Способ и устройство для изготовления пакетов или мешков - RU2598868C2
Код документа: RU2598868C2
Чертежи







Описание
ОБЛАСТЬ ТЕХНИКИ
[1] Настоящее изобретение относится в целом к изготовлению пакетов или мешков или наматыванию пленки или пакетов или мешков. Более конкретно, оно относится к машине и способу для изготовления пакетов или мешков с использованием поворотного барабана или относится к машине и способу для наматывания пленки или пакетов или мешков.
УРОВЕНЬ ТЕХНИКИ
[2] Известно много машин для изготовления пакетов или мешков. Одним видом таких машин является машина с поворотным барабаном. Машины с поворотным барабаном хорошо известны, и их подробное описание может быть взято из патентов США 7445590, 6117058, 4934993, 5518559, 5587032 и 4642084 (каждый из которых включен в настоящее описание посредством ссылки).
[3] Подробное описание работы машин с поворотным элементом для изготовления пакетов или мешков может быть взято из указанных выше патентов, однако в целом их работа может быть проиллюстрирована со ссылкой на фигуры чертежей патента США 6117058. Известная машина с поворотным элементом для изготовления пакетов или мешков осуществляет непрерывную обработку пленки/полотнища с использованием узла регулировки натяжения, пары валков для обеспечения подачи в барабан, барабана 208 для уплотнительного скрепления, пары валков для обеспечения выпуска из барабана, прижимного полотна для уплотнительного скрепления, пары валков для обеспечения подачи к ножу, ножа (который может быть выполнен в виде любого иного устройства для обработки полотнища, такого как перфоратор, резак, высекательная или вырубная машина, пробивная установка или установка для складывания) и пары валков для обеспечения выпуска из ножа и управляющего устройства. ′′Подающая секция′′ в значении, используемом в данном документе, включает в себя часть машины для изготовления пакетов или мешков, такую как разматывающее устройство и узел регулировки натяжения, т.е. часть машины, в которой происходит прием полотнища. ′′Выпускная секция′′ в значении, используемом в данном документе, включает в себя узлы, такие как перфораторы, наматывающие устройства, складывающие устройства и т.п., осуществляющие воздействие на полотнище далее по технологической цепочке после формирования уплотнительных скреплений.
[4] Подача полотнища к барабану осуществляется через узел регулировки натяжения. Барабан включает в себя множество стержней для уплотнительного скрепления. Стержни для уплотнительного скрепления нагревают, и они создают уплотнительное скрепление, формирующее из полотнища пакеты или мешки. Полотнище удерживают с упором в барабан (и стержни для уплотнительного скрепления) прижимным полотном с тефлоновым (Teflon®) покрытием. Расстояние между уплотнительными скреплениями, создаваемыми барабаном, соотносится с длиной пакетов или мешков (для пакетов или мешков, сформированных ′′конец-к-концу′′) или шириной пакетов или мешков (для пакетов или мешков, сформированных выполнением бокового уплотнительные скрепления). Пакеты или мешки, сформированные ′′конец-к-концу′′, выполняются одним уплотнительным скреплением от барабана, а пакеты или мешки, сформированные ′′сторона-к-стороне′′, выполняются парой уплотнительных скреплений. Диаметр барабана может быть отрегулирован и/или часть стержней для уплотнительного скрепления может быть задействована для задания расстояния между уплотнительными скреплениями и, следовательно, размера пакетов или мешков. Диаметр барабана регулируется с использованием резьбовых штоков. Как показано на фиг.1, в известном техническом решении полотнище после покидания барабана направляют к вращающемуся дисковому ножу, который создает перфорацию между пакетами или мешками или мог бы производить разделение соседних пакетов или мешков. В патенте США 7445590 раскрыто выполнение перфорации на барабане.
[5] Известные машины обычно включают в себя раздельные подающую секцию, секцию для уплотнительного скрепления и выпускную секцию. Каждая отдельная секция поддерживается несущей конструкцией, предназначенной для этой секции. Несущие конструкции обычно подвергали окрашиванию или на них наносили иное покрытие, они могли представлять собой секции, скрепленные друг с другом болтами, стальные трубы и т.п. Отделочные покрытия включали в себя грунтовочный слой, краску, никель, цинк, хром и т.п. Длина каждой секции могла составлять 15-20 футов (4,6-6,1 м) или более. Вследствие указанного размера каждой секции несущие конструкции обычно оказывались слишком крупными, чтобы обеспечивать возможность погружения для оцинковывания.
[6] Машины для изготовления пакетов или мешков часто включают в себя наматывающее устройство, расположенное далее по технологической цепочке. Известные наматывающие устройства описаны в патентах США 6186436, 5899403 и 7578779 и патентной публикации США 20070045463, каждый/каждая из которых включен/включена в настоящее описание посредством ссылки. Известные наматывающие устройства часто включают в себя три вала, установленных на револьверной головке. Одна револьверная головка находилась в положении перемещения или начала наматывания, в котором пленку сначала наматывают на револьверную головку, положении для наматывания, в котором осуществляется большая часть наматывания, и положении для сталкивания. Положение для наматывания используется для центральной и поверхностной намотки. Револьверная головка осуществляет поворот, и валы перемещаются к каждому положению. Для обеспечения нужной продолжительности цикла и скорости машины необходимо использовать три вала. Положение для сталкивания находится над положениями для перемещения и наматывания, что может приводить к воздействию удаляемого рулона на наматывание последующего рулона, если удаляемый рулон падает на пол. Намотанный рулон пакетов или мешков удаляют с вала. Известные валы могут быть выполнены сужающимися и/или имеют в поверхности сквозные отверстия для прохода воздуха, чтобы облегчать процесс удаления.
