Способ снятия внутренних напряжений в полимерных покрытиях - RU2617780C2
Код документа: RU2617780C2
Чертежи


Описание
Область техники, к которой относится изобретение и преимущественная область его применения
Изобретение относится к области деревообработки и может быть использовано при формировании лакокрасочного покрытия на изделиях из древесины и древесных материалов, а также металлических поверхностей.
Характеристика аналогов и прототипа изобретения
Известен способ снятия внутренних остаточных напряжений в металлических изделиях и устройство для его осуществления [Заявка 2012139196/02, 13.09.2012]. Способ снятия внутренних остаточных напряжений в металлических изделиях, включающий их обработку электрическим током, отличающийся тем, что обработка электрическим током осуществляется путем подачи одного или нескольких дозированных импульсов электрической энергии, вычисленной для всего объема металлического изделия и для каждого порогового уровня энергии металла. Устройство для снятия внутренних остаточных напряжений в металлических изделиях, включающее соединенные между собой источник питания высокого напряжения, конденсаторную батарею, управляющий блок, вольтметр и контактные электроды, при этом оно дополнительно содержит тиристор для целенаправленной разрядки заряженной конденсаторной батареи через металлическое изделие.
Известен способ снятия внутренних напряжений при механической обработке литых деталей [Заявка 97111246/02, 01.07.1997], заключающийся в воздействии на объекты последовательностью импульсов относительно слабого магнитного поля напряженностью до 10-6 А/м с крутым передним фронтом, отличающийся тем, что обработку осуществляют после чистовой расточки цилиндрового отверстия перед хонингованием в течение 10-15 мин с частотой следования импульсов 5 Гц и длительностью импульса 500 мс.
Известен способ снижения внутренних напряжений сварных стыковых соединений тонкостенных цилиндрических оболочек методом вибрационного старения [Заявка 2000116190/02, 19.06.2000] путем создания эффекта биения электрических колебаний в электромагнитном контуре, включающем обмотки и генератор электрических колебаний (электромагнитный вибровозбудитель), отличающийся тем, что электромагнитный вибровозбудитель неподвижно закреплен в зоне сварного шва на расстоянии от обрабатываемого изделия, конструктивно выбранном из соотношения

где - δ величина зазора;
AΣ - суммарная амплитуда колебаний обрабатываемой оболочки и устройства закрепления. Процесс обработки повторяют, закрепляя электромагнитный вибровозбудитель под углом 90° к его предыдущему положению
Известен способ снижения внутренних напряжений в полимерных покрытиях, применением специального подслоя грунта из эластомеров (каучуков), а также увеличением толщины и пластичности материала грунта. Для каждого покрытия существует предельное значение толщины грунтовочного слоя, при котором внутренние напряжения полностью релаксируют [Яковлев А.Д. Химия и технология лакокрасочных покрытий: Учебник для вузов. - Л.: Химия, 1989. С.111].
Известен способ уменьшения внутренних напряжений в защитных полимерных покрытиях радиоэлектронной аппаратуры путем введения в полимер наполнителя с низкими коэффициентами термического расширения. Развивающиеся в покрытии внутренние напряжения пропорциональны модулю упругости покрытия, разнице текущей температуры формирования покрытия, а также разнице коэффициентов термического расширения полимера и подложки. [Василий Илларионов, Сергей Нанушьян. Компоненты и технологии, 2004, №7].
Известен способ сушки тонкослойных материалов в электрическом поле [патент РФ №2133420, F26B 3/34, 1999]. Способ является действенным по отношению к различным жидкостям, находящимся в высушиваемом материале или на его поверхности. Используется для сушки тонких слоистых материалов: фанеры, картона, бумаги, фотопленки, лакокрасочных покрытий и заключается в создании над покрытием объемного электрического заряда. Плотность заряда составляет 10-4-10-2 Кл/м3.
Достоинством данного способа является возможность сушки тонкослойных материалов за счет испарения жидкостей. Данный способ имеет следующий недостаток. Расстояние от высушиваемой поверхности до острий электродной системы составляет d=0,01÷0,02 м, на таком расстоянии при напряжении питания Uп=104 В средняя напряженность поля у поверхности высушиваемого материала составляет Eпов≈(5÷10)⋅105 В/м. При такой напряженности происходит снижение качества полученных лакокрасочных покрытий (ЛКП) (шагрень, апельсиновая корка, ухудшение физико-механических показателей), особенно при отверждении ЛКП, образованных алкидными лакокрасочными материалами (ЛКМ). Это происходит за счет сильного испарения растворителя и поляризации молекул ЛКМ. Влияние объемного электрического заряда на усадочные напряжения, возникающие в ЛКП, не рассматриваются и не изучаются.
