Электроподогреваемый каталитический конвертер - RU2635730C2
Код документа: RU2635730C2
Чертежи



Описание
Предпосылки создания изобретения
1. Область техники, к которой относится изобретение
[0001] Изобретение относится к электроподогреваемому каталитическому конвертеру, расположенному в выхлопной системе для выхлопных газов.
2. Описание предшествующего уровня техники
[0002] В различных отраслях промышленности, в мировом масштабе предпринимаются различные усилия, чтобы уменьшить воздействие на окружающую среду и нагрузки на окружающую среду. В области автомобильной промышленности, широко распространены не только транспортные средства с бензиновым двигателем с высокими показателями топливной эффективности, но и получили распространение так называемые экологичные транспортные средства, такие как гибридные транспортные средства и электрические автомобили, и развитие сосредоточилось на дальнейшем повышении характеристик таких транспортных средств.
[0003] Выхлопная система для выхлопных газов, которая выполнена с возможностью подключения двигателя транспортного средства к глушителю, может быть снабжена электроподогреваемым каталитическим конвертером (ЕНС), служащим для очистки выхлопных газов при нормальных температурах, и, кроме того, для очистки выхлопных газов путем как можно более быстрой активации катализатора через электрическое нагревание в холодной окружающей среде. Электроподогреваемый каталитический конвертер имеет конфигурацию, в которой, например, пара электродов присоединена к сотовому катализатору, расположенному в выхлопной системе для выхлопных газов, и эти электроды соединены друг с другом через внешнюю цепь, снабженную источником электрической энергии. В электроподогреваемом каталитическом конвертере, сотовый катализатор нагревается за счет подачи электрического тока на электрод, чтобы увеличить активность сотового катализатора. Таким образом, электроподогреваемый каталитический конвертер удаляет токсичные вещества в выхлопных газах, проходящих через него.
[0004] Электроподогреваемый каталитический конвертер обычно включает в себя наружную трубу (металлический корпус), подложку, имеющую сотовую конструкцию и тепловыделяющие свойства, изоляционный мат (удерживающий элемент), пару электродов, и внешнюю цепь. Наружная труба имеет полое пространство. Подложка расположена в полом пространстве наружной трубы и имеет покрытые катализатором слои. Изоляционный мат вставлен между наружной трубой и подложкой. Каждый из электродов прикреплен к поверхности подложки, в области, где мат не проложен. Внешняя цепь соединяет электроды друг с другом. Элемент с сотовой конструкцией, имеющий такую конфигурацию, описан в публикации японской патентной заявки No. 2013-198887 (IP 2013-198887 А).
[0005] Более конкретно, электродные пленки для диффузии электрических токов в подложке распределены как можно равномернее на участках поверхности подложки, где расположены электроды. Электроподогреваемый каталитический конвертер имеет конфигурацию, в которой электродные выводы крепятся к поверхности подложки через отверстия, расположенные в электродных пленках. Наружные электроды (свинцовые клеммы) крепятся к электродным выводам через твердые металлические припои, и кабель, ведущий к источнику электрической энергии, представляет собой внешнюю цепь. В качестве альтернативного варианта электродные выводы могут быть прикреплены к поверхностям электродных пленок без проделывания отверстий в электродных пленках.
[0006] Как описано выше, компоненты электроподогреваемого каталитического конвертера включают в себя подложку, удерживающую катализатор и имеющую сотовую конструкцию, электродные пленки, расположенные на поверхности подложки, электродные выводы, расположенные на поверхности электродных пленок, и внешнюю цепь. Примеры подложки приблизительно подразделяются на металлические подложки и керамические подложки. Это известный факт, что трудно использовать металлические подложки в гибридных транспортных средствах (HV) и гибридных транспортных средствах (PHV) с подзарядкой от электросети, потому что сопротивление слишком низкое. По этой причине электроподогреваемые каталитические конвертеры, включающие в себя керамические подложки, которые могут использоваться в экологичных транспортных средствах, становятся мейнстримом.
[0007] Электродные пленки, электродные выводы, а также подложка, имеющая сотовую конструкцию, которые составляют электроподогреваемый каталитический конвертер, должны выполнять следующие действия и функции.
[0008] Каждой электродной пленке требуется иметь функцию токосъемника, и, таким образом, желательно, чтобы каждая электродная пленка имела меньшее объемное сопротивление, чем подложка. Кроме того, каждой электродной пленке требуется иметь функцию обеспечения диффузии электрического тока, которая создает благоприятные условия для подачи электрического тока по всей подложке, и, таким образом, желательно, чтобы каждая электродная пленка была настроена для регулировки потока электрического тока так, чтобы рассеивать электрический ток по подложке, как можно более равномерно. Каждая электродная пленка крепится к поверхности подложки, и, таким образом, желательно, чтобы совместный участок сопряжения, на котором электродная пленка крепится к подложке, имел устойчивость к тепловым нагрузкам, которая равна или больше, чем таковая у подложки. По этой причине желательно, чтобы прочность соединения между каждой электродной пленкой и подложкой была высокой, и, кроме того, коэффициент теплового расширения подложки и таковой у каждой электродной пленки были приблизительно равны друг другу, чтобы свести к минимуму разницу в тепловой деформации между каждой электродной пленкой и подложкой. Кроме того, с учетом сопротивления тепловому удару, желательно, чтобы каждая электродная пленка имела теплопроводность, равную или большую, чем таковая у подложки. С точки зрения поддержания надежности для сопротивления среде, желательно, чтобы вариации объемного сопротивления каждой электродной пленки в атмосфере высокотемпературного окисления были небольшими. Описанные выше действия и функции, требуемые от каждой электродной пленки, также требуются от электродных выводов.