[7] Существует потребность в способе и машине для изготовления пакетов или мешков, обеспечивающих простую компактную конструкцию. Указанная машина предпочтительно включает в себя подающую, барабанную и выпускную секцию, размещенные на одной общей несущей конструкцией. Барабанная секция предпочтительно включает в себя регулируемый барабан, выполняемый с возможностью экономичного изготовления. Выпускная секция предпочтительно включает в себя наматывающее устройство, которое имеет револьверную головку с несколькими валами, включая положение для удаления намотанных рулонов, которое обеспечивает возможность удаления рулонов без вмешательства в процесс наматывания. Наматывание предпочтительно выполняют по центру и поверхности для большей части рулона. Валы предпочтительно имеют конструкцию, которая обеспечивает возможность простого удаления намотанных рулонов.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[8] Согласно первой особенности изобретения способ или машина для изготовления пакетов или мешков из пленки включает в себя подающую секцию, барабанную секцию и выпускную секцию. Барабанная секция принимает указанную пленку от подающей секции и имеет по меньшей мере один стержень для уплотнительного скрепления на этом барабане. Стержень для уплотнительного скрепления выполнен с возможностью формирования пакетов или мешков посредством уплотнительного скрепления указанной пленки. Выпускная секция расположена с возможностью приема пленки из барабанной секции. Барабанная секция прикреплена к первой и второй боковым несущим конструкциям. Каждая боковая несущая конструкция выполнена в виде цельных металлических пластин.
[9] В различных вариантах реализации изобретения первая и вторая боковые несущие конструкции выполнены без покрытия после формирования и/или содержат по меньшей мере одно такое вещество как оцинкованная сталь, отожженная и оцинкованная сталь, нержавеющая сталь или алюминий.
[10] В различных вариантах реализации изобретения выпускная секция включает в себя по меньшей мере одно из таких устройств, как складывающее устройство, наматывающее устройство и перфоратор.
[11] Барабанная секция включает в себя барабан с регулируемым диаметром, и/или стержни для уплотнительного скрепления включают в себя перфоратор в альтернативных вариантах реализации изобретения.
[12] В других вариантах реализации изобретения подающая и/или выпускная секции прикреплены к первой и второй боковым несущим конструкциям.
[13] Первая и вторая боковые несущие конструкции выполнены в виде электропроводящих соединительных перемычек и/или с возможностью уменьшения электростатического разряда посредством обеспечения создания электропроводящих путей на землю в различных вариантах реализации изобретения.
[14] Согласно второй особенности изобретения способ или машина для изготовления пакетов или мешков из пленки включает в себя подающую секцию, барабанную секцию и выпускную секцию. Барабанная секция принимает пленку от подающей секции и включает в себя по меньшей мере один стержень для уплотнительного скрепления на барабане, при этом указанный по меньшей мере один стержень для уплотнительного скрепления выполнен с возможностью формирования пакетов или мешков посредством уплотнительного скрепления указанной пленки. Барабан выполнен из первой и второй пластин и противоположных третьей и четвертой пластин. Первая пластина выполнена с возможностью поворота относительно второй пластины, а третья пластина выполнена с возможностью поворота относительно четвертой пластины. Расстояние от стержней для уплотнительного скрепления до центра барабана зависит от поворота этих пластин. Выпускная секция принимает указанную пленку от барабанной секции.
[15] В одном варианте реализации изобретения первая и четвертая пластины и/или вторая и третья пластины связаны таким образом, что поворот первой пластины относительно второй пластины связан с поворотом четвертой пластины относительно третьей пластины.
[16] Еще в одном варианте реализации изобретения первая и вторая пластины расположены с одной стороны траектории прохождения пленки, а третья и четвертая пластины расположены с противоположной стороны траектории прохождения пленки.
[17] Еще в одном варианте реализации изобретения первая пластина имеет множество нерадиальных канавок, а вторая пластина имеет множество радиальных или нерадиальных пазов с крепежными приспособлениями в указанных пазах и канавках. Указанные крепежные приспособления соединены со стержнями для уплотнительного скрепления. Таким образом, поворот первой пластины относительно второй пластины вызывает перемещение указанного крепежного приспособления в этом соответствующем пазу и этой соответствующей канавке, которое тем самым приводит к изменению расстояния от указанного соответствующего стержня для уплотнительного скрепления до центра барабана.
[18] В различных вариантах реализации изобретения нерадиальные канавки выполнены криволинейными или спиральными.
[19] В различных вариантах реализации изобретения пластины выполнены из оцинкованной стали и/или выполнены в виде дисков.
[20] Согласно третьей особенности изобретения наматывающее устройство для намотки пакетов или мешков или способ наматывания пакетов или мешков включает в себя револьверную головку, выполненную с возможностью поворота и имеющую положение для центральной и поверхностной намотки и положение только для центральной намотки. На револьверной головке консольно установлены два вала. Когда один вал находится в положении для центральной и поверхностной намотки, другой вал находится в положении только для центральной намотки.
[21] В одном варианте реализации изобретения сталкивающая лопасть установлена в положении для сталкивания, а еще в одном варианте реализации изобретения на каждом валу используется скребок, проходящий на 360 градусов.
[22] В различных вариантах реализации изобретения револьверная головка осуществляет поворот вокруг горизонтальной оси, и/или положение для центральной и поверхностной намотки находится не ниже положения для сталкивания, и/или положение для центральной и поверхностной намотки и положение только для центральной намотки находятся в горизонтальной плоскости, и/или положение для сталкивания находится в том же самом месте, что и положение для центральной намотки.
[23] Согласно третьей особенности изобретения наматывающее устройство для намотки пакетов или мешков или способ наматывания пакетов или мешков включает в себя револьверную головку, выполненную с возможностью поворота, имеющую по меньшей мере один вал, консольно установленный на ней. Вал включает в себя первую часть, выполненную с возможностью складывания сжиманием в радиальном направлении.
[24] В одном варианте реализации изобретения первая часть выполнена из двух противоположных деталей с эластичным баллоном, расположенным внутри по меньшей мере одной из указанных деталей таким образом, что надувание эластичного баллона приводит к увеличению длины замкнутого контура первой части, а выпуск газа из эластичного баллона приводит к уменьшению длины замкнутого контура первой части. Вторая часть может быть выполнена имеющей полую внутреннюю область, соединенную по текучей среде с эластичным баллоном, так что обеспечена возможность подачи текучей среды к эластичному баллону и ее удаления из него через внутреннюю область указанной второй части.
[25] Еще в одном варианте реализации изобретения каждая из указанных двух противоположных деталей имеет полукруглую форму.
[26] Еще в одном варианте реализации изобретения вал имеет вторую часть, выполненную без возможности складывания сжиманием.