Известен способ обработки ЛКП в поле токов высокой частоты (ТВЧ), который зависит от электрических характеристик материала, частоты и напряженности электрического поля. Избирательная способность нагрева с помощью ТВЧ позволяет отверждать ЛКП, не нагревая подложки. Для нитроцеллюлозных лаков частота тока должна быть в пределах от 200 до 1500 кГц в зависимости от марки лака. Данный способ требует установки генератора высокой частоты с мощностью 10 кВт. Наиболее эффективен способ сушки ТВЧ для ЛКП, образованных водоразбавляемыми ЛКМ. Время высыхания покрытия 20 с при расходе лака 40-50 г/м2 и при частоте 27 МГц. Влияние поля ТВЧ на усадочные напряжения, возникающие в отвержденном ЛКП, не рассматриваются и не изучаются (Рыбин, Б.М. Технология и оборудование защитно-декоративных покрытий древесины и древесных материалов [Текст]: учебник для студентов вузов, обучающихся по специальности “Технология деревообработки” / Б.М. Рыбин; Моск. гос. ун-т леса. - 3-е изд. - М.: МГУЛ, 2007. С. 459-461). - ПРОТОТИП.
Известен физико-химический способ снижения внутренних напряжений в полимерных покрытиях путем введения модификаторов. Способ позволяет от 2 до 10 раз снизить внутренние напряжения, повысить адгезию покрытий, долговечность.
Модификация основана на формировании в системах с помощью специальных добавок различной природы или путем изменения коллоидно-химических свойств дисперсий упорядоченной структуры с определенным распределением физических и химических связей.
Для понижения внутренних напряжений и улучшения свойств покрытий из дисперсий с неоднородной структурой частиц модификация осуществляется предварительным диспергированием частиц и сшиванием их с помощью специальных добавок для обеспечения тиксотропной структуры полимерного покрытия, позволяет улучшить деформационно-прочностные свойства и долговечность покрытий.
В качестве модификаторов для покрытий, образованных эпоксидными олигомерами, а также эмали на их основе применяются азотсодержащие олигомеры с активными функциональными группами по отношению к подложке и олигомеру [Сухарева Л.А. Полимеры в производстве тароупаковочных материалов [Текст]: учеб. пособие для студентов вузов / Л.А. Сухарева, В.С. Яковлев. - М.: ДеЛи принт, 2005. С.249].
Недостатки аналогов
Недостатком аналогов является снятие напряжений в металлах введением в полимерную композицию модифицирующих добавок, что приводит к увеличению стоимости формирования полимерных покрытий и трудоемкости подготовки применяемых композиций, а также не обеспечивает достаточного снятия внутренних усадочных напряжений в покрытии.
Техническая задача
Техническая задача направлена на снижение внутренних усадочных напряжений в полимерных лакокрасочных покрытиях, сформированных на поверхности изделий, а также повышению прочностных физико-механических свойств покрытий и снижения трудоемкости их формирования.
Признаки предлагаемого решения и пример исполнения изобретения
На Фиг. 1 показано решение технической задачи посредством размещения изделия 5 с нанесенным жидким лакокрасочным покрытием (ЛКП) на пластине 6 с заземлением в электроэффлювиальном аэроионизационном устройстве (ЭЭАУ) под воздействием электрического поля напряженностью E (В/м) с силовыми линиями 4. ЭЭАУ состоит из электроэффлювиального аэроионизационного излучателя (ЭЭИ) 2 с электродами 3, к которому по высоковольтному проводу 7 из высоковольтного блока 1 подводится высокое напряжение постоянного знака (отрицательное). На Фиг. 2 показано перемещение металлической пластинки с ЛКП в процессе отверждения при ионизации, на Фиг. 3 показано перемещение алюминиевой пластинки с ЛКП при отверждении в естественных условиях.
Техническая задача достигается созданием на поверхности отверждаемого лакокрасочного покрытия на расстоянии 0,04÷0,2 м электрического поля напряженностью E=(1,2÷6)⋅105 В/м. Формирование поля производится при подаче на излучатель электроэффлювиального аэроионизационного устройства (ЭЭАУ) напряжения U=(1,2÷4)⋅104 В, которое приводит к резкому увеличению напряженности Е вблизи электродов (острий) излучателя ЭЭАУ. Происходит эмиссия электронов ЭЭАУ, которые способствуют образованию активных форм кислорода (АФК) [Сивухин Д.В. Общий курс физики. Учеб. пособие для вузов в 5 т. Т. 3. Электричество. М.: ФИЗМАТЛИТ, Изд-во МФТИ. 2004. С. 650].
