Способы и системы отверждения материалов внутри полостей - RU2736761C2
Код документа: RU2736761C2
Чертежи























Описание
[001] Отверждение отверждаемых при нагревании материалов, располагаемых внутри полостей, например герметизирующих компаундов в панелях для авиакосмической промышленности, может вызывать затруднение. Процесс отверждения часто включает нагрев различных окружающих компонентов и/или разборку и последующую повторную сборку этих компонентов. Например, отверждаемый при нагревании материал может быть расположен в полости внутреннего компонента, уложенного в стопу между двумя внешними компонентами. Для отверждения материала, отверждаемого при нагревании, по меньшей мере один из внешних компонентов может быть нагрет с использованием внешнего нагревателя, такого как нагревательное покрытие. Данный подход основан на передаче тепла через внешний компонент в отверждаемый при нагревании материал. В противном случае внешний компонент не нужно нагревать. Часто нагрев внешнего компонента может быть нежелательным, например, когда этот компонент может быть поврежден во время отверждения. Кроме того, внешний нагрев может быть медленным, требовать много тепловой энергии и может вызывать нагрев по меньшей мере одного другого компонента (часто также происходит нагрев многих других компонентов) помимо отверждаемого при нагревании материала.
[002] В некоторых случаях характеристики теплопередачи других нагреваемых компонентов могут препятствовать теплопередаче. Например, компоненты с хорошими характеристиками теплопередачи могут вызывать рассеяние тепла и могут фактически отводить тепло от отверждаемого при нагревании материала. Это может вызвать нежелательный нагрев других компонентов и/или недостаточное отверждение отверждаемого при нагревании материала. Кроме того, различные нагреваемые компоненты могут действовать в качестве теплоотводов, требующих дополнительной тепловой энергии, что приводит к увеличению общего времени и энергии, затрачиваемых на обработку, и к снижению эффективности обработки по сравнению с прямым нагревом отверждаемого при нагревании материала, описанного в данном документе. С другой стороны, компоненты с плохими характеристиками теплопередачи могут выступать в качестве барьеров теплопередачи и блокировать передачу тепла в отверждаемый при нагревании материал.
[003] Кроме того, нагрев других компонентов в некоторых случаях может быть нежелательным. Например, эти компоненты могут быть изготовлены из термочувствительных материалов и могут изменять свои характеристики (например, плавиться или изменять необходимые свойства термообработки или изменять различные свойства термопластичных или термореактивных слоистых материалов посредством последующего повторного нагрева после предварительного отверждения), когда предпринимаются попытки выполнить отверждение отверждаемого при нагревании материала. В целом, существует потребность в более эффективных средствах для отверждения отверждаемых при нагревании материалов, располагаемых внутри полостей.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[004] Раскрыты способы теплового отверждения различных материалов, таких как отверждаемые при нагревании материалы или, в частности, герметизирующие компаунды, расположенные внутри полостей различных деталей при ограниченном доступе к этим материалам. Также раскрыты системы отверждения для выполнения таких способов. Отверждение выполняют посредством внутреннего нагрева, а в некоторых вариантах реализации изобретения посредством прямого нагрева отверждаемого при нагревании материала. Например, отверждаемый при нагревании материал может быть расположен внутри полости детали и нагреваться нагревательным стержнем, проходящим в одну и ту же или даже через указанную полость. Деталь может быть сотовой или какой-либо иной аналогичной структурой. По меньшей мере часть нагревательного стержня имеет тепловое соединение с отверждаемым при нагревании материалом, и эта часть используется для передачи тепла в отверждаемый при нагревании материал с отверждением его таким образом. Нагревательный элемент нагревательного стержня может быть размещен так, что отверждаемый при нагревании материал выборочно нагревается внутри указанной полости без значительного нагрева других окружающих компонентов. В некоторых вариантах реализации изобретения нагревательный стержень может также сжимать деталь, содержащую отверждаемый при нагревании материал внутри указанной полости или в стопе, содержащей эту деталь. Кроме того, нагревательный стержень может включать в себя материал, имеющий возможность перехода из одной фазы в другую, для регулировки температуры отверждаемого при нагревании материала.
[005] В некоторых вариантах реализации изобретения способ отверждения отверждаемого при нагревании материала внутри полости первой детали включает тепловое соединение нагревательного стержня и отверждаемого при нагревании материала, расположенного внутри указанной полости, и передачу тепла от нагревательного стержня в отверждаемый при нагревании материал, когда отверждаемый при нагревании материал расположен внутри указанной полости и имеет тепловое соединение с нагревательным стержнем. Передача тепла от нагревательного стержня в отверждаемый при нагревании материал может приводить к отверждению отверждаемого при нагревании материала. Тепловое соединение нагревательного стержня и отверждаемого при нагревании материала может включать вставку нагревательного стержня в указанную полость и размещение отверждаемого при нагревании материала в указанной полости. Иными словами, после вставки нагревательного стержня и нанесения отверждаемого при нагревании материала, отверждаемый при нагревании материал может иметь тепловое соединение по меньшей мере с частью нагревательного стержня внутри указанной полости.
[006] Нагревательный стержень может быть вставлен в указанную полость перед размещением отверждаемого при нагревании материала в указанной полости. В альтернативных вариантах реализации изобретения нагревательный стержень может быть вставлен в указанную полость после размещения отверждаемого при нагревании материала в указанной полости. Кроме того, нагревательный стержень может быть вставлен в указанную полость с размещением при этом отверждаемого при нагревании материала в указанной полости. Например, отверждаемый при нагревании материал может быть расположен на нагревательном стержне или вокруг него перед вставкой нагревательного стержня в указанную полость. Когда нагревательный стержень вставлен в указанную полость, нагревательный стержень переносит отверждаемый при нагревании материал на указанную полость.
[007] В некоторых вариантах реализации изобретения передача тепла в отверждаемый при нагревании материал включает нагрев по меньшей мере указанной части нагревательного стержня, которая имеет тепловое соединение с отверждаемым при нагревании материалом. Например, этот нагрев может быть резистивным нагревом и может включать подачу напряжения к резистивному нагревательному элементу, расположенному внутри нагревательного стержня. В некоторых вариантах реализации изобретения передачу тепла в отверждаемый при нагревании материал выполняют с отслеживанием при этом температуры отверждаемого при нагревании материала. Указанное отслеживание может быть выполнено с использованием нагревательного стержня или, в частности, термопары нагревательного стержня. В некоторых вариантах реализации изобретения обратная связь по температуре может быть использована для изменения количества тепла, передаваемого в отверждаемый при нагревании материал, например, посредством изменения напряжения, приложенного к резистивному нагревательному элементу. В некоторых вариантах реализации изобретения дополнительную часть нагревательного стержня не нагревают. Эта дополнительная часть не имеет теплового соединения с отверждаемым при нагревании материалом. В некоторых вариантах реализации изобретения указанную дополнительную часть нагревательного стержня охлаждают.
[008] В некоторых вариантах реализации изобретения способ также включает охлаждение части первой детали или части второй детали, уложенной в стопу с первой деталью, с передачей при этом тепла в отверждаемый при нагревании материал. Охлаждение указанной части первой детали или указанной части второй детали, уложенной в стопу с первой деталью, выполняют с передачей при этом тепла в отверждаемый при нагревании материал и с использованием нагревательного стержня.
[009] В некоторых вариантах реализации изобретения нагревательный стержень содержит материал, имеющий возможность перехода из одной фазы в другую. В этих вариантах реализации изобретения передача тепла в отверждаемый при нагревании материал может включать изменение фазы материала, имеющего возможность перехода из одной фазы в другую, с регулировкой, таким образом, температуры отверждаемого при нагревании материала. Например, отверждаемый при нагревании материал может быть отвержден при температуре фазового перехода материала, имеющего возможность перехода из одной фазы в другую.
[0010] В некоторых вариантах реализации изобретения отверждаемый при нагревании материал герметизируют внутри полости первой детали с нагревом при этом по меньшей мере указанной части нагревательного стержня, имеющей тепловое соединение с отверждаемым при нагревании материалом. Отверждаемый при нагревании материал может быть непосредственно сопряжен с нагревательным стержнем с передачей при этом тепла в отверждаемый при нагревании материал. В частности, отверждаемый при нагревании материал может быть непосредственно сопряжен с покрытием или втулкой нагревательного стержня. В этом примере покрытие или втулка могут быть раскрепляемыми или не прилипаемыми относительно отверждаемого при нагревании материала.
[0011] В некоторых вариантах реализации изобретения нагревательный стержень содержит нагревательный элемент и оболочку, охватывающую нагревательный элемент. Нагревательный стержень также может содержать покрытие, расположенное на оболочке. Покрытие и оболочка могут быть выполнены из различных материалов. Покрытие может способствовать удалению нагревательного стержня после отверждения отверждаемого при нагревании материала. Например, покрытие может не прилипать к отверждаемому при нагревании материалу. В некоторых вариантах реализации изобретения покрытие может иметь коэффициент теплового расширения, превышающий коэффициент теплового отверждения отверждаемого при нагревании материала, когда этот материал отверждают.
[0012] В некоторых вариантах реализации изобретения нагревательный стержень также содержит втулку, расположенную поверх оболочки. Оболочка и втулка содержат различные материалы. Втулка может быть использована помимо или вместо покрытия. В некоторых вариантах реализации изобретения втулка выполнена с возможностью удаления из оболочки, что может способствовать удалению нагревательного стержня из указанной полости после отверждения отверждаемого при нагревании материала. В частности, втулка может удерживаться внутри указанной полости после удаления нагревательного стержня из указанной полости. В этих вариантах реализации изобретения способ также может включать удаление втулки из указанной полости. В альтернативных вариантах реализации изобретения втулка может удерживаться в указанной полости и может становиться частью сборки вместе с первой деталью. Втулка может содержать полимер. В частности, полимер втулки может быть фторсодержащим полимером.
[0013] В некоторых вариантах реализации изобретения нагревательный элемент нагревательного стержня соединен с первым электрическим выводом и вторым электрическим выводом. Первый электрический вывод и второй электрический вывод могут быть использованы, например, для подачи электрического питания в нагревательный элемент нагревательного стержня. Первый электрический вывод может проходить от первого конца оболочки, а второй электрический вывод может проходить от второго конца оболочки, отличного от первого конца. Этот тип нагревательного стержня может проходить через первую деталь. В альтернативных вариантах реализации изобретения первый электрический вывод и второй электрический вывод может проходить от первого конца оболочки. Указанный тип нагревательного стержня может быть использован для глухих отверстий.
[0014] В некоторых вариантах реализации изобретения нагревательный элемент проходит меньше чем на 75% длины оболочки или даже меньше чем на 50% этой длины. Эта особенность может быть использована для выборочного нагрева отверждаемого при нагревании материала. Оставшаяся часть оболочки может оставаться не нагретой или может включать в себя охладительный элемент.
[0015] В некоторых вариантах реализации изобретения нагревательный стержень проходит через первую деталь. Этот подход может быть использован для приложения силы сжатия к первой детали с использованием нагревательного стержня. Кроме того, нагревательный стержень может проходить через вторую деталь, уложенную в стопу вместе с первой деталью. В этом примере указанные две детали могут быть сжаты вместе нагревательным стержнем. В некоторых вариантах реализации изобретения часть нагревательного стержня, проходящая через вторую деталь, не вырабатывает тепло с передачей при этом тепла от нагревательного стержня в отверждаемый при нагревании материал.
[0016] В некоторых вариантах реализации изобретения первая деталь является пористой. Вторая деталь может удерживать (например, герметизировать) отверждаемый при нагревании материал в пределах границы первой детали таким образом, что отверждаемый при нагревании материал не выдавливается за эту границу до тех пор, пока этот материал не будет отвержден. Например, первая деталь может иметь сотовую структуру, а полость может быть отверстием в сотовой структуре.
[0017] В некоторых вариантах реализации изобретения способ также включает размещение вкладыша поверх нагревательного стержня. Вкладыш может быть приклеен к первой детали посредством отверждаемого при нагревании материала. Вкладыш может быть размещен поверх нагревательного стержня перед вставкой нагревательного стержня в указанную полость. В альтернативных вариантах реализации изобретения вкладыш может быть размещен поверх нагревательного стержня после вставки нагревательного стержня в указанную полость.
