурой посредством широко известной плазменной горелки или плазматрона. В указанном документе описано применение водоохлаждаемого плазматрона и подразумевается использование устройства прямой полярности (плазменная горелка прямой полярности), в котором оба электрода неподвижно размещены в одном водоохлаждаемом корпусе горелки, причем оба электрода выполнены из меди. Указанный документ относится к технологии с применением атомизации, при которой проволока фрагментируется и плавится с образованием капель, то есть жидкой фазы.
Известен также документ US 5593740 от 14.01.1997, который относится к методу изготовления субмикронных металлических частиц в углеродной оболочке, при котором осуществляют испарение твердого материала в плазме, смешивание испарившегося материала с газом, содержащим углерод, и последующую конденсацию смеси с образованием субмикронных металлических частиц в углеродной оболочке.
Техническим результатом, достигаемым с использованием заявленного изобретения, является повышение производительности или выхода продукции и обеспечение изготовления с высоким выходом нанометровых и субмикронных порошков с высоким постоянством размеров и незначительными силами сцепления частиц.
В настоящем изобретении предложен плазменно-дуговой реактор для получения порошка из твердого загружаемого материала, содержащий:
(a) первый электрод,
(b) второй электрод, выполненный с возможностью удаления от первого электрода на расстояние, достаточное для образования плазменной дуги между ними,
(c) средство для ввода плазмообразующего газа в пространство между первым и вторым электродами,
(d) средство для формирования плазменной дуги в пространстве между первым и вторым электродами,
при этом первый электрод имеет проходящий через него канал, выпускное отверстие которого выходит в пространство между первым и вторым электродами, и предусмотрено средство для подачи твердого материала в канал и через него для выхода из канала через выпускное отверстие в пространство между первым и вторым электродами.
В данном контексте термин "электрод" включает в себя плазменную горелку.
Первый электрод предпочтительно выполнен с возможностью перемещения относительно второго электрода из первого положения, в котором его дуговая часть контактирует с дуговой частью второго электрода, во второе положение, в котором дуговые части удалены друг от друга на расстояние, достаточное для образования плазменной дуги между ними. Это условие является предпочтительным, так как контакт между первым и вторым электродами способствует инициированию плазменной дуги. Под дуговой частью подразумеваются те области или точки на поверхностях первого и второго электродов, между которыми может быть генерирована плазменная дуга.
Первый электрод может быть предпочтительно выполнен в форме полого удлиненного элемента, внутренняя поверхность которого образует закрытый канал (эквивалентный расточке или проходу). Удлиненный элемент заканчивается дуговым рабочим концом, который в работе находится напротив дуговой части второго электрода. Выпускное отверстие закрытого канала расположено на дуговом рабочем конце или рядом с ним. В этом случае первый электрод может быть выполнен в форме полого стержня, цилиндра или трубки. Первый электрод может быть изначально выполнен в виде полого объекта. Альтернативно, первый электрод может быть выполнен сплошным с последующим выполнением в нем отверстия или проход. Если выпускное отверстие расположено на дуговом рабочем конце, то концевая поверхность удлиненного элемента образует дуговой рабочий конец электрода и выпускное отверстие закрытого канала. Первый электрод обычно является катодом.
Второй электрод, действующий в качестве противоэлектрода, может иметь любую соответствующую форму, позволяющую генерировать плазменную дугу между ним и первым электродом. Второй электрод может иметь просто преимущественно плоскую дуговую часть. Например, второй электрод может быть расположен как плоская подложка на нижней стене плазменного реактора.
Дуговые части первого и/или второго электродов обычно выполняют из углерода, предпочтительно графита.
Плазменный реактор может быть выполнен в виде облицованной графитом емкости или графитового тигля, часть которого выполняет функцию второго электрода. Соответственно, второй электрод может составлять одно целое с реакторной емкостью.
В предпочтительном варианте осуществления изобретения часть или вся внутренняя поверхность реакционной камеры с плазменной дугой составляет второй электрод. Эта камера может быть графитовой реакционной камерой или облицованной графитом реакционной камерой.
Также предпочтительно выполнять второй электрод анодом, чтобы в работе ионы металла электростатически отталкивались от него.
Ни первый, ни второй электрод не требуют заземления.
Плазменно-дуговой реактор предпочтительно дополнительно содержит охлаждающее средство для охлаждения и конденсации твердого материала, который испарился в плазменной дуге, генерированной между первым и вторым электродами. Охлаждающее средство предпочтительно содержит источник охлаждающего газа.
Второй электрод предпочтительно содержит графитовую емкость, имеющую поверхность, направляющую испарившийся материал дальше, в зону охлаждения, для охлаждения в работе охлаждающим газом.
За зоной охлаждения может быть предусмотрена зона сбора, предназначенная для сбора порошка конденсированного испарившегося материала. Зона сбора может содержать фильтровальную ткань, которая отделяет частицы порошка от газового потока. Фильтровальная ткань предпочтительно расположена на заземленном каркасе, чтобы исключить образование электростатического заряда. После этого порошок можно собирать с фильтровальной ткани, предпочтительно в зоне с контролируемой атмосферой. Полученный порошковый продукт затем предпочтительно герметизируют в инертном газе в контейнере под давлением выше атмосферного.
