Способ плавления порошка, включающий нагрев области, прилегающей к ванне - RU2657897C2
Код документа: RU2657897C2
Чертежи
Описание
Настоящее изобретение относится к изготовлению деталей путем плавления порошка с помощью высокоэнергетического луча (лазерного луча, электронного луча, и т.д.).
Более конкретно настоящее изобретение относится к способу, включающему следующие этапы:
(a) обеспечение материала в виде частиц порошка;
(b) нагрев первого количества этого порошка при температуре, превышающей температуру плавления TF этого порошка, с помощью высокоэнергетического луча и формирование на поверхности основы первой ванны, содержащей этот расплавленный порошок и часть этой основы;
(c) нагрев второго количества порошка при температуре, превышающей температуру плавления TF этого порошка, с помощью высокоэнергетического луча и формирование на поверхности основы второй ванны, содержащей этот расплавленный порошок и часть этой основы, на выходе первой ванны;
(d) повторение этапа (с) до получения первого слоя детали на основе;
(e) нагрев n-го количества порошка до температуры, превышающей температуру плавления TF этого порошка, с помощью высокоэнергетического луча и формирование n-ой ванны, частично содержащей этот расплавленный порошок над этим первым слоем;
(f) нагрев [n+1]-го количества порошка до температуры, превышающей температуру плавления TF этого порошка, с помощью высокоэнергетического луча и на выходе n-ой ванной над частью этого первого слоя;
(g) повторение этапа (f) таким образом, чтобы получить второй слой детали над указанным первым слоем, и
(h) повторение этапов (е)-(g) для каждого слоя, расположенного над уже полученным слоем, до получения по существу окончательной формы детали.
В описанном выше способе для получения первого слоя требуется [n-1] количеств порошка.
Известны способы, позволяющие получить трехмерные (3D) механические детали сложной формы. В этих способах деталь формируют послойно до получения детали желаемой формы. Предпочтительно деталь может быть воссоздана непосредственно с помощью компьютерного управления устройством с использованием файла системы автоматизированного проектирования и производства с использованием ЭВМ (CFAO - от франц. «Conception et fabrication assistees par ordinateur»), получаемого в результате обработки данных, содержащихся в графическом файле системы автоматизированного проектирования (САПР) с использованием ЭВМ (САО - от франц. «Conception assistees par ordinateur») в трех измерениях, формирующем, таким образом, один на другом последовательные слои расплавленного, а затем отвержденного материала, причем каждый из слоев состоит из наложенных друг на друга полос, размер и форма которых определены файлом CFAO.
Частицы, составляющие порошок, могут быть, например, металлическими, интерметаллическими, керамическими или полимерными.
В соответствии с настоящим изобретением в случае, когда порошок является металлическим сплавом, температура плавления TF для данного состава этого сплава находится между температурой жидкости и температурой твердого тела.
Конструкционной основой может быть часть другой детали, на которую желательно возложить дополнительную функцию. Ее состав может отличаться от состава частиц наносимого порошка, а также иметь другую температуру плавления.
