Способ и установка для получения электропроводящей схемы на поверхности - RU2638024C2
Код документа: RU2638024C2
Чертежи

Описание
ОБЛАСТЬ ТЕХНИКИ
Изобретение в целом относится к методике получения на подложке проводящих схем. В частности, изобретение относится к области, в которой проводящие схемы получают с помощью печати.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Печатная электроника, по-видимому, держит обещание по обеспечению экономически выгодной интеграции электронных функциональных средств в широкий ассортимент потребительских товаров. Здесь следует отметить, что, даже если традиционные монтажные платы на основе эпоксидных или полиэфирных материалов часто называют печатными монтажными платами (сокращенно ПМП), они не обязательно соответствуют определению печатной электроники. При производстве ПМП применение (трафаретной) печати ограничено получением схем с чернилами, стойкими к травителю, перед вытравливанием ненужной меди, а также получением видимых знаков на поверхности готовой во всех других отношениях платы. Настоящая печатная электроника означает, что проводящие, полупроводниковые и/или возможно другие схемы, составляющие реальные функциональные элементы электронной цепи, образуются на подложке в процессе печати. Хотя это и не обязательно, но предпочтительно, если способ, применяемый для создания печатной электроники, относится к так называемому типу "с рулона на рулон", в котором подложка может поступать в виде длинной свернутой в рулон ленты, которую разворачивают для проведения этапа печати, а после него вновь сворачивают в рулон. Другим широко применяемым механизмом подачи является подача листов, в котором подложка поступает в виде большого количества листов, на которых производится печать.
Ключевой проблемой в получении печатной электроники является обеспечение распределения и закрепления проводящего материала исключительно на требуемых участках подложки. В заявке РСТ, опубликованной под номером WO 2009/135985, приведен краткий обзор известных способов, которые включают нанесение покрытия электроосаждением, трафаретную печать, флексографическую и ротационную глубокую печать. Другие известные способы включают струйную печать и офсетную печать проводящими чернилами. Недостатком многих из известных способов является необходимость использования дорогостоящего сырья, например, чрезвычайно мелкозернистого металлического порошка, имеющего достаточно малый размер зерен, чтобы они не закупоривали распылительные сопла или подобные устройства.
В упомянутой заявке РСТ раскрыт усовершенствованный способ, согласно которому с помощью либо пространственно распределенного электрического заряда, либо с помощью клеящего вещества, или применяя и то и другое, на подложку сначала наносят схемы, притягивающие проводящие частицы. Проводящие частицы (которые в этом случае могут иметь гораздо большие размеры, чем, например, при струйном нанесении) распределяются по структурированной подложке таким образом, что прикрепляются только к требуемым участкам. Затем используют устройство спекания с нагретыми валиками для спекания покрытых частицами схем в готовые проводящие дорожки и области, прикрепленные к подложке. Содержание заявки РСТ, опубликованной под номером WO 2009/135985, включено в настоящее описание посредством ссылки.
Несмотря на то, что этот усовершенствованный способ имеет очевидное преимущество перед многими другими способами предшествующего уровня техники, он может быть усовершенствован в таких областях как прочность на отрыв, непрерывность проводимости, применимость разных проводящих соединений и рулонных материалов, а также скорость производства.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Преимущественной особенностью воплощений настоящего изобретения является предложение способа и установки для получения на подложке проводящих схем, отличающихся хорошей адгезией, высокой прочностью на отрыв и высокой непрерывностью проводимости.
Цели изобретения достигаются путем нагревания проводящих частиц, прикрепленных к подложке, до температуры, превышающей температуру их плавления, с последующим их прижиманием к подложке в холодном зазоре, эффективная температура которого ниже указанной температуры плавления.
Согласно одному из аспектов изобретения, проводящие частицы, предварительно прикрепленные к подложке, нагревают, предпочтительно бесконтактным способом нагревания, до температуры, превышающей характеристическую температуру плавления проводящих частиц. "Характеристическая" температура плавления означает, например, что, если проводящие частицы представляют собой композиционные частицы, где два или несколько компонентов остаются отдельными в разных частицах и/или даже в составе одной частицы, мы говорим о температуре плавления, при которой такой компонент плавится, что оказывает преобладающее влияние на сцепление внутри расплава, получаемого из множества расплавленных частиц. Согласно другому определению "характеристической" температурой плавления называют температуру, при которой и/или выше которой рассматриваемое вещество начинает в основном вести себя как более или менее вязкая текучая среда. Если проводящие частицы однородны по составу и состоят только из одного металла или сплава, имеющего четко выраженную температуру плавления, то очевидно, что характеристическая температура плавления представляет собой температуру плавления такого металла или сплава.
Вскоре после нагревания, в течение периода времени, которого недостаточно для того, чтобы расплавленный проводящий материал затвердел в значительной степени, подложку с расплавленной проводящей схемой транспортируют в так называемый холодный зазор, где к поверхности структурированной подложки прикладывают давление. "Холодный" зазор означает, что температура по меньшей мере одного из объектов, контактирующих в зазоре со структурированной подложкой, ниже характеристической температуры плавления. Она не обязательно должна быть намного ниже; как раз наоборот, во многих случаях было признано целесообразным, чтобы температура в холодном зазоре была лишь немного ниже температуры плавления. Таким образом, валики или другие объекты, участвующие в осуществлении "холодного" зазора, в действительности могут быть относительно горячими по сравнению с комнатной температурой. Также следует принять во внимание, что давление влияет на фазовые переходы, помимо его воздействия на распределение и коалесценцию расплавленного проводящего материала. Комбинация давления и температуры в холодном зазоре такова, что проводящий материал покидает зазор в основном в отвержденном состоянии и образует по существу проводящие накладки требуемого размера и формы, расположенные на нужном участке поверхности подложки.
