Установка непрерывного литья слитков, полученных из титана или титанового сплава - RU2633145C2
Код документа: RU2633145C2
Чертежи



























Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к установке непрерывного литья слитка, сформированного из титана или титанового сплава.
УРОВЕНЬ ТЕХНИКИ
[0002] При непрерывном литье слитка титан или титановый сплав, расплавленный нагреванием поверхности расплава методом плазменно-дуговой плавки (PAM) или электронно-лучевой плавки (EB), разливают в не имеющую дна (бездонную) литейную форму, то есть кристаллизатор, и вытягивают вниз в то время, как он затвердевает.
[0003] Патентный Документ 1 раскрывает способ автоматически контролируемой разливки при плазменной плавке. В способе автоматически контролируемой разливки при плазменной плавке титан или титановый сплав расплавляют способом плазменно-дуговой плавки в атмосфере инертного газа, загружают в литейную форму и отверждают. В отличие от электронно-лучевой плавки, которую выполняют в вакууме, способ плазменно-дуговой плавки, выполняемый в атмосфере инертного газа, как описано в Патентном Документе 1, позволяет проводить литье не только чистого титана, но также титанового сплава.
[0004] Патентный Документ 2 представляет установку для плавления и непрерывного литья слитка из металла с высокой температурой плавления при использовании электронно-лучевого способа. В установке для плавления и непрерывного литья слитка, описанной в Патентном Документе 2, отливку вытягивают, в то же время с вращением ее нижней части, и поверхность расплава облучают электронными лучами для облучения таким образом, что плотность электронных лучей, падающих вдоль периферийной части литейной формы, делают более высокой, чем в центральной части литейной формы.
[0005] Поскольку слиток, сформированный из титана или титанового сплава, доводят до состояния готового изделия выполнением обработки в стадиях прокатки, ковки, термической обработки и т.д., для получения изделия с превосходными механическими характеристиками, такими как усталостная прочность, требуется слиток, имеющий диаметр с величиной от ∅800 до 1200 мм.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
ПАТЕНТНЫЙ ДОКУМЕНТ
[0006] Патентный Документ 1: Японский Патент № 3077387
Патентный Документ 2: JP-A-2009-172665
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, КОТОРЫЕ ДОЛЖНО РАЗРЕШИТЬ ИЗОБРЕТЕНИЕ
[0007] Однако, в случае непрерывного литья имеющего больший диаметр круглого слитка способом плазменно-дуговой плавки, плазменная горелка имеет ограниченную область нагревания. Поэтому, чтобы расплавить титан или титановый сплав, расплавляемую поверхность необходимо нагревать полностью с перемещением плазменной горелки.
[0008] Здесь, в установке непрерывного литья круглого слитка из титана (в частности, титанового сплава) способом плазменно-дуговой плавки, увеличением диаметра слитка обусловливается значительная сегрегация компонентов, как описывается ниже. Неоднородность или раковина, возникающие на поверхности полученного слитка вследствие значительной сегрегации компонентов, проявляются в дефекте поверхности при последующей стадии прокатки или ковки. Поэтому при непрерывном литье слитка с большим диаметром, сформированного из титана или титанового сплава, сегрегация компонентов должна быть снижена, чтобы обеспечить улучшение поверхности отливки.
[0009] Ниже описывается сегрегация компонентов, которая становится значительной по мере увеличения диаметра слитка. Когда стараются увеличить диаметр круглого слитка, то по мере возрастания диаметра круглого слитка становится все бóльшим общее количество тепла, которое необходимо подвести к расплавляемой поверхности во время непрерывной разливки. ФИГ. 17 показывает взаимозависимость между общей величиной теплового потока в расплавляемую поверхность и глубиной ванны в ванне расплавленного металла, образованной внутри литейной формы, когда в установке непрерывной разливки создается равномерный тепловой поток или градиентный тепловой поток. Как показано на ФИГ. 17, когда общая величина теплового потока в расплавляемую поверхность возрастает, глубина в центре образованной ванны расплавленного металла становится большей. Когда глубина в центре образованной ванны расплавленного металла становится большей, становится значительной сегрегация компонентов, и величина теплового потока вблизи края круглой литейной формы становится чрезмерно малой. Тогда, как показано на ФИГ. 18, иллюстрирующей взаимосвязь между средней величиной теплового потока на краю и величиной оболочки, обращенной к поверхности расплава, когда установка непрерывной разливки действует с равномерным тепловым потоком или градиентным тепловым потоком, возрастает величина обращенной к поверхности расплава оболочки, и ускоряется рост первоначально затвердевшей оболочки. В результате этого ухудшается профиль поверхности слитка, делая затруднительным литье с вытягиванием слитка в зависимости от поверхностного слоя.
[0010] С другой стороны, в случае выполнения градиентного нагревания с подведением большого количества тепла вблизи края круглой литейной формы, и с подведением малого количества тепла вблизи центральной части, предполагается, что не только снижается общая величина теплового потока в расплавляемую поверхность, и сокращается глубина в центре ванны расплавленного металла, но также может подавляться рост первоначально затвердевшей оболочки. Однако в этом случае возникают следующие проблемы. ФИГ. 19 представляет вид в разрезе, показывающий взаимосвязь между средней величиной теплового потока в расплавляемую поверхность и глубиной образованной ванны расплавленного металла внутри литейной формы в установке непрерывной разливки, когда общая величина теплового потока сокращается, и тепловой поток по своей величине сосредоточивается вблизи края. Как показано на ФИГ. 19, когда общая величина теплового потока снижается, и величина теплового потока слишком сильно сосредоточивается вблизи краевой части, величина теплового потока недостаточна вблизи центральной части, создавая такую проблему, что область вблизи центральной части (область, окруженная пунктирной линией, показанной на ФИГ. 19) затвердевает. ФИГ. 20 представляет вид в разрезе, показывающий взаимосвязь между средней величиной теплового потока в расплавляемую поверхность и глубиной ванны расплавленного металла, образованной внутри литейной формы в установке непрерывной разливки, когда общая величина теплового потока является такой же, но величина теплового потока вблизи центральной части увеличена. Как показано на ФИГ. 20, когда общая величина теплового потока является одинаковой и повышена величина теплового потока вблизи центральной части (области, окруженной пунктирной линией, показанной на ФИГ. 20), снижается величина теплового потока вблизи края (области, окруженной пунктирной линией, показанной на ФИГ. 20), и ускоряется рост первоначально затвердевшей оболочки.
[0011] ФИГ. 21 показывает взаимосвязь между величиной теплового потока вблизи края литейной формы и величиной теплового потока вблизи центральной части литейной формы в установке непрерывной разливки, когда, как было описано выше, общая величина теплового потока является одинаковой. Как показано на ФИГ. 21, в установке непрерывного литья слитка, сформированного из титана или титанового сплава, общая величина теплового потока, величина теплового потока вблизи края литейной формы и величина теплового потока вблизи центральной части литейной формы (области, окруженной пунктирной линией, показанной на ФИГ. 21) предварительно определены таким образом, чтобы подавлять рост первоначально затвердевшей оболочки и сократить общую величину теплового потока настолько, насколько возможно, внутри области, где можно избежать затвердевания вблизи центральной части.
