Пресс-форма для первичного формообразования или пластической деформации деталей из поддающихся термическому воздействию материалов - RU2451598C2
Код документа: RU2451598C2
Чертежи


Описание
Изобретение относится к пресс-форме для первичного формообразования или пластической деформации деталей из поддающихся термическому воздействию материалов согласно отличительной части пункта 1.
Армированные волокнами пластмассы приобретают все большее значение во многих областях транспортной техники. Типичными примерами конструкций из усиленных длинными волокнами пластмасс являются навесные детали легковых автомобилей (например, спойлер), имеющие большую площадь кузовные элементы рельсовых транспортных средств и грузовых автомобилей, корпуса судов - от маленьких каяков до больших яхт, а также роторы колес ветросиловых установок. Благодаря их выдающимся соотнесенных с весом свойствам, в настоящее время в авиации и автогоночном спорте (например, "Формуле 1") конструкции в значительной части состоят из усиленных длинными волокнами пластмасс. Наряду с хорошими соотнесенными к весу механическими свойствами существенным преимуществом армированных волокнами пластмасс является почти неограниченная свобода формообразования, а также возможность изготовления деталей почти любого размера мелкими и средними сериями со сравнительно небольшими инвестиционными затратами.
Поэтому до сих пор армированные волокнами пластмассы применяются, преимущественно, в мелко- и среднесерийном производстве, а также в изготовлении прототипов. Прежде всего, детали из волокнистых композитных материалов, усиленных длинными волокнами, которые, предпочтительно, изготавливаются из термореактивных пластмасс, требуют в связи со временем отверждения пластмассы длительного времени пребывания в форме, что приводит к длительному времени цикла и существенно ограничивает пригодность таких деталей к крупносерийному производству.
В целях повышения экономичности соответствующие формы, которые как раз в случае с крупными деталями также состоят по большей части из армированной волокнами пластмассы, нагревают. Целенаправленный температурный режим при изготовлении детали за счет понижения вязкости смолы способствует пропитке волокон и значительно ускоряет, прежде всего, отверждение термореактивных пластмасс. Кроме того, за счет подвода температуры повышается степень «сшивания» термореактивных пластмасс, так что для получения высококачественных деталей необходима термообработка. В зависимости от применяемой системы пластмасс для применяемых в авиации деталей эта термообработка даже предписана.
В инструментальном производстве нагрев форм для изготовления заготовок является обычной практикой и в случае с металлическими формами, как правило, происходит в виде жидкостного нагрева или в виде электрического резистивного нагрева. В обоих случаях высокая теплопроводность металлической формы обеспечивает равномерное, однородное распределение температуры пресс-формы.
Однако металлические формы являются очень дорогими. Для очень крупных деталей, особенно если они изготавливаются лишь небольшими сериями, металлические формы являются нерентабельными. Поэтому соответствующие детали из волокнистых композитных материалов, как указано выше, зачастую изготавливают в пластмассовых формах, которые намного дешевле металлических форм и обеспечивают достаточное число извлечений из формы. Для пластмассовых форм обычным показателем является минимум 100 извлечений на форму, при соответствующей конструкции формы является достижим показатель более 1000 извлечений на форму. По сравнению с этим, металлические формы позволяют многократное число извлечений без дополнительной обработки формы, требуют, однако, соответственно более высоких инвестиционных затрат.
Проблематичным является нагрев соответствующих пластмассовых форм, так как пластмасса имеет значительно более низкую по сравнению с металлами теплопроводность, и к тому же, прежде всего, при неравномерном распределении тепла в форме очень склонна к короблению. Это является проблемой для деталей с высокими требованиями к точности соответствия форме и соблюдению размеров. По этой причине нагреваемые водой пластмассовые формы не смогли найти широкого применения. В общем для предприятий по переработке пластмасс, которые изготавливают соответствующие детали, требуется отдельное помещение для термообработки. После изготовления формы с деталями направляются для отверждения и термообработки в помещение для термообработки.
В отношении, прежде всего, металлических форм известно, что формы могут быть нагреты посредством жидкостей. При этом формы оснащены системой каналов разной конфигурации, по которой подаются жидкости, имеющие соответствующую температуру. При этом система каналов нагревает форму на определенном расстоянии от собственно подлежащей нагреву поверхности. Однако для материалов формы с хорошей теплопроводностью это не является проблемой. В случае с материалами формы с низкой теплопроводностью, например пластмассовыми формами, низкая теплопроводность ведет к неоднородному распределению температуры. Поэтому для улучшения теплопроводности подлежащие нагреву пластмассовые формы частично оснащают теплопроводными наполнителями, например алюминиевым порошком.
Тем не менее, относительно плохое соблюдение заданных размеров, коробление форм, неравномерное распределение температуры и относительно высокие производственные затраты в случае с нагреваемыми жидкостью пластмассовыми формами представляют собой проблемы. В связи с большой массой таких форм в каждом процессе нагрева требуются относительно большие затраты энергии.