[27] Еще в одном варианте реализации изобретения первая и/или вторая части имеют сужающуюся форму.
[28] Другие основные признаки и преимущества настоящего изобретения станут очевидны для специалистов в данной области техники из последующих фигур чертежей, раздела описания ′′Осуществление изобретения′′ и прилагаемой формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[29] На фиг.1 показан перспективный вид машины для изготовления пакетов или мешков в соответствии с предпочтительным вариантом реализации изобретения;
[30] на фиг.2 показана машина для изготовления пакетов или мешков в соответствии с предпочтительным вариантом реализации изобретения;
[31] на фиг.3 показан перспективный вид барабана в соответствии с предпочтительным вариантом реализации изобретения;
[32] на фиг.4 показан перспективный вид барабана в соответствии с предпочтительным вариантом реализации изобретения;
[33] на фиг.5 показан перспективный вид барабана в соответствии с предпочтительным вариантом реализации изобретения;
[34] на фиг.6 показан перспективный вид наматывающего устройства в соответствии с предпочтительным вариантом реализации изобретения;
[35] на фиг.7 показан перспективный вид машины для изготовления пакетов или мешков в соответствии с предпочтительным вариантом реализации изобретения;
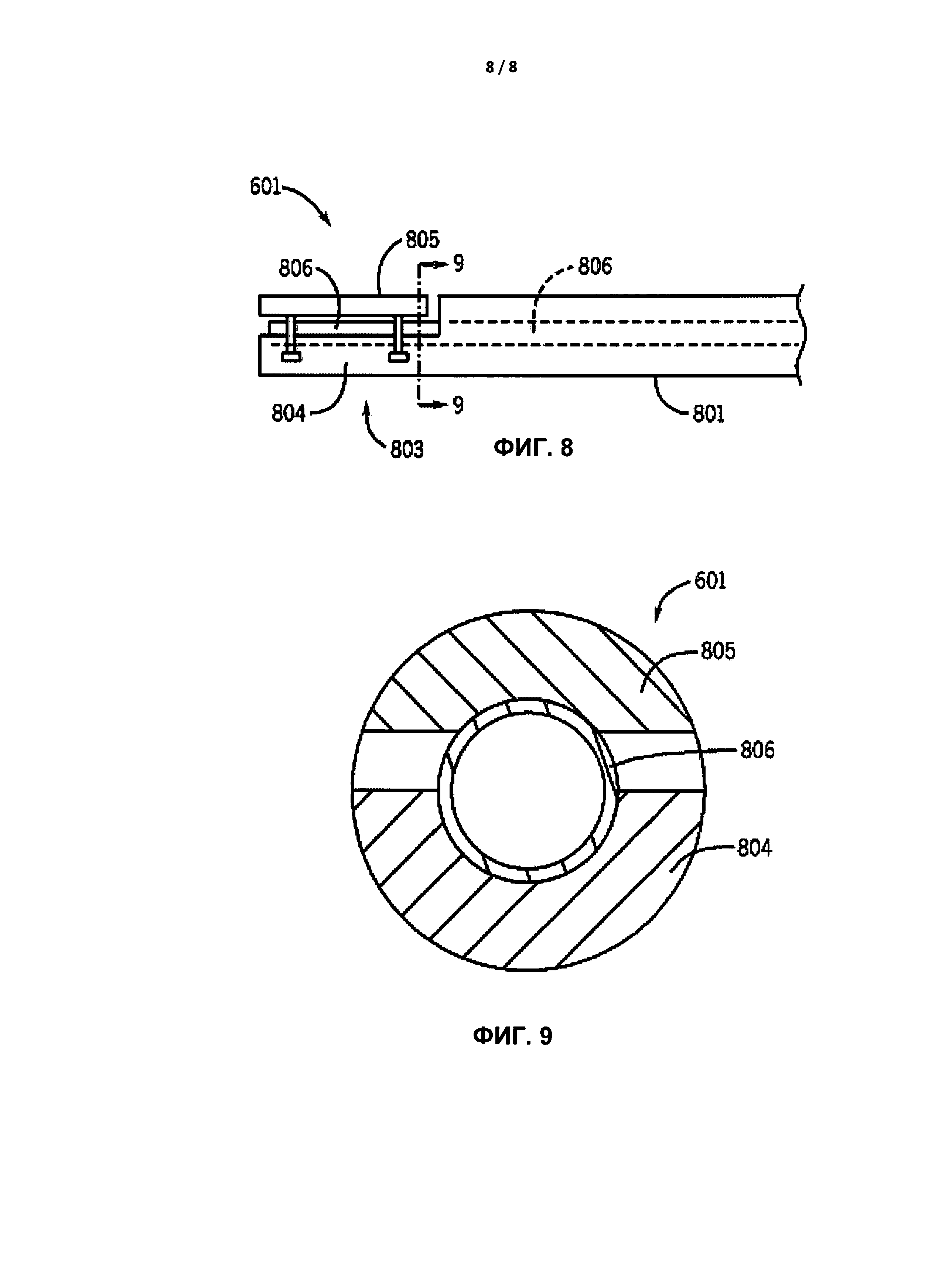
[36] на фиг.8 показан вид сбоку вала в соответствии с предпочтительным вариантом реализации изобретения и
[37] на фиг.9 показано поперечное сечение вала в соответствии с предпочтительным вариантом реализации изобретения.
[38] Перед подробным раскрытием по меньшей мере одного варианта реализации изобретения следует отметить, что оно не ограничивается в своем применении деталями конструкции и расположением компонентов, изложенными в последующем описании или проиллюстрированными на фигурах чертежей. Данное изобретение может быть реализовано в других вариантах или осуществлено по-другому. Также следует понимать, что формулировки и терминология, используемые в данном документе, применяются только в целях описания и не должны рассматриваться как ограничивающие. Одинаковые ссылочные номера используются в данном документе для обозначения одинаковых компонентов.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[39] Хотя настоящее изобретение будет проиллюстрировано со ссылкой на конкретные машину и способ, прежде всего следует понимать, что это изобретение также может быть реализовано с другими конструкциями или с применением других этапов.