Указанные способы включают, в частности, лазерное нанесение (англ. «Direct Metal Deposition» («Прямое Нанесение Металла») или DMD), «селективное лазерное плавление» (англ. «Selective Laser Melting» или SML) и электроннолучевое плавление (англ. «Electron Beam Melting» или ЕВМ). Отличительные признаки и осуществление способов DMD и SML будут кратко описаны ниже.
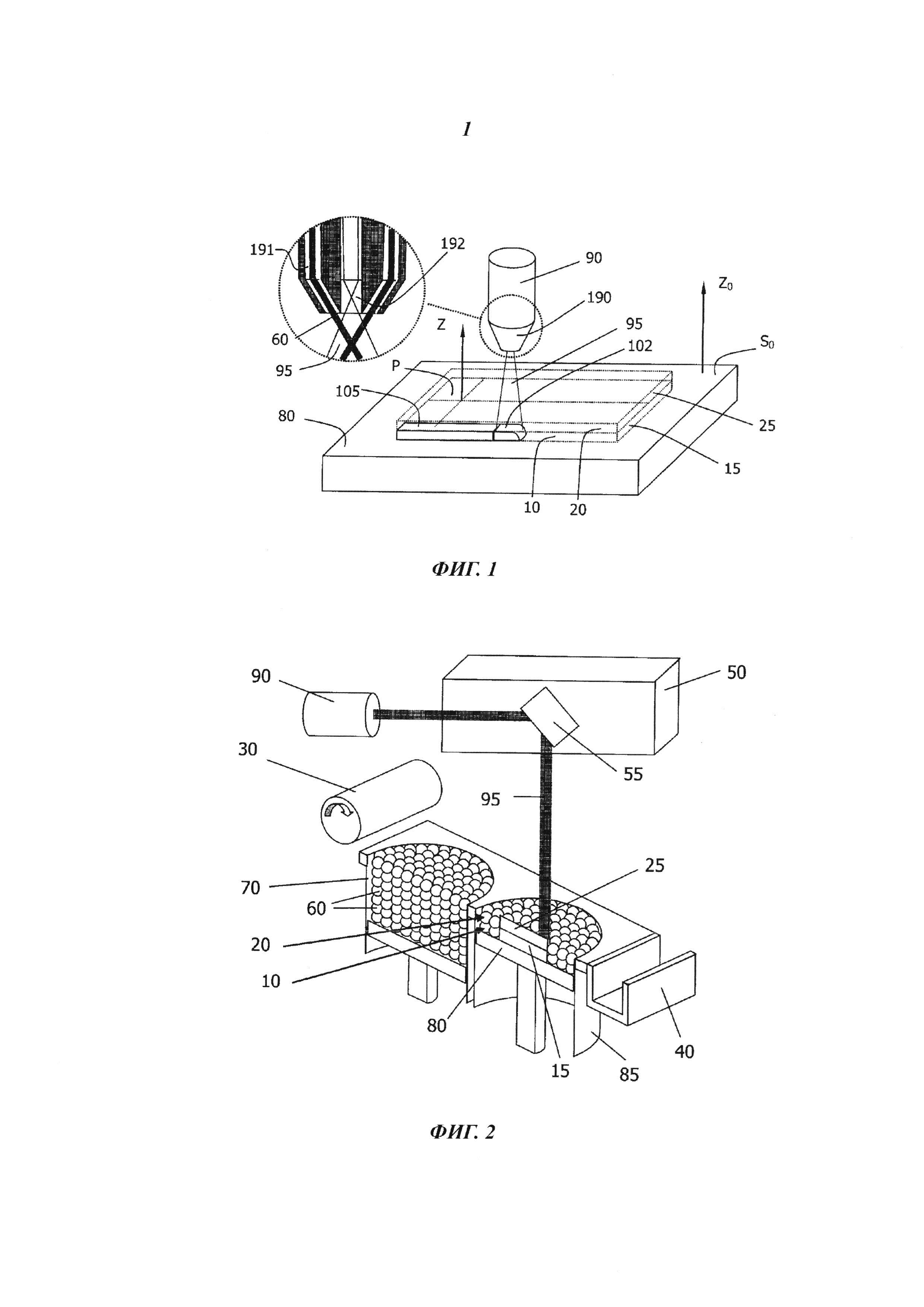
Осуществление способа прямого нанесения металла (DMD) будет описано ниже со ссылками на фиг. 1.
Под местной защитой или в камере с инертным газом при регулируемом избыточном давлении или вакууме формируют первый слой 10 материала путем нанесения частиц порошка этого материала на основу 80 через сопло 190. Это сопло 190 одновременно с нанесением частиц 60 порошка излучает лазерный луч 95, источником которого служит генератор 90. Первое отверстие 191 сопла 190, через которое порошок наносится на основу 80, находится на одной оси со вторым отверстием 192, через которое проходит лазерный луч, таким образом, что порошок наносится в лазерном луче 95. Порошок образует конус частиц, причем этот конус является полым и имеет некоторую толщину, а лазерный луч является коническим.
Лазерный луч 95 образует ванну 102 на основе 80 путем плавления зоны основы 80, подвергающейся воздействию лазерного луча. Порошок питает ванну 102, в которую он попадает в расплавленном состоянии, причем этот порошок плавится в процессе прохождения в лазерном луче до попадания в ванну.
Альтернативно, сопло 190 может регулироваться и/или размещаться таким образом, что порошок не проходит в лазерном луче 95, например, в течение достаточного времени для полного расплавления всего порошка, и плавится, поступая в ванну 102, предварительно сформированную на поверхности основы 80 путем плавления зоны основы 80, подверженной воздействию лазерного луча 95.
Также порошок может не расплавляться или только частично расплавляться в лазерном луче 95, поскольку размер всех или некоторых частиц, составляющих порошок, слишком велик, чтобы они могли расплавиться.
По мере перемещения лазерного луча 95 (или основы 80) назад, ванна 102 поддерживается и постепенно отверждается, образуя полосу 105 отвержденного материала на основе 80. Процесс повторяют для получения другой отвержденной полосы на основе 80, причем эта другая полоса, например, прилегает к первой полосе. Таким образом, путем перемещения сопла 190 или основы 80 в плоскости, параллельной рабочей плоскости, на основу 80 осаждают первый слой 10 материала, который, затвердевая, образует первый цельный элемент 15, форма которого совпадает с формой, определенной файлом CFAO. Рабочая плоскость Р определяется как плоскость, содержащая поверхность, на которой создается/формируется слой.
Затем осуществляется второй проход комплекса сопло 190/лазерный луч 95 для формирования аналогичным образом второго слоя 20 материала над первым элементом 15. Этот второй слой 20 образует второй объединенный элемент 25, причем совокупность этих двух элементов 15, 25 образует цельный блок. Ванны 102, сформированные на первом элементе 15 в процессе создания этого второго слоя 20, в общем, содержат по меньшей мере одну часть первого элемента 15, расплавленного лазерным лучом 95, и частицы порошка питают ванны 102.