Альтернативой является электрический резистивный нагрев. При этом в случае с металлическими формами зачастую применяются нагревательные патроны. Благодаря высокой теплопроводности металлического материала формы, в общем, достигается достаточно равномерное распределение температуры.
В случае с пластмассовыми формами, в связи с относительно плохой теплопроводностью, преимуществом является плоскостно действующий нагрев около подлежащей нагреву поверхности. Его можно реализовать за счет соответствующих электронагревательных тканей, которые могут быть внедрены в пластмассу вблизи поверхности формы. Разработанные специально для этой цели электронагревательные ткани состоят частично из реостатной проволоки или же из электропроводного волокнистого материала, например углеродных волокон. При этом реостатные проволоки или же волокна сопротивления действуют как омические резистивные нагревательные элементы. Фактически этот вид нагрева является линейно действующим нагревом, при котором вдоль каждой реостатной проволоки или каждого волокна сопротивления вырабатывается тепло нагрева и отводится на окружающую массу формы. Однако при очень тонком и плотном распределении реостатных проволок или же волокон сопротивления, при макроскопическом рассмотрении, этот нагрев действует практически плоскостно.
При этом реостатном нагреве действующие как проволоки или волокна нагревательные элементы внедряются между электроизолирующими слоями. Эти электроизолирующие слои могут, например, в формах из стеклопластика, состоять из эпоксидной смолы и стекловолокон, которые, как известно, имеют очень хорошую электроизоляционную способность, но относительно плохую теплопроводность. При этом на изолирующие слои приходится в целом значительно большая доля поперечного сечения и массы конструкции формы, чем на нагревательные проволоки или нагревательные волокна. Это, во-первых, ведет к повышению температуры на граничном слое между нагревательной проволокой или же нагревательным волокном, а также к внутренним напряжениям из-за отличия механических и термических свойств нагревательных проволок или волокон. С этим, прежде всего, связана опасность коробления форм.
Как уже было упомянуто выше, в качестве электропроводных волокон могут быть применены углеродные волокна (называемые карбоновыми волокнами). По сравнению с большинством металлов карбоновые волокна имеют низкую электропроводность в направлении волокна и, по сравнению с пластмассами, обладают хорошей теплопроводностью в направлении волокна. Поэтому они особенно подходят в качестве омических резистивных волокон. Еще одной особенностью является низкий коэффициент теплового расширения углеродных волокон, который в зависимости от типа волокон имеет величину αtherm≈-0,1·10-6/К. Слоистые пластики с углеродными волокнами (так называемые CFK, то есть многослойные структуры из углеродных волокон, внедренных в матрицу, которая зачастую состоит из пластмассы) при соответствующей ориентации волокон могут иметь такую структуру, что в широких температурных диапазонах тепловое расширение слоистых пластиков измерить практически невозможно.
Нагреваемые углеродными волокнами пластмассовые детали или пластмассовые формы выполняются до сих пор таким образом, что либо отдельные волокна, волокнистые ленты или ткани, либо тонкий нетканый материал из углеродных волокон с короткими волокнами внедряют в пластмассовые формы между другими, электроизолирующими слоями. Общим для этих деталей или форм является четкое функциональное разделение между служащими для резистивного нагрева углеродными волокнами и другими слоями слоистого пластика, которые, по существу, образуют несущую структуру формы и, кроме того, как правило, берут на себя электрическую изоляцию токопроводящих углеродных волокон.
Из DE 102004042422 A1 известна нагреваемая пресс-форма, в котором применяется электрический резистивный нагревательный элемент в виде внедренных в пластмассовую матрицу углеродных волокон, однако в связи с расположением резистивного нагревательного элемента относительно далеко от поверхности изготавливаемой детали, а также в связи с толщиной слоев волокнистого композитного материала пресс-формы, для достаточного нагрева детали требуется высокая мощность нагрева. Кроме того, в связи с последовательным соединением отдельных элементов из углеродных волокон не обеспечивается электрическая эксплуатационная надежность из-за возможности коротких замыканий и локального отказа нагрева.
До сих пор изготовление нагревательного слоя из отдельных волокон или волоконных лент, в общем, происходит так, что отдельные или несколько параллельных волокон или волоконных лент выкладывают на подлежащей нагреву поверхности в виде жил. Затем отдельные жилы последовательно соединяют, при этом каждые две соседние жилы соединяются в 4 последовательные жилы. Соответствующие размеры и соединение было, например, описано фирмой R&G Flüssigkunststoffe из Вальденбуха в брошюре «Нагревательная система для форм из синтетических смол» ("Heizsystem für Kunstharzformen"). В этом фирменном издании на примере показано, как последовательно соединены в целом 8 жил, каждая из которых состоит из 4 расположенных рядом друг с другом углеродных волокон.