[0012] В дополнение, в случае непрерывного литья слитка, имеющего диаметр с величиной от ∅800 до 1200 мм, если для нагревания расплавляемой поверхности используется только одна плазменная горелка, как показано на ФИГ. 22А, горелка должна перемещаться на длинное расстояние. В свою очередь, становится длительным время от момента, когда плазменная горелка отходит от предварительно заданного участка (здесь, точки А), до момента, когда она возвращается к этому участку, как показано на ФИГ. 22В, которая представляет график изменения во времени теплового потока в точке А, и в течение этого времени (области, окруженной пунктирной линией, показанной на ФИГ. 22В), температура слитка значительно снижается. При использовании многочисленных плазменных горелок (здесь, двух горелок) для нагревания расплавляемой поверхности, как показано на ФИГ. 23А, время, в течение которого плазменная горелка находится в отдалении от этой точки, сокращается, как показано на ФИГ. 23В, которая представляет график изменения теплового потока в точке А, и снижение температуры слитка может быть предотвращено. Однако в случае применения многочисленных плазменных горелок, если каждая плазменная горелка слишком близко подходит к каждой другой плазменной горелке во время перемещения, например, эти плазменные горелки оказывают взаимное влияние друг на друга, как показано на ФИГ. 23А, и может сокращаться срок службы плазменной горелки. Поэтому необходимо создавать схему перемещения горелок, обеспечивающую определенное расстояние, выдерживаемое между многочисленными плазменными горелками.
[0013] Задача, решаемая настоящим изобретением, состоит в создании установки непрерывного литья слитка, сформированного из титана или титанового сплава, где слиток, имеющий хорошую поверхность отливки, что достигается в результате уменьшения сегрегации компонентов, и срок службы плазменной горелки может быть увеличен устранением взаимного влияния плазменных горелок друг на друга.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0014] Для разрешения вышеуказанных проблем установка непрерывного литья сформированного из титана или титанового сплава слитка согласно настоящему изобретению, которая непрерывно отливает слиток, образованный из титана или титанового сплава, включает: бездонную литейную форму с круглой формой поперечного сечения, в которую через верхнее отверстие заливают расплавленный металл, полученный плавлением титана или титанового сплава, и расплавленный металл затвердевает, и затвердевающий расплавленный металл вытягивают вниз; и плазменную горелку, которая находится на верхней стороне расплавленного металла в литейной форме и создает плазменную дугу, которая нагревает расплавляемый металл, причем на верхней стороне расплавляемого металла в литейной форме размещены многочисленные плазменные горелки, и многочисленные плазменные горелки перемещаются в горизонтальном направлении над расплавляемой поверхностью расплавленного металла вдоль траектории, выдерживающей дистанцию, не допускающую взаимного влияния их друг на друга.
[0015] Соответственно этому, многочисленные плазменные горелки перемещаются, в то же время выдерживая дистанцию, не допускающую взаимного влияния их друг на друга, благодаря чему расстояние перемещения каждой плазменной горелки может быть сокращено. В результате этого слиток, имеющий хорошую поверхность отливки, может быть получен предотвращением снижения температуры слитка и сокращением сегрегации компонентов, и может быть сделан более продолжительным срок службы плазменной горелки благодаря отсутствию взаимного влияния плазменных горелок друг на друга.
[0016] В установке непрерывного литья образованного из титана или титанового сплава слитка согласно настоящему изобретению, число плазменных горелок может составлять 2, и плазменные горелки перемещаются таким образом, что, когда один плазменная горелка находится на верхней стороне вблизи края литейной формы, другая плазменная горелка может находиться вблизи центральной части литейной формы.
[0017] Соответственно этому, две плазменные горелки используют так, чтобы расстояние перемещения каждой плазменной горелки могло быть сокращено, и могло быть предотвращено снижение температуры слитка. В дополнение, каждая из двух плазменных горелок перемещается, будучи размещенной на верхней стороне либо вблизи края литейной формы, либо на верхней стороне поблизости от центральной части литейной формы, чтобы могла быть нагрета вся поверхность расплава, в то же время без взаимовлияния двух плазменных горелок друг на друга. В результате этого не только может быть получен слиток, имеющий хорошую поверхность отливки благодаря уменьшению сегрегации компонентов, но также может быть увеличен срок службы плазменной горелки.
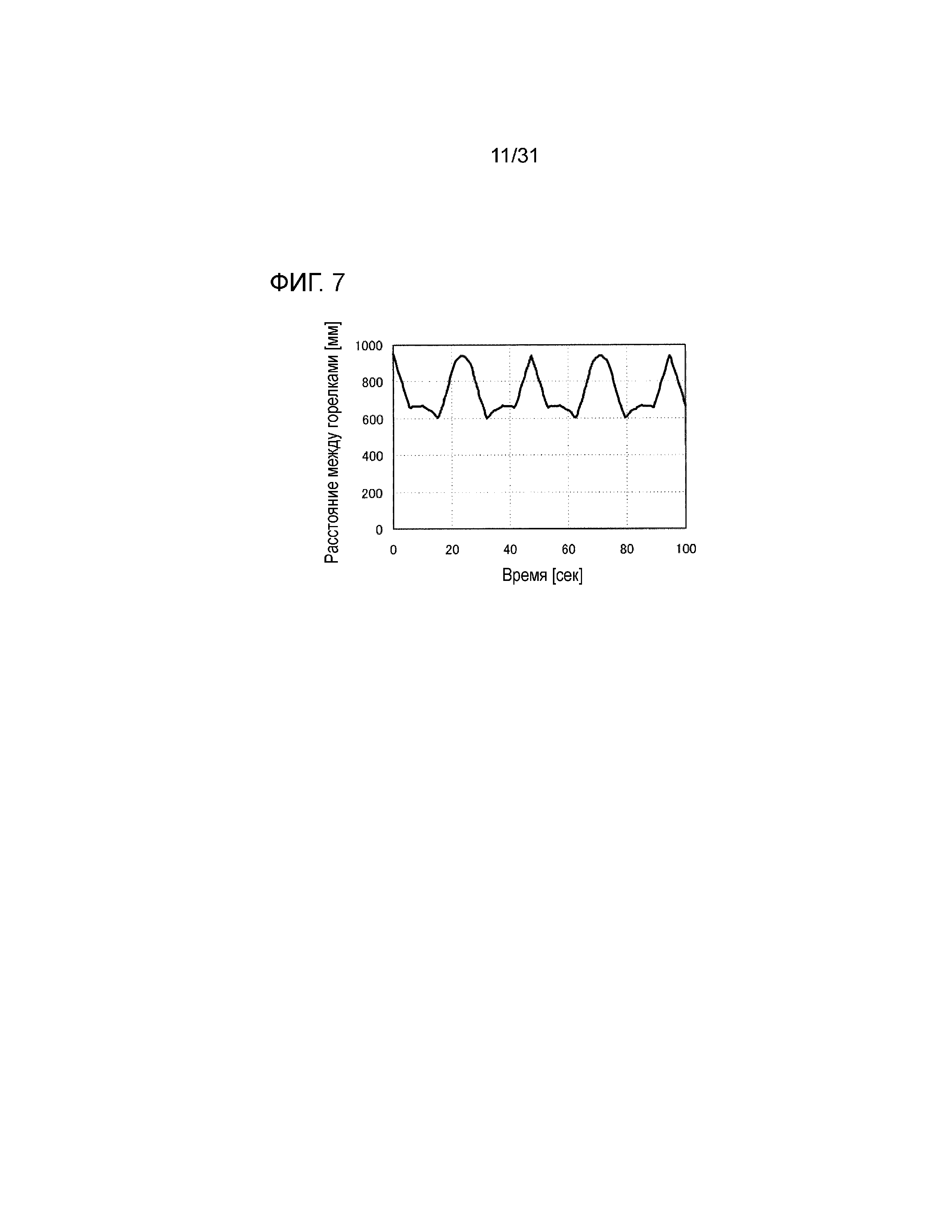
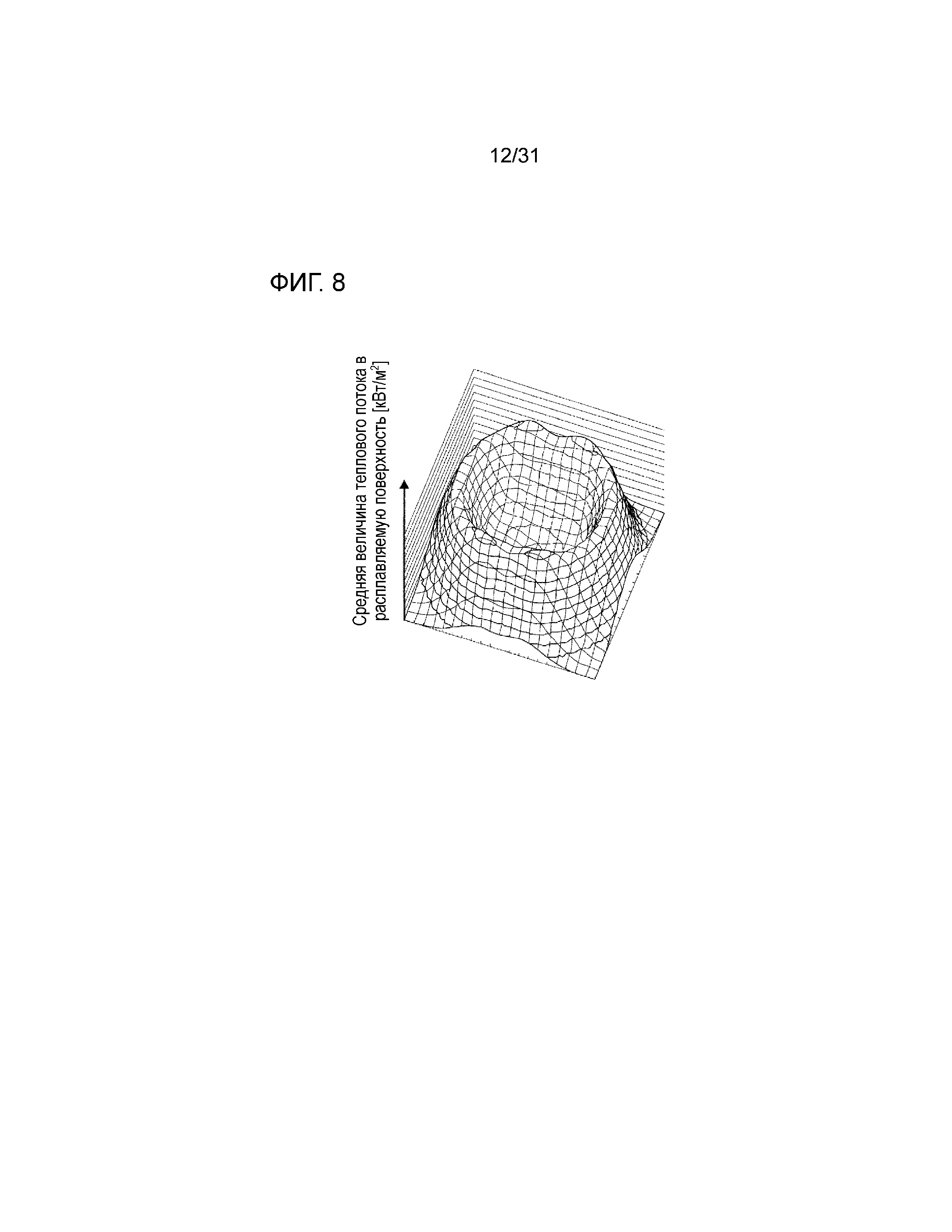
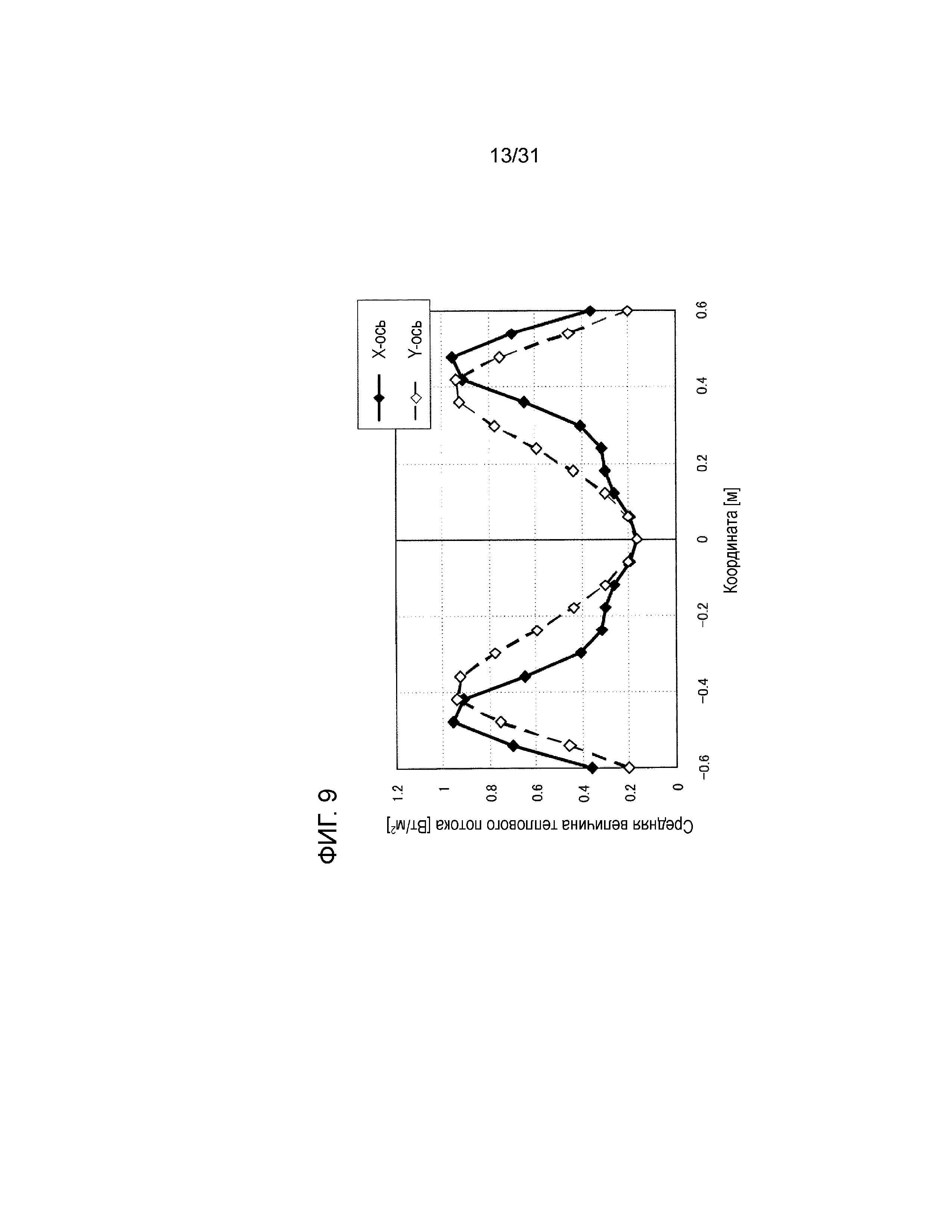
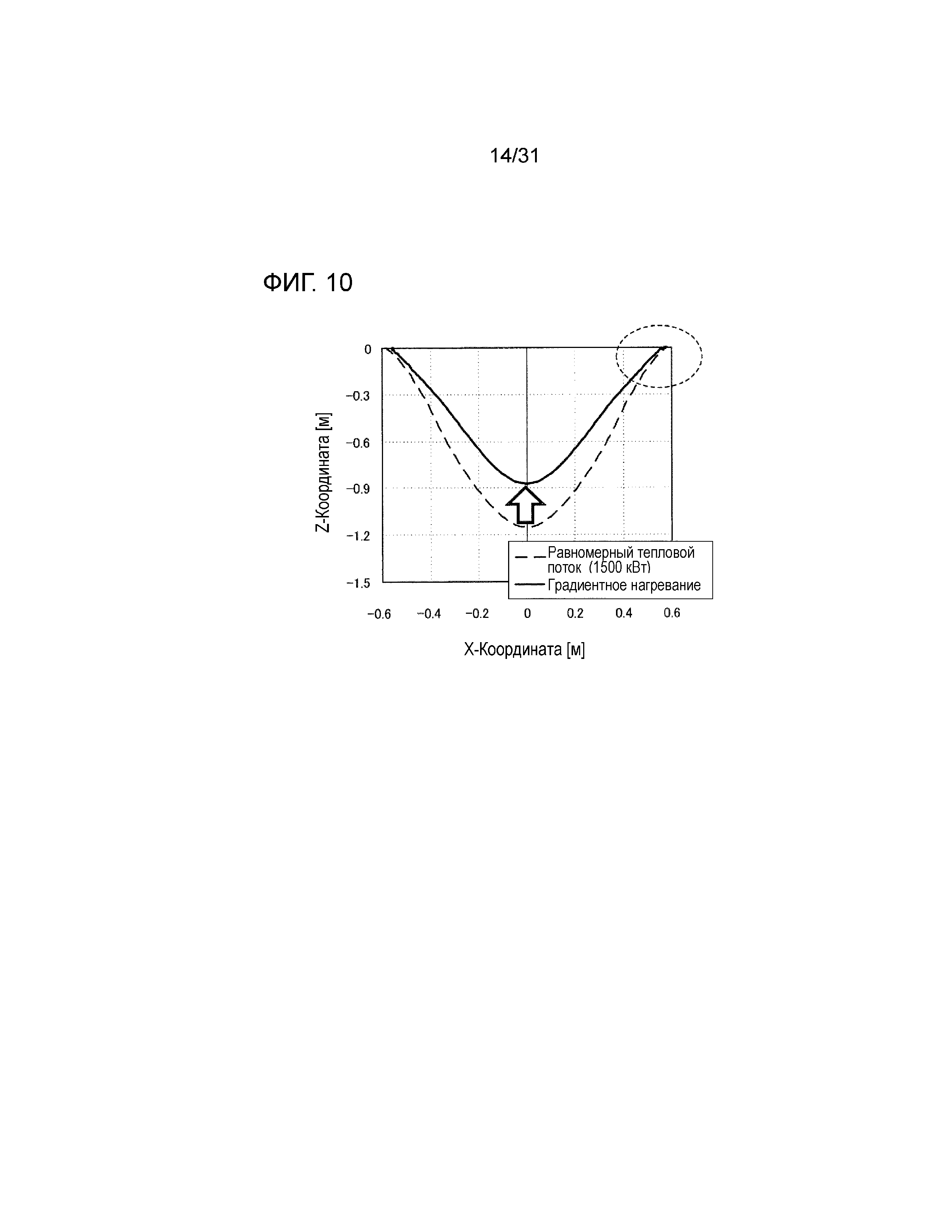