[40] Изобретение обеспечивает создание машины для изготовления пакетов или мешков, которая является компактной и экономичной в изготовлении. Машина предпочтительно включает в себя общую несущую конструкцию (или две общих боковых пластины) для подающей, барабанной и выпускной секций. Каждая боковая пластина предпочтительно выполнена в виде цельной детали, на которую нанесено отожженное цинковое покрытие, цинковое покрытие и т.п. и которую не требуется красить или покрывать чем-либо после резки или формирования. Компактность этой конструкции обеспечивает возможность погружения и оцинковывания.
[41] Барабан предпочтительно имеет регулируемый диаметр для обеспечения изменения длины пакетов или мешков, а способ его изготовления предпочтительно обеспечивает возможность экономии. В частности, в предпочтительном варианте реализации изобретения обеспечивается использование двух пар противоположных пластин. Одна пластина каждой пары имеет пазы, а другая канавки. Пазы и канавки расположены под углом относительно друг друга. Стержни для уплотнительного скрепления для барабана прикреплены к крепежным приспособлениям, осуществляющим перемещение в этих пазах и канавках. Таким образом, по мере поворота пластин относительно друг друга изменяется местоположение крепежного приспособления и расстояние стержня для уплотнительного скрепления от центра барабана.
[42] Машина для изготовления пакетов или мешков предпочтительно включает в себя наматывающее устройство, которое предпочтительно включает в себя револьверную головку с двумя валами. Револьверная головка имеет положение начала намотки, в котором происходит большая часть наматывания и при котором наматывание является центральным и поверхностным. Револьверная головка имеет положение окончания намотки, в котором происходит остальное наматывание и которое представляет собой положение только для центральной намотки. Таким образом, большая часть наматывания является центральным и поверхностным, которое обеспечивает плотную намотку, а наружная часть представляет собой только центральную намотку, которая может быть более свободной. Револьверная головка предпочтительно включает в себя положение для сталкивания, которое находится не выше положений для наматывания. Таким образом, обеспечена возможность падения рулонов на пол без соударения с валом для наматывания. Валы предпочтительно имеют конструкцию, обеспечивающую возможность складывания сжиманием для облегчения удаления намотанных рулонов.
[43] На фиг.1 показан перспективный вид машины 100 для изготовления пакетов или мешков, которая включает в себя две боковые несущие конструкции 101 и 102, подающую секцию 104, барабанную секцию 106 и выпускную секцию 108. ′′Подающая секция′′ в значении, используемом в данном документе, представляет собой секцию машины для изготовления пакетов или мешков, в которой осуществляется подача пленки, ее экструзия, разматывание и т.п. ′′Барабанная секция′′ в значении, используемом в данном документе, представляет собой секцию машины для изготовления пакетов или мешков, в которой осуществляют уплотнительное скрепление пленки для формирования пакетов или мешков. ′′Выпускная секция′′ в значении, используемом в данном документе, представляет собой секцию машины для изготовления пакетов или мешков, в которую пленку направляют после уплотнительного скрепления, и может использоваться для складывания, перфорирования, наматывания и т.п. В альтернативных вариантах реализации изобретения используется большее или меньшее количество этих секций.
[44] Каждая боковая несущая конструкция 101 и 102 выполнена в виде цельной металлической пластины. Эта цельная металлическая пластина предпочтительно выполнена из оцинкованной стали. В различных вариантах реализации изобретения пластины могут быть выполнены из отожженной и оцинкованной стали, нержавеющей стали, алюминия или из сочетаний этих и других материалов. ′′Цельная металлическая пластина′′ в значении, используемом в данном документе, представляет собой металлическую пластину, выполненную без удерживания вместе посредством крепежных элементов, таких как болты, винты, заклепки и т.п.
[45] Эти различные секции прикреплены к несущим конструкциям 101 и 102 и между ними. Несущие конструкции выполнены такого размера, который обеспечивает возможность погружения и оцинковывания. После формирования их не окрашивают и не подвергают какому-либо покрытию. Несущие конструкции формируют при резке пластины, ее обработке на станке, выполнении в ней отверстий и т.п. Поскольку несущая конструкция представляет собой цельную пластину и после формирования не подвергается покраске или нанесению покрытия, каждая несущая конструкция действует как цельная электропроводящая соединительная перемычка, она обеспечивает уменьшение электростатического разряда и не имеет областей электропроводящих соединительных поверхностей, создающих вредные высокочастотные помехи. Указанные две боковые пластины могут быть соединены третьим элементом несущей конструкции, который представляет собой электропроводящую соединительную перемычку, для уменьшения электростатического разряда. ′′Соединение электропроводящей перемычкой′′ в значении, используемом в данном документе, представляет собой использование независимого соединения между проводниками или между проводником и материалом, рассеивающим энергию, чтобы создать путь низкого полного электрического сопротивления для облегчения миграции заряда там, где это не может быть обеспечено иным образом. ′′Электропроводящая соединительная перемычка′′ в значении, используемом в данном документе, представляет собой проводник для соединения электропроводящей перемычкой, чтобы обеспечить создание эффективного электропроводящего пути на землю для высокочастотных помех, таких как в диапазоне 50 кГц-1 МГц. ′′Цельная электропроводящая соединительная перемычка′′ в значении, используемом в данном документе, представляет собой электропроводящую соединительную перемычку, сформированную из цельной металлической пластины или детали.
[46] Машина 100 для изготовления пакетов или мешков предпочтительно включает в себя верхние раздвижные двери, выполненные из a polycarbonate resin thermoplastic и имеющие отверстия ПО для доступа величиной шесть дюймов (15 см). Боковые пластины 101 и 102 предпочтительно выполнены из листовой стали типоразмера ′′8 GA′′ (0,1644 дюйма (4,18 мм)). Размеры боковых несущих конструкций 101 и 102 предпочтительно составляют в длину 10 футов (3 м), в высоту 39 дюймов (99 см), а сама машина предпочтительно выполнена шириной 42 дюйма (107 см).
[47] В различных альтернативных вариантах реализации изобретения подающую секцию и/или выпускную секцию выполняют имеющими или имеющей собственные боковые несущие конструкции. Кроме того, барабанная секция может не использоваться.