В первом электроде предпочтительно выполнен дополнительный канал, обеспечивающий ввод плазменного газа в пространство между первым и вторым электродами. Следовательно, твердый загружаемый материал и плазменный газ могут проходить через общий канал и выходить из электрода через общее выходное отверстие в пространство между первым и вторым электродами.
Средство для генерации плазменной дуги в пространстве между первым и вторым электродами обычно содержит источник постоянного или переменного тока.
При желании можно использовать один или более дополнительных электродов, также содержащих канал для подачи материала, чтобы иметь возможность подавать вместе различные материалы в один плазменный реактор. При этом можно использовать общий противоэлектрод или альтернативно могут быть предусмотрены отдельные противоэлектроды, каждый из которых расположен напротив электрода с каналом в нем. Можно использовать общий или отдельные источники питания, хотя отдельные источники питания являются предпочтительными, так как это позволяет применять различные скорости испарения для разных материалов.
Устройство согласно настоящему изобретению может работать без использования каких-либо водоохлаждаемых элементов внутри плазменного реактора и также позволяет пополнять твердый загружаемый материал без остановки реактора. Водяное охлаждение может привести к термоудару и вызванному им разрушению материала. При этом могут также возникать нежелательные реакции между водяным паром и обрабатываемым материалом.
Устройство согласно изобретению может дополнительно содержать средство для подачи твердого загружаемого материала к первому электроду. Если твердый материал имеет форму проволоки, то устройство предпочтительно содержит запас проволоки. Например, устройство может содержать контейнер или держатель для проволоки, предпочтительно, катушку или бобину.
Предпочтительно могут быть также предусмотрены средства для подачи проволоки из запаса проволоки в первый электрод, при этом проволока подается в канал. Для этого можно использовать, например, электродвигатель.
Согласно настоящему изобретению также предложен способ получения порошка из твердого загружаемого материала, заключающийся в том, что
(i) берут плазменно-дуговой реактор, описанный выше, (ii) вводят плазменный газ в пространство между первым и вторым электродами,
(iii) генерируют плазменную дугу в пространстве между первым и вторым электродами,
(iv) подают твердый материал через канал для выхода через его выпускное отверстие в плазменную дугу, в которой твердый материал испаряется,
(v) охлаждают испарившийся материал для конденсации порошка и
(vi) собирают порошок.
Предложенный способ можно рассматривать как способ конденсации газовой/паровой фазы. В таком процессе для испарения твердого загружаемого материала генерируют плазму и в паровой фазе происходит фрагментация материала. Затем пар охлаждается и превращается в твердофазные частицы.
Твердый загружаемый материал обычно содержит или состоит из металла, например, алюминия, никеля или вольфрама, включая сплавы, содержащие один или несколько этих металлов. Предпочтительным материалом является алюминий и его сплавы. Твердый загружаемый материал может быть в любой подходящей форме, позволяющей подавать его в канал и выпускать через канал в пространство между электродами. Например, материал может быть в форме проволоки, волокон и/или порошка. Твердый загружаемый материал не требует использования для его подачи какой-либо вспомогательной несущей фазы типа жидкого носителя.
Твердый загружаемый материал предпочтительно имеет форму непрерывной проволоки. Эта форма является предпочтительной, поскольку было обнаружено, что подача твердого загружаемого материала в форме проволоки способствует передаче материала в зону плазмы и в ядро плазмы.
Плазменный газ обычно содержит или состоит из инертного газа, например, гелия и/или аргона.
Плазменный газ предпочтительно вводят в канал в первом электроде для выхода из него в пространство между первым и вторым электродами. В этом случае плазменный газ и твердый материал предпочтительно выходят из первого электрода через общее выпускное отверстие. Плазменный газ и твердый материал можно подавать в канал в первом электроде через общее впускное отверстие или, альтернативно, через отдельные впускные отверстия. Во процессе работы плазменный газ и твердый материал подаются в канал совместно.
Объемный расход плазменного газа предпочтительно контролируют, чтобы оптимизировать характеристики теплопередачи между материалом и плазмой и обеспечить разделение материала в паровой фазе.
По меньшей мере, некоторое охлаждение испаряющегося материала можно обеспечить с помощью потока инертного газа, например аргона и/или гелия. Альтернативно или вместе с использованием инертного газа можно использовать струю реактивного газа. Использование реактивного газа позволяет получать порошки оксидов и нитридов. Например, использование воздуха для охлаждения испарившегося материала может привести к получению оксидных порошков, например порошков оксида алюминия. Аналогичным образом, использование реактивного газа, содержащего, например, аммиак, может обеспечить получение нитридных порошков, например порошков нитрида алюминия. Охлаждающий газ можно рециркулировать через водоохлаждаемую камеру кондиционирования.