Рассмотрим систему отсчета, состоящую из вертикальной оси Z0, перпендикулярной к поверхности S0 основы, и поверхности основы. Эта поверхность S0 основы является плоскостью нулевой высоты. Плоскость, проходящая в основе или под поверхностью S0 (и перпендикулярная вертикальной оси Z0), является плоскостью отрицательной высоты, а плоскость над поверхностью S0 основы (и перпендикулярная вертикальной оси Z0), является плоскостью положительной высоты. Данная плоскость будет находиться над другой плоскостью, если ее положительная высота превышает высоту этой другой плоскости.
В этой системе отсчета второй слой 20 расположен в плоскости, находящейся над плоскостью первого слоя 10.
Для слоя в общем рабочая плоскость Р необязательно параллельна поверхности S0. Ось Z, определенная как ось, перпендикулярная рабочей плоскости Р, необязательно, таким образом, параллельна оси Z0. В общем случае рабочая плоскость верхнего слоя может не быть параллельна рабочей плоскости предыдущего нижнего слоя, в этом случае ось Z верхнего слоя проходит под ненулевым углом к оси Z рабочей плоскости нижнего слоя, и расстояние ΔZ, измеренное в соответствии с этой последней осью Z над каждой точкой нижнего слоя, является средним значением.
Затем осуществляется послойное формирование детали путем добавления дополнительных слоев над уже сформированной группой элементов.
Перемещение основы 80 или проход комплекса сопло 190/лазерный луч 95 позволяет придать каждому из слоев независимую от соседних слоев форму. Нижние слои детали отжигаются и охлаждаются по мере формирования верхних слоев.
Ниже будет приведено описание осуществления способа селективного лазерного плавления (SLM) со ссылками на фиг. 2.
Порошок состоит из частиц 60, находящихся в питающем резервуаре 70, дно которого регулируется по высоте. С помощью, например, валика 30 (или любого другого средства осаждения) первый слой 10 порошка материала осаждается на конструкционную основу 80, причем этот порошок перемещается из питающего резервуара 70.
Конструкционная основа 80 скользит в формовочном резервуаре 85, причем боковые стенки этого резервуара 85 позволяют удерживать порошок в поперечном направлении. Валик 30 служит одновременно для распределения и последующего уплотнения порошка на конструкционной основе 80 путем последовательных проходов. Излишек порошка попадает в резервуар 40 для повторного использования, прилегающий к формовочному резервуару 85.
Затем зону первого слоя 10 порошка выдерживают путем прохода лазерного луча 95, излучаемого генератором 90, при температуре, превышающей температуру плавления TF этого порошка.
Таким образом, частицы 60 порошка этой зоны первого слоя 10 плавятся и образуют первый цельный элемент 15. На этом этапе можно также обеспечить частичное плавление основы 80, объединяя ее в одно целое с первым элементом 15.
Основа 80 опускается на высоту, соответствующую высоте, уже определенной первым слоем (от 20 до 100 мкм и предпочтительно от 30 до 50 мкм). Толщина слоя порошка подлежащего плавлению изменяется от одного слоя к другому, поскольку она в значительной мере зависит от пористости порошкового ложа и его плоскостности.
Над первым слоем 10 (относительно системы отсчета, определенной выше) осаждается второй слой 20 порошка.
Затем лазерным лучом 95 нагревают область второго слоя 20, расположенную по меньшей мере частично над первым объединенным элементом 15, таким образом, что частицы порошка в этой области второго слоя 20 плавятся и образуют второй объединенный элемент 25, и совокупность этих двух элементов 15 и 25, затвердевая, образует, как показано на фиг. 2, цельный блок, благодаря по меньшей мере частичному плавлению первого элемента 15 под действием лазерного луча 95.
В зависимости от профиля изготавливаемой детали, и особенно в случае с поверхностью с отрицательным штамповочным уклоном, упомянутая расплавленная и затем отвержденная область второго слоя 20 не прилегает вплотную к расплавленной и отвержденной зоне первого слоя 10, так что в этом случае первый объединенный элемент 15 и второй объединенный элемент 25 не образуют цельный блок.
Затем этот процесс послойного изготовления продолжают, добавляя дополнительные слои порошка над уже сформированной группой элементов.
Для некоторых форм деталей область одного конкретного слоя (или нескольких слоев), обработанная лазерным лучом 95, может формировать несколько независимых элементов в пределах этого слоя, причем эти элементы, таким образом, разъединены.
Зона заданного слоя может быть этим слоем в целом.
Проход лазерного луча 95 позволяет объединить каждый из слоев, придавая ему форму в соответствии с формой изготавливаемой детали. Нижние слои детали охлаждаются по мере образования верхних слоев.