[0018] В некоторых вариантах реализации изобретения полость первой детали представляет собой сквозное отверстие. В этом примере нагревательный стержень может полностью проходить через указанную полость и проходить снаружи первой детали на противоположные стороны первой детали. В альтернативных вариантах реализации изобретения полость первой детали может представлять собой глухое отверстие. В этом примере нагревательный стержень может проходить в указанную полость без прохода через первую деталь.
[0019] Отверждаемый при нагревании материал выбирают из группы, состоящей из герметизирующего компаунда и адгезива. Первая деталь может быть композиционным материалом, таким как композит на основе боросиликатного стекла или любые другие формы композитов на основе графитовых/углеродных нитей.
[0020] Отверждаемый при нагревании материал может быть нагрет до температуры приблизительно 150°F (66°С) - 250°F (121°С) с его отверждением при этом внутри указанной полости или, в частности, до температуры приблизительно 175°F (79°С) - 225°F (107°С). Данная температура может быть выбрана исходя из отверждаемого при нагревании материала. В некоторых вариантах реализации изобретения температура отверждаемого при нагревании материала остается по существу постоянной на протяжении большей части (например, более 50%) нагрева.
[0021] В некоторых вариантах реализации изобретения способ также включает охлаждение части первой детали или части второй детали, уложенной в стопу с первой деталью, с передачей при этом тепла в отверждаемый при нагревании материал. Это охлаждение может быть использовано для обеспечения того, что другие компоненты возле отверждаемого при нагревании материала остаются при более низкой температуре, чем, например, температура, необходимая для отверждения отверждаемого при нагревании материала. Указанное охлаждение может быть выполнено с использованием части нагревательного стержня.
[0022] В некоторых вариантах реализации изобретения способ также включает удаление нагревательного стержня из указанной полости после отверждения отверждаемого при нагревании материала. После удаления нагревательного стержня из указанной полости способ может включать установку крепежного элемента в указанную полость первой детали после удаления нагревательного стержня из указанной полости. В некоторых вариантах реализации изобретения способ также включает выполнение указанной полости в первой детали.
[0023] Также раскрыт еще один пример способа отверждения отверждаемого при нагревании материала внутри полости первой детали. В этом примере способ включает тепловое соединение нагревательного стержня и отверждаемого при нагревании материала, расположенного внутри указанной полости, и изменение фазы материала, имеющего возможность перехода из одной фазы в другую, расположенного внутри указанной полости. Изменение фазы материала, имеющего возможность перехода из одной фазы в другую, может быть выполнено при температуре отверждения для отверждаемого при нагревании материала. Кроме того, изменение фазы материала, имеющий возможность перехода из одной фазы в другую,, расположенного внутри указанной полости, является частью передачи тепла от нагревательного стержня в отверждаемый при нагревании материал, когда отверждаемый при нагревании материал расположен внутри указанной полости. Как отмечено выше, передача тепла от нагревательного стержня в отверждаемый при нагревании материал может приводить к отверждению отверждаемого при нагревании материала. Кроме того, как отмечено выше, тепловое соединение нагревательного стержня и отверждаемого при нагревании материала, расположенного внутри указанной полости, может включать вставку нагревательного стержня в указанную полость и размещение отверждаемого при нагревании материала в указанной полости. Различные другие аспекты этого примера также описаны выше.
[0024] В некоторых вариантах реализации изобретения система отверждения содержит нагревательный стержень, первую опору и вторую опору. Нагревательный стержень может содержать нагревательный элемент, оболочку, охватывающую нагревательный элемент, первый электрический вывод, соединенный с нагревательным элементом, и второй электрический вывод, соединенный с нагревательным элементом. Первая опора взаимодействует с оболочкой нагревательного стержня. Вторая опора взаимодействует с оболочкой нагревательного стержня. Вторая опора выполнена с возможностью перемещения между первым концом и вторым концом нагревательного стержня при непрерывном взаимодействии с оболочкой нагревательного стержня.
[0025] Нагревательный элемент нагревательного стержня является резистивным нагревательным элементом. В некоторых вариантах реализации изобретения система отверждения также содержит термопару для измерения температуры оболочки. Система отверждения также может содержать системный контроллер для управления электрическим питанием, подаваемым в нагревательный элемент нагревательного стержня.
[0026] В некоторых вариантах реализации изобретения нагревательный стержень также содержит втулку, расположенную поверх оболочки. Оболочка и втулка содержат различные материалы. Например, втулка может содержать полимер, такой как фторсодержащий полимер. Втулка может быть выполнена с возможностью удаления. В некоторых вариантах реализации изобретения нагревательный стержень может содержать покрытие, расположенное на оболочке. Оболочка и покрытие содержат различные материалы.
[0027] В некоторых вариантах реализации изобретения первый электрический вывод проходит от первого конца оболочки, а второй электрический вывод проходит от второго конца оболочки, отличного от первого конца. В альтернативных вариантах реализации изобретения первый электрический вывод и второй электрический вывод проходят от одного и того же конца, например первого конца, оболочки.
[0028] Нагревательный элемент может проходить меньше чем на 75% длины оболочки или, в частности, меньше чем на 50% этой длины.
[0029] Эти и другие варианты реализации изобретения описаны ниже со ссылкой на фигуры чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0030] На ФИГ. 1 приведена технологическая схема, соответствующая способу отверждения отверждаемого при нагревании материала внутри полости детали в соответствии с некоторыми вариантами реализации изобретения.
[0031] На ФИГ. 2А приведено схематическое сечение стопы из двух деталей, обе из которых имеют полости в соответствии с некоторыми вариантами реализации изобретения.
[0032] На ФИГ. 2В приведено схематическое сечение стопы, показанной на ФИГ. 2А, с нагревательным стержнем, проходящим через полости в соответствии с некоторыми вариантами реализации изобретения.
[0033] На ФИГ. 2С приведено схематическое сечение стопы, показанной на ФИГ. 2А, с нагревательным стержнем, проходящим через полости и отверждаемым при нагревании материалом, расположенным в одной из полостей в соответствии с некоторыми вариантами реализации изобретения.
[0034] На ФИГ. 2D приведено схематическое сечение стопы, показанной на ФИГ. 2С, с вкладышем, расположенным в другой из полостей в соответствии с некоторыми вариантами реализации изобретения.
[0035] На ФИГ. 2Е приведено схематическое сечение стопы, показанной на ФИГ. 2D, зажатой нагревательным стержнем таким образом, что указанные детали сжаты нагревательным стержнем в соответствии с некоторыми вариантами реализации изобретения.
[0036] На ФИГ. 2F приведено схематическое сечение стопы, показанной на ФИГ. 2Е, с показом компонентов питания и управления системы отверждения в соответствии с некоторыми вариантами реализации изобретения.
[0037] На ФИГ. 2G приведено схематическое сечение стопы, показанной на ФИГ. 2Е, после отверждения отверждаемого при нагревании материала и удаления нагревательного стержня из указанной полости в соответствии с некоторыми вариантами реализации изобретения.
[0038] На ФИГ. 2Н приведено схематическое сечение стопы, показанной на ФИГ. 2G после установки крепежного элемента через указанную полость в соответствии с некоторыми вариантами реализации изобретения.
[0039] На ФИГ. 2I приведено схематическое сечение стопы, показанной на ФИГ. 2G, с втулкой нагревательного стержня, остающейся в указанной полости в соответствии с некоторыми вариантами реализации изобретения.
[0040] На ФИГ. 2J приведено схематическое сечение стопы, показанной на ФИГ. 2А, перед вставкой нагревательного стержня в указанную полость с вкладышем, скользящим поверх нагревательного стержня, в соответствии с некоторыми вариантами реализации изобретения.
[0041] На ФИГ. 3А приведено схематическое сечение детали с нагревательным стержнем, проходящим через полость указанной детали и имеющим тепловое соединение с отверждаемым при нагревании материалом, расположенным внутри указанной полости в соответствии с некоторыми вариантами реализации изобретения.
[0042] На ФИГ. 3В приведено схематическое сечение стопы трех деталей с нагревательным стержнем, проходящим через все три детали и имеющим тепловое соединение с отверждаемым при нагревании материалом, расположенным внутри полости средней детали в соответствии с некоторыми вариантами реализации изобретения.
[0043] На ФИГ. 3С приведено схематическое сечение детали, имеющей глухую полость с отверждаемым при нагревании материалом, расположенным в этой полости, и нагревательным стержнем, проходящим в эту полость в соответствии с некоторыми вариантами реализации изобретения.
[0044] На ФИГ. 3D-E приведено схематическое сечение стопы со средней деталью, имеющей сотовую структуру, и отверждаемым при нагревании материалом, расположенным в пределах одной ячейки сотовой структуры в соответствии с некоторыми вариантами реализации изобретения.
[0045] На ФИГ. 4А приведено схематическое сечение стопы с нагревательным стержнем, проходящим через стопу и непосредственно сопряженным с отверждаемым при нагревании материалом, расположенным внутри полости одной детали, с образованием стопы, в соответствии с некоторыми вариантами реализации изобретения.
[0046] На ФИГ. 4В приведено схематическое сечение стопы с нагревательным стержнем, проходящим через стопу и непосредственно сопряженным с отверждаемым при нагревании материалом, расположенным внутри полостей двух деталей, с образованием стопы, в соответствии с некоторыми вариантами реализации изобретения.
[0047] На ФИГ. 5А схематически показана система отверждения в соответствии с некоторыми вариантами реализации изобретения.
[0048] На ФИГ. 5В-5С схематически показаны другие примеры системы отверждения в двух ее состояниях в соответствии с некоторыми вариантами реализации изобретения.
[0049] На ФИГ. 6А приведено схематическое сечение нагревательного стержня, иллюстрирующее внутренние компоненты указанного стержня в соответствии с некоторыми вариантами реализации изобретения.
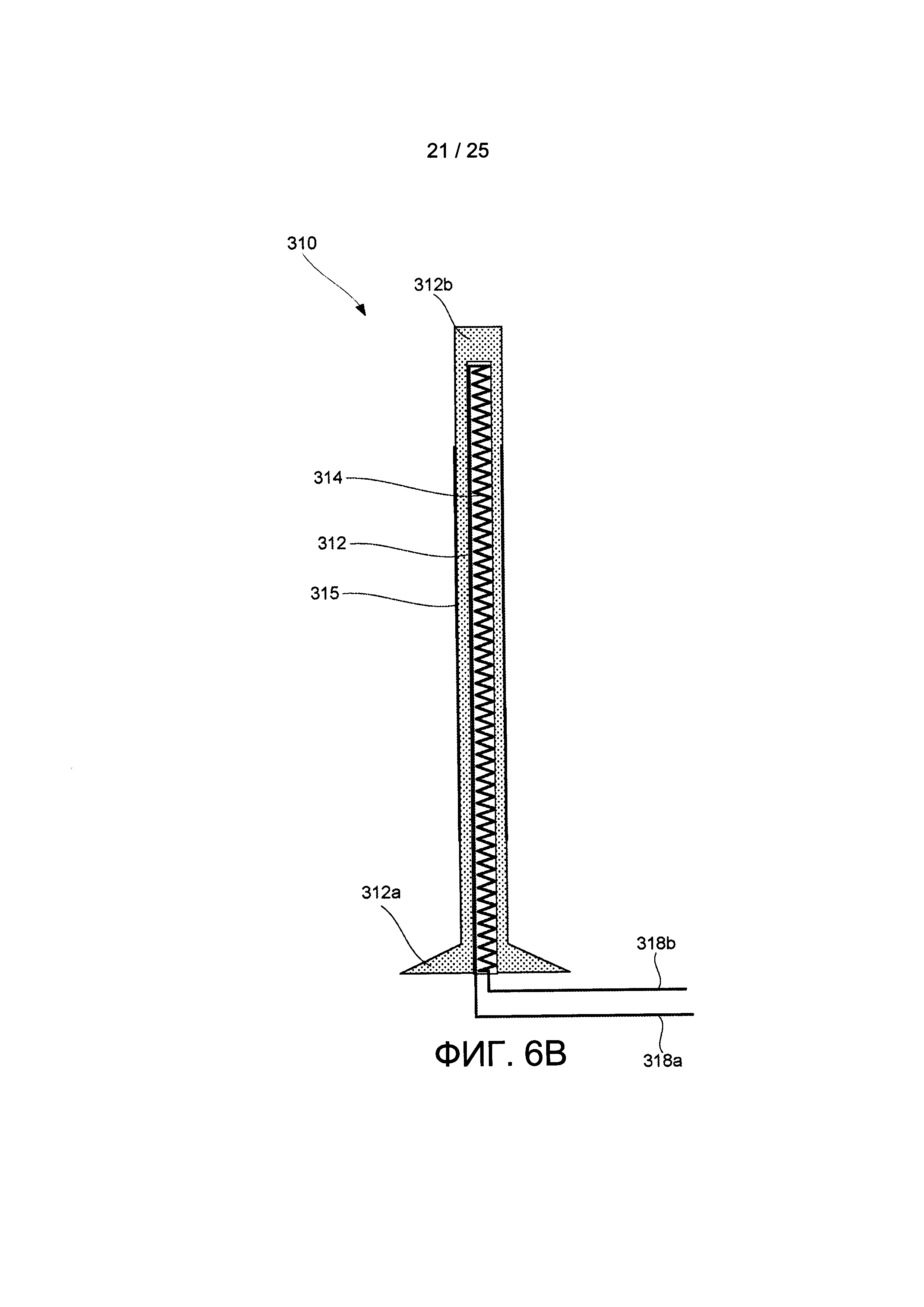
[0050] На ФИГ. 6В приведено схематическое сечение другого примера нагревательного стержня в соответствии с некоторыми вариантами реализации изобретения.
