Способ трафаретной печати - RU2673425C2
Код документа: RU2673425C2
Чертежи



Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[001] Настоящая заявка испрашивает приоритет китайской патентной заявки № 201410487004.7, поданной 22 сентября 2014 г., озаглавленной «Screen Printing Method», раскрытие которой включено в настоящее описание посредством ссылки во всей своей полноте.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[002] Настоящее изобретение относится к области отображения плоской панелью и, в частности, к способу трафаретной печати.
ОПИСАНИЕ ПРЕДЫДУЩЕГО УРОВНЯ ТЕХНИКИ
[003] Трафаретная печать широко используется в различных отраслях промышленности, в частности в области отображения плоской панелью. Способ трафаретной печати представляет собой процесс, который проводится путем формирования рисунков или надписей на сетчатом элементе, нанесения материала покрытия на сетчатый элемент и использования скребка для прижимания сетчатого элемента, чтобы обеспечить контакт сетчатого элемента с объектом для печати (например, стеклянной подложкой), так что при перемещении скребка по сетчатому элементу материал покрытия переносится на объект для печати, чтобы перенести рисунки и надписи на объект для печати. Чтобы обеспечить срок службы сетчатого элемента и качество печати, во время печати сетчатый элемент и носитель должны быть расположены на достаточном расстоянии. Сетчатый элемент часто делают из сетки (такой как сетка из стальной нити), уложенной горизонтально и закрепленной в полой раме. Таким образом, сетка на периферийной области сетчатого элемента натянута более туго, чем на центральной области сетчатого элемента, так что доступная величина деформации сжатия, которой может подвергаться сетка на периферийной области сетчатого элемента, не соответствует этой величине у сетки на центральной области сетчатого элемента, и деформация сжатия сетки на периферийной области сетчатого элемента относительно невелика, так что это отразится на качестве печати всей сетки. Как периферийная область сетчатого элемента, так и центральная область сетчатого элемента должны быть прижаты с помощью скребка, чтобы получить контакт с объектом для печати и, таким образом, перенести материал покрытия на объект для печати. С увеличением количества печати сетка сетчатого элемента может ослабнуть, вследствие чего срок службы сетчатого элемента сокращается. Чтобы продлить срок службы сетчатого элемента, обычно уменьшают расстояние между сетчатым элементом и носителем; тем не менее уменьшение расстояния между сетчатым элементом и носителем может способствовать легкому прикреплению центральной области сетчатого элемента к носителю материалом покрытия, что приводит к нарушению в печати и относительно низкому качеству печати с помощью сетчатого элемента.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[004] Настоящее изобретение относится к способу трафаретной печати, который улучшает качество печати посредством сетчатого элемента.
[005] В одном аспекте настоящее изобретение предоставляет способ трафаретной печати, при этом способ трафаретной печати включает:
[006] предоставление подложки для печати;
[007] предоставление сетчатого элемента, при этом сетчатый элемент содержит полую раму и сетку; между рамой и подложкой для печати есть расстояние, которое является первым расстоянием; сетку покрывают материалом покрытия; периферию сетки прикрепляют к раме; при этом сетка содержит первую боковую кромку и вторую боковую кромку, прикрепленные к раме и противоположные друг другу;
[008] предоставление скребка, при этом скребок прижимает сетку для обеспечения контакта сетки с подложкой для печати с целью переноса материала покрытия на сетке на подложку для печати; и
[009] перемещение скребка во время печати от первой боковой кромки сетки ко второй боковой кромке сетки, при этом, когда скребок прижимает сетку на первой боковой кромке сетки для обеспечения контакта сетки с подложкой для печати и идет к средней части сетки для обеспечения контакта сетки с подложкой для печати, происходит увеличение расстояния между рамой и подложкой для печати с первого расстояния до второго расстояния.
[0010] В первом варианте осуществления во время печати, когда скребок прижимает сетку в средней части сетки для обеспечения контакта сетки с подложкой для печати и идет ко второй боковой кромке сетки для обеспечения контакта сетки с подложкой для печати, расстояние между рамой и подложкой для печати уменьшается со второго расстояния.
[0011] В сочетании с первым вариантом осуществления во втором варианте осуществления этап, на котором «во время печати, когда скребок прижимает сетку в средней части сетки для обеспечения контакта сетки с подложкой для печати и идет ко второй боковой кромке сетки для обеспечения контакта сетки с подложкой для печати, происходит уменьшение расстояния между рамой и подложкой для печати со второго расстояния», включает:
[0012] уменьшение расстояния между рамой и подложкой для печати со второго расстояния таким образом, что во время печати, когда скребок прижимает сетку в средней части сетки для обеспечения контакта сетки с подложкой для печати и идет ко второй боковой кромке сетки для обеспечения контакта сетки с подложкой для печати, происходит уменьшение расстояния между рамой и подложкой для печати со второго расстояния до первого расстояния.
