Способ и печатающая головка для трехмерной печати стекла - RU2693152C2
Код документа: RU2693152C2
Чертежи


Описание
Область техники изобретения
Изобретение относится к печатающей головке для трехмерной печати стекла и к принтеру трехмерной печати, содержащему такую печатающую головку. Кроме того, изобретение относится к способу трехмерной печати для трехмерной печати стекла.
Предпосылки создания изобретения
Термин "трехмерная печать" или "аддитивное производство" (АП) относится к любому из различных процессов печати трехмерного объекта. В первую очередь используются аддитивные процессы, в которых под управлением компьютера укладывают последовательные слои материала. Такие объекты могут быть почти любой форму или геометрии и производятся из трехмерной модели или другого источника электронных данных. За эти годы были разработаны принтеры трехмерной печати разных типов, такие как экструзионные принтеры 3D FDM (моделирование методом послойного наплавления). Экструзионные принтеры моделирования методом послойного наплавления главным образом основаны на плавлении нити, например, из пластмасс или металлов, в печатающей головке. Максимальная температура плавления в таких принтерах трехмерной печати ограничена примерно 250°С из-за относительно легкоплавких материалов, используемых для печатающих головок.
Существует желание иметь возможность печатать стеклянные объекты, такие как оптические элементы, с помощью принтера трехмерной печати, что требует рабочей температуры печатающей головки по меньшей мере 200-2200°С.
В публикации CN103395973 раскрывается формующий распылитель высокотемпературного расплава стекла, основанный на технологии трехмерной печати. Этот формующий распылитель высокотемпературного расплава стекла содержит распылитель и транспортер стеклянного стержня, установленный на заднем конце распылителя. Распылитель содержит защитный кожух, жаропрочный (устойчивый к высоким температурам) термоизолирующий слой изоляционного материала, слой проволоки для электронагревания при высоких температурах и жаропрочную корундовую плавильную полость, которые соединены последовательно. Распылитель разделен на три секции слоем проволоки для электронагревания при высоких температурах в соответствии с температурой нагрева. Этими тремя секциями являются секция предварительного разогрева, секция размягчения с расширением и секция плавления. Каждая секция снабжена датчиком температуры.
В публикации CN103395973 печатающая головка содержит нагревательную проволоку, которая окружена слоем изоляционного материала для направления большей части энергии к корундовой плавильной полости в центре печатающей головки. Такая конструкция является не очень знергоэффективной и для достижения требуемых температур потребуется излишнее количество энергии. Кроме того, применение огнеупорной керамики, такой как корунд, будет ограничивать максимальную температуру печатающей головки и, следовательно, печать стекла с высокой вязкостью, такого как кварцевое стекло или другие типы стекла. Дополнительной проблемой применения огнеупорной керамики, такой как корунд, при высокотемпературной трехмерной печати стекла (из стекла) является ограниченная стойкость к термическому удару большинства доступных керамик и химическое агрессивное воздействие со стороны стекла, вызывающее примеси/пузырьки в расплавленном стекле.
Краткое описание изобретения
Целью изобретения является обеспечение печатающей головки для высокотемпературной трехмерной печати для печати стекла, в которой преодолены по меньшей мере некоторые вышеупомянутые проблемы уровня техники.
Согласно одному аспекту предлагается печатающая головка для трехмерной печати стекла, содержащая нагревательное тело, выполненное из тугоплавкого металла, сквозное отверстие, расположенное в центральной части нагревательного тела, для подачи стекла сквозь нагревательное тело, сопло, расположенное на нагревательном теле на выходе сквозного отверстия, и индукционную катушку, расположенную вокруг нагревательного тела так, чтобы нагревать нагревательное тело за счет электромагнитной индукции, если на индукционную катушку подается высокочастотное напряжение.
При подаче стеклянных нитей через сквозное отверстие нагревательного тела, которое нагревается индукционной катушкой, нити плавятся и выходят из печатающей головки в расплавленной форме в виде стеклянной ленты. Эта стеклянная лента будет затвердевать вскоре после того, как она будет напечатана на стол принтера или на уже напечатанный слой, помещенный на стол принтера. Следует отметить, что вместо подачи стеклянной нити сквозь нагревательное тело, в это нагревательное тело можно подавать стеклянный порошок.
