Подложка схемы (варианты) и способ ее изготовления - RU2204182C2
Код документа: RU2204182C2
Чертежи








Описание
Изобретение относится к высоконадежной подложке схемы, предназначенной, например, для силовых модулей.
Для полупроводниковых приборов, используемых, например, в силовых модулях, разработаны и обычно применяются на практике подложки схем, имеющие керамическую подложку, например из оксида алюминия, оксида бериллия, нитрида кремния или нитрида алюминия, а также рисунок схемы и теплоотводяшую пластину, выполненные, например, из Сu, А1 или из сплава, содержащего такой металлический компонент, и образованные соответственно на передней стороне и на задней стороне керамической подложки (патент США 5354415). Эти подложки схем имеют такое качество, что стабильно достигаются высокие диэлектрические свойства по сравнению с полимерными подложками или составными подложками из полимерной подложки и металлической подложки.
Способы присоединения рисунка схемы и теплоотводящей пластины к керамической подложке приближенно можно разделить на пайку тугоплавким припоем с применением связующего материала (т. е. твердого припоя) и способ без использования связующего материала. В качестве представляющего последний способ известен так называемый DBC - способ присоединения оксида алюминия к пластине из красной меди при использовании эвтектики Cu-О.
Однако в случае, когда рисунок схемы выполнен из Сu, тепловое напряжение, возникающее из-за различия теплового расширения рисунка схемы и керамической подложки или пайки, является неизбежным, и поэтому существует тенденция образования трещин в керамической подложке или пайке при повторяющихся тепловых циклах, и поэтому не достигается высокая надежность. С другой стороны, когда А1 выбирают в качестве материала для рисунка схемы, то, хотя он несколько хуже по сравнению с Сu по удельной теплопроводности и электропроводности, но алюминиевый рисунок схемы легко выдерживает пластическую деформацию даже при приложении к нему теплового напряжения, в результате чего напряжение, прикладываемое к керамической подложке или к пайке, будет умеренным, а надежность будет существенно повышаться.
Однако для алюминиевого рисунка схемы характерна проблема, заключающаяся в том, что он является дорогостоящим. Для образования алюминиевого рисунка схемы существуют следующие способы: (1) способ сплавления, при котором расплавленный алюминий приводят в соприкосновение с керамической подложкой с последующим охлаждением для получения связанного изделия, при этом толщину алюминиевой пластины регулируют шлифованием на станке, за которым следует травление (патентные документы JP-A-7-193358 и JP-A-7-27262, и (2) способ пайки тугоплавким припоем алюминиевой фольги или фольги из алюминиевого сплава с последующим травлением (патентный документ JP-A-3-125463). Оба эти способа требуют затрат, которые примерно в два-пять раз превышают затраты в случае образования медного рисунка схемы, и поэтому маловероятно, что эти способы широко используют, исключая специальные случаи.
Не говоря уже о низкой производительности обработки в способе сплавления, основная причина, по которой получение алюминиевого рисунка схемы пайкой тугоплавким припоем является более дорогостоящим, чем медного рисунка схемы, заключается в том, что присоединение осуществляют при соблюдении нескольких условий. А именно, температура плавления А1 (660oС) и температура присоединения (от примерно 630 до примерно 650oC в случае сплава типа Al-Si, который является наиболее распространенным связующим материалом) близки, в результате чего А1, вероятно, плавится в определенных местах, обуславливая появление дефектов пайки (эффект "изъеденных молью" участков, образующихся на алюминиевом рисунке схемы), и поэтому необходимы значительные мастерство и усилия для изготовления алюминиевого рисунка схемы без таких дефектов.
При таком положении дел заявитель установил, что алюминиевый рисунок схемы можно легко образовать на керамической подложке путем присоединения при особых условиях, используя в качестве связующего материала дешевый сплав типа Al-Cu, который не привлекает внимания, и, кроме того, заявитель провел обширные исследования для доведения до конца настоящего изобретения.
Задача настоящего изобретения заключается в создании подложки схемы, которая имеет керамическую подложку и рисунок схемы из алюминия или алюминиевого сплава, образованный на керамической подложке, со снижением затрат при сохранении ее высокой надежности. В частности, в создании высоконадежной подложки схемы, в которой не только отсутствуют трещины в пайке или в керамической подложке, но также в значительной степени предотвращено отслаивание проволочных выводов, присоединенных термокомпрессией, или покрытий.
Другая задача настоящего изобретения заключается в упрощении изготовления такой высоконадежной подложки схемы.
В частности, настоящее изобретение относится к подложке схемы и к способу для изготовления подложки схемы, которые имеют следующие существенные признаки.
1. Подложка схемы, которая имеет керамическую подложку и алюминиевый рисунок схемы, выполненный из алюминия или алюминиевого сплава, присоединенный к указанной керамической подложке посредством слоя, содержащего А1 и Сu.
2. Подложка схемы, которая имеет керамическую подложку и алюминиевый рисунок схемы, выполненный из алюминия или алюминиевого сплава, присоединенный к указанной керамической подложке при использовании в качестве связующего материала сплава типа Al-Cu или смеси, содержащей А1 и Сu.
3. Подложка схемы по пункту 2, в которой в качестве связующего материала использована фольга из сплава типа А1-Сu.
4. Подложка схемы по пункту 1, 2 или 3, в которой керамическая подложка представляет собой подложку из нитрида алюминия или подложку из нитрида кремния.
5. Подложка схемы по любому одному из пунктов с 1 по 4, в которой керамическая подложка представляет собой подложку из нитрида алюминия, имеющую удельную теплопроводность, по меньшей мере, 130 Вт/м•К и имеющую такое отношение интенсивностей пиков дифракции рентгеновских лучей, что 2≤ Y2О3•Al2O3x100/AlN≤17 и 2Y2О3•Аl2O3х100/А1N≤2 на поверхности. 6. Подложка схемы по любому одному из пунктов с 1 по 5, в которой алюминиевый рисунок схемы, выполненный из алюминия или алюминиевого сплава, образован при использовании А1, имеющего чистоту, по меньшей мере, 99,85% по массе.
7. Подложка схемы по любому из пунктов 1 по 6, в которой алюминиевый рисунок схемы, выполненный из алюминия или алюминиевого сплава, образован при использовании прокатанного А1, имеющего чистоту, по меньшей мере, 99,99 мас. %.
8. Подложка схемы по пункту 1, в которой пропорция Cu в слое, содержащем А1 и Cu, составляет от 1 до 6 мас.%.
9. Подложка схемы по пункту 2 или 3, в которой связующий материал содержит, по меньшей мере, 86 мас.% А1, от 1 до 6 мас.% Сu и самое большее 3 мас.% Мg (без О).
10. Подложка схемы по любому из пунктов с 1 по 9, в которой алюминиевый рисунок схемы, выполненный из алюминия или алюминиевого сплава, имеет толщину, по меньшей мере, 100 мкм и твердость по Виккерсу самое большее 15 кгс/мм2.
