Узел и способ охлаждения - RU2675300C2
Код документа: RU2675300C2
Чертежи



















Описание
[001] Настоящая заявка заявляет приоритет на предварительную заявку на патент США №61/941313, поданную 18 февраля 2014 года, и связана с одновременно находящейся на рассмотрении РСТ-заявкой № PCT/US 13/61887, поданной 26 сентября 2013 года, при этом содержанием каждой из них включено в данный документ посредством ссылки, и которая сама заявляет приоритет на предварительную заявку на патент США №61/708619, поданную 1 октября 2012 года.
Область техники
[002] Материалы, компоненты, узлы и способы согласно настоящему раскрытию направлены на изготовление и применение каналов с газом, при этом каналы выполнены для управления температурой газа.
Предпосылки изобретения
[003] Объем текучей среды, такой как воздух, можно охарактеризовать посредством температуры и давления. Рассмотренный как собрание составляющих частиц, содержащих, например, молекулы кислорода и азота, объем текучей среды при заданной температуре может подразумевать собой распределение скоростей составляющих частиц. Данное распределение можно охарактеризовать, в общем, посредством средней скорости, что может подразумевать зависимость от температуры газа.
[004] Внутренняя атомная и молекулярная структура составляющих частиц, которая может обеспечить диапазон доступных внутренних энергетических состояний, может также влиять на распределение температур газа. На диапазон доступных внутренних энергетических состояний, связанных с атомом или молекулой, в свою очередь, может влиять геометрия и свойства их окружающей среды.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[005] В одном аспекте узел для охлаждения может быть выполнен с возможностью вмещения потока газа посредством ряда каналов. Узел может содержать комплект чередующихся первых пластин и вторых пластин. Каждая первая пластина может иметь по меньшей мере первую кромку первой пластины, скошенную кромку первой пластины и изгиб первой пластины, при этом изгиб первой пластины определяет по меньшей мере первую область первой пластины и вторую область первой пластины. Первая область первой пластины может быть по существу плоской и ограниченной первым периметром, при этом по меньшей мере первая часть первого периметра представляет собой первую кромку первой пластины, вторая часть первого периметра представляет собой скошенную кромку первой пластины, и третья часть первого периметра представляет собой изгиб первой пластины. Первая часть первого периметра может быть продолжена второй частью первого периметра, и вторая часть первого периметра может быть продолжена третьей частью первого периметра, так что первая часть первого периметра является по существу параллельной третьей части первого периметра, и первая часть первого периметра отделена от параллельной третьей части первого периметра первым зазором. Изгиб первой пластины может быть выполнен имеющим первую величину подъема перпендикулярно первой области первой пластины, которая составляет менее приблизительно 0,5 мм. Альтернативно, первая величина подъема может быть приблизительно меньше любого из следующих значений: 0,45 мм, 0,4 мм, 0,39 мм, 0,38 мм, 0,37 мм, 0,36 мм, 0,35 мм, 0,34 мм, 0,33 мм, 0,32 мм, 0,31 мм, 0,3 мм, 0,29 мм, 0,28 мм, 0,27 мм, 0,26 мм, 0,25 мм, 0,24 мм, 0,23 мм, 0,22 мм, 0,21 мм, 0,2 мм, 0,19 мм, 0,18 мм, 0,17 мм, 0,16 мм, 0,15 мм, 0,14 мм, 0,13 мм, 0,12 мм, 0,11 мм, 0,1 мм, 0,09 мм, 0,08 мм, 0,07 мм, 0,06 мм, 0,05 мм, 0,04 мм, 0,03 мм, 0,02 мм и 0,01 мм. Каждая вторая пластина может иметь по меньшей мере первую кромку второй пластины, скошенную кромку второй пластины и изгиб второй пластины, при этом изгиб второй пластины определяет по меньшей мере первую область второй пластины и вторую область второй пластины. Первая область второй пластины может быть по существу плоской и ограниченной вторым периметром, при этом по меньшей мере первая часть второго периметра представляет собой первую кромку второй пластины, вторая часть второго периметра представляет собой скошенную кромку второй пластины, и третья часть второго периметра представляет собой изгиб второй пластины. Первая часть второго периметра может быть продолжена второй частью второго периметра, и вторая часть второго периметра может быть продолжена третьей частью второго периметра, так что первая часть второго периметра является по существу параллельной третьей части второго периметра, и первая часть второго периметра отделена от параллельной третьей части второго периметра первым зазором. Изгиб второй пластины может быть выполнен имеющим вторую величину подъема перпендикулярно первой области второй пластины, которая приблизительно равна первой величине подъема. Комплект чередующихся первых пластин и вторых пластин может быть выполнен таким образом, что для каждой первой пластины и смежной второй пластины первая часть первого периметра каждой первой пластины выровнена с третьей частью второго периметра смежной второй пластины; вторая часть первого периметра каждой первой пластины выровнена со второй частью второго периметра смежной второй пластины; и третья часть первого периметра каждой первой пластины выровнена с первой частью второго периметра смежной второй пластины; в комплект чередующихся первых пластин и вторых пластин образован ряд каналов для потока газа.
[006] В другом аспекте узел для охлаждения может содержать сфальцованный лист, при этом сфальцованный лист может иметь скошенную кромку, по меньшей мере первый фальц и по меньшей мере второй фальц. В одном аспекте первый фальц и первая часть скошенной кромки могут образовывать часть периметра относительно первой области; первый фальц, вторая часть скошенной кромки и второй фальц могут образовывать часть периметра относительно второй области, при этом первая часть скошенной кромки продолжена второй частью скошенной кромки. Кроме того, второй фальц и третья часть скошенной кромки могут образовывать часть периметра относительно третьей области, при этом вторая часть скошенной кромки продолжена третьей частью скошенной кромки. В одном аспекте первая область сфальцованного листа может быть по существу плоской, вторая область сфальцованного листа может быть по существу плоской, и третья область сфальцованного листа может быть по существу плоской, и первый фальц может быть отделен от второго фальца первым зазором. Кроме того, первый фальц может быть выполнен с возможностью обеспечения первого острого угла, отличного от нуля, между первой частью скошенной кромки и второй частью скошенной кромки, так что второй фальц приподнят от по существу плоской первой области на величину, которая приблизительно меньше одной из набора величин, состоящего из: 0,5 мм, 0,45 мм, 0,4 мм, 0,39 мм, 0,38 мм, 0,37 мм, 0,36 мм, 0,35 мм, 0,34 мм, 0,33 мм, 0,32 мм, 0,31 мм, 0,3 мм, 0,29 мм, 0,28 мм, 0,27 мм, 0,26 мм, 0,25 мм, 0,24 мм, 0,23 мм, 0,22 мм, 0,21 мм, 0,2 мм, 0,19 мм, 0,18 мм, 0,17 мм, 0,16 мм, 0,15 мм, 0,14 мм, 0,13 мм, 0,12 мм, 0,11 мм, 0,1 мм, 0,09 мм, 0,08 мм, 0,07 мм, 0,06 мм, 0,05 мм, 0,04 мм, 0,03 мм, 0,02 мм и 0,01 мм. Кроме того, второй фальц может быть выполнен с возможностью обеспечения второго острого угла, отличного от нуля, между третьей частью скошенной кромки и второй частью скошенной кромки, так что второй острый угол, отличный от нуля, приблизительно равен первому острому углу, отличному от нуля. В одном аспекте сфальцованный лист может быть выполнен с возможностью обеспечения ряда каналов для потока газа.
[007] В другом аспекте способ получения узла для охлаждения может включать обеспечение комплекта чередующихся первых пластин и вторых пластин. Обеспечение первой пластины может включать получение первой кромки первой пластины, получение скошенной кромки первой пластины и получение изгиба первой пластины, при этом изгиб первой пластины определяет по меньшей мере первую область первой пластины и вторую область первой пластины. Первая область первой пластины может быть по существу плоской и ограниченной первым периметром, при этом по меньшей мере первая часть первого периметра представляет собой первую кромку первой пластины, вторая часть первого периметра представляет собой скошенную кромку первой пластины, и третья часть первого периметра представляет собой изгиб первой пластины. Первая часть первого периметра может быть продолжена второй частью первого периметра, и вторая часть первого периметра может быть продолжена третьей частью первого периметра, так что первая часть первого периметра является по существу параллельной третьей части первого периметра, и первая часть первого периметра отделена от параллельной третьей части первого периметра первым зазором. Изгиб первой пластины может быть получен имеющим первую величину подъема перпендикулярно первой области первой пластины, которая составляет менее приблизительно 0,5 мм. Альтернативно, первая величина подъема может быть приблизительно меньше любого из следующих значений: 0,45 мм, 0,4 мм, 0,39 мм, 0,38 мм, 0,37 мм, 0,36 мм, 0,35 мм, 0,34 мм, 0,33 мм, 0,32 мм, 0,31 мм, 0,3 мм, 0,29 мм, 0,28 мм, 0,27 мм, 0,26 мм, 0,25 мм, 0,24 мм, 0,23 мм, 0,22 мм, 0,21 мм, 0,2 мм, 0,19 мм, 0,18 мм, 0,17 мм, 0,16 мм, 0,15 мм, 0,14 мм, 0,13 мм, 0,12 мм, 0,11 мм, 0,1 мм, 0,09 мм, 0,08 мм, 0,07 мм, 0,06 мм, 0,05 мм, 0,04 мм, 0,03 мм, 0,02 мм и 0,01 мм. Обеспечение каждой второй пластины может включать получение первой кромки второй пластины, получение скошенной кромки второй пластины и получение изгиба второй пластины, при этом изгиб второй пластины определяет по меньшей мере первую область второй пластины и вторую область второй пластины. Первая область второй пластины может быть по существу плоской и ограниченной вторым периметром, при этом по меньшей мере первая часть второго периметра представляет собой первую кромку второй пластины, вторая часть второго периметра представляет собой скошенную кромку второй пластины, и третья часть второго периметра представляет собой изгиб второй пластины. Первая часть второго периметра может быть продолжена второй частью второго периметра, и вторая часть второго периметра может быть продолжена третьей частью второго периметра, так что первая часть второго периметра является по существу параллельной третьей части второго периметра, и первая часть второго периметра отделена от параллельной третьей части второго периметра первым зазором. Изгиб второй пластины может быть получен имеющим вторую величину подъема перпендикулярно первой области второй пластины, которая приблизительно равна первой величине подъема. Комплект чередующихся первых пластин и вторых пластин может быть выполнен таким образом, что для каждой первой пластины и смежной второй пластины первая часть первого периметра каждой первой пластины выровнена с третьей частью второго периметра смежной второй пластины; вторая часть первого периметра каждой первой пластины выровнена со второй частью второго периметра смежной второй пластины; и третья часть первого периметра каждой первой пластины выровнена с первой частью второго периметра смежной второй пластины.
[008] В дополнительном аспекте способ получения узла для охлаждения может включать обеспечение листа для фальцовки, при этом лист имеет скошенную кромку, первую лицевую поверхность и вторую лицевую поверхность, при этом вторая лицевая поверхность расположена на противоположной стороне листа относительно первой лицевой поверхности. Способ также может включать обеспечение ряда разделителей, при этом каждый разделитель выполнен снабженным по существу прямоугольной первой лицевой поверхностью и по существу прямоугольной второй лицевой поверхностью, при этом по существу прямоугольная вторая лицевая поверхность определяет вторую плоскость, которая расположена под острым углом, отличным от нуля, относительно первой плоскости, определенной по существу прямоугольной первой лицевой поверхностью, при этом каждый разделитель дополнительно выполнен имеющим клиновидное поперечное сечение вдоль оси, параллельной поверхности первой плоскости и поверхности второй плоскости, при этом каждый разделитель дополнительно выполнен снабженным кромкой, определенной областью пересечения по существу прямоугольной первой лицевой поверхности с по существу прямоугольной второй лицевой поверхностью.