Проход лазерного луча 95 осуществляется с помощью системы управления. Например, в случае способа SLM, система управления 50 содержит одно поворотное зеркало 55 (или несколько таких зеркал), от которых лазерный луч отражается, перед тем как достигнет слоя порошка, причем угловым положением зеркала (или зеркал) 55 управляет гальванометрическая головка, чтобы лазерный луч прошел область порошкового слоя и, таким образом, следовал заданному профилю детали. Эта гальванометрическая головка управляется файлом системы автоматизированного проектирования и производства с использованием ЭВМ (CFAO - от франц. «Conception et Fabrication Assistee par Ordinateur»), получаемого в результате обработки данных системы автоматизированного проектирования с использованием ЭВМ (САО - от франц. Conception Assistee par Ordinateur») подлежащей изготовлению детали.
В случае способа DMD система 50 управления (не показанная на фиг. 1) перемещает комплекс сопло 190/лазерный луч 95 или основу 80.
В способах DMD или SML вместо лазерного луча 95 может использоваться любой высокоэнергетический луч, в том случае, если этот луч обладает достаточной энергией для плавления частиц порошка и части материала, под которой формируется полоса отвержденного материала.
Однако способы SML и DMD имеют свои недостатки.
Действительно, температура порошка повышается до уровня, безусловно превышающего температуру его плавления TF, в результате прямого воздействия лазерного луча 95 или поступления в горячую жидкую ванну, температура которой поддерживается лазерным лучом 95 (непрямое плавление порошка). Таким образом, материал расплавленного порошка подвергается воздействию цикла повышения температуры и охлаждения при отверждении ванны до температуры отжига, значение которой находится между температурой плавления TF и температурой окружающей среды (комнатной).
Ванна нагревается очень быстро, поскольку лазерный луч 95 за очень короткое время передает материалу значительное количество энергии.
Охлаждение ванны также осуществляется очень быстро, поскольку имеется отбор тепла ванны предварительно сформированными под ней и уже отвержденными слоями, и эти уже отвержденные слои образуют сплошной блок. Кроме того, ванна за очень короткое время (обратно пропорциональное скорости прохода лазерного луча 95) переходит из очень горячей за счет воздействия лазерного луча окружающей среды к температуре ближе к температуре окружающей среды, чем температура плавления TF, что соответствует воздушной закалке.
Эти быстрые последовательные нагревы и охлаждения частей детали создают в процессе изготовления напряжения или деформации детали в соответствии с ее формой, размером и упрочнением. Упрочнение означает использование элемента жесткости, которое придает жесткость тонкой части детали во избежание деформации этой тонкой части.
Если спроектированная деталь является сплошной и, следовательно, малодеформируемой, при ее изготовлении напряжения в ней будут аккумулироваться в виде остаточных напряжений и даже трещин, когда эти напряжения превысят разрывное напряжение материала. Позже, на практике, при слишком высокой температуре функционирования детали деформация детали будет происходить путем релаксации этих остаточных напряжений.
Если спроектированная деталь имеет тонкие и слабо соединенные стенки (т.е. один из их размеров является малым по сравнению с двумя другими и может перемещаться), при изготовлении детали напряжения, возникающие в процессе охлаждения каждой ванны, деформируют деталь. Эти деформации приводят к изготовлению детали, форма и точность размеров которой не соответствуют требуемым.
Кроме того, эти деформации детали нарушают способ ее изготовления. В самом деле, при том, что положение полос слоя зависит от файла системы автоматизированного проектирования и производства с использованием ЭВМ (CFAO), получаемого в результате обработки данных системы автоматизированного проектирования САПР с использованием ЭВМ (САО) детали, подлежащей изготовлению, который воспроизводит объем детали, существует опасность, что верхний слой, например, не будет полностью сформирован над нижним слоем, поскольку последний будет деформирован и смещен относительно своего исходного положения, заданного файлом CFAO.
Задачей настоящего изобретения является устранение перечисленных недостатков.
В соответствии с настоящим изобретением предложен способ, позволяющий уменьшить или даже устранить напряжения, создаваемые при формировании ванн в результате быстрого нагрева, а затем резкого охлаждения этих ванн.
Решение этой задачи обеспечивает способ, в котором по меньшей мере при формировании каждой из ванн 102 применяется вспомогательный нагрев для нагрева материала, расположенного в зоне, прилегающей к этой ванне, причем эта зона содержит по меньшей мере область, выбранную из входной области, расположенной на входе (т.е. в задней части) этой ванны, и выходной области, расположенной на выходе (т.е. в передней части) этой ванны, до температуры ниже температуры плавления TF.
Благодаря этим условиям внутренние напряжения, создаваемые в детали, являются не такими высокими вследствие менее резкого нагрева и охлаждения материала, образующего последовательные жидкие порошковые ванны. Таким образом, можно избежать образования слишком высоких остаточных напряжений и трещин в детали.
Предпочтительно материал нагревают во входной области на входе ванны таким образом, чтобы снизить скорость охлаждения этого материала ниже скорости его естественного охлаждения. Таким образом, можно избежать слишком быстрого охлаждения этого материала, создающего остаточные напряжения.