[48] На фиг.2 показана траектория прохождения пленки 201 относительно машины 100 для изготовления пакетов или мешков, имеющей подающую секцию 104, барабанную секцию 106 и выпускную секцию 108. Секция 104 включает в себя разматывающее устройство. Машина может быть выполнена с одной рабочей дорожкой или двумя рабочими дорожками. В альтернативных вариантах реализации изобретения пленку подают через узел регулировки натяжения от экструдера. Траектория пленки проходит от подающей секции 102 к барабанной секции 104.
[49] Барабанная секция 106 включает в себя барабан с прижимным полотном. Барабан предпочтительно выполнен в соответствии с нижеследующим описанием и имеет по меньшей мере один стержень для уплотнительного скрепления. Предпочтительно используется множество стержней для уплотнительного скрепления, а более предпочтительно четыре стержня для уплотнительного скрепления и имеющих максимальный диаметр 38 дюймов (97 см). В предпочтительном варианте реализации изобретения барабан имеет регулируемый диаметр. ′′Барабан с регулируемым диаметром′′ в значении, используемом в данном документе, представляет собой барабан, в котором расстояние между стержнями для уплотнительного скрепления и расстояние от стержня для уплотнительного скрепления до центра барабана является регулируемым. В альтернативных вариантах реализации изобретения используется барабанная секция, выполненная в соответствии с известными техническими решениями. Прижимное полотно может иметь известную конструкцию. В одном варианте реализации изобретения барабан не используется или не имеет стержней для уплотнительного скрепления, или его стержни для уплотнительного скрепления отключены. В таком альтернативном варианте реализации изобретения указанная машина может быть использована для выполнения листов без каких-либо уплотнительных скреплений. Стержни для уплотнительного скрепления могут быть известными стержнями для уплотнительного скрепления или более новыми известными стержнями для уплотнительного скрепления с перфорацией, сформированной на барабане.
[50] Траектория пленки проходит от барабанной секции 106 к выпускной секции 108. В предпочтительном варианте реализации изобретения выпускная секция 108 включает в себя складывающее устройство 203, зажимные средства 205, нож или перфоратор 207, устройство 209 для регулировки натяжения, датчик 211 перфорации и наматывающее устройство 213. Траектория прохождения пленки 201 проходит через эти компоненты в указанном выше порядке. В предпочтительном варианте реализации изобретения используются различные компоненты для решения различных задач. При складывании звездой (starfolded) (продольной фальцовке (prefolded)) не используется ни доска для складывания, ни зажимные средства перед перфоратором. Для плоских полотнищ, сложенных поверх V-образной доски предпочтительно используются зажимные средства до использования перфоратора. ′′Складывающее устройство′′ в значении, используемом в данном документе, представляет собой устройство, которое является частью машины для изготовления пакетов или мешков или используется с ней и которая осуществляет складывание пленки или складывание пакетов или мешков после формирования. ′′Наматывающее устройство′′ в значении, используемом в данном документе, представляет собой устройство, которое является частью машины для изготовления пакетов или мешков или используется с ней и которая осуществляет намотку пленки, или намотку пакетов или мешков после формирования. ′′Перфоратор′′ в значении, используемом в данном документе, представляет собой устройство, которое является частью машины для изготовления пакетов или мешков или используется с ней и осуществляет перфорирование пленки. В одном предпочтительном варианте реализации изобретения устройство (накопитель) 209 для регулировки натяжения не используется.
[51] В альтернативных вариантах реализации изобретения складывающее устройство 203 может быть выполнено отличным от складывающего устройства с V-образной доской или может быть опущено. В различных вариантах реализации изобретения перфоратор 205 предпочтительно выполнен в виде ножа и может представлять собой перфоратор, установленный поперек полотнища, перфоратор, входящий в состав поточной линии, перфоратор синусоидального изменения, диагональный перфоратор или иные перфораторы. Перфоратор 205 может быть опущен при условии использования более новых стержней для уплотнительного скрепления, которыми формируется перфорация, или если в перфорации нет необходимости. В предпочтительном варианте реализации изобретения датчик 211 перфорации выполнен оптическим, однако он может быть выполнен имеющим другую конструкцию или опущен, если в нем нет необходимости. Наматывающее устройство 213 подробно описано ниже, но в предпочтительном варианте реализации изобретения включает в себя револьверную головку с двумя валами.
[52] На фиг.3, 4 и 5 показаны перспективные виды барабана 301. Конструкции, показанные на фиг.3, 4 и 5, немного отличаются друг от друга, но каждая из них выполнена в соответствии с предпочтительным вариантом реализации изобретения. Барабан 301 включает в себя две пары пластин. Первая пара включает в себя пластины 303 и 304. Вторая пара пластин включает в себя пластину 306 и пластину, расположенную за пластиной 306, соответствующую пластине 303. На фиг.4 и 5 показаны пластины 304 и 306.
[53] Пластины 304 и 306 имеют множество радиальных пазов, выполненных в них. Пластина 303 и соответствующая ей пластина имеют нерадиальные канавки 313, выполненные в них. Нерадиальные канавки также представлены на пластине 304 на фиг.4 и 5 (хотя пластина 303 даже не показана), чтобы проиллюстрировать способ, которым осуществляют изменение диаметра барабана и длины пакетов или мешков. Однако в предпочтительном варианте реализации изобретения нерадиальные канавки выполнены только на пластине 303 и соответствующей пластине, а не на пластинах 304 и 306. ′′Нерадиальные канавки′′ в значении, используемом в данном документе, представляют собой канавку, проходящую в нерадиальном направлении. ′′Радиальные пазы′′ в значении, используемом в данном документе, представляют собой пазы, проходящие в радиальном направлении. В альтернативных вариантах реализации изобретения указанные нерадиальные пазы выполнены прямыми, криволинейными, спиральными или иной формы. Еще в одних альтернативных вариантах реализации изобретения пазы выполнены криволинейными, а канавки прямыми или канавки выполнены под углом или с шагом, отличным от пазов, или канавки выполнены на пластине 304, а пазы на пластине 303. Канавки и пазы могут быть выполнены нерадиальными при условии, что они проходят под углом или с шагом относительно друг друга.