Поверхность порошка можно окислить с помощью пассивирующего газового потока. Это особенно предпочтительно, когда материалом является алюминий или материал на основе алюминия. Пассивирующий газ может содержать кислородсодержащий газ, и особенно предпочтительный газ содержит от 95 до 99 об.% инертного газа, такого как гелий и/или аргон, и от 1 до 5 об.% кислорода, более предпочтительно, приблизительно 98 об.% инертного газа (газов) и приблизительно 2 об.% кислорода. Было обнаружено, что такая газовая смесь дает особенно хорошие результаты для алюминия и материалов на основе алюминия. Пассивирующие газы предпочтительно предварительно перемешивают, чтобы исключить местное обогащение газовой фазы и возможность взрывов. Охлаждающий (инертный) газ можно рециркулировать и затем разбавлять кислородом со скоростью обычно 1 Нм3/час, чтобы получить поток пассивирующего газа. Алюминий действует в качестве газопоглотителя для кислорода и реагирует с ним, в результате чего парциальное давление в камере падает. Если контролировать давление в камере, то последующее повышение парциального давления означает, что поверхность алюминиевого порошка была практически полностью пассивирована. Реакционная способность некоторых ультратонких порошков представляет рабочую опасность, если существует вероятность контакта, например, с водой и/или воздухом. Стадия пассивации делает порошковый материал более пригодным для транспортировки.
Для алюминия, предназначенного для некоторых применений, предпочтительно, чтобы в плазме по существу не происходило окисления. Предпочтительно также, чтобы охлаждение испаряемого материала осуществлялось с помощью потока инертного газа, например аргона и/или гелия. Соответственно, стадия пассивации предпочтительно имеет место только после того, как порошок охладился. В предпочтительном варианте твердый загружаемый материал, например алюминиевую проволоку, подают в ядро плазмы, где она испаряется. Металлический пар затем подается в отдельную область быстрого охлаждения, где он быстро охлаждается в потоке инертного газа и превращается в затвердевший порошок. Этот твердый порошок затем подвергают воздействию кислорода в низкотемпературных условиях окисления, чтобы оксид вырос до ограничительной толщины и стал саморегулироваться, т.е. сам оксид стал тормозить дальнейшее окисление. Этот процесс воздействия кислородом и реакция происходят вдали от ядра плазмы.
Предложенный способ можно использовать для получения порошкового материала, такого как алюминий, практически все частицы которого имеют диаметр меньше 200 нм. Предпочтительно, средний диаметр частиц находится в пределах от 50 до 150 нм, более предпочтительно от 80 до 120 нм, и наиболее предпочтительно от 90 до 110 нм.
Анализ удельной поверхности показал, что предложенный способ можно использовать для получения порошкового материала, такого как алюминий, удельная поверхность которого находится в пределах от 15 до 40 м2г-1, предпочтительно в пределах от 25 до 30 м2г-1.
Понятно, что для конкретного обрабатываемого материала и требуемого размера частиц готового порошка необходимо специально подбирать условия обработки, такие как скорости подачи материала и газа, температуру и давление.
Предпочтительно, чтобы вторым электродом была часть или вся внутренняя поверхность реакционной емкости. Второй электрод предпочтительно является анодом, а первый электрод предпочтительно является катодом. Для определенных применений первый и/или второй электроды предпочтительно выполняют из материала, который не вступает в реакцию с загружаемым материалом при рабочей температуре.
Первый и второй электроды предпочтительно выполнены из углеродного материала, более предпочтительно, из графита. Соответственно, реакционная емкость может быть графитовой реакционной камерой или облицованной графитом реакционной камерой, которая является вторым электродом.
Обычно является предпочтительным, чтобы реактор был предварительно нагрет перед испарением твердого загружаемого материала. Реактор можно предварительно нагреть до температуры 2500°С, более предпочтительно от 500 до 2500°С.
Для алюминиевого загружаемого материала реактор предпочтительно предварительно нагревают до температуры от 2000 до 2500°С, более предпочтительно от 2200° до 2500°С и наиболее предпочтительно от 2300 до 2500°С. Предварительный нагрев можно обеспечить любыми подходящими средствами, хотя предпочтительно использовать для этого плазменную дугу. Предпочтительно, чтобы предварительно было нагрето практически все внутреннее пространство реакционной емкости.
Скорость, с которой твердый загружаемый материал подается в канал в первом электроде, влияет на выход продукции и размер порошка. При использовании алюминиевой проволоки применялась скорость подачи от 1 до 5 кг/час, более предпочтительно, приблизительно, 2 кг/час. Алюминиевая проволока обычно имеет диаметр 1-10 мм, предпочтительно 1-5 мм.
Инертный плазменный газ, например гелий, можно также вводить через канал в первом электроде со скоростью от 2,4 до 6 Нм3/час, более предпочтительно 3 Нм3/час.
Если для генерации плазменной дуги используется источник постоянного тока, то сила постоянного тока обычно устанавливается в интервале от 400 до 800 А. Электрические характеристики постоянного тока обычно составляют порядка 800 А и от 30 до 40 В при длине столба плазменной дуги от 60 до 70 мм.
Предложенные способ и плазменно-дуговой реактор обычно работают при давлении выше атмосферного, более предпочтительно превосходящем атмосферное давление на давление 750 мм воды. Это предотвращает или способствует предотвращению поступления в зону плазмы атмосферного кислорода, который мог бы вызвать нежелательную химическую реакцию. Если загружаемым материалом является алюминий, то предпочтительно, чтобы плазменно-дуговой реактор работал при давлении, превосходящем атмосферное, на давление 45 дюймов воды, предпочтительно от 15 до 35 дюймов воды. Работа при давлении выше атмосферного также способствует получению более высокого выхода порошкового материала.
