Армированные слоистые пластиковые материалы, применяемые при производстве печатных плат, способ получения таких слоистых материалов и получаемые изделия - RU2080750C1
Код документа: RU2080750C1
Чертежи































Описание
Изобретение касается пластиковых конструкций с волоконным армированием, а также соответствующих способов изготовления и изделий, в частности печатных плат.
Обычно печатные платы изготавливают на основе ткани и в особенности стеклоткани, пропитываемой какой-либо смолой, например, эпоксидной, и частично отверждают до В-стадии. Затем с одной или с обеих сторон предварительно пропитанного материала В-стадии помещают медную фольгу, обработанную с одной стороны для достижения хорошего соединения. Полученную таким образом сборку помещают между стальными плитами, причем между плитами и сборкой предусматривают подходящую антиадгезионную смазку или антиадгезионную пленку, и нагревают при действии тепла и давления для получения слоистого материала или ламината, у которого с одной или с обеих сторон имеются медные слои.
Ламинаты с медным покрытием затем используют для производства печатных плат по субтрактивной или аддитивной технологии. Печатные платы применяют в электронной промышленности для изготовления электронных схем. Как правило в печатных платах необходимо выполнять отверстия для установки выводов электронных компонентов (например, резисторов, конденсаторов, интегральных микросхем, транзисторов и т.д.), либо для соединения электрических схем, находящихся на одной поверхности с электрическими схемами, находящимися на другой, либо на нескольких поверхностях.
Выполнение отверстий (обычно путем сверления) в ламинатах, армированных стекловолокном или иным твердым армирующим волоконным материалом, является сложным, дорогим и связано с необходимостью проведения дополнительных операций. Во время сверления в эпоксидной смоле сверло из-за трения нагревается до температуры, превышающей температуру стеклования пластиковой матрицы, и пластик размазывается по краям меди. Размазывание пластика необходимо удалять повторным травлением с тем, чтобы открыть медный слой и обеспечить его надежное соединение с медью, осажденной в сквозном отверстии.
В ходе патентного исследования, предпринятого при проверке данного изобретения на новизну, был встречен патент США N 3537937 от 3 ноября 1970 г. В нем раскрыта конструкция, согласно которой на противоположные стороны бесконечной плоской металлической ленты наносятся продольно расположенные волокна, после чего спирально вокруг нее наматываются дополнительные волоконные пряди. Волоконную конструкцию пропитывают смолой до того, как она поступает в отверждающее устройство, где смола частично отверждается. По выходе из отверждающего устройства смолу и волоконный материал по краям ленты удаляют, а отдельные верхний и нижний листы из пропитанных смолой волокон отделяют от ленты и наматывают на катушки в виде непрерывных кусков.
Известное техническое решение может быть применено для изготовления конструктивных панелей, поврежденных действию механических нагрузок. В нем не рассматривается вопрос получения конструктивно стабильных и сбалансированных тонких плоских листов.
По способу из патента США N 3537937 нельзя получить слои, в которых отрезки волокна будут полностью перпендикулярны друг другу.
В соответствии с предлагаемым способом в намотанных армирующих слоях может быть образована требуемая группа отверстий, представляющих собой пустоты в армирующих волокнах. Затем в ходе прессовой операции эти отверстия могут быть заполнены смолой и потом высверлены или пробиты. Отверстия также можно получить в ходе прессовой операции за счет применения соответствующих инструментов на всей плате, либо на ее части, благодаря чему уменьшается или исключается необходимость в сверлении или пробивке отверстий, необходимых для использования готового изделия.
В соответствии с предпочтительным вариантом реализации, при котором требуемые отверстия заполняют пластиком в отсутствии армирующих волокон, далее можно применять пробивку отверстий в зависимости от свойств пластиковой матрицы. Если же возникнет необходимость в проведении сверления, то скорость сверления будет выше при меньшем выделении тепла, сверла обеспечат сверление большего числа отверстий, сами отверстия будут более чистыми, их диаметр может быть меньше, при этом не будет возникать размазывание смолы, благодаря чему и будут исключены необходимость в повторном травлении и другие сопутствующие проблемы.
Поскольку отверстия пробивают или сверлят лишь в смоле, то их края будут состоять также только из смолы. Следовательно, отверстие будет окружать сплошное кольцо из смолы, действующее в качестве барьера и предотвращающее попадание каких-либо растворов во время травления, промывки и т.д. в армирующие волокна, в поверхность раздела между волокнами и смолой и в микропустоты, либо в области между слоями. Растворы также не смогут проникнуть в пустоты и поры, имеющиеся в армирующих волокнах. Как известно, применяемая в настоящее время технология не обеспечивает защиты перечисленных выше участков от проникновения и загрязнения растворами, либо их остатками. Растворы и их остатки могут оказаться токопроводящими, из-за чего могут возникать непредвиденные проводящие участки, либо короткие замыкания. Растворы или их остатки могут корродировать и разрушать проводник и/или диэлектрик, становясь причиной отказа схемы спустя некоторое время.
Другой целью изобретения является достижение такого расчета и контроля слоистых материалов, а также отношения армирующего содержимого к содержанию смолы, которые по величине и по допускам не могли быть достигнуты при использовании существующей технологии. Среди переменных параметров в существующих технологических процессах следует назвать вес ткани, содержание смолы, степень старения и реологические свойства препрега в распространении тепла по направлениям X, Y и Z и т.д. Из-за наличия в слоистых пластиках множества слоев в прессе возникают значительные вариации температуры в функции времени между ламинатами и даже на участках ламината. В соответствии с данным изобретением ламинат прессуется при строго выдерживаемой требуемой толщине наряду с высокой повторяемостью. Для компенсации текучести материала армирование может наносится прямо по месту. Все оставшееся пространство занимает матрица из смолы, в результате отсутствуют пустоты. Тем самым обеспечивается конструктивная свобода и строгий контроль за толщиной стенок, а также за отношением армирования к смоле.
Благодаря всем перечисленным и иным особенностям данного
изобретения получают изделия с улучшенными эксплуатационными свойствами, необходимыми и до сих пор не достижимыми для электронной промышленности. Среди них надо назвать следующие:
повышенная
стабильность в размерах, необходимая для ламинатов при производстве многослойных печатных плат. В усовершенствованном изделии может содержаться больше армирующих волокон, что обеспечит получение более
стабильной печатной платы. В электронной промышленности проявляется тенденция к применению все более тонких слоев, используемых в большем числе в многослойных печатных платах. При нынешнем состоянии
технологии с уменьшением толщины печатной платы падает отношение армирующего содержимого к смоле, что ведет к ухудшению стабильности размеров. Так как изделие по данному изобретению имеет повышенную
стабильность размеров, то возможно получение более тонких плат;
температурный коэффициент расширения платы можно согласовать с температурным коэффициентом расширения подложки интегральной
микросхемы. Этот параметр также можно контролировать. Он особо важен при поверхностном монтаже для уменьшения механических напряжений, возникающих из-за расширения, возникающего под действием тепла в
месте подсоединения электронного компонента к печатной плате. Прежняя технология не обеспечивала достижения достаточно большого отношения армирующего содержимого к смоле, а также не обеспечивала
строгого контроля этого отношения;
благодаря поддержанию строгих допусков на толщину и отношение армирующего содержимого к смоле можно получить одинаковое значение диэлектрической постоянной
от платы к плате. Величину диэлектрической постоянной можно заранее определить и рассчитать путем выбора типа армирования и смолы и их отношения. Указанная конструктивная особенность наряду с
контролем диэлектрической постоянной особенно важна для электронных схем, применяемых в микроволновом оборудовании и сверхбыстрых компьютерах.
Другое существенное преимущество данного
изобретения связано с получаемым изделием и со способом. В изобретении применяются материалы в их более типичной и менее дорогостоящей форме наряду с меньшим числом этапов при менее вредных и менее
загрязняющих процессах. Благодаря этому по сравнению с существующими процессами и материалами достигаются следующие преимущества:
меньшие затраты на исходные материалы, например,
стекловолоконная ровница состоит примерно четверть того, что стоит готовая стекловолоконная ткань, применяемая в существующих технологических процессах;
меньшее число этапов при меньших
затратах на переработку;
возможно применение более хрупких армирующих материалов типа кварцевого волокна и более тонкой ровницы пряжи или волокон при меньших повреждениях армирующего
материала;
возможно применение большого числа условий отверждения смолы.
В отличие от известных технологических процессов здесь отсутствуют требования к возможности нахождения
на B-стадии, а также требования к условиям хранения. Тем самым данное изобретение обеспечивает меньшие затраты на исходные материалы при эквивалентных или более высоких эксплуатационных параметрах,
улучшенные свойства полученного ламината, например, более высокую температуру стеклования, меньшее поглощение воды и химикатов, более низкую диэлектрическую постоянную и улучшенные электрические
свойства наряду с более хорошими характеристиками при длительной работе на высокой температуре;
возможно применение систем из смол с высокой температурой плавления в отличие от сольвентных
систем, необходимых по известным технологическим процессам. Благодаря этому исключаются внешние проблемы с выделением опасных и ядовитых дымов, составляющих проблему с точки зрения законодательство по
охране здоровья на производстве. Кроме того, исключаются затраты на растворитель и проблемы с летучими остатками этого продукта. Также исключается необходимость в оборудовании для препрега, связанном
со значительными капитальными затратами;
так как исключается необходимость в крахмально-масляной пропитке, требующейся согласно существующей технологии для ткани, то исключается и проблема
крахмально-масляного остатка в готовом изделии. Согласно изобретению армирование размещают по месту в заданной геометрической ориентации. Благодаря этому достигаются улучшенные механические свойства,
среди которых прочность на изгиб и модуль упругости при изгибе, кроме того, такой материал может иметь одинаковые коэффициенты температурного расширения на осях X и Y в отличие от различных значений у
известных изделий. Этот момент особо важен при поверхностном монтаже и поскольку исключаются проблемы с короблением и заполнением ткани, то исключаются и некоторые проблемы качества, присущие
известным изделиям, среди которых появление белых пятен из-за частичного отслаивания слоев.
Ламинат по данному изобретению можно отверждать при помощи микроволновой или радиочастотной электрической энергии при использовании пластин или плит пресс-формы в качестве противоположных полюсов с тем, чтобы поглощение энергии осуществлялось лишь ламинатом. Тем самым обеспечивается экономия энергии на нагрев пластин, подложки и разделительных слоев по сравнению с известными технологическими процессами. Кроме того, ламинат по данному изобретению можно формовать при нулевом, либо минимальном давлении, что исключает необходимость в мощном прессе, на который идут значительные капитальные затраты и который является препятствием для повышения производительности в известных технологических процессах. Также можно применять в одном и том же даминате две различные системы смол без увеличения числа этапов. Затем для повышения качества или улучшения точности размеров медь можно обрабатывать после ее нанесения, но до ламинирования. Например, ее можно полировать, либо прессовать для улучшения ее структуры или подвергать станочной обработке, либо пришлифовывать для достижения заданной толщины.
Кроме того, целью данного изобретения является создание усовершенствованного ламината, пригодного для изготовления печатных плат, и усовершенствованного способа его производства, а создание усовершенствованного ламината, рассчитанного на точное позиционирование электронных компонентов и создание структуры из намоточных волокон, связанных смолой и пригодной к пробивке отверстий, либо по крайней мере к их сверлению при условии, что сверло не затрагивает армирующих волокон.
Для достижения указанных выше и иных целей данного изобретения в соответствии с предпочтительным вариантом его реализации предусматривается способ, согласно которому формуют группу из электрически непроводящих отрезков нитей, образующую по меньшей мере зеркальное изображение относительно плоскости симметрии.
С другой стороны армирующей структуре придается форма планарных слоев из параллельных волокон, находящихся по меньшей мере на одинаковом расстоянии друг от друга. В чередующихся слоях может чередоваться направление отрезков волокон, причем в соответствии с предпочтительным вариантом реализации чередующиеся слои перпендикулярны друг другу. Кроме того, желательно, чтобы число отрезков волокон в двух перпендикулярных направлениях было одинаковым и чтобы волокна образовывали зеркальное изображение относительно нейтральной плоскости, либо центра ламината или его нейтральной оси. В соответствии предпочтительным вариантом реализации изобретения желательно, чтобы угол между отрезками волокон в различных слоях составлял 90o с тем, чтобы волокна в смежных слоях были ортогональны друг другу. Однако в особых случаях могут использоваться и иные углы, а также возможно применение двух и более параллельных слоев.