[54] Монтажные крепежные приспособления 315 соотнесены с каждыми канавкой и пазом (с номером показано одно, остальные идентичны). В частности, крепежные приспособления 315 включают в себя направляющий блок 315А (см. фиг.3), прикрепленный к направляющей 315 В. Направляющая 315 В находится как в пазу 311, так и в канавке 313. Когда пластину 304 поворачивают относительно пластины 303, направляющая 315 В перемещается как в пазу 311, так и канавке 313. Нерадиальная конфигурация канавки 313 вынуждает направляющие 315 перемещаться к центру пластин 303 и 304 или от него.
[55] Поперечный элемент 315D соединяет направляющие блоки 315А, связанные с пластиной 306, с направляющими блоками 315А, связанными с пластиной 304. Таким образом, по мере поворота пластины 303 относительно пластины 304 и поворота пластины 306 относительно другой соответствующей пластины и по мере перемещения направляющих блоков 315А и направляющих 315 В к центру пластин 304 и 306 или от него, поперечные элементы 315D перемещаются к центру барабана 301 или от него. Для увеличения прочности направляющая 315С выполнена только в пазах 311. Стержни для уплотнительного скрепления установлены по необходимости на поперечных элементах 315D. Таким образом, стержни для уплотнительного скрепления также перемещаются по мере изменения диаметра барабана. В предпочтительном варианте реализации изобретения используются двенадцать поперечных элементов и четыре стержня для уплотнительного скрепления.
[56] В предпочтительном варианте реализации изобретения пластины 303 и 304 выполнены с возможностью поворота относительно друг друга с использованием углового коленчатого рычага. Два зажима 320 предотвращают поворот этих пластин при работе машины. Соединитель 322 соединяет две пары пластин для обеспечения того, что диаметр барабана одинаков с обеих сторон. Для обеспечения поворота этих пластин относительно друг друга угловой коленчатый рычаг может быть прикреплен к зубчатому колесу возле зажима 320. В альтернативных вариантах реализации изобретения для осуществления регулировки дисков или пластин используется двигатель, а когда машина остановлена, может быть использована движущаяся пленка или угловой коленчатый рычаг. Пластины предпочтительно выполнены из оцинкованной стали, предпочтительно из декапированной и смазанной (′′pickled and oiled′′) стали толщиной дюйма (6,4 мм) с пазами/канавками, прорезанными лазером.
[57] На фиг.6 и 7 показано наматывающее устройство в соответствии с предпочтительным вариантом реализации изобретения, которое включает в себя валы 601 и 603, установленные на револьверной головке 605. Два вала используются потому, что эта конструкция является экономически целесообразной. При работе пленка приближается к валу 601. Транспортер 703 обеспечивает поддержку для начала процесса наматывания. Для облегчения начала этого процесса может быть использовано известное устройство с воздушной горловиной (airhorn).
[58] После начала этого процесса револьверная головка не двигается, и продолжается наматывание рулона в начальном положении. Если перфорация прерывается, револьверная головка выдает указательный сигнал и наматывание начинается на другом валу. В начальном положении наматывание является центральным и поверхностным, поэтому это положение является положением для центральной и поверхностной намотки. ′′Положение для центральной и поверхностной намотки′′ в значении, используемом в данном документе, является положением на револьверной головке, при котором наматывание является как центральным, так и поверхностным. Такое наматывание в целом обеспечивает более плотную намотку. Центральное и поверхностное наматывание может обеспечивать более красивый внешний вид на поверхности рулона, даже если задано большое натяжение.
[59] После наматывания большей части рулона, в предпочтительном варианте реализации изобретения 75-95% наматывания, осуществляется поворот револьверной головки таким образом, что вал 601 перемещается в положение вала 603. Наматывание рулона здесь завершается посредством только центрального наматывания. Таким образом, положение, в котором показан вал 603, является положением только для центральной намотки. Только центральное наматывание для оставшихся 5-25% намотки способствует сталкиванию намотанного рулона и уменьшению необходимости в третьем положении для вала, оно обеспечивает упрощенную конструкцию транспортера, и при этом сталкиваемый рулон не падает в область наматывания. ′′Положение только для центральной намотки′′ в значении, используемом в данном документе, является положением на револьверной головке, в котором наматывание является центральным и не является поверхностным. Такое наматывание в целом обеспечивает более свободную намотку. Если натяжение задано слишком сильным, наматывание, осуществляемое только центрально, может приводить к образованию линий напряжения и продольным морщинам.
[60] Сталкивающая лопасть 705 производит удаление рулона с вала в положении, в котором показан вал 603. Сталкивающая лопасть 705 работает так, как известно в данной области техники. Поскольку удаление рулона происходит в месте расположения показанного вала 603, то это положение также является положением для сталкивания. В предпочтительном варианте реализации изобретения положения для сталкивания и только для центральной намотки совпадают, хотя они могут отличаться. ′′Положение для сталкивания′′ в значении, используемом в данном документе, является положением на револьверной головке, в котором происходит сталкивание рулона с вала, например сталкивающей лопастью. В альтернативном варианте реализации изобретения на каждом валу вместо сталкивающей лопасти или вместе с ней используется скребок, проходящий на 360 градусов.
[61] Положение для сталкивания является таким, что сталкиваемый рулон не будет мешать наматыванию, так как оно находится не выше положения для центрального и поверхностного наматывания. В результате этого, когда рулон падает, он не задевает другой вал. ′′Положение находится не ниже другого положения′′ в значении, используемом в данном документе, означает, что когда производится удаление рулона из первого положения, он не ударит ничего из находящегося во втором положении. В предпочтительном варианте реализации изобретения револьверная головка выполнена вертикальной, а валы находятся в горизонтальной плоскости. На фигурах чертежей показана предпочтительная конструкция приводного ремня, в которой осуществляется привод обоих валов, находящихся под управлением одного из двух серводвигателей.
[62] В альтернативных реализациях изобретения используются другие конструкции и варианты размещения оборудования, например, не используются револьверная головка с одним валом и накопитель, находящийся выше по технологической цепочке. Другие варианты реализации изобретения включают в себя поворот секции наматывающего устройства, так что револьверная головка находится в горизонтальной плоскости или диагональной плоскости.