[0018] В дополнение, при допущении, что радиус поверхности расплава составляет R, плазменная горелка может перемещаться с расположением ее центра на траектории, образованной так, что дуга внутренней окружности, имеющей радиус 0 [0019] Соответственно этому, центры двух плазменных горелок перемещаются, будучи расположенными на траектории, образованной так, что дуга внутренней окружности, имеющей радиус 0 [0020] В дополнение, каждая из плазменных горелок может перемещаться в пределах одной из областей из двух разделенных полуокружностей, если рассматривать с передней стороны поверхности расплава. [0021] Соответственно этому, каждая плазменная горелка перемещается в пределах одной из областей из двух разделенных полуокружностей, если рассматривать с передней стороны поверхности расплава, таким образом, что может быть обеспечена возможность того, что траектории не допускают взаимовлияния двух плазменных горелок друг на друга. [0022] В дополнение, перемещение можно регулировать для достижения расстояния R/2 или более между центрами плазменных горелок. [0023] Соответственно этому, перемещение регулируют для создания расстояния R/2 или более между центрами плазменных горелок таким образом, что может быть обеспечено расстояние, не допускающее взаимовлияния двух плазменных горелок друг на друга. ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ [0024] Установка непрерывного литья слитка, сформированного из титана или титанового сплава, согласно настоящему изобретению позволяет производить слиток, имеющий хорошую поверхность отливки в результате уменьшения сегрегации компонентов, и может увеличивать срок службы горелки. КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ [0025] [ФИГ. 1] Перспективный вид установки непрерывной разливки согласно одному варианту осуществления настоящего изобретения. [ФИГ. 2] Вид в разрезе литейной формы в установке непрерывной разливки согласно одному варианту осуществления настоящего изобретения. [ФИГ. 3] Вид спереди расплавляемой поверхности, показывающий траектории перемещений двух плазменных горелок в установке непрерывной разливки согласно одному варианту осуществления настоящего изобретения. [ФИГ. 4А] Вид спереди расплавляемой поверхности, показывающий траектории перемещений двух плазменных горелок в установке непрерывной разливки согласно одному варианту осуществления настоящего изобретения, и их взаимное расположение. [ФИГ. 4В] Вид спереди расплавляемой поверхности, показывающий траектории перемещений двух плазменных горелок в установке непрерывной разливки согласно одному варианту осуществления настоящего изобретения, и их взаимное расположение. [ФИГ. 4С] Вид спереди расплавляемой поверхности, показывающий траектории перемещений двух плазменных горелок в установке непрерывной разливки согласно одному варианту осуществления настоящего изобретения, и их взаимное расположение. [ФИГ. 4D] Вид спереди расплавляемой поверхности, показывающий траектории перемещений двух плазменных горелок в установке непрерывной разливки согласно одному варианту осуществления настоящего изобретения, и их взаимное расположение. [ФИГ. 5А] Вид спереди расплавляемой поверхности, показывающий взаимосвязь между траекториями перемещений двух плазменных горелок и выходными мощностями плазмы в установке непрерывной разливки согласно одному варианту осуществления настоящего изобретения. [ФИГ. 5В] Вид спереди расплавляемой поверхности, показывающий взаимосвязь между траекториями перемещений двух плазменных горелок и выходными мощностями в установке непрерывной разливки согласно одному варианту осуществления настоящего изобретения. [ФИГ. 6] Вид спереди расплавляемой поверхности, показывающий координаты траекторий перемещений двух плазменных горелок в установке непрерывной разливки согласно одному варианту осуществления настоящего изобретения. [ФИГ. 7] График, показывающий расстояние между горелками, когда две плазменные горелки в установке непрерывной разливки согласно одному варианту осуществления настоящего изобретения перемещаются вдоль траекторий, показанных на ФИГ. 6. [ФИГ. 8] Перспективный вид расплавляемой поверхности, показывающий среднюю величину теплового потока в расплавляемую поверхность, когда две плазменные горелки в установке непрерывной разливки согласно одному варианту осуществления настоящего изобретения перемещаются вдоль траекторий, показанных на ФИГ. 6. [ФИГ. 9] График, показывающий взаимосвязь между координатами средней величины теплового потока (усредненной по времени), если рассматривать по направлению «xy»-координатных осей, и средней величиной теплового потока в расплавляемую поверхность, когда две плазменные горелки в установке непрерывной разливки согласно одному варианту осуществления настоящего изобретения перемещаются вдоль траекторий, показанных на ФИГ. 6. [ФИГ. 10] График, показывающий взаимосвязь между координатами и глубиной ванны в случае выполнения градиентного нагревания или равномерного теплового потока, когда две плазменные горелки в установке непрерывной разливки согласно одному варианту осуществления настоящего изобретения перемещаются вдоль траекторий, показанных на ФИГ. 6. [ФИГ. 11] Вид спереди расплавляемой поверхности, показывающий координаты траекторий перемещений двух плазменных горелок в Сравнительном Примере 1. [ФИГ. 12А] Вид спереди расплавляемой поверхности, показывающий траектории перемещений двух плазменных горелок в Сравнительном Примере 1, и их взаимное расположение. [ФИГ. 12В] Вид спереди расплавляемой поверхности, показывающий траектории перемещений двух плазменных горелок в Сравнительном Примере 1, и их взаимное расположение. [ФИГ. 13] График, показывающий расстояние между горелками, когда две плазменные горелки в Сравнительном Примере 1 перемещаются вдоль траекторий, показанных в ФИГУРАХ 12А и 12В. [ФИГ. 14] Вид спереди расплавляемой поверхности, показывающий траектории перемещений двух плазменных горелок в Сравнительном Примере 2, и их взаимное расположение. [ФИГ. 