[0013] В сочетании со вторым вариантом осуществления в третьем варианте осуществления на этапе, на котором «во время печати, когда скребок прижимает сетку в средней части сетки для обеспечения контакта сетки с подложкой для печати и идет ко второй боковой кромке сетки для обеспечения контакта сетки с подложкой для печати, происходит уменьшение расстояния между рамой и подложкой для печати со второго расстояния до первого расстояния», уменьшение расстояния между рамой и подложкой для печати со второго расстояния до первого расстояния происходит с равномерной скоростью.
[0014] В сочетании с первым вариантом осуществления в четвертом варианте осуществления этап, на котором «во время печати, когда скребок прижимает сетку в средней части сетки для обеспечения контакта сетки с подложкой для печати и идет ко второй боковой кромке сетки для обеспечения контакта сетки с подложкой для печати, происходит уменьшение расстояния между рамой и подложкой для печати со второго расстояния», включает:
[0015] удерживание рамы зафиксированной и перемещение подложки для печати с целью получения расстояния между рамой и подложкой для печати уменьшающимся со второго расстояния во время печати, когда скребок прижимает сетку в средней части сетки для обеспечения контакта сетки с подложкой для печати и идет ко второй боковой кромке сетки для обеспечения контакта сетки с подложкой для печати.
[0016] В сочетании с первым вариантом осуществления в пятом варианте осуществления этап, на котором «во время печати, когда скребок прижимает сетку в средней части сетки для обеспечения контакта сетки с подложкой для печати и идет ко второй боковой кромке сетки для обеспечения контакта сетки с подложкой для печати, происходит уменьшение расстояния между рамой и подложкой для печати со второго расстояния», включает:
[0017] перемещение рамы и удерживание подложки для печати зафиксированной с целью получения расстояния между рамой и подложкой для печати уменьшающимся со второго расстояния во время печати, когда скребок прижимает сетку в средней части сетки для обеспечения контакта сетки с подложкой для печати и идет ко второй боковой кромке сетки для обеспечения контакта сетки с подложкой для печати.
[0018] В шестом варианте осуществления этап «перемещения скребка во время печати от первой боковой кромки сетки ко второй боковой кромке сетки, при этом, когда скребок прижимает сетку на первой боковой кромке сетки для обеспечения контакта сетки с подложкой для печати и идет к средней части сетки для обеспечения контакта сетки с подложкой для печати, происходит увеличение расстояния между рамой и подложкой для печати с первого расстояния до второго расстояния» включает:
[0019] увеличение расстояния между рамой и подложкой для печати с первого расстояния до второго расстояния с равномерной скоростью, когда скребок прижимает сетку на первой боковой кромке сетки для обеспечения контакта сетки с подложкой для печати и идет к средней части сетки для обеспечения контакта сетки с подложкой для печати, при перемещении скребка во время печати от первой боковой кромки сетки ко второй боковой кромке сетки.
[0020] В седьмом варианте осуществления этап «перемещения скребка во время печати от первой боковой кромки сетки ко второй боковой кромке сетки, при этом, когда скребок прижимает сетку на первой боковой кромке сетки для обеспечения контакта сетки с подложкой для печати и идет к средней части сетки для обеспечения контакта сетки с подложкой для печати, происходит увеличение расстояния между рамой и подложкой для печати с первого расстояния до второго расстояния» включает:
[0021] удерживание сетчатого элемента зафиксированным и перемещение подложки для печати с целью получения расстояния между рамой и подложкой для печати увеличивающимся с первого расстояния до второго расстояния, когда скребок прижимает сетку на первой боковой кромке сетки для обеспечения контакта сетки с подложкой для печати и идет к средней части сетки для обеспечения контакта сетки с подложкой для печати, при перемещении скребка во время печати от первой боковой кромки сетки ко второй боковой кромке сетки.
[0022] В восьмом варианте осуществления этап «перемещения скребка во время печати от первой боковой кромки сетки ко второй боковой кромке сетки, при этом, когда скребок прижимает сетку на первой боковой кромке сетки для обеспечения контакта сетки с подложкой для печати и идет к средней части сетки для обеспечения контакта сетки с подложкой для печати, происходит увеличение расстояния между рамой и подложкой для печати с первого расстояния до второго расстояния» включает:
[0023] перемещение сетчатого элемента и удерживание подложки для печати зафиксированной с целью получения расстояния между рамой и подложкой для печати увеличивающимся с первого расстояния до второго расстояния с равномерной скоростью, когда скребок прижимает сетку на первой боковой кромке сетки для обеспечения контакта сетки с подложкой для печати и идет к средней части сетки для обеспечения контакта сетки с подложкой для печати, при перемещении скребка во время печати от первой боковой кромки сетки ко второй боковой кромке сетки.