[63] Показанный на фиг.8 и 9 вал 601 включает в себя первую часть 801 и вторую часть 803. Вторая часть 803 предпочтительно выполнена с возможностью складывания сжиманием и включает в себя верхнюю часть 805 и нижнюю часть 804. Эластичный баллон 806 расположен между верхней и нижней частями. Текучая среда, такая как воздух, подается через воздушный канал 808 в части 801. Таким образом, эластичный баллон 506 соединен по текучей среде с источником текучей среды. Термин ′′соединен по текучей среде′′ в значении, используемом в данном документе, относится к соединению, которое обеспечивает возможность прохождения текучей среды, включая газ, от одной части к другой. Валы могут быть установлены на существующих наматывающих устройствах.
[64] При наматывании обеспечена возможность расширения вала 601 разжиманием (таким образом, как показано на фиг.9), а при удалении рулона обеспечена возможностью сложения вала 601 сжиманием для упрощения удаления. В известных валах выполнены воздушные каналы для направления воздуха к отверстиям в указанной поверхности (для упрощения удаления рулона). Этот источник воздуха может быть использован для надувания эластичного баллона, а также может быть направлен к отверстиям в поверхности вала 601 для упрощения удаления рулона. Для управления воздушным потоком могут быть использованы один или большее количество клапанов.
[65] В предпочтительном варианте реализации изобретения вал выполнен с возможностью складывания сжиманием в радиальном направлении, а в альтернативных вариантах реализации изобретения складывание сжиманием осуществляют по-другому. В предпочтительном варианте реализации изобретения используются части 804 и 805 круглой формы, благодаря чему при расширении разжиманием поперечное сечение их наружной периферии представляет собой полную окружность. В альтернативных вариантах реализации изобретения используются другие формы. ′′Выполненный с возможностью складывания сжиманием в радиальном направлении′′ в значении, используемом в данном документе, означает возможность складывания сжиманием в радиальном направлении с обеспечением уменьшения длины замкнутого контура. ′′Полукруглая форма′′ в значении, используемом в данном документе, представляет собой круглую форму, разрезанную пополам по диаметру.
[66] В одном альтернативном варианте реализации изобретения используется часть 803 вала, имеющая прямоугольное, предпочтительно квадратное, поперечное сечение, и при надувании секции 804 и 805 являются прямоугольными или квадратными. На пленку по мере ее наматывания наносят адгезив. Рулоны с небольшим количеством пакетов или мешков, например 5-10, являются прямоугольными или квадратными, обеспечивая возможность размещения информационных сообщений на каждой плоской поверхности. Также обеспечена возможность укладки этих квадратных или прямоугольных рулонов в стопу, чтобы избежать необходимости складывания пакетов или мешков в квадратную/прямоугольную картонную коробку. Вокруг квадратного рулона перед его сталкиванием с квадратного вала может быть обернута этикетка. Применение полиэтиленовой печатной этикетки обеспечивает возможность упрощения повторной переработки (производителем) отбракованного продукта без необходимого для этого удаления бумажной этикетки или ленты (обычно выполняемого вручную).
[67] Эластичный баллон 806 предпочтительно выполнен в виде эластичного баллона для воздуха, хотя в альтернативных вариантах реализации изобретения используются жидкости, такие как гидравлические текучие среды. Еще одни варианты реализации изобретения включают в себя механические средства, такие как рычажный механизм, проходящий через середину вала и приводимый в действие с одного конца вала, или использование клиновидной конструкции, или использование конструкции рычажного механизма с четырьмя стержнями.
[68] В предпочтительном варианте реализации изобретения части 804 и 805 выполнены сужающимися и имеют меньший диаметр возле кончика при выпуске газа. В других вариантах реализации изобретения сужающейся может быть выполнена только одна часть или другая или ни одна из них не выполнена сужающейся.
[69] В настоящем изобретении могут быть выполнены многочисленные модификации, которые тем не менее охватываются его испрашиваемым объемом. Таким образом, должно быть очевидным, что в соответствии с настоящим изобретением раскрыты способ и устройство в отношении машины для изготовления пакетов или мешков и или наматывающее устройство, и/или способ изготовления или наматывания пакетов или мешков, которые полностью соответствуют задачам и преимуществам, изложенным выше. Хотя данное изобретение описано со ссылкой на конкретные варианты его реализации, специалистам в данной области техники будет очевидно, что существуют другие многочисленные его альтернативы, модификации и варианты. Соответственно, оно охватывает все такие альтернативы, модификации и варианты, которые охватываются прилагаемой формулой изобретения.
Реферат
Раскрыта машина для изготовления пакетов или мешков, содержащая подающую, барабанную и выпускную секции. Барабанная секция имеет по меньшей мере один стержень для уплотнительного скрепления на барабане. Указанные секции прикреплены к боковым несущим конструкциям, выполненным в виде цельных металлических пластин. Несущие конструкции выполнены без покрытия после формирования и/или содержат по меньшей мере одно такое вещество как оцинкованная сталь, отожженная и оцинкованная сталь, нержавеющая сталь или алюминий. Барабан выполнен из первой и второй пластин и противоположных третьей и четвертой пластин. Первая пластина выполнена с возможностью поворота относительно второй пластины, а третья пластина выполнена с возможностью поворота относительно четвертой пластины. Расстояние от стержней для уплотнительного скрепления до центра барабана зависит от поворота этих пластин. Первая пластина имеет множество нерадиальных канавок, а вторая пластина имеет множество радиальных пазов с крепежными приспособлениями в пазах и канавках. Крепежные приспособления соединены со стержнями для уплотнительного скрепления. Нерадиальные канавки выполнены криволинейными и/или спиральными. Пластины выполнены из оцинкованной стали и/или выполнены в виде дисков. Наматывающее устройство включает в себя револьверную головку, выполненную с возможностью поворота и имеющую положение для центральной и поверхностной намотки и положение только для центральной намотки. Когда один вал находится в положении для центральной и поверхностной намотки, другой вал находится в положении только для центральной намотки. Сталкивающая лопасть
Формула
подающую секцию;
барабанную секцию, содержащую барабан и расположенную с возможностью приема пленки от подающей секции и включающую в себя по меньшей мере один стержень для уплотнительного скрепления на этом барабане, при этом стержень для уплотнительного скрепления выполнен с возможностью формирования пакетов или мешков посредством уплотнительного скрепления указанной пленки;
выпускную секцию, расположенную с возможностью приема пленки из барабанной секции; и
первую и вторую боковые несущие конструкции, причем барабанная секция прикреплена к первой и второй боковым несущим конструкциям, первая боковая несущая конструкция выполнена в виде цельной металлической пластины, и вторая боковая несущая конструкция выполнена в виде цельной металлической пластины, при этом
первая и вторая боковые несущие конструкции выполнены в виде электропроводящей соединительной перемычки.