Применение тугоплавкого металла в качестве конструкционного материала для печатающей головки в сочетании с высокочастотной нагревательной системой позволяет печатающей головке работать при температурах выше 1000°С без отклонений от желаемого расстояния между соплом и столом принтера. Это обеспечивает возможность трехмерной печати стекла с высокой вязкостью, такого как кварцевое стекло и стекла других типов.
Необязательно, тугоплавкий металл содержит по меньшей мере один из следующих: молибден, вольфрам и рений. Эти металлы сочетают относительно высокую температуру плавления со степенью обрабатываемости материала, необходимой для создания печатающей головки.
Необязательно, нагревательное тело имеет по существу цилиндрическую форму. Такое тело по существу цилиндрической формы легко можно поместить в полость цилиндрической индукционной катушки. Кроме того, в теле по существу цилиндрической формы выработанная теплота может равномерно распределяться по телу, что будет обеспечивать легкое управление температурой.
Сквозное отверстие, также называемое каналом, может быть расположено соосно относительно главной оси нагревательного тела. Это приводит к очень простой и жесткой конструкции.
Необязательно, индукционная катушка расположена соосно относительно главной оси нагревательного тела. В такой конфигурации формируемые вихревые токи будут течь вокруг главной оси и будет эффективно вырабатываться оптимальное количество тепла.
Необязательно, индукционная катушка расположена на расстоянии от внешней поверхности нагревательного тела. Если индукционная катушка расположена на расстоянии от нагревательного тела, риск нежелательного физического (и электрического) контакта минимизируется. Поэтому сама катушка не нагревается. Кроме того, внутрь катушки можно легко поместить новую печатающую головку в случае необходимости замены печатающей головки другой.
Необязательно, нагревательное тело содержит одну или более канавок на своей внешней поверхности. Нагревание металлического тела в высокочастотном поле может привести к неравномерному распределению температур, при этом внешняя часть нагревательного тела нагревается сильнее из-за тенденции вихревых токов концентрироваться на внешней части металлического проводника. Для устранения перепадов температур, можно предусмотреть канавки-концентраторы. Предпочтительно, такие канавки обычно фрезеруют аксиально в теле печатающей головки, чтобы направить вихревые токи внутрь тела. Применение канавок-концентраторов энергии в теле печатающей головки улучшит кривую распределения температур в печатающей головке.
Необязательно, печатающая головка содержит один или более каналов подачи газа, выходы которых расположены вблизи сопла печатающей головки. По этим каналам подачи можно подавать защитные газы, такие как азот, для создания защитной среды вокруг сопла и/или нагревательного тела, которые выполнены из тугоплавкого металла. Стойкость этих металлов к агрессивному воздействию воды и кислорода при высоких температурах очень ограничена и может привести к окислению поверхности при формировании летучих оксидов металлов. Таким образом защита поверхности металлического компонента увеличивает срок службы печатающей головки.
Согласно дополнительному аспекту изобретения предлагается принтер, содержащий вышеописанную печатающую головку.
Необязательно, принтер содержит источник газа для подачи защитного газа в окружающее печатающую головку пространство и кожух, расположенный вокруг печатающей головки для удержания защитного газа так, чтобы создать атмосферу защитного газа. Защитный газ можно выбрать из группы, содержащей азот и аргон. Было показано, что такие газы существенно защищают поверхность нагревательного тела и сопла.
Согласно дополнительному аспекту предлагается способ трехмерной печати стекла. Способ содержит обеспечение печатающей головки, содержащей нагревательное тело, выполненное из тугоплавкого металла и имеющее сквозное отверстие, расположенное в центральной части нагревательного тела. Способ дополнительно содержит размещение вокруг нагревательного тела индукционной катушки и подачу через сквозное отверстие одной или более стеклянных нитей, и подачу на индукционную катушку высокочастотного напряжения для нагрева нагревательного тела за счет электромагнитной индукции и для косвенного нагревания стеклянных нитей.
Рабочая температура печатающей головки может составлять 200-2200°. Такие температуры делают возможной трехмерную печать из таких материалов, как боросиликат, кварцевое стекло, низкоплавкий стеклоприпой, известково-натриевые стекла, Е-стекло, биостекло или другое стекло с высокой температурой размягчения.
Изобретение предлагает печатающую головку для трехмерной печати с высокочастотным (ВЧ) нагревом, выполненную из тугоплавкого металла. Необязательно, в нагревательном теле расположены концентрирующие энергию канавки и выполнены подающие каналы для подачи охлаждающего или защитного газа в область вокруг сопла.