Отдельная группа воплощений изобретения включает способ получения электропроводящей схемы на поверхности, включающий следующие этапы:
- перенос электропроводящих твердых частиц на область заданной формы на поверхности подложки, которая содержит один из следующих материалов: бумагу, картон, полимерную пленку, текстиль, нетканый материал,
- нагревание электропроводящих твердых частиц до температуры, превышающей характеристическую температуру плавления электропроводящих твердых частиц, с образованием расплава, и
- прижимание расплава к подложке в зазоре, где температура поверхности той части зазора, которая контактирует с расплавом, ниже характеристической температуры плавления.
Другая отдельная группа воплощений изобретения относится к установке для получения электропроводящей схемы на поверхности, включающей:
- устройство подачи частиц, сконструированное с возможностью переноса электропроводящих твердых частиц на область заданной формы на поверхности подложки, которая содержит один из следующих материалов: бумагу, картон, полимерную пленку, текстиль, нетканый материал,
- нагреватель, сконструированный с возможностью нагревания электропроводящих твердых частиц на поверхности подложки до температуры, превышающей характеристическую температуру плавления электропроводящих твердых частиц, с образованием расплава,
- зазор, сконструированный с возможностью прижимания расплава к подложке, и
- регулятор температуры зазора, сконструированный с возможностью поддержания температуры поверхности той части зазора, которая контактирует с расплавом, ниже характеристической температуры плавления.
Новые признаки, которые характеризуют изобретение, изложены, в частности, в приложенной формуле изобретения. Однако само изобретение, как в отношении конструкции, так и способа осуществления, наряду с дополнительными объектами и преимуществами изобретения, станет более понятно после прочтения нижеследующего описания конкретных примеров осуществления, сопровождаемых чертежами.
Примеры осуществления изобретения, представленные в настоящей патентной заявке, не должны рассматриваться как примеры, ограничивающие применимость приложенной формулы изобретения. В этой патентной заявке глагол "содержать" употребляется в неограничивающем контексте, который не исключает наличие других, не рассмотренных признаков. Если явным образом не указано иное, из признаков, перечисленных в зависимых пунктах формулы изобретения, могут быть свободно составлены различные комбинации.
Фиг. 1 иллюстрирует способ и установку согласно одному из примеров осуществления изобретения,
Фиг. 2 иллюстрирует перенос электропроводящих твердых частиц на подложку согласно одному из примеров осуществления изобретения,
Фиг. 3 иллюстрирует перенос электропроводящих твердых частиц на подложку согласно другому примеру осуществления изобретения,
Фиг. 4 иллюстрирует перенос электропроводящих твердых частиц на подложку согласно еще одному примеру осуществления изобретения,
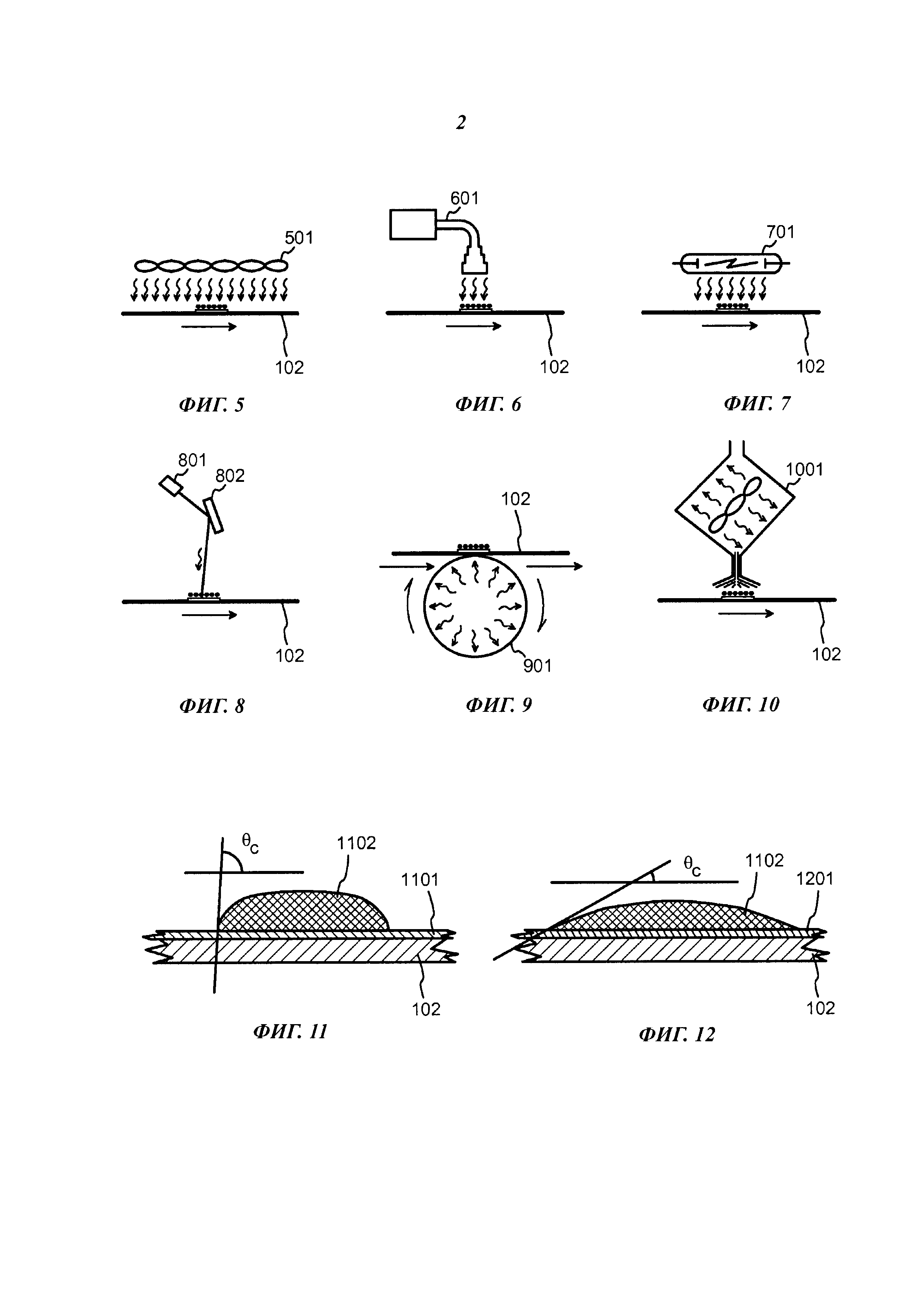
Фиг. 5 иллюстрирует нагревание инфракрасным излучением,
Фиг. 6 иллюстрирует нагревание излучением с длиной волны порядка миллиметра или микрометра,
Фиг. 7 иллюстрирует нагревание с помощью импульсной лампы,
Фиг. 8 иллюстрирует нагревание лазером,
Фиг. 9 иллюстрирует применение нагретого валика для нагревания,
Фиг. 10 иллюстрирует применение потока нагретого газа для нагревания,
Фиг. 11 иллюстрирует расплав с относительно большим контактным углом, и