11. Подложка схемы по любому из пунктов с 1 по 10, которая имеет теплоотводящую пластину, выполненную из алюминия или алюминиевого сплава, образованную на керамической подложке на стороне (задней стороне), противоположной стороне, на которой образован алюминиевый рисунок схемы.
12. Подложка схемы по пункту 11, в которой отношение объема алюминиевого рисунка схемы к объему теплоотводящей пластины составляет от 0,80 до 1,2.
13. Подложка схемы по пункту 11 или 12, в которой алюминиевый рисунок схемы имеет твердость по Виккерсу самое большее 16 кгс/мм2, а теплоотводящая пластина имеет твердость по Виккерсу от 19 до 30 кгс/мм2.
14. Способ изготовления подложки схемы, заключающийся в том, что располагают выполненные из алюминия или алюминиевого сплава пластину, рисунок или оба на керамическую подложку и соединяют посредством связующего материала, в качестве которого используют сплав типа Al-Cu или смесь, содержащую А1 и Сu, и нагревают получающуюся в результате сборку при температуре от 540 до 640oС, при этом к ней прикладывают давление от 1 до 100 кгс/см2 в направлении, перпендикулярном к керамической подложке, для присоединения выполненных из алюминия или алюминиевого сплава пластины, рисунка или обоих к керамической подложке с последующим травлением в случае надобности.
15. Способ изготовления подложки схемы по пункту 14, в котором в качестве связующего материала используют фольгу из сплава типа Al-Cu.
16. Способ изготовления подложки схемы по пункту 15, в котором в качестве связующего материала используют фольгу из сплава типа Al-Cu, имеющую толщину от 15 до 35 мкм, выполненные из алюминия или алюминиевого сплава пластину, рисунок или их обоих, имеющих толщину, по меньшей мере, 100 мкм, располагают на той или другой стороне керамической подложки посредством указанного связующего материала, а получающуюся в результате сборку содержат под нагревом при температуре, по меньшей мере, 590oС в течение, по меньшей мере, 20 мин, при этом к ней прикладывают давление от 8 до 50 кгс/см2 в направлении, перпендикулярном к керамической подложке.
17. Способ изготовления подложки схемы по пункту 15 или 16, в котором в качестве фольги из сплава типа Al-Cu используют фольгу из сплава типа Al-Cu-Mg, содержащую, по меньшей мере, 86 мас.% А1, от 1 до 6 мас.% Сu и самое большее 3 мас.% Мg (без О).
Ниже изобретение будет описано более подробно применительно к предпочтительным вариантам осуществления со ссылкой на сопровождающий чертеж, на котором показана схема, иллюстрирующая способ изготовления структуры с подложкой схемы.
Настоящее изобретение в значительной степени характеризуется тем, что алюминиевый рисунок схемы или рисунок схемы из алюминиевого сплава (в дальнейшем оба будут именоваться как алюминиевый рисунок схемы) образован, по меньшей мере, на одной стороне керамической подложки посредством слоя, содержащего А1 и Сu. Другими словами, алюминиевый рисунок схемы присоединен к, по меньшей мере, одной стороне керамической подложки при использовании в качестве связующего материала сплава типа Al-Cu или смеси, содержащей А1 и Сu. Подложка схемы согласно изобретению может иметь такую структуру, что теплоотводящая пластина образована на стороне (обратной стороне) керамической подложки, противоположной стороне, на которой образован алюминиевый рисунок схемы.
До настоящего времени сплав типа Al-Si в качестве связующего материала для алюминиевого рисунка схемы является наиболее хорошо изученным и проведены некоторые исследования сплавов, например типа Al-Si-Mg, типа Al-Ge и типа А1-Si-Ge. Однако из уровня техники не обнаружено, чтобы сплав типа Al-Cu использовался в качестве связующего материала. Считается, что сплав типа Al-Cu не заслуживает внимания, поскольку он является относительно твердым и хрупким, и это заранее располагает пользователей против него из-за недостаточной пластической деформации, посредством которой снимается тепловое напряжение подложки схемы.
Однако с учетом легкости присоединения алюминиевого рисунка схемы сплав типа Al-Cu является наиболее подходящим по сравнению со сплавами типа Al-Si, типа Al-Ge или с этими сплавами, имеющими Мg в качестве добавки, поскольку Сu, вероятно, диффундирует более равномерно в А1 по сравнению с Si или Ge, и поэтому, вероятно, это приводит к тому, что не существует мест локального плавления, а также, вероятно, вследствие этого - вспучивания излишнего связующего материала, и поэтому в течение относительно короткого промежутка времени можно осуществить прочное присоединение.
Кроме того, сплав с обозначением АА серии 2000 широко используют как высокопрочный алюминиевый сплав или как теплостойкий алюминиевый сплав, и при этом он легко формуется в фольгу, которая, кроме того, является более приемлемой с точки зрения стоимости.
В подложке схемы согласно изобретению алюминиевый рисунок схемы присоединен к керамической подложке посредством слоя, содержащего А1 и Сu. Такой слой представляет собой слой, который содержит, по меньшей мере, два компонента, А1 и Сu, и может дополнительно содержать третий компонент. В качестве третьего компонента, например, Мg, Zn, In, Mn, Cr, Ti или Bi может присутствовать самое большее в количестве примерно 5 мас.%. Среди указанных предпочтительным является Мg.
Слой, содержащий А1 и Сu, расположен на керамической подложке, предпочтительно с углублением на 100 мкм от поверхности керамической подложки. Между алюминиевым рисунком схемы и слоем, содержащим А1 и Сu, может присутствовать или не присутствовать третий слой.
Слой, содержащий А1 и Сu, образуют таким образом, что на керамической подложке располагают пластину из А1 или из алюминиевого сплава, рисунок или и то, и другое посредством связующего материала типа Al-Cu с последующим присоединением в процессе нагревания в то время, когда к ним прикладывают давление.
В качестве связующего материала используют сплав типа Al-Cu или смесь, содержащую А1 и Сu. Среди них является предпочтительной фольга из сплава типа Al-Cu, особенно фольга, из сплава, имеющая толщину от1/10 доl/50 от толщины алюминиевого рисунка схемы. Если толщина меньше чем1/50, нe будет осуществляться удовлетворяющее требованиям термокомпрессионное присоединение, а если она превышает1/10, возникает тенденция повышения твердости алюминиевого рисунка схемы, что неблагоприятно сказывается на тепловом цикле подложки схемы. Особенно предпочтительна толщина, составляющая самое большее 100 мкм и от1/12 до1/40 от толщины алюминиевого рисунка схемы. Поскольку обычно используют алюминиевый рисунок схемы, имеющий толщину от 0,4 до 0,6 мм, толщина связующего материала составляет от 10 до 50 мкм, в особенности - от примерно 15 до примерно 30 мкм.
Предпочтительно связующий материал содержит, по меньшей мере, 86 мас.% А1, от 1 до 6 мас.% Сu и самое большее 3 мас.% в особенности - от 0,2 до 2 мас.% Мg (без О).