Краткое описание чертежей
Эти и другие аспекты изобретения будут очевидны из и объяснены дополнительно со ссылкой на варианты осуществления, описанные путем примера в нижеследующем описании, и со ссылкой на приложенные чертежи, на которых:
Фиг. 1 схематически показывает вид сбоку некоторых компонентов принтера для трехмерной печати по варианту осуществления изобретения;
Фиг. 2 схематически показывает поперечное сечение печатающей головки по фиг. 1;
Фиг. 3 показывает поперечное сечение нагревательного тела по конкретному варианту осуществления;
Фиг. 4 показывает вид в перспективе варианта осуществления принтера для трехмерной печати, содержащего печатающую головку по фиг. 3 и трехкоординатный стол;
Фиг. 5 показывает блок-схему последовательности операций способа трехмерной печати стекла по варианту осуществления изобретения.
Фигуры являются чисто схематическими и выполнены не в масштабе. На фигурах элементы, соответствующие уже описанным элементам, могут иметь те же самые ссылочные позиции.
Подробное описание вариантов осуществления
Фиг. 1 схематически показывает вид сбоку некоторых компонентов принтера для трехмерной печати по варианту осуществления изобретения. Принтер для трехмерной печати содержит печатающую головку 1, устройство 2 ввода и стол 3, также называемый "трехкоординатным столом" (XY(Z)). Устройство 2 ввода предназначено для вдавливания стеклянной нити 4 в холодный конец головки 1 принтера с помощью шагового двигателя. Следует отметить, что возможны и другие способы подачи стеклянных нитей в печатающую головку 1. В этом примере печатающая головка 1 содержит сопло 5, транспортную трубку 6 и нагревательное тело 8. Нагревательное тело 8 выполнено из так называемого тугоплавкого металла. Транспортная трубка 6 простирается через отверстие (на фиг. 1 не показано), имеющееся в центральной части нагревательного тела 8. Индукционная катушка 11 расположена вокруг нагревательного тела 8 на расстоянии от внешней поверхности нагревательного тела 8. Индукционная катушка 11 соединена с источником 16 ВЧ (высокочастотного) напряжения. Когда источник 16 высокочастотного напряжения активирован, высокочастотный ток через катушку 11 создает электромагнитное поле, которое создает так называемые вихревые токи в нагревательном теле 8 и в результате температура нагревательного тела 8 повышается. При подаче достаточного напряжения на катушку нагревательное тело 8 достигает температуры, при которой стеклянная нить, проходящая сквозь печатающую головку 1, плавится. Расправленное стекло выходит из печатающей головки 1 через сопло 5 в виде ленты и встречается со столом 3 или с уже изготовленными слоями на трехкоординатном столе 3. Трехкоординатный стол 3 может перемещаться средством позиционирования (не показано), которым управляет компьютерная программа. Стол 3 направляет ленту в нужном направлении на основе выходного сигнала компьютерной программы. При управлении шаговым двигателем устройства 2 ввода обеспечивается нанесение нужного количества материала в нужную точку печатаемого объекта 15.