Фиг. 12 иллюстрирует расплав с относительно малым контактным углом.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На Фиг. 1 представлена принципиальная схема способа и установки согласно одному из примеров осуществления изобретения. Механизм устройства манипуляций с подложкой включает устройство 101 для подачи подложки, которое может представлять собой, например, узел разматывания, в котором волокнистый материал разматывают из рулона, или устройство пакетной подачи, в котором листы или соответствующие плоские куски подложки отбирают из пачки. В общем, подложка обозначена позицией 102, и она может быть из любого материала и иметь различную форму и толщину. Хорошими материалами для подложки считаются бумага, картон и полимерные пленки (пластики); но и другие аналогичные непроводящие поверхности также могут быть использованы.
Условие непроводимости основано на том, что изготовление схем, которые являются проводящими, в особенности для целей печатной электроники, имеет небольшое значение, если подложка также является проводящей, так что она замыкала бы накоротко схемы друг с другом. По этой причине бумага или картон могут иметь покрытие, могут не иметь покрытия, могут не содержать древесины или содержать древесину. Также возможно использование многослойных подложек, и в этом случае подложка не обязательно должна быть совершенно непроводящей - достаточно, если непроводящей будет поверхность, на которую будут наносить с помощью печати проводящие схемы. Другие возможные материалы подложки включают, например, текстиль, нетканые материалы, монтажные платы электронного производства, формованные изделия и стекло. Дополнительные возможности включают строительные материалы, такие как обои и напольные покрытия, необожженную и обожженную керамику, (био)полимерные основы и композиционные материалы. Каждая из перечисленных подложек имеет свои собственные области применения и преимущества.
В примере, представленном на Фиг. 1, подразумевается, что устройство 101 для подачи подложки также включает средство для создания адгезионной зоны 103 на поверхности подложки 102. Для целей настоящего изобретения создание адгезионной зоны не обязательно, но это может упростить следующий этап способа. Адгезионная зона характеризуется тем, что прилипание электропроводящих твердых частиц (которые будут перенесены на поверхность подложки на следующем этапе) к подложке в пределах адгезионной зоны сильнее, чем за ее пределами. Для целей настоящего изобретения не важно, что есть на самом деле механизм усиления адгезии; он может представлять собой, например, дисперсионную адгезию (т.е. приклеивание) или электростатическую адгезию. В качестве примера первого из упомянутых вариантов, устройство 101 для подачи подложки может включать участок нанесения клеящего вещества с помощью печати или нанесения лака (отдельно не показан), сконструированный с возможностью распределения клеящего вещества или лака на подложке с целью создания адгезионной зоны заданной формы. Если исходить из электростатической адгезии, устройство 101 для подачи подложки может включать участок зарядного устройства, сконструированный с возможностью создания пространственного распределения статического электрического заряда в подложке (или на поверхности подложки) для создания адгезионной зоны заданной формы. В некоторых случаях может потребоваться, чтобы адгезионная зона 103 закрывала всю поверхность подложки, либо потому, что на всю поверхность будет нанесена проводящая схема, либо потому, что форма и размер проводящей схемы будет определяться селективным переносом электропроводящих твердых частиц только на часть адгезионной зоны. Следовательно, можно заключить, что предельным случаем понятия "заданная форма" является форма всей подложки.