Для получения еще более надежной подложки схемы сплав типа Al-Cu содержит предпочтительно, по меньшей мере, 86 мас.% А1, от 1 до 6 мас.% Сu и самое большее 3 мас.% Мg (без О). Если содержание Си меньше чем 1 мас.%, температура присоединения повышается и приближается к точке плавления А1, а если оно превышает 6 мас. %, существует опасность диффузии Сu в алюминиевый рисунок схемы после термокомпрессионного присоединения, что неблагоприятно сказывается на тепловом цикле подложки схемы. Содержание Сu от 1,5 до 5 мас.% является предпочтительным.
Содержание Сu в слое, содержащем А1 и Сu, определяется преимущественно содержанием Сu в связующем материале, используемом для термокомпрессионного присоединения.
При добавлении Мg характеристики сплава типа Al-Cu будут использоваться более полно, и сцепление алюминиевого рисунка схемы с керамической подложкой будет лучше.
Механизм, посредством которого создается эффект при добавлении Мg, детально не выяснен. Однако существует мнение, что Мg взаимодействует с оксидным слоем на поверхности А1 с образованием МgО и с удалением оксидного слоя, а на поверхности керамической подложки образуется MgN2, в результате чего повышается смачиваемость.
Если содержание Мg превышает 3 мас.%, Мg во время операции термокомпрессионного присоединения будет испаряться в больших количествах, вследствие чего, например, алюминиевый рисунок схемы может быть разорван или Мg будет диффундировать в больших количествах в алюминиевый рисунок схемы, так что А1 может подвергаться значительному отвердению. Если содержание Мg слишком мало, эффект, связанный с улучшением сцепления, становится малым, и поэтому является предпочтительным содержание Мg от 0,2 до 2, 0 мас.%.
Кроме того, четвертый компонент, например Zn, In, Mn, Cr, Ti, Bi, В или Fе, можно добавить в суммарном количестве, не превышающем примерно 5 мас.%. При использовании связующего материала, имеющего такой состав, получается более стабильная подложка схемы при меньшей стоимости.
Конкретные примеры (выпускаемых промышленностью сплавов) связующих материалов включают в себя сплав Al-Cu, имеющий содержание Сu от 1 до 6 мас.%, сплав 2018, содержащий, примерно 4 мас.% Сu и примерно 0,5 мас.% Мg, сплав 2017, содержащий примерно 0,5 мас.% Mn, и сплавы 2001, 2003, 2005, 2007, 2011, 2014, 2024, 2025, 2030, 2034, 2036, 2048, 2090, 2117, 2124, 2218, 2224, 2324 и 7050, удовлетворяющие требованиям Японского промышленного стандарта (ЯПС).
Ниже поясняется алюминиевый рисунок схемы.
В качестве материала для алюминиевого рисунка схемы в дополнение к чистому А1 серии 1000 можно использовать сплавы типа Al-Si серии 4000, с помощью которых легко осуществить термокомпрессионное присоединение, и сплавы типа Al-Mg-Si серии 6000. Среди них является предпочтительным А1 высокой чистоты (чистотой, по меньшей мере, 99,85 мас.%), имеющий небольшое максимально допустимое разрушающее напряжение. Такие пластинки из А1 выпускаются промышленностью как материал 1085 или 1N85. Кроме того, можно использовать А1, имеющий чистоту 99,9 мас.% (3N), А1, имеющий чистоту 99,99 мас.% (4N), и А1, имеющий чистоту 99,999 мас.%, поскольку они не являются дорогостоящими.
Алюминиевый рисунок схемы может быть представлен одним материалом или слоистым материалом, например плакированным, из, по меньшей мере, двух видов. Примеры слоистых материалов включают в себя Al-Ni, Al-Ni-Cu, Al-Mo, A1-W и Al-Cu. Их можно факультативно выбирать исходя из назначения и способа соединения. Однако предпочтительно использовать прокатанные пластины из одного алюминиевого материала, имеющего чистоту, по меньшей мере, 99, 99 мас.% особенно прокатанные пластины, имеющие коэффициент вытяжки, по меньшей мере, 10%. Причина, по которой прокатанные алюминиевые пластины являются предпочтительными, заключается в том, что равномерная прокатка осуществляется валками многократно, в результате чего равномерная пластическая деформация, вероятно, приводит к результату, сравнимому с вышеуказанным способом расплавления алюминия.
Толщина алюминиевого рисунка схемы обычно составляет от 0,3 до 0,5 мм. Если она значительно отклоняется от этого диапазона, то менее вероятно, что сохранится вышеуказанная связь с толщиной связующего материала. Например, когда толщина алюминиевого рисунка схемы составляет 3 мм, толщина 200 мкм фольги из сплава, которая составляет1/15 от толщины алюминиевого рисунка схемы, не является подходящей, и возникает тенденция образования твердого слоя, неблагоприятно влияющего на тепловой цикл.
Кроме того, предпочтительно, когда алюминиевый рисунок схемы имеет толщину, по меньшей мере, 100 мкм и твердость по Виккерсу самое большее 15 кгс/мм2 с тем, чтобы оптимизировать твердость алюминиевого рисунка схемы для достижения относительно равномерной пластической деформации с целью предотвращения отслаивания проволочных выводов, присоединенных термокомпрессией, и электролитических покрытий и с целью существенного сокращения числа дефектов, таких как трещины паек.
Выполнение алюминиевого рисунка схемы толщиной, по меньшей мере, 100 мкм является необходимым условием для получения величины диффузии связующего материала, составляющей примерно несколько десятков микрометров, и для получения твердости по Виккерсу алюминиевого рисунка схемы, составляющей самое большее 15 кгс/мм2. Если твердость по Виккерсу превышает 15 кгс/мм2, пластическая деформация характеризуется неравномерностью, когда алюминиевый рисунок схемы подвергают тепловому напряжению, в результате чего частичная деформация становится значительной, а проволочные выводы, присоединенные термокомпрессией или образованные электролитическим осаждением, отслаиваются, либо становятся существенными дефекты, такие как трещины паек. Нижний предел твердости по Виккерсу особенно не ограничен, и чем он меньше, тем лучше. Однако предпочтительно иметь твердость от 10 до 14 кгс/мм2, поскольку алюминиевый рисунок схемы более склонен к повреждениям, если он является слишком мягким.
Что касается подложки схемы, на которой образован алюминиевый рисунок схемы, то, чтобы повысить надежность, обычно делались предложения, относящиеся, например, к составу для электролитического осаждения (JP-A-8-260187), к модификации поверхности керамической подложки (JP-A-8-260186) и к размеру частиц алюминиевой пластины (JP-A-8-156330). Однако они не являются удовлетворительными решениями. С другой стороны, в соответствии с настоящим изобретением можно легко исключить недостатки путем оптимизации толщины и твердости по Виккерсу алюминиевого рисунка схемы.
Что касается подложки схемы, имеющей такую структуру, что теплоотводящая пластина образована на противоположной стороне (задней стороне) керамической подложки, то предпочтительно выбрать отношение объемов алюминиевого рисунка схемы и теплоотводящей пластины (объем рисунка схемы/объем теплоотводящей пластины) около 1, чтобы снизить коробления и вспучивания из-за теплового напряжения и чтобы соответственно предотвратить возникновение дефектов, таких как трещины паек и отслаивание проволочных выводов, присоединенных термокомпрессией, и электролитических покрытий. Предпочтительно указанное отношение составляет от 0,80 до 1,2, особенно предпочтительно от 0,85 до 1,15, еще более предпочтительно от 0,90 до 1,1. В таком случае толщина теплоотводящей пластины предпочтительно равна толщине рисунка схемы или меньше нее.