[0051] На ФИГ. 6С приведено схематическое сечение еще одного примера нагревательного стержня в соответствии с некоторыми вариантами реализации изобретения.
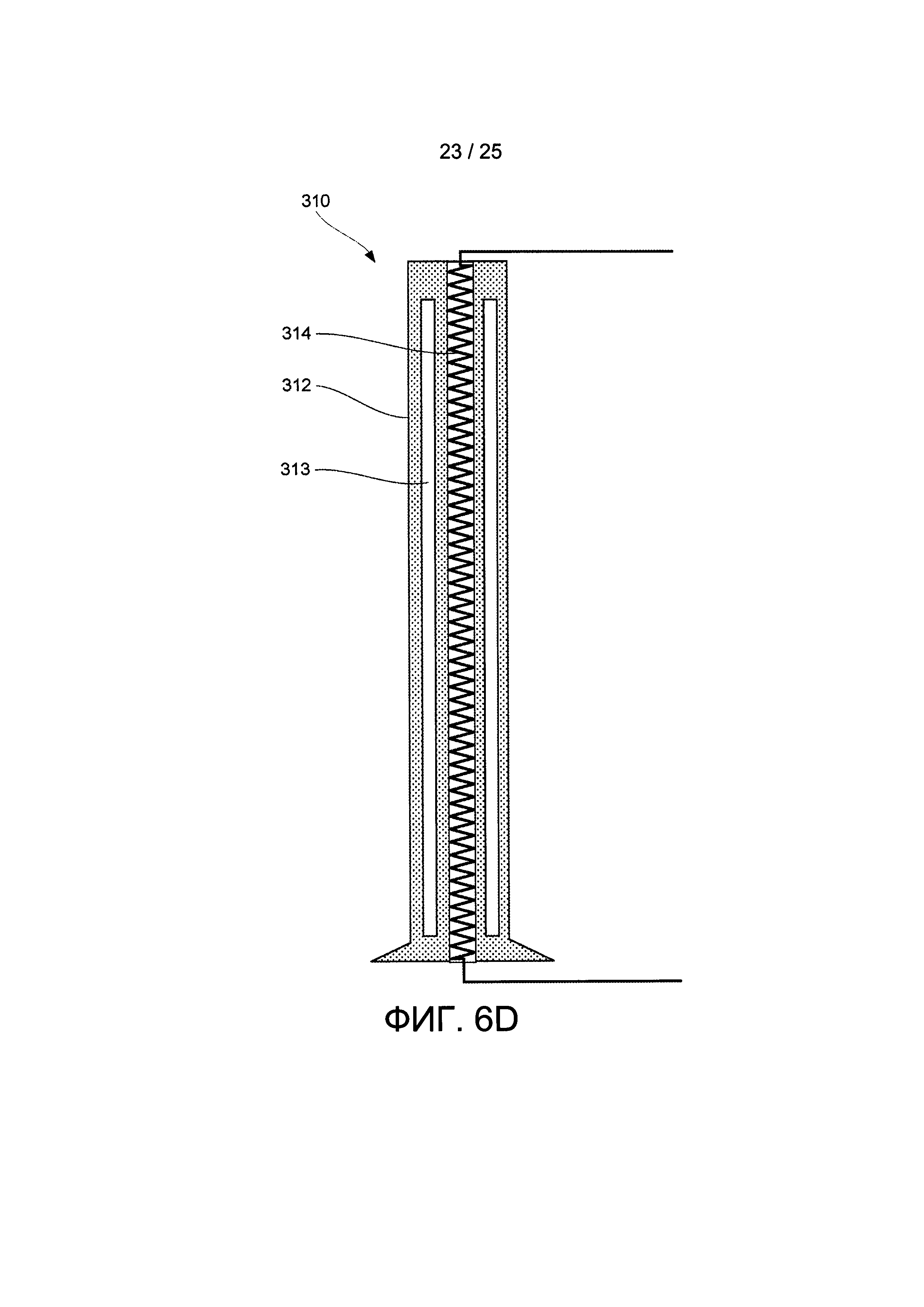
[0052] На ФИГ. 6D приведено схематическое сечение нагревательного стержня, имеющего материал, который имеет возможность перехода из одной фазы в другую,, расположенного внутри своей оболочки в соответствии с некоторыми вариантами реализации изобретения.
[0053] На ФИГ. 7 показана блок-схема технологии изготовления и обслуживания летательного аппарата, которая может использовать способы и узлы, описанные в данном документе.
[0054] На ФИГ. 8 показано схематическое изображение летательного аппарата, который может включать в себя способы и узлы, описанные в данном документе
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0055] В последующем описании изложены многочисленные конкретные данные для обеспечения полного понимания раскрытых концепций, которые могут быть осуществлены без некоторых или всех этих частностей. В других случаях хорошо известные операции процесса не были описаны подробно, чтобы ненужным образом не усложнять описанные концепции. Хотя некоторые концепции будут описаны в связи с конкретными вариантами реализации, следует отметить, что эти варианты реализации не предназначены для ограничения изобретения.
Введение
[0056] Отверждение различных отверждаемых при нагревании материалов, таких как герметизирующие компаунды, адгезивы и т.п., важно для многих применений. Некоторые примеры этих применений включают в себя, без ограничения, ремонт отверстий в композитных/металлических конструкциях/неконструктивных элементах, изготовление/ремонт сэндвичевых панелей, отверждение герметизирующих компаундов в аэрокосмических конструкциях и другие подобные применения. Часто, отверждаемые при нагревании материалы располагаются в труднодоступных местах, например в глубоких и узких полостях и/или в полостях компонентов, расположенных ниже других компонентов. Как объяснено выше, внешний нагрев этих узлов может привести к нагреву окружающих деталей, что может быть нежелательным вследствие времени, затрачиваемого на обработку, материальных ограничений, а также по другим причинам, описанным выше.
[0057] Раскрыты способы и системы для отверждения различных материалов, расположенных внутри полостей и/или в других подобных местах с ограниченным доступом. Отверждение получают посредством внутреннего нагрева, а в некоторых вариантах реализации изобретения, прямого нагрева этих материалов посредством размещения источника тепла, такого как нагревательный стержень, непосредственно в указанной полости. Внутренний нагрев имеет множество преимуществ над обычным внешним нагревом, включая более быструю обработку, меньшее потребление тепловой энергии, уменьшение нагрева других компонентов и т.п.
[0058] В некоторых вариантах реализации изобретения полость может быть образована внутри детали, покрытой другими деталями, например полость, образованная во внутренней детали, уложенной в стопу между другими деталями. Например, полость может представлять собой незаполненную полость в заполнителе сэндвичевой панели (например, сотовом заполнителе), образованную во время изготовления или во время ремонта. Заполнитель сэндвичевой панели может иметь внешние панели, которые могут быть сплошными, а внутренняя панель может быть пористой (например, содержать пустоты).
[0059] Способ может включать тепловое соединение нагревательного стержня и отверждаемого при нагревании материала, расположенного внутри указанной полости, например, посредством вставки нагревательного стержня в указанную полость и размещения отверждаемого при нагревании материала в указанной полости. Нагревательный стержень и отверждаемый при нагревании материал имеют тепловое соединение внутри указанной полости. В некоторых вариантах реализации изобретения отверждаемый при нагревании материал является герметизирующим компаундом. Однако другие типы отверждаемого при нагревании материала также находятся в пределах объема настоящего изобретения. Способ может быть продолжен посредством передачи тепла от нагревательного стержня в отверждаемый при нагревании материал, что может привести к отверждению отверждаемого при нагревании материала. Эта теплопередача может включать нагрев нагревательного стержня, а в некоторых вариантах реализации изобретения, изменение фазы материала, имеющего возможность перехода из одной фазы в другую. Например, нагревательный стержень может включать в себя резистивный нагревательный элемент, и способ может включать пропуск электрического тока через указанный нагревательный элемент. В том же самом или еще одном примере нагревательный стержень может включать в себя материал, имеющий возможность перехода из одной фазы в другую, температура фазового перехода которого соответствует температуре отверждения отверждаемого при нагревании материала.
[0060] Положение и конструкция нагревательного стержня могут быть такими, что тепло передается преимущественно в отверждаемый при нагревании материал. Например, более 50% тепла, создаваемого нагревательным стержнем, может быть передано в отверждаемый при нагревании материал. Этот подход может быть также упомянут как прямой нагрев или локализованный нагрев отверждаемого при нагревании материала. Специалистам в данной области техники должно быть понятно, что тепло, передаваемое в отверждаемый при нагревании материал, может рассеиваться из отверждаемого при нагревании материала на другие окружающие детали. Однако этот подход вызывает меньший нагрев окружающих деталей чем, например, обычный внешний нагрев, т.е. когда эти детали используются для передачи тепла в отверждаемый при нагревании материал.
[0061] Больше тепла передается в отверждаемый при нагревании материал вследствие того, что нагревательный стержень имеет более прямое тепловое соединение с отверждаемым при нагревании материалом. Это также может быть упомянуто как первичный нагрев и/или прямой нагрев отверждаемого при нагревании материала. Во время этого процесса происходит только небольшой ограниченный нагрев, который может быть упомянут как вторичный нагрев, конструкций, окружающих отверждаемый при нагревании материал. Иными словами, тепло может быть передано в одну или более деталей, образующих полость, содержащую отверждаемый при нагревании материал. Этот подход на основе распределения тепла явно отличается от обычных способов внешнего нагрева. В целом, в описанных способах и системах, тепло подают туда, где оно действительно необходимо, а нагрев других компонентов уменьшен, что делает процесс в целом более эффективным, быстрым и менее повреждающим для окружающих компонентов.
[0062] В некоторых вариантах реализации изобретения охлаждение может быть обеспечено для одной или более деталей, окружающих отверждаемый при нагревании материал, для минимизации распространения тепла за пределы отверждаемого при нагревании материала. Охлаждение может быть обеспечено снаружи или изнутри. Например, охладительный элемент может иметь тепловое соединение с одной или более внешними поверхностями указанных деталей. В тех же самых или других примерах нагревательный стержень может быть использован для охлаждения. Следует отметить, что это охлаждение обеспечивается нагревательным стержнем в дополнение к нагреву. Например, охлаждающий механизм может быть размещен внутри оболочки нагревательного стержня. В альтернативных вариантах реализации изобретения нагревательный стержень может быть использован для теплопередачи и может иметь тепловое соединение с установленным снаружи охладительным элементом.