Способ также может включать размещение по меньшей мере первого разделителя из ряда разделителей смежно с листом, так что по меньшей мере часть первой лицевой поверхности первого разделителя расположена вровень с первой частью первой лицевой поверхности листа; получение первого фальца в листе вдоль кромки первого разделителя, при этом первый фальц выполнен с возможностью размещения второй части первой лицевой поверхности листа вровень по меньшей мере с частью второй лицевой поверхности первого разделителя; размещение по меньшей мере второго разделителя из ряда разделителей смежно с листом, так что по меньшей мере часть второй лицевой поверхности второго разделителя расположена вровень с первой частью второй лицевой поверхности листа, при этом первая часть второй лицевой поверхности листа расположена на противоположной стороне второй части первой лицевой поверхности листа, при этом кромка второго разделителя является по существу параллельной кромке первого разделителя и отделена первым зазором. Способ может также включать получение второго фальца в листе вдоль кромки второго разделителя, при этом второй фальц выполнен с возможностью размещения второй части второй лицевой поверхности листа вровень по меньшей мере с частью первой лицевой поверхности второго разделителя, и удаление первого разделителя и второго разделителя из сфальцованного листа. В соответствии с данным вариантом осуществления первый фальц и первая часть скошенной кромки могут образовывать часть периметра относительно первой области; и первый фальц, вторая часть скошенной кромки и второй фальц могут образовывать часть периметра относительно второй области, при этом первая часть скошенной кромки продолжена второй частью скошенной кромки. Помимо этого, второй фальц и третья часть скошенной кромки образуют часть периметра относительно третьей области, при этом первая область сфальцованного листа является по существу плоской, вторая область сфальцованного листа является по существу плоской, и третья область сфальцованного листа является по существу плоской. Помимо этого, первый фальц может быть отделен от второго фальца посредством приблизительного первого зазора; и первый фальц может быть выполнен с возможностью обеспечения приблизительного острого угла, отличного от нуля, между первой частью скошенной кромки и второй частью скошенной кромки, так что второй фальц приподнят от по существу плоской первой области на величину, которая приблизительно меньше одной из следующего набора величин: 0,5 мм, 0,45 мм, 0,4 мм, 0,39 мм, 0,38 мм, 0,37 мм, 0,36 мм, 0,35 мм, 0,34 мм, 0,33 мм, 