Электрическое поле, создаваемое электродами излучателя ЭЭАУ, накладывает свой отпечаток на ЛКП. Под его воздействием свободные молекулы растворителя ЛКМ имеют возможность поляризоваться и выходить из покрытия на его поверхность (такое перемещение дисперсной среды под действием электрического поля, в результате которого жидкость выходит из слоя покрытия, и оно становится более плотным, называют электроосмосом), также электрическое поле обеспечивает более глубокую степень полимеризации и упорядочивание структуры молекулы полимера с определенным распределением физических и химических связей, что позволяет убрать (уменьшить) внутренние напряжения в покрытии.
Определение усадочных напряжений в отвержденном полимерном покрытии проводили консольным методом [Карякина М.И. Испытание лакокрасочных материалов и покрытий. - М.: Химия, 1988. С.137-140]. Металлическую пластинку, предварительно обезжиренную растворителем, закрепляли консольно на штативе (этап 1, Фиг. 2). Оценка усадочных напряжений осуществлялась на металлической пластинке с размерами 50×5×0,11 мм. Лакокрасочный материал наносился на длину 40 мм.
Нулевое значение свободного конца консоли фиксировали визуально на микроскопе МИР-2 с ценой деления окулярного микрометра 0,049 мм. Затем на металлическую пластинку наносили жидкий лакокрасочный материал (ВД-АК лак «Эколак») и снова фиксировали положение свободного конца консоли (этап 2, Фиг. 2). На электродный излучатель ЭЭАУ (электрод), размещенный на расстоянии 0,04 м, помещенный над покрытием, подавали напряжение U=24 кВ (этап 3, Фиг. 2). Расстояние определялось опытным путем, чтобы обеспечить перекрытие электрическим полем всей поверхности покрытия, сформированного на металлической пластинке. Вблизи электрода возникают упорядоченные потоки аэроионов, повышается влияние магнитного поля, которое имеет форму купола и проецируется на поверхность как круг (Сивухин, Д.В. Общий курс физики [Текст]: Учеб. пособие для вузов в 5 т. Т. III. Электричество / Д.В. Сивухин; М.: МФТИ, 2004. 656 с.).
Перемещение свободного конца металлической пластинки с нанесенным покрытием в процессе его высыхания (отверждения) также определяли на микроскопе МИР-2. По достижении времени практического высыхания покрытия отключали подачу напряжения на электродный излучатель ЭЭАУ и также фиксировали перемещения (этап 4, Фиг. 2).
Для сравнения были проведены исследования по определению внутренних напряжений, возникающих в покрытии после высыхания (отверждения) покрытия в естественных условиях при t=20±2°C и W=65±5% (Фиг. 3).
Результаты определения перемещения свободного конца консоли и внутренних напряжений, возникающих в покрытии, приведены в табл. 1.
По величине отклонения консоли от первоначального напряжения рассчитывали внутренние напряжения в покрытии по формуле

где E - модуль упругости подложки (69000 МПа);
t - толщина подложки (0,11 мм);
h - отклонение консоли (табл. 1);
l - длина пленки (39 мм);
Δt - толщина пленки (0,04 мм).

По данным табл. 1 минимальное расстояние, необходимое для достижения эффекта снятия внутренних напряжений в покрытии d=0,04 м, при напряжении на ВВГ U=2,4×104 В.
Дальнейшее сокращение расстояния не ведет к значительному эффекту, но может оказывать негативное влияние на качество покрытий. Увеличение расстояния вызывает снижение эффекта снятия внутренних напряжений в покрытии и увеличение времени пленкообразования. При снижении напряжения до 1,2×104 В способ становится неэффективным для полиуретановых и алкидных ЛКМ, что подтверждает необходимость создания специальных условий для протекания химических реакций пленкообразования. При повышении напряжения до 4,8×104 В происходит резкое увеличение напряженности электрического поля в воздухе разрядного промежутка с возможностью дугового разряда.
Согласно полученным экспериментальным данным аэроионизация позволяет сократить время сушки (отверждения) ЛКП, образованных акриловыми, алкидными и полиуретановыми ЛКМ, в 1,5÷2 раза по сравнению с естественными условиями. По полученным ИК-спектрам можно сделать вывод, что химический состав жидкого акрилового лака отличается от состава твердых покрытий. В процессе отверждения ЛКП последовательно происходят реакция изомеризации с образованием сопряженных двойных связей в углеродном скелете и стадия дальнейшей полимеризации, в результате которой двойные связи раскрываются, и образуется более упорядоченная (более частая сетка) пространственно-сшитая молекула полимера.