[0063] В некоторых вариантах реализации изобретения отверждаемый при нагревании материал может быть расположен в пределах слоистого материала, имеющего толщину, составляющую по меньшей мере около 0,25 дюйма (6,35 мм) или даже по меньшей мере около 0,5 дюйма (12,7 мм). Без ограничения какой-либо конкретной теорией предполагается, что при такой большой толщине обычный внешний нагрев становится неэффективным. Кроме того, в некоторых вариантах реализации изобретения доступ к отверждаемому при нагревании материалу может быть ограничен только одной стороной слоистого материала. Например, полость, содержащая отверждаемый при нагревании материал, может представлять собой глухое отверстие, или слоистый материал может быть размещен еще на одной конструкции (например, слоистый материал может быть внутренней панелью летательного аппарата, прикрепленной к внешней панели). Некоторые конкретные примеры слоистых материалов включают в себя, без ограничения, внутренние панели летательного аппарата и панели гондол или обтекателей летательного аппарата. Заполнитель слоистого материала может быть залит компаундом, когда требуется сквозная установка крепежного элемента, как подробно описано ниже. Иными словами, отвержденный материал позже используется для обеспечения опоры в различных типах слоистых материалов, в частности слоистых материалов с пористыми внутренними структурами, которые приобретают большую популярность в авиационной и других применениях благодаря своему легкому весу.
[0064] В целом, описанные способы и системы могут быть использованы для отверждения различных отверждаемых при нагревании материалов путем внутренней подачи тепла внутрь полостей, а в некоторых вариантах реализации изобретения, непосредственно к этим материалам. Этот подход повышает скорости обработки, исключает избыточный нагрев окружающих деталей и обеспечивает возможность более точного управления процессом отверждения (например, температурой и/или продолжительностью отверждения) по сравнению с обычным внешним нагревом. Кроме того, этот подход исключает необходимость разборки стоп множества деталей для получения доступа к отверждаемому при нагревании материалу, расположенному в пределах стоп. Различные аспекты этих способов и систем далее будут описаны более подробно со ссылкой на конкретные фигуры чертежей.
Примеры обработки
[0065] На ФИГ. 1 приведена технологическая схема способа 100 отверждения отверждаемого при нагревании материала 250, расположенного внутри полости 212 первой детали 210, в соответствии с некоторыми вариантами реализации изобретения. Некоторые примеры первой детали 210 могут быть выбраны из группы, состоящей из слоистой структуры (например, слоистой структуры в пределах пористого внутреннего заполнителя), полимера, армированного углеродным волокном и сотовой структуры. Специалисту в данной области техники должно быть понятно, что множество типов структур также включены в объем настоящего изобретения.
[0066] Способ 100 может начинаться с укладки первой детали 210 с одной или более другими деталями во время дополнительной операции 102. Например, первая деталь 210 может быть уложена в стопу со второй деталью 220, как показано на ФИГ. 2А. Первая деталь 210 может быть деталью из полимера, армированного углеродным волокном, а вторая деталь 220 может быть металлической деталью или, в частности, титановой деталью.
[0067] В некоторых вариантах реализации изобретения стопа 200 может включать в себя три или более деталей, как например, показано на ФИГ. 3В. Например, первая деталь 210 может быть деталью из полимера, армированного углеродным волокном, а вторая деталь 220 может быть металлической деталью, и третья деталь 270 может быть еще одной металлической деталью. В этом примере полость 212, принимающая отверждаемый при нагревании материал 250, может быть предусмотрена в первой детали 210, расположенной между второй деталью 220 и третьей деталью 270.
[0068] На ФИГ. 3D и 3Е показан еще один пример стопы 200, в которой первая деталь 210 имеет сотовую структуру. Специалисту в данной области техники должно быть понятно, что другие типы пористых структур и структуры с внутренними незаполненными полостями также включены в объем настоящего изобретения. Первая деталь 210 расположена между второй деталью 220 и третьей деталью 230, которые могут быть цельными деталями. В этом примере полость 212 может представлять собой одну ячейку сотовой структуры (первой структуры 210 в этом примере). Для получения доступа к полости 212 и подачи отверждаемого при нагревании материала 250, а также для обеспечения выступания нагревательного стержня 310, во второй детали 220 может быть выполнено отверстие. В некоторых вариантах реализации изобретения дополнительное отверстие может быть выполнено в третьей детали 230, например, когда нагревательный стержень 310 проходит через всю стопу 200, как показано на ФИГ. 3D. Отверждаемый при нагревании материал 250 может заполнять ячейку сотовой структуры, как показано на ФИГ. 3D и 3Е. Например, схематическое сечение сверху, представленное на ФИГ. 3Е, показывает шестиугольное поперечное сечение этой ячейки. Иными словами, полость 212 в этом примере представляет собой шестигранную призму, проходящую через всю толщину первой детали 210. Другие поперечные сечения полости 212, например округлые, прямоугольные и т.п., также включены в объем настоящего изобретения. Следует отметить, что поперечные сечения полости 212 и нагревательного стержня 310 могут быть различными. По существу, толщина стенки отверждаемого при нагревании материала 250 может отличаться, как, например, показано на ФИГ. 3Е. В альтернативных вариантах реализации изобретения толщина стенки отверждаемого при нагревании материала 250 может быть одинаковой, когда, например, и полость 212 и нагревательный стержень 310 имеют одинаковую форму поперечного сечения и являются концентрическими.
[0069] Со ссылкой на пример, показанный на ФИГ. 3D и 3Е, следует отметить, что первая деталь 210 может включать в себя множество полостей, например, множество ячеек сотовой структуры, и только одна из этих полостей (в показанном примере) или выбранная группа этих полостей может быть заполнена отверждаемым при нагревании материалом 250. Границы этой одной или более полостей могут задавать распределение отверждаемого при нагревании материала 250 внутри первой детали 210.
[0070] В некоторых вариантах реализации изобретения полость 212 может иметь неправильную форму. Например, первая деталь 210 может быть выполнена из пористого материала, и когда полость 212 выполнена проходящей через первую деталь 210 или образована внутри первой детали 210 (например, определены одна или более ячеек сотовой структуры), в полости 212 может находиться несколько отверстий, которые могут быть по меньшей мере быть открыты для затекания в них отверждаемого при нагревании материала 250.
[0071] По меньшей мере одна деталь 210 в этих примерах стопы 200 может включать в себя полость 212, которая впоследствии принимает отверждаемый при нагревании материал 250. В некоторых вариантах реализации изобретения отверждаемый при нагревании материал 250 расположен во множестве полостей различных деталей, образующих стопу. Например, на ФИГ. 4А показан отверждаемый при нагревании материал 250, расположенный в полости 222 второй детали 220 помимо полости 212 первой детали 210. В альтернативных вариантах реализации изобретения отверждаемый при нагревании материал 250 может быть ограничен одной частью в стопе, например, полостью 212 первой детали 210. В этом примере может отсутствовать возможность выдавливания отверждаемого при нагревании материала 250 в другие детали. Иными словами, полость 222 второй детали 220, уложенной в стопу с первой деталью 210, может оставаться свободной от отверждаемого при нагревании материала 250, как, например, показано на ФИГ. 2C-2G. В этом примере полость 222 второй детали 220 может быть использована, например, для получения доступа к полости 212 первой детали 210, например, с выдвижением нагревательного стержня 310, доставляющего отверждаемый при нагревании материал 250, и/или для других аналогичных задач.
[0072] В некоторых вариантах реализации изобретения способ 100 включает выполнение полости 212 в первой детали 210 во время дополнительной операции 104. Полость 212 в первой детали 210 может быть образована при получении первой детали 210 (например, получении сотовой структуры) или с использованием операций механической обработки, таких как сверление, фрезерование и т.п. При выполнении обеих операций 102 и 104 операция 104 может быть выполнена до или после операции 102. Иными словами, полость 212 может быть выполнена в первой детали 210 до ее укладки со второй деталью 220 или после этого.
[0073] Способ 100 может быть продолжен посредством теплового соединения нагревательного стержня 310 с отверждаемым при нагревании материалом 250 во время операции 106. Например, операция 106 теплового соединения может включать вставку нагревательного стержня 310 в полость 212 первой детали 210 во время операции 110 и размещение отверждаемого при нагревании материала 250 в полости 212 во время операции 120. В некоторых вариантах реализации изобретения нагревательный стержень 310 проходит через полость 212 первой детали 210, как, например, показано на ФИГ. 2В. Когда нагревательный стержень 310 полностью проходит через первую деталь 210, нагревательный стержень 310 может быть использован для приложения силы 218 сжатия к первой детали 210, как схематично показано на ФИГ. 2А. Например, нагревательный стержень 310 может быть соединен с первой опорой 320 и второй опорой 330, расположенных на разных сторонах первой детали 210. Первая опора 320 и вторая опора 330 могут быть выполнены с возможностью скольжения по направлению друг к другу, как подробно описано ниже со ссылкой на ФИГ. 5В и 5С, и приложения силы сжатия к первой детали 210. Эта сила сжатия может быть по меньшей мере частично передана в отверждаемый при нагревании материал 250 и может вызывать затекание отверждаемого при нагревании материала 250 в отверстия и другие открытые части, окружающие полость 212.
[0074] В некоторых вариантах реализации изобретения нагревательный стержень 310 также может проходить через вторую деталь 220, уложенную в стопу вместе с первой деталью 210, как, например, показано на ФИГ. 2В. В этом примере две детали 210 и 220 могут быть сжаты вместе нагревательным стержнем 310, как схематично показано на ФИГ. 2Е.
[0075] В альтернативных вариантах реализации изобретения нагревательный стержень 310 может проходить в полость 212 без прохождения через первую деталь 210, как, например, показано на ФИГ. 3С. Например, полость 212 может представлять собой глухое отверстие. В этом примере нагревательный стержень 310 может быть загерметизирован и даже прижат к первой детали 210 с помощью внешних средств.
[0076] В некоторых вариантах реализации изобретения вставка нагревательного стержня 310 в полость 212 первой детали 210 во время операции 110 также включает герметизацию по меньшей мере одного конца полости 212, как, например, показано на ФИГ. 2В. Например, первая опора 320 системы отверждения 300 может находиться в контакте с первой деталью 210, благодаря чему осуществляют герметизацию одного конца полости 212. Эта герметизация может быть использована для предотвращения вытекания отверждаемого при нагревании материала 250 из полости 212, когда отверждаемый при нагревании материал 250 наносят в последствии в полость 212. Когда полость 212 представляет собой сквозное отверстие, оба конца могут быть загерметизированы опорами системы отверждения 300 или деталями, окружающими первую деталь 210.
[0077] В некоторых вариантах реализации изобретения способ 100 также включает размещение вкладыша 240 поверх нагревательного стержня 310 во время дополнительной операции 116. По завершении способа 100 вкладыш 240 может быть приклеен к первой детали 210 посредством отверждаемого при нагревании материала 250. Иными словами, вкладыш 240 может оставаться в стопе 200. В альтернативных вариантах реализации изобретения вкладыш 240 может быть удален из стопы 200 (например, при удалении нагревательного стержня 310 или позже). Вкладыш 240 может быть выполнен из теплопроводящего материала и обеспечивать равномерное распределение тепла для отверждаемого при нагревании материала 250, осуществляющего передачу тепла от нагревательного стержня 310 в отверждаемый при нагревании материал 250.
[0078] Вкладыш 240 может быть размещен поверх нагревательного стержня 310 перед вставкой нагревательного стержня 310 в полость 212, как, например, схематично показано на ФИГ. 2J. Иными словами, операция 116 может быть выполнена перед операцией 110. В альтернативных вариантах реализации изобретения вкладыш 240 может быть размещен поверх нагревательного стержня 310 после вставки нагревательного стержня 310 в полость 212, как, например, схематично показано на ФИГ. 2В-2С. В этом случае операцию 116 выполняют после операции 110. Вкладыш 240 не является обязательным и может быть использован для центрирования нагревательного стержня 310 относительно стопы 210 и/или для обеспечения тепло- и/или механической изоляции (например, с герметизацией отверждаемого при нагревании материала 250 внутри полости 212). Например, такая изоляция может быть получена, когда вкладыш 240 размещают в ответной детали (например, второй детали 220) либо выше либо ниже (или на обеих сторонах) полости 212 первой детали 210, которая может быть композитной слоистой структурой, подвергаемой ремонту. В некоторых вариантах реализации изобретения вкладыш 240 не используется.