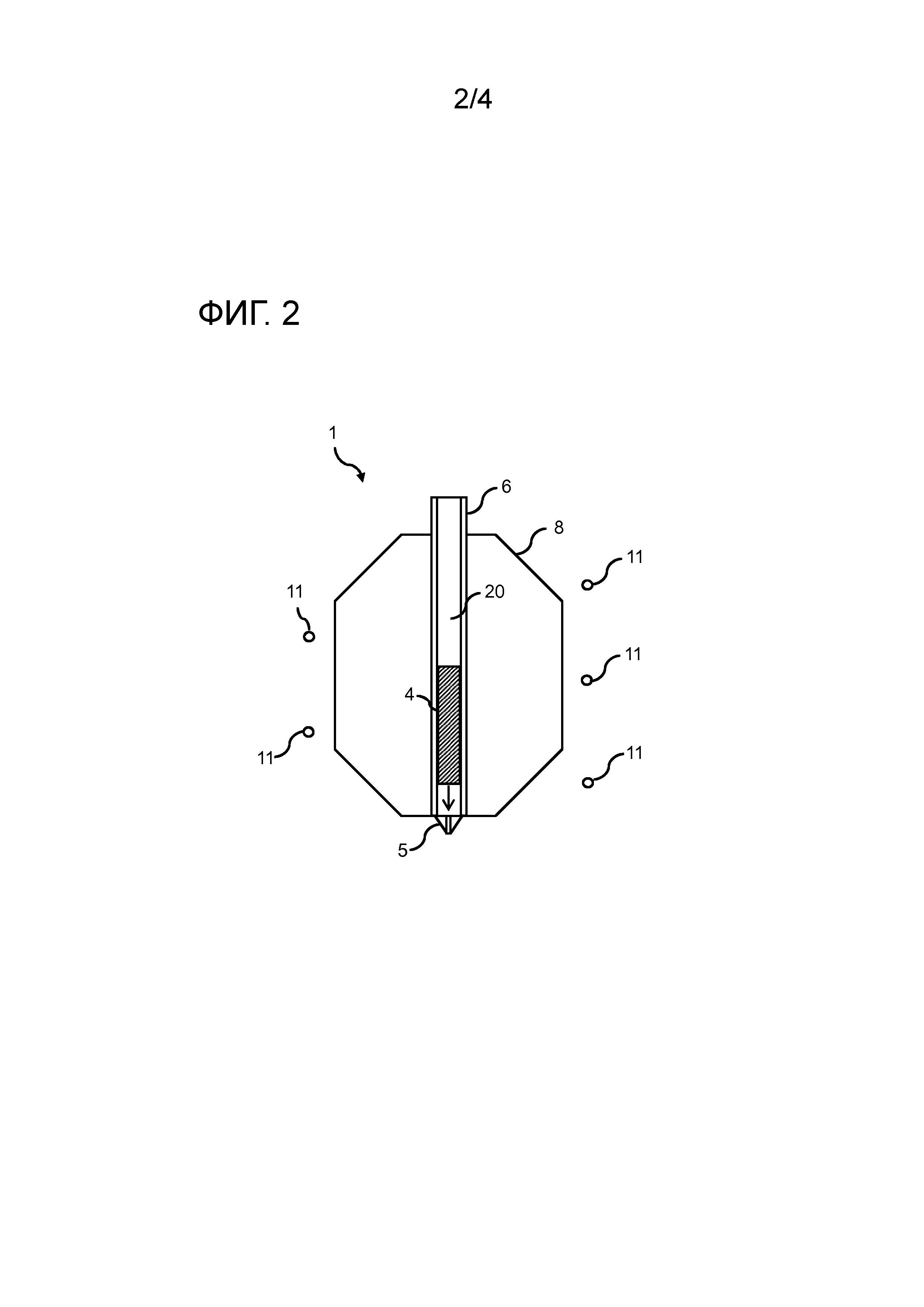
Фиг. 2 схематически показывает поперечное сечение печатающей головки 1 по фиг. 1.
В этом варианте осуществления транспортная трубка 6 простирается через отверстие печатающей головки 1 до сопла 5. Следует отметить, что возможны другие решения, где транспортная трубка 6 соединена со сквозным отверстием нагревательного тела 8 со стороны входа. Как описано выше, печатающая головка 1 нагревается индукционной катушкой 11. Индукционная катушка 11 создает в печатающей головке 1 зону горячего конца. Следует отметить, что на фиг. 2 катушка 22 содержит два витка. Число витков может изменяться от одного витка до множества. Все витки могут быть расположены на нижнем конце печатающей головки 1 так, чтобы фокусироваться на нижней части (т.е. горячем конце) нагревательного тела 8.
На фиг. 2 стеклянная нить 4 вдавливается в горячую зону печатающей головки 1 теми нитями (не показаны), которые расположены выше по потоку от этой стеклянной нити 4. В зоне горячего конца материал-стекло плавится. Расплавленный материал-стекло далее принудительно перемещается через сопло 5 и снаружи печатающей головки 1 будет формировать ленту с некоторым диаметром, определяемым поперечным сечением отверстия сопла 5.