Если в качестве охлаждающего газа используется предпочтительный инертный газ, такой как аргон или азот, для охлаждения и конденсации испарившегося материала, то было обнаружено, что при расходе от 60 до 120 Нм3/час получается алюминиевый порошок, в котором большинство частиц, если не практически все, имеют диаметр меньше 200 нм (предпочтительно ≤100 нм). После охлаждения температура газа и порошка составляет от 300 до 350°С.
При загружаемом алюминиевом материале предложенный способ позволяет получить порошковый материал с химическим составом, представляющим собой смесь металлического алюминия и оксида алюминия. Предполагается, что причиной этого является добавление кислорода в материал во время обработки в условиях низкотемпературного окисления. Соответственно, настоящее изобретение также предусматривает полученный предложенным способом порошковый материал, содержащий частицы, имеющие ядро, которое содержит или состоит преимущественно из алюминия, и поверхностный слой, который содержит или состоит преимущественно из оксида алюминия.
По существу окисляется только поверхность частиц, и специфический анализ поверхности показал, что оксидный компонент порошка связан в основном с поверхностью, и оксидный слой имеет толщину меньше, чем приблизительно, 10 нм, предпочтительно меньше, чем, приблизительно, 5 нм. Поэтому такой материал можно описать как дискретно капсулированный. Практически все частицы покрытого оксидом алюминия имеют диаметр меньше, чем 200 нм, при этом средний диаметр частиц составляет от 50 до 150 нм, предпочтительно от 80 до 120 нм и более предпочтительно от 90 до 110 нм. Удельная поверхность покрытых оксидом частиц алюминия составляет от 15 до 40 м2г-1, предпочтительно от 25 до 30 м2г-1.
Исследования порошкового материала с помощью ПЭМ и электронной дифракции показали, что алюминиевые частицы по существу являются монокристаллами.
В дальнейшем будет более подробно описан пример осуществления настоящего изобретения со ссылками на прилагаемые чертежи, на которых:
фиг.1 изображен вариант выполнения электрода, который можно использовать в плазменно-дуговом реакторе согласно изобретению,
фиг.2 - блок-схема выполнения способа согласно изобретению,
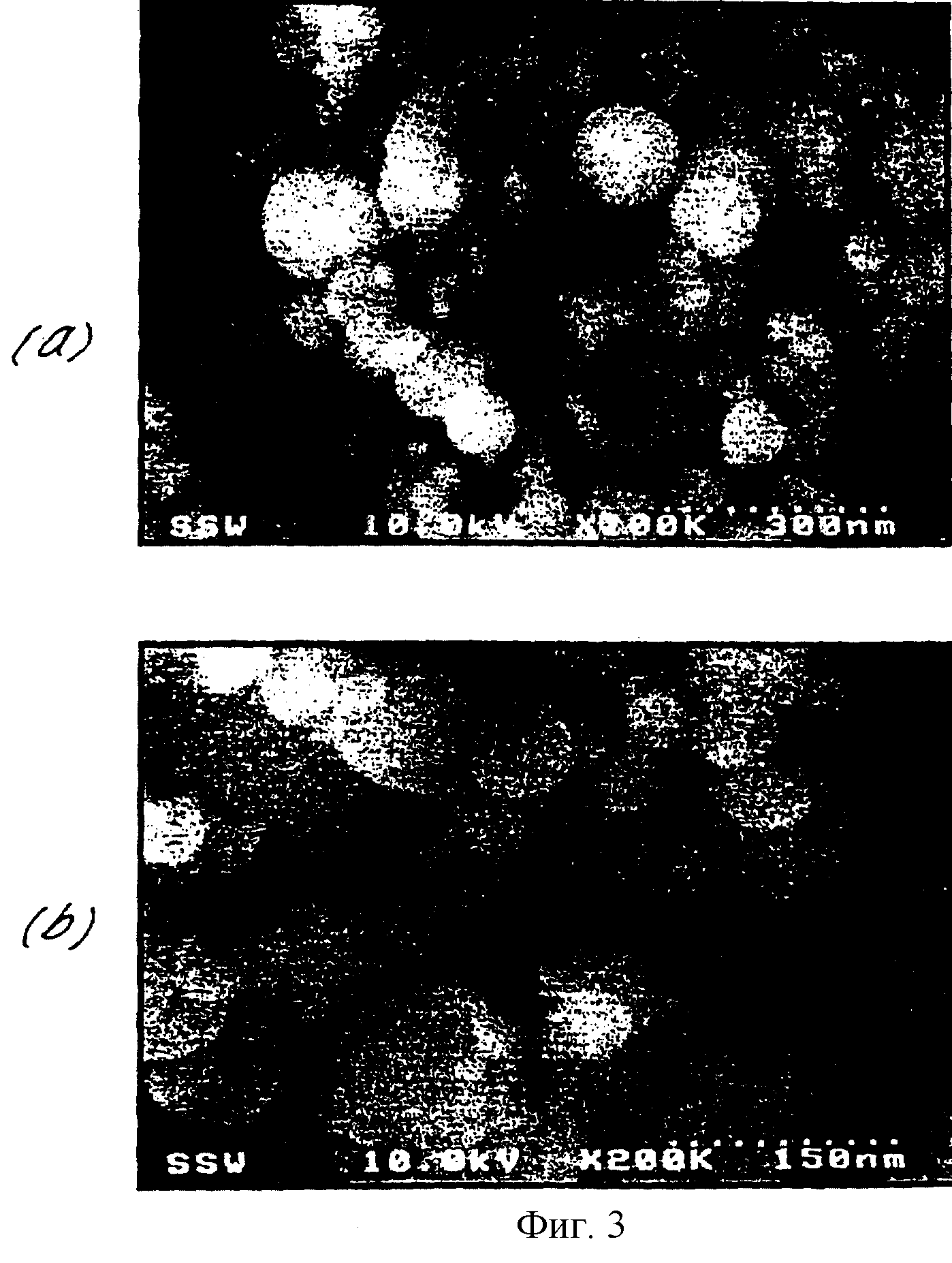
фиг.3(а) и (b) - вторичные электронные микроснимки алюминиевых порошков, изготовленных предложенным способом ((а) 100000-кратное увеличение; (b) 200000-кратное увеличение);
фиг.4 - график изменения удельной поверхности идеального нанометрового алюминиевого порошка в зависимости от диаметра частиц;
фиг.5 - график изменения содержания оксида в идеальном нанометровом алюминиевом порошке в зависимости от диаметра частиц;
фиг.6 - график первичного (первая плавка) анализа ДСК для алюминиевого образца;
фиг.7 - график вторичного (вторая плавка) анализа ДСК для алюминиевого образца, и
фиг.8 - исследуемый спектр нанометрового алюминиевого порошка, полученный с помощью рентгеновской фотоэлектронной спектроскопии (РФС).