[0079] Когда вкладыш 240 используется, вкладыш 240 может быть размещен между нагревательным стержнем 310 и отверждаемым при нагревании материалом 250, как, например, показано на ФИГ. 2D-2F. Следует отметить, что вкладыш не является частью нагревательного стержня 310 или системы 300 отверждения. В некоторых вариантах реализации изобретения вкладыш 240 может не использоваться, а отверждаемый при нагревании материал 250 может быть непосредственно сопряжен с нагревательным стержнем 310, как схематично показано на ФИГ. 4А и подробно описано ниже.
[0080] Способ 100 может включать размещение отверждаемого при нагревании материала 250 в полости 212 первой детали 210 во время операции 120. Например, отверждаемый при нагревании материал 250 может быть выдан в полость 212 с использованием устройства для выдачи или других аналогичных средств. Отверждаемый при нагревании материал 250 может быть выбран из группы, состоящей из герметизирующего компаунда и адгезива. Другие отверждаемые при нагревании материалы также включены в объем настоящего изобретения.
[0081] Следует отметить, что нагревательный стержень 310 может быть вставлен в полость 212 перед размещением отверждаемого при нагревании материала 250 в полости 212. Иными словами, операцию 110 выполняют перед операцией 120. Указанная последовательность операций показана на ФИГ. 2В-2С. В этом примере нагревательный стержень 310 или, в более общем смысле, система 300 отверждения может быть использована для герметизации по меньшей мере одного конца полости 212, что предотвращает вытекание отверждаемого при нагревании материала 250 из полости 212 до тех пор, пока отверждаемый при нагревании материал 250 не станет отвержденным. Например, герметизация может способствовать недопущению выжимания, когда отверждаемый при нагревании материал 250 расширяется во время нагрева или проникает в небольшие открытые части вокруг полости 212 с приложением внешней силы к первой детали 210. Кроме того, перемещения отверждаемого при нагревании материала 250 между различными деталями (например, первой деталью 210 и второй 220) можно избежать посредством герметизации отверждаемого при нагревании материала внутри полости 212 первой детали 210. Наконец, отверждаемый при нагревании материал 250 может изменять свою вязкость во время всего процесса отверждения и может быть более склонным к выходу из полости 212.
[0082] В альтернативных вариантах реализации изобретения нагревательный стержень 310 может быть вставлен в полость 212 после размещения отверждаемого при нагревании материала 250 в полости 212. Иными словами, операцию 110 выполняют после операции 120. В этом примере нагревательный стержень 310 может проходить через отверждаемый при нагревании материал 250 в полости 212 при вставке стержня в полость 212. Такая последовательность операций может быть использована, например, для дополнительного распределения отверждаемого при нагревании материала 250 внутри полости 212.
[0083] Кроме того, нагревательный стержень 310 может быть вставлен в полость 212 с размещением при этом отверждаемого при нагревании материала 250 в полости 212. Например, отверждаемый при нагревании материал 250 может быть расположен вокруг нагревательного стержня 310 перед вставкой нагревательного стержня 310 в полость. Когда нагревательный стержень 310 вставляют в полость, нагревательный стержень 310 может нести отверждаемый при нагревании материал 250. В этом примере отверждаемый при нагревании материал 250 может иметь высокую вязкость и даже быть твердым. Отверждаемый при нагревании материал 250 может быть дополнительно перераспределен внутри полости 212, например, с передачей при этом тепла от нагревательного стержня 310 в отверждаемый при нагревании материал 250. Например, нагрев отверждаемого при нагревании материала 250 может уменьшать вязкость и способствовать перераспределению отверждаемого при нагревании материала 250, например, отверждаемый при нагревании материал 250 течет легче, когда его нагревают и его вязкость уменьшается.
[0084] Способ 100 может быть продолжен посредством передачи тепла в отверждаемый при нагревании материал 250 во время операции 130. В результате этой теплопередачи, отверждаемый при нагревании материал 250 отверждается внутри полости 132, как проиллюстрировано блоком 132 на ФИГ. 1. Во время теплопередачи отверждаемый при нагревании материал 250 имеет тепловое соединение по меньшей мере с частью 310а нагревательного стержня 310, расположенной внутри полости 212 и подающей тепло в отверждаемый при нагревании материал 250. Это тепловое соединение может быть установлено посредством отверждаемого при нагревании материала 250, непосредственно сопряженного с нагревательным стержнем 310, как, например, показано на ФИГ. 4А-4В. Например, отверждаемый при нагревании материал 250 может быть непосредственно сопряжен с покрытием 315 или втулкой 316 нагревательного стержня 310. В этом примере покрытие 315 или втулка 316 могут быть выполнены с возможностью открепления от отверждаемого при нагревании материала 250. Различные компоненты нагревательного стержня 310 описаны ниже со ссылкой на ФИГ. 6A-6D. В альтернативных вариантах реализации изобретения тепловое соединение может быть установлено посредством теплопроводящего компонента, расположенного между отверждаемым при нагревании материалом 250 и нагревательным стержнем 310, такого как вкладыш 240, как схематично показано на ФИГ. 2D-2F.
[0085] При передаче тепла от нагревательного стержня 310 в отверждаемый при нагревании материал 250, температура отверждаемого при нагревании материала 250 может повыситься до приблизительно 150°F (66°С) - 250°F (121°С) или, в частности, до приблизительно 175°F (79°С) - 225°F (107°С). Эта температура может зависеть от требований к отверждению для отверждаемого при нагревании материала 250, а также граничных значений температуры для окружающих деталей. Эта продолжительность может также зависеть от требований к отверждению для отверждаемого при нагревании материала 250, а также других факторов. Для отверждения материала 250 могут быть использованы различные температурные профили. Согласно этим профилям может потребоваться передача тепла от нагревательного стержня 310 в отверждаемый при нагревании материал 250 в течение некоторого времени. Скорость теплопередачи может варьироваться в зависимости от времени и может регулироваться на основе обратной связи по температуре и других факторов, как подробно описано ниже.
[0086] В некоторых вариантах реализации изобретения передача тепла в отверждаемый при нагревании материал 250 во время операции 130 включает нагрев по меньшей мере части 310а нагревательного стержня 310, имеющей тепловое соединение с отверждаемым при нагревании материалом 250, как показано блоком 131 на ФИГ. 1. Этот нагрев может быть выборочным нагревом таким образом, что по меньшей мере другую часть 310b нагревательного стержня 310 (со ссылкой на ФИГ. 2F) не нагревают. Эта другая часть 310b может находиться на расстоянии от отверждаемого при нагревании материала 250, и нагрев второй детали 220 возле этой другой части 310b может быть нежелателен. По существу, нагревают только выбранную часть 310а нагревательного стержня 310, расположенную возле отверждаемого при нагревании материала 250. Как подробно описано ниже со ссылкой на ФИГ. 6С, нагревательный стержень 310 может включать в себя нагревательный элемент 314, который проходит только часть 310а его длины 312с. Эта часть 310а может иметь тепловое соединение с отверждаемым при нагревании материалом 250, а другие части нагревательного стержня 310 могут проходить за границу отверждаемого при нагревании материала 250.
[0087] В некоторых вариантах реализации изобретения нагрев (блок 131 на ФИГ. 1) нагревательного стержня 310 может быть резистивным нагревом (блок 134 на ФИГ. 1). В этих вариантах реализации изобретения нагрев 131 может включать подачу напряжения к резистивному нагревательному элементу 314 нагревательного стержня 310. Это напряжение может варьироваться со временем на основании различных факторов, как подробно описано ниже.
[0088] В некоторых вариантах реализации изобретения передачу тепла в отверждаемый при нагревании материал 250 выполняют с отслеживанием при этом температуры отверждаемого при нагревании материала 250 (блок 136 на ФИГ. 1). Например, отслеживание температуры отверждаемого при нагревании материала 250 может быть выполнено с использованием нагревательного стержня 310. В частности, нагревательный стержень 310 может содержать термопару 319. Различные аспекты нагревательного стержня 310 подробнее описаны ниже со ссылкой на ФИГ. 6A-6D. Выходной сигнал от термопары 319, показывающий температуру, может быть использован для управления количеством тепла, создаваемого нагревательным стержнем 310.
[0089] В некоторых вариантах реализации изобретения нагревательный стержень 310 содержит материал 313, имеющий возможность перехода из одной фазы в другую,, как подробно описано ниже со ссылкой на ФИГ. 6. В этих вариантах реализации изобретения передача тепла в отверждаемый при нагревании материал 250 во время операции 130 может включать изменение фазы материала 313, имеющего возможность перехода из одной фазы в другую, (как показано блоком 138 на ФИГ. 1). Это явление фазового перехода может быть использовано для регулировки температуры отверждаемого при нагревании материала 250. Например, отверждаемый при нагревании материал 250 может быть отвержден при температуре фазового перехода. Иными словами, материал 313, имеющий возможность перехода из одной фазы в другую, выбирают таким образом, что его температура фазового перехода совпадает с температурой отверждения отверждаемого при нагревании материала 250. По существу, по меньшей мере внешняя поверхность нагревательного стержня 230 будет находиться при его температуре фазового перехода и оставаться при этой температуре до тех пор, пока весь материал 313, имеющий возможность перехода из одной фазы в другую, не изменит свою фазу и таким образом сохранит температуру отверждения постоянной до тех пор, пока отверждаемый при нагревании материал 250 не станет отвержденным. Специалисту в данной области техники должно быть понятно, что этот фазовый переход отверждаемого при нагревании материала 250 обеспечивает возможность поглощения и высвобождения некоторого количества тепла с помощью материала 313, имеющий возможность перехода из одной фазы в другую, с сохранением постоянной температуры.
[0090] В некоторых вариантах реализации изобретения способ 100 включает охлаждение одной или более деталей во время дополнительной операции 139. Например, часть первой детали 210 или часть второй детали 220, уложенная в стопу с первой деталью 210, может быть охлаждена с передачей при этом тепла в отверждаемый при нагревании материал 250 во время операции 130. Иными словами, операция 139 может быть частью операции 130, как отображено на ФИГ. 1. Это охлаждение может быть использовано, чтобы гарантировать, что другие детали, находящиеся возле отверждаемого при нагревании материала 250, остаются при более низкой температуре, чем, например, температура, необходимая для отверждения материала 250. Охлаждение может быть выполнено с использованием части нагревательного стержня 310, как подробно описано ниже со ссылкой на ФИГ. 6С. В тех же самых или других примерах охлаждение может быть выполнено с использованием компонентов, расположенных снаружи относительно стопы.
[0091] Способ 100 также может включать удаление нагревательного стержня 310 из указанной полости 212 во время дополнительной операции 140. Один пример стопы 200 после удаления нагревательного стержня 310 схематично показан на ФИГ. 2G. Отверждаемый при нагревании материал 250 отверждают на этом этапе способа 100. При использовании вкладыша 240 вкладыш 240 может оставаться в стопе 200. На ФИГ. 2G также показан дополнительный вкладыш 242, вставленный в полость 222 второй детали 220. Пространство, ранее занимаемое нагревательным стержнем 310, может быть использовано для установки крепежного элемента или в других целях, как подробно описано ниже.
[0092] В некоторых вариантах реализации изобретения нагревательный стержень 310 содержит втулку 316, расположенную поверх оболочки 312 нагревательного стержня 310. Различные аспекты втулки 316 описаны ниже со ссылкой на ФИГ. 6А. Втулка 316 может удерживаться в полости после удаления нагревательного стержня 310 из указанной полости 212 во время операции 140, как схематично показано на ФИГ. 2I. Например, втулка 316 может быть использована для упрощения операции 140 удаления. В некоторых вариантах реализации изобретения трение между втулкой 316 и оболочкой 312 может быть меньше, чем между втулкой 316 и отверждаемым при нагревании материалом 250, который уже стал твердым к этому моменту. В этих вариантах реализации изобретения способ 100 также может включать удаление втулки 316 из указанной полости 212 во время операции 150. Втулку 316 можно легче удалить из полости 212 после удаления нагревательного стержня 310, так как становится доступным дополнительное пространство внутри втулки 316. В альтернативных вариантах реализации изобретения втулка 316 может удерживаться в полости 212 и может становиться деталью стопы 200 вместе с первой деталью 210.