[0009] Желательно, чтобы подложка, которая является нагревательным элементом, имеющим сотовую конструкцию, была выполнена так, чтобы величина сопротивления могла регулироваться до оптимального значения сопротивления в зависимости от предполагаемого использования, а также тока и напряжения, приложенного к подложке. Кроме того, желательно, чтобы температурная зависимость сопротивления была низкой, и вариации значения сопротивления были небольшими в температурном диапазоне от -30°С до 1000°С, который является температурным диапазоном использования катализатора. Кроме того, желательно, чтобы подложка имела высокую стойкость к окислению и высокую термостойкость, и, в дополнение - чтобы подложка была выполнена таким образом, чтобы легко соединяться с электродными пленками и электродными выводами.
[0010] В электроподогреваемом каталитическом конвертере в известном уровне техники, в котором подложка, снабженная электродными пленками и электродными выводами, и наружные электроды крепятся друг к другу, как описано выше, генерируемая тепловая нагрузка различается среди указанных компонентов из-за разницы в коэффициенте теплового расширения у данных компонентов. Например, коэффициент теплового расширения подложки на основе SiC/Si составляет от 4×10-6/°С до 5×10-6/°С, коэффициент теплового расширения электродного вывода на основе SiC/Si или на основе MoSi2 составляет от до 6×10-6/°С, коэффициент теплового расширения твердого металлического припоя на основе Ni составляет от 14×10-6/°С до 15×10-6/°С, и коэффициент теплового расширения наружного электрода, изготовленного из стали марки 20Cr-5Al Steel-Use-Stainless составляет от 11×10-6/°С до 12×10-6/°С. Далее, марка 20Cr-5Al Steel-Use-Stainless будет именоваться SUS (20Cr-5Al) там, где это применимо. Сходным образом, другие виды Steel-Use-Stainless будут обозначены их сокращенными названиями там, где это применимо. Следует отметить, что SUS является стандартом нержавеющей стали, определяемым Японскими Промышленными Стандартами (JIS - Japan Industrial Standards).
[0011] Существует значительная разница в коэффициенте теплового расширения, особенно между электродным выводом и твердым металлическим припоем. Это вызывает вероятность того, что повреждения, такие как трещины, могут возникнуть на участке сопряжения между электродным выводом и твердым металлическим припоем из-за разницы в тепловых нагрузках между электродным выводом и твердым металлическим припоем. Повреждения на участке сопряжения приводят к уменьшению надежности функционирования электрического соединения.
Сущность изобретения
[0012] Изобретение обеспечивает создание электроподогреваемого каталитического конвертера, приспособленного для уменьшения возникновения повреждений на участке сопряжения между компонентами электроподогреваемого каталитического конвертера из-за разницы в коэффициенте теплового расширения между компонентами.
[0013] Согласно объекту изобретения, электроподогреваемый каталитический конвертер включает в себя подложку, выполненную из керамики, при этом подложка включает в себя покрытый катализатором слой; электродные пленки, выполненные из керамики, при этом электродные пленки расположены на поверхности подложки; электродные выводы, выполненные из керамики, при этом каждый из электродных выводов прикреплен к соответствующей электродной пленке; и наружные электроды, каждый из которых прикреплен к соответствующему электродному выводу через твердый металлический припой. Коэффициент теплового расширения твердого металлического припоя равен или больше, чем коэффициент теплового расширения электродных выводов, и равен или меньше, чем коэффициент теплового расширения наружных электродов, и коэффициент теплового расширения каждого из электродных выводов уменьшается от участка, на котором электродный вывод соединен с твердым металлическим припоем, к участку, на котором электродный вывод соединен с соответствующей электродной пленкой.
[0014] В типовом электроподогреваемом каталитическом конвертере, включающем в себя керамическую подложку, оснащенную электродными пленками, керамические электродные выводы, твердый металлический припой, и металлические наружные электроды, коэффициент теплового расширения увеличивается в порядке: подложка, электродные выводы, твердый металлический припой, и наружные электроды. Электроподогреваемый каталитический конвертер согласно объекту изобретения имеет конфигурацию, в которой коэффициент теплового расширения каждого электродного вывода варьируется таким образом, чтобы уменьшаться от участка, на котором электродный вывод соединен с твердым металлическим припоем, к участку, на котором электродный вывод соединен с соответствующей электродной пленкой. Благодаря такой конфигурации, в которой коэффициент теплового расширения варьируется в электродном выводе, можно минимизировать разницу между коэффициентом теплового расширения электродного вывода на участке, на котором электродный вывод соединен с электродной пленкой, и коэффициентом теплового расширения электродной пленки, и также можно минимизировать разницу между коэффициентом теплового расширения электродного вывода на участке, на котором электродный вывод соединен с твердым металлическим припоем, и коэффициентом теплового расширения твердого металлического припоя. В результате, можно уменьшить возникновение повреждений на участке сопряжения между компонентами электроподогреваемого каталитического конвертера из-за разницы коэффициента теплового расширения между компонентами.