[0024] По сравнению с известным уровнем техники, в настоящем изобретении при выполнении печати от первой боковой кромки сетки в направлении второй боковой кромки сетки, когда скребок прижимает первую боковую кромку сетки, чтобы осуществить контакт с подложкой для печати, и скребок идет к средней части, чтобы обеспечить контакт сетки с подложкой для печати, расстояние между рамой и подложкой для печати постепенно увеличивается с первого расстояния до второго расстояния, так что деформация сжатия сетки может быть получена более соответствующей от первой боковой кромки сетки до средней части сетки, таким образом улучшая качество печати сетки. Кроме того, когда скребок прижимает среднюю часть сетки, чтобы осуществить контакт с подложкой для печати, и идет ко второй боковой кромке подложки для печати, расстояние между рамой и подложкой для печати постепенно уменьшается, так что деформация сжатия сетки может быть получена более соответствующей от средней части сетки до второй боковой кромки подложки для печати, таким образом улучшая качество печати сетки.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0025] Для более ясного объяснения технического решения, предложенного в настоящем изобретении или известного из предшествующего уровня техники, ниже представлено краткое описание графических материалов, которые необходимы для описания вариантов осуществления или аналогов, известных из предшествующего уровня техники. Разумеется, что чертежи, которые будут описаны ниже, показывают только некоторые варианты осуществления настоящего изобретения. Для специалистов в данной области техники другие графические материалы могут быть также легко доступны из этих прилагаемых графических материалов без затрат творческих усилий и стараний.
[0026] На фиг. 1 представлена блок-схема, иллюстрирующая способ трафаретной печати в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
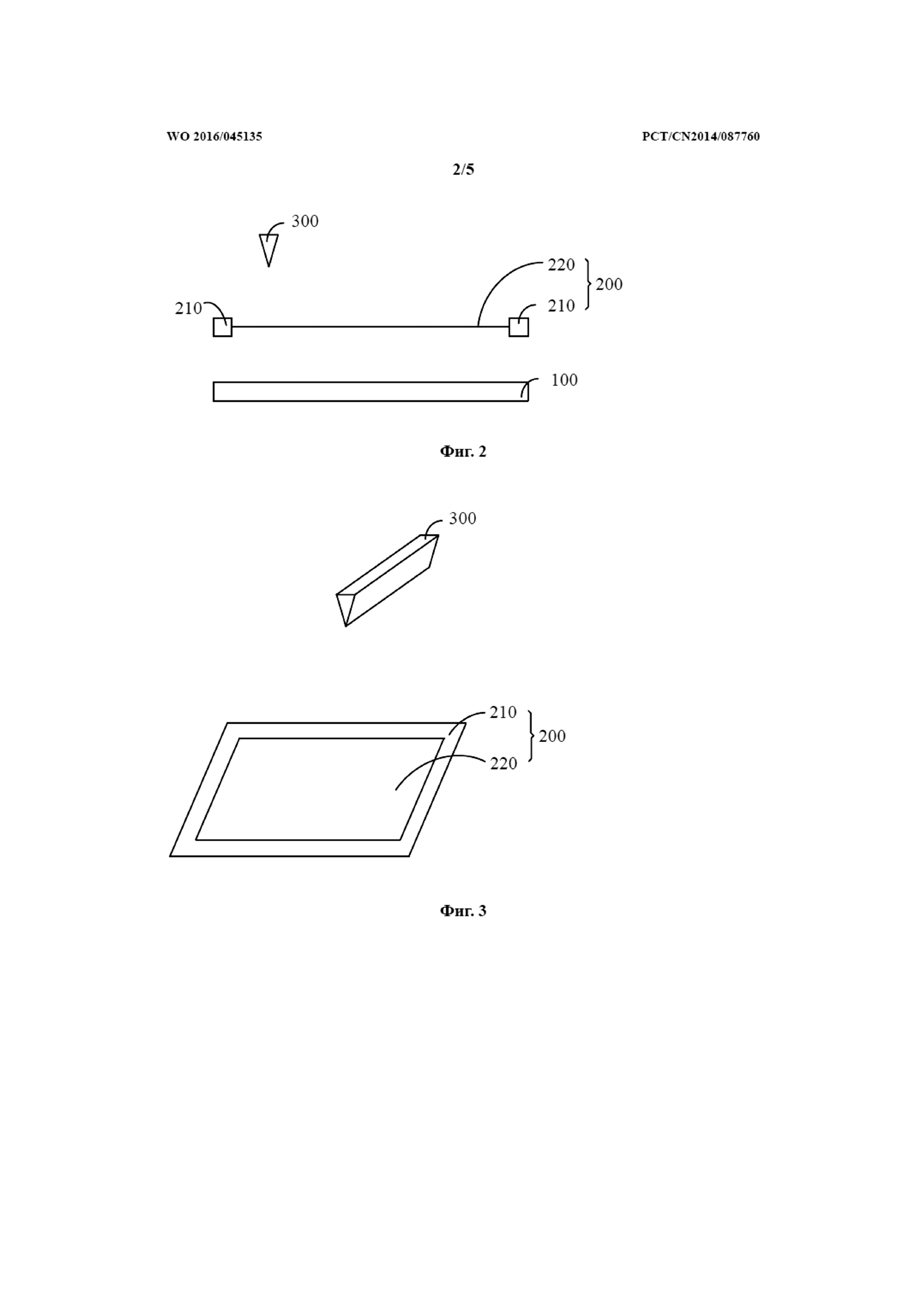