Существенные недостатки при этом образе действия, прежде всего, проявляются тогда, когда жилы соединяются последовательно, так как между двумя сходящимися жилами волокон возникают относительно большие разности потенциалов. Это постоянно приводит в форме к коротким замыканиям, которые могут быть вызваны отдельными углеродными филаментами сходящихся волоконных жил. Прежде всего эта проблема возникает при расположении нагревательных элементов в форме меандра. Хотя этого можно избежать за счет достаточно большого безопасного расстояния между сходящимися жилами углеродных волокон. При этом тогда одновременно возникают более широкие «необогреваемые зоны», что опять же приводит к неравномерному распределению температуры.
Еще один недостаток заключается в разных механических и термических свойствах других слоев слоистых пластиков, которые образуют электрическую изоляцию нагревательного слоя и, кроме того, по существу являются несущей структурой формы. В большинстве случаев они состоят из стеклопластика. В связи с разным тепловым расширением стеклопластика и армированного углеродными волокнами пластика при соответствующих разностях температуры возникают значительные термические напряжения и деформации. В общем их можно контролировать только с помощью большой толщины стенок формы, но избежать их совсем нельзя. При этом также известным подходом является выполнение пластмассовых форм в виде сандвич-структуры, в которой деформацию хотя и можно уменьшить, однако при вышеуказанных предпосылках полностью предотвратить нельзя.
Из FR 2691400 A1 и EP 0218038 A1 известны пресс-формы, в которых выполненные однонаправленными структуры тканей из углеродных волокон внедрены в качестве нагревательных элементов вблизи поверхности в пластмассовую матрицу и служат для подогрева подлежащих изготовлению заготовок.
Поэтому задача настоящего изобретения заключается в предотвращении вышеуказанных проблем при нагреве пресс-форм и в обеспечении с помощью подходящей структуры слоев пресс-формы возможности надежного и энергоэффективного нагрева пресс-форм.
Решение указанной задачи вытекает из отличительных признаков пункта 1 формулы изобретения во взаимодействии с признаками ограничительной части. Другие предпочтительные варианты осуществления изобретения вытекают из зависимых пунктов формулы.
Изобретение относится к пресс-форме для первичного формообразования или пластической деформации деталей из поддающихся термическому воздействию материалов, предпочтительно из пластмасс, прежде всего из волокнистых композитных материалов, в которой пресс-форма имеет волокнистую композитную структуру и электрический резистивный нагревательный элемент, при этом в волокнистую композитную структуру пресс-формы в области формообразующей поверхности пресс-формы в пластмассовую матрицу внедрены углеродные волокна или углеродные филаменты. Пресс-форма такого типа дополнительно усовершенствуется посредством того, что углеродные волокна или углеродные филаменты в пластмассовой матрице в области формообразующей поверхности определяют, по существу, механические свойства, прежде всего прочность, жесткость и/или тепловое расширение пресс-формы, а электрический резистивный нагревательный элемент подключен таким образом, что по меньшей мере отдельные участки электрического резистивного нагревательного элемента образуют друг с другом электрическое параллельное соединение. Особенность изобретения заключается в интеграции нагревательного слоя в структуре поверхности формы. При этом существенным является то, что слой углеродных волокон одновременно используется в качестве резистивного нагревательного элемента и образует существенную часть поперечного сечения поверхности формы. При этом решающим является не доля толщины слоев углеродных волокон по сравнению с другими слоями, а тот факт, что слои углеродных волокон определяют механические свойства, прежде всего прочность, жесткость и тепловое расширение многослойного строения волокнистой композитной структуры. С помощью изобретения можно значительно уменьшить массу соответствующих пресс-форм, что в целом заметно уменьшает теплоемкость пресс-форм и, тем самым, расход энергии при нагреве пресс-форм. Благодаря предлагаемой структуре и соответствующему выбору материалов можно в значительной степени избежать тепловой деформации форм в широком температурном диапазоне. Благодаря изобретению было найдено недорогое решение, обеспечивающее возможность гомогенного электрического нагрева пресс-форм почти любых размеров со сравнительно низкими затратами энергии. Суть изобретения заключается в интеграции нагревательного слоя и несущего покровного слоя, при которой используется электропроводность углеродных волокон для использования несущего покровного слоя формы непосредственно в качестве резистивного нагрева. В отличие от прежних попыток использования электропроводности углеродных волокон для резистивного нагрева электрическое подключение форм осуществляется в виде параллельного соединения таким образом, что короткие замыкания, как при обычном последовательном соединении, исключаются по причине разности потенциалов сходящихся нагревательных жил. Благодаря этому можно также в максимальной степени отказаться от дополнительных изолирующих слоев, за исключением покровного слоя формы. В результате параллельного соединения электрического резистивного нагревательного элемента сопротивление электрического резистивного нагревательного элемента значительно уменьшается и, тем самым, становится возможным нагрев пресс-формы уже при малых прилагаемых напряжениях.