[0015] Керамическая подложка может являться пористой подложкой, имеющей электропроводность и тепловыделяющие свойства, и включающей в себя множество отверстий, например, треугольной формы, четырехугольной формы или шестиугольной формы. Такая подложка, как правило, называется элементом с сотовой конструкцией. Покрытые катализатором слои сформированы на поверхностях множества сот подложки. В каждом покрытом катализатором слое драгоценный метал катализатора, такой как платина или палладий, удерживается носителем из оксида, такого как оксид алюминия. Примеры подложки включают в себя подложку, образованную в качестве цельного элемента, а также подложку, образованную путем соединения множества сегментов с соединительным материалом согласно объекту изобретения.
[0016] В качестве керамических материалов для подложки, электродных пленок, электродных выводов могут быть использованы SiC, композитный материал SiC и Si, композитный материал SiC и MoSi2, или композитный материал MoSi2 и Si.
[0017] Примеры электродного вывода, в котором коэффициент теплового расширения уменьшается со стороны твердого металлического припоя к стороне электродной пленки включают в себя электродный вывод, в котором коэффициент теплового расширения постепенно меняется, и электродные выводы, имеющие многослойную конструкцию, например двухслойную конструкцию или трехслойную конструкцию, в которой коэффициент теплового расширения слоев варьируется. Согласно объекту изобретения, электродный вывод, в котором коэффициент теплового расширения постепенно меняется, может быть получен следующим образом. Например, определенный вид базового порошка вибрационно уплотняют. Далее, еще один вид базового порошка добавляют к уплотненному базовому порошку, и смесь вибрационно уплотняют. Далее, еще один вид базового порошка добавляют к базовому уплотненному порошку, и смесь будет вибрационно уплотнена. Далее, осуществляют спекание таким образом, что первый слой и второй слой смешиваются.
[0018] Согласно вышеуказанному объекту, в коэффициенте теплового расширения каждого из электродных выводов, коэффициент теплового расширения участка, на котором электродный вывод может соединяться с твердым металлическим припоем, составляет от 6×10-6/°С до 9×10-6/°С; коэффициент теплового расширения твердого металлического припоя может составлять от 7×10-6/°С д 10×10-6/°С; и коэффициент теплового расширения наружных электродов может составлять от 9×10-6/°С до 12×10-6/°С.
[0019] Согласно вышеуказанному объекту, разница между коэффициентом теплового расширения участка, на котором электродный вывод может соединяться с твердым металлическим припоем, и коэффициентом теплового расширения твердого металлического припоя может составлять 2×10-6 или менее; а разница между коэффициентом теплового расширения твердого металлического припоя и коэффициентом теплового расширения наружных электродов может составлять 2×10-6 или менее. С такой конфигурацией можно эффективно снизить возникновение повреждений на участке сопряжения между компонентами электроподогреваемого каталитического конвертера. Разница в коэффициенте теплового расширения между смежными компонентами может составлять 1×10-6 или менее.
[0020] Согласно вышеуказанному объекту, твердый металлический припой может представлять собой твердый металлический припой на основе Ti; и коэффициент теплового расширения твердого металлического припоя на основе Ti может составлять от 9×10-6/°С до 10×10-6/°С.
[0021] Примеры твердого металлического припоя на основе Ti включают в себя твердый металлический припой, выполненный из материала, который содержит Ti в качестве основного компонента, а также дополнительно содержит, например, Cu, Ni, Zr, Cr, или Al, и твердый металлический припой плакированного типа на основе Ti, в котором наружный слой, выполненный, например, из Ni или Cu, образован на поверхности основного слоя Ti. Когда наружный электрод выполнен из SUS, смачиваемость по отношению к наружному электроду становится предпочтительной благодаря внешнему слою из материала Ni. Кроме того, внутреннее напряжение ослаблено из-за слоя Cu, имеющего низкий модуль Юнга.
[0022] Когда твердый металлический припой на основе Ti и керамический электродный вывод соединены вместе, электродный вывод пропитан твердым металлическим припоем. Таким образом, слой участка сопряжения образован на участке сопряжения между твердым металлическим припоем и электродным выводом. Слой участка сопряжения имеет промежуточный коэффициент теплового расширения между коэффициентом теплового расширения твердого металлического припоя и коэффициентом теплового расширения электродного вывода на участке на стороне твердого металлического припоя. В результате, можно уменьшить возникновение повреждений на участке сопряжения, благодаря разнице в коэффициенте теплового расширения между твердым металлическим припоем и электродным выводом.
[0023] Авторы изобретения изучили паяемость различных твердых металлических припоев применительно к электродному выводу и наружному электроду, более конкретно, паяемость каждого из следующих: твердого металлического припоя на основе Ni, твердого металлического припоя на основе Ag, активированного твердого металлического припоя на основе Ag, твердого металлического припоя на основе Ti, а также твердого металлического припоя на основе Ро. Результаты изучения доказывают, что твердый металлический припой на основе Ti имеет предпочтительную паяемость по отношению и к керамическому электродному выводу, и наружному электроду, выполненному, например, из SUS.
[0024] Согласно вышеуказанному объекту, каждый из электродных выводов может иметь многослойную конструкцию, включающую в себя множество слоев, которые отличаются друг от друга коэффициентом теплового расширения. Согласно вышеуказанному объекту, наружные электроды могут быть выполнены из марки стали 19Cr-2Mo Steel-Use-Stainless или 20Cr-5Al Steel-Use-Stainless.
[0025] Как понятно из вышеприведенного описания, в электроподогреваемом каталитическом конвертере согласно объекту изобретения, коэффициент теплового расширения электродного вывода варьируется так, что коэффициент теплового расширения уменьшается от участка, на котором электродный вывод соединен с твердым металлическим припоем, к участку, на котором электродный вывод соединен с электродной пленкой. Это дает возможность уменьшить возникновение повреждений на участке сопряжения между компонентами электроподогреваемого каталитического конвертера из-за разницы в коэффициенте теплового расширения между компонентами. Таким образом, согласно объекту изобретения, предложен электроподогреваемый каталитический конвертер, имеющий высокую надежность выполнения электрических соединений.