[0027] На фиг. 2 представлен вид сбоку, показывающий инструмент, используемый в способе трафаретной печати в соответствии с настоящим изобретением.
[0028] На фиг. 3 представлен схематический вид в перспективе, показывающий сетчатый элемент и скребок, показанные на фиг. 2.
[0029] На фиг. 4 представлен схематический вид, иллюстрирующий скребок, расположенный на первой боковой кромке сетки во время операции печати при перемещении от первой боковой кромки сетки в направлении второй боковой кромки сетки, при этом скребок не прижимает сетку, в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
[0030] На фиг. 5 представлен схематический вид, иллюстрирующий скребок, расположенный на первой боковой кромке сетки во время операции печати при перемещении от первой боковой кромки сетки в направлении второй боковой кромки сетки, при этом скребок прижимает сетку, в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
[0031] На фиг. 6 представлен схематический вид, иллюстрирующий скребок, расположенный на средней части сетки во время операции печати при перемещении от первой боковой кромки сетки в направлении второй боковой кромки сетки, при этом скребок не прижимает сетку, в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
[0032] На фиг. 7 представлен схематический вид, иллюстрирующий скребок, расположенный на средней части сетки во время операции печати при перемещении от первой боковой кромки сетки в направлении второй боковой кромки сетки, при этом скребок прижимает сетку, в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
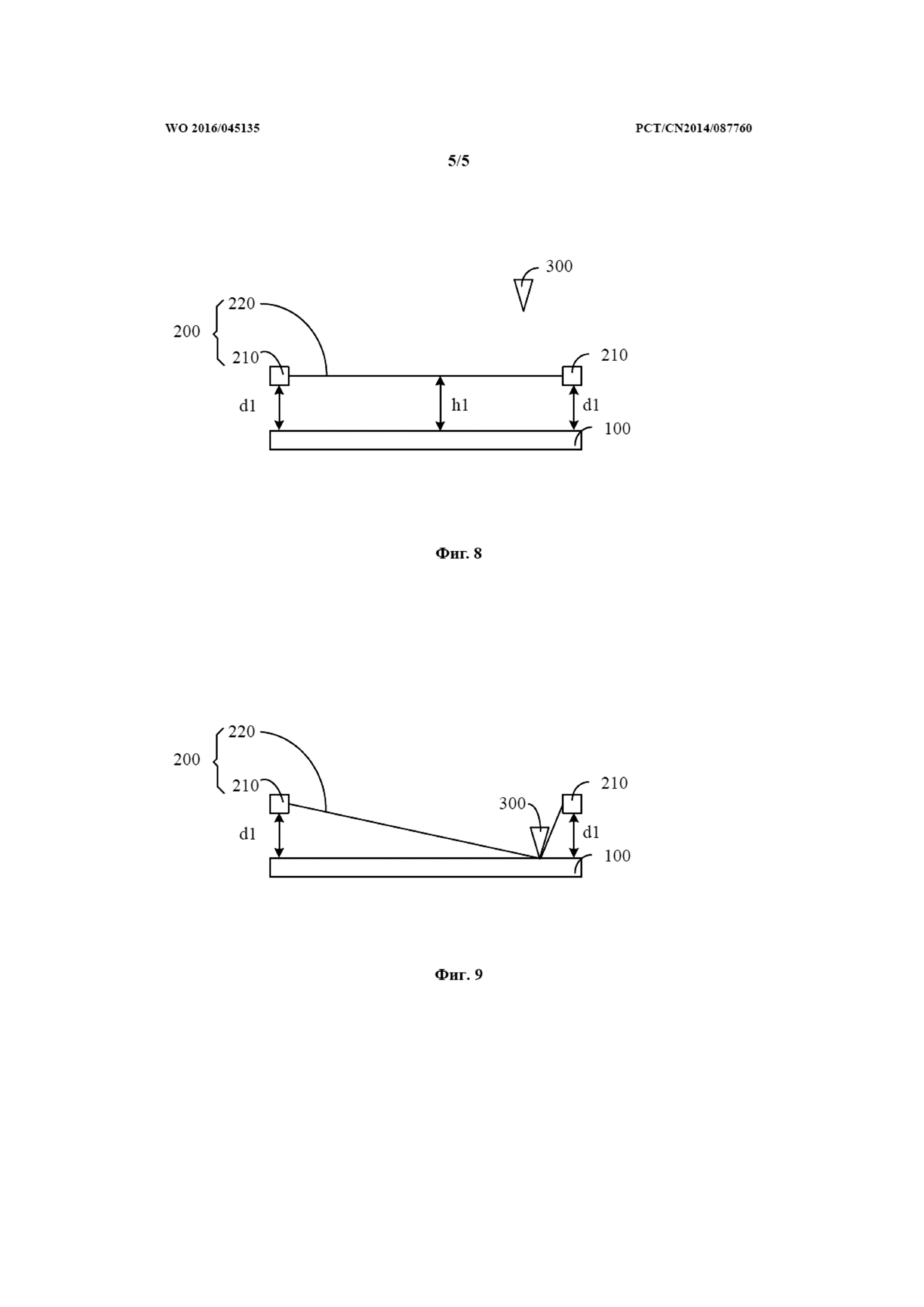
[0033] На фиг. 8 представлен схематический вид, иллюстрирующий скребок, расположенный на второй боковой кромке сетки во время операции печати при перемещении от первой боковой кромки сетки в направлении второй боковой кромки сетки, при этом скребок не прижимает сетку, в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