0,32 мм, 0,31 мм, 0,3 мм, 0,29 мм, 0,28 мм, 0,27 мм, 0,26 мм, 0,25 мм, 0,24 мм, 0,23 мм, 0,22 мм, 0,21 мм, 0,2 мм, 0,19 мм, 0,18 мм, 0,17 мм, 0,16 мм, 0,15 мм, 0,14 мм, 0,13 мм, 0,12 мм, 0,11 мм, 0,1 мм, 0,09 мм, 0,08 мм, 0,07 мм, 0,06 мм, 0,05 мм, 0,04 мм, 0,03 мм, 0,02 мм и 0,01 мм. Более того, второй фальц может быть выполнен с возможностью обеспечения приблизительно острого угла, отличного от нуля, между третьей частью скошенной кромки и второй частью скошенной кромки. Более того, сфальцованный лист может быть выполнен с возможностью обеспечения ряда каналов для потока газа.
[009] Дополнительные цели и преимущества раскрытия будут изложены далее частично в последующем описании и частично будут очевидны из описания, или их можно понять путем реализации вариантов осуществления согласно раскрытию. Цели и преимущества изобретения будут реализованы и достигнуты при помощи элементов и сочетаний элементов, в частности, изложенных в пунктах прилагаемой формулы изобретения.
[010] Следует иметь в виду, что как вышеизложенное общее описание, так и последующее подробное описание являются иллюстративными и приведены только в качестве примера и не ограничивают объем заявляемого изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[011] На фиг. 1 представлены два вида иллюстративного листа для образования пластины;
[012] на фиг. 2 представлены два вида пластины в соответствии с настоящим раскрытием;
[013] на фиг. 3 представлен вид в перспективе пластины согласно фиг. 2;
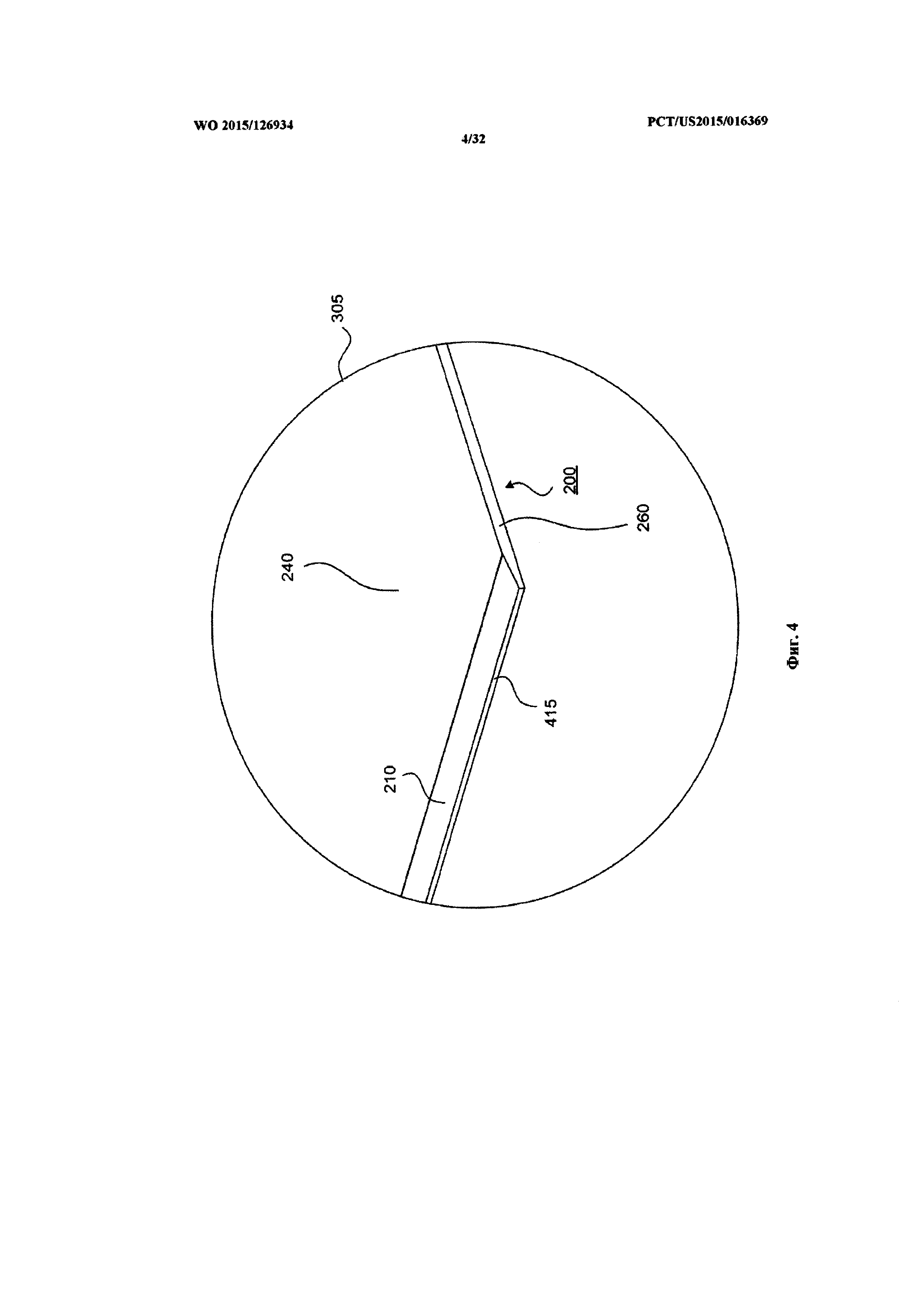
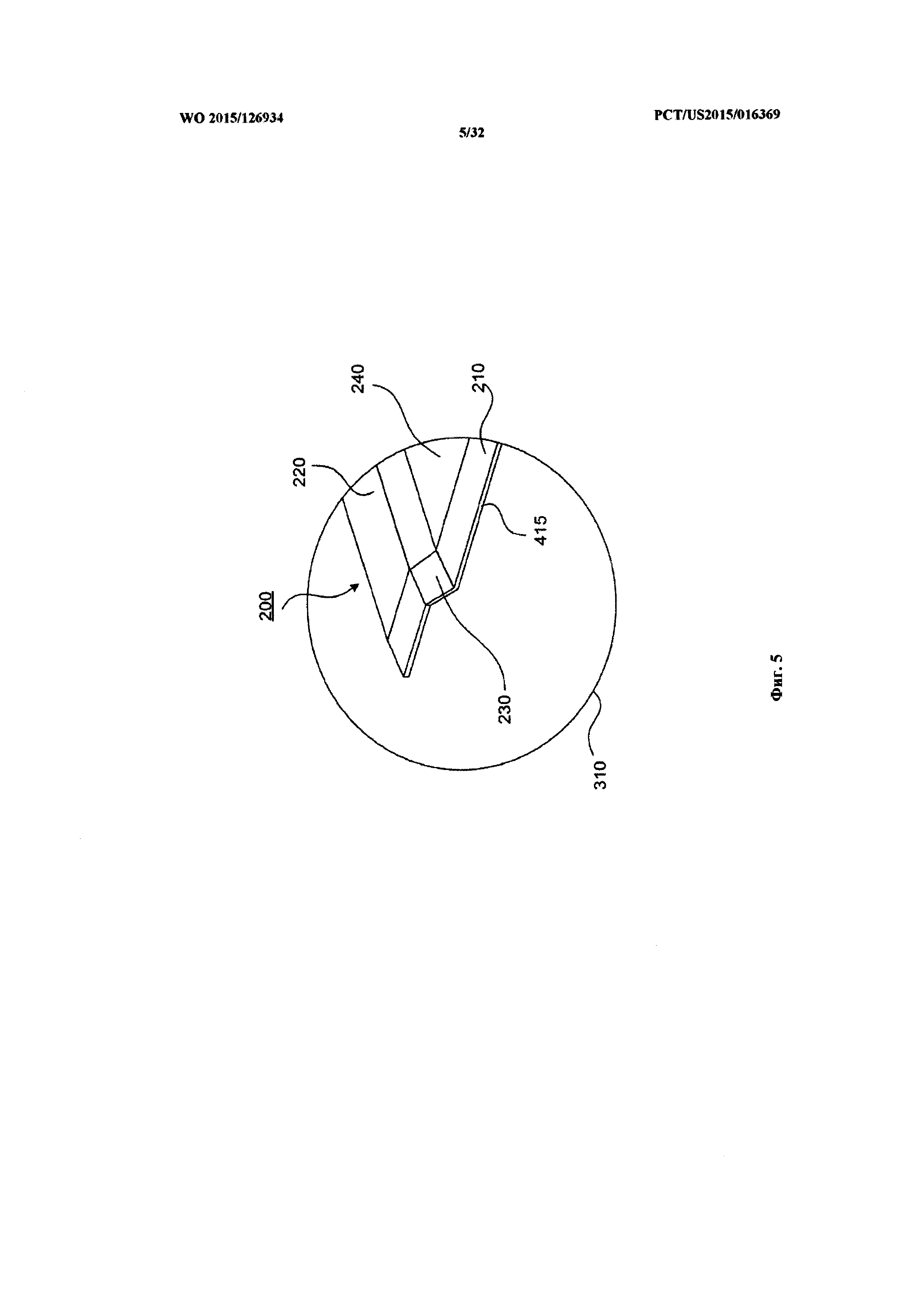
[014] на фиг. 4 и 5 представлен увеличенный вид частей пластины согласно фиг. 3;
[015] на фиг. 6 представлен один вид комплекта из восьми чередующихся первых и вторых пластин для образования ряда каналов в соответствии с настоящим раскрытием;
[016] на фиг. 7 представлен вид в перспективе комплекта согласно фиг. 6;
[017] на фиг. 8 представлен иллюстративный способ получения комплекта пластин в соответствии с настоящим раскрытием;
[018] на фиг. 9 представлен комплект из нескольких сотен чередующихся первых и вторых пластин для образования нескольких сотен каналов в соответствии с настоящим раскрытием;
[019] на фиг. 10 представлены два комплекта чередующихся первых и вторых пластин и часть ограждающего элемента для варианта осуществления в соответствии с настоящим раскрытием;
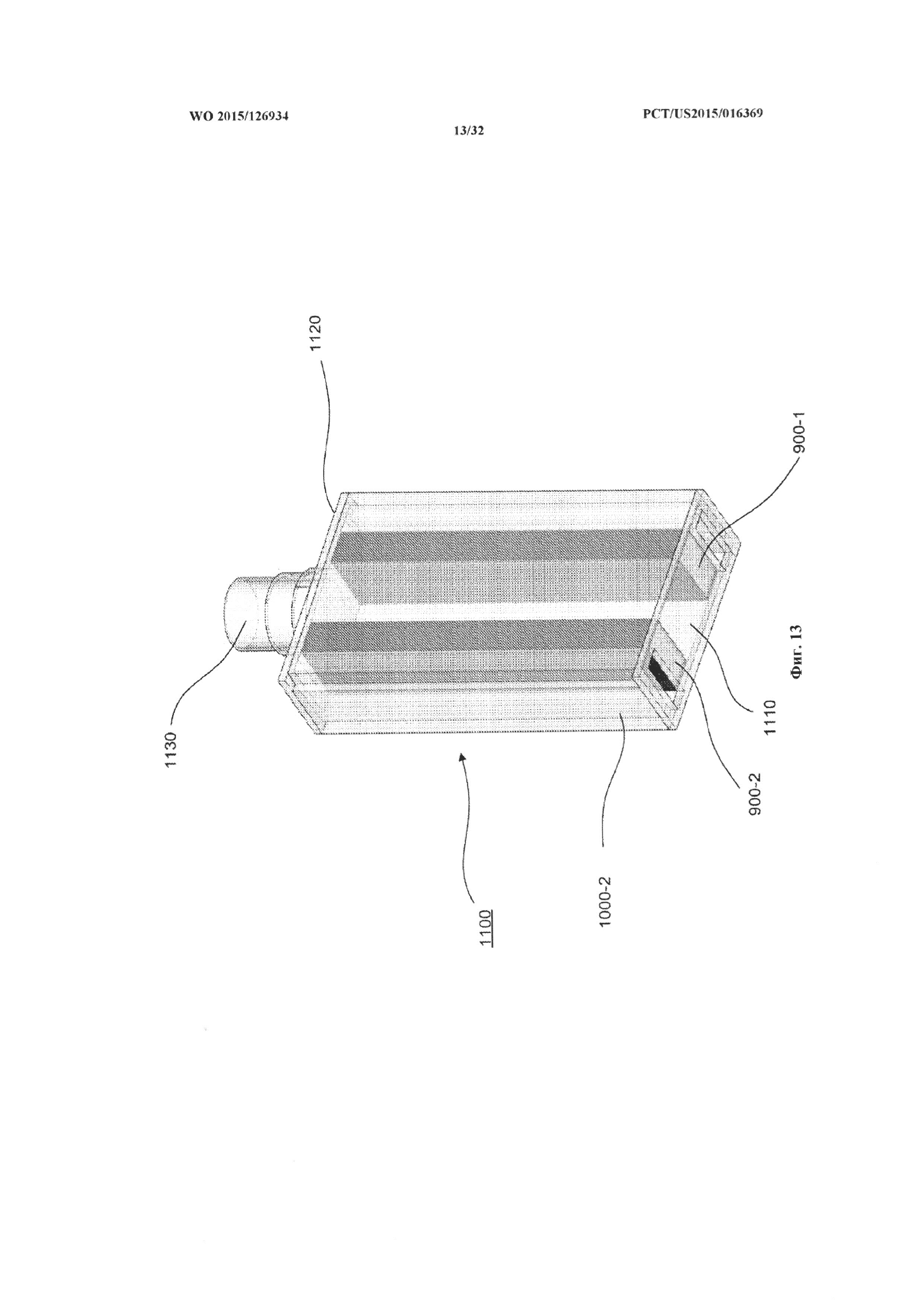
[020] на фиг. 11 и фиг. 13 представлены два вида в перспективе варианта осуществления в соответствии с раскрытием, при этом показано внутреннее расположение комплектов чередующихся первых и вторых пластин;