Краткое описание чертежей
[0026] Особенности, преимущества, а также техническое и промышленное значение примерных вариантов осуществления изобретения будут описаны ниже со ссылкой на прилагаемые чертежи, на которых идентичными ссылочными позициями обозначены одинаковые элементы, и на которых:
Фиг. 1 представляет собой схематический вид, иллюстрирующий электроподогреваемый каталитический конвертер (ЕНС - electrically-heated catalytic converter) согласно варианту осуществления изобретения;
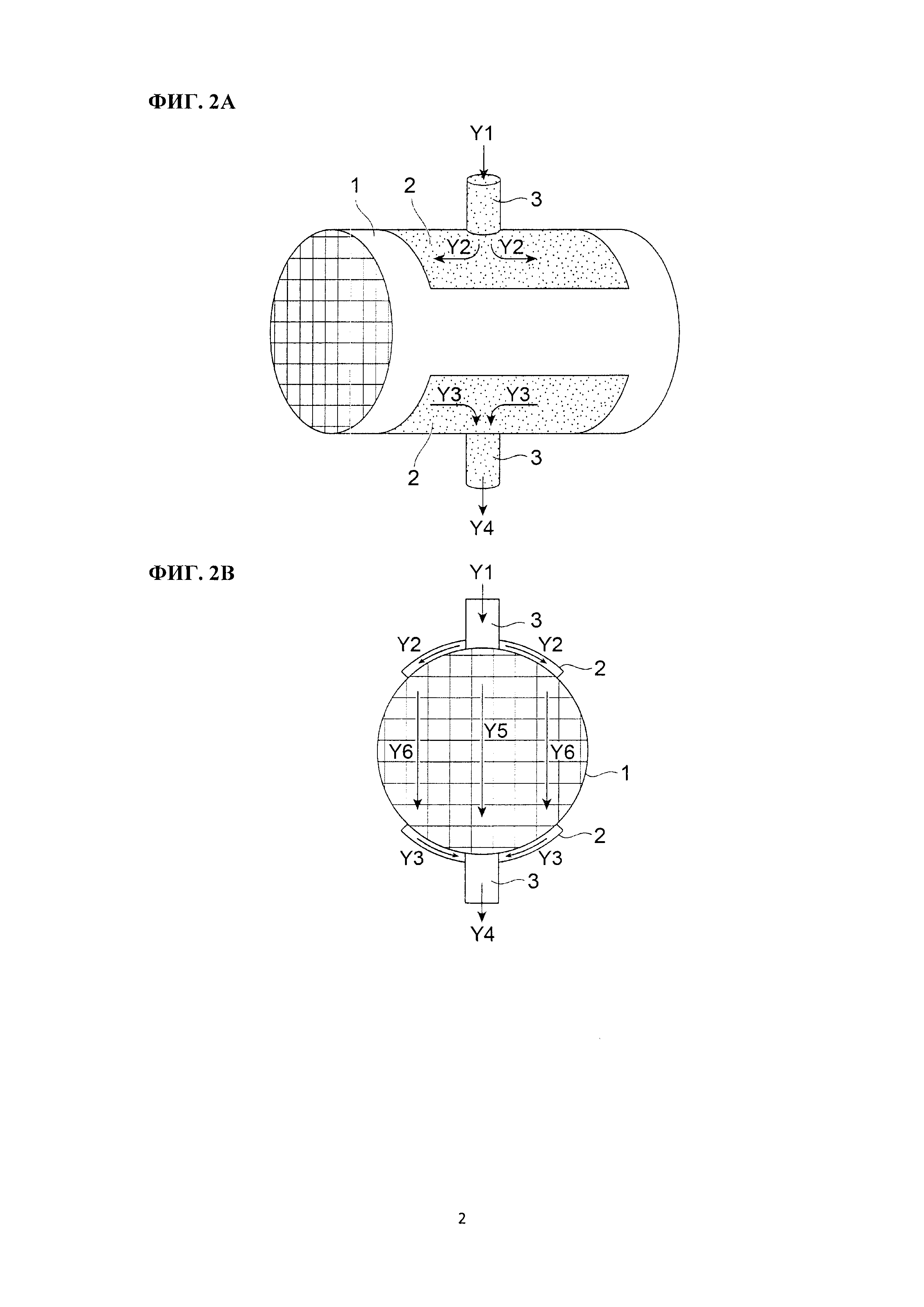
Фиг. 2А представляет собой перспективный вид, иллюстрирующий поток приложенного электрического тока;
Фиг. 2В представляет собой вид в разрезе, иллюстрирующий поток приложенного электрического тока;
Фиг. 3 представляет собой увеличенный вид электродный вывод, твердый металлический припой, и наружный электрод;
Фиг. 4А представляет собой фотографию, иллюстрирующую увеличенное изображение электродного вывода, твердого металлического припоя, и наружного электрода в примере изобретения;
Фиг. 4В представляет собой фотографию, иллюстрирующую увеличенное изображение соединения, на котором электродный вывод и наружный электрод соединены вместе твердым металлическим припоем; и
Фиг. 5 представляет собой фотографию, иллюстрирующую изображение электродного вывода, твердого металлического припоя, и наружного электрода после ресурсных испытаний.