В каждом слое отрезки нитей образуют несколько одиночных или многонитевых конструкций, намотанных непрерывно и по спирали (либо аналогичным образом), вокруг плоской формы. Согласно другому варианту реализации нити могут быть намотаны в любой иной подходящей форме и затем перенесены на плоскую форму, либо послойно, либо группами слоев. Такая нитевая конструкция может представлять собой пучок из нескрученных волокон, промышленно доступных в плоской форме типа пряжи или ровницы и идеально подходящих для использования в соответствии со способом по данному изобретению.
В соответствии с одним из аспектов данного изобретения конструкции наматывается по спирали вокруг какой-либо плоской формы, и предпочтительно изготовленной в виде прямоугольных четырехугольников. На такую форму в перекрещивающихся направлениях наматываются чередующиеся слои, их может быть два и более параллельных слоя. В соответствии с другим аспектом данного изобретения отрезки нитей заключается в матрицу из электрически непроводящего материала, фиксирующего отрезки нитей в их положениях и заполняющего все пустоты или промежутки между двумя внешними поверхностями платы, не заполненными нитями.
Предпочтительно, чтобы слои размещались в параллельных плоскостях. В соответствии с одним из аспектов данного изобретения края противоположных сторон упомянутой выше формы соединяются и на противоположных сторонах формы образуются нитевые группы, переходящие с одной стороны на другую по краям формы. Далее в соответствии с данным способом нитевые группы разделяют, подрезая спирально намотанные нитевые конструкции на краях формы.
В соответствии с еще одной особенностью данного изобретения каждую из используемых нитевых конструкций при намотке на форму смачивают смолой, которая затем отверждается и образует упомянутую матрицу. В качестве варианта нитевые конструкции можно смачивать после намотки на форму, погружая в ванну со смолой или другое схожее устройство. В соответствии с предпочтительным способом реализации смолу наносят по методу вакуумной пропитки. В качестве варианта можно частично пропитывать до или во время намотки, после чего следует вакуумная пропитка в той же либо совместимой системе смол. Еще одним вариантом является пропитка до намотки.
Как было сказано выше, нитевые конструкции формируют из волоконных пучков. Такие пучки можно наматывать, придавая форме вращение. В качестве варианта нитевые конструкции можно спирально наматывать на форму при вращении нитевых конструкций по меньшей мере от одного планетарного источника вокруг упомянутой выше формы.
В соответствии с еще одним аспектом данного изобретения контроль угла между формой и нитевыми конструкциями обеспечивается путем относительного смещения формы и по меньшей мере одного из источников нитевой конструкции или конструкций. Далее в соответствии с данным изобретением возможно формирование проводящего слоя по меньшей мере на одном из образованных на форме слоев. Другой особенностью данного изобретения является ламинат по каждому из вышеуказанных групп нитей. Ламинат может разрезаться в виде четырехугольников, когда боковые грани по существу перпендикулярны отрезкам волокон.
В соответствии с другими аспектами данного изобретения в качестве материала отрезков нитей возможно применение к примеру стекловолокна, кварца, арамида и т.д. В качестве матрицы возможно применение таких смол, как эпоксидная, полиимидная, полиэфирная, бисмалеимидная, винилэфирная или полибутадиеновая. Желательно, чтобы в упомянутой выше нитевой конструкции слои были планарными, а сама нитевая конструкция во время намотки вокруг формы поддерживалась под заданным натяжением. Тем самым обеспечивается предварительное натяжение отрезков нитей, а также различные физические свойства получаемого изделия или изделий.
В соответствии с еще одной особенностью данного изобретения по краю упомянутой выше формы может проходить съемный ободок, выполненный из пластика и удаляемый при разрезании нитевой конструкции. В соответствии с данным изобретением шаг спирально намотанной конструкции можно регулировать за счет регулируемого смещения упомянутой формы, кроме того, предусматривается размещение равного числа нитей в направлениях X и Y, что представляет особо важную особенность данного изобретения, полезную для чувствительных его применений. При этом обеспечивается одинаковый коэффициент температурного расширения в направлениях X и Y. Изделие можно выполнить таким образом, что оно будет иметь одинаковые модули упругости в направлениях X и Y, либо заданные и различные модули упругости в направлениях X и Y.
При достижении перечисленных выше преимуществ наряду с целями данного изобретения можно разметить отрезки нитей так, что между ними будет образован проход через полученное изделие в направлении оси Z, перпендикулярной плоскости осей X и Y. Другие пустоты устраняются за счет применения матрицы из отверждаемого вещества, причем отверждение происходит вместе с заключенными в нем отрезками нитей под действием тепла, тогда как до отверждения применяют вакуум с целью удаления воздуха из пустот и промежутков, а для достижения заданной толщины готового изделия возможно применение точных распорок или прокладок.
В соответствии с еще одной особенностью данного изобретения упомянутую выше проводящую поверхность образуют, помещая металлическую фольгу по меньшей мере с одной стороны формы, либо внешней плиты пресс-формы, тогда фольга переносится на смежную поверхность изделия. В качестве варианта вместо применения металлической фольги возможно осаждение по меньшей мере с одной стороны формы или внешней плиты какого-либо металла, способного к переходу на смежную поверхность. Следует отметить, что данное изобретение также охватывает возможность размещения проводящей поверхности на изделии в виде какой-либо схемы по меньшей мере с одной стороны формы, либо внешней пластины пресс-формы с переносом металла. Для достижения требуемой зернистости проводящую поверхность можно полировать или шлифовать, то же относится к достижению заданной толщины.
Перечисленные выше цели, особенности и преимущества данного изобретения относятся к способу. Однако заметим, что данное изобретение также охватывает одну или несколько конструктивных конфигураций, к примеру такую структуру, где содержится матрица и в упомянутой матрице заключено множество отрезков нитей, размещенных параллельными слоями в соответствии с вышеизложенным способом. Желательно, чтобы отрезки нитей в каждом слое были параллельны, тогда как отрезки нитей в чередующихся слоях могут размещаться под углом друг к другу. Угол предпочтительно должен быть таким, чтобы отрезки нитей в чередующихся слоях были по меньшей мере в основном перпендикулярно расположены. Для конечного результата желательно, чтобы отрезки нитей и матрица были электрически непроводящими. Слои могут иметь четырехугольную конфигурацию с парами противоположных краев, при этом отрезки нитей по меньшей мере перпендикулярны одной из пар краев. Как было сказано выше, отрезки нитей могут быть предварительно напряжены.
Из способа по данному изобретению следует, что в конструкции, получаемой в соответствии с данным изобретением, может содержаться металлическое покрытие, причем у матрицы может быть по меньшей мере одна поверхность, на которую по меньшей мере частично наносится металлическое покрытие в соответствии с одним из вариантов реализации данного изобретения.
Из способа по данному изобретению также следует, что если в матрице предусматривается по меньшей мере одно отверстие, то оно будет ограничивать внутреннюю поверхность внутри матрицы. В этом случае в состав металлического покрытия может входить также участок, нанесенный по меньшей мере на часть упомянутой выше поверхности.
Слои в упомянутой выше конструкции таковы, что во всех слоях может содержаться по меньшей мере равное количество отрезков нитей. Согласно другому варианту реализации в слоях может содержаться различное количество отрезков волокон с целью получения задания значения модуля упругости в направлениях X и Y. В каждом из упомянутых слоев отрезки нитей размещаются равномерно относительно оси, при этом оси чередующихся слоев перпендикулярны друг другу в соответствии с предпочтительным вариантом реализации данного изобретения.
Выше уже отмечалось, что предпочтительным изделием по данному изобретению является печатная плата. Поскольку плата будет изготовлена в виде упомянутой выше конструкции, то в ее состав будет входить матрица с собственной плоскостью симметрии, а по противоположным сторонам от этой плоскости и внутри матрицы будут размещаться по меньшей мере первый и второй слой из параллельных отрезков нитей, при этом отрезки нитей в первом слое будут находиться под углом и предпочтительно перпендикулярно по отношению к отрезкам нитей второго слоя. Также желательно, но не обязательно параллельные отрезки нитей в первых слоях с противоположных сторон от плоскости симметрии расположить параллельно друг другу и сориентировать друг с другом. В соответствии с данным изобретением также желательно, чтобы в упомянутых слоях содержалось одинаковое число отрезков нитей. В соответствии с одним из вариантов реализации отрезки нитей могут быть натянуты или предварительно напряжены. Как будет подробно показано далее, у слоев имеются соответствующие оси, раcположенные перпендикулярно, при этом отрезки нитей в соответствующих слоях распределяются равномерно относительно соответствующей оси. Далее будет показано, что у матрицы может иметься по меньшей мере одна поверхность, где по меньшей мере на части этой поверхности имеется металлическое покрытие, что и обеспечивает производство печатных плат. Как отмечалось выше, отрезки нитей могут размещаться в матрице таким образом, что в каком-либо участке матрицы будут отсутствовать отрезки нитей, за счет чего в матрице может быть образовано отверстие, проходящее через этот участок. Особенностью печатной платы по данному изобретению является также то, что отрезки нитей в первом слое x перпендикулярны отрезкам нитей во втором слое. Другой особенностью данного изобретения является то, что матрица имеет сечение в виде прямоугольного четырехугольника с двумя поверхностями в виде параллельных плоскостей, эти плоскости попарно соединяются четырьмя краями. При такой конструкции отрезки волокон первого и второго слоя будут перпендикулярны соответствующим парам краев.
Согласно данному изобретению отрезки нитей предпочтительно имеют некрученую волоконную структуру, хотя возможно применение крученой нити. В качестве материала отрезков волокон предпочтительно применение стекловолокна, арамида, кварца, углерода, нейлона, сложного полиэфира и т.д. В качестве материала матрицы предпочтительно использование бисмалеимида, эпоксидной смолы, полиимида, полиэфира, винилэфира, фенолоальдегидной смолы, меламина, полибутадиена и т.д.
Одним из аспектов данного изобретения является создание устройства для получения матрицы с волоконным армированием. В состав такого устройства могут входить форма, источник нитей и приводное приспособление, обеспечивающее относительное перемещение между источником и формой с тем, чтобы нить наматывалась вокруг формы по меньшей мере по первой и второй спиралям с ортогонально размещенными осями. Устройство по данному изобретению также может содержать приспособление для нанесения на спирали фиксирующей смолы для получения матрицы. Как было сказано выше, при этом используется особая форма. Предпочтительно, чтобы такая форма представляла собой плоскую оправку или рамку. Приводное приспособление может содержать устройство для вращения оправки и для прямолинейного смещения оправки относительно источника нитей во время вращения оправки. Согласно другому варианту, приводное приспособление может содержать элементы, предназначенные для смещения источника нитей по кругу относительно оправки с тем, чтобы источник вращался вокруг нее. В этом случае приводное приспособление также содержит элементы, предназначенные для прямолинейного перемещения оправки во время перемещения источника по кругу.
Также в соответствии с данным изобретением может быть предусмотрено устройство для удержания оправки последовательно в перпендикулярных положениях по отношению к спиралям. Другой особенностью данного изобретения является то, что у оправки может содержаться съемное покрытие из приводящего металла, приспособленное к переносу на упомянутую матрицу, кроме того, оправка может представлять собой плоскую металлическую пластину с краями, где предусмотрены пластиковые или иные подходящие ободковые элементы, прикрепленные к этим краям и рассчитанные на пересечение упомянутыми спиралями из нитей с целью облегчения последующего разрезания спиралей на этих краях, предусмотрено приспособление для нанесения фиксирующей смолы в виде камеры для приема формы со спиралями из нитей, где предусмотрен источник смолы, в рабочем состоянии соединенный с камерой, а также предусмотрено устройство для создания вакуума внутри камеры для улучшения проникания смолы в спирали и для удаления из них пузырьков и иных пустот. Другая важная особенность данного изобретения связана с процессом формования, где применяются внешние пластины со средствами, обеспечивающими их контактирование с упорами и с пропитанными спиралями во время нахождения в вакууме.
Другая особенность изобретения связана с тем, что предусмотрено кулачковое или электронное устройство, в рабочем состоянии связанное с источником нитей и/или формой для компенсации скорости и регулирования натяжения при подаче нити во время намотки спиралей.