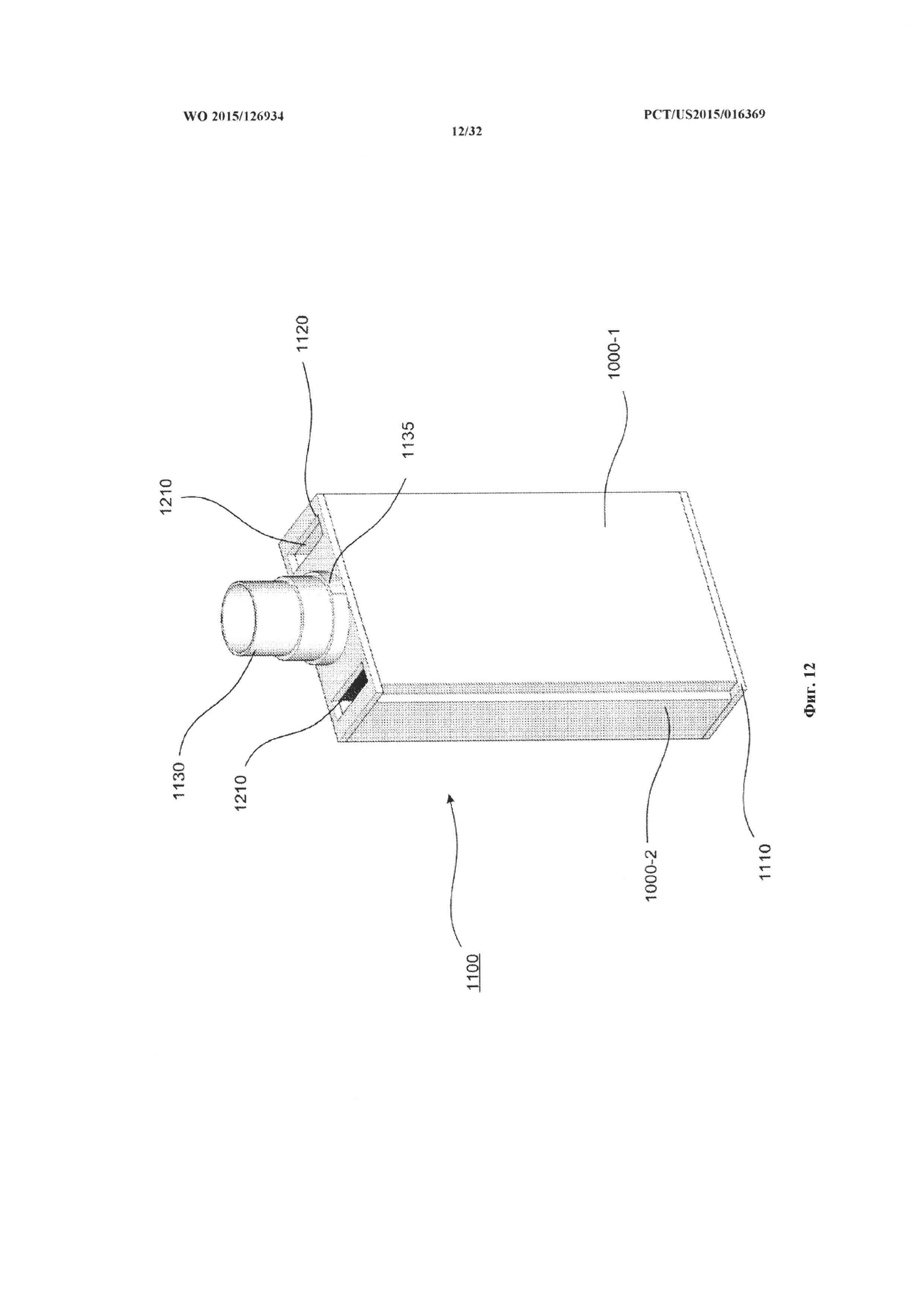
[021] на фиг. 12 и фиг. 14 представлены два вида в перспективе варианта осуществления согласно фиг. 11 и 13, и при этом представлены отверстия для прохождения воздуха;
[022] на фиг. 15 и 16 представлен дополнительный вариант осуществления в соответствии с настоящим раскрытием;
[023] на фиг. 17 представлены два вида комбинированного элемента из иллюстративного листа для образования сфальцованного листа и иллюстративного разделителя;
[024] на фиг. 18 представлены два вида комбинированного элемента согласно фиг. 17, в котором иллюстративный лист сфальцован поверх иллюстративного разделителя;
[025] на фиг. 19 представлены два вида комбинированного элемента согласно фиг. 18, содержащего иллюстративный чередующийся разделитель;
[026] на фиг. 20 представлены два вида комбинированного элемента согласно фиг. 19, в котором иллюстративный лист сфальцован поверх иллюстративного чередующегося разделителя;
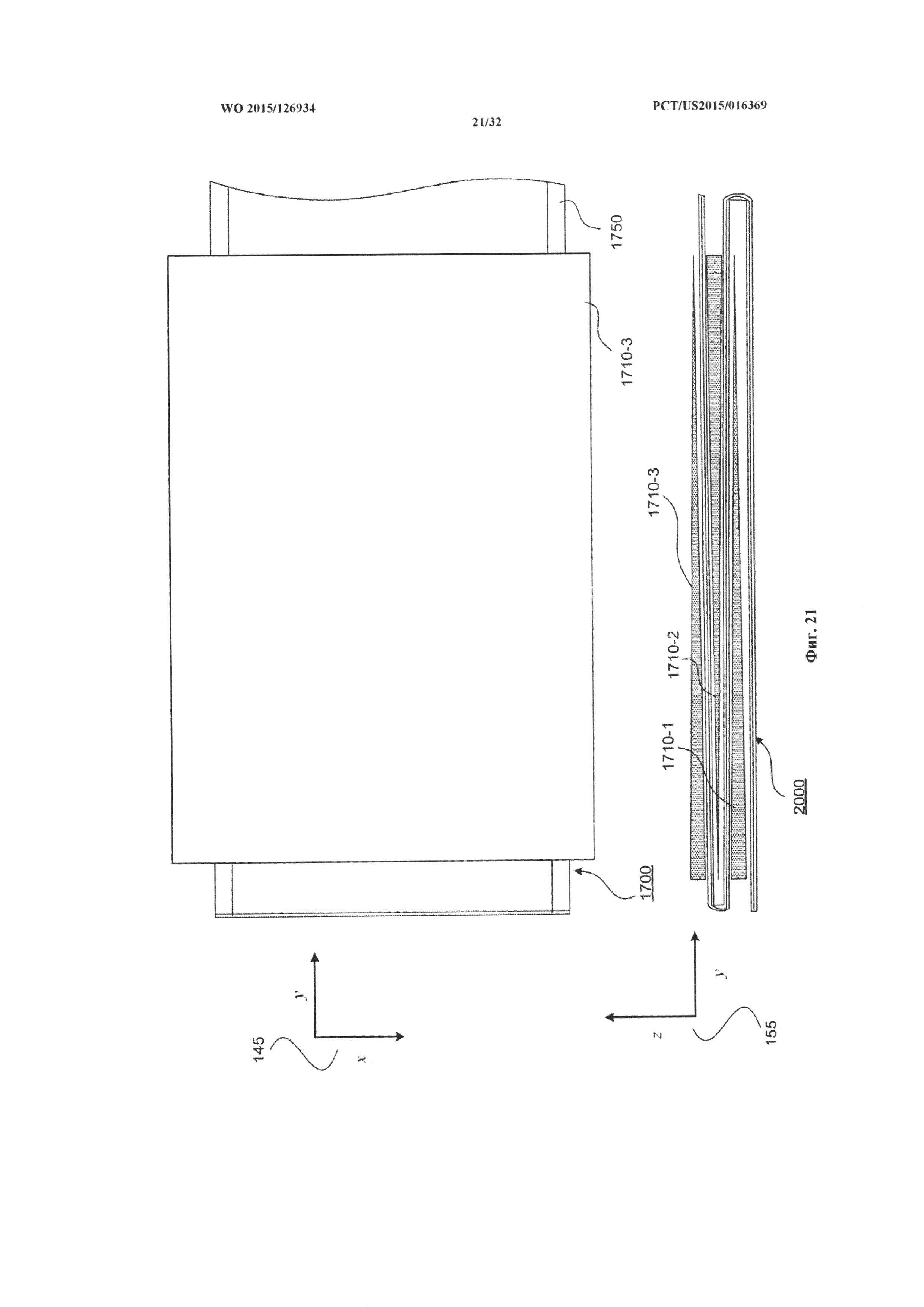
[027] на фиг. 21 представлены два вида комбинированного элемента согласно фиг. 20, содержащего дополнительный иллюстративный чередующийся разделитель;
[028] на фиг. 22 представлен вид сбоку комбинированного элемента согласно фиг. 21, содержащего четыре дополнительных иллюстративных чередующихся разделителя и пять дополнительных фальцев иллюстративного листа;
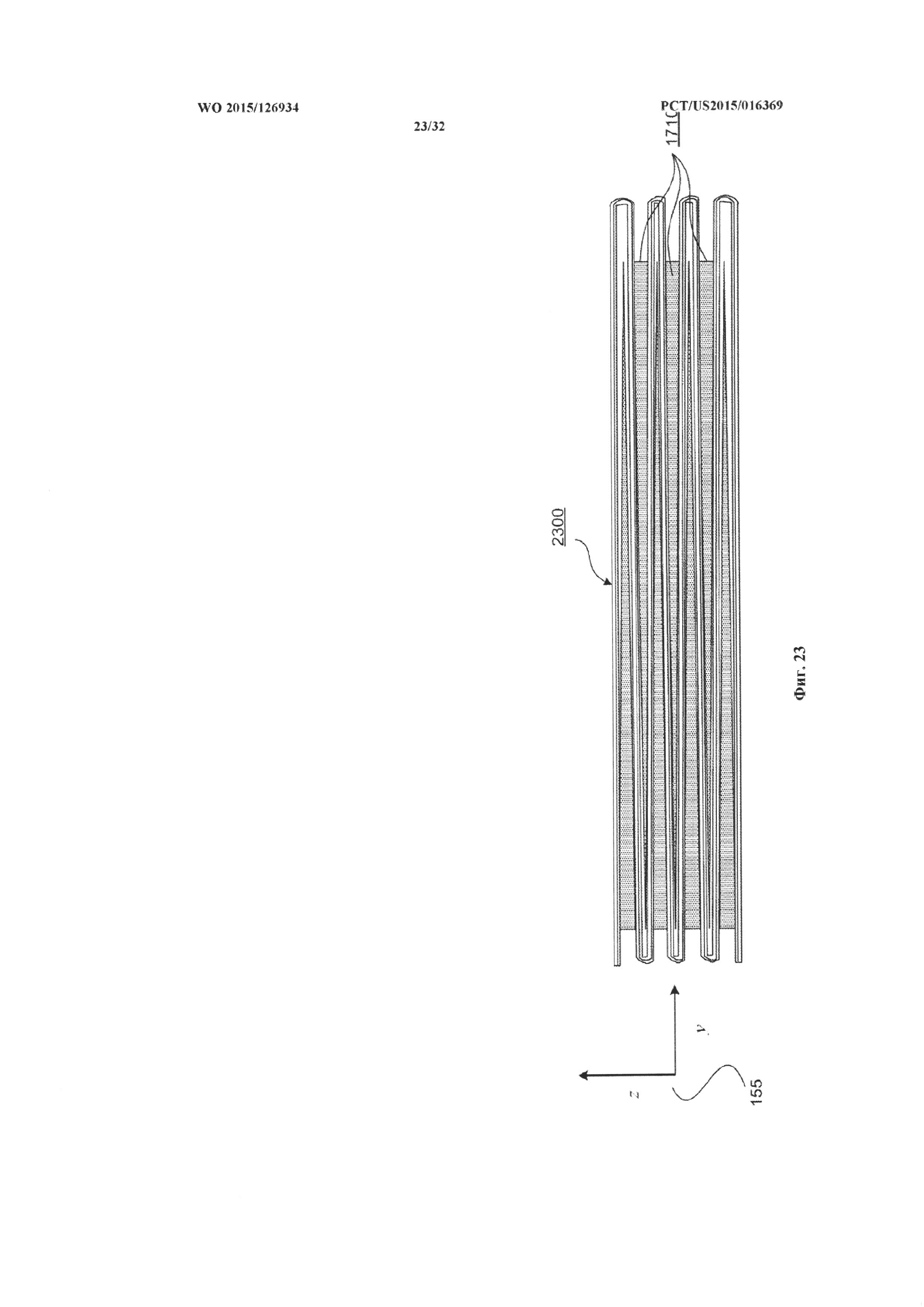
[029] на фиг. 23 представлен вид сбоку комбинированного элемента согласно фиг. 22, в котором комбинированный элемент из сфальцованного иллюстративного листа и чередующегося разделителя сжат;
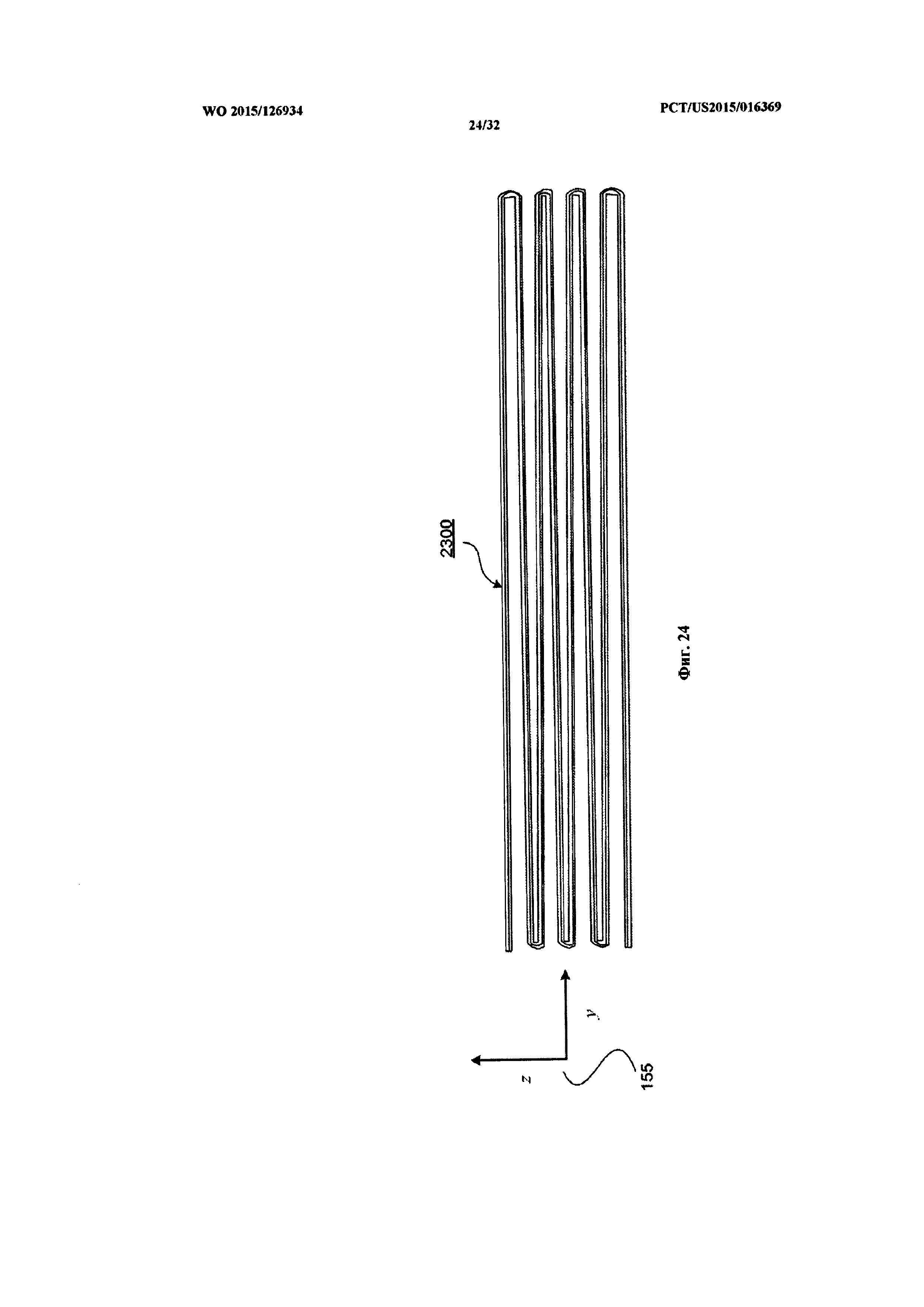
[030] на фиг. 24 представлен комбинированный элемент согласно фиг. 23 в соответствии с настоящим раскрытием, при этом чередующиеся разделители были расплавлены, растворены или иным образом удалены для получения каналов;
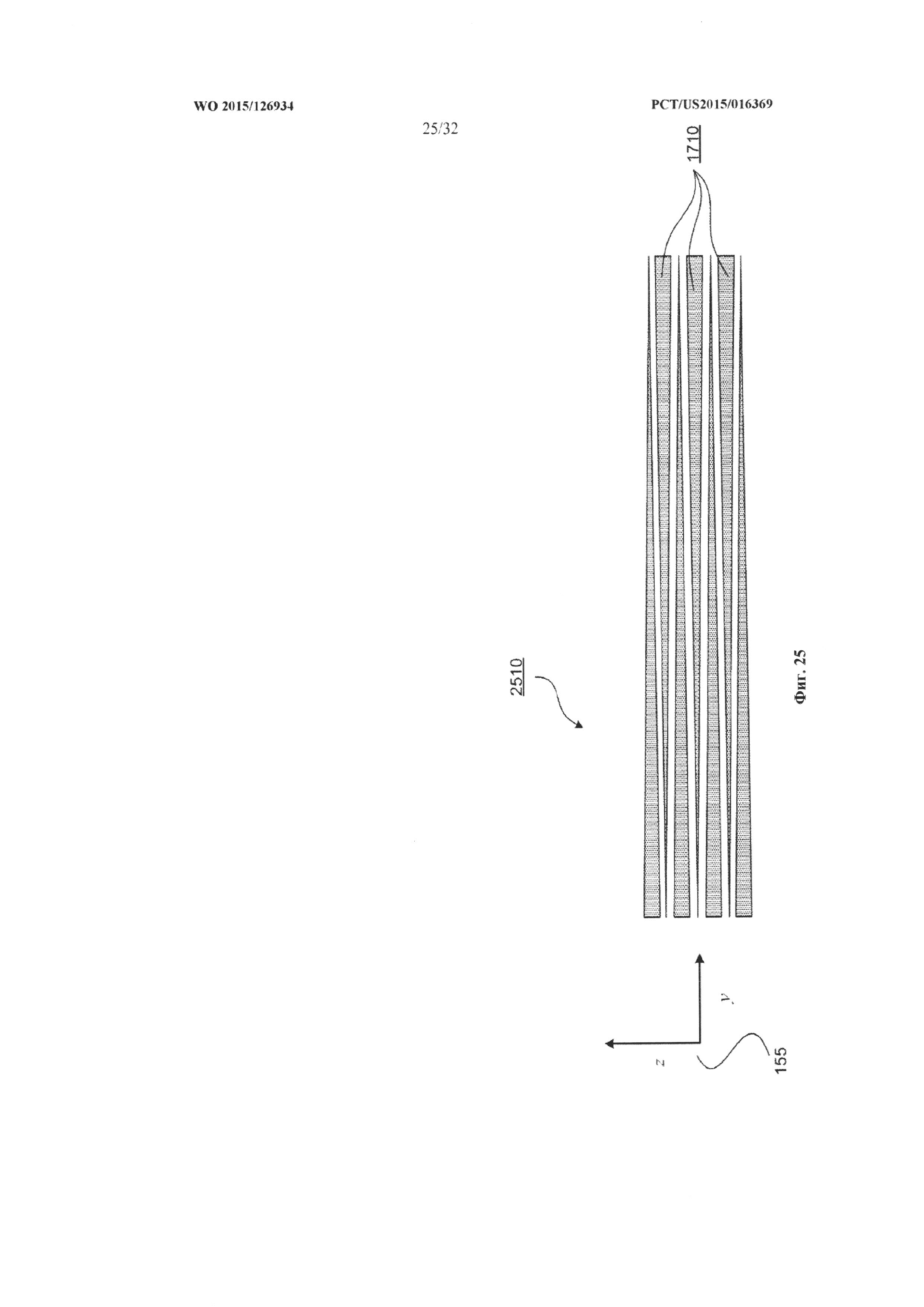
[031] на фиг. 25 представлена иллюстративная конфигурация разделителей в чередующейся последовательности; и
[032] фиг. 26-32 связаны с приложением А, и на них представлена иллюстративная конфигурация вычислительных серверных систем, подлежащих охлаждению, и системы охлаждения в соответствии с раскрытием.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[033] Далее подробно описаны варианты осуществления согласно настоящему раскрытию (иллюстративные варианты осуществления), отличительные черты которых проиллюстрированы в прилагаемых чертежах. Если возможно, одинаковые ссылочные позиции будут использоваться на всех чертежах для обозначения одинаковых или подобных частей.