Подробное описание вариантов осуществления
[0027] Далее со ссылкой на сопровождающие чертежи будет описан электроподогреваемый каталитический конвертер согласно варианту осуществления изобретения. Электродный вывод, проиллюстрированный на чертежах, имеет трехслойную конструкцию. В качестве альтернативного варианта могут быть использованы электродные выводы, имеющие многослойную конструкцию, отличную от трехслойной конструкции, либо могут быть использованы электродные выводы, имеющие постепенно меняющийся коэффициент теплового расширения вместо того, чтобы иметь многослойную конструкцию.
[0028] Фиг. 1 представляет собой схематический вид, иллюстрирующий электроподогреваемый каталитический конвертер (ЕНС) согласно варианту осуществления изобретения. Фиг. 2А представляет собой перспективный вид, иллюстрирующий поток приложенного электрического тока. Фиг. 2В представляет собой вид в разрезе, иллюстрирующий поток приложенного электрического тока. Фиг. 3 представляет собой увеличенный вид электродного вывода, твердого металлического припоя и наружного электрода.
[0029] Электроподогреваемый каталитический конвертер 10, проиллюстрированный на чертежах, приспособлен для встраивания в выхлопную систему для выхлопных газов, более конкретно, в выхлопную систему, в которой двигатель (не проиллюстрирован), электроподогреваемый каталитический конвертер (ЕНС) 10, трехходовой каталитический конвертер (не проиллюстрирован), под-глушитель (не проиллюстрирован), и основной глушитель (не проиллюстрирован) расположены в указанном порядке, и эти компоненты соединены друг с другом через системную трубу. Когда двигатель запускается, драгоценный метал катализатора, присутствующий в электроподогреваемом каталитическом конвертере 10, как можно быстрее нагревают до заданной температуры, и выхлопные газы, текущие из двигателя, очищаются катализатором из драгоценного металла. Часть выхлопных газов, не очищенная электроподогреваемым каталитическим конвертером 10, очищается трехходовым каталитическим конвертером, расположенным ниже по потоку от электроподогреваемого каталитического конвертера 10.
[0030] Электроподогреваемый каталитический конвертер 10 в основном включает в себя наружную трубу 7, выполненную из металла (металлический корпус), подложку 1, электродные пленки 2, электродные выводы 3, наружные электроды 5, и внешний контур 6. Подложка 1 закреплена в полом пространстве наружной трубы 7 с помощью мата (удерживающего элемента) (не проиллюстрирован), расположенного между подложкой 1 и наружной трубой 7. Подложка 1 имеет сотовую конструкцию, и имеет сотовые стенки 1а. Покрытый катализатором слой (не проиллюстрирован) образован на поверхности каждой сотовой стенки 1а. Электродные пленки 2 расположены на поверхности подложки 1, чтобы составить пару электродов. Электродные выводы 3 расположены посередине электродных пленок 2. Наружные электроды 5 прикреплены к электродным выводам 3 через твердые металлические припои 4. Внешний контур 6 включает в себя кабель 6а, который соединяет наружные электроды 5 друг с другом, а также источник 6b электрической энергии, расположенный на среднем участке кабеля 6а.
[0031] Наружная труба 7 может иметь любую трубчатую форму с тем условием, что наружная труба 7 имеет полое пространство, в котором размещена подложка 1, имеющая способность к тепловой генерации. Например, цилиндрическая труба, квадратная труба, или прямоугольная труба могут быть использованы в зависимости от формы размещаемой в ней подложки 1.
[0032] Подложка 1 имеет проходы для выхлопных газов, образованные множеством сотовых стенок 1а, образующих сотовую конструкцию. Покрытый катализатором слой (не проиллюстрирован) образован на каждой из сотовых стенок 1а. Покрытый катализатором слой образован следующим образом. Сначала, элемент платиновой группы, например палладий (Pd), родий (Rh) или платина (Pt), или соединение элементов платиновой группы, наносят на оксид, например оксид алюминия (Al2O3) или другой драгоценный металл или соединение, содержащее другой драгоценный металл, наносят на оксид алюминия или оксидную композицию на основе церия-циркония (CeO2-ZrO2). Полученное вещество, образованное, как описано выше, смешивают с золем оксида алюминия и водой для приготовления суспензии. Суспензию наносят на структуру подложки с помощью, например, способа пропитки, ионообменным способом, способом золь-гель или способом реактивной грунтовки. Таким образом, образуется покрытый катализатором слой.
[0033] Выхлопные газы, поступающие с впускной стороны выхлопной системы для выхлопных газов (в направлении X), очищаются работой катализатора из драгоценного металла при протекании через проходы для выхлопных газов, образованные с помощью множества сотовых стенок 1а. Далее, очищенные выхлопные газы текут из электроподогреваемого каталитического конвертера 10 по направлению к выпускной стороне выхлопной системы.
[0034] Пара формовочных областей верхнего и нижнего электродов находится на поверхности подложки 1. Электродные пленки 2 расположены на формовочных областях верхнего и нижнего электродов на поверхности подложки в 1. Электродные выводы 3 крепятся к поверхности подложки 1 через отверстия 2а, проделанные в электродных пленках 2.
[0035] Наружные электроды 5 прикреплены к электродным выводам 3 через твердые металлические припои 4. Кабель 6а, снабженный источником 6b электрической энергии, соединен с двумя наружными электродами 5, то есть, верхним и нижним наружными электродами 5, что создает внешний контур 6.