Этап способа, представленный на участке 104 Фиг. 1, включает перенос электропроводящих твердых частиц на область заданной формы, расположенную на поверхности подложки 102. Следовательно, часть установки, отвечающую за выполнение операций в участке 104, можно назвать устройством подачи частиц, которое сконструировано с возможностью выполнения переноса электропроводящих твердых частиц на область заданной формы на поверхности подложки 102. Возможные примеры осуществления устройства подачи частиц будут более подробно описаны далее по тексту. В примере осуществления, представленном на Фиг. 1, подразумевается, что электропроводящие твердые частицы селективно наносят только на адгезионные зоны, созданные в устройстве 101 для подачи подложки. Электропроводящие твердые частицы также могут быть перенесены на поверхность подложки способом, который одновременно включает создание необходимой адгезии. Например, электропроводящие твердые частицы могут поступать как часть композиции, которая содержит, кроме электропроводящих твердых частиц, текучее или желатинообразное вещество, имеющее клейкие свойства. Это может полностью устранить необходимость в подготовке адгезионных зон 103 на любом этапе, предшествующем участку 104; с другой стороны, исключение подготовки адгезионных зон может накладывать более строгие требования к точности работы устройства подачи частиц, поскольку оно одно должно гарантировать, что электропроводящие твердые частицы будут наноситься только на требуемые заранее определенные области поверхности подложки.
Этап способа и участок установки, схематически обозначенные позицией 105, включают нагревание электропроводящих твердых частиц до температуры, превышающей характеристическую температуру плавления электропроводящих твердых частиц. Применение нагревателя, сконструированного с возможностью осуществлять бесконтактный способ нагрева, включает то преимущество, что нагревание не будет вызывать размазывание или нежелательные макроскопические изменения в пространственном распределении проводящего материала на поверхности подложки. Другими словами, электропроводящее вещество остается на том месте, где оно и должно быть. Однако изобретение не исключает применения контактных способов нагревания. В частности, если в контактном способе нагревания используют очень низкое давление контакта, он может иметь такие же характеристики, препятствующие размазыванию. В результате нагревания получают расплав.
Этап способа и участок установки, схематически обозначенные позицией 106, представляют так называемый холодный зазор, где определение "холодный" следует понимать как "относительно холодный" по сравнению с предшествующим участком, в котором производят нагревание. Расплав, полученный путем нагревания на участке 105, в холодном зазоре прижимают к подложке 102. Поскольку изобретение позволяет (но не требует) применять клеящее вещество на поверхности подложки для создания адгезионной зоны 103, прижимание расплава к подложке по существу включает как прижатие расплава непосредственно к подложке, так и прижатие расплава к слою клеящего вещества, расположенному на поверхности подложки между расплавом и подложкой. Температура поверхности той части холодного зазора, которая контактирует с расплавом, ниже характеристической температуры плавления, которая обсуждалась выше. Таким образом, в холодном зазоре будет вновь происходить затвердевание прежде расплавленного материала из первоначально твердых электропроводящих частиц, но в этот раз не в виде отдельных частиц, а в виде по существу непрерывного электропроводящего слоя, закрывающего ту область поверхности подложки, на которую в устройстве 104 подачи частиц были перенесены электропроводящие твердые частицы.
Обнаружено, что предпочтительно поддерживать эффективную температуру (т.е. температуру поверхности той части холодного зазора, которая контактирует с расплавом) в холодном зазоре лишь ненамного ниже характеристической температуры плавления. Это предотвращает, например, преждевременное затвердевание расплава до его прижимания к подложке. Это также обеспечивает достаточно медленное протекание затвердевания, так что под давлением, создаваемом в зазоре, расплав в течение некоторого времени находится к текучей форме и образует по существу непрерывный слой электропроводного материала, что и является целью, а также заполняет возможные поры или пустоты в поверхности подложки, что усиливает адгезию. С другой стороны, преимуществом применения холодного зазора (а не горячего, в котором бы расплав оставался в расплавленном состоянии) является то, что, несмотря на создаваемое в зазоре давление, края желаемой проводящей схемы будут в основном сохранять свое расположение и размер. Другими словами, расплавленный проводящий материал не будет растекаться по поверхности подложки, заполняя, загрязняя или просачиваясь в те области поверхности, которые должны оставаться непроводящими.
Согласно одному из примеров осуществления изобретения, разность между температурой холодного зазора и характеристической температурой плавления составляет не более чем приблизительно 50-60 градусов по Цельсию, т.е. температура поверхности той части зазора, которая контактирует с расплавом, не более чем на 60 градусов по Цельсию ниже характеристической температуры. плавления. Во многих случаях может быть применена даже меньшая разность температур. Обнаружено, что оптимальная разность между температурой холодного зазора и характеристической температурой плавления зависит, по меньшей мере до некоторой степени, от скорости, с которой подложка движется в ходе процесса. В одной из испытательных установок подложка двигалась со скоростью 6 метров в минуту, и характеристическая температура плавления была от 175 до 177 градусов по Цельсию, включая конечные значения диапазона, а температура холодного зазора составляла 142 градуса по Цельсию. При тех же условиях, но при увеличенной до 10 метров в минуту скорости движения, было обнаружено, что оптимальная температура холодного зазора составляла 151 градус по Цельсию. Общее заключение, сделанное при проведении испытаний в испытательной установке, состояло в том, что при скоростях движения, изменяющихся от 5 до 10 метров в минуту, следует выбирать температуру холодного зазора в диапазоне от 135 до 155 градусов по Цельсию, включая конечные значения диапазона, причем более высокие скорости движения соответствуют более высоким температурам холодного зазора.