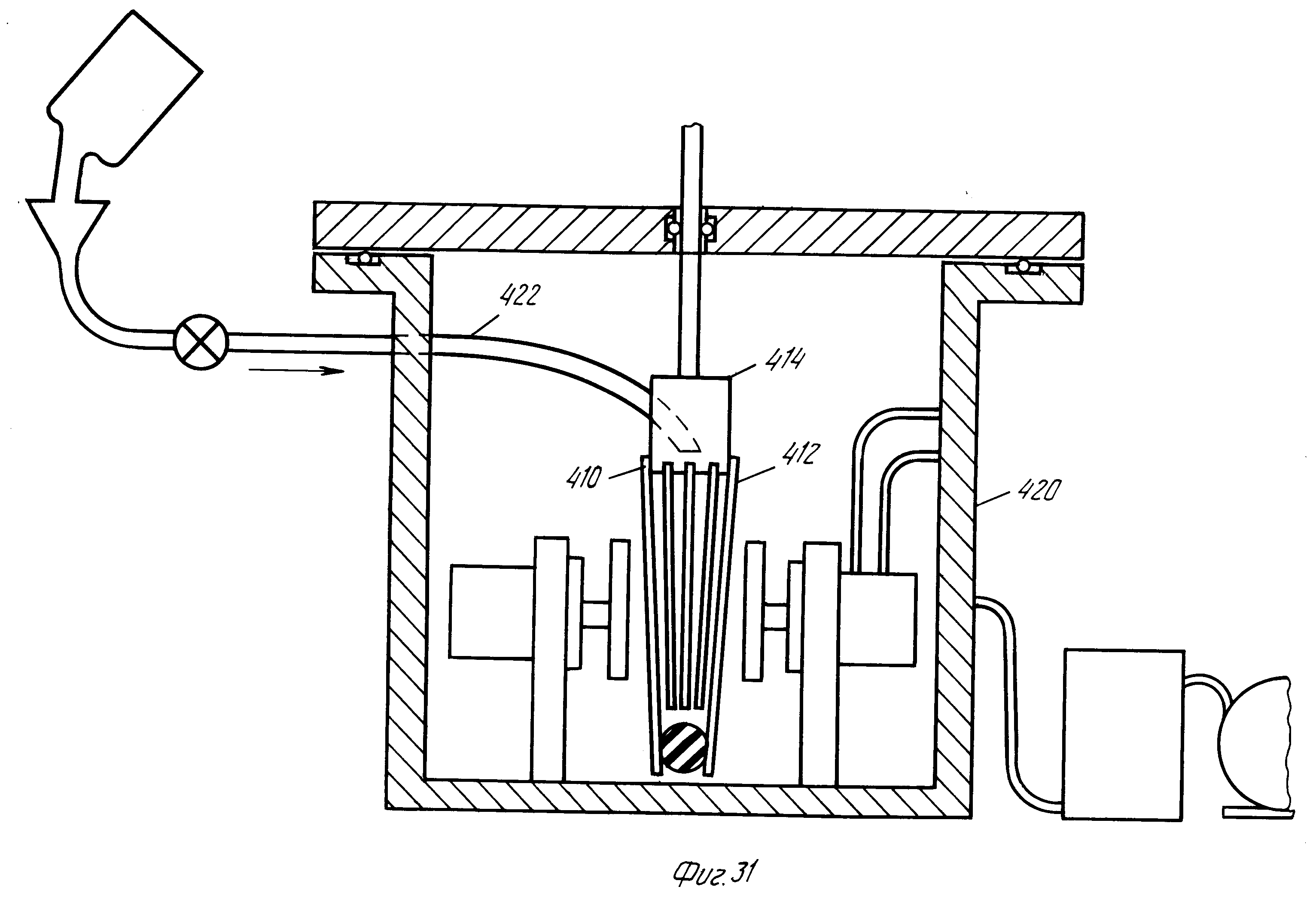
На фиг. 1 представлено схематичное изображение намоточной оправки с несколькими нитями, закрепленными на ней в ходе намотки; на фиг.2 разрез А-А на фиг. 1 в первом положении оправки; на фиг.3 узел I на фиг.2; на фиг.4 - узел I, вариант; на фиг.5 схема, где показан рисунок намотки для двух ортогонально размещенных осей; на фиг.6 схема, где показана камера пропитки в вакууме с находящейся внутри оправкой; на фиг.7 схема, где изображено приложение тепла и размещение пропитанной оправки внутри внешних пластин посредством стопоров или прокладок; на фиг.8 схематично показана операция подрезания; на рис.9 схематично показано устройство для намотки нити на оправку; на фиг. 10 схематично показана полностью выполненная намотка и вырезание из нее печатной платы; на фиг.11 показана схема размещения отверстий в печатной плате; на фиг.12 вариант фиг.11; на фиг.13 показана многослойная печатная плата; на фиг. 14 изображено устройство для автоматической реализации первого варианта способа; на фиг.15 изображена часть устройства с оправкой, положение которой изменено для намотки второй спирали; на фиг.16 схематично показана подача нити посредством планетарного механизма; на фиг.17 то же, более подробно в ином положении; на фиг.18 схематично показано применение навоя для получения изделия по данном изобретению; на фиг.19 изображено зажимное приспособление для удержания параллельных нитей с фиг.18; на фиг.20 схематично показано расположение нитей перпендикулярно нитям другого слоя, изображенным на фиг. 18; на фиг.21 изображено зажимное приспособление для нитей с фиг.20; на фиг. 22 схематично показана часть устройства для нанесения смолы для получения матрицы; на фиг.23 то же, с намотанной оправкой, погруженной в ванну со смолой; на фиг. 24 изображено устройство на фиг.22 и 23 во время подъема пропитанной намотанной оправки из ванны со смолой; на фиг.25 - смыкание внешних пластин со стопорами и с пропитанным смолой изделием в устройстве на фиг.22, 23 и 24.
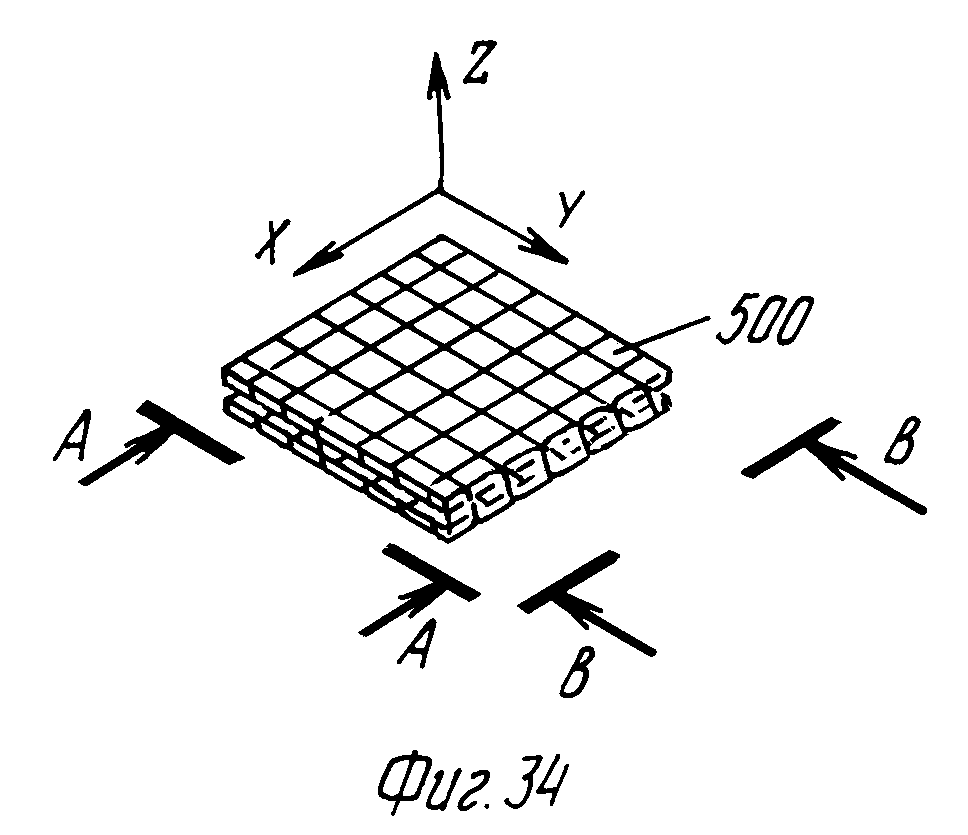
На фиг.26 изображено заключительное отверждение изделия на фиг.22 25; на фиг. 27 а и б схематично показано в частном поперечном разрезе изделие по данному изобретению; на фиг.28 то же, в более крупном масштабе; на фиг. 29 а, б, в и на фиг.30 г, д и е показана схема получения сборки для изготовления многослойной печатной платы; на фиг. 30-33 схематично изображены способ и устройство для производства многослойных плат по фиг.10 при использовании сборки по фиг.29 а-е; на фиг.34 A(X) и (Y)-E(X) и (Y) изображены предпочтительные конструкции, изготовленные в соответствии со способом по данному изобретению; на фиг.35 F(X) и (Y)-C(X) и (Y) изображены другие конструкции, которые можно изготовить согласно способу данного изобретения без использования всех его преимуществ.
В соответствии с данным изобретением получают усовершенствованный материал для усовершенствованного производства печатных плат. Такой материал получают путем параллельной намотки армирующих нитей в последовательных слоях, в которых армирующие нити размещаются перпендикулярно друг другу. Такая конфигурация применяется для получения результата, схожего или превышающего существующие технологические решения, однако данное изобретение охватывает и возможность намотки нитей по другим рисункам, при этом между нитями соответствующих слоев могут существовать углы, отличные от прямых в случае необходимости получения иных свойств.
В соответствии с данным изобретением было обнаружено, что для получения недеформируемых ламинатов применяемые рисунки намотки должны образовывать зеркальное изображение (т.е. быть симметричными) по отношению к нейтральной оси, либо плоскости симметрии изделия. Также было обнаружено, что эти слои можно выполнить таким образом, что по направлениям X и Y будут получены одинаковые коэффициенты температурного расширения и модуля упругости второго рода. Чтобы каждая нить была прямой, она подвергается предварительному натяжению, пределы которого рассмотрены ниже. Применение нитей или некрученых волокон позволяет получить более тонкие и более равномерные слои по сравнению с крученой пряжей, однако при некоторых вариантах реализации данного изобретения возможно применение крученой нити.
Применение витого армирования вместо ныне используемой ткани позволяет уменьшить затраты благодаря применению меньшего числа этапов и более обычных исходных материалов, также устраняется ряд проблем, существующих на нынешний день в производстве печатных плат.
Как правило, нити армирования (в качестве которого можно применять стекловолокно, арамид, кварц, углерод, нейлон, сложный полиэфир и иные схожие материалы) должны быть совместимы с матрицей, выполненной из смолы. В качестве материала матрицы возможно применение эпоксидной смолы, полиимида, сложного полиэфира, бисмалеимида, винилэфира, фенольной смолы, меламина, полибутадиена и иных схожих материалов, не нарушающих нитей армирования. Матрица полностью покрывает каждую нить и заполняет смежные промежутки. Для отверждения матрицы используется источник тепла в виде встроенных электронагревательных элементов-сопротивлений, газовых конвекционных сушилок, теплопроводящих поверхностей, микроволнового оборудования и иных устройств, обеспечивающих получение отвержденного ламината. В систему смолы также могут входить наполнители.
В различных, либо чередующихся слоях могут применяться смеси из разных волокон, к примеру можно перемешивать проводящие и непроводящие волокна (например, с целью статической экранировки).
Натяжение нити регулируют таким образом, чтобы во время желатинизации матрицы все армирующие нити имели бы одинаковое натяжение. Величина натяжения при температуре желатинизации должна быть такой, чтобы при последующем понижении температуры до нормальной были сбалансированы напряжения, создаваемые в армировании натяжением, усадка смолы и связанные с температурой расширение и сжатие с тем, чтобы в ламинате не возникали напряжения, превышающие критические напряжения вспучивания. В противном случае будет получена деформированная печатная плата. Армирование также должно представлять зеркальное изображение по отношению к нейтральной оси, либо оно должно быть симметричным относительно центральной плоскости, либо плоскости симметрии с целью предотвращения коробления. Было обнаружено, что величину натяжения нити следует контролировать таким образом, чтобы натяжения нитей во всех слоях в одном и том же направлении были равны и чтобы величина натяжения была минимальной во время желатинизации с тем, чтобы получить в матрице нулевое или минимальное сжимающее напряжение.
Вне зависимости от толщины ламината отношение армирования к смоле матрицы по объему может лежать в очень широком диапазоне, примерно от 0 до 0,9, применяемые на нынешний день ламинаты на основе ткани имеют ограниченные отношения, лежащие в диапазоне примерно от 0,15 до 0,5 при толщине от 0,001 дюйма до 0,062 дюйма (от 0,0254 мм до 0,157 мм). В соответствии с данным изобретением благодаря прямизне нитей планарному расположению намотанных слоев, перпендикулярности между нитями соседних слоев и равномерной плотности получаемых ламинатов получается значительно более стабильный по размерам материал с хорошо предсказуемыми и повторяемыми свойствами, важными для производства печатных плат. Вследствие особой конструкции получаемый ламинат может иметь уменьшенный и одинаковый коэффициент температурного расширения по осям X и Y (в отличие от ламинатов, выполненных из ткани или нетканого материала).