[0036] Как проиллюстрировано на фиг. 2А, когда источник электрической энергии 6b включается во время запуска двигателя, электрический ток подается на электродный вывод 3, расположенный в центре подложки 1, при этом электрический ток течет в направлении Y1. Как проиллюстрировано на фиг. 2В, электрический ток течет через первый путь вдоль направления Y5 и второй путь вдоль направления Y2-Y6-Y3, и далее течет в направлении Y4, так что электрический ток течет через электродный вывод 3, который расположен на противоположной стороне подложки 1 от электродного вывода 3, на который электрический ток подается от источника 6b электрической энергии. На первом пути, электрический ток течет в направлении Y5 по пути вдоль диаметра поперечного сечения подложки 1. На втором пути, электрический ток течет в направлении Y2 через электродную пленку 2, расположенную вокруг электродного вывода 3, течет линейно в направлении Y6 в поперечном сечении подложки 1, и далее течет в направлении Y3 через электродную пленку 2, расположенную на противоположной стороне подложки 1 от электродной пленки 2, через которую электрический ток течет в направлении Y2.
[0037] Как описано выше, каждая электродная пленка 2 имеет функцию диффузии электрического тока и сконфигурирована так, чтобы как можно более равномерно подавать электрический ток по всей подложке 1 и регулировать поток электрического тока для как можно более равномерного распределения электрического тока по всей подложке 1.
[0038] Изоляционный мат (не проиллюстрирован), расположенный между наружной трубой 7 и подложкой 1, может быть образован из листа керамического волокна, выполненного, например, из оксида алюминия, имеющего высокую термостойкость и высокую прочность в дополнение к хорошим изоляционным характеристикам.
[0039] Далее, со ссылкой на фиг. 3, будет подробно описана, конфигурация электродного вывода 3, а также будут описаны материалы и коэффициенты теплового расширения компонентов.
[0040] Каждый из подложки 1, электродных пленок 2 и электродных выводов 3 сделан из керамического материала, и при этом каждый образован, например, из SiC, композитного материала SiC и Si или композитного материала SiC и MoSi2.
[0041] Как проиллюстрировано на фиг. 3, электродный вывод 3 имеет трехслойную конструкцию, образованную первым слоем 3а, вторым слоем 3b и третьим слоем 3с в этом порядке от твердого металлического припоя 4. Первый слой 3а имеет самый высокий коэффициент теплового расширения, и коэффициент теплового расширения уменьшается по порядку ко второму слою 3b и третьему слою 3с (т.е. третий слой 3с имеет самый низкий коэффициент теплового расширения).
[0042] Каждый из коэффициента теплового расширения подложки 1 и коэффициента теплового расширения электродной пленки 2 составляет приблизительно от 4×10-6/°С до 5×10-6/°С, коэффициент теплового расширения твердого металлического припоя составляет от 7×10-6/°С до 10×10-6/°С, и коэффициент теплового расширения наружного электрода 5 составляет от 9×10-6/°С до 12×10-6/°С.
[0043] По отношению к коэффициенту теплового расширения слоев, образующих электродный вывод 3, коэффициент теплового расширения третьего слоя 3с составляет приблизительно от 5×10-6/°С до 6×10-6/°С, коэффициент теплового расширения второго слоя 3b составляет приблизительно от 6×10-6/°С до 8×10-6/°С, и коэффициент теплового расширения первого слоя За составляет приблизительно от 8×10-6/°С до 9×10-6/°С.
[0044] Когда второй слой 3b и первый слой 3а рассматриваются как «электродный вывод на стороне твердого металлического припоя», коэффициент теплового расширения области, соответствующей электродному выводу на стороне твердого металлического припоя, составляет от 6×10-6/°С до 9×10-6/°С, и, по существу, равен коэффициенту теплового расширения твердого металлического припоя 4, который составляет от 7×10-6/°С до 10×10-6/°С, или разница в коэффициенте теплового расширения между электродным выводом на стороне твердого металлического припоя и твердого металлического припоя 4, является, по существу, небольшой.
[0045] Когда третий слой 3с рассматривается как «электродный вывод на стороне электродной пленки», коэффициент теплового расширения области, соответствующей электродному выводу на стороне электродной пленки, составляет приблизительно от 5×10-6/°С до 6×10-6/°С, и, по существу, равен коэффициенту теплового расширения электродной пленки 2, который составляет приблизительно от 4×10-6/°С до 5×10-6/°С, или разница в коэффициенте теплового расширения между электродным выводом на стороне электродной пленки и электродной пленки 2 является, по существу, небольшой.
[0046] Электродный вывод 3 имеет трехслойную конструкцию, и коэффициент теплового расширения варьируется в электродном выводе 3. Таким образом, коэффициент теплового расширения электродного вывода 3, по существу, равен каждому из коэффициентов теплового расширения электродной пленки 2 и твердого металлического припоя 4, с которыми соединен электродный вывод 3, или разница в коэффициенте теплового расширения между электродным выводом 3 и каждого из электродной пленки 2 и твердого металлического припоя 4 является небольшой. В результате, можно эффективно уменьшить возникновение повреждений на участке сопряжения между смежными компонентами электроподогреваемого каталитического конвертера 10 из-за разницы в коэффициенте теплового расширения (разницы в тепловой деформации) между смежными компонентами.
[0047] По отношению к толщине каждого слоя электродного вывода 3, толщина первого слоя 3а может быть установлена приблизительно на 0,8 мм или менее, толщина второго слоя 3b может быть установлена приблизительно на 0,7 мм или менее, и толщина третьего слоя 3с может быть установлена приблизительно 1,3 мм или менее.