первая и вторая боковые несущие конструкции выполнены без покрытия после формирования.
первая и вторая боковые несущие конструкции содержат по меньшей мере одно такое вещество, как оцинкованная сталь, отожженная и оцинкованная сталь, нержавеющая сталь или алюминий.
выпускная секция включает в себя складывающее устройство и наматывающее устройство.
выпускная секция включает в себя по меньшей мере перфоратор и/или рубящий нож.
барабанная секция включает в себя барабан с регулируемым диаметром, которым обеспечена возможность регулировки длины пакета или мешка.
указанный по меньшей мере один стержень для уплотнительного скрепления включает в себя перфоратор.
выпускная секция прикреплена к первой и второй боковым несущим конструкциям.
подающая секция прикреплена к первой и второй боковым несущим конструкциям.
первая боковая несущая конструкция выполнена в виде цельной электропроводящей соединительной перемычки, и
вторая боковая несущая конструкция выполнена в виде цельной электропроводящей соединительной перемычки, при этом первая боковая несущая конструкция и вторая боковая несущая конструкция соединены третьим элементом несущей конструкции, выполненным в виде электропроводящей соединительной перемычки.
первая и вторая боковые несущие конструкции выполнены с возможностью уменьшения электростатического разряда посредством обеспечения создания первого и второго электропроводящего пути на землю.
барабанную секцию, расположенную с возможностью приема пленки от подающей секции и включающую в себя
барабан и по меньшей мере один стержень для уплотнительного скрепления на этом барабане, причем
указанный по меньшей мере один стержень для уплотнительного скрепления выполнен с возможностью формирования пакетов или мешков посредством уплотнительного скрепления указанной пленки,
барабан выполнен из первой и второй пластины и противоположных третьей и четвертой пластины, при этом
первая пластина выполнена с возможностью поворота относительно второй пластины, а третья пластина выполнена с возможностью поворота относительно четвертой пластины, причем
расстояние от указанного по меньшей мере одного стержня для уплотнительного скрепления до центра барабана
зависит от поворота первой пластины относительно второй пластины и, кроме того,
зависит от поворота третьей пластины относительно четвертой пластины;
и выпускную секцию, расположенную с возможностью приема пленки из барабанной секции.
указанные первая и третья пластины связаны таким образом, что поворот первой пластины относительно второй пластины связан с поворотом третьей пластины относительно четвертой пластины.
указанные вторая и четвертая пластины связаны таким образом, что поворот первой пластины относительно второй пластины связан с поворотом третьей пластины относительно четвертой пластины.
первая и вторая пластины расположены с одной стороны траектории прохождения пленки, а третья и четвертая пластины расположены с противоположной стороны траектории прохождения пленки.
первая пластина имеет множество нерадиальных канавок,
вторая пластина имеет множество пазов, выполненных под углом относительно канавок,
а указанный по меньшей мере один стержень для уплотнительного скрепления представляет собой множество стержней для уплотнительного скрепления, и
каждый стержень из указанного множества стержней для уплотнительного скрепления прикреплен к соответствующему крепежному приспособлению, размещенному в соответствующем пазу из указанного множества пазов и соответствующей канавке из указанного множества канавок, посредством чего
поворот первой пластины относительно второй пластины вызывает перемещение крепежного приспособления в этом соответствующем пазу и этой соответствующей канавке,
которое приводит к изменению расстояния от указанного соответствующего стержня для уплотнительного скрепления до центра барабана.
револьверную головку, выполненную с возможностью поворота, имеющую только два рабочих положения, включающие положение для центральной и поверхностной намотки и положение только для центральной намотки;
первый вал, консольно установленный на револьверной головке;
второй вал, консольно установленный на револьверной головке таким образом, что, когда первый вал находится в положении для центральной и поверхностной намотки, второй вал находится в положении только для центральной намотки, а когда первый вал находится в положении только для центральной намотки, второй вал находится в положении для центральной и поверхностной намотки.
сталкивающую лопасть, установленную в положении для сталкивания.
револьверная головка расположена с возможностью поворота вокруг горизонтальной оси.
положение для центральной и поверхностной намотки находится не ниже положения для сталкивания.
положение для центральной и поверхностной намотки и положение только для центральной намотки находятся в горизонтальной плоскости, а
положение для сталкивания находится в том же самом месте, что и положение для центральной намотки.
револьверную головку, выполненную с возможностью поворота, имеющую по меньшей мере один вал, консольно установленный на ней и включающий в себя первую часть, выполненную с возможностью складывания сжиманием в радиальном направлении.
первая часть выполнена из двух противоположных деталей с эластичным баллоном, расположенным внутри по меньшей мере одной из указанных деталей, таким образом, что надувание эластичного баллона приводит к увеличению длины замкнутого контура первой части, а выпуск газа из эластичного баллона приводит к уменьшению длины замкнутого контура первой части.
каждая их указанных двух противоположных деталей имеет полукруглую форму.
вторая часть имеет полую внутреннюю область, соединенную по текучей среде с эластичным баллоном, благодаря чему обеспечена возможность подачи текучей среды к эластичному баллону и ее удаления из него через внутреннюю область указанной второй части.
револьверную головку, выполненную с возможностью поворота, имеющую по меньшей мере один вал, консольно установленный на ней, причем
вал включает в себя первую часть, выполненную с возможностью складывания сжиманием и имеющую сложенное сжиманием положение, и расширенное разжиманием положение, имеющее прямоугольное сечение.
Документы, цитированные в отчёте о поиске
Устройство для формования трубчатых контейнеров с усиленными кромками и контейнер
Комментарии