[034] На фиг. 1 представлены два вида теплопроводного листа 100 для образования пластины в соответствии с настоящим раскрытием. В нижней части фиг. 1 представлен вид «сбоку» листа 100, а в верхней части фиг. 1 представлен вид «сверху» листа 100. Для сведения, ось 145 обозначает направление «y» и направление «х» для фигуры в верхней части, а ось 155 обозначает направление «y» и направление «z» для фигуры в нижней части. Материал листа 100 может включать любой теплопроводный материал, такой как сплавы меди, алюминия, серебра, золота, олова, латуни, бронзы, стали или анодированного алюминия, и лист 100 также может содержать покрытие, такое как из нитрида титана, карбида кремния, алмаза, хрома, платины, олова, вольфрама или золота.
[035] Как показано на фиг. 1, форма листа 100 может быть по существу прямоугольной. Однако представленная форма не является ограничивающей. Ширина листа 100 вдоль оси у может составлять приблизительно 10 м или менее, как, например, любая величина от приблизительно 10 м до приблизительно 1 мм (и предпочтительно приблизительно 25,4 мм) или любая величина менее приблизительно 1 мм. Длина листа 100 вдоль оси х может составлять приблизительно 1 м или менее, как, например, любая величина от приблизительно 1 м до приблизительно 0,5 мм (и предпочтительно приблизительно 12,7 мм) или любая величина менее приблизительно 0,5 мм. Толщина листа 100 может составлять приблизительно 25 мм или менее, как, например, любая величина от приблизительно 25 мм до приблизительно 0,025 мм (и предпочтительно приблизительно 0,1778 мм) или любая величина менее приблизительно 0,025 мм.
[036] На фиг. 2 представлены два вида первой пластины 200 в соответствии с настоящим раскрытием. В нижней части фиг. 2 представлен вид «сбоку» первой пластины 200, а в верхней части фиг. 2 представлен вид "сверху" первой пластины 200. На фиг. 3-5 представлены дополнительно вид в перспективе и увеличенный вид первой пластины 200.
[037] Как представлено на фиг. 2-5, первая пластина 200 может содержать первую область 240, при этом первая область 240 может быть по существу плоской. Первая область 240 может быть ограничена с одной стороны кромкой 260, областью 210 периметра и изгибом 230. Область 210 периметра может принимать форму скошенной кромки 415 (как показано более подробно, например, на фиг. 4 и 5). Область 250 периметра (показана противоположной области 210 периметра) может быть подобным образом скошена. В соответствии с настоящим раскрытием ширина области 210 периметра и области 250 периметра (вдоль направления х) может составлять менее приблизительно 500 мм - ограничена общими размерами первой пластины 200 в направлении х. Например, ширина каждой из области 210 периметра и области 250 периметра (вдоль направления х) может представлять собой любую величину от приблизительно 500 мм до приблизительно 0,012 мм (и предпочтительно приблизительно 0,508 мм) или любую величину менее приблизительно 0,012 мм. Изгиб 230 может иметь длину от приблизительно 0,012 мм до приблизительно 500 мм от кромки 265 (и предпочтительно приблизительно 1 мм от кромки 265), так что ширина области 230 составляет приблизительно от 0,012 мм до приблизительно 500 мм (и предпочтительно приблизительно 1 мм). Более того, изгиб 230 может иметь подъем в направлении «z», так что представленная область 220 «приподнята» относительно первой области 240 на величину менее приблизительно 0,5 мм, такую как любая величина от приблизительно 0,5 мм до приблизительно 0,010 мм (и предпочтительно приблизительно 0,254 мм) или любую величину менее приблизительно 0,01 мм. Альтернативно, величина, на которую «приподнята» область 220 относительно первой области 240, может быть приблизительно меньше любой из величин: 0,45 мм, 0,4 мм, 0,39 мм, 0,38 мм, 0,37 мм, 0,36 мм, 0,35 мм, 0,34 мм, 0,33 мм, 0,32 мм, 0,31 мм, 0,3 мм, 0,29 мм, 0,28 мм, 0,27 мм, 0,26 мм, 0,25 мм, 0,24 мм, 0,23 мм, 0,22 мм, 0,21 мм, 0,2 мм, 0,19 мм, 0,18 мм, 0,17 мм, 0,16 мм, 0,15 мм, 0,14 мм, 0,13 мм, 0,12 мм, 0,11 мм, 0,1 мм, 0,09 мм, 0,08 мм, 0,07 мм, 0,06 мм, 0,05 мм, 0,04 мм, 0,03 мм, 0,02 мм и 0,01 мм.
[038] В соответствии с настоящим раскрытием первая пластина 200 может быть выполнена из любого источника теплопроводного листового материала. Например, первая пластина 200 может быть выполнена из несущей ленты листового металла, подаваемого из валка в штамп последовательного действия в быстроходном прессе. (См. этап 810 согласно фиг. 8). В каждом цикле быстроходного пресса система штамповки может перемещать листовой материал на следующую станцию в штампе последовательного действия. Более того, штамп последовательного действия может иметь несколько дорожек, каждая с последующей последовательностью станций: (а) первая станция штампа последовательного действия может быть выполнена с возможностью разрезания трех кромок листа 100, оставляя одну кромку соединенной с несущей лентой, используемой для перемещения листа 100 вперед; (b) вторая станция штампа последовательного действия может быть выполнена с возможностью прессовки скошенных кромок в области 210 и 250 периметра, а также сплющивать лист 100 (с образованием по существу плоской области 240, см. этап 815 согласно фиг. 8); (с) третья станция штампа последовательного действия выполнена с возможностью прессовки желаемого изгиба 230 в первую пластина 200 (см. этап 820 согласно фиг. 8); и (d) четвертая станция штампа последовательного действия выполнена с возможностью отрезания первой пластины 200 от несущей ленты (см. этап 825 согласно фиг. 8).
[039] В соответствии с настоящим раскрытием пластины 200, которые подаются на нескольких дорожках, можно перемещать автоматическими или простыми механическим способами в комплект 600, в котором изгибы 230 собранных в комплект пластин 200 могут быть расположены в желаемом порядке с чередующейся ориентацией. На фиг. 6 представлен комплект 600 первых и вторых пластин (200-1 и 200-2) в соответствии с настоящим раскрытием. В комплекте первых и вторых пластин (200-1 и 200-2) образуется ряд каналов 650. Как представлено на фиг. 6, каждый последовательный канал 650 (то есть 650-1 и 650-2) может определять каналы треугольной формы, в которых «основание» каналов треугольной формы чередуется из стороны в сторону.
[040] После образования комплект 600 можно упаковывать или складывать для поддержки желаемого порядка. На фиг. 7 представлен вид в перспективе комплекта 600 согласно фиг. 6. В варианте осуществления и как представлено на фиг. 6 и 7, комплект 600 чередующихся первых пластин (200-1) и вторых пластин (200-2) может быть выполнен таким образом, что для каждой первой пластины 200-1 и смежной второй пластины 200-2: часть 210 периметра каждой первой пластины 200-1 выровнена с частью 250 периметра смежной второй пластины 200-2; кромка 265 каждой первой пластины 200-2 выровнена с кромкой 260 смежной второй пластины 200-2; и кромка 265 каждой первой пластины 200-1 выровнена с кромкой 260 смежной второй пластины 200-2.
[041] Как представлено на фиг. 6 и 7, выполненный таким образом комплект пластин образует ряд каналов, которые могут вмещать поток газа. Более того, как представлено на фиг. 9, вариант осуществления в соответствии с настоящим раскрытием может иметь несколько сотен пластин в одном комплекте - и предпочтительно приблизительно 500 пластин. Альтернативно, вариант осуществления в соответствии с настоящим раскрытием может иметь от нескольких пластин до нескольких десятков пластин в отдельном комплекте. Например, комплект 900 пластин может быть выполнен с высотой приблизительно 6 дюймов (то есть приблизительно 150 мм). Однако общая высота комплекта 900 пластин в соответствии с настоящим раскрытием может быть определена размерами конструкции (такой как стенка или другая граница), предназначенной для охлаждения.
[042] В одном варианте осуществления узел в соответствии с настоящим раскрытием может быть выполнен с двумя комплектами пластин, как описано выше. На фиг. 10-14 представлены виды системы в соответствии с таким вариантом осуществления. Как представлено на фиг. 10, один комплект 900-1 может быть зафиксирован или иным образом прикреплен к одному U-образному ограждающему элементу 1000-1, а второй комплект 900-2 может быть зафиксирован или иным образом прикреплен ко второму U-образному ограждающему элементу 1000-2. Способ фиксирования комплекта пластин к ограждающему элементу можно осуществлять любым способом, известным из уровня техники, как, например, (без ограничения) сваркой и/или с использованием отвержденной при нагревании теплопроводной эпоксидной смолы. Два комбинированных элемента (то есть комплект 900-1 и ограждающий элемент 1000-1 и комплект 900-2 и ограждающий элемент 1000-2) затем могут быть скреплены друг с другом, как представлено на фиг. 10, с образованием ограждающего элемента 1050. Каждый U-образный ограждающий элемент (1000-1 и 1000-2) может быть вырезан из экструдированного металла U-образного профиля.
[043] Дополнительные части узла в соответствии с настоящим раскрытием, как представлено на фиг. 11-14, содержат торцы 1110 и 1120 и трубку 1130. Торцы 1110 и 1120 могут быть вырезаны из металлических листов, а трубка 1130 может быть вырезана из трубной заготовки. Опорная втулка 1135 (как представлено, например, на фиг. 12) может быть выполнена из формованного металла. Отверждающаяся при нагревании теплопроводная эпоксидная смола может быть использована по всему узлу. (Альтернативно или помимо этого можно также использовать любой другой способ фиксирования компонентов вместе, как, например, без ограничения, сварку). Например, прямоугольный участок эпоксидной смолы может быть выполнен на внутреннем основании одного из вырезанных фрагментов U-образного ограждающего элемента 1000-1 (или 1002-2), в котором может быть установлен один комплект 900-1 пластин (или комплект 900-2). Комплект 900 пластин (900-1 или 900-2) может быть выровнен при контакте с эпоксидной смолой на U-образном ограждающем элементе 1000 (1000-1 или 1000-2) и может быть зажат в этом положении. Узел, состоящий из комплекта 900 пластин и U-образного ограждающего элемента 1000, затем может быть спечен в печи для затвердения эпоксидной смолы.
[044] Как рассмотрено, два U-образных ограждающих элемента 1000-1 и 1000-2 с установленными комплектами 900-1 и 900-2 пластин затем могут быть покрыты эпоксидной смолой вместе следующим образом. Эпоксидную смолу можно наносить на участки, в которых комплекты 900-1 или 900-2 пластин входят в контакт с U-образными ограждающими элементами 1000-2 или 1000-1. Эпоксидную смолу можно также наносить на две боковые поверхности, где U-образные ограждающие элементы (1000-1 и 1000-2) соприкасаются друг с другом. Эти соединенные U-образные ограждающие элементы затем могут быть спечены в печи для затвердения эпоксидной смолы. Альтернативно или помимо этого можно использовать сварку для прикрепления компонентов друг к другу.
[045] Кроме того, в соответствии с настоящим раскрытием торец 1110 ограждающего элемента, трубка 1130 и опорная втулка 1135 могут быть соединены вместе при помощи эпоксидной смолы на каждой контактной поверхности и спечены для затвердения эпоксидной смолы, и/или компоненты могут быть сварены вместе.