Для нанесения меди или иного токопроводящего слоя на одну или обе поверхности платы медь можно осадить на рабочие поверхности (к примеру поверхности оправки или поверхности внешних пластин), либо нанести на нее медную фольгу до намотки армирования на оправку и пропитки смолой. Согласно способу также предлагается электроосаждение проводящих цепей, что исключает процесс травления и связанные с ним проблемы. В результате могут быть получены заключенные в ламинате электрические цепи. Эти цепи могут быть заделаны заподлицо с поверхностью ламината, либо проходить по его поверхности, либо и так и так. Предлагаемый способ обеспечивает более хорошую адгезию в сравнении со случаем, когда медь наносится на отвержденный, либо частично отвержденный ламинат, как это делается по существующим технологическим способам. Химически обработанную медную поверхность можно покрыть соответствующим адгезивом, совместимым с материалом поверхности и смолой матрицы.
Также можно получить более хорошие в сравнении с существующими допуски по толщине, гладкости поверхности, параллелизму, отношению смолы к армированию, короблению и скручиванию, толщине и равномерности медной обкладки, что обеспечивает достижение неожиданных конструктивных возможностей по улучшению размерной стабильности, пределу текучести, получению уменьшенного и одинакового коэффициента температурного расширения, улучшению автоматической установки электронных компонентов или поверхностного монтажа, что выражается в достижении нового класса конструктивных возможностей.
Одним из изделий по данному изобретению является новая композитная структура армирования, состоящего к примеру из стекловолокна, кварца, арамида или иных армирующих материалов в пластиковой матрице, состоящей из эпоксидной смолы, бисмалеимида, полиимида, полибутадиена или иных схожих материалов, упомянутых выше, а также из проводника, например меди, серебра, золота и т.д. Основное свойство данного изделия связано с конфигурацией армирования и отсутствием или минимизированием пустот, летучих веществ и последующих загрязнений в пластиковой матрице, где имеются отверстия, специально образованные в ламинате за счет соответствующей станочной обработки.
Армирование имеет вид планарных слоев, предпочтительно состоящих из находящихся на равном расстоянии параллельных нитей. Предпочтительно (но не обязательно), чтобы направления нитей в чередующихся слоях также чередовались и нити чередующихся слоев были перпендикулярны друг другу. Также желательно, чтобы в обоих перпендикулярных направлениях имелось одинаковое число нитей. Нити предпочтительно должны образовывать зеркальное изображение относительно плоскости симметрии у центра ламината, либо нейтральной оси. Другой новой особенностью данного изобретения является применение конфигурации, при которой армирующие нити образуют заданный рисунок и отсутствуют в местах, где должны быть отверстия. В качестве варианта реализации в местах будущих пустот могут наматываться нити из более мягких материалов, например полиэфира, нейлонов и т.д. легче поддающихся сверлению или пробивке.
Ламинаты по данному изобретению можно изготавливать следующим образом.
Армирующий материал в виде нитей, ровницы, прядей и т.д. наматывается с заданным конечным натяжением на какую-либо форму, к примеру на шлифованную или отполированную металлическую оправку. Оправка может быть выполнена к примеру из стали, нержавеющей стали, титана или иного схожего материала, допускающего покрытие каким-либо проводником, например медью, либо в виде фольги, либо за счет электроосаждения, распыления или нанесения в вакууме непосредственно на оправку.
Осаждение проводящего материала на оправку или пластины может быть произведено в виде электрической цепи, тогда не закрытая электрической схемой часть оправки может быть покрыта антиадгезионным веществом для предотвращения соединения материала матрицы, например эпоксидной смолы, с открытым участком оправки.
Нити наматывают при одинаковом расстоянии между ними в виде плоского спиралеобразного рисунка до заполнения поверхностей на обоих сторонах оправки нитями. В данном случае это называется слоем. Затем полученная полоса из нитей фиксируется каким-либо образом на оправке, после чего она может быть разрезана. Последующий слой наматывается на оправку таким образом, что нити этого слоя располагаются под каким-либо заданным углам относительно нитей предшествующего слоя, обычно под углом в 90o. Это можно сделать самыми разными способами. Если используется намоточная машина типа токарного станка, то оправку можно установить на ней таким образом, что, если первоначальная ось X была параллельна центральной линии, то для намотки последующего слоя параллельно центральной линии помещают ось Y. Если используется намоточное устройство карусельного типа, (где катушка или катушки с нитями устанавливаются на кольце, вращающемся вокруг оправки, закрепленной в одной плоскости и перемещающейся с заданным шагом на оборот кольца в направлении оси X до тех пор, пока обе стороны оправки не будут заполнены нитями), то после затягивания и отрезания оправка перемещается на той же или иной карусели в направлении оси Y для получения слоя из нитей, перпендикулярных предшествующему слою.
Чередующиеся слои наносят до тех пор, пока армирующие слои не достигнут желаемой или расчетной толщины. Армирование должно иметь конфигурацию, рассмотренную выше при описании изделия. Число нитей должно быть одинаковым в направлениях X и Y. Нити должны образовывать полностью зеркальное изображение по отношению к центральной плоскости каждой из армирующих панелей по обеим сторонам оправки. С этой целью последний слой должен быть таким же, как первый слой, а предпоследний слой должен быть таким же, как второй и т. д. Также можно и желательно достигать согласования, либо получать расчетное рассогласование (пример, для экономии веса) модуля упругости по осям X и Y за счет варьирования толщины и плотности армирования в различных слоях. Натяжение должно быть таким, как описано выше в разделе описания изделия. Армирующие слои могут полностью, либо частично пропитываться смолой, либо во время намотки до их поступления на оправку. Однако в соответствии с предпочтительным способом армирующие нити наматывают в сухом виде либо так, как они поступают от подающего устройства, а намотанную сборку затем пропитывают смолой после того, как она помещается в соответствующую камеру, откуда откачивается воздух до получения вакуума.
Предпочтительное абсолютное давление в вакууме при использовании упомянутого выше способа должно быть менее 2 мм рт. ст. В камере должен находиться соответствующий контейнер с требуемой смолой, либо должно быть предусмотрено средство для подачи смолы в контейнер при существовании в камере вакуума. В камере также должны находиться две внешние пластины, у каждой из которых на отшлифованной и полированной поверхности должен содержаться полный слой из меди или иного проводящего материала, либо какой-либо иной проводник или электрическая цепь. По четырем углам с каждой стороны оправки, либо по четырем углам каждой внешней пластины должны иметься стопоры, толщина которых равна требуемой толщине изготавливаемого ламината. В этом и заключается предпочтительный способ. Однако для достижения остановки пластин возможно применение и иных средств, причем ламинаты можно изготавливать и без применения стопоров. Кроме того, в камере находятся соответствующие средства для соединения оправки с внешними пластинами и для перемещения оправки в контейнер со смолой и из него, а также для перемещения внешних пластин для контактирования со стопорами и изделием.
После того, как в камере получено заданное давление, оправку помещают в смолу с тем, чтобы смола закрывала все армирующие нити на оправке. Спустя некоторое время, которое зависит от толщины и плотности намотки, к обеим сторонам поправки до контакта с ними подводятся поверхности внешних пластин, на которые нанесены электрические схемы, либо антиадгезионный слой. Расчетное расстояние между поверхностями внешних пластин и оправкой определяется толщиной стопоров, примененных между пластинами.
Спустя другой отрезок времени, вакуум снимают, избыточная смола стекает со сборки назад в контейнер. На протяжении всего периода сохраняется контакт внешних пластин со стопорами на оправке. Теперь для отверждения к изделию прикладывается тепловая энергия. Для этого можно применить электроэнергию, нагретое масло, пар, либо микроволновую или радиочастотную энергию. В случае применения микроволновой или высокочастотной технологии внешние пластины образуют первый полюс, оправка образует другой полюс, а изделие представляет собой диэлектрик между ними.
Спустя некоторое время, требуемое для затвердевания, пластины разделяют, а изделие подрезают и снимают с оправки. Оправку и внешние пластины очищают и подготавливают к продолжению процесса.
Полученный ламинат подрезается и контролируется. Заметим, что процесс будет проходить с несколькими оправками и внешними пластинами (например, с двумя оправками и четырьмя внешними пластинами и
т.д.)
Существует несколько вариантов процесса пропитки и формования. Согласно одному из способов оправка вместе с внешними пластинами находится в камере над контейнером со смолой. Внешние
пластины находятся на конечном расстоянии от оправки. В контейнере имеется требуемое количество смолы. Камера герметизируется и откачивается до получения требуемого вакуума, после чего проходит
какое-либо конечное время, например несколько секунд. Оправку опускают в смолу до тех пор, пока смола полностью не закроет все армирование. Спустя некоторое время, необходимое на полную пропитку
армирования, оправку поднимают из смолы до ее первоначального положения между внешними пластинами. Время смачивания смолой зависит от таких переменных, как толщина армирования, вязкость и
тиксотропность смолы, поверхностное натяжение у грани раздела смолы и армирования и т.д. Избыточная смола стекает со смоченной оправки в контейнер за конечное время. Также можно применить механическое
удаление избыточной смолы. Внешние пластины перемещаются до смыкания стопоров с оправкой. Это можно осуществить за один раз, либо обеспечить смыкание зазора снизу вверх или сверху вниз для удаления из
ламината остаточного воздуха, летучих веществ, либо пузырьков. После смыкания внешних пластин вакуум снимается и начинается отверждение, проходящее так же, как описано выше.
Согласно еще одному варианту способа контейнер для смолы можно выполнить с применением двух внешних пластин, закрытых по сторонам и снизу лентой, либо упругой прокладкой. В таком контейнере может находиться смола вместе с одной или несколькими намотанными оправками.
Все это проводится в соответствующей камере, откачиваемой до получения требуемого вакуума. Затем оправку опускают между пластинами, а пластины перемещают к стопорам. В этот момент уровень смолы закрывает армирование на оправке. После этого снимают вакуум, избыток смолы стекает, а ламинат отверждается так, как описано выше.
Аналогичным образом две внешние пластины могут образовывать вауумную камеру и контейнер для смолы при условии герметизации со всех сторон лентой или соответствующими прокладками после того, как туда помещена оправка, находящаяся на расстоянии от внешних пластин. Для откачивания полученной таким образом камеры предусматривается отверстие в прокладке или внешней пластине, соединяемое трубой или шлангом с вакуумным насосом. Предусматриваются внешние средства для удержания внешних пластин от перемещения друг от друга по мере откачки камеры. В этом случае камеру также откачивают до требуемого вакуума. В камеру подают смолу, предпочтительно снизу вверх. Спустя некоторое время начинается смачивание армирования, внешние пластины смыкаются со стопорами и оправкой. После этого снимается вакуум, избыток смолы стекает с полученной сборки, и проводится отверждение смолы как и прежде.
Теперь обратимся в частности к фиг.1,2,3,4 и 5. На них изображена так называемая форма или оправка 20, изготовленная к примеру из стали, либо нержавеющей стали, либо титана или схожего материала. В качестве материала оправки 20 желательно применять жесткий твердый материал, предпочтительно плоский в пределах не более 0,015 T.I.R. с поверхностным полированием менее 45 R. M. S. В определенных обстоятельствах материал оправки может служить основанием для фольги, либо электроосажденного покрытия, либо схожего слоя. Желательно применение прямоугольной четырехугольной формы с краями 22, 24, 26 и 28. Эти края соединяют планарные и параллельные поверхности 30 и 32. Как видно из фиг. оправка 20 служит базой для приема на нее двух спиралей, либо схожих конструкций, обозначенных в общем как 34 и 36 (см. фиг.5). Спирали наматываются одинаковым образом вокруг нейтральных осей X и Y, представляющих ортогональные или перпендикулярные направления. Желательно, чтобы у каждой из спиралей обмоток 34 и 36 был одинаковый шаг, однако в случае перпендикулярности шаг каждой из них будет меняться пропорционально длине. Также желательно, чтобы они были непрерывными. В соответствии с предпочтительным вариантом реализации данного изобретения она равномерно распределяются по обеим сторонам соответствующих осей, за счет чего после срезания получается множество равномерно разнесенных параллельных отрезков нитей.
Как видно из фиг.1 и 5 спирали 34 и 36 размещаются по существу перпендикулярно друг другу. Также видно, что у оправки 20 предусмотрены продолжения 38, 40, 42 и 44, когда она выполнена из пластика или иного подходящего материала. Как видно из фиг. 3 продолжение, которым в данном случае является продолжение 42, может быть посажено в оправке 20 при помощи штифта или шпонки 46, находящейся между соответствующим образом размещенными отверстиями или пазами в оправке и соответствующем крае или участке ободка для установки участка ободка на оправку. Согласно другому варианту реализации на крае в данном случае представленном краем 38 на фиг.4, может использоваться средство типа винта 38а для регулирования суммарной длины или ширины оправки, такая регулировка может применяться для регулировки натяжения по слоям, либо всех слоев за 1 раз.