[0093] В некоторых вариантах реализации изобретения после удаления нагревательного стержня 310 из указанной полости 212, способ 100 может быть продолжен установкой крепежного элемента 260 в полость 212 первой детали 210 во время дополнительной операции 160. На ФИГ. 2Н схематически показано изображение стопы 200 после установки крепежного элемента 260 через пространство, ранее занимаемое нагревательным стержнем 310. Крепежный элемент 260 может проходить через первую деталь 210 и вторую деталь 220, а в некоторых вариантах реализации изобретения сжимать детали 210 и 220 вместе. Некоторые примеры крепежного элемента 260 включают в себя без ограничения заклепку, болт, вставку или крепежное устройство/крепежный механизм.
Примеры системы
[0094] На ФИГ. 5А показан пример системы отверждения 300, содержащей нагревательный стержень 310, первую опору 320 и вторую опору 330. Первая опора 320 взаимодействует с оболочкой 312 нагревательного стержня 310. Вторая опора 330 также взаимодействует с оболочкой 312 нагревательного стержня 310. Вторая опора 330 может быть выполнена с возможностью перемещения между первым концом 312а и вторым концом 312b оболочки 312 при непрерывном взаимодействии с оболочкой 312 нагревательного стержня 310, как, например, схематично показано на ФИГ. 5В и 5С. В некоторых вариантах реализации изобретения первая опора 320 и вторая опора 330 выполнены с возможностью перемещения. Указанное перемещение может быть использовано для герметизации первой детали 210, а в некоторых вариантах реализации изобретения для прижатия первой детали 210, например, ко второй детали 220. Сила 218 сжатия может быть создана механическими средствами, пневматическими средствами, гидравлическими средствами и т.п. Например, вторая опора 330 может включать в себя гайку 332, соединенную посредством резьбы с оболочкой 312 нагревательного стержня 310. В некоторых вариантах реализации изобретения вторая опора 330 также включает в себя изолятор 333 и прокладку 331. Например, когда прокладка 331 может быть прижата гайкой 332 к детали.
[0095] На ФИГ. 6А показаны внутренние компоненты нагревательного стержня 310. Например, нагревательный стержень 310 может содержать нагревательный элемент 314 и оболочку 312, охватывающую нагревательный элемент 314. Нагревательный стержень 310 может включать в себя первый электрический вывод 318а, соединенный с нагревательным элементом 314, и второй электрический вывод 318b, также соединенный с нагревательным элементом 314. Нагревательный элемент 314 нагревательного стержня 310 может быть резистивным нагревательным элементом. Первый электрический вывод 318а, соединенный с нагревательным элементом 314, и второй электрический вывод 318b могут быть использованы для подачи напряжения к нагревательному элементу 314, проводя таким образом электрический ток через нагревательный элемент 314.
[0096] В некоторых вариантах реализации изобретения первый электрический вывод 318а проходит от первого конца 312а оболочки 312, а второй электрический вывод 318b проходит от второго конца 312b оболочки 312, отличного от первого конца 312а, как, например, схематично показано на ФИГ. 6А. В альтернативных вариантах реализации изобретения первый электрический вывод 318а и второй электрический вывод 318b проходят от одного и того же конца, например первого конца 312а, оболочки 312, как, например, схематично показано на ФИГ. 6А.
[0097] В некоторых вариантах реализации изобретения система 300 отверждения также содержит термопару 319, как, например, показано на ФИГ. 6А. Термопара 319 может быть использована для измерения температуры оболочки 312. Выходной сигнал термопары 319 может быть использован для управления электрическим питанием, подаваемым на нагревательный элемент 314 нагревательного стержня 310. Например, система 300 отверждения также может содержать системный контроллер 340, как показано на ФИГ. 6А. Системный контроллер 340 соединен с возможностью связи с термопарой 319. В частности, выходной сигнал термопары принимается системным контроллером 340. Этот выходной сигнал используется системным контроллером 340 для определения электрического питания, подаваемого на нагревательный элемент 314. Как показано на ФИГ. 6А, системный контроллер 340 может быть соединен с возможностью связи с источником питания 350, который соединен с первым электрическим выводом 318а и вторым электрическим выводом 318b. Системный контроллер 340 может выдавать источнику питания 350 инструкции относительно уровня мощности, подаваемой в нагревательный элемент 314 через первый электрический вывод 318а и второй электрический вывод 318b.
[0098] В некоторых вариантах реализации изобретения нагревательный стержень 310 также содержит втулку 316, расположенную поверх оболочки 312, как, например, показано на ФИГ. 6А. Оболочка 312 и втулка 316 содержат различные материалы. Например, втулка 316 может содержать полимер 316а, такой как фторсодержащий полимер 316b. Оболочка 312 может быть металлической. Втулка 316 может быть выполнена с возможностью удаления и может скользить по оболочке 312, когда нагревательный стержень 310 удаляют из указанной полости 212 после отверждения отверждаемого при нагревании материала 250.
[0099] В некоторых вариантах реализации изобретения нагревательный стержень 310 может содержать покрытие 315, расположенное на оболочке 312, как, например, схематично показано на ФИГ. 6В. Оболочка 312 и покрытие 315 могут содержать различные материалы. В некоторых вариантах реализации изобретения покрытие 315 используется в дополнение к втулке 316, например, чтобы способствовать удалению втулки 316. В альтернативных вариантах реализации изобретения покрытие 315 может быть использовано вместо втулки 316.
[00100] Нагревательный элемент 314 может проходить меньше чем на 75% длины 312с оболочки 232 или, в частности, меньше чем на 50% длины 312с, как схематично показано на ФИГ. 6С. Указанный аспект способствует выборочному нагреву. Например, место расположения и размер нагревательного элемента 314 может соответствовать части 310а нагревательного стержня 310, имеющей тепловое соединение с отверждаемым при нагревании материалом 250. По существу, не все детали, находящиеся в контакте с нагревательным стержнем 310, подвергаются нагреву. В некоторых вариантах реализации изобретения нагревательный элемент 314 нагревательного стержня 310 является резистивным нагревательным элементом 314'.
[00101] В некоторых вариантах реализации изобретения система 300 отверждения содержит материал 313, имеющий возможность перехода из одной фазы в другую. Например, материал 313, имеющий возможность перехода из одной фазы в другую, может быть расположен внутри оболочки 312, как схематично показано на ФИГ. 6D. Как описано выше, материал 313, имеющий возможность перехода из одной фазы в другую, содействует регулировке температуры при переносе тепла от нагревательного стержня 310 в отверждаемый при нагревании материал 250.
[00102] В некоторых вариантах реализации изобретения нагревательный стержень 310 также содержит охладительный элемент 317. Например, охладительный элемент 317 может быть расположен внутри оболочки 312, как, например, схематично показано на ФИГ. 6С. Место расположения и размер охладительного элемента 317 могут быть выбраны исходя из одной или более деталей, которые имеют тепловое соединение с нагревательным стержнем 310, который, однако, может быть термически не стабильным.
Примеры летательного аппарата и способов его изготовления и эксплуатации
[00103] Примеры раскрытия настоящего изобретения могут быть описаны в контексте способа 1100 изготовления и обслуживания летательного аппарата, как показано на ФИГ. 7, и летательного аппарата 1102, как показано на ФИГ. 8. Во время подготовки к изготовлению проиллюстрированный способ 1100 может включать в себя разработку спецификации и проектирование (блок 1104) летательного аппарата 1102 и материальное снабжение (блок 1106). Во время производства может иметь место изготовление компонентов и сборочных узлов (блок 1108) и интеграция систем (блок 1110) летательного аппарата 1102. Описанные способы и системы, образованные этими способами, такими как способы отверждения отверждаемых при нагревании материалов в полостях, могут быть использованы на любом из этапов разработки спецификации и проектирования (блок 1104) летательного аппарата 1102, материального обеспечения (блок 1106), изготовления компонентов и подузлов (блок 1108) и/или проверке и интеграции систем (блок 1110) летательного аппарата 1102.
[00104] После этого летательный аппарат 1102 может пройти через стадию сертификации и доставки (блок 1112) для ввода в эксплуатацию (блок 1114). При эксплуатации летательный аппарат 1102 может подвергаться регламентному техобслуживанию и текущему ремонту (блок 1116). Регламентное техобслуживание и текущий ремонт могут включать в себя модернизацию, перенастройку, переоборудование и так далее одной или более систем летательного аппарата 1102. Описанные способы и системы, образованные этими способами, такими как способы отверждения отверждаемых при нагревании материалов внутри полостей, могут быть использованы на любом из этапов сертификации и доставки (блок 1112), регламентного и технического обслуживания (блок 1114) и/или текущего ремонта и обслуживания (блок 1116).
[00105] Каждый из процессов проиллюстрированного способа 1100 может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором (например, заказчиком). В целях настоящего описания системный интегратор может включать в себя, без ограничения, любое количество производителей летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, без ограничения, любое количество продавцов, субподрядчиков и поставщиков; а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.д.
[00106] Как показано на ФИГ. 8, летательный аппарат 1102, произведенный с помощью проиллюстрированного способа 1100, может включать в себя корпус 1118 с множеством высокоуровневых систем 1120 и внутренней частью 1122. Примеры высокоуровневых систем 1120 включают в себя одну или более из следующих систем: движительная система 1124, электрическая система 1126, гидравлическая система 1128 и система 1130 управления условиями окружающей среды. Может быть включено любое количество других систем. Хотя показан пример для аэрокосмической отрасли, принципы, раскрытые в настоящем документе, могут применяться в других отраслях промышленности, таких как автомобильная промышленность. Соответственно, помимо летательных аппаратов 1102, принципы, раскрытые в настоящем документе, могут применяться к другим транспортным средствам, например, сухопутным транспортным средствам, морским транспортным средствам, космическим транспортным средствам и т.д.
[00107] Устройство (устройства) и способ (способы), показанные или описанные в настоящем документе, могут быть использованы во время любых одного или более этапов способа изготовления и обслуживания (приведенного в качестве примера способа 1100). Например, компоненты или сборочные узлы, относящиеся к изготовлению компонентов и сборочных узлов (блок 1108), могут быть изготовлены или произведены аналогично компонентам или сборочным узлам, изготовленным во время эксплуатации летательного аппарата 1102 (блок 1114). Также, один или более примеров устройства (устройств) и способа (способов) или их комбинаций могут быть использованы во время производственных операций (блок 1108) и (блок 1110), например, с существенным ускорением сборки или снижением стоимости летательного аппарата 1102. Схожим образом, один или более примеров устройств и способов или их комбинаций могут быть использованы, например и без ограничения, во время эксплуатации летательного аппарата 1102 (блок 1114) и/или во время регламентного техобслуживания и ремонта (блок 1116).
Вывод
[00108] Различные примеры устройства (устройств) и способа (способов), раскрытые в настоящем документе, включают в себя различные компоненты, признаки и функциональные особенности. Следует понимать, что различные примеры устройства (устройств) и способа (способов), раскрытые в настоящем документе, могут включать в себя любые компоненты, признаки и функциональные особенности любых из других примеров устройства (устройств) и способа (способов), раскрытых в настоящем документе, в любой комбинации, и все такие возможности предназначены для включения в пределы сущности и объема настоящего изобретения.
[00109] Множество модификаций примеров, раскрытых в настоящем документе, окажутся очевидными для специалиста в данной области техники, к которой относится раскрытие настоящего изобретения, при изучении особенностей настоящего изобретения, представленных в вышеприведенном описании и на соответствующих чертежах.