На фиг.1 изображен первый электрод 5, выполненный в виде цилиндрического графитового стержня, который заканчивается дуговым рабочим концом 6. При желании, верхнюю часть графитового электрода можно заменить медью. В электроде 5 выполнена центральная расточка, проходящая по длине электрода 5. Поверхность расточки образует закрытый канал 7 (или проход), имеющий впускное отверстие 8 на одном конце и выпускное отверстие 9 на дуговом рабочем конце 6.
Второй противоэлектрод 10 выполнен как часть облицованной графитом реакторной емкости (13) (см. фиг.1 и 2). На фиг.1 показана только дуговая часть 11 на внутренней поверхности нижней стены 12 реактора 13. Весь реактор 13 показан на фиг.2, где можно заметить, что противоэлектрод образует с ним одно целое. Дуговая часть 11 второго электрода 10 расположена напротив дугового рабочего конца 6 первого электрода 5.
Первый и второй электроды 5 и 10 подсоединены к источнику 15 постоянного тока. Первый электрод 5 является катодом, а второй электрод анодом 10, хотя понятно, что полярности могут быть обратными.
Первый электрод 5 выполнен подвижным относительно второго электрода 10 и поэтому может опускаться до установления контакта между дуговым рабочим концом 6 и дуговой частью 11 второго электрода 10, чтобы замкнуть электрическую цепь. Силу постоянного тока от источника 15 обычно устанавливают на значение от 400 до 800 А. При подъеме первого электрода 5 можно сформировать плазменную дугу постоянного тока между дуговым рабочим концом 6 первого электрода 5 и дуговой частью 11 второго электрода 10.
Твердый загружаемый материал, например алюминиевая проволока 20, может подаваться во впускное отверстие 8, пропускаться вниз в канал 7 и выходить из выпускного отверстия 9 в пространство между дуговым рабочим концом 6 первого электрода 5 и дуговой частью 11 второго электрода 10. Инертный плазменный газ 25, такой как аргон и/или гелий, может аналогично подаваться через впускное отверстие 8 в канал 7 и выходить из первого электрода 5 через выпускное отверстие 9. Следовательно, и алюминиевая проволока 20 и плазменный газ 25 могут входить в первый электрод 5 через общее впускное отверстие 8 и выходить из электрода 5 через общее выпускное отверстие 9 на дуговом рабочем конце 6.
Проволока 20 может храниться, как обычно, на катушке или бобине и подаваться с помощью многоскоростного двигателя во впускное отверстие 8. Плазменный газ 25 может храниться, как обычно, в газгольдере и с помощью клапана вводиться регулируемым образом во впускное отверстие. Следовательно, скорости подачи проволоки и плазменного газа можно контролировать.
В работе облицованную графитом емкость 10 предварительно нагревают до температуры, по меньшей мере, около 2000°С (предпочтительно приблизительно, 2200-2300°С) с помощью плазменной дуги. После этого вводят инертный плазменный газ 25 через канал 7 в первый электрод 5 и включают источник 15 питания.
Реактор обычно работает при давлении, превышающем атмосферное на давление 750 мм воды.
После предварительного нагрева реактора алюминиевую проволоку 20 подают во впускное отверстие 8 канала 7 в первом электроде 5 со скоростью типично 2 кг/час. Инертный плазменный газ также вводят через канал 7, со скоростью от 2,4 до 6 Нм3/час, предпочтительно 3 Нм3/час.
Электрические характеристики постоянного тока составляют порядка 800 А и от 30 до 40 В при длине столба плазменной дуги от 60 до 70 мм.