Объем алюминиевого рисунка схемы и объем теплоотводящей пластины рассчитывают соответственно по формуле (площадь рисунка схемы) х (толщина рисунка схемы) и (площадь теплоотводящей пластины) х (толщина теплоотводящей пластины).
Кроме того, в случае когда отношение объемов является таким, как вышеуказанное, твердость по Виккерсу алюминиевого рисунка схемы, которая является особенно предпочтительной, составляет самое большее 16 кгс/мм2, а твердость по Виккерсу теплоотводящей пластины, которая является особенно предпочтительной, составляет от 19 до 30 кгс/мм2.
Твердость по Виккерсу характеризует твердость алюминиевого рисунка схемы или теплоотводящей пластины и отличается от твердости алюминиевой пластины до термокомпрессионного присоединения. Алюминиевую пластину присоединяют термокомпрессией к керамической подложке, используя связующий материал, при нагревании до температуры от 500 до 640oС. Поэтому вследствие термической обработки микроструктура может изменяться, а связующий материал может диффундировать, снижая чистоту А1. Кроме того, термическую обработку можно проводить после термокомпрессионного присоединения, в результате чего будут изменяться свойства А1. Таким образом, мало смысла точно задавать твердость алюминиевой пластины до термокомпрессионного присоединения.
Твердость по Виккерсу определяют с помощью способа вдавливания тонкого наконечника твердомера при приложении к нему нагрузки, чтобы посредством этого измерить твердость, и этот способ широко используют для измерения твердости металлов и керамики. В зависимости от условий измерений можно получать несколько различающиеся значения. Поэтому в настоящем изобретении измерения проводят при нагрузке 1 кгс с поддержанием ее в течение 15 секунд.
Ниже поясняется керамическая подложка.
В качестве материала для керамической подложки подходит нитрид алюминия или нитрид кремния, имеющий удельную теплопроводность, по меньшей мере, 70 Вт/м•К, исходя из того, что он используется для силовых модулей, для которых требуется высокая надежность. Можно использовать карбид кремния, оксид беррилия или аналогичные им материалы, однако они имеют недостаточные диэлектрические свойства и надежность.
Керамической подложкой, пригодной для настоящего изобретения, является подложка из нитрида алюминия, имеющая удельную теплопроводность, по меньшей мере, 130 Вт/м•К и такое отношение интенсивностей пиков дифракции рентгеновских лучей, что 2≤Y2 О3•Аl2O3х100/А1N≤17 и 2Y2О3•Аl2O3х100/А1N≤2 на поверхности при Cu-Kα-излучении. При использовании указанной подложки из алюминия нитрида прочность термокомпрессионного соединения о помощью вышеуказанного связующего материала типа Al-Cu возрастает и получается подложка схемы, обладающая еще более высокой надежностью.
Такую подложку из нитрида алюминия можно образовать, используя (а) нитрид алюминия в виде порошкового материала, содержащего от 1 до 10 мас.% крупных частиц, имеющих размеры не меньше чем 100 мкм, и от 10 до 50% мас. мелких частиц, имеющих размеры не больше чем 1 мкм, измеренные способом дифракционного рассеяния лазерного излучения, или оптимизируя, например, (b) отношение содержания Аl2О3 и содержания Y2О3 в порошковом материала нитрида кремния, (с) количество кислорода, возрастающее после удаления связующего вещества до спекания, и (d) температуру спекания.
Например, в случае высокого содержания 2Y2О3•Аl2О3 содержание Al2O3 относительно увеличивается, и поэтому используют порошковый материал нитрида алюминия, содержащий большое количество кислорода, или добавляют Al2O3, чтобы уменьшить содержание Y2О3. С другой стороны, при высоком содержании Y2О3•Аl2О3 восстанавливается дополнительное количество Y2О3 или снижается температура спекания. Кроме того, содержание Аl2O3 можно повысить путем удаления связующего вещества в воздухе.
Чтобы содействовать спеканию, в порошковый материал нитрида алюминия вводят, например, оксид иттрия, оксид алюминия, оксид магния или оксид редкоземельного элемента в количестве от примерно 0,5 до примерно 10 мас.% относительно порошкового материала. Формование осуществляют, используя органическое связующее вещество, как например, бутирал или метилцеллюлозу, а после удаления связующего вещества спекание осуществляют при помещении формованного продукта в неокислительную атмосферу, например, азота или аргона при температуре от 1700 до 1900oС в течение от 1 до 12 ч.
Толщина керамической подложки обычно составляет 0,635 мм, но ее можно изменять в соответствии с требуемыми свойствами. Например, в случае когда тепловое сопротивление является существенным, а диэлектрические свойства при высоком напряжении не являются столь важными, можно использовать тонкую подложку толщиной от 0,5 до 0,3 мм. С другой стороны, в случае когда сопротивление изоляции при высоком напряжении или характеристики при частичном разряде являются существенными, можно использовать толстую подложку толщиной от 1 до 3 мм.
Ниже будет пояснен способ изготовления подложки согласно изобретению.
Подложку схемы согласно изобретению образуют, например, путем присоединения алюминиевой пластины или пластины из алюминиевого сплава к керамической подложке при использовании вышеуказанного связующего материала типа Al-Cu с нагреванием и последующим травлением или путем присоединения рисунка схемы, штампованного из алюминиевой пластины или пластины из алюминиевого сплава, к керамической подложке при использовании вышеуказанного связующего материала типа Аl-Сu.
В любом случае температура присоединения находится в диапазоне от 540 до 640oС. Однако в зависимости от состава связующего материала нужный диапазон является иным. В случае когда добавленный компонент имеет относительно низкую точку плавления, как, например, Zn или In, или содержание, например, Сu или Мg, является относительно высоким, присоединение удовлетворительно осуществляется при температуре самое большее 600oС. С другой стороны, если температура присоединения превышает 640oС, вероятным результатом будет появление дефектов пайки (эффект "изъеденных молью" участков, образующихся на алюминиевом рисунке схемы). Кроме того, во время присоединения предпочтительно прикладывать давление от 1 до 100 кгс/см2 в направлении, перпендикулярном керамической подложке.
При традиционном изготовлении подложки схемы, когда металлическую пластину присоединяют к керамической подложке, к ней прикладывают давление путем помещения на нее груза. Однако это давление составляет самое большее примерно 0,1 кгс/см2, и при давлении такого уровня на металлической пластине будут сохраняться относительно небольшие искривления и волнистости. С другой стороны, в настоящем изобретении прикладывают высокое давление от 1 до 100 кгс/см2, которое намного выше, чем в уровне техники. Поэтому стандартную керамическую подложку используют непосредственно без соблюдения обязательных строгих требований относительно гладкости и плоскостности, вследствие чего производительность возрастает. Поскольку керамические подложки имеют высокую прочность на сжатие, их трудно повредить давлениям этого уровня. Однако, поскольку керамическая подложка имеет небольшие искривления и волнистости, существует опасность расщепления, если давление превышает 50 кгс/см2, особенно если давление, приложенное к ней, превышает 100 кгс/см2, и поэтому операцию следует осуществлять осторожно.