Следует отметить, что при нагревании металлического сплава, применяемого в испытательной установке, он начинает размягчаться уже при 135 градусах по Цельсию, но полностью плавится только при 177 градусах по Цельсию (отсюда отчасти нежесткая величина характеристической температуры плавления, которая использована в примере, рассмотренном выше). Для неэвтектических сплавов металлов типично иметь так называемые температуры солидуса и ликвидуса, между которыми сплавы существуют в виде пасты из твердых частиц в расплаве более низкоплавкой фазы. Для некоторых неэвтектических сплавов температуру ликвидуса лучше рассматривать как характеристическую температуру плавления, поскольку выше температуры ликвидуса рассматриваемое вещество будет вести себя преимущественно как текучая среда. Однако для некоторых других неэвтектических сплавов поведение вещества между температурами солидуса и ликвидуса настолько подобно поведению текучей среды (например, если сплав двух металлов содержит лишь относительно небольшое количество более высокоплавкого металла), что за характеристическую температуру плавления можно принимать температуру солидуса (или некоторую другую температуру, лежащую между температурами солидуса и ликвидуса).
В общем, было обнаружено, что неэвтектические сплавы очень хорошо подходят для целей настоящего изобретения, и даже более пригодны, чем эвтектические сплавы или чистые металлы, имеющие одну четко определенную температуру плавления. Это особенно верно для неэвтектических сплавов вышеупомянутого типа, которые начинают вести себя подобно текучей среде уже при температуре ниже их температуры ликвидуса. Частично расплавленный сплав может вести себя подобно "каше" или относительно вязкой текучей среде, движение которой по поверхности подложки предсказуемо и легко регулировать. Кроме того, температурный диапазон между температурами солидуса и ликвидуса позволяет регулировать температуры в различных участках установки с некоторыми допусками. Напротив, эвтектический сплав или чистый металл может иметь очень резкий переход между совершенно твердым состоянием и жидким состоянием с очень низкой вязкостью, что затрудняет поддержание требуемых температур и регулирование потока проводящего материала во время и после нагревания.
Утверждение, что получаемые проводящие схемы по существу непрерывны, означает, что они должны быть непрерывными только до такой степени, чтобы на всем протяжении каждой схемы они имели требуемое сечение проводящего вещества, так чтобы электрическое сопротивление не становилось чрезмерно высоким. Другим фактором, определяющим требуемую непрерывность (и точность расположения), является размер контактных столбиков в компонентах, которые будут присоединены к печатным проводящим схемам, а также точность, с которой будет произведено это присоединение. Легко понять, что, если типичный размер контактных столбиков составляет порядка квадратного миллиметра, то отдельные поры в соответствующей печатной проводящей схеме могут быть вполне допустимы, если они имеют размер меньше, например, порядка нескольких сотен микрометров или менее.
В некоторых примерах осуществления изобретения может быть даже предпочтительно поддерживать температуру так называемого холодного зазора равной или почти равной характеристической температуре плавления используемого электропроводящего материала. Даже если это может означать, что действительное затвердевание материала происходит только непосредственно на выходе из холодного зазора, а не в самом холодном зазоре, давление, оказываемое валиками холодного зазора, может оказывать весьма положительное влияние, например, на адгезию и гладкость поверхности.
Механизм устройства манипуляций с подложкой, схематично представленный на Фиг. 1, включает приемник 107 подложки, в котором производят сбор подложки с готовыми проводящими схемами на ее поверхности. Приемник 107 подложки может содержать, например, узел намотки или устройство для сбора в пачку, где, соответственно, подложку в виде непрерывной ленты сматывают в рулон или части листовидной подложки укладывают в пачку. Приемник 107 подложки также может содержать средства для последующей обработки, сконструированные с возможностью проведения последующей обработки подложки после формирования на ней проводящих схем, например, проведения охлаждения, удаления статического электрического заряда, нанесения покрытия, испарения летучих компонентов веществ, присутствующих в подложке или на ней, или других подобных операций.
Далее мы рассмотрим несколько примеров осуществления на практике некоторых участков, описанных выше. На Фиг. 2 представлен пример осуществления изобретения, в котором адгезионные зоны 103 получают, распределяя по подложке 102 клеящее вещество с помощью устройства 201 для нанесения клея. К настоящему моменту известно огромное множество способов нанесения клеящего вещества на поверхность плоской, листовидной или непрерывной подложки, и для целей настоящего изобретения не важно, какой именно способ применяют. В схеме, представленной на Фиг. 1, задачу нанесения клеящего вещества выполняет устройство 101 для подачи подложки.
Таким образом, участки нанесенного клеящего вещества составляют адгезионные зоны. Для переноса электропроводящих твердых частиц на эти зоны подложку пропускают мимо передаточного валика 202, который в этом примере осуществления изобретения имеет слегка липкую поверхность и вращается в среде псевдоожиженного слоя 203 порошкообразных электропроводящих твердых частиц. Эти частицы на некоторое время прилипают к поверхности передаточного валика 202 и одновременно приобретают электрический заряд определенной полярности. Противоэлектрод 204 противоположной полярности располагают позади транспортируемой подложки таким образом, что, когда на электрически заряженные проводящие частицы воздействует создаваемое электрическое поле, они начинают мигрировать к противоэлектроду 204. Те электропроводящие частицы, которые вступают в контакт с клеящим веществом, остаются в этом веществе, в то время как остальные частицы возвращаются в псевдоожиженный слой 203 порошка.