Таким образом, алюминиевая проволока 20 испаряется в горячем плазменном газе (этап А на фиг.2). Проволока 20 и плазменный газ 25 постоянно подаются в канал 7 первого электрода 5 по мере испарения проволоки 20 в плазменной дуге. Со временем достигается установившийся режим. Понятно, что скорости подачи проволоки 20 и/или газа 25 могут регулироваться в процессе работы.
Испарившийся алюминий и горячий плазменный газ выходят из реакторной емкости под действием газа, подаваемого через канал 7 в первом электроде 5. Испарившийся алюминий затем быстро охлаждают в зоне 30 охлаждения с помощью потока инертного охлаждающего газа, такого как аргон или гелий, для конденсации субмикронного алюминиевого порошка (этап В на фиг.2). Скорость потока охлаждающего газа составляет от 60 до 120 Нм3/час, а диаметр частиц алюминиевого порошка составляет ≤200 мм (предпочтительно ≤100 мм). После быстрого охлаждения инертным газом температура газа и порошка типично, составляет от 300 до 350°С.
При желании затем можно осуществить этап пассивации в зоне 35 пассивации за зоной 30 охлаждения (этап С на фиг.2). Это можно обеспечить разными путями. Можно рециркулировать охлаждающий газ в водоохлаждаемую камеру кондиционирования, а затем обратно в устройство вместе с кислородом в количестве до 5 об.% для контакта с порошком. Кислород вводится обычно со скоростью приблизительно 1 Нм3/час. Альтернативно, можно использовать отдельный источник пассивирующего газа. Температура во время этапа пассивации обычно составляет от 100 до 200°С.
После этапа пассивации порошковый материал и газовый поток проходят в зону 40 сбора, содержащую фильтровальную ткань (не показана) для отделения порошка от газа (см. этап D на фиг.2). Фильтровальная ткань предпочтительно расположена на заземленном каркасе, чтобы исключить образование электростатического заряда. Газ можно рециркулировать.
После этого порошок можно собирать с фильтровальной ткани, предпочтительно в зоне с контролируемой атмосферой.
Полученный порошковый продукт затем предпочтительно герметизируют в инертном газе в контейнере под давлением выше атмосферного.
При желании можно использовать один или несколько дополнительных электродов, снабженных каналом, для одновременной подачи различных металлов в одну реакторную емкость, чтобы получать, например, порошковые сплавы, субмикронные и нанометровые смеси, оксиды и нитриды. При этом можно использовать общий противоэлектрод или, альтернативно, отдельные противоэлектроды, каждый из которых расположен напротив электрода с каналом в нем. Можно использовать общий или отдельные источники питания, хотя предпочтительнее иметь отдельные источники питания, так как это позволяет использовать различные скорости испарения для разных металлов.
Пример
Данный пример относится к получению нанометрового алюминиевого порошка с помощью технологии атмосферной плазмы постоянного тока, которая представляет собой чистый, контролируемый и направленный источник тепла. Такие алюминиевые порошки можно использовать в процессах спекания в металлургии и в катализе в химической промышленности. Порошки можно использовать для изготовления конструктивных элементов, магнитных пленок, химических покрытий, присадок к маслам, добавок к ракетному топливу, а также во взрывчатых веществах.
В данном процессе используется механизм конденсации газовой фазы. Процесс обеспечивает высокий выход продукции (кг/час) в технологических условиях смешанного инертного газа, после чего следует контролируемая пассивация материала с пневматической транспортировкой и дисперсией при давлении выше атмосферного. Материал получают, охлаждают, пассивируют (т.е. окисляют поверхность в низкотемпературных условиях), собирают и упаковывают в режиме строгого контроля и высокой степени автоматизации.
Исходная проволока (прекурсор), используемая в данном процессе, представляет собой деформируемый сплав с маркировкой 1050А, ASTM=ER1100, DIN=S-A1 9915. Эта проволока имеет номинальный состав 99,5 мас.% А1, основными примесями являются Si и Fe при максимальным содержании 0,25 и 0,40 мас.%, соответственно.
Содержание алюминия и оксида алюминия невозможно определить прямо, поэтому выполнялся количественный элементарный анализ основных компонентов порошка. В расчетах предполагалось, что весь кислород связан в оксиде алюминия со стехиометрией Al2О3. Для определения содержания кислорода использовался предварительно калиброванный анализатор кислорода и азота Leco TC436. Для анализа углерода использовался предварительно калиброванный анализатор углерода и серы Leco CS344. Для анализа порошка на высокие уровни загрязнений применялся рентгеновский флуоресцентный анализ методом энергетической дисперсии (РФЭД). Для количественного анализа растворов на высокие уровни загрязнений, идентифицированных РФЭД, использовался атомно-эмиссионный спектрометр ARL 3410 с индуцируемой плазмой (АЭСИП).
Анализ АЭСИП показал значительные уровни кальция, хотя обнаруженные уровни других загрязнений например, Fe, Na, Zn и Ga, были очень низкими. Поэтому количественный анализ был сконцентрирован на О, С и Са. Содержание Al можно определить как большинство порошка, оставшегося после вычитания оксида алюминия, кальция и углерода. Содержание углерода было принято за элементарное из-за нерастворимого остатка, оставшегося в контейнере во время анализа АЭСИП. Результаты анализа представлены в таблице 1.