Сам по себе А1 или алюминиевый сплав является очень мягким металлом при температуре, по меньшей мере, 500oС, что выяснено из обстоятельств его отжига при температурах от 300 до 350oС. Поэтому даже если в соединении образуются дефекты пайки, они будут смяты и исчезнут при приложении к нему давления от 1 до 100 кгс/см2. Следовательно, когда важно свести к минимуму дефекты пайки, связанное изделие предварительно нагревают до температуры, по меньшей мере, 400oС с приложением к нему давления после присоединения или прикладывают давление к нему при температуре, по меньшей мере, 400oС на стадии охлаждения после присоединения.
Давление прикладывают в направлении, перпендикулярном к керамической подложке, и для способа приложения нет особых ограничений. Например, используют способ помещения на нее груза или способ механического формования заключенной между слоями подложки с применением, например, зажимного приспособления.
Связующий материал представляет собой сплав типа Al-Cu или смесь, содержащую А1 и Сu, предпочтительно - фольгу из сплава типа Al-Cu, более предпочтительно - фольгу из сплава типа Al-Cu-Mg, содержащего, по меньшей мере, 86 мас.% А1, от 1 до 6 мас.% Сu и самое большее 3 мас.% (предпочтительно от 0,2 до 2 мас. %) Мg (без О). Кроме того, можно использовать пасту, содержащую порошок этого сплава или смесь металлических порошков, имеющую состав этого сплава, и органическое связующее вещество, а также растворитель. В этом случае операцию осуществляют осторожно для предотвращения окисления металла, а количество кислорода в металлическом порошке регулируют так, чтобы оно было максимально 1 мас.%, предпочтительно максимально 0,8 мас.%. Кроме того, чтобы сохранить вышеуказанную связь по отношению к толщине алюминиевого рисунка схемы, толщину связующего материала рассчитывают как толщину фольги из сплава. А именно, толщина 100 мкм слоя пасты, имеющей объемную плотность 50%, соответствует толщине 50 мкм фольги из сплава.
Связующий материал можно расположить либо на керамической подложке, либо на металлической пластине, либо на рисунке схемы. Кроме того, металлическую пластину или рисунок схемы можно предварительно плакировать фольгой из сплава.
В случае надобности затем осуществляют травление связанного изделия. После термокомпрессионного присоединения рисунка схемы или теплоотводящей пластины травление не является особо необходимым. Травление можно осуществить, используя обычный процесс травления резиста. Кроме того, в случае надобности можно осуществить обработку поверхности, как например, электролитическое осаждение.
Предпочтительными условиями для осуществления термокомпрессионного присоединения в настоящем изобретении являются такие, что в качестве связующего материала используют фольгу из сплава типа Al-Cu, имеющую толщину от 15 до 35 мкм, прикладывают давление от 8 до 50 кгс/см2, выбирают температуру термокомпреосионного присоединения, равной, по меньшей мере, 590oС и время выдержки при этом давлении, составляющее, по меньшей мере, 20 мин при этой температуре присоединения, в результате чего можно легко получить твердость по Виккерсу для алюминиевого рисунка схемы самое большее 16 кгс/см2. Более предпочтительно, когда выдержку осуществляют при температуре от 595 до 635oС в течение от 20 до 90 мин.
Механизм, посредством которого твердость по Виккерсу снижается в настоящем изобретении, не совсем ясен в деталях. Заявитель считает, что, поскольку термокомпрессионное присоединение в настоящем изобретении осуществляют при намного более высокой температуре по сравнению с обычной температурой отжига, составляющей от 300 до 350oС, А1 находится в очень мягком состоянии, в результате чего давление, вероятно, передается равномерно, и поэтому подавляется рост частиц.
Ниже изобретение описывается более подробно со ссылками на примеры. Однако само собой разумеется, что изобретение не ограничивается приведенными конкретными примерами.
Примеры с 1 по 6 и сравнительные примеры с 1 по 3
Полученную спеканием подложку из нитрида алюминия использовали непосредственно без последующей обработки, как например, полировки поверхностей или устранения коробления, и она имела толщину 0,635 мм,
размер 6,45 см2, удельную теплопроводности 170 Вт/м•К и прочность на изгиб 400 МПа. Кроме того, в качестве алюминиевой пластины для образования алюминиевого рисунка схемы
использовали алюминий ЯПС 1090 (толщина 0,5 мм, чистота А1 99,9 мас.%).
Сначала алюминиевые пластины накладывали на переднюю и заднюю стороны подложки из алюминия нитрида, используя связующий материал, и полученную сборку заключали между пластинами из композиционного материала на основе углеродного волокна и карбонизированной матрицы (толщина 2 мм) и нагревали до температуры от 550 до 620oС в вакууме или в N2 при равномерном приложении к ней давления в направлении, перпендикулярном керамической подложке, с помощью установки для горячего прессования.
В качестве связующего материала использовали один материал из (а) фольги из сплава А1-9,5 мас.% Si-l мас.% Мg, (b) фольги из сплава А1-15 мас.% Ge, (c) фольги из сплава А1-4,1 мас.% Сu-0, 5 мас.% Mn, (d) фольги из сплава А1-2,8 мас. % Сu и (е) из пасты, содержащей порошок, полученный распылением вышеуказанной фольги (с) из сплава в N2 до образования частиц со средним размером 10 мкм, а также органическое связующее вещество (полиизобутиленметакрилат) и растворитель(терпинеол).
Для каждого примера приготавливали 100 соединенных изделий, а нарушения термокомпрессионных соединений и дефекты паек исследовали при трехкратном увеличении с использованием мягкого рентгеновского излучения. Нижний предел обнаружения составлял примерно 0,3 мм в диаметре. Кроме того, для каждого примера выбирали 10 изделий и их травление осуществляли в растворе FeCl3 в пределах участка, отстоящего на 2 мм от периферии каждой алюминиевой пластины на каждом изделии, на каждой ее стороне осаждали слой Ni-P толщиной 3 мкм, а затем два кремниевых кристалла площадью 12,5 мм2 припаивали на центральную часть передней стороны с помощью эвтектического припоя, а противоположную сторону припаивали к теплоотводу из Al/SiC. На каждой стороне толщина пайки составляла 150 мкм.
После этого проводили термоциклические испытания в течение 3000 циклов и 5000 циклов, каждый цикл продолжался 30 мин при температуре -40oС, 10 мин при комнатной температуре, 30 мин при 125oС и 10 мин при комнатной температуре, при этом контролировали появление таких дефектов, как вздутия и отслаивания, а наличие или отсутствие трещин паек определяли путем исследования поперечных сечений трех подложек схем. Затем схемные части каждой из семи подложек схем растворяли, чтобы определить наличие или отсутствие трещин с помощью маркировки (контроль в красной области спектра). Результаты показаны в таблице 1.