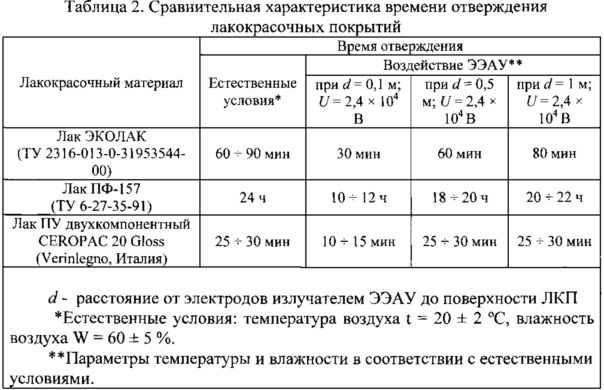
Воздействию электрического поля и АФК при пленкообразовании подвергались ЛКП на основе акрилового, акрил-полиуретанового, полиуретанового и пентафталевого ЛКМ. Образцы с нанесенным ЛКМ помещали в ЭЭАУ на расстоянии от электроэффлювиального излучателя (ЭЭИ) d=0,1÷1 м при напряжении на высоковольтном генераторе (ВВГ) U=2,4⋅104 В. Время пленкообразования фиксировалось по ГОСТ 19007-73. Эксперимент повторялся в естественных условиях. Результаты исследований приведены в табл. 2.
После проведения исследований опытные образцы с отвержденным покрытием подвергались испытаниям на физико-механические свойства, результаты представлены в табл. 3.

В результате реализации способа величина расходуемой энергии ЭЭАУ не превышает 96 Вт/м2, характеристика ЭЭАУ приведена в табл. 4.

Таким образом, заявляемый способ позволяет уменьшить усадочные напряжения в покрытии, ускорить отверждение (сушку) лакокрасочных покрытий при воздействии электрического поля аэроионизатора и активных форм кислорода, а также сократить время отверждения лакокрасочного покрытия на 30-50% по сравнению с отверждением в естественных условиях (t=20±2°C, W=65±5%).
Источники информации
1. Заявка 2012139196/02, 13.09.2012.
2. Заявка 97111246/02, 01.07.1997.
3. Заявка 2000116190/02, 19.06.2000.
4. Яковлев А.Д. Химия и технология лакокрасочных покрытий: Учебник для вузов. - Л.: Химия, 1989. С.111.
5. Василий Илларионов, Сергей Нанушьян. Компоненты и технологии, 2004, №7.
6. Заявка 97114004/06, 13.08.1997.
7. Рыбин Б.М. Технология и оборудование защитно-декоративных покрытий древесины и древесных материалов [Текст]: учебник для студентов вузов, обучающихся по специальности “Технология деревообработки” / Б.М. Рыбин; Моск. гос. ун-т леса. - 3-е изд. - М.: МГУЛ, 2007. С. 459-461.
8. Сухарева Л.А. Полимеры в производстве тароупаковочных материалов [Текст]: учебн. пособие для студентов вузов / Л.А. Сухарева, В.С. Яковлев. - М.: ДеЛи принт, 2005. - 494 с.
Реферат
Изобретение относится к лакокрасочным покрытиям на металлических поверхностях и может быть использовано при формировании лакокрасочного покрытия на изделиях из древесины и древесных материалах. Описывается способ снятия внутренних напряжений лакокрасочных покрытий на металлических поверхностях, образованных жидкими лакокрасочными материалами - акриловыми, полиуретановыми или пентафталевыми. Способ включает воздействие на лакокрасочное покрытие постоянного электрического поля, образованного аэроионизационной электроэффлювиальной установкой с напряженностью Е=(1,2÷6)⋅10В/м при напряжении на высоковольтном генераторе установки (2-2,5)⋅10В. Расстояние между электроэффлювиальным излучателем установки и лакокрасочным покрытием составляет 0,04-0,2 м. Изобретение обеспечивает снижение усадочных напряжений в покрытии и ускорение отверждения или сушки покрытия в 1,5-2 раза при сохранении физико-механических показателей покрытия по сравнению с естественными условиями. 3 ил., 4 табл.
Формула
Документы, цитированные в отчёте о поиске
Составы для нанесения покрытий, включающие органофункциональные полисилоксановые полимеры, и применение указанных составов
Комментарии