15] График, показывающий взаимосвязь между координатами и средней величиной теплового потока в расплавляемую поверхность, когда две плазменные горелки в Сравнительном Примере 2 перемещаются вдоль траектории, показанной на ФИГ. 14. [ФИГ. 16] Вид в разрезе, показывающий глубину ванны расплавленного металла, образованной внутри литейной формы, когда две плазменные горелки в Сравнительном Примере 2 перемещаются вдоль траектории, показанной на ФИГ. 14. [ФИГ. 17] График, показывающий взаимосвязь между общей величиной теплового потока в расплавляемую поверхность и глубиной ванны расплавленного металла, образованной внутри литейной формы, когда в установке непрерывной разливки выполняют нагревание с равномерным тепловым потоком или с градиентным тепловым потоком. [ФИГ. 18] График, показывающий взаимосвязь между средней величиной теплового потока на краю и величиной оболочки, обращенной к поверхности расплава, когда в установке непрерывной разливки выполняют нагревание с равномерным тепловым потоком или с градиентным тепловым потоком. [ФИГ. 19] Вид в разрезе, показывающий взаимосвязь между средней величиной теплового потока в расплавляемую поверхность и глубиной ванны расплавленного металла, образованной внутри литейной формы, когда уменьшают общую величину теплового потока, и величину теплового потока сосредоточивают вблизи края. [ФИГ. 20] Вид в разрезе, показывающий взаимосвязь между средней величиной теплового потока в расплавляемую поверхность и глубиной ванны расплавленного металла, образованной внутри литейной формы, в установке непрерывной разливки, когда общая величина теплового потока является одинаковой, но повышается величина теплового потока вблизи центральной части. [ФИГ. 21] График, показывающий взаимосвязь между величиной теплового потока вблизи края литейной формы и величиной теплового потока вблизи центральной части литейной формы в установке непрерывной разливки, когда общая величина теплового потока является одинаковой. [ФИГ. 22А] Вид спереди расплавляемой поверхности, показывающий траекторию центра плазменной горелки в случае применения одной плазменной горелки. [ФИГ. 22В] График, показывающий характер изменения во времени величины теплового потока в точке А в случае применения одной плазменной горелки. [ФИГ. 23А] Вид спереди расплавляемой поверхности, показывающий траектории центров плазменных горелок в случае применения двух плазменных горелок. [ФИГ. 23В] График, показывающий характер изменения во времени величины теплового потока в точке А в случае применения двух плазменных горелок. [ФИГ. 24] Вид спереди расплавляемой поверхности, показывающий траектории перемещений в установке непрерывной разливки согласно еще одному варианту исполнения. ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ [0026] Ниже описываются варианты исполнения установки непрерывного литья сформированного из титана или титанового сплава слитка согласно настоящему изобретению соответственно конкретному примеру со ссылкой на чертежи. [0027] Описанные ниже сведения являются исключительно иллюстративными, и не предполагают ограничений применения установки непрерывного литья слитка, выполненного из титана или титанового сплава. То есть, установка непрерывного литья выполненного из титана или титанового сплава слитка согласно настоящему изобретению не ограничивается нижеследующими вариантами исполнения, и в ней могут быть сделаны разнообразные изменения, находящиеся в пределах области пунктов формулы изобретения. [0028] (Конфигурация установки непрерывного литья) Установка непрерывного литья сформированного из титана или титанового сплава слитка согласно одному варианту осуществления настоящего изобретения представляет собой установку непрерывной разливки, где расплавленный металл, полученный плазменно-дуговой плавкой титана или титанового сплава, выливают в бездонную литейную форму, и расплавленный металл затвердевает, и вытягивают затвердевающий расплавленный металл вниз, тем самым выполняя непрерывное литье слитка, выполненного из титана или титанового сплава. Установка 1 непрерывного литья сформированного из титана или титанового сплава слитка согласно одному варианту осуществления настоящего изобретения (далее называемая просто «установка непрерывной разливки») описывается на основе ФИГУР 1 и 2. [0029] Как показано на ФИГ. 1, которая представляет перспективный вид установки непрерывной разливки согласно одному варианту осуществления настоящего изобретения, и на ФИГ. 2, которая представляет вид в разрезе литейной формы установки непрерывной разливки согласно одному варианту осуществления настоящего изобретения, установка 1 непрерывной разливки включает литейную форму 2, холодный тигель 3, устройство 4 для загрузки сырьевого материала, плазменную горелку 5, исходный блок 6 и две плазменные горелки 7а и 7b. Установка 1 непрерывного литья окружена атмосферой инертного газа, такого как газообразный аргон или газообразный гелий. [0030] Устройство 4 для загрузки сырьевого материала подает сырьевой материал из титана или титанового сплава, такой как губчатый титан и скрап, в холодный тигель 3. Плазменная горелка 5 размещена на верхней стороне холодного тигля 3 и генерирует плазменную дугу для расплавления сырьевого материала в холодном тигле 3. Расплавленный металл 12 после расплавления сырьевого материала в холодном тигле 3 разливается холодным тиглем 3 при предварительно заданной величине расхода потока в литейную форму 2 из