Пример 7 и
сравнительный пример 4
Подложки схем изготавливали тем же самым способом, как в примере 2 или в сравнительном примере 2, за исключением того, что вместо подложки из нитрида алюминия
использовали подложку из нитрида кремния (толщина 0,635 мм, размер 6,45 см2, удельная теплопроводность 70 Вт/м•К, прочность на изгиб 800 МПа). Полученные подложки схем оценивали
таким же образом, как и в примере 1. Результаты показаны в таблице 1.
Как ясно из таблицы 1, в примерах с 1 по 7 изобретения термокомпрессионное соединение имело высокое качество, а подложки схем получались прочными даже в N2, тогда как в сравнительных примерах наблюдались многочисленные повреждения, а производительность была плохой. Кроме того, неожиданно оказалось, что характеристики в примерах настоящего изобретения сопоставимы с характеристиками в сравнительных примерах.
Кроме того, фольга (а) и (b) из сплавов, использованная в сравнительных примерах, имела состав, описанный в IP-A-3-125463 А, ко она изготавливается на заказ и отсутствует в продаже в виде фольги из сплавов, и поэтому труднодоступна. С другой стороны, фольга (с) из сплава, использованная в примерах, является промышленным продуктом, полученным путем формования сплава 2017 в фольгу, и она является доступной при низкой стоимости.
Примеры с 8 по 12
Алюминиевые пластины (чистота, по меньшей мере, 99,99 мас.%, толщина указана в таблице 2) накладывали на переднюю и заднюю сторону подложки из нитрида алюминия (толщина 0,635 мм, размер 6,45 см2, удельная теплопроводность 175 Вт/м•К, прочность на изгиб в трех точках 420 МПа) через посредство связующего материала, и к ним прикладывали давление в направлении, перпендикулярном
подложке из нитрида алюминия, с помощью зажимного приспособления, в котором углеродные пластины были закреплены на винтах и давили на подложку. Условия термокомпрессионного присоединения показаны в
таблице 2. В качестве связующего материала использовали (f) фольгу из сплава А1-3,9 мас.% Сu или (g) пасту, полученную таким способом, при котором фольгу (f) из сплава распыляли в N2 до
частиц со средним размером 9 мкм, частицы, имеющие размеры 45 мкм или меньше, улавливали и к ним добавляли для получения пасты органическое связующее вещество и растворитель.
После термокомпрессионного присоединения на удаляемый резист проводили трафаретную печать, за которой осуществляли травление с помощью раствора FеСl3. Изображениями для алюминиевых рисунков схем и теплоотводящей пластины были квадраты (радиус кривизны R 2 мм), образованные в центральной части керамической подложки. Их размеры изменяли различным образом, чтобы задать отношение объема алюминиевого рисунка схемы к объему теплоотводящей пластины, указанное в таблице 2. Затем резисты удаляли и на каждую сторону электролитическим осаждением Ni-P наносили покрытия толщиной 3 мкм, чтобы получить подложку схемы.
Измеряли твердость по Виккерсу полученных подложек схем. После этого к ним присоединяли с помощью ультразвуковой сварки алюминиевые проводники толщиной 300 мкм, а к центральной части припаивали кремниевый кристалл площадью 13 мм2. Затем эти полученные образцы подвергали термоциклическим испытаниям таким же образом, как и в примере 1. После испытаний контролировали наличие или отсутствие отслаивания проволочных выводов, присоединенных термокомпрессией, или дефектов, таких как трещины паек, а затем рисунки схем и теплоотводящие пластины растворяли в хлористоводородной кислоте, чтобы иметь возможность обнаружить наличие или отсутствие трещин в подложках из нитрида алюминия. Результаты показаны в таблице 3.
Как ясно из таблиц 2 и 3, проволочные выводы, присоединенные термокомпрессией, и покрытия не повредились даже после термоциклических испытаний в течение 5000 циклов, а трещины паек и в подложках из нитрида кремния можно свести до минимума путем изготовления алюминиевых рисунков схем с толщиной, по меньшей мере, 100 мкм и с твердостью по Виккерсу самое большее 15 кгс/мм2. В частности, как ясно из сравнения примеров 8, 10 и 11 с примерами 9 и 12, вышеуказанные эффекты становились существенными, когда толщина алюминиевого рисунка схемы составляла от 150 до 300 мкм, а отношение объема алюминиевого рисунка схемы к объему теплоотводящей пластины (объем рисунка схемы/объем теплоотводящей пластины) было от 0,8 и до 1,2.
Примеры с 13 по 18
Подложки схем
изготавливали на основе подложек из нитрида алюминия, использованных в примере 1, тем же самым способом, что и в примере 1, за исключением того, что алюминиевые пластины (выпускаемые промышленностью
изделия), связующий материал и условия термокомпрессионного присоединения были такими, как показанные в таблице 4, а оценки осуществляли таким же образом, как в примере 1. Результаты показаны в
таблице 5.
Как ясно из сравнения таблицы 1 с таблицами 4 и 5, при использовании связующего материала, содержащего, по меньшей мере, 86 мас.% А1, от 1 до 6 мас. % Сu и самое большее 3 мас.% Мg (без О) подложки схем характеризуются высоким качеством термокомпрессионного соединения без, например, пустот, при этом, по существу, нет ни трещин паек, ни трещин в подложках из нитрида кремния даже после термоциклических испытаний в течение 5000 циклов, а подложки имеют высокую надежность при тепловых циклах.
Кроме того, из сравнения примеров 13 и 18 с примерами с 14 по 17 ясно, что с повышением чистоты алюминиевой пластины число повреждений вследствие возникновения трещин в подложках уменьшается даже после термоциклических испытаний в течение 5000 циклов. В частности, как ясно из сравнения примера 14 с примером 15, вышеуказанный эффект становится существенным, если использовать полученную прокаткой алюминиевую пластину чистотой, по меньшей мере, 99,99 мас.%.
Причина, по которой наилучший эффект достигается в примере 15, заключается в том, что была оптимизирована толщина связующего материала. Из сравнения примера 16 с примером 17, в котором слой связующего материала был толстым, что неблагоприятно для предотвращения трещин в подложках, но чистота алюминиевой пластины была выше, видно, что в результате этого число трещин в подложках было меньше, чем в примере 16.
Примеры с 19 по 21
Изготовление подложки из нитрида алюминия
Соединение Y2O смешивали с выпускаемым
промышленностью порошком нитрида алюминия в пропорции, указанной в таблице 6, к смеси добавляли органическое связующее вещество и органический растворитель, за которым следовало замешивание, а смесь
формовали в лист с помощью роликовой формовочной машины. Лист разрезали, разрезанные листы покрывали ослабляющим материалом (порошком нитрида бора) и наслаивали друг на друга, связующее вещество
удаляли при температуре 450oС при пониженном давлении около 1 Па и, кроме того, проводили декарбонизацию в воздухе. Каждый образец обжигали в атмосфере N2 в режиме обжига,
указанном в таблице 6, с получением подложки 4 из нитрида кремния, имеющей размер 40•40 мм и толщину 0,635 мм. Для полученной подложки из нитрида алюминия с помощью дифракции рентгеновских
лучей измеряли отношение пиков интенсивности на поверхности, а удельную теплопроводность определяли способом однократного равновесного испарения при воздействии импульсного излучения лазера.