На фиг. 2 также схематично показаны металлические покрытия 48 и 50. В качестве покрытий предпочтительно использование меди, хотя возможно использование и иных материалов, серебра. Такие покрытия могут иметь форму тонкой фольги, удаляемой с соответствующих поверхностей 30 и 32 оправки 20. В качестве варианта покрытия 48 и 50 могут осаждаться на инструмент, либо оправку 20 или наноситься любым подходящим способом при том единственном условии, при котором одни должны отделяться от оправки и соединяться с изготавливаемым на ней изделием. Элементы 48 и 50 могут представлять собой частичные покрытия в форме печатной схемы или иной электрической цепи.
На фиг. 6 схематично показано, как получается матрица изделия, выполняемая предпочтительно из смолы или схожего материала. Желательно, чтобы материал матрицы был электрически непроводящим. Предпочтительно применение жидкой, но способной к отверждению пластиковой смолы, которая под воздействием тепла и/или давления желатинизируется при отсутствии пустот или примесей. В случае применения термореактивных пластиков такие материалы можно отверждать или поперечно сшивать под действием тепла. В случае термопластичных материалов их можно желатинизировать за счет понижения температуры за точку плавления. Если же рассматривать вопрос об отверстиях, намерено создаваемых в изделии, и металлических включениям, имеющих вид электрических схем или схожих элементов, то в матрицу в качестве иного материала входят только отрезки нитей, образованные так, как рассмотрено выше и как будет более подробно представлено далее. В исключение от этого правила входят особые наполнители, среды которых сферические, сплошные или пустотелые наполнители и пластинообразные или хлопьевидные наполнители. Заметим, что предпочтительно выполнять матрицу из материала, выбранного из группы, состоящей из эпоксидной смолы, полиимида, бисмалеимидов, сложного полиэфира, винилового эфира, полибутадиена, полифениленсульфида, фенольной смолы и меламина либо из какого-либо материала, упомянутого выше. Также напомним, что выше было указано на предпочтительность выполнения нитей или отрезков нитей из материала, выбранного из группы, состоящей из стекловолокна, арамида, кварца, углерода, нейлона и/или сложного полиэфира и т.д. В зависимости от конкретных применений и для достижения конкретных результатов и с конкретными целями возможно применение сочетаний из вышеперечисленных материалов, при этом возможно применение и иных материалов, заменяющих некоторые из перечисленных выше.
На фиг. 6 схематично показан вариант, где смола соединяется со спиральными обмотками и образует частично готовое изделие. К камере 50 прикреплен источник жидкой смолы 52, с целью создания в камере вакуума с ней соединено устройство, схематично обозначенное позицией 54. Внутри камеры 50 схематично изображено изделие 56, состоящее из спиральных обмоток, выполненных в соответствии с вышеприведенным описанием. Вначале в камере от устройства 54 создается вакуум, затем в камеру 50 подается смола, что показано стрелкой 58, при этом улучшается проникновение смолы в намотанные спирали и предотвращается возникновение таких включений, как пузырьки, либо пустоты в частично готовом изделии, а также в самом готовом изделии.
На фиг. 7 схематично показано поступление тепла, изображенное стрелками 60 и 62, к пластинам 64 и 66, между которыми находятся оправка 56 и изделие 56А. Давление, приложенное к пластинам, показано схематично стрелками 68 и 70. Это давление выбрано достаточным для смыкания любого пространства между пластинами 64, 66, стопорами 56В и оправкой 56. Обработка полностью, либо частично готового изделия осуществляется за счет приложения тепла, при этом происходит отверждение смолы, тогда как регулирование толщины изделия осуществляется поддержанием заданного расстояния между 56 и 64 и между 56 и 66 за счет установки там точных стопоров 56В.
На фиг.8 изображено состояние после отвода внешних пластин 64 и 66, когда намотанное и пропитанное смолой изделие 56А подвергается подрезке по краям, что схематично изображено стрелками 72 и 74. При этом происходит удаление участков ободка 38, 40, 42 и 44 (см. фиг.1) и краевых участков соответствующих спиралей, проходящих по ободкам или краевым участкам. В результате обе секции по отдельности являются зеркальными изображениями относительно их центральных плоскостей симметрии. Благодаря тому, что в них отрезки нитей параллельны, равномерно разнесены и равномерно распределены относительно нейтральных осей, получается изделие со стабильными размерами и не подверженное короблению, а также обладающее одинаковым коэффициентом температурного расширения по осям X и Y и согласованным и хорошо регулируемым модулем упругости в направлении X и Y.
На фиг.9 изображено вращение инструмента или оправки 20 в соответствии с одним из вариантов реализации изобретения, за счет чего обеспечивается относительное перемещение между инструментом 80 нити, благодаря которому происходит намотка спирали (к примеру спирали 34 на оправку 20). Шаг спирали регулируется за счет перемещения направляющей 82 в направлении, указанном для примера стрелкой 84. Вращение оправки 20 показано стрелкой 86. Желательно, чтобы шаг спирали был постоянным и регулярным, при этом расстояние 88 между смежными витками является одинаковым и установленными в зависимости от необходимости. В случае, когда в обмотке желательно оставить пустоты для последующих отверстий, может возникнуть необходимость в периодическом изменении шага. Для этого также можно осаживать инструмент. Для регулирования углового шага 90, который также можно назвать углом опережения, можно регулировать скорость перемещения направляющей 82 относительно скорости вращения оправки 20. Угол опережения при желании может быть близок к перпендикуляру. Существует взаимосвязь между угловым шагом и шириной ленты из наматываемых нитей, когда эти нити поступают в виде групп или полос. Чтобы обеспечить полное закрывание оправки одной полосой, примыкающей к соседней и не перехлестывающейся с ней, с каждым оборотом оправки 20 следует перемещать направляющую 82 на ширину одной полосы. Однако угловой шаг необязательно должен быть таким, поскольку частично готовое изделие может отрезаться от промежуточного изделия, что показано на фиг.10. Тем не менее желательно рассчитывать ширину полосы и шаг, чтобы получить изделие с требуемым отношением армирования к смоле матрицы.
На фиг.10 изображено изделие 92 с осями X и Y. У промежуточного изделия 56 также имеются соответствующие оси X и Y не изображенные на фиг.10, от которых отсчитывается угол опережения, обозначенный на фиг.10 позицией 90. Из него можно вырубить еще одно промежуточное изделие, обозначенное позицией 92 и называемое ламинатом по причине, которая будет объяснена ниже. Здесь же видны остатки от отрезанных спиралей (т.е. остатки от нитей) 34 и 36, однако теперь видно, что благодаря смещению между промежуточным изделием 56 и изделием 92, обозначенным углом 94, отрезки нитей 96 теперь будут относительно перпендикулярны краям 98, 100, 102 и 104 отрезанного участка или ламината 92, получаемого в виде изделия согласно предпочтительному варианту реализации изобретения.
На фиг.10 также показано несколько отверстий, представляющих собой пустоты в намотанных нитях и к примеру обозначенных 106, 108, 110, 112 и 114. Поскольку слоистое изделие или промежуточный продукт по данному изобретению в своем предпочтительном виде представляет печатную плату, то эти отверстия необходимы для осуществления соединений между различными проводниками и/или металлическими покрытиями, заключенными в изделии в соответствии с его основными принципами.
На фиг. 11 показано, что отрезки нитей 96 можно расположить таким образом, чтобы получить секции 120, где нет отрезков нитей 96. В соответствии с предпочтительным вариантом реализации способа по данному изобретению в этих свободных пространствах образуются отверстия. На фиг.12 показано, что с этой же целью можно использовать более твердые и более мягкие отрезки нитей 98 и 100, что облегчает получение отверстий. Преимущество предложенных технологических решений в том, что отсутствуют препятствия от более твердых и более абразивных отрезков нитей, благодаря чему уменьшается износ инструмента и облегчается пробивание отверстий при отсутствии всяких препятствий, обычно встречаемых при этом.
На фиг. 13 изображен кусок, состоящий из нескольких печатных плат 92А, между которыми находится диэлектрик 122, 124, 126 и 127. Таким образом изделие 92 можно отпечатать, протравить, просверлить, покрыть металлом и т.д. для получения печатной платы 92А, входящей в состав многослойной печатной платы, обеспечивающей более плотную упаковку электрических схем. На оправки также могут наноситься металлические покрытия, предназначенные для заключительного нанесения на ламинаты и имеющие форму электрических схем. Если данный способ реализуется именно таким образом, то исключается необходимость в заключительных операциях травления, а также в иных дорогих и нежелательных этапах, являющихся обычными в типовых технологических процедурах.
На фиг.14 изображено более подробно, хотя и достаточно схематично устройство для реализации одного из способов по данному изобретению. На нем изображены источники 130 и 132 нитей 134. Нити могут иметь форму одиночной пряди или нити, либо предпочтительно могут представлять пучок из нитей, расположенный в виде плоской ленты, легко промышленно доступной в виде лент или пучков из стекловолокна (обычно называемых ровницами), такие ленты или пучки применяются в самых разных областях техники, кроме рассмотренных здесь применений.
Источники 130 и 132 соответственно соединены с двигателями регулирования натяжения 136 и 138, к которым подходят кабели 140 и 142, подключенные к регулятору напряжения 144. Регулятор напряжения 144 представляет собой регулируемый источник напряжения, от которого на двигатели 136 и 138 поступает напряжения для регулирования натяжения, прикладываемого к ленте или нити, поступающей от источников 130 и 132. Создаваемое натяжение обеспечивает предварительное напряжение ленты, образующей соответствующие обмотки, за счет чего и регулируется окончательное натяжение нитей на оправке. Также возможно применение в иных средств регулирования натяжения и торможения.
Нити 134 проходят через направляющие ролики 150 и 152, между которыми находится ролик компенсации скорости 154, управляемый от кулачка 156, действующего совместно с толкателем 158. Кулачок 156 через вал 160 соединяется с передачей 162, соединенной в свою очередь с шестернями 164, 166 и 168 и далее с двигателем 170, что будет более подробно рассмотрено ниже.
Кулачок 156, действующий совместно с толкателем 158 и роликом 154, обеспечивает точную подстройку и регулировку скорости подачи нитей 134, обеспечивая тем самым компенсацию изменения скорости, требуемую для поддержания постоянной скорости нитей, наматываемых на оправку 20. Скорость нити в месте 178 не может быть равномерной из=за того, что оправка имеет плоскую форму. (При круглой оправке эта скорость была бы постоянной или равномерно). Увеличивая или уменьшая скорость с помощью элементов 154, 158 и 156, можно обеспечить поступление нитей 134 от источника 132 с постоянной скоростью.
С передачей 164 соединен вал с резьбой 172, на котором находится ползун 174, скрепленный с установочным приспособлением 176, на котором находится ролик 152. Кроме того, ползун 174 несет ушко нитепроводника 178, через которое нить или нити проходят на своем пути к вращающейся оправке 20. За счет вращения вала 172 происходит прямолинейное перемещение ползуна 174 и скрепленного с ним установочного приспособления 176 в зависимости от скорости, обеспечиваемой двигателем 170 через шестерни 168, 166, 164.
Оправка 20 установлена между хвостовым 180 и головным 182 держателями, совместно образующими держатель под оправку 20. Хвостовой держатель оправки 180 соединен с задней бабкой 184, смонтированной на салазках 186, с которыми она соединяется посредством рукоятки 188. Тем самым обеспечивается захват и опускание оправки 20, чтобы оправку можно было повернуть на 90o между осями X и Y для намотки спиралей перпендикулярно друг другу.
Головной держатель оправки 182 соединяется с двигателем 170 и с его помощью приводится во вращение. Следовательно, вращение оправки 20 и вращение элементов 160' и 172 взаимосвязаны и прямо противоположны размерами и числу зубьев шестерен 162, 164, 166 и 168. За счет этого можно выбирать и строго контролировать шаг каждой спирали, при этом на нить или нити, образующие данную спираль, воздействует натяжение, регулируемое двигателями 136 и 138, которые в свою очередь управляются от вышеупомянутого регулятора напряжения 144.
На фиг.15 показано, как вращается оправка 20, размещенная в соответствии с фиг.9 таким образом, что ось X становится осью Y и наоборот, за счет этого обеспечивается намотка различных спиралей 34 и 36, рассмотренных выше в связи с фиг.1, 5, 9 и 10. Как и прежде, вращение оправки 20 регулируется с помощью двигателя 170, действующего посредством различных элементов, рассмотренных выше в связи с фиг.14.
На фиг. 14 и 15 показан лишь один вариант реализации способа по данному изобретению. Выше было отмечено, что существуют и иные способы реализации данного изобретения, один из которых проиллюстрирован с помощью фиг.16 и 17. На этих фигурах также имеется оправка 20. Однако в этом случае оправка 20 не вращается, хотя и может совершать прямолинейное перемещение, показанное к примеру стрелкой 194. В данном варианте конструкции предусматривается множество источников нитей или нитевых конструкций.