[0034] На фиг. 9 представлен схематический вид, иллюстрирующий скребок, расположенный на второй боковой кромке сетки во время операции печати при перемещении от первой боковой кромки сетки в направлении второй боковой кромки сетки, при этом скребок прижимает сетку, в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ
[0035] Подробное и полное описание будет дано в техническом решении согласно вариантам осуществления настоящего изобретения со ссылкой на прилагаемые графические материалы вариантов осуществления настоящего изобретения. Разумеется, варианты осуществления, описанные таким образом, представляют собой лишь некоторые, а не все из возможных вариантов осуществления настоящего изобретения. Все другие варианты осуществления, которые могут легко предложить специалисты в данной области техники без творческих усилий, считаются относящимися к объему защиты, испрашиваемому настоящим изобретением.
[0036] Со ссылкой на фиг. 1, 2 и 3; на фиг. 1 представлена блок-схема, иллюстрирующая способ трафаретной печати в соответствии с предпочтительным вариантом осуществления настоящего изобретения. На фиг. 2 представлен вид сбоку, показывающий инструмент, используемый в способе трафаретной печати в соответствии с настоящим изобретением. На фиг. 3 представлен схематический вид в перспективе, показывающий сетчатый элемент и скребок, показанные на фиг. 2. Способ трафаретной печати включает следующие этапы.
[0037] Этап S101: предоставление подложки 100 для печати. Подложкой 100 для печати может быть стеклянная подложка или подложка, изготовленная из другого материала, и способ трафаретной печати применяют для печатания рисунков или надписей на подложке 100 для печати. В этом варианте осуществления подложка 100 для печати имеет поверхность, которая представляет собой ровную поверхность, и следует принять во внимание, что в других вариантах осуществления подложка 100 для печати может иметь поверхность, которая представляет собой изогнутую поверхность.