желоба 3а для разливки расплава. [0031] Литейная форма 2 изготовлена из меди и выполнена без дна, и имеет отверстие на верху (верхнее отверстие). В дополнение, литейная форма 2 сформирована таким образом, что имеет круглую форму поперечного сечения, имеющего диаметр (∅) от 800 до 1200 мм. Внутри по меньшей мере части цилиндрической стенки литейной формы 2 предусматривается система водяного охлаждения (не показана) для охлаждения литейной формы циркулирующей водой, чтобы предотвратить повреждение разливаемым расплавленным металлом 12, имеющим высокую температуру. [0032] Исходный блок 6 перемещается вверх и вниз с помощью приводного устройства (не показано) и может перекрывать отверстие на нижней стороне литейной формы 2. Расплавленный металл 12, разливаемый в литейную форму 2, начинает затвердевать с его поверхности, контактирующей с литейной формой 2 типа формы с водяным охлаждением. Исходный блок 6, перекрывающий отверстие на нижней стороне литейной формы 2, вытягивают вниз с предварительно заданной скоростью, в результате чего слиток 11, имеющий цилиндрическую форму, образованный при затвердевании расплавленного металла 12, непрерывно отливается, в то же время будучи вытягиваемым вниз. [0033] Две плазменные горелки 7а и 7b представляют собой горелки, создающие плазменную дугу, и размещены на верхней стороне верхнего отверстия литейной формы 2, то есть, на верхней стороне расплавленного металла 12 в литейной форме 2. Расплавляемую поверхность расплавленного металла 12, разливаемого в литейную форму 2, облучают плазменными дугами, генерируемыми двумя плазменными горелками 7а и 7b, в результате чего расплавленный металл 12 в литейной форме 2 нагревается плазменными дугами. В дополнение, две плазменные горелки 7а и 7b размещены подвижными в горизонтальном направлении. [0034] Здесь, в случае электронно-лучевой плавки в вакууме, литье титанового сплава является затруднительным, поскольку испарялись бы следовые количества компонентов, но в случае плазменно-дуговой плавки в атмосфере инертного газа можно выполнять литье не только чистого титана, но и титанового сплава. [0035] Установка 1 непрерывной разливки может включать устройство для подачи флюса для нанесения флюса в твердофазном или жидкофазном состоянии на расплавляемую поверхность расплавленного металла 12 в литейной форме 2. Здесь, в случае электронно-лучевой плавки в вакууме, загрузка флюса в расплавленный металл 12 в литейной форме 2 является затруднительной, поскольку флюс рассеивается. С другой стороны, плазменно-дуговая плавка в атмосфере инертного газа имеет то преимущество, что флюс может быть нанесен на расплавленный металл 12 в литейной форме 2. [0036] Далее на основе ФИГУР 3-5А и ФИГ. 5В описываются траектории перемещений двух плазменных горелок 7а и 7b в установке 1 непрерывной разливки согласно одному варианту осуществления настоящего изобретения. [0037] Как показано на ФИГ. 3, которая представляет вид спереди расплавляемой поверхности, изображающий траектории перемещений двух плазменных горелок 7а и 7b, при допущении, что, когда расплавленный металл 12 рассматривают с передней стороны поверхности расплава, центр О расплавленного металла 12 в литейной форме 2 является исходной точкой, и поверхность расплава, перпендикулярная центральной оси расплавленного металла 12, представляет собой плоскость «xy», две плазменные горелки 7а и 7b регулируют таким образом, что соответственные центры могут перемещаться в следующих областях: Область плазменной горелки 7а: область с x<0 (левая полуокружность на ФИГ. 3) Область плазменной горелки 7b: область с x>0 (правая полуокружность на ФИГ. 3) [0038] Когда радиус расплавленного металла 12 (то есть, слитка 11) принимают за R, плазменные горелки 7а и 7b регулируют так, что соответственные центры могут двигаться по следующим траекториям во время перемещения в направлении А→В→С→D→E→F: Дуга внутренней окружности, имеющая радиус 0 Дуга наружной окружности, имеющая радиус R/2 Прямая линия, соединяющая две дуги, то есть, дугу внутренней окружности и дугу наружной окружности: А→В и D→E для плазменной горелки 7а, и С→D и F→А для плазменной горелки 7b [0039] То есть, плазменную горелку 7а регулируют так, что ее центр может двигаться по следующим траекториям: А→В: прямая линия, соединяющая две дуги, то есть дугу внутренней окружности и дугу наружной окружности В→С→D: дуга внутренней окружности D→E: прямая линия, соединяющая две дуги, то есть дугу внутренней окружности и дугу наружной окружности E→F→А: дуга наружной окружности [0040] В дополнение, плазменную горелку 7b регулируют так, что ее центр может двигаться по следующим траекториям: А→В→С: дуга наружной окружности С→D: прямая линия, соединяющая две дуги, то есть дугу внутренней окружности и дугу наружной окружности D→E→F: дуга внутренней окружности F→А: прямая линия, соединяющая две дуги, то есть дугу внутренней окружности и дугу наружной окружности [0041] Как показано в ФИГУРАХ 5А и 5В, которые представляют виды спереди расплавляемой поверхности, причем каждая изображает взаимосвязь между траекториями перемещений двух плазменных горелок 7а и 7b и выходными мощностями плазмы, плазменные горелки 7а и 7b регулируют так, чтобы создавать высокую выходную мощность горелки, когда каждый центр перемещается в дуге наружной окружности, и создавать низкую выходную мощность горелки, когда каждый центр перемещается в дуге внутренней окружности. Этим можно сделать величину