[046] Наконец, при использовании эпоксидной смолы торец 1120 ограждающего элемента может быть прижат к собранной паре 1050 U-образных ограждающих элементов при помощи эпоксидной смолы на каждой контактной поверхности, и блок может быть спечен для затвердения эпоксидной смолы.
[047] Как представлено на фиг. 12 и 14, отверстия 1210 и 1410 для прохождения воздуха могут быть выполнены в торцах 1120 и 1110 ограждающего элемента. В соответствии с раскрытием отверстия 1210 и 1410 для прохождения воздуха, комплекты 900-1 и 900-2 и трубка 1130 определяют путь для потока газа. Например, в отверстии трубки 1130 может быть предусмотрено небольшое уменьшение давления, что вызовет поток газа в отверстия 1210 и 1410 для прохождения воздуха и по каналам, определенным в каждом из комплектов 900-1 и 900-2.
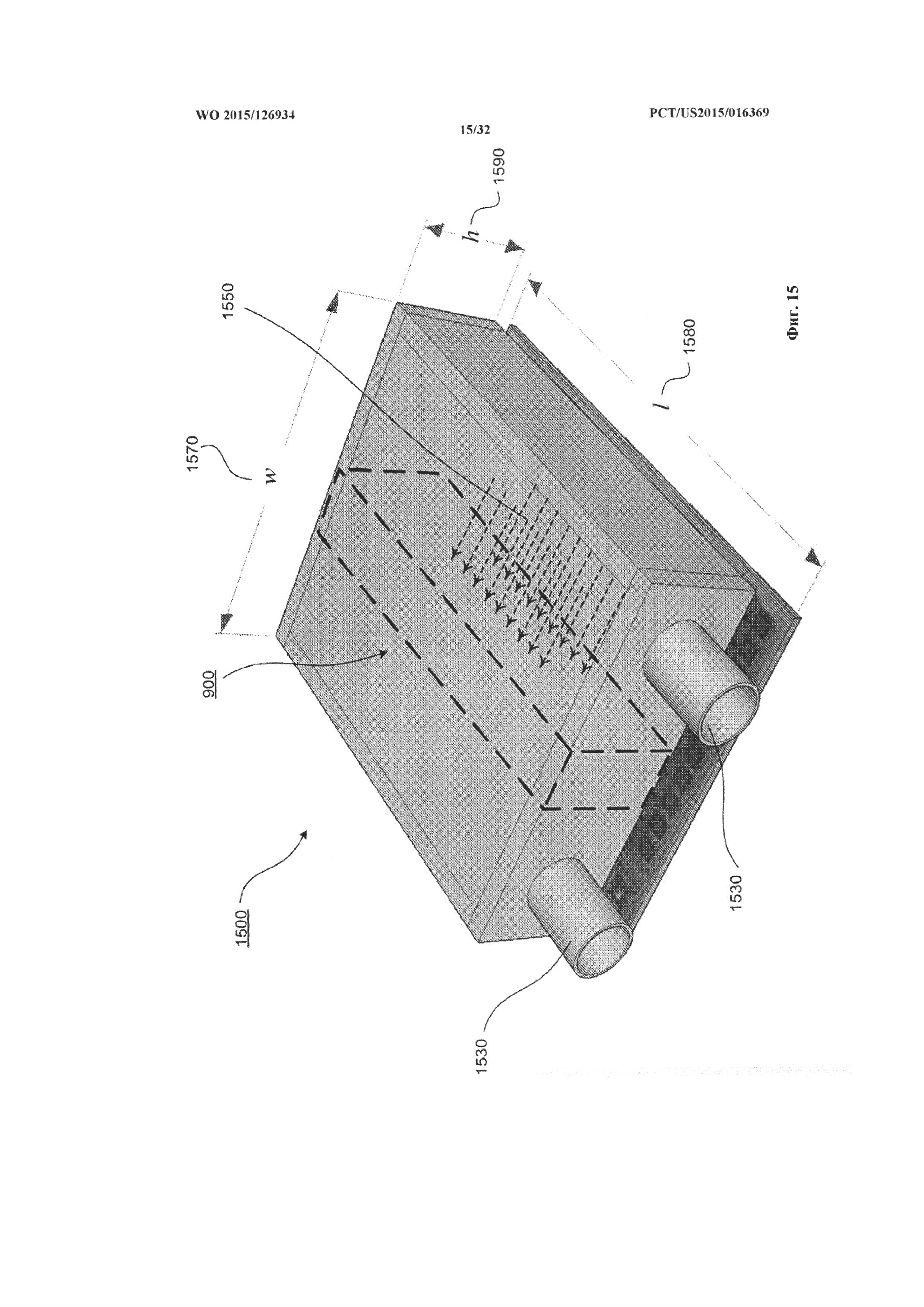
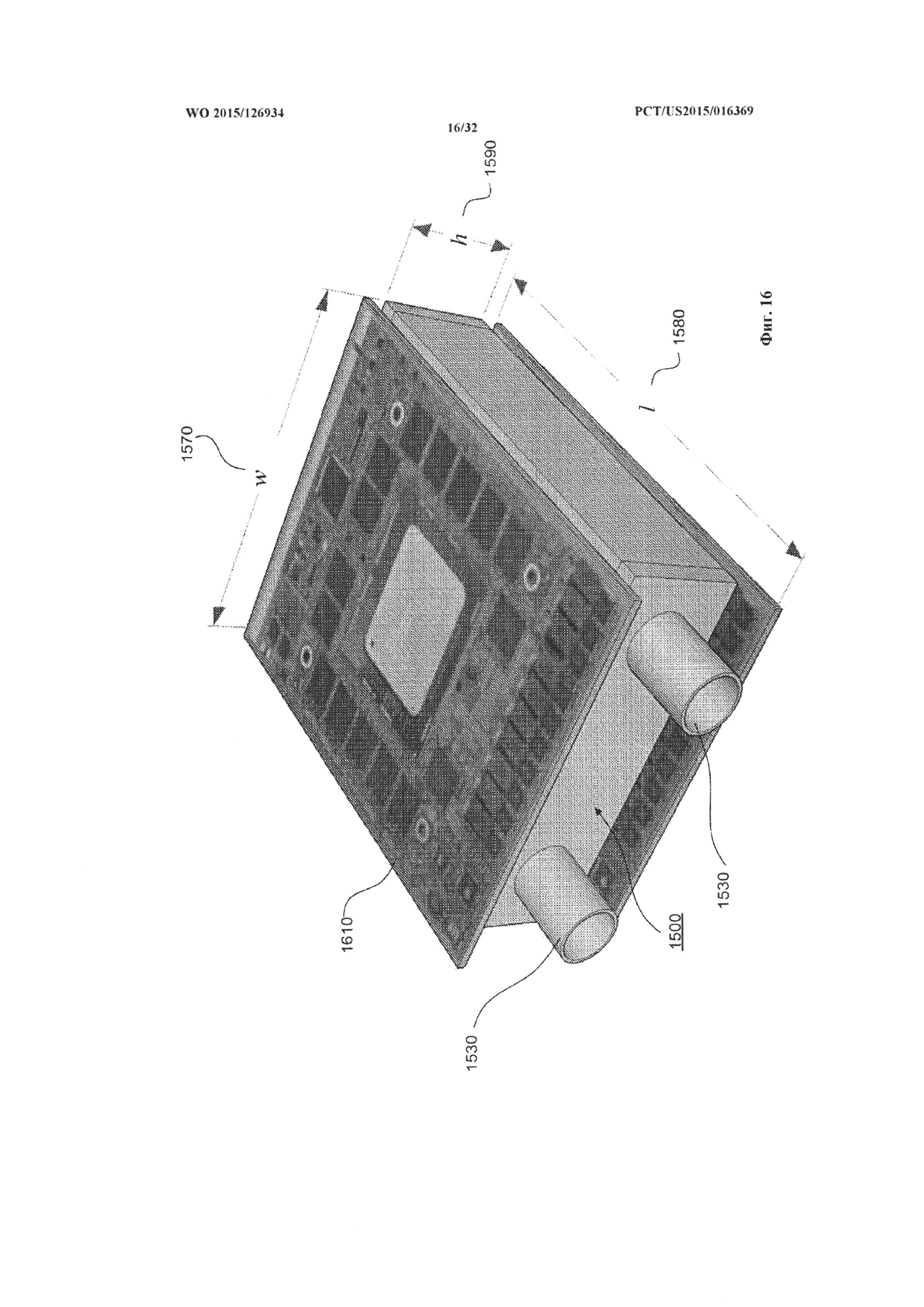
[048] В соответствии с другим вариантом осуществления согласно настоящему раскрытию на фиг. 15 и 16 представлен узел 1500 с трубками 1530. Одна из трубок 1530 может служить в качестве «входа» для потока газа, а другая трубка 1530 - в качестве «выхода». Между двумя трубками (и как показано пунктирной линией на фиг. 15) расположен комплект 900 пластин, выровненный для обеспечения потока газа между двумя трубками 1530. Иллюстративный поток газа в соответствии с этим вариантом осуществления представлен стрелками 1550.
[049] В соответствии с настоящим раскрытием ширина 1570 может составлять приблизительно 4,5 дюйма (приблизительно 114,3 мм), высота 1590 может составлять приблизительно 1,5 дюйма (приблизительно 38,1 мм), и длина 1580 может составлять приблизительно 5,9 дюйма (приблизительно 150 мм). Соответственно, и как представлено на фиг. 15 и 16 (со схемной платой 1610), узел 1500 может быть выполнен для физической совместимости с традиционной шиной PCIe.
[050] Поскольку вышеуказанный пример был предусмотрен в контексте охлаждения компьютерной системы, специалисту в данной области техники следует понимать, что количество пластин (и размер пластин) в комплекте пластин может варьироваться в зависимости от объекта охлаждения. В качестве примера и без ограничения комплект пластин для охлаждения, выполненный для удаления приблизительно 0,1 Вт из мобильного телефона (или другого подобного устройства), может состоять из нескольких пластин или нескольких десятков пластин. При применении в мобильном телефоне пластины могут предпочтительно быть выполнены, например, из 3 мм квадратов металла. И наоборот, комплекты пластин для охлаждения больших объектов, например для охлаждения ядерного реактора или охлаждения локомотивного двигателя, могут состоять из миллионов пластин. Для применения в тех случаях, в которых нужно извлечь огромное количество тепла, пластины предпочтительно могут иметь размеры, например, 12 мм на 25 мм.
[051] В соответствии с другим аспектом настоящего раскрытия способ выполнения ряда каналов представлен на фиг. 17-23. Полученный вариант осуществления, который может включать сфальцованный лист 2300, выполненный с возможностью обеспечения ряда каналов, представлен на фиг. 24.
[052] В соответствии с настоящим раскрытием на фиг. 17 представлены два вида листа 1700 и разделителя 1710-1. Разделитель 1710-1 может быть выполнен клиновидной формы. Как показано на фиг. 17, форма перекрывающейся области разделителя 1710-1 и листа 1700 может быть по существу прямоугольной. Однако представленная форма не является ограничивающей. Ширина перекрывающейся области вдоль оси у может составлять приблизительно 10 м или менее, как, например, любая величина от приблизительно 10 м до приблизительно 1 мм (и предпочтительно приблизительно 25,4 мм) или любая величина менее приблизительно 1 мм. Длина перекрывающейся области вдоль оси х может составлять приблизительно 1 м или менее, как, например, любая величина от приблизительно 1 м до приблизительно 0,5 мм (и предпочтительно приблизительно 12,7 мм) или любая величина менее приблизительно 0,5 мм. Толщина листа 1700 может составлять приблизительно 25 мм или менее, как, например, любая величина от приблизительно 25 мм до приблизительно 0,025 мм (и предпочтительно приблизительно 0,1778 мм) или любая величина менее приблизительно 0,025 мм.