Применение тугоплавкого металла в качестве конструкционного материала для печатающей головки, наряду с высокочастотной нагревательной системой позволяет печатающей головке 1 работать при температурах выше 200°С без отклонений от желательного расстояния между отверстием сопла 5 и столом 3 принтера. Это делает возможной трехмерную печать из таких материалов, как боросиликат, кварцевое стекло, низкоплавкий стеклоприпой, известково-натриевое стекло, Е-стекло, биостекло и другое стекло с высокой температурой размягчения. Работа с температурой печатающей головки 1, например, от 200°С до 2200°С, позволяет создавать расплавленные материалы с требуемой вязкостью для формирования ленты нужных размеров. В частности, при таких высоких температурах применение огнеупорной керамики в качестве конструкционного материала для печатающей головки невозможно из-за ограниченной стойкости большинства доступных керамик к термическому удару. Химическое агрессивное воздействие на большинство керамик со стороны стекла при высокой температуре вызывает образование примесей и пузырьков в ленте расплавленного стекла. Это является второй причиной отказа от керамических материалов в качестве конструкционного материала для печатающей головки.
В одном варианте осуществления нагревательное тело печатающей головки 1 выполнено из молибдена, вольфрама или рения. Эти три предпочтительных металлах сочетают свои высокую температуру плавления и степень обрабатываемости материала, необходимую для создания печатающей головки.
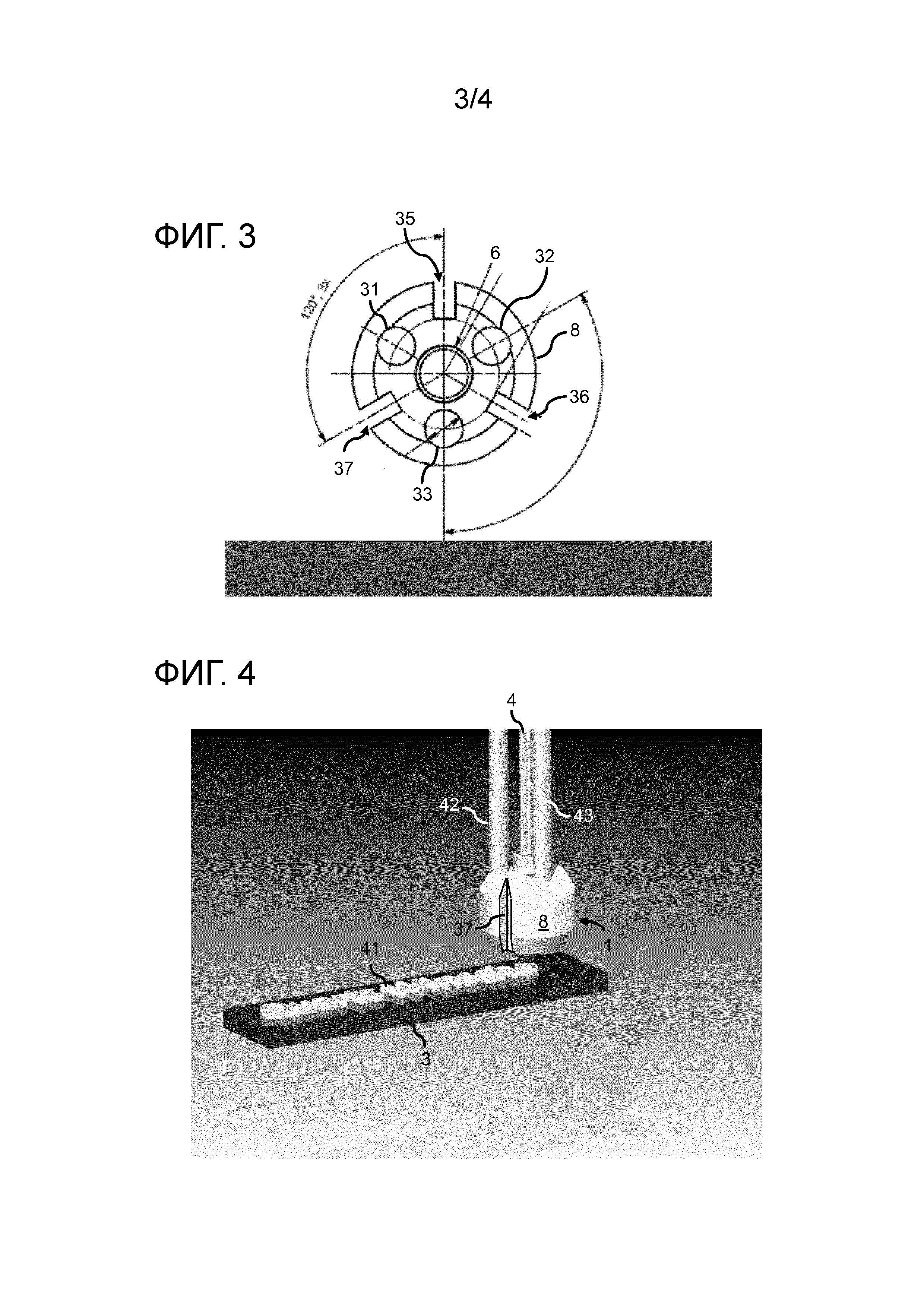
Было показано, что стойкость этих трех металлов к агрессивному воздействию воды и кислорода при высоких температурах ограничена и может привести к окислению поверхности при образовании летучих оксидов металла. По этой причине во время печати вокруг печатающей головки может быть создана атмосферу защитного газа. В одном варианте осуществления печатающая головка 1 содержит один или более каналов подачи газа, выходы которых расположены вблизи сопла 5 печатающей головки 1. Каналы подачи могут быть встроены в нагревательное тело 8. Фиг. 3 показывает поперечное сечение нагревательного тела 8 в соответствии с конкретным вариантом осуществления. В этом варианте осуществления нагревательное тело 8 имеет по существу круглое поперечное сечение. Как показано на фиг. 3, в нагревательном теле 8 расположены три канала 31, 32, 33. Кроме того, в нагревательном теле 8 аксиально расположены три канавки-концентраторы энергии 35, 36, 37, функция которых будет объяснена далее.