Все эти источники обозначены позициями 196, 198, 200 и 202. Они установлены на поворотном диске 204, смонтированном на подшипниках 206 на опоре 208. Поворотный диск 204 обеспечивает перемещение источников 196, 198, 200 и 202 планетарным образом и в таком направлении, когда они движутся вокруг оправки 20. Следовательно, источники нитей планетарным образом вращаются вокруг оправки 20, представляющей солнце, вокруг которого регулярным образом с постоянной скоростью вращаются планеты. На самом деле источники являются отдельными катушками, способными к вращению на соответствующих осях и обозначенных к примеру 210 с тем, чтобы на оправку 20 спиральным образом могла наматывать нить или нити 212 (или 214, 216, 218), образуя спираль, обозначенную позицией 222. В данном случае оправку также можно смещать на 90o для получения желаемых спиралей, перпендикулярных друг другу. Следовательно, для получения относительного перемещения между оправкой и источником или источниками нитей можно как вращать оправку при удержании источника или источников на месте, так и наоборот. Заметим, что для достижения требуемого результата можно одновременно применять обе категории перемещений.
Другие способы связаны с применением ткацких навоев для нанесения цельных слоев из параллельных нитей или пряжи, что показано на фиг.18, 19, 20 и 21. Слои наносят в виде параллельных нитей 201 от источника 203 в заданное положение вокруг оправки 205 (см. фиг.18), после чего зажимают и подрезают с помощью инструмента 207, изображенного на фиг.19, дальнейшие действия с оправкой происходят так, как было описано выше. Слои также можно наносить на рамку и затем их зажимать и подрезать. Дальнейшие действия с рамкой осуществляются так, как указано выше. Полученный слой перемещают перпендикулярно относительно источника 203, что видно из фиг.20 и зажимают его с помощью дополнительного инструмента 209. показанного на фиг.21.
Различие состоит в том, что с помощью оправки можно получить сразу два ламината (по одному с каждой стороны оправки). С помощью рамки можно за один цикл получить лишь один ламинат.
В дополнение к сказанному заметим, что вокруг оправки, имеющей круглую или любую иную подходящую форму, можно разместить соответствующие рамки и формировать каждый слой при помощи стандартных методов намотки. Положение рамок может меняться с тем, чтобы оси X и Y были параллельны, либо перпендикулярны обмотке. После получения каждого законченного слоя конец нити может быть прикреплен к рамке, нити обрезаны, рамка повернута на 90o, после наносится следующий слой. Получение матрицы может производиться так, как описано выше.
На фиг.22-26 показан один из вариантов реализации устройства для нанесения смолы на намотанные спирали. На чертежах показ бак или резервуар или камера 240, внутри которой находится ванна 242 для жидкой смолы 244. С внутренним пространством 256 камеры 240 через отверстие 254, трубу 252, вакуумную ловушку 250 и трубу 248 сообщается вакуумным насос 246. Верхняя крышка 258 опирается на кольцевой фланец 260 камеры 240 посредством кольцеобразного уплотнения 262, обеспечивающего необходимую герметизацию. Через отверстие 264 может проходить стержень держателя оправки 266. На стержне имеется зажим 268, на котором удерживается оправка 20 вместе с намотанными на нее обмотками. Кольцеобразное уплотнение 265 обеспечивает герметизацию между стержнем 266 и верхней крышкой 258.
Из фиг. 22 видно, что по обеим сторонам оправки находятся формующие или внешние пластины 270 и 272. Пластины соединены с поршневыми штоками 274 и 276, управляемыми гидравлическими цилиндрами 278 и 280. Назначение этой конструкции будет подробно рассмотрено ниже.
На фиг. 23 изображены по сути те же элементы, что были описаны выше со ссылкой на фиг. 22. Однако на этой фигуре стержень 266 показан смещенным вниз, что изображается с помощью стрелки 290. Стрелка 292 указывает направление, в котором могут смещаться пластины 270 и 272. При нахождении стержня 266 и зажима 268 в положении, изображенном на фиг.23, оправка 20 будет полностью погружена в ванну 244 вместе со спиральной обмоткой. Поскольку благодаря насосу 246 в камере существует вакуум, обеспечивается полное проникновение смолы в промежуточное изделие.
Как видно из фиг.24, стержень 266 затем смещается вверх, и оправка 20 выходит из ванны 244. Смола стекает с нее, что показано каплями 296. Таким образом, избыточная смола может стечь назад в контейнер 242. Вследствие тиксотропности часть смолы остается на спиральных обмотках.
В соответствии с фиг.25 под действием поршней и цилиндров 278 и 280 пластины 270 и 272 подводятся к стопорам 56B на оправке 20. Стопоры определяют действительную толщину получаемого слоистого изделия. Эта толщина учитывает все обмотки и смолу. Благодаря тому, что применена жидкая система, для смыкания пресс-формы требуется приложить очень незначительное давление. После смыкания пресс-формы вакуум можно снять.
На фиг. 26 изображено снятие верхней крышки 258, благодаря чему оправку и обмотки на ней можно подвергнуть действию тепла по любому из существующих способов, например с использованием излучения, конвекции, теплопроводности и/или применяя микроволновый нагрев и иные упомянутые выше типы нагрева. При этом пластины 270 и 272 размыкаются и оттуда извлекается оправка и изделие. Ламинат подрезается по краям и удаляется из оправки, после чего из промежуточного изделия вырезается законченный ламинат в соответствии с изложенным выше.
На фиг. 27, а и б в соответственно перпендикулярных разрезах показано одно из возможных готовых изделий, где с одной стороны от плоскости симметрии, обозначенной 310, имеется несколько слоев, обозначенных 300 и 302. С другой стороны от плоскости симметрии показаны слои 312 и 314. Отрезки нитей 322 и 324 в слоях 302 и 312 на противоположных сторонах плоскости симметрии 310 параллельны друг другу и сориентированы друг с другом. Все перечисленные отрезки нитей, как и отрезки нитей внешних слоев, размещаются регулярно на одинаковых расстояниях и заключаются в матрицу, описанную выше. Электропроводящие покрытия обозначены 330 и 332. На фиг. 28 видна структура ровницы R. Заметим, что в нитевом слое и изделии по фиг. 27 могут быть оставлены пустоты, их можно либо заполнить смолой матрицы, либо оставить незаполненными при помощи соответствующей станочной обработки. Отверстия можно просверлить, пробить или раззенковать и получить отверстие, где с помощью металлизации, заклепывания или иного другого средства обеспечивается соединение электрических схем на одной поверхности со схемами на другой поверхности.
Все перечисленные выше технологические методы основаны на удаляемой оправке. В соответствии с другим вариантом реализации данного изобретения ламинат формируют вокруг сердечника или оправки, которую удерживают в требуемом положении и которая может использоваться в качестве теплоотвода, соединения с землей, силовой плоскости и при необходимости может управлять температурным расширением. При этом оправку можно изготавливать из металла или в виде ламинатов с металлическим плакированием. Сплав меди с инваром представляет один из материалов, пригодных к применению в качестве теплоотвода или сердечника для согласования температурного расширения интегральных микросхем на керамических подложках. Кроме того, можно предусмотреть удаление оправки с получением окна, образующего канал, либо схожее отверстие.
Природа и тип материала нити, используемой в качестве армирования матрицы рассмотрены выше. Желательно, чтобы этот материал был некрученым, однако возможно применение и крученого. Также возможно применение и иных типов армирования, хотя с ними значительно трудней регулировать равномерность коэффициента температурного расширения, а также модуль упругости. При этом затрудняется контроль за короблением и его предотвращение. Как было сказано выше, нити могут накладываться в виде одиночных нитей либо пучков или лент из нескольких параллельных нитей, доступных в промышленности.
Способ по данному изобретению в общих чертах можно рассматривать как предпочтительный вариант реализации способа изготовления слоистой платы, состоящего из этапов, при которых наматывают первый слой из напряженных некрученных нитей, расположенных параллельно на расстоянии друг от друга, затем наматывают второй слой из напряженных некрученых нитей, также находящихся параллельно на расстоянии друг от друга под углом к первой группе нитей, после чего последовательно наматывают следующие группы из некрученых напряженных нитей поверх упомянутых выше первых слоев. Затем нити пропитывают смолой, а смолу отверждают. При этом первая группа нитей равномерно размещается вокруг первой оси, вторая группа нитей также равномерно размещается вокруг второй оси, поперечной по отношению к первой.
В соответствии с данным изобретением на оправке предусматривают съемный ободок, удаляемый вместе с краевым участком получаемых спиралей, вследствие чего спирали разделяются на два отдельных участка, у которых отрезки нитей распределяются равномерно и параллельно, будучи по существу перпендикулярными краям полученного ламината.
Выше был перечислен ряд различных процедур, в дополнение к ним при некоторых применениях можно использовать непрерывный поясок, предложенный в патенте США N 3537937. При любых обстоятельствах и при любых условиях желательно, чтобы число отрезков нитей было одинаковым в обоих направлениях внутри ламината или ламинатов и чтобы все слои были представлены в виде зеркальных изображений относительно центральной плоскости или плоскости симметрии промежуточного и готового изделия. Армирующие слои, либо нити в них желательно размещать так, чтобы получить одинаковые модули упругости в направлениях X и Y. Однако при необходимости можно получить различные модули упругости в направлениях X и Y. Тем самым предполагается возможность изменения плотности или шага намотки. В любом случае предпочтительно, чтобы все нити или отрезки нитей в получаемых обмотках имели равное натяжение и были расположены на одинаковом расстоянии.
Величина натяжения должна при температуре желатинизации иметь такую величину, чтобы при понижении температуры до комнатной обеспечить сбалансированности напряжений, создаваемых в нитях армирования за счет натяжения, а также усадку смолы и их расширение и сжатие, связанные с температурой с тем, чтобы в ламинате не возникали напряжения, превышающие критическое напряжение вспучивания.
При некоторых условиях, не рассматриваемых здесь как предпочтительные, возможно включение в слои готового изделия волокон ткани или нетканых материалов, применяемых в известных технологических методах. Включение в изделие тканевых слоев затруднит контроль за равномерностью свойств изделия, рассматриваемый как существенное преимущество данного изобретения.
При нанесении металлических, либо проводящих слоев возможно применение фольги или осаждения материалов на поверхности оправки и/или внешних пластин (см. пластины 270 и 272 на фиг. 22). Как было сказано выше, металл можно осаждать в виде электрической схемы. С этой целью возможно применение фотошаблонов, ибо трафаретной печати на негативный резист или иные технологические приемы. В соответствии с двумя возможными способами резист можно удалять и получать на ламинате электрическую схему, полностью заключенную в него при возможной заделке заподлицо поверхности меди. В соответствии с другим методом резист можно оставлять на своем месте и наносить на него антиадгезионный материал (если резист не обладает антиадгезионными свойствами) с последующим получением ламината. Медь можно наносить электроосаждением или иными технологическими способами. Медь можно полировать для улучшения ее зернистости. Медь также можно подвергать станочной обработке или шлифованию до получения требуемой толщины. Кроме того, медь можно плакировать цинком или никелем и/или химически обрабатывать для получения при необходимости оксидов для достижения лучшего сцепления со смолой ламината. На медь может наноситься адгезионный слой для повышения прочности на отрыв и для получения барьера для нитей от пропадания травящих химикатов или иных корродирующих веществ.
Нити можно пропитывать сольвентным раствором смолы как до, так и во время намотки, при этом растворитель может полностью испаряться. Смола может частично отверждаться с последующей пропиткой в вакууме в соответствии с фиг. 22-26. Такой метод может оказаться полезным для удержания нитей в заданных положениях при пропитке для некоторых сочетаний смолы с армированием. Также существует метод, согласно которому наносят две различные, но совместимые системы смолы, одна из которых окружает стекловолокно, а другая заполняет промежутки. Такой метод может оказаться предпочтительным в ряде случаев.
В соответствии с данным изобретением в ламинатах могут предусматриваться установочные отверстия, а сами ламинаты могут штабелироваться при помощи установочных штифтов в соответствии с известными технологическими приемами, применяемыми при изготовлении многослойных печатных плат. Полученную сборку можно поместить в герметизационный корпус и под действием внешних пластин 270 и 272 получить готовую сборку.
В настоящее время многослойные печатные платы изготавливают из односторонних или двусторонних печатных плат, двух и более групп ткани, пропитанной смолой или препрега, и двух внешних проводящих слоев, в качестве которых обычно применяют медную фольгу. Так, многослойную печатную плату можно изготовить из трех двусторонних печатных плат, соединив их и покрыв четырьмя слоями предварительно пропитанной ткани (т.е. препрегом), при этом на обе стороны наносятся два листка медной фольги. Из таких сборок может быть получена книжка, когда между сборками помещают две стальные разделительные платы. Между стальными платами можно поместить несколько штабелированных сборок, установить все это под пресс и отвердить при действии температуры и давления.