Изобретение также относится к устройству, предназначенному для изготовления детали путем плавления порошка с помощью высокоэнергетического луча, причем это устройство содержит:
- конструкционную основу, предназначенную для приема по меньшей мере одного слоя порошка;
- генератор высокоэнергетического луча, выполненный с возможностью переноса частиц этого порошка при температуре, превышающей их температуру плавления TF, и формирования жидкой ванны, содержащей частицы этого расплавленного порошка.
В соответствии с настоящим изобретением это устройство содержит также устройство вспомогательного нагрева, выполненное с возможностью нагрева материала, расположенного в смежной (прилегающей) зоне этой ванны, до температуры ниже температуры плавления TF, причем эта зона содержит по меньшей мере одну область, выбранную из входной области, расположенной на входе ванны, и выходной области, расположенной на выходе этой ванны.
Лучше понять настоящее изобретение и его преимущества поможет подробное описание одного из вариантов осуществления изобретения, которое будет приведено ниже в качестве неограничивающего примера и со ссылками на прилагаемые чертежи.
На фиг. 1, которая была описана выше, представлена упрощенная схема способа в соответствии с предшествующим уровнем техники, иллюстрирующая устройство, применяемое в способе DMD.
На фиг. 2, которая была описана выше, представлена упрощенная схема способа в соответствии с предшествующим уровнем техники, иллюстрирующая устройство, применяемое в способе SLM.
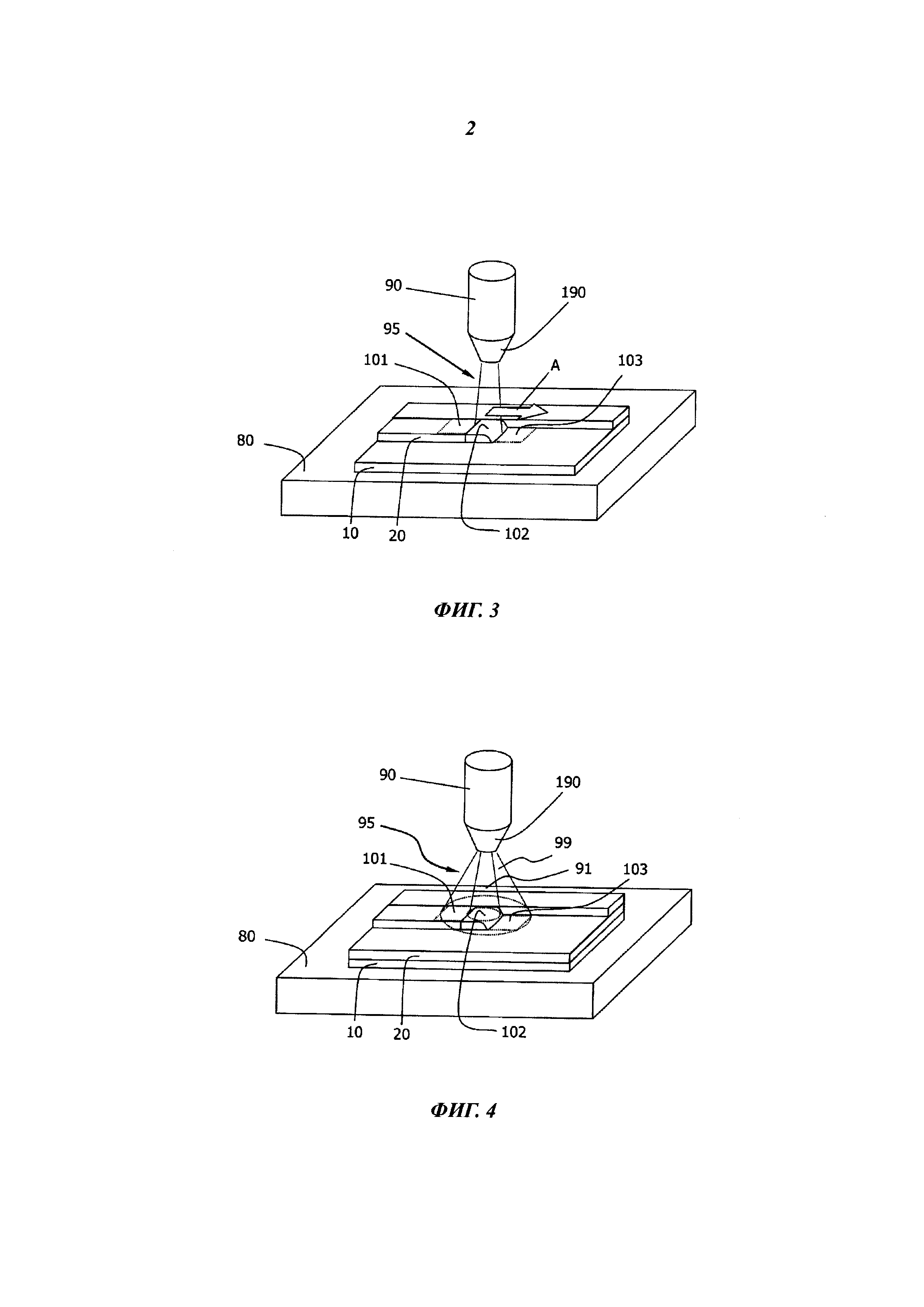
На фиг. 3 представлена схема, иллюстрирующая расположение входной и выходной областей относительно ванны.