[0048] Разница в коэффициенте теплового расширения между электродной пленкой 2 и электродным выводом 3, так же как и разница в коэффициенте теплового расширения между электродным выводом 3 и твердым металлическим припоем 4 составляет 2×10-6 или менее и может быть установлена на 1×10-6 или менее. Кроме того, эти значения разницы в коэффициенте теплового расширения могут быть сведены до нуля.
[0049] Твердый металлический припой 4 может быть выполнен из твердого металлического припоя, изготовленного из материала, который содержит Ti в качестве основного компонента, и дополнительно содержит, например, Cu, Ni, Zr, Cr, или Al, либо может быть сделан в виде твердого металлического припоя плакированного типа на основе Ti. Конкретные примеры последнего включают в себя твердый металлический припой (60Til5Cu25Ni), в котором слой Ti расположен в центре, слой Ni выполнен в качестве самого наружного слоя, слой Cu расположен между слоем Ni и слоем Ti, и твердый металлический припой (40Ti20Zr20Cu20Ni), в котором слой Ni выполнен в качестве самого наружного слоя, и слой Cu и слой Zr расположены между слоем Ni и слоем Ti.
[0050] Благодаря наличию слоя Ni в качестве самого наружного слоя, обеспечивается предпочтительная способность к смачиванию по отношению к наружному электроду 5, изготовленному из SUS. С другой стороны, коэффициент теплового расширения и модуль Юнга самого наружного слоя высоки (коэффициент теплового расширения: 13.4×10-6/°С, модуль Юнга: 200 ГПа), и поэтому предпочтительно, чтобы самый наружный слой был тонким. Модуль Юнга Cu низок (модуль Юнга: 128 ГПа), что ведет к смягчению внутренних напряжений. Тем не менее, коэффициент теплового расширения Cu высок (коэффициент теплового расширения: 16.5×10-6/°С), и поэтому предпочтительно, чтобы слой Cu также был как можно тоньше.
[0051] Ti, который является основным компонентом, служит в качестве слоя смягчения напряжений, потому что коэффициент теплового расширения Ti близок к таковому первого слоя 3а электродного вывода 3 (коэффициент теплового расширения: 8.6×10-6/°С) и модуль Юнга титана (Ti) является низким (модуль Юнга: 116 ГПа). Кроме того, Ti имеет высокую способность к реакции с керамикой, а его способность к смачиванию является предпочтительной. По отношению к толщине такого твердого металлического припоя 4 плакированного типа на основе Ti, толщина и слоя Ni, и слоя Cu может быть установлена приблизительно от 2 мкм до 3 мкм, а толщина слоя Ti может быть установлена приблизительно от 32 мкм до 38 мкм.
[0052] Наружный электрод 5 выполнен из SUS (на основе 19Cr-2Мо), и коэффициент теплового расширения наружного электрода 5 меньше, чем таковой у наружного электрода, выполненного из SUS (20Cr-5Al) в известном уровне техники. Коэффициент теплового расширения наружного электрода 5 может быть приблизительно равным коэффициенту теплового расширения твердого металлического припоя 4.
[0053] Авторы изобретения изготовили электродный вывод, имеющий трехслойную конструкцию, нижеследующим способом. Далее, авторы изобретения изготовили электроподогреваемый каталитический конвертер согласно примеру изобретения путем соединения электродного вывода и наружного электрода с твердым металлическим припоем.
[0054] Процесс производства электродного вывода, выполненного из материала на основе MoSi2/Si, имеющего заданную форму, и имеющего многослойную конструкцию, будет описан ниже. Процесс включает в себя подготовку базового порошка, изготовление суспензии из базового порошка, изготовление сухого порошка из суспензии посредством распылительной сушки, образование слоев, обезжиривание формованного изделия, и выполнение спекания.
[0055] Сначала, базовый порошок MoSi, имеющий средний диаметр частиц D50 в несколько микрометров (например, приблизительно 6 мкм) и базовый порошок Si, имеющий средний диаметр частиц D50 в несколько микрометров (например, приблизительно 8 мкм) были каждый отмерены по весу на соответствие установленному количеству, таким образом, были получены компоненты для многослойной конструкции. Далее, был приготовлен однородный смешанный порошок.
[0056] Далее, была подготовлена суспензия путем добавления органического связующего (например, ПВА) к подготовленной порошкообразной смеси и смешивания полученного вещества в воде, которая служит в качестве растворителя.
[0057] Из полученной суспензии с помощью распылительной сушки при заданных условиях был приготовлен сферической гранулированный порошок, имеющий соотношение компонентов многослойной конструкции и имеющий средний диаметр частиц D50 приблизительно 50 мкм.
[0058] Из приготовленного гранулированного порошка были предварительно сформованы слои. Для каждого слоя предписанное количество порошка помещали в прессовочный фасонный штамп. Далее была произведена предварительная формовка слоев последовательно от нижнего слоя. После того, как предварительное формование всех слоев было завершено, была произведена окончательная формовка для получения электродного вывода.
[0059] Полученное изделие было обезжирено, чтобы удалить органическое связующее. Обезжиривание было выполнено при пониженном атмосферном давлении и в температурном диапазоне приблизительно от 300°С до 600°С.
[0060] Сформованное изделие после обезжиривания было подвержено спеканию с получением спеченного тела. Спекание было выполнено в инертной атмосфере и при температуре, близкой к точке плавления (1414°С) кремния. Спеченный элемент был получен путем плавления кремния.