В то время как в прежних нагревательных слоях на основе углеродных волокон преимущественно использовались моноаксиальные (однонаправленные) ткани или укладки из углеродных волокон, здесь, преимущественно, применяются биаксиальные (двунаправленные) ткани из углеродных волокон. Также возможно использование мультиаксиальных тканей или укладок. В данном случае проходящие в поперечном направлении углеродные волокна обеспечивают выравнивание потенциалов в ортогональном направлении к прохождению тока нагревательного слоя. Таким образом могут быть также ликвидированы дефекты или прерывания в отдельных углеродных волокнах. При этом находящиеся в непосредственном электрическом контакте углеродные волокна могут проходить, преимущественно, параллельно в продольном направлении пресс-формы, а дополнительные проходящие поперек или под углом к указанному направлению углеродные волокна - брать на себя, опосредованно через слоевой контакт, проводящую функцию и, таким образом, с одной стороны, осуществлять электрическое выравнивание потенциалов поперек основного направления тока, а с другой стороны, делать возможной многоосевую, предпочтительно, квазиизотропную ламинатную структуру, которая при использовании углеродных волокон позволяет создавать покровные слои с очень малым тепловым расширением.
При этом в другом варианте осуществления возможно выполнение образующей электрический резистивный нагревательный элемент системы углеродных волокон или углеродных филаментов частично или полностью, в виде отдельных волокон или отдельных филаментов и/или в качестве элементов в форме укладок, тканей, нетканых материалов или в виде параллельных друг другу жил. Причем отдельные участки обращенной к детали поверхности пресс-формы, полностью или только участками, могут быть образованы с такими элементами, которые затем в совокупности снова подключаются в виде параллельного соединения. При этом является преимуществом то, что наряду с согласованием формы и конфигурации таких элементов с соответствующей топографией детали, достигается максимально плоскостной нагрев детали, который при резистивном нагревательном элементе, обычно имеющего форму меандра с последовательным соединением, является достижимым лишь с очень большими затратами.
Особое преимущество заключается в том, что углеродные волокна или углеродные филаменты внедрены в пластмассовую матрицу, непосредственно примыкая к обращенной к детали поверхности пресс-формы. Интегрированный таким образом нагрев пресс-формы генерирует нагревательную мощность непосредственно на обращенной к детали поверхности формы. При этом нагрев действует на большой площади непосредственно там, где требуется тепло. Это сокращает пути теплового потока, уменьшает перегрев в непосредственном окружении углеродных волокон и ведет к очень экономному преобразованию электрической энергии нагрева.
В другом варианте является возможным, что образующая электрический резистивный нагревательный элемент система углеродных волокон или углеродных филаментов или образованные из них элементы выполнены, по существу, квазиизотропными. За счет этого можно добиться того, что как относительно показателей механической прочности, так и относительно термического действия углеродных волокон или углеродных филаментов, или образованных из них элементов, во всех областях пресс-формы будут иметь место одинаковые условия и, тем самым, будет достигаться равномерный нагрев детали во всех ее областях.
Еще одна форма осуществления изобретения состоит в том, что частично, либо наносятся дополнительные слои углеродных волокон, либо уменьшается количество и/или толщина слоев углеродных волокон. При этом существенным признаком является то, что в связи с омическим характером формы частично изменяется мощность нагрева на единицу площади. За счет этого могут быть выровнены различающиеся нагревательные мощности на единицу площади, которые неизбежно получаются, например, при непрямоугольных поперечных сечениях формы. Так, например, при продолговатой трапециевидной форме с явным заострением общая толщина слоев углеродных волокон должна была бы непрерывно увеличиваться в направлении заостренного конца, если по всей поверхности формы необходимо было бы обеспечить постоянную нагревательную мощность на единицу площади.
Также возможен вариант, в котором между отдельными элементами образующей электрический резистивный нагревательный элемент системы углеродных волокон или углеродных филаментов выполнены непроводящие электрический ток участки. Такие непроводящие электрический ток участки могут служить для целенаправленного формирования температуры в детали, так как на таких участках не происходит активного нагрева детали, и поэтому внутри детали при ее отверждении могут быть целенаправленно получены температурные градиенты. При этом является возможным, что непроводящие электрический ток участки расположены в одной плоскости или перпендикулярно между расположенными друг над другом плоскостями, чтобы отделить друг от друга соседние резистивные нагревательные элементы, расположенные рядом друг с другом или друг над другом.
В отношении механического характера пресс-формы особенно важным является то, что образующая электрический резистивный нагревательный элемент система углеродных волокон или углеродных филаментов или образованные из них элементы имеют в пластмассовой матрице высокую жесткость. За счет этого, поскольку в то же время другие слои выполнены с меньшей жесткостью, общая жесткость пресс-формы в большей степени определяется слоями углеродных волокон. Кроме того, таким образом возможно предотвращение термических напряжений между различными материалами в выполненных с примерно одинаковой жесткостью слоях пресс-формы и, тем самым, решающим образом уменьшение коробления пресс-формы при нагреве, благодаря чему может быть существенно повышена размерная точность изготавливаемой детали.