[053] В нижней части фиг. 17 представлен вид «сбоку» листа 1700 и разделителя 1710-1, а в верхней части фиг. 17 представлен вид "сверху" листа 1700 и разделителя 1710-1. Подобно аспектам первой пластины 200, представленной на фиг. 3-5 (относительно областей 210 и 250 периметра), лист 1700 может иметь боковые области 1750. Боковые области 1750 могут принимать форму скошенной кромки, где ширина широких областей 1750 (вдоль направления х) может составлять менее приблизительно 500 мм - ограничена общими размерами листа 1700 в направлении х. Например, ширина каждой из боковых областей 1750 (вдоль направления х) может представлять собой любую величину от приблизительно 500 мм до приблизительно 0,012 мм (и предпочтительно приблизительно 0,508 мм) или любую величину менее приблизительно 0,012 мм. Специалисту в данной области техники следует понимать, что боковые области 1750 могут быть выполнены скошенными традиционным способом, как, например, (без ограничения) путем прессовки кромок полоски металла между цилиндрическими валками прокатного стана.
[054] Разделитель 1710-1 может быть выполнен с возможностью проявления «высоты» в направлении z, которая составляет менее приблизительно 0,5 мм, как, например, любая величина от приблизительно 0,5 мм до приблизительно 0,010 мм_(и предпочтительно приблизительно 0,254 мм) или любая величина менее приблизительно 0,01 мм. Альтернативно, «высота» в направлении z разделителя 1710-1 может быть приблизительно меньше любой из величин: 0,45 мм, 0,4 мм, 0,39 мм, 0,38 мм, 0,37 мм, 0,36 мм, 0,35 мм, 0,34 мм, 0,33 мм, 0,32 мм, 0,31 мм, 0,3 мм, 0,29 мм, 0,28 мм, 0,27 мм, 0,26 мм, 0,25 мм, 0,24 мм, 0,23 мм, 0,22 мм, 0,21 мм, 0,2 мм, 0,19 мм, 0,18 мм, 0,17 мм, 0,16 мм, 0,15 мм, 0,14 мм, 0,13 мм, 0,12 мм, 0,11 мм, 0,1 мм, 0,09 мм, 0,08 мм, 0,07 мм, 0,06 мм, 0,05 мм, 0,04 мм, 0,03 мм, 0,02 мм и 0,01 мм.
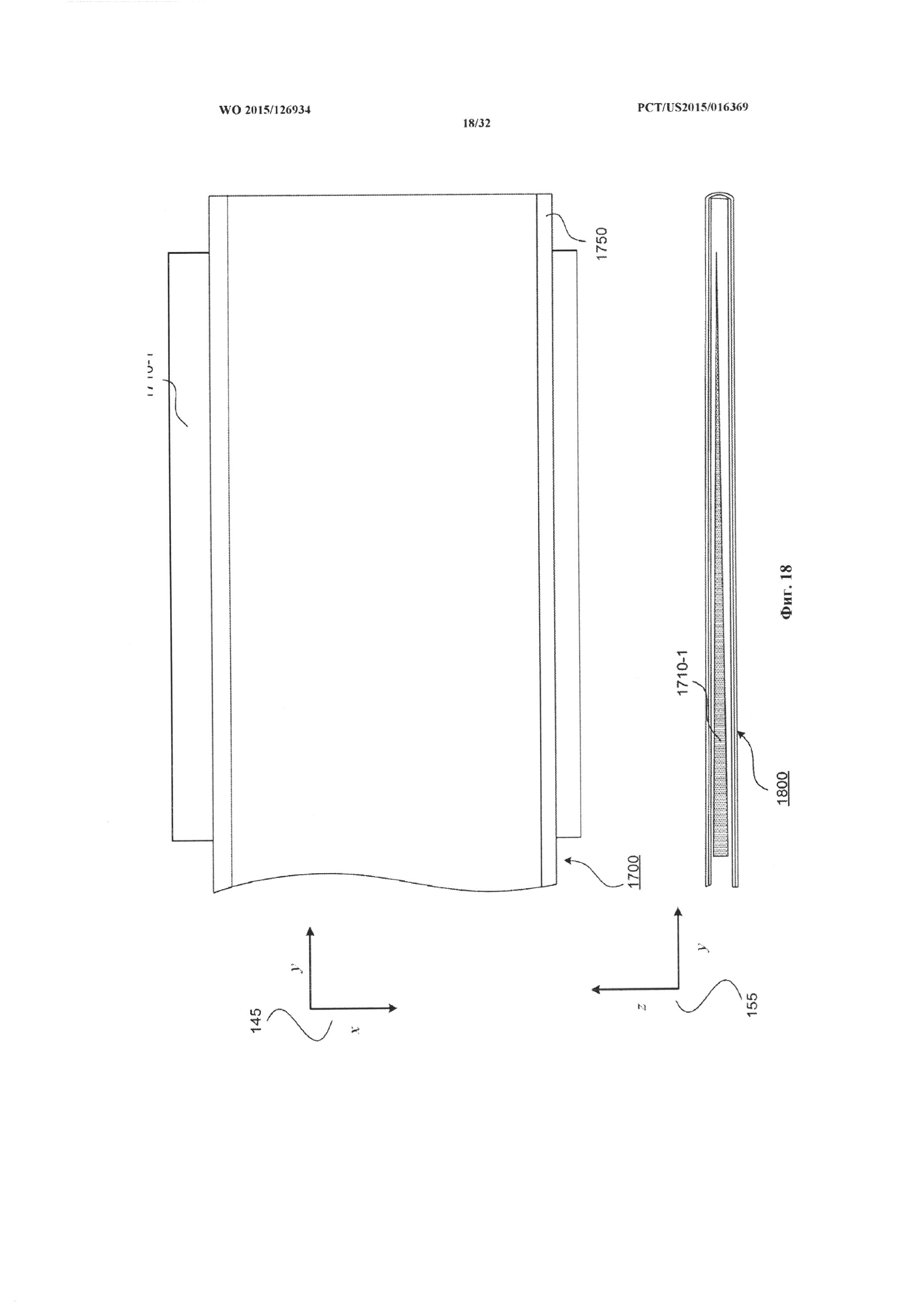
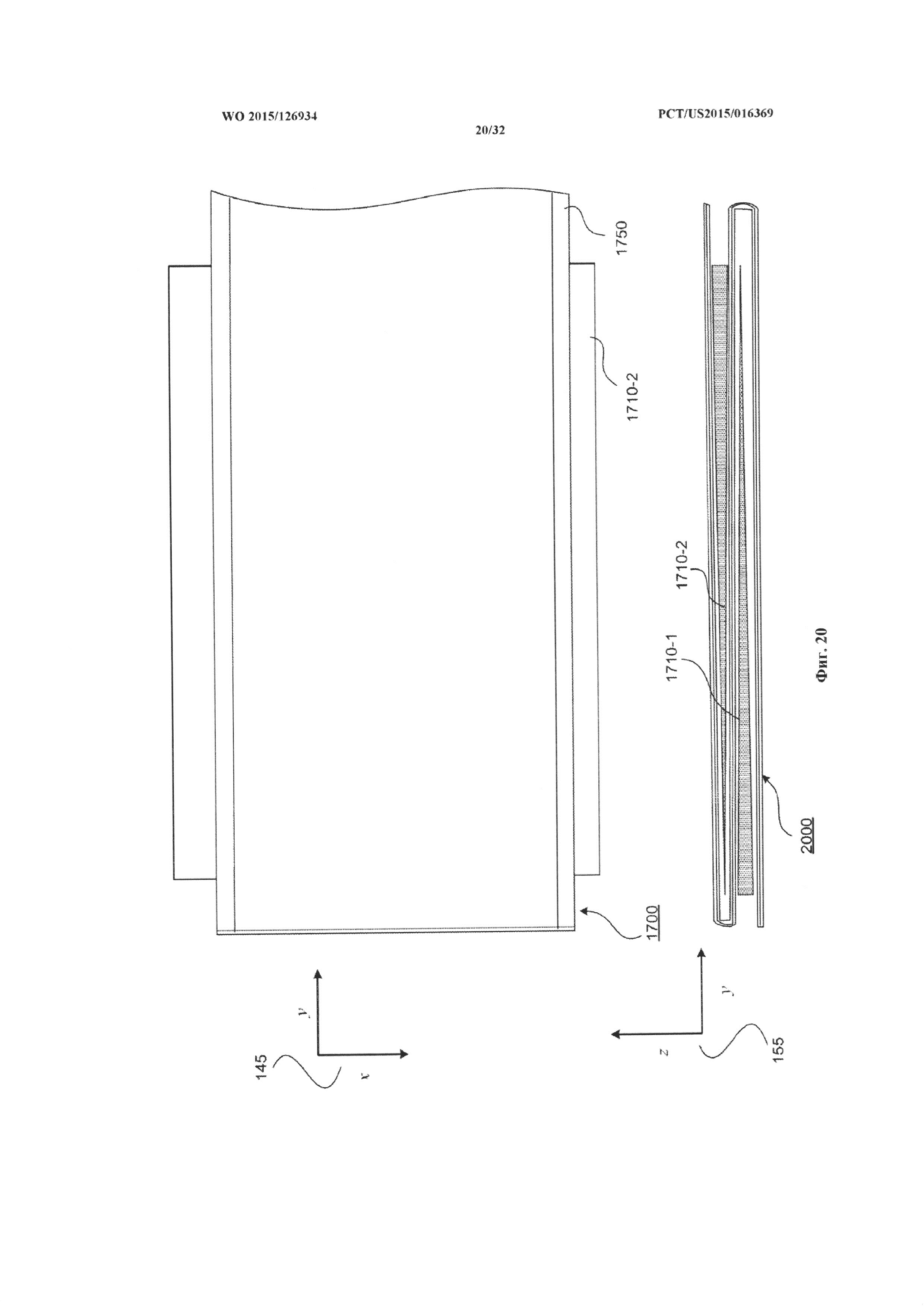
[055] В соответствии с настоящим раскрытием лист 1700 на фиг. 17 следует понимать как проходящий в направлении у (с правой стороны на фиг. 17). На фиг. 18 представлен фальц в листе 1700 над разделителем 1710-1. Опять-таки, лист 1700 на фиг. 18 следует понимать как проходящий в обратном направлении у (с левой стороны на фиг. 18). На фиг. 19 представлен комбинированный элемент согласно фиг. 18 с дополнительным разделителем 1710-2, выполненным с возможностью наличия клиновидной формы с «наивысшей» частью, выровненной с «наинизшей» частью разделителя 1710-1 (и наоборот). Подобно разделителю 1710-1, разделитель 1710-2 может быть выполнен с возможностью проявления «высоты» в направлении z, которая составляет менее приблизительно 0,5 мм, как, например, любая величина от приблизительно 0,5 мм до приблизительно 0,010 мм (и предпочтительно приблизительно 0,254 мм) или любая величина менее приблизительно 0,01 мм. Альтернативно, «высота» в направлении z разделителя 1710-2 может быть приблизительно меньше любой из величин: 0,45 мм, 0,4 мм, 0,39 мм, 0,38 мм, 0,37 мм, 0,36 мм, 0,35 мм, 0,34 мм, 0,33 мм, 0,32 мм, 0,31 мм, 0,3 мм, 0,29 мм, 0,28 мм, 0,27 мм, 0,26 мм, 0,25 мм, 0,24 мм, 0,23 мм, 0,22 мм, 0,21 мм, 0,2 мм, 0,19 мм, 0,18 мм, 0,17 мм, 0,16 мм, 0,15 мм, 0,14 мм, 0,13 мм, 0,12 мм, 0,11 мм, 0,1 мм, 0,09 мм, 0,08 мм, 0,07 мм, 0,06 мм, 0,05 мм, 0,04 мм, 0,03 мм, 0,02 мм и 0,01 мм. На фиг. 20 представлен комбинированный элемент согласно фиг. 19 с дополнительным фальцем в листе 1700 над разделителем 1710-2. Опять-таки, лист 1700 на фиг. 20 следует понимать как проходящий в направлении у (с правой стороны на фиг. 20). На фиг. 21 представлен комбинированный элемент согласно фиг. 20 с дополнительным разделителем 1710-3, выполненным с возможностью наличия клиновидной формы с «наивысшей» частью, выровненной с «наинизшей» частью разделителя 1710-2 (и наоборот). На фиг. 22 представлен комбинированный элемент согласно фиг. 21 с еще пятью фальцами и еще четырьмя разделителями 1710, при этом каждый последующий разделитель 1710 выровнен в чередующейся последовательности. Каждый последующий разделитель 1710 следует понимать как проявляющий высоту в направлении z, которая может быть приблизительно меньше любой из величин: 0,45 мм, 0,4 мм, 0,39 мм, 0,38 мм, 0,37 мм, 0,36 мм, 0,35 мм, 0,34 мм, 0,33 мм, 0,32 мм, 0,31 мм, 0,3 мм, 0,29 мм, 0,28 мм, 0,27 мм, 0,26 мм, 0,25 мм, 0,24 мм, 0,23 мм, 0,22 мм, 0,21 мм, 0,2 мм, 0,19 мм, 0,18 мм, 0,17 мм, 0,16 мм, 0,15 мм, 0,14 мм, 0,13 мм, 0,12 мм, 0,11 мм, 0,1 мм, 0,09 мм, 0,08 мм, 0,07 мм, 0,06 мм, 0,05 мм, 0,04 мм, 0,03 мм, 0,02 мм и 0,01 мм. В варианте осуществления каждый последующий разделитель 1710 выполнен с возможностью приблизительного (или точного) совпадения по размерам с каждым другим разделителем 1710. Помимо этого, в варианте осуществления последовательность последующих разделителей 1710 выполнена с возможностью сбора в комплект, чтобы проходить приблизительно равномерно в направлении z, например, как представлено на фиг. 25, в качестве комбинированного элемента 2510. Однако специалисту в данной области техники следует понимать, что возможны другие комбинации и последовательности высот.