Применение электрического поля представляет собой лишь дополнительный признак этого примера осуществления изобретения. При подходящем подборе размеров можно осуществлять перенос электропроводящих твердых частиц с передаточного валика 202 на адгезионные зоны только за счет адгезионных свойств липкой поверхности передаточного валика, с одной стороны, и адгезионных зон, с другой стороны. Частицы, временно прикрепленные к слегка липкой поверхности передаточного валика, более прочно прилипают к адгезионной зоне при контакте с ней и, следовательно, отрываются от поверхности передаточного валика, в то время как частицы, которые контактируют с необработанной клеем поверхностью подложки 102, остаются на передаточном валике. Поверхность передаточного валика, будучи «липкой», не ограничивает способ создания адгезии между валиком и электропроводящими твердыми частицами; в частности, адгезия между поверхностью передаточного валика и электропроводящими твердыми частицами не ограничена дисперсионной адгезией, подобной адгезии, создаваемой клеящими химическими соединениями в клейких лентах. Если электропроводящие твердые частицы обладают магнитными свойствами, то сцепление может быть основано на магнетизме. Также может быть применена электростатическая адгезия, если это позволяют материалы и их свойства.
На Фиг. 3 представлен пример осуществления изобретения, в котором как создание адгезионных зон, так и перенос электропроводящих твердых частиц осуществляли иным образом. Для создания адгезионных зон, воспользовавшись тем фактом, что подложка как таковая не является проводником электричества и, таким образом, препятствует спонтанному уравниванию электрического заряда, в подложке создают пространственное распределение статического электрического заряда. В этом примере осуществления пространственное распределение статического электрического заряда создают с помощью проволочного коронирующего электрода 301, который испускает отрицательные заряды внутри вращающегося сетчатого валика 302. В направлении подложки 102 установлен противоэлектрод 303, имеющий более положительный потенциал, чем проволочный коронирующий электрод 301, в результате чего создается электрическое поле, ускоряющее электроны по направлению к подложке 102. Те электроны, которые проходят через отверстия в сетчатом валике 302, достигают поверхности подложки, образуя локальные участки избыточного отрицательного заряда. Они формируют адгезионные зоны 103.
Для перемещения электропроводящих твердых частиц к подложке применяют струю 304 частиц, которая может быть непрерывной или синхронизированной с известным расположением электрически заряженных адгезионных зон на участке, куда направлена струя 304 частиц. Приложение к струе 304 частиц положительного напряжения приводит к тому, что электропроводящие твердые частицы приобретают положительный заряд, который заставляет их перемещаться в направлении электрически заряженных адгезионных зон под действием кулоновских сил. Сбор тех электропроводящих твердых частиц, которые отскакивают от подложки или в силу иных причин не прикрепляются к адгезионным зонам, производят с помощью системы 305 сбора.
В одном из примеров осуществления изобретения, который внешне напоминает пример осуществления, представленный на Фиг. 2, и который, таким образом, также может быть представлен Фиг 2, включает создание пространственного распределения электрического заряда на внешней поверхности диэлектрического передаточного валика. Электропроводящие твердые частицы вводят в контакт с поверхностью диэлектрического передаточного валика, на которой электропроводящие частицы временно удерживаются на месте за счет кулоновского взаимодействия, но только на участках, которые соответствуют требуемым проводящим схемам, которые должны быть сформированы на подложке. Для переноса электропроводящих твердых частиц на поверхность подложки к подложке прижимают диэлектрический передаточный валик.
Для переноса электропроводящих твердых частиц на адгезионные зоны или для их прикрепления к адгезионным зонам необязательно применять электрические поля. Перемещение электропроводящих твердых частиц может быть произведено исключительно механическими средствами, особенно в тех примерах осуществления изобретения, в которых для создания адгезионных зон по подложке распределяют клеящее вещество. Например, в таких примерах осуществления может быть применена струя 304 частиц и система 305 сбора, представленные на Фиг. 3, на которые не подают напряжение.
На Фиг. 4 схематично представлен пример осуществления изобретения, в котором электропроводящие твердые частицы переносят на соответствующую область поверхности подложки в виде части композиции 401, которая помимо электропроводящих твердых частиц содержит текучее или гелеобразное вещество. Для этой цели устройство подачи частиц содержит аппликатор, который схематично представлен на Фиг.4 позицией 402. Композиция 401 может быть названа пастой. Точная конструкция аппликатора 402 не слишком важна для целей настоящего изобретения; например, известен ряд различных методик нанесения пастообразных композиций на желаемые участки плоской подложки, которые применяют для нанесения пасты припоя на монтажные платы.
Следует отметить, что настоящее изобретение позволяет использовать электропроводящие твердые частицы относительно больших размеров; это относится как к примерам осуществления, в которых частицы составляют часть пастообразной композиции, так и к примерам осуществления, в которых частицы переносят на подложку в виде сухого порошка. Это важно отметить, поскольку, чем меньше требуемый размер электропроводящих твердых частиц, тем выше их стоимость. Например, на момент составления этого описания известны содержащие серебро пасты, рекомендованные для применения в струйной печати, в которых максимальный размер частиц серебра составляет один микрометр, а стоимость составляет несколько тысяч долларов за литр. Для сравнения: частицы оловосодержащих сплавов размером порядка десятков микрометров могут быть по цене лишь несколько десятков долларов за килограмм. Последние прекрасно подходят для целей настоящего изобретения.