[0038] Этап S102: предоставление сетчатого элемента 200, при этом сетчатый элемент 200 содержит полую раму 210 и сетку 220; между рамой 210 и подложкой 100 для печати есть расстояние, которое является первым расстоянием d1; сетка 220 покрыта материалом покрытия; периферия сетки 220 прикреплена к раме 210; при этом сетка 220 содержит первую боковую кромку 221 и вторую боковую кромку 222, которые прикреплены к раме 210 и противоположны друг другу. В этом варианте осуществления сетка 210 представляет собой сетку из стальной нити и, следовательно, обладает повышенным сроком службы. На сетке 220 выполнены рисунки или надписи. Когда сетка 220 вводится в контакт с подложкой 110 для печати, материал покрытия, покрывающий сетку 220, может покрывать подложку 100 для печати, чтобы переносить и печатать рисунки или надписи на сетке 220 на подложку 100 для печати. Со ссылкой на фиг. 4, расстояние между рамой 210 сетчатого элемента 200 и подложкой 100 для печати представляет собой первое расстояние d1, и при таком условии расстояние между сеткой 220 и подложкой 100 для печати представляет собой первую высоту h1. В этом варианте осуществления первая высота h1 между сеткой 220 и подложкой 100 для печати больше, чем первое расстояние d1 между рамой 210 и подложкой 100 для печати. Следует принять во внимание, что в других вариантах осуществления сетка 220 может быть прикреплена к поверхности рамы 210, которая расположена рядом с подложкой 100 для печати, и при таком условии первая высота h1 между сеткой 220 и подложкой 100 для печати равна первому расстоянию d1 между рамой 210 и подложкой 100 для печати.
[0039] Этап S103: предоставление скребка 300, при этом скребок 300 прижимает сетку 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, чтобы перенести материал покрытия на сетке 220 на подложку 100 для печати.
[0040] Этап S104: перемещение во время печати скребка 300 от первой боковой кромки 221 сетки 220 ко второй боковой кромке 222 сетки 220, при этом, когда скребок 300 прижимает сетку 220 на первой боковой кромке 221 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и идет к средней части 223 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, то расстояние между рамой 210 и подложкой 100 для печати увеличивается с первого расстояния d1 до второго расстояния d2.
[0041] Предпочтительно, этап S104 «перемещение во время печати скребка 300 от первой боковой кромки 221 сетки 220 ко второй боковой кромке 222 сетки 220, при этом, когда скребок 300 прижимает сетку 220 на первой боковой кромке 221 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и идет к средней части 223 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, то расстояние между рамой 210 и подложкой 100 для печати увеличивается с первого расстояния d1 до второго расстояния d2», в частности, включает следующие этапы.
[0042] Во время печати скребок 300 ходит от первой боковой кромки 221 сетки 220 ко второй боковой кромке 222 сетки 220, при этом, когда скребок 300 прижимает сетку 220 на первой боковой кромке 221 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и идет к средней части 223 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, расстояние между рамой 210 и подложкой 100 для печати увеличивается с первого расстояния до второго расстояния d2 с равномерной скоростью.
[0043] Этап S104 «перемещение во время печати скребка 300 от первой боковой кромки 221 сетки 220 ко второй боковой кромке 222 сетки 220, при этом, когда скребок 300 прижимает сетку 220 на первой боковой кромке 221 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и идет к средней части 223 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, то расстояние между рамой 210 и подложкой 100 для печати увеличивается с первого расстояния d1 до второго расстояния d2» может быть проведен в качестве следующих вариантов осуществления.
[0044] В одном варианте осуществления во время печати скребок 300 ходит от первой боковой кромки 221 сетки 220 ко второй боковой кромке 222 сетки 220, при этом, когда скребок 300 прижимает сетку 220 на первой боковой кромке 221 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и идет к средней части 223 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, то сетчатый элемент 210 остается зафиксированным, тогда как подложка 100 для печати сдвинута для получения расстояния между рамой 210 и подложкой 100 для печати, увеличивающегося с первого расстояния d1 до второго расстояния d2.
[0045] В другом варианте осуществления во время печати скребок 300 ходит от первой боковой кромки 221 сетки 220 ко второй боковой кромке 222 сетки 220, при этом, когда скребок 300 прижимает сетку 220 на первой боковой кромке 221 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и идет к средней части 223 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, то сетчатый элемент 220 перемещается, тогда как подложка 100 для печати зафиксирована, чтобы получить расстояние между рамой 210 и подложкой 100 для печати, увеличивающееся с первого расстояния d1 до второго расстояния d2.