Таким образом, в целом, в соответствии с первым аспектом настоящего изобретения предложен:
А1. Способ (100) отверждения отверждаемого при нагревании материала (250) внутри полости (212) первой детали (210), включающий:
тепловое соединение нагревательного стержня (310) и отверждаемого при нагревании материала (250), расположенного внутри указанной полости (212); и
передачу тепла от нагревательного стержня (310) в отверждаемый при нагревании материал (250), когда отверждаемый при нагревании материал (250) расположен внутри указанной полости (212) и имеет тепловое соединение с нагревательным стержнем (310).
А2. Также предложен способ (100) по параграфу А1, согласно которому передача тепла от нагревательного стержня (310) в отверждаемый при нагревании материал (250) приводит к отверждению отверждаемого при нагревании материала (250).
A3. Также предложен способ (100) по параграфу А1, согласно которому тепловое соединение нагревательного стержня (310) и отверждаемого при нагревании материала (250) включает:
вставку нагревательного стержня (310) в указанную полость (212) и
размещение отверждаемого при нагревании материала (250) в указанной полости (212).
А4. Также предложен способ (100) по параграфу A3, согласно которому нагревательный стержень (310) вставляют в указанную полость (212) перед размещением отверждаемого при нагревании материала (250) в указанной полости (212).
А5. Также предложен способ (100) по параграфу A3, согласно которому нагревательный стержень (310) вставляют в указанную полость (212) после размещения отверждаемого при нагревании материала (250) в указанной полости (212).
А6. Также предложен способ (100) по параграфу А1, согласно которому передача тепла от нагревательного стержня (310) в отверждаемый при нагревании материал (250) включает нагрев по меньшей мере части (230а) нагревательного стержня (310), имеющей тепловое соединение с отверждаемым при нагревании материалом (250).
А7. Также предложен способ (100) по параграфу А6, согласно которому нагрев по меньшей мере указанной части (230а) нагревательного стержня (310) включает резистивный нагрев.
А8. Также предложен способ (100) по параграфу А7, согласно которому дополнительную часть (230b) нагревательного стержня (310) не нагревают, причем
дополнительная часть (230b) не имеет теплового соединения с отверждаемым при нагревании материалом (250).
А9. Также предложен способ (100) по параграфу А8, согласно которому указанную дополнительную часть (230b) нагревательного стержня (310) охлаждают.
А10. Также предложен способ (100) по параграфу А1, также включающий охлаждение части первой детали (210) или части второй детали (220), уложенной в стопу с первой деталью (210), с передачей при этом тепла в отверждаемый при нагревании материал (250).
А11. Также предложен способ (100) по параграфу А10, согласно которому охлаждение указанной части первой детали (210) или указанной части второй детали (220), уложенной в стопу с первой деталью (210) выполняют с передачей при этом тепла в отверждаемый при нагревании материал (250) с использованием нагревательного стержня (310).
А12. Также предложен способ (100) по параграфу А1, согласно которому передачу тепла в отверждаемый при нагревании материал (250) выполняют с отслеживанием при этом температуры отверждаемого при нагревании материала (250).
А13. Также предложен способ (100) по параграфу А12, согласно которому отслеживание температуры отверждаемого при нагревании материала (250) выполняют с использованием нагревательного стержня (310).
А14. Также предложен способ (100) по параграфу А13, согласно которому нагревательный стержень (310) содержит термопару.
А15. Также предложен способ (100) по параграфу А1, также включающий изменение фазы (313') материала (313), имеющего возможность перехода из одной фазы в другую,, расположенного внутри нагревательного стержня (310) с регулировкой, таким образом, температуры отверждаемого при нагревании материала (250) и с передачей при этом тепла от нагревательного стержня (310) в отверждаемый при нагревании материал (250).
А16. Также предложен способ (100) по параграфу А1, согласно которому отверждаемый при нагревании материал (250) герметизируют внутри указанной полости (212) первой детали (210) с передачей при этом тепла от нагревательного стержня (310) в отверждаемый при нагревании материал (250).
А17. Также предложен способ (100) по параграфу А1, согласно которому отверждаемый при нагревании материал (250) непосредственно сопрягают с нагревательным стержнем (310) с передачей при этом тепла от нагревательного стержня (310) в отверждаемый при нагревании материал (250).
А18. Также предложен способ (100) по параграфу А1, согласно которому нагревательный стержень (310) содержит нагревательный элемент (314) и оболочку (312), охватывающую нагревательный элемент (314).
А19. Также предложен способ (100) по параграфу А18, согласно которому нагревательный стержень (310) также содержит покрытие (315), расположенное на оболочке (312), причем
оболочка (312) и покрытие (315) содержат различные материалы.
А20. Также предложен способ (100) по параграфу А18, согласно которому нагревательный стержень (310) также содержит втулку (316), расположенную поверх оболочки (312), причем
оболочка (312) и втулка (316) содержат различные материалы.
А21. Также предложен способ (100) по параграфу А20, согласно которому втулка (316) содержит полимер.
А22. Также предложен способ (100) по параграфу А21, согласно которому полимер втулки (316) является фторсодержащим полимером.
А23. Также предложен способ (100) по параграфу А20, также включающий удаление нагревательного стержня (310) из указанной полости (212) после отверждения отверждаемого при нагревании материала (250), причем
втулку (316) удерживают в указанной полости (212) после удаления нагревательного стержня (310) из указанной полости (212).
А24. Также предложен способ (100) по параграфу А23, также включающий удаление втулки (316) из указанной полости (212).
А25. Также предложен способ (100) по параграфу А18, согласно которому нагревательный элемент (314) нагревательного стержня (310) соединяют с первым электрическим выводом (318а) и вторым электрическим выводом (318b).
А26. Также предложен способ (100) по параграфу А25, согласно которому первый электрический вывод (318а) проходит от первого конца (312а) оболочки (312), а
второй электрический вывод (318b) проходит от второго конца (312b) оболочки (312), отличного от первого конца (312а).
А27. Также предложен способ (100) по параграфу А25, согласно которому первый электрический вывод (318а) и второй электрический вывод (318b) проходят от первого конца (312а) оболочки (312).
А28. Также предложен способ (100) по параграфу А18, согласно которому нагревательный элемент (314) проходит меньше чем на 75% длины оболочки (312).
А29. Также предложен способ (100) по параграфу А1, согласно которому нагревательный стержень (310) проходит через первую деталь (210).
А30. Также предложен способ (100) по параграфу А29, согласно которому нагревательный стержень (310) прикладывает силу сжатия к первой детали (210).
А31. Также предложен способ (100) по параграфу А30, согласно которому нагревательный стержень (310) проходит через вторую деталь (220), уложенную в стопу вместе с первой деталью (210).
А32. Также предложен способ (100) по параграфу А31, согласно которому первая деталь (210) является пористой, а
вторая деталь (220) герметизирует отверждаемый при нагревании материал (250) в пределах границы первой детали (210).
А33. Также предложен способ (100) по параграфу A32, согласно которому первая деталь (210) имеет сотовую структуру, а
полость (212) является отверстием в сотовой структуре.
А34. Также предложен способ (100) по параграфу А31, согласно которому дополнительная часть нагревательного стержня (310), проходящая через вторую деталь (220) не вырабатывает тепло с передачей при этом тепла в отверждаемый при нагревании материал (250).
A35. Также предложен способ (100) по параграфу А1, также включающий размещение вкладыша поверх нагревательного стержня, причем
вкладыш приклеивают к первой детали (210) посредством отверждаемого при нагревании материала (250).
A36. Также предложен способ (100) по параграфу A35, согласно которому вкладыш размещают поверх нагревательного стержня перед вставкой нагревательного стержня (310) в указанную полость (212), когда нагревательный стержень (310) имеет тепловое соединение с отверждаемым при нагревании материалом (250).
А37. Также предложен способ (100) по параграфу А35, согласно которому вкладыш размещают поверх нагревательного стержня после вставки нагревательного стержня (310) в указанную полость (212), когда нагревательный стержень (310) имеет тепловое соединение с отверждаемым при нагревании материалом (250).
А38. Также предложен способ (100) по параграфу А35, согласно которому вкладыш размещают поверх нагревательного стержня после размещения отверждаемого при нагревании материала (250) в указанной полости (212) первой детали (210), когда нагревательный стержень (310) имеет тепловое соединение с отверждаемым при нагревании материалом (250).
А39. Также предложен способ (100) по параграфу А35, согласно которому вкладыш размещают поверх нагревательного стержня перед размещением отверждаемого при нагревании материала (250) в указанной полости (212) первой детали (210), когда нагревательный стержень (310) имеет тепловое соединение с отверждаемым при нагревании материалом (250).
А40. Также предложен способ (100) по параграфу А1, согласно которому полость (212) первой детали (210) представляет собой сквозное отверстие.
А41. Также предложен способ (100) по параграфу А1, согласно которому полость (212) первой детали (210) представляет собой глухое отверстие.
А42. Также предложен способ (100) по параграфу А1, согласно которому отверждаемый при нагревании материал (250) выбирают из группы, состоящей из герметизирующего компаунда и адгезива.
А43. Также предложен способ (100) по параграфу А1, согласно которому первая деталь (210) содержит полимер, армированный углеродным волокном.
А44. Также предложен способ (100) по параграфу А1, согласно которому отверждаемый при нагревании материал (250) нагревают до температуры приблизительно 150°F (66°С) - 250°F (121°С) с его отверждением при этом внутри указанной полости (212).
А45. Также предложен способ (100) по параграфу А1, также включающий удаление нагревательного стержня (310) из указанной полости (212) после отверждения отверждаемого при нагревании материала (250).
А46. Также предложен способ (100) по параграфу А45, также включающий установку крепежного элемента в указанную полость (212) первой детали (210) после удаления нагревательного стержня (310) из указанной полости (212).
А47. Также предложен способ (100) по параграфу А1, также включающий выполнение указанной полости (212) в первой детали (210).
B1. Способ (100) отверждения отверждаемого при нагревании материала (250) внутри полости (212) первой детали (210), включающий:
тепловое соединение нагревательного стержня (310) и отверждаемого при нагревании материала (250), расположенного внутри указанной полости (212); и
изменение фазы (313') материала (313), имеющего возможность перехода из одной фазы в другую, расположенного внутри указанной полости (212).
B2. Также предложен способ (100) по параграфу В1, согласно которому изменение фазы (313') материала (313), имеющего возможность перехода из одной фазы в другую, выполняют при температуре отверждения для отверждаемого при нагревании материала (250).
B3. Также предложен способ (100) по параграфу В1, согласно которому изменение фазы (313') материала (313), имеющего возможность перехода из одной фазы в другую, расположенного внутри указанной полости (212) является частью передачи тепла от нагревательного стержня (310) в отверждаемый при нагревании материал (250), когда отверждаемый при нагревании материал (250) расположен внутри указанной полости (212).
B4. Также предложен способ (100) по параграфу В3, согласно которому передача тепла от нагревательного стержня (310) в отверждаемый при нагревании материал (250) приводит к отверждению отверждаемого при нагревании материала (250).
B5. Также предложен способ (100) по параграфу В1, согласно которому тепловое соединение нагревательного стержня (310) и отверждаемого при нагревании материала (250), расположенного внутри указанной полости (212), включает вставку нагревательного стержня (310) в указанную полость (212) и размещение отверждаемого при нагревании материала (250) в указанной полости (212).
B6. Также предложен способ (100) по параграфу В1, согласно которому изменение фазы (313') материала (313), имеющего возможность перехода из одной фазы в другую, включает нагрев по меньшей мере части нагревательного стержня (310), имеющей тепловое соединение с отверждаемым при нагревании материалом (250).
B7. Также предложен способ (100) по параграфу В1, также включающий охлаждение части первой детали (210) или части второй детали (220), уложенной в стопу с первой деталью (210), с изменением при этом фазы (313') материала (313), имеющего возможность перехода из одной фазы в другую.
B8. Также предложен способ (100) по параграфу В1, согласно которому отверждаемый при нагревании материал (250) герметизируют внутри указанной полости (212) первой детали (210) с изменением при этом фазы (313') материала (313), имеющего возможность перехода из одной фазы в другую.
B9. Также предложен способ (100) по параграфу В1, согласно которому отверждаемый при нагревании материал (250) непосредственно сопрягают с нагревательным стержнем (310) с изменением при этом фазы (313') материала (313), имеющего возможность перехода из одной фазы в другую.