Результаты показаны в таблице 6.
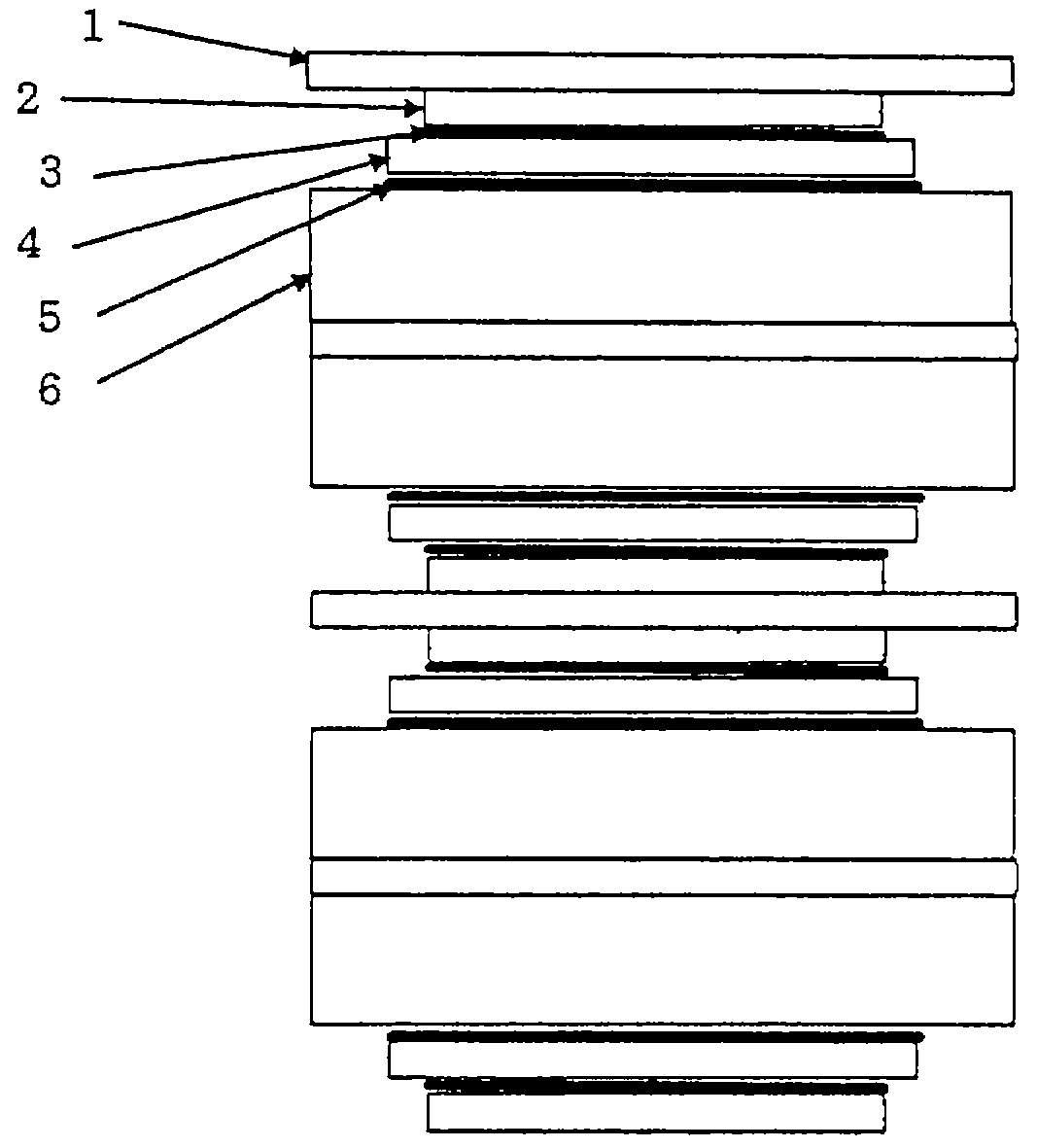
Изготовление структуры с подложками схем
Теплоотвод 6 (выпускаемый промышленностью композиционный материал Al/SiC, имеющий размер 50 мм
• 50 мм и толщину 3 мм) и алюминиевый рисунок 2 схемы (рисунок схемы получали штамповкой из выпускаемого промышленностью алюминиевого материала чистотой, по меньшей мере, 99,99 мас.%)
наслаивали на каждой стороне полученной подложки из нитрида алюминия через посредство связующего материала 3, 5, указанного в таблице 7, как это показано на фиг.1. На фиг. 1 позицией 1 обозначена
углеродная разделительная пластина. Полученное многослойное изделие нагревали в печи, чтобы осуществить термокомпреосионное присоединение с приложением к нему давления в направлении, перпендикулярном
подложке из алюминия нитрида, с помощью углеродного толкающего стержня при использовании гидравлической установки для одноосевого прессования, находящейся вне печи. Термокомпрессионное присоединение
осуществляли в вакууме при давлении 4•10-3 Па (в печи периодического действия) или в N2 (в печи непрерывного действия) в условиях, указанных в таблице 8.
Состояние термокомпрессионных соединений в полученной структуре с подложками схем исследовали с помощью ультразвукового дефектоскопа высокой частоты (УДВЧ), и термокомпрессионное соединение, в котором обнаруживался несвязанный участок, имеющий диаметр 1 мм или больше, или несвязанный участок площадью, по меньшей мере, 1%, оценивалось как дефектное термокомпрессионное соединение. Затем каждый образец подвергали термоциклическим испытаниям в течение 3000 циклов и 5000 циклов, при этом каждый цикл продолжали 30 мин при -40oС, 10 мин при комнатной температуре, 30 мин при 125oС и 10 мин при комнатной температуре, после чего проводили исследование, чтобы подтвердить наличие или отсутствие трещин, а затем состояние термокомпрессионных соединений снова контролировали с помощью ультразвукового дефектоскопа высокой частоты. Результаты показаны в таблице 9.
Как ясно из таблиц с 6 по 9, при использовании подложки из нитрида алюминия, имеющей удельную теплопроводность, по меньшей мере, 130 Вт/м•К и такое отношение интенсивностей пиков дифракции рентгеновских лучей, что 2≤Y2О3•А12О3 •100/А1N≤17 и 2Y2О3•А12О3•100/А1N≤2, получались структуры с подложками схем, характеризующиеся высоким качеством термокомпрессионных соединений и имеющие мало трещин даже после термоциклического испытания в течение 5000 циклов. В частности, как следует из примеров 19 и 21, можно получить структуры с подложками схем, имеющие немного дефектов термокомпрессионных соединений даже при использовании упрощенной печи непрерывного действия.