Фиг. 4 показывает вид в перспективе варианта осуществления принтера для трехмерной печати, содержащего печатающую головку 1 по фиг. 3 и трехкоординатный стол 3. Трехкоординатный стол 3 расположен под печатающей головкой 1, которая неподвижна. Следует отметить, что вместо перемещения только трехкоординатного стола 3, во время печати можно также перемещать печатающую головку 1 или перемещать только печатающую головку 1, но не трехкоординатный стол 3. Фиг. 4 показывает напечатанный объект 41, который в этом конкретном примере является последовательностью букв.
Принтер для трехмерной печати по фиг. 4 содержит три трубки подачи газа, две из которых видны на фиг. 4, см. трубки 42, 43 подачи газа. Третья трубка подачи газа скрыта за стеклянной нитью 4, входящей в печатающую головку. Трубки 42, 43 подачи газа простираются через нагревательное тело печатающей головки 1 и их выпуски расположены на дне нагревательного тела 8 рядом с соплом (на фиг. 4 не видно). Трубки 42, 43 подачи газа могут быть изготовлены из того же тугоплавкого металла, что и металл, используемый для нагревательного тела 8.
Во время печати при подаче по трубкам 42, 43 защитного газа, такого как азот или аргон, создают атмосферу защитного газа. Альтернативно, по трубкам можно подавать охлаждающий газ для охлаждения окружающего печатающую головку пространства.
Чтобы лучше управлять газовой атмосферой, печатающая головка 1 и стол 3 можно поместить в кожух (не показан), расположенный вокруг печатающей головки 1, для удержания защитного газа.
В варианте осуществления по фиг. 4 металлические трубки 42, 43 для подачи защитного или охлаждающего газа также могут служить для закрепления печатающей головки 1 в нужном месте в высокочастотной катушке (на фиг. 4 не показана). В одном варианте осуществления высокочастотная катушка 11 не контактирует с нагревательным телом 8, а разнесена от него, чтобы избежать электрического контакта с металлическим нагревательным телом 8. Принтер для трехмерной печати может содержать высокочастотные катушки разных типов, в которые можно поместить печатающие головки разных размеров или типов. Это упрощает конструкцию принтера для трехмерной печати, в которой высокочастотная катушка 11 остается установленной, а печатающая головка 1 может заменяться другой, более подходящей для конкретной задачи. Кроме того, высокочастотную катушку 11 также можно заменить, если нужно улучшить посадку новой печатающей головки.
Как описано выше, очень небольшое расстояние между соплом 5 и печатаемым объектом 14 41, требует особого подхода от нагревательного оборудования печатающей головки 1. Это достигается путем использования источника 16 высокочастотного напряжения, подающего питание на высокочастотную катушку 11 для индукционного нагревания нагревательного тела 8 принтера. Это делает возможным устранение необходимости в изоляционном материале в печатающей головке, который используется в технологиях предшествующего уровня техники.