В отношении возникающих при нагреве пресс-формы напряжений и деформаций важным является то, что тепловое расширение содержащего электрический резистивный нагревательный элемент слоя из углеродных волокон или углеродных филаментов или образованных из них элементов является в пластмассовой матрице очень малым. Поэтому и при относительно больших изменениях температуры пресс-формы происходит лишь незначительное изменение размеров изготавливаемой детали, благодаря чему процесс изготовления упрощается и улучшается. Кроме того, продолжительности циклов при использовании пресс-формы могут быть сокращены за счет активного охлаждения, которого можно добиться просто путем прокладки каналов в заполнителе при формировании пресс-формы в сандвич-структуры, по которым направляется охлаждающий воздух или другие газообразные или жидкие охлаждающие среды. При этом дополнительно является возможным прохождение соответствующих сред через форму в замкнутом цикле для выравнивания температурных градиентов в фазе нагрева. В самом простом варианте соответствующая способная к дренажу форма может быть выполнена, например, с материалами основы, имеющими прорези.
Дополнительное повышение экономичности использования выполненных согласно изобретению пресс-форм достигается тем, что благодаря малой толщине слоя содержащего электрический резистивный нагревательный элемент материала расход энергии для нагрева пресс-формы также является очень низким. Благодаря малой толщине слоев, нагрев и охлаждение массы пресс-формы может происходить значительно быстрее и с меньшими затратами энергии, так что время цикла изготовления соответствующих деталей может быть сокращено.
Еще одно преимущество состоит в том, что за счет параллельного соединения электрическое сопротивление соединенных параллельно друг с другом углеродных волокон или углеродных филаментов, или образованных из них элементов является в совокупности очень малым. За счет этого является достижимым то, что для нагрева на электрическом резистивном нагревательном элементе могут быть использованы уже малые напряжения, прежде всего, низковольтные напряжения, в результате чего обеспечивается электрическая эксплуатационная безопасность, и расход энергии сводится к минимуму.
С точки зрения выполнения поверхности изготавливаемой детали является преимуществом, если обращенная к детали поверхность пресс-формы образована покровным слоем формы, который со стороны детали покрывает, предпочтительно, тонким слоем содержащий электрический резистивный нагревательный элемент слой. Такой тонкий покровный слой формы обеспечивает гладкость поверхностей детали и предотвращает повреждение содержащего углеродные волокна слоя. За счет соответственно малых толщин слоев и хороших теплопроводных свойств этого покровного слоя формы надежно предотвращаются возможные в противном случае проблемы теплопроводности между слоем с резистивным нагревательным элементом и деталью.
С точки зрения механической прочности пресс-формы полезно, если с обращенной от детали стороны имеющего электрический резистивный нагревательный элемент слоя нанесен придающий жесткость слой. Такой придающий жесткость слой, который может быть выполнен, например, в форме прочной облегченной конструкции сандвич-структуры, обеспечивает дополнительное механическое упрочнение конструкции пресс-формы без чрезмерного увеличения веса пресс-формы. Предпочтительно, в случае сандвич-структуры нагревательный слой может при этом одновременно быть одним из двух покровных слоев, которые необходимы для создания сандвич-структуры. Возможно также, например, выполнение придающего жесткость слоя электрически изолирующим.
В отношении структуры слоев пресс-формы может быть полезным, если между содержащим электрический резистивный нагревательный элемент волокнистым композитным слоем, покровным слоем формы и/или придающим жесткость слоем расположены дополнительные промежуточные слои, которые, например, выполнены электрически изолирующими или выполняют функцию усиления сцепления для примыкающих слоев волокнистой композитной структуры. Такие промежуточные слои, которые могут быть образованы в волокнистой композитной структуре из, предпочтительно тонкой, стеклоткани, оптимизируют свойства всей слоистой структуры.
Также возможно, что в качестве расположенного на обращенном от стороны придающего жесткость слоя другого покровного слоя формы предусмотрена возможность использования слоя с углеродными волокнами, которые внедрены в пластмассовую матрицу. За счет этого в еще большей степени предотвращается коробление слоев пресс-формы при нагревании, так как этот дополнительный покровный слой формы может иметь механическую структуру, сходную с механической структурой волокнистого композитного слоя, содержащего электрический резистивный нагревательный элемент, и, тем самым, расположенный между ними придающий жесткость слой с обеих сторон является окруженным механически равноценными слоями. При этом возможен вариант, в котором углеродные волокна обращенного от детали покровного слоя формы электрически изолированы от углеродных волокон обращенного к детали, содержащего электрический резистивный нагревательный элемент волокнистого композитного слоя.