[056] В соответствии с вариантом осуществления на фиг. 23 представлен комбинированный элемент согласно фиг. 22 с существенным давлением, приложенным к комбинированному элементу (например, в направлении z, приложенном равномерно вдоль плоскости х-y), для существенного сближения и/или иным образом уменьшения промежутков между сфальцованным листом 2300 и разделителями 1710. На фиг. 24 представлен комбинированный элемент согласно фиг. 23 без разделителей 1710. Разделители 1710 могут быть удалены путем применения тепла к комбинированному элементу (как, например, спекание комбинированного элемента в печи), при этом разделители изготовлены с использованием трудно обрабатываемого воска или термопластика, как, например, РММА или полиэтилен высокой плотности. Альтернативно или помимо этого, разделители 1710 могут быть удалены при помощи химического процесса, как, например, путем растворения разделителей, выполненных из РММА, дихлорметаном или трихлорметаном.
[057] Как представлено на фиг. 24, полученный сфальцованный лист 2300 может быть выполнен снабженным небольшими (менее 0,5 мм) треугольными промежутками с чередующейся ориентацией, так что каналы являются призматическими. Специалисту в данной области техники следует понимать, что сфальцованный лист 2300 отдельно или в комбинации с другими подобным образом выполненными сфальцованными листами можно группировать вместе, как было ранее описано в связи с комплектами 600 и 900, для встраивания в ограждающий элемент 1050.
[058] В дополнение и кроме этого, подробная информация, рассмотрение и раскрытие предусмотрены в приложении А к настоящему раскрытию, содержимое которого полностью включено в данный документ посредством ссылки. Во избежание неясности термин «блейд-сервер», используемый в прилагаемом приложении А, следует рассматривать специалисту в данной области техники как традиционный термин «блейд-сервер», используемый в контексте компьютерных серверных систем (как, например, блейд-серверы суперкомпьютеров). Термин «блейд-сервер», используемый в приложении А, не относится к «пластине 200», как представлено и описано в данном документе.
[059] Другие варианты осуществления будут очевидны специалистам в данной области техники при рассмотрении описания и реализации вариантов осуществления, раскрытых в данном документе. Предполагается, что описание и примеры являются исключительно иллюстративными, и реальный объем и сущность настоящего изобретения определены в приведенной ниже формуле изобретения.
Приложение А





Как модель 6 улучшает производительность вычисления
Суперкомпьютеры специально выполнены для работы с задачами, решения которых требуют огромного количества связей между вычислительными узлами. Для достижения максимальной производительности (пик операций с плавающей точкой в секунду) суперкомпьютеры должны иметь внутреннюю сеть связи, которая поддерживает полное использование вычислительных узлов. На практике измеренное количество операций с плавающей точкой в секунду является ниже, чем пик операций с плавающей точкой в секунду, поскольку вычислительные узлы часто ждут передач. Эти затраты на производительность можно легко увидеть в списке ТОР 500 2013 года, где главный исполнитель достиг только 62% пика операций с плавающей точкой в секунду в сравнительном тесте LINPACK, используемом для такого рейтинга.
Мощность, потребляемая временно бездействующим процессором, почти столь же высока, как и у активного, так что машина с 38% бездействующих процессоров не просто тратит время: она тратит 38% от вычислительной мощности и 38% соответствующих затрат на охлаждение. Когда вы добавляете эти затраты к затратам на непосредственную мощность и на охлаждение передач связи, легко увидеть, что сеть связи имеет решающее значение для доставки как пика операций с плавающей точкой в секунду, так и более высокого КПД операций с плавающей точкой в секунду/Вт.
Группы передачи данных
Вычислительные узлы суперкомпьютера организованы в иерархию группировок с различными типами каналов связи на каждом уровне. Набор узлов на каждом блейд-сервере имеет относительно короткий и очень быстрый на уровне плат канал электрической связи. Набор блейд-серверов в каждом блоке имеет канал электрической связи, который длиннее и, следовательно, несколько медленнее и более энергоемкий. Набор блоков в электросистеме из двух шкафов также использует электрический канал для связи, но провода являются длиннее, медленнее и даже более энергоемкими. Наконец, электросистемы суперкомпьютера связаны посредством оптических линий связи, которые являются наиболее длинными, наиболее медленными, наиболее энергоемкими, а также самыми дорогими.
Загрузка линии связи
Многие приложения суперкомпьютеров работают путем разделения смоделированного пространства между узлами. В моделировании молекулярной динамики, например, объем пространства разделяют на подпространства, и движения молекул в каждом подпространстве отслеживают при помощи узла. Всякий раз, когда молекула пересекает границу подпространства, о пересечении следует сообщить узлу, отслеживающему смежное подпространство. Для любого подпространства частота пересечений и соответствующих связей масштабируется с площадью поверхности подпространства. То же правило масштабирования применяют для больших пространств, представленных группами узлов: частота пересечений и соответствующих связей масштабируется с площадью поверхности объединенного пространства группы.
Площадь поверхности масштабируется с кубическим корнем из квадрата объема, поэтому для сбора узлов S, разделенных на группы с размером N, общую загрузку линии связи групп рассчитывают как

Хотя это масштабное соотношение не имеет единиц измерения, оно очень полезно для сравнения относительной загрузки линии связи между группами передачи данных разного размера.
Больше - лучше для групп передачи данных
Предположим, например, что у вас есть 3072 узла, которые нужно разделить на группы передачи данных. Загрузки линии связи для различных размеров групп приведены ниже.


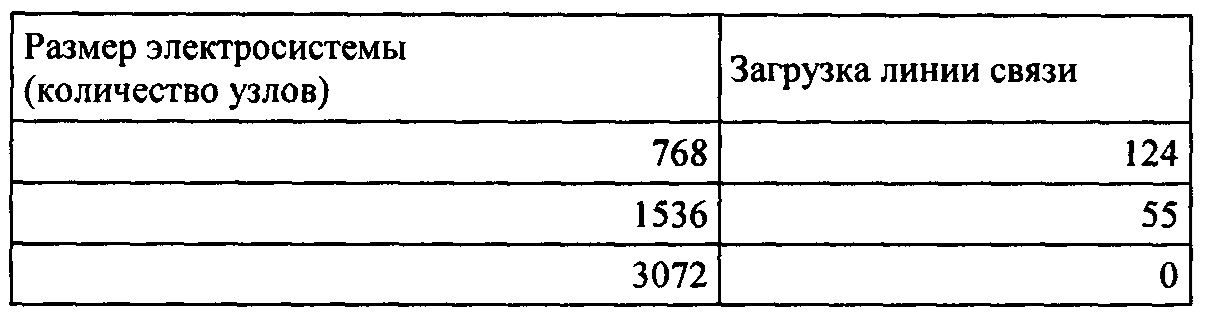
Понятно, что загрузки линии связи резко падают по мере увеличения плотности размещения группы узлов. Когда все узлы находятся в одной электросистеме, загрузка линии связи между электросистемами стремится к нулю.
Более низкие загрузки линии связи означают более быстрые результаты
Было извещено, что молекулярные динамические моделирования запускаются при 50% загрузки центрального процессора на моделируемом суперкомпьютере IBM (cм «BigSim: A Parallel Simulator for Performance Prediction of Extremely Large Parallel Machines», Zeng et al, IPDPS '14). Следовательно, половина времени загрузки используется для связи между временными шагами. Задержка между всплесками активности процессора определяется наиболее медленной связью на оптических соединениях между электросистемами, которые должны происходить до следующего временного шага. Компоновка FP уменьшает загрузку линии связи электросистем на 74%.
Половина времени на каждом шаге используется для связи, так что общее время загрузки для шага уменьшается на 37% (половина от 74%). С компоновкой FP шаг, который в противном случае занимал бы 1 секунду, теперь требует только 0,63 секунды, так что FP имеет коэффициент ускорения 1 / 0,63 = 1,587.
Перечень преимуществ производительности
Если группы передачи связи имеют более высокую плотность размещения узлов, это в результате приводит к:
- более низким загрузкам линии связи;
- более быстрой загрузке процессора;
- более высоким вычислительным характеристикам;
- меньшему количеству мощности, потраченной на бездействующие процессоры;
- меньшему количеству времени, потраченному на передачи данных с большой задержкой;
- меньшему количеству мощности, потраченной на долгие передачи данных; и
- большему количеству операций с плавающей точкой в секунду/Вт.
Экономичность модели 6
Как модель 6 снижает затраты на энергию
Существующие системы охлаждения электрооборудования перемещают тепло в воздух или еще в водяную петлю. Тепло, перемещаемое в воздух или воду, должно затем быть перемещено посредством системы охладителя/HVAC для выведения из здания. Модель 6 отличается тем, что она перемещает тепло в поток воздуха, который непосредственно выдувается из здания. Следовательно, не нужно системы охладителя/HVAC для выведения тепла из здания. Модель 6 имеет гораздо более высокий СОР (коэффициент производительности), чем охладители, которых она заменяет, и эта разница означает, что системы с моделью 6 будет потреблять гораздо меньше энергии для охлаждения.
Как модель 6 снижает затраты на капитализацию здания
В «белой книге» Института бесперебойных процессов под названием «Cost Model: Dollars per kW plus Dollars per Square Foot of Computer Floor» предусмотрена модель затрат для капитализации зданий, представляющих собой центры хранения и обработки данных. Их модель вычисляет затраты как сумму затрат на площадь под оборудование и второго компонента, который масштабируется с питанием компьютеров в здании. Затраты на пустую площадь под оборудование составляют $300 за фут квадратный. Затраты на инфраструктуру питания/охлаждения на Tier 4 составляют $25000 за кВт.
Масштабирование до петафлопс-быстродействия 100
КПД компоновки 8Х делает петафлопс-быстродействие 100 намного более практичными. Здесь приведены цифры для двух систем с тем же количеством узлов. Только FP достигает петафлопс-быстродействия 110. Текущая компоновка с охлажденной водой достигает только петафлопс-быстродействия 73, и она требует на 10 МВт больше мощности. FP достигает на 142,5% больше операций с плавающей точкой в секунду/Вт.
Сравнение двух суперкомпьютеров с 49152 узлами



Реферат
Материалы, компоненты, узлы и способы в соответствии с раскрытием направлены на изготовление и применение листов материала для обеспечения каналов для охлаждения посредством потока газа. Узел для охлаждения может содержать комплект чередующихся первых и вторых пластин, при этом каждая пластина имеет по меньшей мере первую кромку, скошенную кромку и изгиб, при этом изгиб определяет по меньшей мере первую область и вторую область, при этом первая область является по существу плоской и ограничена кромкой, скошенной кромкой и изгибом. Узел также может содержать лист с фальцами для обеспечения каналов. 4 н. и 27 з.п. ф-лы, 32 ил.
Формула
Документы, цитированные в отчёте о поиске
Теплообменник пластинчатого типа и способ изготовления пластины телообменника
Комментарии