На фиг. 4 представлена схема, иллюстрирующая способ в соответствии с изобретением при осуществлении способа DMD.
В приведенном ниже описании луч, применяемый для плавления частиц 60 порошка, является лазерным лучом 95. Однако в способах DMD или SLM вместо лазерного луча 95 может использоваться любой другой высокоэнергетический луч, в том случае, если он обладает достаточной энергией для плавления частиц порошка и части основы или нижних слоев.
В приведенном ниже описании термины «входной» и «выходной» применяются относительно направления продвижения жидкой ванны. Эту ванну питают частицы порошка.
Таким образом, лазерный луч 95 расположен над ванной 102, формируемой на поверхности детали, либо вследствие нагрева порошка до температуры, превышающей температуру плавления TF этого порошка, либо вследствие нагрева поверхности детали (причем частицы порошка в этом случае плавятся при контакте с ванной 102). Область 103 детали, прилегающая к ванне 102, которая будет подвергнута воздействию лазерного луча 95 и таким образом нагреву, образует выходную область относительно ванны 102, а область 101 детали, смежная с ванной 102, которая уже подверглась воздействию лазерного луча 95 и находится в процессе охлаждения, образует входную область относительно ванны 102.
Таким образом, направление продвижения жидкой ванны 102 является направлением от области 101 (входной) к области 103 (выходной), причем направление продвижения ванны обозначено на фиг. 3 стрелкой А, слева направо.
На фиг. 3 представлено положение этих разных областей при осуществлении способа DMD, на том этапе, когда второй слой 20 осаждается над первым слоем 10, уже осажденным на основу 80. Положение этих разных областей идентично при осуществлении способа SLM и вне зависимости от осаждаемого слоя.
В случае осуществления способа DMD перемещается либо комплекс сопло 190/лазерный луч 95, либо основа 80. В случае осуществления способа SLM перемещается лазерный луч 95.
В соответствии с первым вариантом настоящего изобретения с помощью вспомогательного нагрева материал, расположенный на входе ванны 102, то есть материал входной области 101, нагревается до температуры ниже температуры TF плавления частиц 60 порошка.
Этот нагрев осуществляется по меньшей мере в процессе формирования ванны 102, то есть в процессе нагрева этой ванны. Этот нагрев может также продолжаться после формирования этой ванны 102.
Таким образом предотвращается слишком быстрое охлаждение материала во входной области 101. Иными словами, скорость охлаждения этой области снижается ниже скорости ее естественного охлаждения (закалки на воздухе или другом газе, предпочтительно инертном, при температурах ванны). Таким образом снижают и даже устраняют напряжения, которые создавались слишком быстрым охлаждением материала в этой входной области 101.
В соответствии со вторым вариантом осуществления изобретения с помощью вспомогательного нагрева материал, расположенный на выходе ванны 102, то есть материал выходной области 103, нагревается до температуры ниже температуры TF плавления частиц 60 порошка.
Этот нагрев осуществляется по меньшей мере в процессе формирования ванны 102, то есть в процессе нагрева этой ванны. Этот нагрев может также начаться перед формированием этой ванны 102.
Таким образом, при осуществлении способа DMD предварительно нагревается поверхность, на которой позже с помощью сопла 190 будут осаждены частицы 60 порошка (период формирования следующей ванны).
При осуществлении способа SLM предварительно нагревают частицы 60 порошка в выходной области 103.
В обоих способах выходная область 103 уже предварительно нагрета к моменту начала формирования новой ванны в этой выходной области (которая становится тогда новой областью ванны 102), скорость нагрева этой области до температуры плавления TF будет тогда ниже, чем скорость ее естественного нагрева (прямого перехода от температуры окружающей среды к температуре, полученной под действием лазерного луча 95 при отсутствии вспомогательного нагрева), поскольку температура материала в этой области будет ближе к температуре плавления TF в момент поступления лазерного луча 95 и таким образом подвергнется менее быстрому нагреву этим лучом до температуры, превышающей температуру плавления TF. Таким образом, снижают и даже устраняют напряжения или трещины, которые создавались в материале этой выходной области 103 вследствие слишком быстрого нагрева этого материала. Это особенно важно в случае применения материалов, чувствительных к термическим ударам при нагреве, или материалов, стойкость, сопротивляемость или пластичность которых являются очень слабыми при температурах, более близких к температуре окружающей среды, чем к температуре плавления TF, или материалов, у которых переход пластичность-хрупкость имеет относительно высокую температуру (порядка TF/2). Переход пластичность-хрупкость определяется как температура, ниже которой материал уже не воспринимает пластической деформации и переходит непосредственно к состоянию упругости при разрыве.