теплового потока большой вблизи края литейной формы 2 и сделать величину теплового потока малой вблизи центральной части. В результате этого может быть предотвращен рост первоначально затвердевшей оболочки. Кроме того, общая величина теплового потока в расплавляемую поверхность снижается по сравнению с ситуацией равномерного теплового потока, и поэтому глубина ванны расплавленного металла становится меньшей, так что может быть уменьшена сегрегация компонентов. [0042] Как показано в ФИГУРАХ 4А-4D, которые представляют виды спереди расплавляемой поверхности, причем каждая изображает траектории перемещений двух плазменных горелок 7а и 7b и их взаимное расположение, соответствующие центры плазменных горелок 7а и 7b перемещаются по направлению А→В→С→D→E→F. Было найдено, что благодаря таким перемещениям плазменные горелки 7а и 7b могут сохранять дистанцию R/2 или более между центрами горелок (далее называемую просто «расстоянием между горелками»). Также было обнаружено, что, когда одна из плазменных горелок 7а и 7b перемещается по дуге внутренней окружности, другая плазменная горелка 7а или 7b регулируют находящимся на дуге наружной окружности. [0043] Далее со ссылкой на ФИГУРЫ 6-10 обсуждаются результаты моделирования сегрегации компонентов, которая возникает, когда слиток непрерывно отливают с использованием установки 1 непрерывной разливки согласно одному варианту осуществления настоящего изобретения. [0044] При моделировании согласно одному варианту осуществления настоящего изобретения, материалом слитка был сплав Ti-6Al-4V, размер литейной формы 2 (то есть, радиус R расплавляемой поверхности расплавленного металла 12) составлял 600 мм, и количество расплавляемого исходного материала составляло 1,3 тонны/час. В дополнение, если рассматривать с передней стороны поверхности расплава (то есть, от отверстия на верхней стороне литейной формы 2), координаты траекторий перемещений двух плазменных горелок 7а и 7b являются такими, как показано на ФИГ. 6, будучи выраженными на «xy»-координатных осях с началом, зафиксированным в центре поверхности расплава. Здесь, в траекториях плазменных горелок 7а и 7b, показанных на ФИГ. 6, радиус «r1» дуги внутренней окружности составляет 200 мм, и радиус «r2» дуги наружной окружности составляет 450 мм. Кроме того, каждая из плазменных горелок 7а и 7b перемещается по направлению А→В→С→D→E→F, и скорость перемещения составляет 50 мм/сек. Выходная мощность плазмы каждой из плазменных горелок 7а и 7b во время перемещения по дуге внутренней окружности составляет 200 кВт, и выходная мощность плазмы во время перемещения по дуге наружной окружности составляет 750 кВт. [0045] Из графика, изображающего картину изменения во времени расстояния между горелками на ФИГ. 7, было найдено, что расстояние между плазменными горелками 7а и 7b, движущимися согласно показанным на ФИГ. 6 траекториям, составляет 600 мм или более. То есть, было обнаружено, что в этом моделировании расстояние между плазменными горелками 7а и 7b может обеспечивать дистанцию R/2 или более, причем R представляет радиус расплавляемой поверхности расплавленного металла 12. [0046] В дополнение, как видно из ФИГ. 8, показывающей среднюю величину теплового потока в расплавляемую поверхность (усредненную по времени) расплавленного металла 12 во время перемещений плазменных горелок 7а и 7b по траекториям, показанным на ФИГ. 6, и из ФИГ. 9, показывающей среднюю величину теплового потока в расплавляемую поверхность (усредненную по времени), если рассматривать по направлениям х-оси и y-оси (смотри ФИГ. 6), во время перемещений плазменных горелок 7а и 7b по траекториям, показанным на ФИГ. 6, может быть осуществлено градиентное нагревание с высокой величиной теплового потока вблизи края литейной формы 2 и низкой величиной теплового потока в центральной части литейной формы 2. [0047] Кроме того, на ФИГ. 10 показаны результаты моделирования в отношении измерения глубины ванны расплавленного металла (то есть, значения z-координаты относительно х-координаты, когда y=0), сформированной внутри литейной формы 2, которое выполнено в случае, где плазменные горелки 7а и 7b перемещаются по траекториям, показанным на ФИГ. 6, градиентное нагревание проводится с регулированием выходной мощности плазмы во время перемещения по дуге внутренней окружности на 200 кВт и выходной мощности плазмы во время перемещения по дуге наружной окружности на 750 кВт, как было описано выше, и для случая, где нагревание с равномерным тепловым потоком проводится с постоянной выходной мощностью плазмы 1500 кВт. Как показано на ФИГ. 10, глубина ванны в случае градиентного нагревания составляет 873 мм, и глубина ванны в случае равномерного теплового потока составляет 1150 мм, чем подтверждено, что глубина ванны уменьшается, когда проводят градиентное нагревание. В дополнение, в случае градиентного нагревания и в случае равномерного теплового потока ванна начинает углубляться вблизи края литейной формы 2 (около 0,6 м и около -0,6 м по х-координатной оси, в области, окруженной пунктирной линией, показанной на ФИГ. 10), и поэтому найдено, что плавление может протекать вплоть до места поблизости от края литейной формы 2, и может быть подавлен рост оболочки. [0048] Далее, в сравнении с вышеописанной установкой 1 непрерывной разливки согласно одному варианту осуществления настоящего изобретения, со ссылкой на ФИГУРЫ 11-13 описываются результаты моделирования Сравнительного Примера 1, где