Для выравнивания шести электрических схем на трех двусторонних печатных платах обычно применяют стальные установочные штифты, проходящие сквозь все отверстия, высверленные во всех печатных и разделительных платах Отверстия в трех печатных платах и разделительных пластинах сверлят при соблюдении строгих допусков, тогда как отверстия в препреге и медной фольге могут иметь гарантированный зазор.
При этом очень важна одинаковая ориентация всех линия в шести внутренних электрических схемах, поскольку в готовой многослойной печатной плате сверлят отверстия, куда осаждают металл для получения электрического соединения между линиями различных электрических схем, имеющихся на этой плате. Если линии окажутся неточно расположенными, то осаждение металла в отверстиях может привести к разрывам или коротким замыканиям, медных проводников и нарушения правильной ориентации.
Другая проблема связана с заполнением угла, образуемого между поверхностью печатной платы и стороной проводящих линий. Печатные платы штабелируются вместе с препрегом и пространство между проводниками совершенно не содержит материала. При сборке печатных плат препрег остается сверху проводников, а в пространство между ними материал не попадает.
В настоящее время состояние печатных плат зависит от потока смолы из препрега при нагреве до отверждения для заполнения этих пустот. В некоторых из известных технологических решений под прессом поддерживают вакуум, что способствует удалению захваченного воздуха и лучшему заполнению пустот. В других технологических решениях для удаления воздуха и получения равномерного давления при отверждении применяют вакуумные камеры и автоклавы.
Одна из целей изобретения заключается в устранении обеих проблем, существующих на нынешний день в производстве многослойный печатных плат, а именно гидравлического давления, перемещающего проводящие линии, и тенденции к захвату воздуха или образованию пустот по обеим сторонам от проводящих линий.
На фиг. 29а изображена двусторонняя печатная плата 400, предназначенная для изготовления многослойной печатной платы. В соответствии с данным аспектом изобретения плату покрывают заданным числом слоев из нитей при помощи оборудования, описанного в связи с фиг.9, 14-16. В соответствии с другим вариантом по обеим сторонам печатной платы можно наложить слой ткани, обработанной покрытием, совместимым со смолой матрицы. По периметру платы 400 можно предусмотреть прокладочные рамки 401 (a)-(d).
На фиг.29, б в разбросанном состоянии показан узел, получаемый при проведении процесса по данному изобретению. Здесь изображена восьмислойная плата, где имеется шесть слоев по обеим сторонам трех внутренних печатных плат 402, 404 и 406 плюс еще два медных слоя, добавленных для получения внешних поверхностей многослойной печатной платы. По периметру также видны эластомерные прокладки 408, при помощи которых смола удерживается между пластинами 410 и 412.
Три внутренних печатных платы размещаются согласованно и на требуемом расстоянии друг от друга у нижних участков 402(a), 404(a) и 406(a) посредством склейки, клепки или иного схожего средства. Для точной ориентации плат применяется оптическое средство, действующее по соответствующим мишеням, имеющимся на каждой печатной плате. Для получения требуемого расстояния применяют соответствующий прокладочный материал, используемый в качестве варианта или дополнения к распоркам 401(a)-401(d).
На фиг.29, в показан разделительный блок 414, находящийся в поднятом положении. При работе он в опущенном положении устанавливается в сборку, что показано на фиг.29 г, тогда блок 414 обеспечивает увеличение расстояния между печатными платами, а также между печатными платами и внешними пластинами. В своем верхнем или поднятом положении (см. фиг. 29, в) блок 414 отделен от плат, и элементы находятся на расчетном расстоянии, скомпенсированном при необходимости на усадку. Также возможно применение прокладочных рамок или схожих приспособлений.
На фиг.29, е показаны пальцы 416 разделительного блока 414 в более крупном масштабе. Каждый палец сужается к концу, что способствует быстрому и эффективному проникновению смолы между различными элементами, что будет рассмотрено далее.
Как видно из фиг.30, сборка помещается в соответствующую вакуумную камеру 420. При этом блок 414 находится в нижнем положении и отделяет компоненты друг от друга в верхней части. Диаметр прокладки 408 выбран таким, что она в исходном сжатом состоянии обеспечивает герметизацию внешних пластин с трех сторон (справа, слева и снизу), образуя контейнер или камеру для сборки из печатных плат. Сверху камера открыта, туда поступает смолы, используемая далее. Блок 414 лишь частично закрывает верхнее отверстие. Затем камера откачивается до требуемого вакуума примерно 2 мм рт.ст. или менее.
Как видно из фиг.31, при осуществлении в камере вакуума туда по трубке 422 в контейнер, образованный двумя внешними пластинами 410 и 412 и эластомерной прокладкой, подается смола. Ее количество должно быть таким, чтобы при последующем смыкании сборки до заданного расстояния уровень смолы находился выше внутренних плат 402, 404 и 406 и армирования, намотанного или наклеенного на них. После этого сборку оставляют в изображенном состоянии на время, достаточное для рассасывания пены и для заполнения смолой всех промежутков.
Как видно из фиг.32, затем поднимается блок 414, а цилиндры активируются для смыкания сборки на расчетном расстоянии. Как только сборка достигнет расстояния, задаваемого к примеру распорками 401(a)-(d) или иными прокладками, вакуум можно снимать.
Как видно из фиг.33, верхняя часть 424 камеры 420 снимается, а сборка нагревается для отверждения смолы. В качестве иллюстрации здесь показаны лампы 426 и 428, однако возможно применение и иных нагревательных устройств. При необходимости сборку можно подвергнуть доотверждению, после чего убрать внешние пластины 410 и 412 и прокладку 408. Теперь изделие можно подрезать и во время подрезания при необходимости можно удалить распорки 401(a)-(d).
Применение способа по данному изобретению обеспечивает устранение двух важных проблем, присущих известным технологическим методам. Согласно данному способу отсутствует давление или гидравлические силы, стремящиеся сдвинуть проводящие дорожки. Также существенно, что благодаря применению метода пропитки в вакууме все промежутки заполняются смолой, благодаря чему отсутствуют пустоты или захваченные газы. Кроме того, имеется ряд иных преимуществ. К примеру исключается необходимость в прессе, вакуумном прессе или автоклаве с вакуумной камерой. Проведение цикла формования намного проще и легче поддается контролю из-за исключения реологических проблем. Затем можно использовать широкий спектр смол, так как устраняются требования по препрегу и по хранению. Исключаются сольвентные системы и связанные с ними проблемы загрязнения и токсичности.
Способ по данному изобретению обеспечивает значительную гибкость при контроле отношения содержания армирования к смоле в печатных платах. Отношение объемного армирования к смоле можно варьировать теоретически примерно от 0 до 0,9. Нулевой коэффициент связан с тем, что в принципе можно производить формование между внешними пластинами, либо внешними пластинами и оправкой. Все поверхности перечисленных инструментов удерживаются на требуемом расстоянии друг от друга при помощи прокладок, т.е. обеспечивается требуемая толщина. Чтобы получить контейнер для смолы, снизу и по бокам помещается уплотнение. Хотя нулевые или очень малые отношения армирования к смоле допустимы для немногих применений, все же они возможны. Ниже рассмотрен один из существенных примеров.
Как правило армирование имеет большую диэлектрическую постоянную, чем смола. Однако смола станет поглощать воду, тогда как с армированием этого не произойдет (за исключением армирования органического типа). Коэффициент температурного расширения армирования имеет по меньшей мере на порядок меньшей мере на порядок меньшую величину, чем у смолы.
Поэтому можно предполагать (при отсутствии линейной зависимости) справедливость следующих положений.
С увеличением отношения армирования к смоле, увеличивается диэлектрическая постоянная, уменьшается поглощение воды, благодаря чему ламинат оказывается более стойким к травлению, осаждению металла и иным процедурам, уменьшается температурный коэффициент расширения.
Вместе с тем в промышленности как правило предпочитают малую или минимальную диэлектрическую постоянную, максимальную стабильность в размерах в ходе обработки, что означает по большей части малое поглощение воды, коэффициент температурного расширения, согласованный с соответствующим коэффициентом кристаллодержателей интегральных микросхем (-5-7•10-6)oC, контроль за повторяемостью.
Это связано со следующими причинами.
Скорость электронных сигналов в проводнике обратно пропорциональна квадратному корню из диэлектрической постоянной диэлектрика, окружающего этот проводник. Поэтому обычно предпочитают платы с малой и одинаковой диэлектрической постоянной.
Внутренние печатные платы, входящие в состав многослойных печатных плат, должны иметь стабильные размеры. До того, как эти платы входят в состав многослойной печатной платы, они подвергаются процессам печати, травления и электроосаждения при действии тепла и давления. Если платы имеют стабильные размеры, то электрические схемы на них будут хорошо согласовываться друг с другом. Этот момент имеет большое значение из-за последующего сверления отверстий и осаждения в них металла при сборке многослойной печатной платы, что необходимо для электрического соединения различных проводников на внутренних печатных платах. Если эти проводники окажутся несориентированными, то в многослойной плате могут возникнуть разрывы или короткие замыкания, что приведет к отказу платы. Следовательно, стабильность в размерах один из наиболее существенных факторов при повышении плотности монтажа за счет применения более тонких печатных проводников при уменьшении расстояния между ними.
Также желательно, чтобы коэффициент температурного расширения многослойной печатной платы был согласован с коэффициентом температурного расширения подложки интегральной микросхемы, установленной непосредственно на поверхности многослойной платы. Благодаря этому минимизируются напряжения при соединении подложки микросхемы с поверхностью многослойной платы из-за температурных циклов.
Рассмотрев одну из конструктивных схем, возможную при использовании данного изобретения и неприменимую при нынешнем уровне техники, в многослойной печатной плате суммарное отношение армирования к смоле выбирается из учета диэлектрической постоянной и коэффициента температурного расширения. Полученную величину принимают за среднее значение и для ее достижения выбирают большое отношение армирования к смоле у внутренних печатных плат и малое отношение армирования к смоле у диэлектрика, применяемого между этими печатными платами. Большое отношение армирования к смоле у внутренних печатных плат обеспечивает максимальную стабильность размеров при обработке. Малое отношение армирования к смоле у внутреннего диэлектрика предназначается для усреднения и получения заданного общего коэффициента температурного расширения и суммарной диэлектрической постоянной.
Выше было сказано, что теоретически диапазон возможных отношений армирования к смоле в изделии и способе по данному изобретению лежит в пределах от 0 до 0,90. Как правило, в ламинате матрица из смолы наиболее подвержена поглощению воды и химикатов и действию температуры. С поглощением воды или химикатов смола расширяется или стремится к расширению. Стекловолоконное армирование воду и химикаты не поглощает и потому стремится к сохранению прежних размеров. Для поддержания равновесия у соединенных вместе материалов надо, чтобы растягивающее усилие, создаваемое смолой в стекловолокне, было равно сжимающему усилию в смоле. Величина перемещения будет пропорциональна количеству жидкости, поглощенному смолой, процентному содержанию смолы, отнесенному к единице ламината, и модулю упругости, все это деленное на процентное содержание стекловолокна, отнесенное к единице ламината, и модулю упругости стекловолокна.
Изделия по данному изобретению могут иметь большие отношения армирования к смоле. Причина лежит в геометрии. В конструкции C.T.L. армирование каждого слоя состоит из параллельных нитей. В известных технологических процессах применяются ткани, при которых получается рельеф с завитками пряжи, также подвергнутой кручению. Из-за этого неизбежно возникают воздушные промежутки, перемещаемые смолой на этапе препрега, поэтому процентное содержание смолы увеличивается до большого уровня, повышая склонность к нестабильности. Кроме того, извитые нити обеспечивают не столь эффективное армирование, как прямые непрерывные волокна.
Математическое выражение для коэффициента температурного расширения ламинатов схоже с описанным выше уравнением равновесного состояния. В данном случае происходит достижение равновесия между смолой, имеющей большее расширение, примерно 80•10-6 единиц длины на единицу длины на градус C и армированием (типа E-стекловолокна) расширяющимся лишь на 5 •10-6 единиц длины на единицу длины наo C. Следовательно, уменьшение коэффициента температурного расширения является следствием увеличения процентного содержания армирования.
Коэффициент температурного расширения ламината
можно приближенно выразить так

где Kl коэффициент температурного расширения ламината;
Kr и Kg коэффициенты температурного расширения смолы и стекловолокна;
Er и Eg модули упругости смолы и стекловолокна;
Ar и Ag объем смолы и стекловолокна,
индексы r и g указывают на смолу и стеколоволокно соответственно.