В силу равномерных механических и электрических свойств волокнистого композитного слоя, содержащего электрический резистивный нагревательный элемент, полезно, если ориентация углеродных волокон или углеродных филаментов или элементов из углеродных волокон или углеродных филаментов смещена и/или развернута по отношению к другим углеродным волокнам, или углеродным филаментам, или элементам того же самого волокнистого композитного слоя. За счет этого волокна или элементы могли бы быть ориентированы так, что механические нагрузки и нагрев внутри волокнистого композитного слоя, содержащего электрический резистивный нагревательный элемент, происходят очень равномерно и, тем самым, соответственно равномерно переносятся на деталь.
Также является преимуществом, если покровный слой формы и промежуточные слои имеют лишь незначительную жесткость и лишь незначительно влияют на механические свойства всей волокнистой композитной структуры. В результате этого при нагреве пресс-формы между отдельными слоями не возникает существенных напряжений, так что перекосы пресс-формы сводятся к минимуму.
В отношении образования электрического контакта резистивного нагревательного элемента является преимуществом, если образующая электрический резистивный нагревательный элемент система углеродных волокон или углеродных филаментов или образованные из них элементы имеют электрический контакт на концах волокон или элементов и образуют друг с другом параллельное соединение. Благодаря наружному расположению контактов могут быть обеспечены хорошая доступность к резистивному нагревательному элементу и простота проведения работ по созданию параллельного соединения.
Относительно нагрева детали оказалось особенно полезным, прежде всего, для необходимого расхода энергии, если при нагреве пресс-формы для формования детали пресс-форма по меньшей мере на отдельных участках имеет теплоизоляционную оболочку. Благодаря теплоизоляционной оболочке вырабатываемое тепло может быть особенно хорошо удержано внутри пресс-формы и в зависимости от наличия теплоизоляционного материала, типа и толщины теплоизоляционного материала, а также его размещения, теплоизоляционный материал может быть использован для локального управления температурой при нагреве детали внутри пресс-формы. Так, например, является возможным только локальная изоляция пресс-формы и, тем самым, получение локальных более высоких температур, которые влияют на отверждение детали иначе, чем на неизолированных или менее изолированных участках. Это позволяет оказывать дополнительное влияние на процесс изготовления детали внутри пресс-формы.
Особенно полезно, если образующие пресс-форму слои волокнистой композитной структуры рассчитаны на температуру при изготовлении детали до 300°С, предпочтительно до 140°С, без ущерба для своих прочностных свойств. В другом варианте в отношении температурной стабильности является также возможным, что для образования волокнистой композитной структуры или ее частей используются керамические материалы матрицы.
Также возможен вариант, в котором электрические нагревательные элементы являются сегментированными в направлении прохождения тока, и отдельные сегменты выполнены с возможностью полного или частичного перемыкания посредством дополнительных электронных компонентов для оказания влияния на прохождение тока и нагревательную мощность в соответствующем сегменте. За счет этого термическая энергия может быть там целенаправленно введена в обрабатываемые детали, где требуется термическая энергия, в то время как в других областях в электрических нагревательных элементах термическая энергия не генерируется или генерируется в малом количестве. При этом может быть преимуществом, если электрические нагревательные элементы являются сегментированными в направлении прохождения тока, а отдельные сегменты нагревательного элемента образуют последовательное соединение. За счет этого можно, прежде всего, обеспечить то, что сегментированные электрические нагревательные элементы благодаря последовательному соединению также и при больших размерах пресс-формы в совокупности могут эксплуатироваться на малом напряжении и, тем самым, может быть достигнут простой нагрев пресс-формы как с точки зрения электрики, так и с точки зрения техники безопасности.
Также возможен вариант, в котором отдельные токопроводящие и расположенные друг над другом слои электрических нагревательных элементов в направлении толщины так изолированы друг от друга тонкими изолирующими слоями, что является достижимым индивидуальное распределение сегментов посредством штабелирования тонкослойных нагревательных элементов по многослойной технике. В данном случае получают достижимое при сегментированной конфигурации нагревательных элементов различное введение термической энергии за счет, по существу, перпендикулярного поверхности пресс-формы штабелирования нагревательных элементов, каждый из которых уложен один над другим, будучи электрически разделенным друг от друга тонкими изолирующими слоями.
В другом варианте осуществления посредством дополнительных тонких и локально ограниченно внедренных нагревательных элементов прохождение тока в пресс-форме является локально изменяемым так, что является возможным частичное изменение мощности нагрева на единицу площади в пределах поверхности пресс-формы. С помощью всех указанных выше мер можно обеспечить достижение локально действующего изменения ввода термической энергии в поверхность пресс-формы, которое является преимуществом, например, для первоначального формообразования или пластической деформации детали в этом локальном месте.
Особо предпочтительная форма осуществления пресс-формы согласно изобретению по пункту 1 формулы изобретения показана на чертеже.