Металлическое нагревательное тело 8 может быть по существу цилиндрическим телом (см. фиг. 1), имеющим главную ось симметрии, и может содержать ряд соосных (коаксиальных) сквозных отверстий для приема транспортной трубки и/или трубок подачи газа. Нагревание такого цилиндрического металлического нагревательного тела 8 в высокочастотном электромагнитном поле может привести к неравномерному распределению температур внутри нагревательного тела. Внешняя часть нагревательного тела 8 может достигать гораздо большей температуры из-за тенденции вихревых токов концентрироваться на внешней части металлического проводника. Для устранения нежелательных перепадов температур между внешней и внутренней частями тела, в нагревательном теле 8 принтера можно аксиально фрезеровать канавки-концентраторы энергии, такие как канавки 35, 36, 37, чтобы направить вихревые токи во внутреннюю часть. В варианте осуществления по фиг. 3 в нагревательном теле 8 расположены три канавки. Следует отметить, что можно использовать больше или меньше канавок. Предпочтительно, канавки равномерно распределяют вокруг главной оси нагревательного тела 8. Возможны разные формы и размеры/протяжения в зависимости от размера нагревательного тела 8.
В одном варианте осуществления высокочастотная катушка 11 расположена вокруг нижней и средней частей нагревательного тела 8. Нагревая эти части печатающей головки 1, можно создать зону холодного конца и зону горячего конца для правильного ввода и прохождения нити 4 через печатающую головку 1. Конечный результат определяет градиент температур между этими двумя зонами. Применение высокочастотной катушки, адаптированной к размеру печатающей головки, создает резкий градиент температур на верхней части печатающей головки 1, где температура на входе значительно ниже температуры плавления стекла и позволяет ввод нити без какой-либо поддерживающей трубки для минимизации риска заклинивания в области входа.
Фиг. 5 показывает блок-схему последовательности операций способа трехмерной печати стекла по варианту осуществления изобретения. Способ содержит обеспечение печатающей головки, см. этап 101, содержащей нагревательное тело, выполненное из тугоплавкого металла и имеющее сквозное отверстие, расположенное в центральной части этого нагревательного тела. Вокруг нагревательного тела размещают индукционную катушку, см. этап 102. На следующем этапе 103 через сквозное отверстие подают одну или более стеклянных нитей. На индукционную катушку подают высокочастотное напряжение для нагревания нагревательного тела за счет электромагнитной индукции и косвенного нагревания стеклянных нитей, см. этап 104. Следует отметить, что этапы 101, 102, 103 и 104 не обязательно являются последовательными этапами и что некоторые из них или все могут выполняться одновременно.
Следует отметить, что в этом документе слово "содержащий" не исключает наличия других элементов или этапов, помимо перечисленных, а предшествующее элементу единственное число не исключает наличия множества таких элементов, и что никакие ссылочные позиции не ограничивают объем формулы изобретения. Дополнительно, изобретение не ограничивается вариантами осуществления и изобретение заключается во всех и каждом новом признаке или комбинации признаков, описанных выше или изложенных во взаимно различных зависимых пунктах формулы.
Реферат
Изобретение относится к печатающей головке (1) для трехмерной печати стекла. Она содержит нагревательное тело (8), выполненное из тугоплавкого металла, сквозное отверстие (20), расположенное в центральной части нагревательного тела, для подачи стекла через нагревательное тело (8), сопло (5), расположенное на нагревательном теле (8) на выходе сквозного отверстия (20), и индукционную катушку (11), расположенную вокруг нагревательного тела, для нагревания нагревательного тела за счет электромагнитной индукции, если на индукционную катушку подано высокочастотное напряжение. При подаче стеклянных нитей через сквозное отверстие нагревательного тела, которое нагревается индукционной катушкой, нити плавятся и выходят из печатающей головки в расплавленной форме в виде стеклянной ленты. Стеклянная лента затвердевает вскоре после того, как она будет напечатана на стол принтера или на уже напечатанный слой, расположенный на столе принтера. Техническим результатом изобретения является повышение качества изделий из стекла, изготовленных высокотемпературным способом. 3 н. и 12 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и устройство выпуска расплава материала, находящегося в тигле
Устройство для изготовления жгута, содержащего волокна из стекла
Комментарии