В10. Также предложен способ (100) по параграфу В1, согласно которому нагревательный стержень (310) проходит через первую деталь (210).
В11. Также предложен способ (100) по параграфу В1, согласно которому отверждаемый при нагревании материал (250) выбирают из группы, состоящей из герметизирующего компаунда и адгезива.
В12. Также предложен способ (100) по параграфу В1, также включающий удаление нагревательного стержня (310) из указанной полости (212) после отверждения отверждаемого при нагревании материала (250).
В13. Также предложен способ (100) по параграфу В12, также включающий установку крепежного элемента в указанную полость (212) первой детали (210) после удаления нагревательного стержня (310) из указанной полости (212).
С1. Система отверждения для отверждения отверждаемого при нагревании материала (250) внутри полости (212), содержащая:
- нагревательный стержень (310), содержащий
нагревательный элемент (314),
оболочку (312), охватывающую нагревательный элемент (314),
первый электрический вывод (318а), соединенный с нагревательным элементом (314), и
второй электрический вывод (318b), соединенный с нагревательным элементом (314);
- первую опору (320), взаимодействующую с оболочкой (312) нагревательного стержня (310); и
- вторую опору (330), взаимодействующую с оболочкой (312) нагревательного стержня (310) и выполненную с возможностью перемещения между первым концом (312а) и вторым концом (312b) оболочки (312) при непрерывном взаимодействии с оболочкой (312) нагревательного стержня (310).
С2. Также предложена система отверждения по параграфу С1, в которой нагревательный элемент (314) нагревательного стержня (310) является резистивным нагревательным элементом (314).
С3. Также предложена система отверждения по параграфу С1, в которой нагревательный элемент (314) проходит меньше чем на 75% длины оболочки (312).
С4. Также предложена система отверждения по параграфу С1, в которой первый электрический вывод (318а) проходит от первого конца (312а) оболочки (312), а
второй электрический вывод (318b) проходит от второго конца (312b) оболочки (312), отличного от первого конца (312а).
С5. Также предложена система отверждения по параграфу С1, в которой первый электрический вывод (318а) и второй электрический вывод (318b) проходят от первого конца (312а) оболочки (312).
С6. Также предложена система отверждения по параграфу С1, также содержащая термопару для измерения температуры оболочки (312).
С7. Также предложена система отверждения по параграфу С1, также содержащая системный контроллер (340) для управления электрическим питанием, подаваемым в нагревательный элемент (314) нагревательного стержня (310).
С8. Также предложена система отверждения по параграфу С1, также содержащая материал (313), имеющий возможность перехода из одной фазы в другую, расположенный внутри оболочки (312).
С9. Также предложена система отверждения по параграфу С8, в которой температура фазового перехода материала (313), имеющего возможность перехода из одной фазы в другую, соответствует температуре отверждения для отверждаемого при нагревании материала (250).
С10. Также предложена система отверждения по параграфу С1, в которой первая опора (320) и вторая опора (330) выполнены с возможностью герметизации отверждаемого при нагревании материала (250) внутри указанной полости (212).
С11. Также предложена система отверждения по параграфу С1, в которой нагревательный стержень (310) также содержит втулку (316), расположенную поверх оболочки (312), причем
оболочка (312) и втулка (316) содержат различные материалы.
С12. Также предложена система отверждения по параграфу С11, в которой втулка (316) содержит полимер (316а).
С13. Также предложена система отверждения по параграфу С12, в которой полимер (316а) втулки (316) является фторсодержащим полимером (316b).
С14. Также предложена система отверждения по параграфу С12, в которой втулка (316) выполнена с возможностью удаления.
С15. Также предложена система отверждения по параграфу С1, в которой нагревательный стержень (310) также содержит покрытие (315), расположенное на оболочке (312), причем
оболочка (312) и покрытие (315) содержат различные материалы.
С16. Также предложена система отверждения по параграфу С1, в которой нагревательный стержень (310) также содержит охладительный элемент (317), расположенный внутри оболочки (312).
D1. Способ (100) отверждения отверждаемого при нагревании материала (250) внутри полости (212) первой детали (210), включающий:
тепловое соединение нагревательного стержня (310) и отверждаемого при нагревании материала (250), расположенного внутри указанной полости (212); и
изменение фазы материала (313), имеющего возможность перехода из одной фазы в другую, расположенного внутри указанной полости (212).
D2. Также предложен способ (100) по параграфу D1, согласно которому изменение фазы материала (313), имеющего возможность перехода из одной фазы в другую, выполняют при температуре отверждения для отверждаемого при нагревании материала (250).
D3. Также предложен способ (100) по параграфу D1, согласно которому изменение фазы материала (313), имеющего возможность перехода из одной фазы в другую,, расположенного внутри указанной полости (212), является частью передачи тепла от нагревательного стержня (310) в отверждаемый при нагревании материал (250), когда отверждаемый при нагревании материал (250) расположен внутри указанной полости (212).
D4. Также предложен способ (100) по параграфу D3, согласно которому передача тепла от нагревательного стержня (310) в отверждаемый при нагревании материал (250) приводит к отверждению отверждаемого при нагревании материала (250).
D5. Также предложен способ (100) по параграфу D1, согласно которому тепловое соединение нагревательного стержня (310) и отверждаемого при нагревании материала (250), расположенного внутри указанной полости (212), включает вставку нагревательного стержня (310) в указанную полость (212) и размещение отверждаемого при нагревании материала (250) в указанной полости (212).
D6. Также предложен способ (100) по параграфу D1, согласно которому изменение фазы материала (313), имеющего возможность перехода из одной фазы в другую, включает нагрев по меньшей мере части нагревательного стержня (310), имеющей тепловое соединение с отверждаемым при нагревании материалом (250).
D7. Также предложен способ (100) по параграфу D1, также включающий охлаждение части первой детали (210) или части второй детали (220), уложенной в стопу с первой деталью (210), с изменением при этом фазы материала (313), имеющего возможность перехода из одной фазы в другую.
D8. Также предложен способ (100) по параграфу D1, согласно которому отверждаемый при нагревании материал (250) герметизируют внутри указанной полости (212) первой детали (210) с изменением при этом фазы материала (313), имеющего возможность перехода из одной фазы в другую.
D9. Также предложен способ (100) по параграфу D1, согласно которому отверждаемый при нагревании материал (250) непосредственно сопрягают с нагревательным стержнем (310) с изменением при этом фазы материала (313), имеющего возможность перехода из одной фазы в другую.
D10. Также предложен способ (100) по параграфу D1, согласно которому нагревательный стержень (310) проходит через первую деталь (210).
D11. Также предложен способ (100) по параграфу D1, согласно которому отверждаемый при нагревании материал (250) выбирают из группы, состоящей из герметизирующего компаунда и адгезива.
D12. Также предложен способ (100) по параграфу D1, также включающий удаление нагревательного стержня (310) из указанной полости (212) после отверждения отверждаемого при нагревании материала (250).
D13. Также предложен способ (100) по параграфу D12, также включающий установку крепежного элемента (260) в указанную полость (212) первой детали (210) после удаления нагревательного стержня (310) из указанной полости (212).
Е1. Система (300) отверждения для отверждения отверждаемого при нагревании материала (250) внутри полости (212), содержащая:
- нагревательный стержень (310), содержащий
нагревательный элемент (314),
оболочку (312), охватывающую нагревательный элемент (314),
первый электрический вывод (318а), соединенный с нагревательным элементом (314), и
второй электрический вывод (318b), соединенный с нагревательным элементом (314);
- первую опору (320), взаимодействующую с оболочкой (312) нагревательного стержня (310); и
- вторую опору (330), взаимодействующую с оболочкой (312) нагревательного стержня (310) и выполненную с возможностью перемещения между первым концом (312а) и вторым концом (312b) оболочки (312) при непрерывном взаимодействии с оболочкой (312) нагревательного стержня (310).
Е2 Также предложена система (300) отверждения по параграфу Е1, в которой нагревательный элемент (314) нагревательного стержня (310) является резистивным нагревательным элементом (314).
Е3. Также предложена система (300) отверждения по параграфу Е1, в которой нагревательный элемент (314) проходит меньше чем на 75% длины оболочки (312).
Е4. Также предложена система (300) отверждения по параграфу Е1, в которой первый электрический вывод (318а) проходит от первого конца (312а) оболочки (312), а
второй электрический вывод (318b) проходит от второго конца (312b) оболочки (312), отличного от первого конца (312а).
Е5. Также предложена система (300) отверждения по параграфу Е1, в которой первый электрический вывод (318а) и второй электрический вывод (318b) проходят от первого конца (312а) оболочки (312).
Е6. Также предложена система (300) отверждения по параграфу Е1, также содержащая термопару (319) для измерения температуры оболочки (312).
Е7. Также предложена система (300) отверждения по параграфу Е1, также содержащая системный контроллер (340) для управления электрическим питанием, подаваемым в нагревательный элемент (314) нагревательного стержня (310).
Е8. Также предложена система (300) отверждения по параграфу Е1, также содержащая материал (313), имеющий возможность перехода из одной фазы в другую,, расположенный внутри оболочки (312).
Е9. Также предложена система (300) отверждения по параграфу Е8, в которой температура фазового перехода материала (313), имеющего возможность перехода из одной фазы в другую, соответствует температуре отверждения для отверждаемого при нагревании материала (250).
Е10. Также предложена система (300) отверждения по параграфу Е1, в которой первая опора (320) и вторая опора (330) выполнены с возможностью герметизации отверждаемого при нагревании материала (250) внутри указанной полости (212).
E11. Также предложена система (300) отверждения по параграфу Е1, в которой нагревательный стержень (310) также содержит втулку (316), расположенную поверх оболочки (312), причем
оболочка (312) и втулка содержат различные материалы.
Е12. Также предложена система (300) отверждения по параграфу Е11, в которой втулка (316) содержит полимер.
Е13. Также предложена система (300) отверждения по параграфу Е12, в которой полимер втулки (316) является фторсодержащим полимером.
Е14. Также предложена система (300) отверждения по параграфу Е12, в которой втулка (316) выполнена с возможностью удаления.
Е15. Также предложена система (300) отверждения по параграфу Е1, в которой нагревательный стержень (310) также содержит покрытие (315), расположенное на оболочке (312), причем
оболочка (312) и покрытие (315) содержат различные материалы.
Е16. Также предложена система (300) отверждения по параграфу Е1, в которой нагревательный стержень (310) также содержит охладительный элемент (317), расположенный внутри оболочки (312).
В связи с этим, следует отметить, что настоящее изобретение не ограничено конкретными показанными примерами, и что модификации и другие примеры следует считать включенными в объем прилагаемой формулы изобретения. Кроме того, несмотря на то, что предшествующее описание и соответствующие чертежи описывают примеры раскрытия настоящего изобретения в контексте некоторых приведенных в качестве примеров комбинаций элементов и/или функций, следует понимать, что различные комбинации элементов и/или функций могут быть созданы в альтернативных вариантах реализации без отступления от объема прилагаемой формулы изобретения. Соответственно, ссылочные обозначения, приведенные в скобках в прилагаемой формуле изобретения, представлены только в иллюстративных целях и не предназначены для ограничения объема заявленного изобретения конкретными примерами, приведенными в раскрытии настоящего изобретения.
Реферат
Изобретение относится к отверждению отверждаемых при нагревании материалов, располагаемых внутри полостей, в частности, к отверждению герметизирующих компаундов с ограниченным доступом к этим материалам, например в панелях для авиакосмической промышленности. Способ включает тепловое соединение нагревательного стержня и отверждаемого при нагревании материала, расположенного внутри указанной полости, и передачу тепла от нагревательного стержня в отверждаемый при нагревании материал, когда отверждаемый при нагревании материал расположен внутри указанной полости и имеет тепловое соединение с нагревательным стержнем, и охлаждение по меньшей мере части детали с передачей при этом тепла в отверждаемый при нагревании материал. Также раскрыта система отверждения для реализации способа отверждения. Технический результат: повышение эффективности средств для отверждения отверждаемых при нагревании материалов, располагаемых внутри полостей. 2 н. и 13 з.п. ф-лы, 8 ил.
Комментарии