Показаны на:
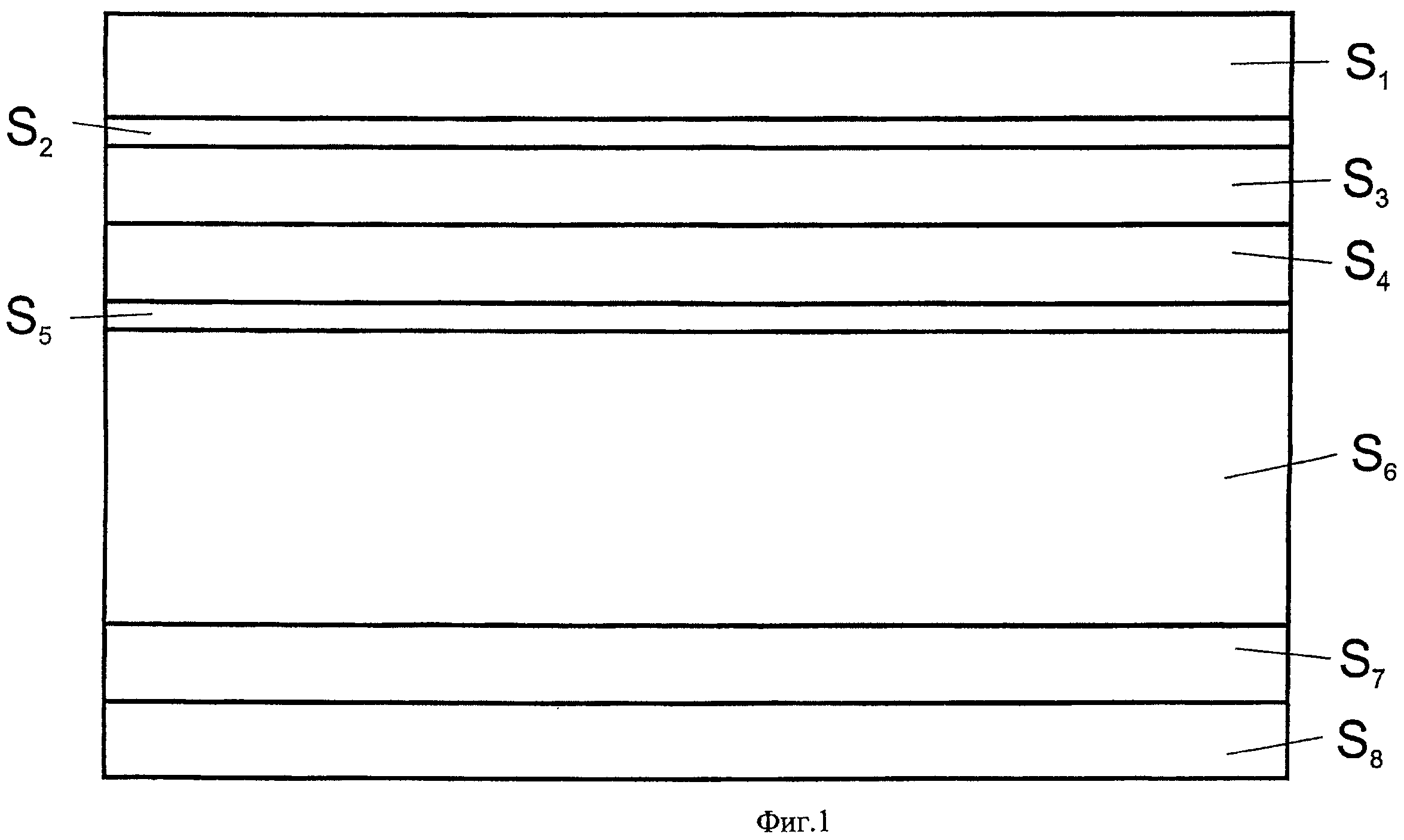
Фиг.1: структура простого нагреваемого пресс-формы согласно изобретению в форме прямоугольника, показанная на примере представленного в виде излома поперечного разреза,
Фиг.2: ток, мощность нагрева и мощность нагрева на единицу площади формы при заданном напряжении нагрева пресс-формы по фиг.1,
Фиг.3: характер изменения температуры при нагреве пресс-формы согласно фиг.1 с различной изоляцией при мощности нагрева на единицу площади 200 Вт/м2.
В качестве примера на фиг.1 показана структура простой нагреваемой пресс-формы в форме прямоугольника, в котором пресс-форма может быть изготовлена со следующей структурой слоев:
1-й - слой: покровный слой формы (толщина слоя s1≈0,4 мм);
2-й слой: стеклоткань 105 г/м2 (толщина слоя s2≈0,1 мм);
3-й слой: биаксиальная ткань из углеродных волокон 193 г/м2(толщина слоя s3≈0,27 мм), ориентация волокон 0°/90°;
4-й слой: биаксиальная ткань из углеродных волокон 193 г/м2(толщина слоя s4≈0,27 мм), ориентация волокон ±45;
5-й слой: стеклоткань 105 г/м2 (толщина слоя s5≈0,1 мм);
6-й слой: полиамидный сотовый заполнитель ЕСА 3,2-48 (толщина слоя s6≈12,7 мм);
7-й слой: биаксиальная ткань из углеродных волокон 193 г/м2(толщина слоя s7≈0,27 мм), ориентация волокон ±45;
8-й слой: биаксиальная ткань из углеродных волокон 193 г/м2(толщина слоя s8≈0,27 мм), ориентация волокон 0°/90°.