Также следует отметить, что, если, например, в аппликаторе 402 применяется трафаретный способ нанесения, и плотность электропроводящих частиц в пасте для печати достаточно высока, то, в принципе, возможно применение - возможно после сушки, применяемой для испарения летучих соединений из пасты для печати, - областей трафаретной печати непосредственно в качестве проводящих схем на подложке. Однако, как показывает практика, сложно было бы достичь требуемых высоких величин непрерывности в проводимости, а также сопротивления изгибу и прочности на отрыв, если бы не использовались нагревание и холодный зазор согласно примерам осуществления настоящего изобретения. Другие способы печати, которые могут быть использованы в качестве схематично представленного аппликатора 402, включают, без ограничений, офсетную печать, глубокую печать, флексографическую печать, типографскую печать и струйную печать.
Согласно настоящему изобретению неважно, были или не были созданы на поверхности подложки определенные адгезионные зоны перед нанесением пасты, содержащей электропроводящие твердые частицы. Преимущество использования клеящего вещества или грунтовки для создания адгезионных зон может состоять в менее жестких требованиях к клеящим свойствам текучего или гелеобразного вещества, содержащегося в пасте. Если создают адгезионные зоны, то для их создания может быть применен любой из вышеупомянутых способов. Дополнительно адгезионные зоны могут быть предназначены для предварительной обработки поверхности подложки с целью достижения требуемых для пасты свойств текучести и смачиваемости и/или, после нагревания, для достижения требуемых для расплава свойств текучести и смачиваемости.
Некоторые примеры способов и нагревателей для бесконтактного нагревания, имеющих подходящие конструкции, представлены на Фиг. 5-10. В каждом случае схематично изображена подложка 102 и ее предполагаемое перемещение мимо нагревателя. На Фиг. 5 представлено нагревание посредством инфракрасного излучения, генерируемого излучателем 501, а на Фиг. 6 представлено нагревание посредством излучения с длиной волны порядка микрометра или миллиметра, генерируемого источником 601 излучения указанной длины волны. В представленных примерах осуществления, как и во всех примерах осуществления, в которых повышение температуры электропроводящих твердых частиц происходит за счет поглощения частицами электромагнитного излучения, могут быть использованы различные характеристики поглощения электропроводящих твердых частиц и подложки. Та же концепция верна для индукционного нагревания, которое может быть применено для нагревания электропроводящих твердых частиц, поскольку подложка является диэлектриком, в ней не могут быть индуцированы электрические токи и она, таким образом, будет оставаться относительно холодной.
Фиг. 7 иллюстрирует нагревание под действием оптического излучения широкого спектра, которое в этом случае генерирует электрическая разрядная лампа 701, которая может быть аналогична лампам, применяемым в так называемом отжиге тонкопленочных покрытий импульсными лампами. На Фиг. 8 представлен пример осуществления изобретения, в котором нагревание производят под действием лазерного излучения, поступающего из источника 801 лазерного излучения, которое направляют на требуемые участки поверхности подложки с помощью регулируемых оптических устройств 802. Комбинированное применение регулируемых зеркал и затворов позволяет направлять луч лазера точно на те участки поверхности подложки, в которых имеются электропроводящие твердые частицы, подлежащие нагреванию. Это может быть особенно полезным в тех случаях, когда подложка относится к материалам, ненужного нагревания которых следует избегать.
Следует отметить, что определение способа нагревания как бесконтактного, строго говоря, означает, что контакт отсутствует только для электропроводящих твердых частиц; в этих примерах осуществления изобретения контакт, например, с другими частями подложки не исключается. Таким образом, настоящее определение касается также примера осуществления, изображенного на Фиг. 9, в котором нагревание осуществляют приведением в соприкосновение другой поверхности подложки 102 с нагретым объектом, которым в этом случае является нагретый валик 901. На Фиг. 10 представлен еще один альтернативный способ бесконтактного нагревания, в котором поток горячего газа поступает от нагревателя 1001 к поверхности подложки 102.
Способом контактного нагревания с применением очень низкого контактного давления может являться, например, способ, в котором поверхность, по которой распределены электропроводящие частицы, пропускают мимо нагретого валика, но без приложения значительного давления. Для того чтобы контакт между валиком и электропроводящими частицами оставался очень легким, необходим правильный выбор степени натяжения или жесткости подложки, а также обеспечение точного пространственного согласования осей вращения валика.
Важным применением печатной электроники является создание проводящих поверхностей на чувствительных к нагреванию подложках, таких как бумага и картон, которые также могут включать полимерные и другие слои. Способы, подобные тем, что раскрыты в патентной заявке PCT/FI2008/050256, опубликованной под номером W02009/135985, позволяют получать проводящие поверхности из соединений металлов, которые являются так называемыми низкотемпературными припоями или подобны им. Список неограничивающих примеров таких соединений металлов включает (процентное содержание указано в массовых процентах):
олово / серебро (3,43%) / медь (0,83%)
олово / серебро (2-2,5%) / медь (0,8%) / сурьма (0,5-0,6%)
олово / серебро (3,5%) / висмут (3,0%)
олово / цинк (10%)
олово / висмут (35-58%)
олово / индий (52%)
висмут (53-76%) / олово (22-35%) / индий (2-12%)
олово (35-95%) / висмут (5-65%) / индий (0-12%).