[0061] Электродные вывод и наружный электрод были соединены друг с другом следующим образом. Сначала, предписанное количество твердого металлического припоя в виде фольги вставили между керамическим электродным выводом, имеющего многослойную конструкцию, который был произведен, как описано выше, и наружным электродом, сделанным из SUS. Когда адгезия между твердым металлическим припоем и электродным выводом или наружным электродом является недостаточной, предпочтительно, чтобы было выполнено временное соединение с использованием органического клея. Когда используется пастообразный твердый металлический припой, содержащий органическое связующее, временное соединение может быть выполнено с использованием самой пасты.
[0062] Электродный вывод и наружный электрод были соединены друг с другом посредством твердого металлического припоя, подвергнутого воздействию атмосферного вакуума или инертной атмосферы (аргона) при заданной температуре пайки (900°С - 1000°С) в течение заданного периода времени. Время пайки является периодом времени, который устанавливается с подтверждением того, что твердый металлический припой плавится и диффундирует в верхний участок электродного вывода.
[0063] Фиг. 4А представляет собой фотографию, иллюстрирующую увеличенное изображение электродного вывода 3, твердого металлического припоя 4, и наружного электрода 5 в примере изобретения. Фиг. 4В представляет собой фотографию, иллюстрирующую увеличенное изображение соединения, на котором электродный вывод 3 и наружный электрод 5 соединены вместе твердым металлическим припоем 4. Фиг. 4А и фиг. 4В указывают, что твердый металлический припой 4 в достаточной степени диффундирует в верхнюю поверхность электродного вывода 3. Таким образом, можно сформировать слой, имеющий коэффициент теплового расширения, промежуточный между коэффициентом теплового расширения твердого металлического припоя 4 и коэффициентом теплового расширения верхнего слоя электродного вывода 3. Таким образом, можно надежно соединить вместе электродный вывод 3 и твердый металлический припой 4.
[0064] Электроподогреваемый каталитический конвертер был произведен следующим образом. Сначала с помощью трафаретной печати керамическую пасту, имеющую состав для электродной пленки, нанесли на керамическую сотовую подложку (SiC/Si) после ее спекания. Керамические электродные выводы (MoSi2/Si) после спекания были временно приклеены на пасту, нанесенную на подложку посредством трафаретной печати, а затем было выполнено спекание в атмосфере инертного газа (например, аргона) в температурном диапазоне приблизительно 1250°С или выше. Далее твердый металлический припой на основе Ti был помещен между наружными электродами из SUS и верхними слоями керамических электродных выводов, имеющих многослойную конструкцию, и далее пайка была выполнена в атмосфере инертного газа при температуре от приблизительно 900°С до 1000°С. Далее была выполнена сборка с помощью способа укупорки обычной каталитической подложки. Таким образом, был изготовлен электроподогреваемый каталитический конвертер согласно примеру.
[0065] Далее будут описаны ресурсные испытания, выполненные после испытательного цикла охлаждения-нагревания, и результаты ресурсных испытаний. Авторы изобретения экспериментально изготовили электроподогреваемый каталитический конвертер, в котором электродные выводы, произведенные описанным выше способом, и наружные электроды соединены друг с другом через твердые металлические припои, а далее выполнили испытательный цикл охлаждения-нагревания, в котором чередовались охлаждающая атмосфера при 200°С и нагревательная атмосфера при 850°С в атмосфере окисления. После испытательного цикла охлаждения-нагревания, были выполнены ресурсные испытания (испытания на тепловой удар), и было проверено состояние соединения между электродным выводом и наружным электродом через твердый металлический припой. Фиг. 5 представляет собой фотографию, иллюстрирующую изображение электродного вывода 3, твердого металлического припоя 4, и наружного электрода 5 после ресурсных испытаний.
[0066] Фиг. 5 указывает, что соединение между электродным выводом 3 и наружным электродом 5 через твердый металлический припой 4 поддерживалось даже после испытаний на тепловой удар.
[0067] Притом, что вариант осуществления изобретения был описан подробно со ссылкой на чертежи, конкретные конфигурации не ограничиваются описанным в вышеприведенном варианте осуществления. Например, могут быть сделаны изменения в конструкции в вышеприведенном варианте осуществления изобретения в случае необходимости в пределах объема изобретения.
Реферат
Изобретение относится к области очистки отработавших газов двигателя внутреннего сгорания. Электроподогреваемый каталитический конвертер включает в себя подложку, выполненную из керамики. Подложка включает в себя покрытый катализатором слой; электродные пленки (2), выполненные из керамики. Электродные пленки (2) расположены на поверхности подложки. Электродные выводы (3), выполненные из керамики, прикреплены к соответствующей электродной пленке (2). Наружные электроды (5) прикреплены к соответствующему электродному выводу (3) через твердый металлический припой (4). Коэффициент теплового расширения твердого металлического припоя (4) равен или больше, чем коэффициент теплового расширения электродных выводов (3), и равен или меньше, чем коэффициент теплового расширения наружных электродов (5). Коэффициент теплового расширения каждого из электродных выводов (3) уменьшается от участка, на котором электродный вывод (3) соединен с твердым металлическим припоем (4), к участку, на котором электродный вывод (3) соединен с соответствующей электродной пленкой (2). Изобретение обеспечивает создание электроподогреваемого каталитического конвертора, приспособленного для уменьшения повреждений на участке сопряжения между компонентами конвертора из-за разницы в коэффициенте теплового расширения между компонентами. 5 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Сотовый элемент с многоступенчатым нагревом
Комментарии