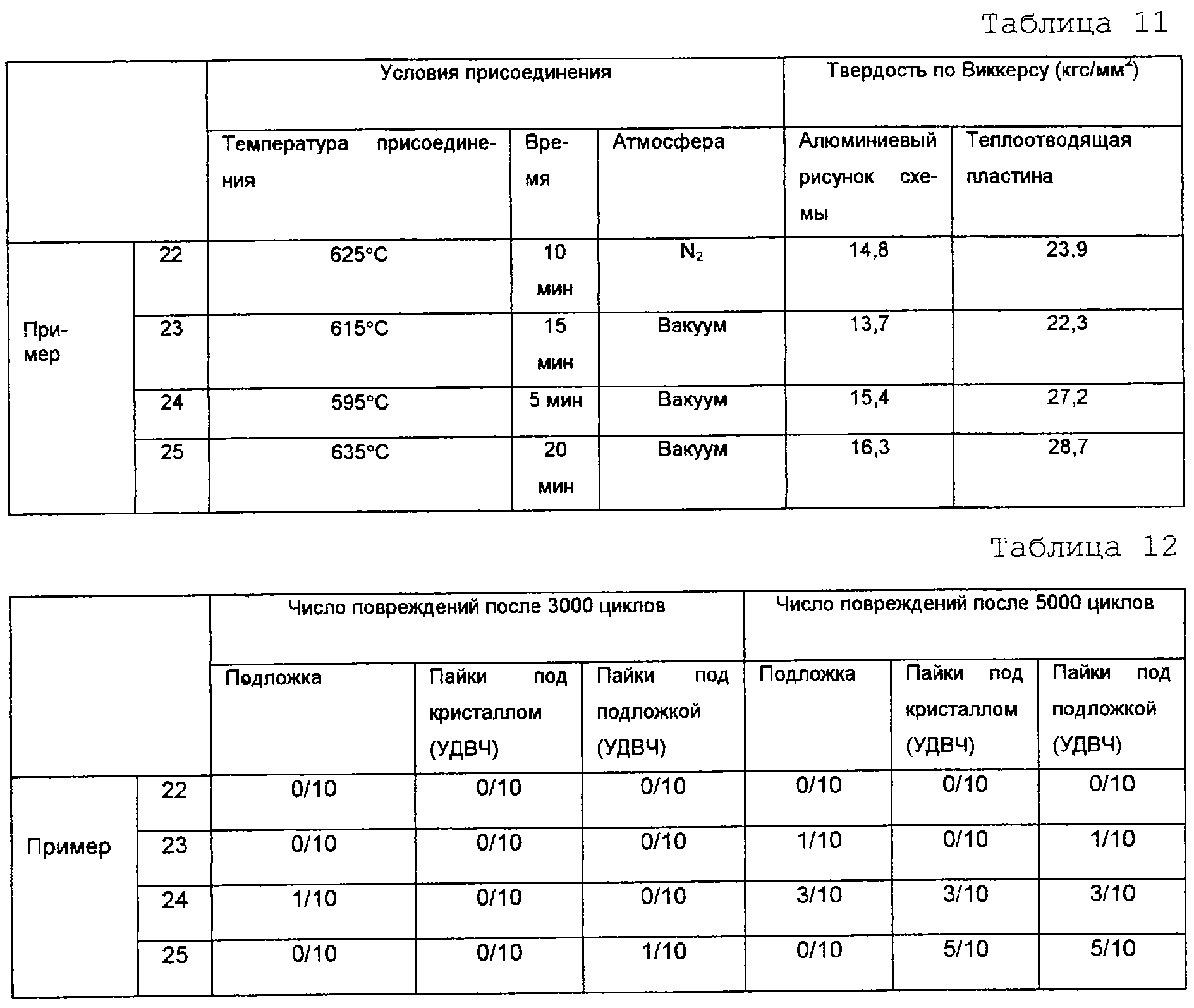
Примеры с 22 по 25
Алюминиевую пластину для
алюминиевого рисунка схемы и алюминиевую пластину для теплоотводящей пластины накладывали соответственно на переднюю сторону и заднюю сторону подложки из нитрида алюминия, использованную в примере 8,
через посредство связующего материала, указанного в таблице 10, и осуществляли термокомпрессионное присоединение при условиях присоединения, указанных в таблице 11.
После термокомпрессионного присоединения проводили трафаретную печать на травимые резисты, после которой осуществляли травление в растворе FеС13. Изображения на алюминиевом рисунке и теплоотводящей пластине были квадратами (радиус кривизны R 2 мм), образованными в центральной части керамической подложки. Их размеры изменяли в широких пределах, чтобы задать отношение объема алюминиевого рисунка схемы к объему теплоотводящей пластины, указанное в таблице 10. Затем резисты отслаивали и для получения подложки схемы на каждую сторону химическим путем наносили покрытие Ni-P толщиной 3 мкм.
При использовании некоторых из полученных подложек схем алюминиевый рисунок схемы и теплоотводящую пластину отслаивали для измерений их твердости по Виккерсу. Кроме того, кремниевый кристалл площадью 13 мм3 припаивали в центральной части каждой из некоторого количества подложек схем и проводили термоццклическое испытание способом, указанным в примере 19. Результаты показаны в таблице 12.
Как ясно из сравнения примеров с 22 по 24 с примером 25, для подложек схем, имеющих отношение объема алюминиевого рисунка схемы к объему теплоотводящей пластине от 0,80 до 1,2 при твердости по Виккерсу алюминиевого рисунка схемы самое большее 16 кгс/мм2 и твердости по Виккерсу теплоотводящей пластины от 19 до 30 кгс/мм2, можно существенно уменьшить число трещин паек и трещин в подложке даже после 5000 циклов.
В данном случае в примерах с 13 по 25 содержание Сu в слое, включающем в себя А1 и Сu в каждом присоединенном термокомпрессией слое, поддерживалось от 1 до 6 мас.% на основании оценки отношения пиков при элементном анализе в процессе исследования поперечного сечения.
В соответствии с настоящим изобретением можно стабильно изготавливать при небольшой стоимости высоконадежную подложку схемы, пригодную для силовых модулей.
Кроме того, в соответствии с настоящим изобретением можно изготавливать высоконадежную подложку схемы с небольшим количеством трещин пайки и трещин в керамической подложке.
Более того, в соответствии с настоящим изобретением можно изготавливать высоконадежную структуру с подложкой схемы (подложку схемы с теплоотводом), имеющую небольшую массу и превосходные характеристики отведения теплоты.
Реферат
Изобретения относятся к области изготовления полупроводниковых приборов на твердом теле. Подложка имеет керамическую подложку и алюминиевый рисунок схемы, выполненный из алюминия или алюминиевого сплава, присоединенный к указанной керамической подложке посредством слоя, содержащего Аl и Сu. В способе между алюминиевым рисунком схемы и подложкой размещают связующий сплав Al-Cu и нагревают получающуюся сборку при определенных температуре и давлении. Техническим результатом изобретения является возможность изготавливать подложку схемы небольшой массы и хорошими характеристиками отведения теплоты, с небольшим количеством трещин пайки и трещин в самой подложке при небольшой стоимости. 3 с. и 15 з.п. ф-лы, 12 табл., 1 ил.
Комментарии