При комнатном давлении первые четыре из перечисленных соединений плавятся при температурах от 180 до 220 градусов по Цельсию, а последние четыре из перечисленных могут плавиться при значительно более низких температурах, даже ниже 100 градусов по Цельсию. Одновременное плавление и последующие распределение и коалесценция металлического соединения могут зависеть от давления таким образом, что повышение давления может способствовать протеканию указанных процессов. Для определения размеров нагревателя имеет значение температура плавления или характеристическая температура плавления, поскольку естественно, что нагреватель не должен создавать температуры, намного превышающие температуры, необходимые для получения расплава.
Согласно одному из примеров осуществления изобретения электропроводящие частицы получены из сплава олова и висмута, температура плавления которого составляет 139°C, а температура поверхности той части зазора, которая контактирует с расплавом, составляет по существу 110°C. Согласно другому примеру осуществления изобретения электропроводящие частицы получены из сплава олова, висмута и индия, температура плавления которого составляет 79°C, а температура поверхности той части зазора, которая контактирует с расплавом, лишь на несколько градусов ниже.
Эксперименты с примерами осуществления изобретения показали, что контактный угол между расплавом, образующимся при нагревании электропроводящих твердых частиц, и поверхностью, на которой находится расплав, имеет определенное значение. На Фиг. 11 представлена подложка 102, на поверхности которой нанесением слоя 1101 клеящего вещества создана адгезионная зона. Одну или несколько электропроводящих частиц перенесли на адгезионную зону и нагрели (предпочтительно бесконтактным способом) до температуры, превышающей характеристическую температуру плавления электропроводящих твердых частиц. Таким образом получили расплав 1102. В случае, показанном на Фиг. 11, предполагается, что когезионная сила между атомарными составляющими расплава относительно велики по сравнению с силой адгезии между атомарными составляющими расплава и атомарными составляющими нижележащей поверхности (клеящий слой 1101). В результате контактный угол

Для сравнения, на Фиг. 12 представлена другая ситуация, отличающаяся тем, что силы когезии и адгезии, упомянутые выше, лучше сбалансированы благодаря выбору другого материала для клеящего слоя 1201. В некоторых случаях похожий баланс сил мог бы быть достигнут за счет выбора другого материала для электропроводящих твердых частиц; или выбора другой температуры, до которой нагревают электропроводящие твердые частицы; или другой толщины клеящего слоя; или за счет полного отсутствия клеящего слоя; или за счет нанесения определенного количества подходящего вспомогательного материала на поверхность вместе с электропроводящими твердыми частицами; или выполнением этапа плавления в атмосфере подходящего газа (т.е. подходящим выбором как давления, так и компонентов газовой атмосферы); или посредством любой комбинации перечисленных мер. В результате контактный угол
Для целей настоящего изобретения более подходящей является ситуация, представленная на Фиг. 12. Другими словами, материалы, толщина материалов, температуры и другие характеристики этапа нагревания должны быть выбраны таким образом, чтобы получить малый контактный угол между расплавом и поверхностью, на которую он нанесен. Для целей настоящего изобретения использовано определение контактного угла, представленного на Фиг. 11 и 12, которое связывает малый контактный угол с хорошей смачиваемостью. Следует отметить, что в некоторых источниках концепция "контактного угла" может иметь другое определение.
В подложку, возможный клеящий слой и/или слой, в котором находятся электропроводящие твердые частицы, могут попасть летучие вещества из разных источников и по разным причинам. Например, клеящее вещество, применяемое для адгезионного слоя, или жидкое или гелеобразное вещество, используемое для получения пасты электропроводящих твердых частиц, могут содержать растворители, облегчающие работу и улучшающие нанесение. Растворители и другие летучие вещества такого типа во многих случаях должны быть удалены из готового изделия, для чего их необходимо испарить и/или ввести в химическую реакцию на каком-либо этапе способа изготовления. Нагревание способствует испарению, поэтому, особенно если приняты меры по обеспечению соответствующей вентиляции, способ нагревания, применяемый для образования расплава, может быть также применен для испарения летучего компонента, который может представлять собой, например, летучий компонент вышеупомянутого текучего или гелеобразного вещества.
В рассмотренные выше примеры могут быть внесены изменения и дополнения, что означает, что эти примеры не ограничивают применимость приложенной формулы изобретения.
Реферат
Изобретение относится к методике получения на подложке проводящих схем. В частности, к области, в которой проводящие схемы получают с помощью печати. Технический результат - предложение способа для получения на подложке проводящих схем, отличающихся хорошей адгезией, высокой прочностью на отрыв, высокой непрерывностью проводимости. Достигается тем, что электропроводящие твердые частицы переносят на область заданной формы на поверхности подложки. Электропроводящие твердые частицы нагревают до температуры, превышающей характеристическую температуру плавления электропроводящих твердых частиц, с образованием расплава. Расплав прижимают к подложке в зазоре, причем температура поверхности той части зазора, которая контактирует с расплавом, ниже характеристической температуры плавления. 2 н. и 17 з.п. ф-лы, 12 ил.
Формула
Документы, цитированные в отчёте о поиске
Антенна, используемая в радиосистеме идентификации, индицирующая подделку
Комментарии