[0046] Со ссылкой на фиг. 5; на фиг. 5 представлен схематический вид, иллюстрирующий скребок, расположенный на первой боковой кромке сетки во время операции печати при перемещении от первой боковой кромки сетки в направлении второй боковой кромки сетки, при этом скребок прижимает сетку, в соответствии с предпочтительным вариантом осуществления настоящего изобретения. Как показано на фиг. 5, скребок 300 прижимает сетку 220 на первой боковой кромке 221 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати. При таком условии расстояние между рамой 210 и подложкой 100 для печати неизменно и все еще является первым расстоянием d1. Со ссылкой на фиг. 6, где на фиг. 6 представлен схематический вид, иллюстрирующий скребок, расположенный на средней части сетки во время операции печати при перемещении от первой боковой кромки сетки в направлении второй боковой кромки сетки, при этом скребок не прижимает сетку, в соответствии с предпочтительным вариантом осуществления настоящего изобретения. Расстояние между рамой 210 и подложкой 100 носителя представляет собой второе расстояние d2; и расстояние между сеткой 220 и подложкой 100 носителя представляет собой вторую высоту h2. Второе расстояние d2 больше, чем первое расстояние d1. В этом варианте осуществления вторая высота h2 между сеткой 220 и подложкой 100 для печати больше, чем второе расстояние d2 между рамой 210 и подложкой 100 для печати. Следует принять во внимание, что в других вариантах осуществления сетка 220 может быть прикреплена к поверхности рамы 210, которая расположена рядом с подложкой 100 для печати, и при таком условии вторая высота h2 между сеткой 220 и подложкой 100 для печати равна второму расстоянию d2 между рамой 210 и подложкой 100 для печати.
[0047] Со ссылкой на фиг. 7, где на фиг. 7 представлен схематический вид, иллюстрирующий скребок, расположенный на средней части сетки во время операции печати при перемещении от первой боковой кромки сетки в направлении второй боковой кромки сетки, при этом скребок прижимает сетку, в соответствии с предпочтительным вариантом осуществления настоящего изобретения. Как показано на фиг. 7, скребок 300 прижимает сетку 220 на средней части 223 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, чтобы перенести сообщения, такие как рисунки и надписи, выполненные на средней части 223 сетки 220, на подложку 100 для печати. В другом варианте осуществления во время процесса, когда скребок 300 ходит от первой боковой кромки 221 сетки 220 к средней части 223 сетки 220, скребок 300 остается непрерывно прижимающим сетку 220, так чтобы сетка 220 оставалась в непрерывном контакте с подложкой 100 для печати.
[0048] Этап S105, во время печати, когда скребок 300 прижимает сетку 220 в средней части 223 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и идет ко второй боковой кромке 222 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, расстояние между рамой 210 и подложкой 100 для печати уменьшается со второго расстояния d2. Предпочтительно, этап S105 «во время печати, когда скребок 300 прижимает сетку 220 в средней части 223 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и идет ко второй боковой кромке 222 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, расстояние между рамой 210 и подложкой 100 для печати уменьшается со второго расстояния d2», в частности, включает следующие этапы.
[0049] Во время печати, когда скребок 300 прижимает сетку в средней части 223 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и идет ко второй боковой кромке 222 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и расстояние между рамой 210 и подложкой 100 для печати уменьшается со второго расстояния d1, расстояние между рамой 210 и подложкой 100 для печати уменьшается со второго расстояния d2 до первого расстояния d1.
[0050] Предпочтительно, на этапе «во время печати, когда скребок 300 прижимает сетку в средней части 223 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и идет ко второй боковой кромке 222 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и расстояние между рамой 210 и подложкой 100 для печати уменьшается со второго расстояния d1, расстояние между рамой 210 и подложкой 100 для печати уменьшается со второго расстояния d2 до первого расстояния d1» расстояние между рамой 210 и подложкой 100 для печати уменьшается со второго расстояния d2 до первого расстояния d1 с равномерной скоростью.
[0051] Этап S105 «во время печати, когда скребок 300 прижимает сетку 220 в средней части 223 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и идет ко второй боковой кромке 222 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, расстояние между рамой 210 и подложкой 100 для печати уменьшается со второго расстояния d2» может быть выполнен в качестве следующих вариантов осуществления.
[0052] В одном варианте осуществления во время печати, когда скребок 300 прижимает сетку 220 в средней части 223 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и идет ко второй боковой кромке 222 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, рама 210 остается зафиксированной, в то время как подложка 100 для печати перемещается, чтобы получить расстояние между рамой 210 и подложкой 100 для печати, уменьшающееся со второго расстояния d2.
[0053] В другом варианте осуществления во время печати, когда скребок 300 прижимает сетку 220 в средней части 223 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, и двигает вторую боковую кромку 222 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, рама 210 перемещается, в то время как подложка 100 для печати остается зафиксированной, чтобы получить расстояние между рамой 210 и подложкой 100 для печати, уменьшающееся со второго расстояния d2.