Следует заметить, что в соответствии с изобретением нагрев зоны, прилегающей к ванне 102, с помощью вспомогательного нагрева, осуществляется дополнительно к естественному нагреву вследствие подведения тепла, поступающего от ванны 102. Кроме того, этот естественный нагрев влияет только на область непосредственно вокруг ванны 102 («Зоны Термического Влияния» или ZAT - от франц. «Zone Affectee Thermiquement») и является недостаточно продолжительным, чтобы оказывать заметное влияние на напряжения, создаваемые в детали в процессе формирования ванн 102 (см. выше).
Таким образом, благодаря способу в соответствии с изобретением снижаются или даже устраняются напряжения, создаваемые в детали в процессе последовательного формирования жидких ванн 102.
Кроме того, когда нагрев входной области 101 с помощью вспомогательного нагрева нагревает эту входную область 101 до температуры, близкой к температуре TF, снижается неровность (состояние поверхности) детали. Под температурой, близкой к температуре TF, подразумевается температура, составляющая от 0,9TF до TF.
В способе в соответствии с настоящим изобретением с помощью устройства вспомогательного нагрева нагревают зону, прилегающую или смежную с ванной 102 (то есть соприкасающуюся с ванной 102), содержащую область, выбранную из входной области 101 и выходной области 103 относительно ванны 102. Эта зона может также включать только входную область 101 или только выходную область 103, или обе эти области.
Эта зона также может включать помимо одной или обеих этих областей боковые области относительно ванны 102, и особенно в том же слое в процессе изготовления. Авторы изобретения обнаружили, что в этом случае вспомогательный нагрев в соответствии с настоящим изобретением является наиболее эффективным для снижения напряжений в детали.
Предпочтительно прилегающая зона, нагретая путем вспомогательного нагрева, простирается достаточно далеко от ванны 102, покрывая по меньшей мере область, в которой находится ванна, предшествующая ванне 102, и/или по меньшей мере область, в которой будет расположена следующая ванна 102.
Учитывая, что нагрев по меньшей мере части этой зоны, прилегающей к ванне, эффективен вне зависимости от положения ванны 102, средство нагрева этой зоны перемещается синхронно с генератором 90 лазерного луча 95.
Авторы изобретения обнаружили, что если температура нагрева зоны путем вспомогательного нагрева находится в диапазоне от четверти до четырех пятых температуры плавления TF порошка, то есть составляет приблизительно от TF/4 до 4/5TF, то напряжения, создаваемые в детали в процессе формирования жидких ванн 102, сводятся к минимуму.
Авторы изобретения обнаружили, что предпочтительно эта температура нагрева может составлять от TF/3 до TF/2 и зависит помимо прочего от скорости продвижения ванны, мощности, обеспеченной лазерным лучом, от количества расплавленного порошка (то есть от поддержания ванны) и от поверхности, на которой должна нагреваться зона, прилегающая к ванне.
В том случае, когда эта прилегающая зона содержит выходную область 103, предпочтительная температура нагрева превышает температуру перехода пластичность-хрупкость материала порошка, так чтобы уменьшить риск его растрескивания вследствие термического удара (т.е. высокой скорости повышения температуры).
Нагрев зоны, прилегающей к ванне 102, может осуществляться с помощью различных нагревающих устройств.
Например, можно нагревать деталь в целом с помощью печи, в которую помещены деталь и основа 80.
Можно также использовать нагревательную плиту, расположенную на нижней поверхности основы 80, на которой осуществляется изготовление детали.
Предпочтительно можно осуществлять локальный нагрев вокруг жидкой ванны 102, то есть только зоны, прилегающей к жидкой ванне 102, включая нагрев входной области 101 и/или выходной области 103.
Этот локальный нагрев осуществляется, например, путем индукции с помощью индуктора, покрывающего по меньшей мере входную область 101 и/или выходную область 103, и перемещающегося синхронно с генератором 90 лазерного луча 95.
Этот локальный нагрев может также осуществляться с помощью высокоэнергетического луча, нагревающего зону, прилегающую к жидкой ванне 102, до температуры ниже температуры плавления TF. В этом случае эта зона полностью окружает ванну 102.
Этот высокоэнергетический луч является, например, вторым лазерным лучом, излучаемым вторым генератором, так что этот второй луч предпочтительно имеет общую ось с лазерным лучом 95, нагревающим жидкую ванну 102. Этот второй лазерный луч также может быть расположен поперечно (то есть не на одной оси) относительно первого лазерного луча 95.
Этот второй лазерный луч либо имеет меньшую мощность по сравнению с лазерным лучом 95, формирующим жидкую ванну 102, либо другую длину волны, либо может быть дефокусирован, таким образом, чтобы нагревать достаточно протяженную поверхность зоны, прилегающей к жидкой ванне 102, до температуры ниже температуры плавления TF.