Образцы алюминиевого порошка были исследованы под сканирующим электронным микроскопом марки Leica Cambridge S360. Электронные микроснимки были подготовлены, чтобы показать размер и форму частиц. Количественный рентгеноспектральный анализ на основе метода энергетической дисперсии выполнялся для определения элементов, присутствующих в образце, с помощью системы рентгеновского анализа, дополняющей СЭМ.
Вторичный электронный анализ использовали для получения топографических текстурных изображений частиц алюминиевого порошка и соответствующих агломератов. При малом увеличении (в 350 раз) было заметно, что порошковый продукт агломерированный. Размер агломератов составлял от менее 5 мкм до более чем 200 мкм. При больших увеличениях (20000 и 50000 раз) можно было получить изображение отдельных частиц. Их размер (т.е. наибольший размер) составлял приблизительно 100 нм ± 50нм, однако частицы все еще выглядели как скопления. Было определено, что агломераты состояли из этих более мелких частиц. Частицы имели неправильную форму, сферическую или овальную. Предполагается, что такая форма отдельных частиц и процесс агломерации возникают, чтобы минимизировать избыток свободной поверхностной энергии, присущий настолько мелко разделенному материалу. На фиг.3(а) и (b) показаны два вторичных электронных микроснимка.
Исследования под просвечивающим электронным микроскопом (ПЭМ) показали, что частицы имеют в общем сферическую морфологию. Соответствующая работа электронной дифракции показывает, что частицы являются преимущественно монокристаллами.
Удельную поверхность (УП) определяли по абсорбции азота, используя метод непрерывного потока, описанный в BS 4359, часть 1. Исследования УП показали, что она находится в пределах от 25 до 30 м2г-1. На фиг.4 показано изменение удельной поверхности в зависимости от размера частиц для идеального химически чистого сферического алюминиевого порошка. Фиг.4 свидетельствует, что средний размер частиц 90 нм соответствует удельной поверхности от 25 до 30 м2г-1. Таким образом, изображения ПЭМ демонстрируют соответствие анализу УП.
С уменьшением размера частиц порошка доля оксида в порошке будет изменяться неблагоприятно, т.е. будет возрастать доля оксида относительно доли металла. Эта тенденция графически представлена на фиг.5, где принято допущение равномерного слоя оксида толщиной 4,5 мм. Этот слой представляет собой ограниченную диффузией, приставшую, когерентную.и равномерную оксидную пленку, связанную с алюминиевым материалом, образовавшуюся в результате воздействия обогащенной кислородом атмосферой в низкотемпературном режиме.
Анализ состава показал содержание оксида 33 мас.%, что подразумевает размер частиц от 90 до 100 мкм. Это также согласуется с анализом УП и ПЭМ изображениями.
Термический анализ выполнялся с использованием дифференциальной сканирующей калориметрии (ДСК). Прибор был вначале проверен на калибровку температуры и энергии с помощью поверенного индиевого стандарта. Образец нагревали до 750°С со скоростью 10°С мин-1 в воздушном потоке со скоростью 5 мл мин-1. Спектр ДСК показал экзотермический пик (высвобождение энергии) с экстраполированной начальной температурой 538°С. Интервалы пика составили 538-620°С с максимумом на 590° С. После начального нагрева образец охлаждали и снова нагревали в тех же условиях, и при этом экзотермии не наблюдалось. Это свидетельствует о полной и необратимой химической реакции, т.е. окислении алюминия. Этот результат графически показан на фиг.6 и 7.
Метод рентгеновской фотоэлектронной спектроскопии (РФС) чувствителен к поверхности и обычно анализирует 2-3 верхних слоя материала (т.е. 1 нм сверху). Это дает информацию о составе и химическом состоянии. Например, РФС может отличать Al как объемный металл от Al, связанного в оксиде Al2О3. В таблице 2 показаны виды, обнаруженные в анализируемом спектре.
Анализируемый спектр представлен на фиг.8 и показывает присутствие углерода (19 ат.%), кислорода (50 ат.%), алюминия (27 ат.%), азота (0,6 ат.%), натрия (3,3 ат.%) и кальция (0,7 ат.%). Эти значения были вычислены с использованием опубликованных коэффициентов чувствительности (Briggs and Seah, 1990). Детальные спектры были взяты с основного пика для получения химической информации в форме энергий связи, при этом не принимались во внимание такие факторы, как морфология, топография и неоднородность. Углеродный пик использовался для калибровки спектра, т.е. случайное загрязнение углеродом (из окружающей среды), энергия связи 287,4 эВ. Информация о составе относится к двум-трем наружным слоям материала и, следовательно, не должна интерпретироваться как объемный химический состав материала.
Пик А12 показал два наложенных компонента из-за металла и собственного оксида с энергиями связи 72,1 эВ и 74,1 эВ, соответственно. Тот факт, что можно было обнаружить металлический алюминий, связанный через оксид с внутренней частью частиц, т.е. с металлом основы, свидетельствует о наличии тонкого верхнего слоя менее, чем 2-3 монослоя (кристаллография: корунд имеет ромбоэдрическую кристаллическую систему, где а=b=с=12,98 ангстрем). Было замечено, что углеродный пик состоял из двух компонентов, т.е. загрязнения из окружающей среды и карбида. Углерод не был категорически связан с каким-либо из обнаруженных видов металлов. Натрий вероятно присутствует в виде карбоната (Na2CO3).