[0054] Со ссылкой на фиг. 8, на которой представлен схематический вид, иллюстрирующий скребок, расположенный на второй боковой кромке сетки во время операции печати при перемещении от первой боковой кромки сетки в направлении второй боковой кромки сетки, при этом скребок не прижимает сетку, в соответствии с предпочтительным вариантом осуществления настоящего изобретения, как показано на фиг. 8, расстояние между рамой 210 и подложкой 100 носителя представляет собой первое расстояние d1; и расстояние между сеткой 220 и подложкой 100 носителя представляет собой первую высоту h1. Следует принять во внимание, что в других вариантах осуществления сетка 220 может быть закреплена на поверхности рамы 210, которая расположена рядом с подложкой 100 носителя, и при таком условии первая высота h1 между сеткой 220 и подложкой 100 носителя равна первому расстоянию d1 между рамой 210 и подложкой 100 для печати.
[0055] Со ссылкой на фиг. 9, на которой представлен схематический вид, иллюстрирующий скребок, расположенный на второй боковой кромке сетки во время операции печати при перемещении от первой боковой кромки сетки в направлении второй боковой кромки сетки, при этом скребок прижимает сетку, в соответствии с предпочтительным вариантом осуществления настоящего изобретения, как показано на фиг. 9, скребок 300 прижимает сетку 220 на второй боковой кромке 222 сетки 220, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, чтобы перенести сообщения, такие как рисунки и надписи, выполненные на второй боковой кромке 222 сетки 220, на подложку 100 для печати. В другом варианте осуществления во время процесса, когда скребок 300 идет от средней части 223 сетки 220 ко второй боковой кромке 222 сетки 220, скребок 300 остается непрерывно прижимающим сетку 220, так что сетка 220 и подложка 100 для печати остаются в контакте.
[0056] Следует понимать, что этапы способа трафаретной печати в соответствии с настоящим изобретением не используются для ограничения последовательности операций согласно настоящему изобретению. Например, последовательность этапа S101, этапа S102 и этапа S103, как применяется в настоящем изобретении, при необходимости может быть изменена.
[0057] По сравнению с известным уровнем техники, в настоящем изобретении при выполнении печати от первой боковой кромки 221 сетки 220 в направлении второй боковой кромки 222 сетки 220, когда скребок 300 прижимает первую боковую кромку 221 сетки 220, чтобы осуществить контакт с подложкой 100 для печати, и скребок 300 идет к средней части, чтобы обеспечить контакт сетки 220 с подложкой 100 для печати, расстояние между рамой 210 и подложкой 100 для печати постепенно увеличивается с первого расстояния до второго расстояния, так что деформация сжатия сетки может быть получена более соответствующей от первой боковой кромки 221 сетки 220 до средней части 223 сетки 220, таким образом улучшая качество печати сетки 220. Кроме того, когда скребок 300 прижимает среднюю часть 223 сетки 220, чтобы осуществить контакт с подложкой 100 для печати, и идет ко второй боковой кромке 222 подложки 100 для печати, расстояние между рамой 210 и подложкой 100 для печати постепенно уменьшается, так что деформация сжатия сетки может быть получена более соответствующей от средней части 223 сетки 220 до второй боковой кромки 222 подложки 100 для печати, таким образом улучшая качество печати сетки 220.
[0058] Настоящее изобретение было описано выше со ссылкой на предпочтительные варианты осуществления, но это не следует понимать как ограничение настоящего изобретения. Следует отметить, что специалистам в данной области будет понятно, что различные модификации могут быть сделаны без отступления от сущности и объема настоящего изобретения, и такие модификации рассматриваются в пределах объема защиты настоящего изобретения.
Реферат
Способ трафаретной печати, включающий: предоставление подложки для печати; предоставление сетчатого элемента, содержащего полую раму и сетку, при этом расстояние между рамой и подложкой для печати является первым расстоянием. На сетку наносят покрытие. Периферию сетки прикрепляют к раме. При этом сетка содержит первую боковую кромку и вторую боковую кромку, прикрепленные к раме и противоположные друг другу. Предоставление скребка, прижимающего сетку, так что обеспечивается контакт сетки с подложкой для печати с целью переноса покрытия с сетки на подложку для печати. Перемещение скребка во время печати от первой боковой кромки сетки ко второй боковой кромке сетки, и когда скребок прижимает сетку на первой боковой кромке сетки, так что обеспечивается контакт сетки с подложкой для печати, и идет к средней части сетки, так что обеспечивается контакт сетки с подложкой для печати, происходит увеличение расстояния между рамой и подложкой для печати с первого расстояния до второго расстояния. Этот способ трафаретной печати может улучшить качество печати. 7 з.п. ф-лы, 9 ил.
Комментарии