На фиг. 34 изображены различные конструктивные конфигурации, которые можно намотать по данному способу производства печатных плат. Некоторые из этих конфигураций менее стабильны в сравнении с другими. К примеру, конфигурации по фиг.31F и 31G будут деформироваться при нoрмальной температуре и потому не могут считаться предпочтительными. В любом случае двухслойный ламинат 502 по фиг.31F излишне нестабилен и склонен к деформациям, что делает его мало пригодным для печатных плат, как и ламинат 504 по фиг.31G. Поэтому их нельзя считать предпочтительными вариантами реализации по данному изобретению, хотя в некоторых случаях их применение возможно.
Ответом на поставленную задачу является производство ламината, являющегося зеркальны отображением относительно нейтральной оси, тогда как нейтральная ось должна находиться на плоскости симметрии, размещенной в центре ламината. Этому требованию отвечают конструкции 506, 508, 510, 512, 514, а также многие другие. Иными словами, у любой точки, находящейся на перпендикуляре у центра или на серединной плоскости ламината, совпадающем с осью Z, проекция на расстоянии +Z должна быть такой же, как и на расстоянии -Z, т.е. должно иметь зеркальное изображение. На фиг. 21 в общем виде показаны базисы для проекций, это фиг. 31A (X и Y), B (X и Y), C (X и Y), D (X и Y), E (X и Y), F (X и Y). Они служат для определения проекций A A и B B и направлений X, Y и Z по отношению к ламинату 500.
Кроме указанного выше требования по зеркальному изображению существуют и другие требования, выполнение которых необходимо для изготовления плоских и недеформируемых
печатных плат, а именно:
все нити, сориентированные в одном и том же направлении, должны находиться при одинаковом натяжении в любом слое или плоскости или иных слоях, как и нити параллельной
ориентации;
натяжение всех нитей во время желатинизации должно быть минимально необходимым для сохранения ориентации. Величина натяжения при желатинизации должна быть такой, чтобы после
отверждения и понижения температуры до нормальной силы, вызванные натяжением армирующих нитей, усадкой смолы и относительным сжатием смолы и армирования из-за понижения температуры не должны создавать
в ламинате механического напряжения, превышающего критическое напряжение коробления;
во время отверждения и после него ламинат должен быть нагрет равномерно. Этот момент необходим для
получения равномерной усадки везде, либо по меньшей мере по сторонам относительно нейтральной оси.
Если по осям X и Y используется одинаковое количество армирования, то и коэффициент температурного расширения по этим осям должен быть одинаковым. Эта возможность достижима при использовании способа согласно данному изобретению, так как нити остаются плоскими и параллельными в отличие от структуры основы ткани, применяемой в обычных методах и ее заполнения смолой.
Когда печатные платы используются для поверхностного монтажа электронных компонентов, то желательно, чтобы коэффициент температурного расширения по осям X и Y у платы был таким же, как и электронного компонента или его подложки. Благодаря этому будут возникать минимальные напряжения при креплении компонента или его подложки не печатной плате, когда они подвержены действию температурных циклов.
Заметим, что прочность на растяжение по осям X и Y должна быть пропорциональна армированию, имеющемуся на каждом направлении. Отсюда следует, что баланс армирования по направлениям можно рассчитать и получить любые характеристики по армированию и прочности на растяжение.
Чтобы получить одинаковую прочность на изгиб в обоих направлениях X и Y, можно задаваться одинаковым модулем упругости второго рода в обоих направлениях. Конфигурация по фиг.34 A, B и C не балансируются, они будут иметь больший модуль упругости и прочность на изгиб по оси X, чем по оси Y. Модуль упругости в первом приближении пропорционален площади поперечного сечения на квадрат расстояния до нейтральной оси от центроида этой площади. Поскольку волокна, параллельные оси X, находятся снаружи, тогда как волокна, параллельные оси Y, находятся изнутри или ближе к нейтральной оси, то модуль упругости в сечении X больше, чем в сечении Y. При этом мы полагаем, что число волокон равно обоим направлениям.
Пусть на оси X имеется столько же нитей, сколько в направлении Y, и требуется получить одинаковый модуль упругости по направлениям X и Y, тогда следует применить недеформируемые конструкции плат по фиг.34,D и 34,E. У них сумма площади волокон на квадрат расстояния центроида этой площади от нейтральной оси примерно равна для обоих направлений. Аналогичным образом у ламината можно получить согласованные или регулируемые модули упругости по осям X и Y. Этот момент может оказаться полезным для экономии веса у печатных плат.
При использовании данного способа можно применять составы, упрощенные в сравнении с
теми, которые применяются в настоящее время для препрегов. К примеру, в случае применения систем на эпоксидной смоле типичным составом для материала High Pressure Lamination с препрегом будет
следующий:
Эпоксидная смола Dow D.E.R. 521-A80 125,0
Дициандиамид (Dicy) 3,25
Монометиловый эфир пропиленгликоля 16,25
Диметилформамид (DMF) 16,25
Бензилдиметиламиновый ускоритель (BDMA) 0,25
Эпоксидная смола в бромированном эпоксидном растворе содержит 18-20 вес. брома для придания огнестойкости и 20% ацетонового растворителя. Для
получения лака препрега вначале следует растворить отверждающее вещество (Dicy), представленное в твердой форме, в диметилформамиде и монометиловом эфире пропиленгликоля, поскольку он слабо
растворяется в органических растворителях и эпоксидных смолах. Из-за низкой растворимости дициандиамида в препреге могут возникнуть непредвиденные высокотекучие потоки, что может привести к сложностям
или даже невозможности получения высококачественных ламинатов. Рекристаллизованный или нерастворившийся дициандиамид при контакте с медной фольгой в ходе оксидной обработки может дать пустоты или
коричневые пятна, вследствие чего будут получены дефектные печатные платы. После того, как ткань пропитана лаком, все четыре растворителя ацетон, монометиловый эфир пропиленгликоля и диметилформамид
следует удалить. С растворителями связан вопрос затрат и проблемы вредности для здоровья.
Состав для реализации способа и получения изделия по данному изобретению может быть
следующим:
Эпоксидная смола Dow D.E.R. 43,5
Эпоксидная смола Shell Epon 8280 21,0
Метилтетрагидрофталевый ангидрид (MTHPA) 35,5
Бензилдиметиламиновый ускоритель
(BDMA) 0,5
Материал Dow D.E.R. 542 является броминированной полутвердой эпоксидной смолой, которую сочетают с жидкой эпоксидной смолой Shell Epon 8280 и смешивают с бензилдиметилиламиновым
ускорителем и жидким отверждающим веществом (MTHPA), не применяя никакие растворители, в результате получают смесь смол, применяемую для вакуумной пропитки и формирования по данному способу.
Приведенный выше состав применялся со стекловолоконной ровницей Owens/Corning 475-K1800 при выходе продукта 1800 ярдов на фунт для изготовления образцов по данному изобретению для сравнительных испытаний с существующим промышленным стандартом.
В качестве промышленного стандарта применялся материал под названием FR-4. Были испытаны все образцы. Результаты испытаний представлены ниже в таблице. Приведенная информация указывает на повышенную эффективность в применении материалов, рассчитанных на получение улучшенных эксплуатационных свойств изделия при реализации способа по данному изобретению.
Особый интерес представляет ряд испытаний на влагопоглощение. В 1PC имеется комитет под названием "Группа по вопросам стабильности в размерах", выпустившая отчет 1PC-483, апрель 1984 г. под названием "Испытания тонких ламинатов на стабильность в размерах". В этом отчете подробно рассмотрен вопрос о действии влаги на стабильность в размерах. В соответствии с одним из выводов расширение ламината увеличивается с большей относительной влажностью, причем содержание влаги и расширение материала как правило увеличивается с ростом содержания смолы. В соответствии со способом по данному изобретению можно получать тонкие ламинаты с малым содержанием смолы, обладающие более однородными и более высокими свойствами по осям X и Y, обеспечивая тем самым более жизнестойкое решение важной промышленной проблемы.
В таблице приведены результаты сравнительных испытаний по изобретению и прототипу.
Из всего вышеизложенного очевидны различные модификации и вариации в устройстве, способе и конструкциях. Все эти модификации и вариации не выходят за объем данного изобретения, изложенный в последующих патентных притязаниях.
Реферат
Использование: изобретение относится к микроэлектронике, в частности к изготовлению подложек для печатных плат. Сущность изобретения: проводят формирование слоистой структуры путем параллельной намотки диэлектрических нитей на плоскую оправку. Полученную структуру пропитывают в вакууме связующим. Представлены конструкции оправки и структура, получаемая в результате намотки и пропитки ее связующим, выбираемым из группы: эпоксидная смола или полиимид или сложный полиэфир или бисмалеимид или винилэфир или фенолальдегидная смола или меламин, или полибутадион. 10 с. и 47 з.п. ф-лы, 35 ил, 2 табл.
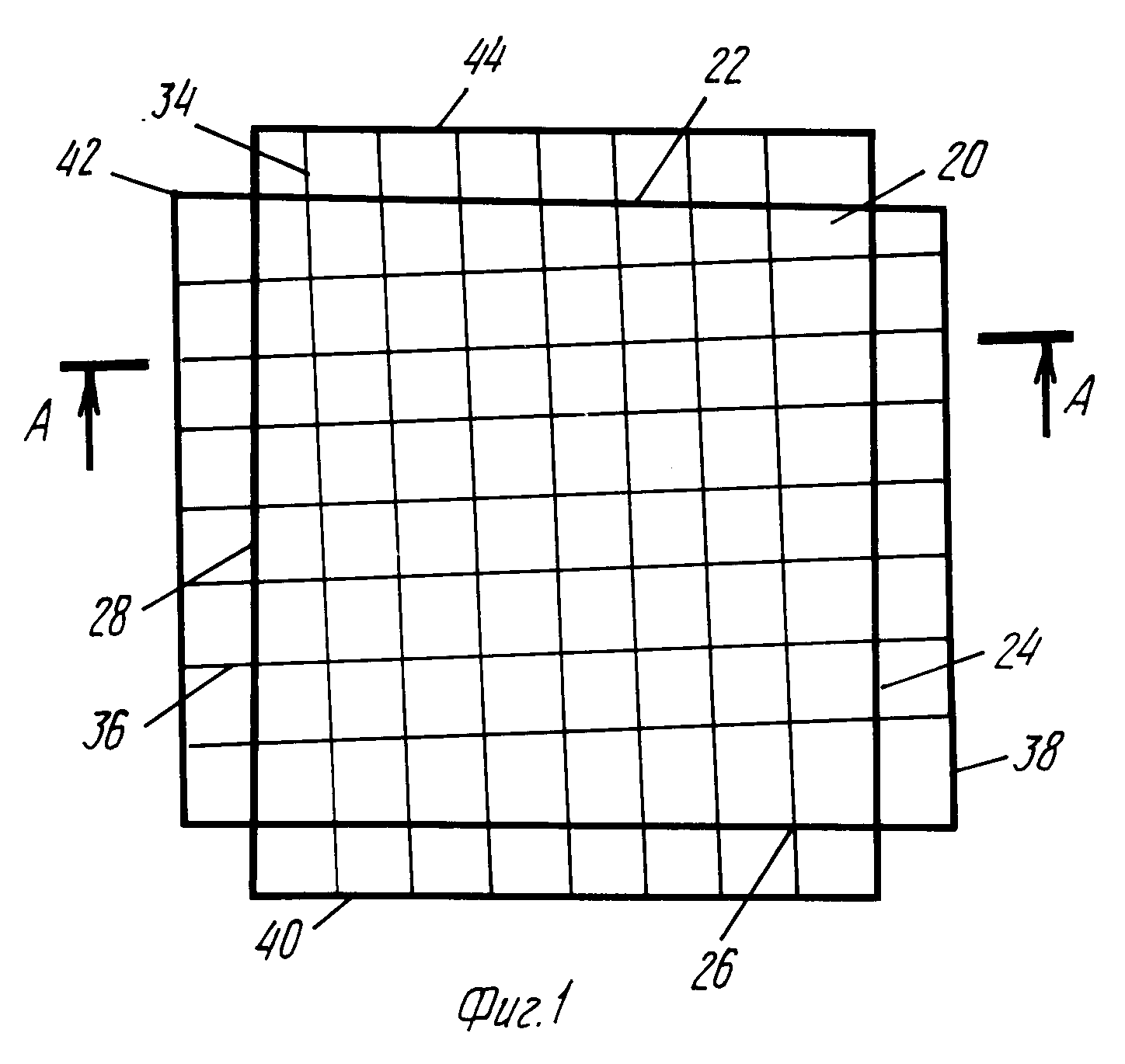
Формула
6. Способ по п. 1, отличающийся тем, что нить является электрически непроводящей и помещена в электрически непроводящее связующее, а нити наматывают так, чтобы обеспечить между ними пространства для образования отверстий через слои.
Комментарии