Толщину монослоя можно оценить с помощью уравнений Де Бирса-Ламберта и соответствующих допущений.
Уравнение Де Бирса-Ламберта, вариант 1
Iox=I0ox[1-exp(-d/λsinθ)]
(1) Уравнение Де Бирса-Ламберта, вариант 2:
Ielement=I0element[exp(-d/λsinθ)]
(2)
где λ - неупругий средний свободный пробег электрона,
λ=0,05(КЕ)0,5нм=0,5(1486,6-73)0,5=1,8799 нм (КЕ=кинетическая энергия испускаемого электрона).
Если оксид является собственным для данного элемента металлического материала, то I0 и λ, приблизительно равны. Следовательно, разделив уравнение 1 на уравнение 2, можно получить уравнение, связывающее относительные интенсивности сигнала А1 с толщиной оксидного слоя:
Iox/I0element=exp(-d/λsinθ )-1
(3)
Для данного уравнения использованы следующие допущения:
(i) поверхности плоские,
(ii) оксидный слой имеет равномерную толщину,
(iii) этот слой непрерывный и
(iv) поверхности планарные.
В результате данного вычисления было определено, что оксидный слой имеет толщину приблизительно 2-3 нм, что согласуется с анализом состава, анализом УП и изображениями СЭМ. Изменчивость связана с неточностью допущений, принятых при вычислениях. Эти вычисления очень неточные, однако данный метод анализирует образец на максимальную глубину самого верхнего нанометра образца. Это значит, что поскольку в области спектра наблюдения обнаружен сигнал основного металла, толщина оксида должна быть меньше 5 нм, что является определенным заключением, связанным с природой характеризующего излучения.
Порошковый материал согласно настоящему изобретению имеет следующие характеристики:
1. По составу материал представляет собой смесь металлического алюминия и оксида алюминия, что согласуется с добавлением кислорода в материал во время обработки в условиях низкотемпературного окисления, т.е. окисляется практически только поверхность.
2. Изображения свидетельствуют, что сформированный материал имеет морфологию мелких сферических частиц со средним диаметром от 70 до 130 нм (более предпочтительно от 80 до 120 нм, а еще более предпочтительно, приблизительно, 100 нм). Это подтверждает классификацию материала как наноматериала.
3. Частицы агломерированы таким образом, что скопления частиц связаны слабыми силами, которые можно преодолеть подходящими средствами, например, путем разрушения ультразвуком.
4. Анализ удельной поверхности показал, что материал имеет удельную поверхность в интервале от 15 до 40 м2г-1, более предпочтительно в интервале от 25 до 30 м2г-1. Это согласуется с размером частиц от 75 до 95 нм.
5. Термический анализ показал, что происходит полная и необратимая химическая реакция на воздухе при 550-650°С. Это соответствует термически обусловленному окислению.
5. Специфический анализ поверхности показал, что оксидный компонент порошка связан с поверхностью и что этот слой имеет толщину меньше, чем приблизительно 5 нм. Следовательно, данный материал можно описать как дискретно капсулированный.
Предложенные устройство и способ обеспечивают упрощенную технологию получения и сбора порошков субмикронных и нанометровых размеров. В предпочтительном варианте передаваемая плазменная дуга образуется между дуговым рабочим концом удлиненного графитового электрода и противоэлектродом, выполненным как часть графитового реакторного тигля.
Предложенное устройство может работать без использования каких-либо водоохлаждаемых элементов внутри плазменного реактора и позволяет пополнять сырье без остановки реактора.
Реактивность субмикронных и нанометровых металлов, таких как алюминий, представляет рабочий риск, если есть вероятность контакта с водой, реактивными жидкостями или реактивными газами, такими как воздух и кислород. Описанная стадия пассивации делает порошковый материал более пригодным для транспортировки.
Реферат
Изобретение относится к порошковой металлургии, в частности к получению плазменным испарением порошков алюминия субмикронных и нанометровых размеров. Плазменно-дуговой реактор для получения порошка из твердого материала в форме проволоки содержит первый электрод и второй электрод, выполненный с возможностью удаления от первого электрода на расстояние, достаточное для образования плазменной дуги между ними, средство для ввода плазмообразующего газа в пространство между первым и вторым электродами, средство для формирования плазменной дуги в пространстве между первым и вторым электродами, причем первый электрод имеет проходящий через него канал, выпускное отверстие которого выходит в пространство между первым и вторым электродами, и предусмотрено средство для подачи твердого материала в форме проволоки через канал для выхода из него через выпускное отверстие в пространство между первым и вторым электродами. При получении пассивированного алюминиевого порошка в реактор подают алюминиевую проволоку в плазму инертного газа, в которой алюминий испаряется, испарившийся алюминий охлаждают инертным газом для конденсации порошка алюминия и окисляют поверхность порошка алюминия пассивирующим газом. Обеспечивается повышение производительности и получение нанометровых и субмикронных порошков с высоким постоянством размеров и незначительными силами сцепления частиц. 3 н. и 43 з.п. ф-лы, 8 ил., 2 табл.

Комментарии