две плазменные горелки перемещаются по траекториям, которые отличаются от показанных на ФИГ. 6 траекторий. [0049] При моделировании в Сравнительном Примере 1 условия относительно материала слитка, размера литейной формы 2 и количества расплавляемого металла 12 являются такими же, как в вышеописанном моделировании согласно одному варианту осуществления настоящего изобретения, и изменены только траектории двух плазменных горелок. В дополнение, если рассматривать с передней стороны поверхности расплава (то есть, от отверстия на верхней стороне литейной формы 2), координаты траекторий перемещений двух плазменных горелок 7а и 7b являются такими, как показано на ФИГ. 11, будучи выраженными на «xy»-координатных осях с началом, зафиксированным в центре поверхности расплава. Здесь, в траекториях плазменных горелок 7а и 7b, радиус «r1» дуги внутренней окружности составляет 200 мм, и радиус «r2» дуги наружной окружности составляет 450 мм. [0050] Кроме того, в случае, где каждая из плазменных горелок 7а и 7b перемещается по направлению А→В→С→D→E→F, и скорость перемещения составляет 50 мм/сек, в Сравнительном Примере 1 два плазменных горелки 7а и 7b перемещаются по траекториям и во взаимном расположении относительно друг друга, показанным в ФИГУРАХ 12А и 12В. [0051] Как показано в ФИГУРАХ 12А и 12В, было найдено, что две плазменные горелки 7а и 7b одновременно располагаются на дуге внутренней окружности или дуге наружной окружности. В дополнение, как показано на ФИГ. 13, расстояние между плазменными горелками 7а и 7b, движущимся по траекториям, показанным в ФИГУРАХ 11, 12А и 12В, становится равным R/2 (300 мм) или менее, причем R представляет радиус расплавляемой поверхности расплавленного металла 12, когда обе из двух плазменных горелок 7а и 7b находятся на внутренней окружной траектории (во время, когда расстояние между горелками оказывается в области, окруженной пунктирной линией, показанной на ФИГ. 13). Таким образом, найдено, что плазменные горелки 7а и 7b могут оказывать взаимное влияние друг на друга. [0052] Далее, в сравнении с вышеописанной установкой 1 непрерывной разливки согласно одному варианту осуществления настоящего изобретения, на основе ФИГУР 14-16 описываются результаты моделирования Сравнительного Примера 2, где две плазменные горелки перемещаются по траекториям, которые отличаются от показанных на ФИГ. 6 траекторий. [0053] При моделировании в Сравнительном Примере 2 условия относительно материала слитка, размера литейной формы 2 и количества расплавляемого металла 12 являются такими же, как в вышеописанном моделировании согласно одному варианту осуществления настоящего изобретения, и были изменены только траектории и выходные мощности плазмы двух плазменных горелок. В дополнение, если рассматривать с передней стороны поверхности расплава (то есть, от отверстия на верхней стороне литейной формы 2), траектории перемещений двух плазменных горелок 7а и 7b являются такими, как показано на ФИГ. 14. Как показано на ФИГ. 14, две плазменные горелки 7а и 7b перемещаются только по дуге наружной окружности, и не движутся по дуге внутренней окружности. То есть, две плазменные горелки 7а и 7b производят нагревание только по дуге наружной окружности и не выполняют нагревание по дуге внутренней окружности. Здесь, на траекториях плазменных горелок 7а и 7b, радиус «r2» дуги наружной окружности составляет 525 мм. [0054] Скорость перемещения каждой из плазменных горелок 7а и 7b составляет 50 мм/сек. В дополнение, выходная мощность плазмы каждой из плазменных горелок 7а и 7b является постоянной на уровне 1000 кВт. [0055] Как видно из ФИГ. 15, показывающей среднюю величину теплового потока в расплавляемую поверхность (усредненную по времени) расплавленного металла 12 во время перемещений плазменных горелок 7а и 7b по траекториям, показанным на ФИГ. 14, нагревание чрезмерно концентрируется вблизи края литейной формы 2, и величина теплового потока в центральной части литейной формы 2 является нулевой, как показано пунктирными линиями в Фигуре. Координаты на ФИГ. 15 получены, подобно ФИГУРАМ 6 и 11, выражением координат траекторий перемещений двух плазменных горелок 7а и 7b, показанных на ФИГ. 14, на «xy»-координатных осях с началом, зафиксированным в центре поверхности расплава, если рассматривать с передней стороны расплавляемой поверхности (то есть, от отверстия в верхней части литейной формы 2). [0056] Кроме того, на ФИГ. 16 показаны результаты моделирования в отношении измерения глубины ванны расплавленного металла, сформированной внутри литейной формы 2, с величиной теплового потока в литейной формы 2, показанной видом в разрезе, которое выполнено в случае, где плазменные горелки 7а и 7b перемещаются по траекториям, показанным на ФИГ. 14, нагревание с равномерным тепловым потоком проводится регулированием выходной мощности плазмы во время перемещения по дуге наружной окружности на постоянное значение 1000 кВт, как было описано выше. Найдено, что, как показано пунктирной линией на ФИГ. 16, тепловой поток отсутствует в центральной части литейной формы 2, приводя к затвердеванию. [0057] Как было описано выше, в установке непрерывного литья слитка, сформированного из титана или титанового сплава, согласно одному варианту осуществления настоящего изобретения, две плазменные горелки 7а и 7b используются так, чтобы расстояние перемещения каждой плазменной горелки 7а и 7b могло быть сокращено, и могло быть предотвращено