Альтернативно этот высокоэнергетический луч состоит из периферической части 99 лазерного луча 95, которая является дефокусированной. Таким образом, центральная часть 91 лазерного луча 95 формирует жидкую ванну 102 с постепенным нагревом частиц порошка, тогда как периферическая часть 99 лазерного луча 95 нагревает зону вокруг жидкой ванны 102, включая ее входную область 101 и выходную область 103, до температуры ниже температуры плавления TF. Такой режим показан на фиг. 4 в случае осуществления способа DMD.
Такой же эффект можно получить с помощью лазерного луча 95, распространение энергии которого (или разделение плотности мощности) уменьшается с расстоянием относительно центра луча, так что периферическая часть луча нагревает меньше, чем центральная часть.
Преимущество такого решения состоит в необходимости только одного лазерного луча 95 и, таким образом, одного генератора 90 лазерного луча.
В некоторых случаях требуется получить деталь, не имеющую пористости.
В способах DMD и SLM пористость часто образуется внутри детали и на ее поверхности. Различают открытую (сквозную) пористость и закрытую несквозную пористость. Открытая пористость образуется, в общем, из-за несоответствующего выбора параметров способа и/или неправильной стратегии изготовления полос и/или слоев. Закрытая пористость образуется из-за газа, заключенного в частицах порошка, полученных путем распыления, и/или газа (например аргона Аr), образуемого соплом 190 или камерой, в которой изготавливается деталь, причем ванны захватывают этот газ при их быстром охлаждении.
Для устранения закрытой пористости можно осуществлять горячее гидростатическое прессование (англ. «Hot Isostatic Pressing» - «горячее изостатическое прессование» или HIP (ГИП)) после изготовления детали. В таком случае деталь помещается в камеру, и в этой камере повышается температура и давление: таким образом снижается предел эластичности материала, что упрощает устранение закрытой пористости под давлением газа. Некоторые поры полностью исчезают, но другие лишь уменьшаются в диаметре, поскольку внутреннее давление этих пор становится равным приложенному давлению. Кроме того, при охлаждении и снятии приложенного давления эти поры могут растрескаться, если, например, они находятся слишком близко к свободной поверхности, таким образом, приводя к серьезному повреждению детали.
Кроме того, открытые поры, наполненные газом, не устраняются.
Чтобы устранить открытую пористость при изготовлении детали, в каждом из слоев создается область, предназначенная для получения поверхности (или оболочки) детали, которая обрабатывается лучше, чем остальная область, предназначенная для центральной части детали, таким образом, что сформированная поверхность (или оболочка) детали по существу не содержит открытой пористости.
Такое более тщательное формирование осуществляется путем прохода лазерным лучом области, предназначенной для поверхности (или оболочки) детали, с параметрами, отличающимися от применяемых для остальной области, предназначенной для центральной части детали. Эта разница в параметрах между сердцевиной и оболочкой детали может быть определена в файле CFAO (речь идет, например, о разнице в скорости прохождения лазерного луча).
Альтернативно или дополнительно осуществляется повторное плавление, например, лазерным лучом, в некоторых зонах самого верхнего слоя детали, где имеются открытые поры и некоторые закрытые поры (например, не уничтоженные методом ГИП). Например, лазерный луч нагревает материал этих зон до температуры, составляющей от одной до полутора температур плавления этого материала.
Повышение температуры наружного слоя в процессе этого повторного плавления обеспечивает стекание материала, который скользит по поверхности детали и закрывает открытые и закрытые поры. Таким образом устраняют открытые и закрытые поры, которые еще оставались на поверхности.
Таким образом, когда затем эту деталь обрабатывают методом ГИП, самый верхний слой детали действует как герметичная оболочка, и устранение закрытой пористости, присутствующей в более центральной части детали, упрощается. После обработки методом ГИП деталь уже не содержит или содержит мало закрытых и не содержит открытых пор.
Реферат
Изобретение относится к послойному изготовлению деталей. Способ включает этапы: (а) обеспечение материала в виде порошка, (b) нагрев первого количества порошка до температуры, превышающей температуру плавления Tпорошка, и формирование на поверхности основы первой ванны, содержащей расплавленный порошок и часть основы, (с) нагрев второго количества порошка и формирование на поверхности основы второй ванны на выходе первой ванны, (d) повторение этапа (с) до получения первого слоя детали на основе, (е) нагрев n-го количества порошка и формирование n-ой ванны над частью первого слоя, (f) нагрев [n+1]-го количества порошка до температуры, превышающей температуру плавления Тпорошка, и формирование [n+1]-ой ванны, частично содержащей расплавленный порошок, на выходе n-ой ванны, (g) повторение этапа (f) до получения второго слоя детали, (h) повторение этапов (е)-(g) до получения окончательной формы детали. В процессе формирования каждой из ванн применяют вспомогательный нагрев для нагрева материала, расположенного в зоне, прилегающей к ванне, причем эта зона содержит по меньшей мере одну область, выбранную из входной области, расположенной на входе ванны, и выходной области, расположенной на выходе ванны, до температуры ниже температуры плавления Т. Обеспечивается точность размеров и формы детали. 10 з.п. ф-лы, 4 ил.
Комментарии