снижение температуры слитка. В дополнение, каждая из двух плазменных горелок 7а и 7b перемещается, будучи размещенной либо на верхней стороне вблизи края литейной формы 2, либо на верхней стороне поблизости от центральной части литейной формы 2, чтобы вся поверхность расплава могла быть нагрета, не вызывая взаимовлияния двух плазменных горелок 7а и 7b друг на друга. [0058] Кроме того, центры двух плазменных горелок 7а и 7b перемещаются, будучи расположенными на траекториях, образованных так, что дуга внутренней окружности, имеющая радиус 0 [0059] В результате этого, в установке непрерывного литья выполненного из титана или титанового сплава слитка согласно одному варианту осуществления настоящего изобретения, слиток 11, имеющий хорошую поверхность отливки, может быть получен с уменьшением сегрегации компонентов, и сроки службы плазменных горелок 7а и 7b могут быть сделаны более продолжительными благодаря исключению взаимного влияния плазменных горелок 7а и 7b друг на друга. [0060] На предшествующих страницах настоящее изобретение было описано со ссылкой на предпочтительные варианты его осуществления, но настоящее изобретение не ограничивается этими вариантами осуществления, и в нем могут быть сделаны разнообразные изменения, находящиеся в пределах области пунктов патентной формулы. [0061] В вышеописанной установке непрерывного литья слитка, сформированного из титана или титанового сплава, согласно одному варианту осуществления настоящего изобретения, в отношении траекторий перемещений двух плазменных горелок 7а и 7b, при допущении, что, когда расплавленный металл 12 рассматривают с передней стороны поверхности расплава, центр расплавленного металла 12 в литейной форме 2 представляет собой начало отсчета, и поверхность расплава, перпендикулярная центральной оси расплавленного металла 12, представляет собой «xy»-плоскость, две плазменные горелки 7а и 7b регулируют так, что каждый центр может перемещаться в области x<0 или x>0, но настоящее изобретение этим не ограничивается. [0062] Например, как показано на ФИГ. 24, когда радиус расплавленного металла 12 (то есть, слитка 11) принимают за R, плазменные горелки 7а и 7b могут быть отрегулированы так, что соответственные центры могут двигаться по следующим траекториям во время перемещения в направлении А→В→С→D→E→F: Дуга внутренней окружности, имеющая радиус 0 Дуга наружной окружности, имеющая радиус R/2 Прямая линия, соединяющая две дуги, то есть, дугу внутренней окружности и дугу наружной окружности: А→В и D→E для плазменной горелки 7а, и С→D и F→А для плазменной горелки 7b [0063] То есть, на ФИГ. 24, плазменные горелки 7а и 7b регулируют так, что соответствующие центры могут двигаться по следующим траекториям: Для плазменной горелки 7а: А→В: прямая линия, соединяющая две дуги, то есть дугу внутренней окружности и дугу наружной окружности В→С→D: дуга внутренней окружности (область x>0) D→E: прямая линия, соединяющая две дуги, то есть дугу внутренней окружности и дугу наружной окружности E→F→А: дуга наружной окружности (область x<0) Для плазменной горелки 7b: А→В→С: дуга наружной окружности (область x>0) С→D: прямая линия, соединяющая две дуги, то есть дугу внутренней окружности и дугу наружной окружности D→E→F: дуга внутренней окружности (область x<0) F→А: прямая линия, соединяющая две дуги, то есть дугу внутренней окружности и дугу наружной окружности [0064] В таком случае также центры двух плазменных горелок 7а и 7b перемещаются, будучи расположенными на траекториях, образованных так, что дуга внутренней окружности, имеющая радиус 0 [0065] Могут быть применены любые траектории в той мере, насколько вся поверхность расплава может быть нагрета, не вызывая взаимовлияния двух плазменных горелок 7а и 7b друг на друга. [0066] В вышеописанной установке непрерывного литья слитка, образованного из титана или титанового сплава, согласно одному варианту осуществления настоящего изобретения, в качестве плазменной горелки используют две плазменные горелки 7а и 7b, но настоящее изобретение этим не ограничивается. При использовании многочисленных плазменных горелок их траектории могут быть обеспечены так, чтобы могла быть нагрета вся поверхность расплава, не вызывая взаимовлияния их друг на друга. [0067] Настоящая заявка основывается на Японской Патентной Заявке № 2013-135205, поданной 27 июня 2013 года, содержание которой включено здесь ссылкой. ОПИСАНИЕ КОДОВЫХ НОМЕРОВ ПОЗИЦИЙ И ОБОЗНАЧЕНИЙ [0068] 1: Установка непрерывной разливки 2: Литейная форма 7а: Плазменная горелка 7b: Плазменная горелка 11: Слиток 12: Расплавленный металл
Реферат
Изобретение относится к непрерывной разливке и может быть использовано для производства слитков из титана и титановых сплавов. Установка содержит кристаллизатор (2) с круглым поперечным сечением, из которого затвердевший слиток вытягивают вниз, и плазменные горелки (7a, 7b), размещенные со стороны поверхности расплава (12) в кристаллизаторе. В процессе разливки горелки (7a, 7b) перемещают в горизонтальном направлении над поверхностью расплава по траектории, обеспечивающей расположение горелок (7a, 7b) друг от друга на расстоянии, предотвращающем их взаимное влияние. Траектория перемещения горелки включает дугу внутренней окружности с радиусом r1 от центра поверхности расплава, дугу наружной окружности с радиусом r2 от центра поверхности расплава и прямую линию, соединяющую упомянутые дуги внутренней и внешней окружности, причем 0
Комментарии