Само собой разумеется, что приведенная структура слоев является лишь примером из многих возможных структур и в рамках изобретения может быть различным образом изменена.
При рассмотрении всего показанного на фиг.1 поперечного разреза пресс-формы в качестве сандвич-структуры, слои 1-5 образуют первый покровный слой сандвича. 6-й слой является заполнителем сандвича, а слои 7 и 8 образуют второй покровный слой сандвича.
Усиленные тканью слои были пропитаны холоднотвердеющей ламинирующей смолой, которая после соответствующей термообработки имеет теплостойкость до 140°C.
Покровный слой формы толщиной s1 состоит, например, из обычной смолы покровного слоя формы с теплостойкостью 140°C. По сравнению с армированными волокнами слоями этот слой относительно толст. Но по причине малой жесткости по сравнению со слоями ткани из углеродных волокон он оказывает несущественное влияние на механические свойства всей конструкции формы. Покровный слой формы является полируемым и благодаря не имеющей пор поверхности обеспечивает большое число извлечений детали из формы при незначительном износе формы.
Слой из стеклоткани толщиной слоя s2 и s5 может потребоваться в силу технологических причин и должен обеспечивать хорошее сцепление между покровным слоем формы s1 и слоями ткани из углеродных волокон s3 и s4. И эти слои имеют малую жесткость по сравнению с последующими слоями ткани из углеродных волокон и оказывают на механические свойства всей конструкции формы лишь незначительное влияние.
Слои ткани из углеродных волокон s3 и s4 образуют как электрический слой резистивного нагрева, так и существенный структурный компонент первого покровного слоя сандвича. Благодаря их высокой жесткости по сравнению со следующими слоями они в значительной степени определяют механические свойства и тепловое расширение первого покровного слоя сандвича.
Слой из стеклоткани s5, как и s2, может потребоваться в силу технологических причин и обеспечивает хорошее сцепление между слоями ткани из углеродных волокон и заполнителем сандвича s6.
Слои ткани из углеродных волокон s7 и s8 в качестве квазиизотропной ламинатной структуры образуют второй покровный слой сандвича.
Так как тепловое расширение обоих покровных слоев сандвича определяется, по существу, углеродными волокнами, их тепловое расширение, а поэтому и возможная тепловая деформация при различных температурах, очень незначительны.
При описанной структуре пресс-формы значимыми, по существу, являются следующие соображения и свойства:
- Существенной составной частью формы является слой ткани из углеродных волокон в пластмассовой матрице, которая выполняет несущую функцию задней конструкции формы и непосредственно служит в качестве нагревательного слоя в виде электрического резистивного нагрева в результате прохождения тока по углеродным волокнам. При этом ткань из углеродных волокон в пластмассовой матрице должна иметь как можно более квазиизотропную структуру. Посредством интеграции нагрева формы и несущей задней конструкции формы можно существенно уменьшить расход материалов на пресс-форме. Одновременно уменьшается количество тепла, необходимого для нагрева формы. Кроме того, таким образом могут быть предотвращены термические напряжения между разными материалами.
- Максимально однородная ткань из углеродных волокон в пластмассовой матрице образует отдельную нагревательную жилу, которая, предпочтительно, подключается в продольном направлении формы параллельно. При этом нагревательный элемент состоит из тонкого ламинатного слоя. При включении в продольном направлении формы поперечное сечение приближенно соответствует произведению ширины «B» формы и толщины «s» ткани из углеродных волокон. В данном случае длина «L» нагревательного элемента приблизительно соответствует общей длине пресс-формы.
- При этом, в общем, потребуется богатый смолой покровный слой формы, который обеспечивает свободную от пор поверхность формы и хорошее разделительное действие при изготовлении деталей. Этот покровный слой формы, если он необходим, должен быть как можно более тонким и лишь несущественно влиять на механические и термические свойства слоя ткани из углеродных волокон в пластмассовой матрице.
- Нагреваемый слой ткани из углеродных волокон в пластмассовой матрице образует, при необходимости, в сочетании с вышеупомянутым покровным слоем формы, собственно поверхность формы, которая в целом является тонкостенной и, тем самым, относительно гибкой. В целях придания ему жесткости пресс-форма может иметь сандвич-конструкцию. При этом материал основы придающего жесткость слоя может быть электрически изолирующим, если нужно блокировать прохождение тока ко второму покровному слою. Если прохождение тока ко второму покровному слою является желаемым, в придающем жесткость слое может быть применен и электропроводный материал основы.
- Предпочтительно второй покровный слой формы также состоит из квазиизотропной ткани из углеродных волокон в пластмассовой матрице. Таким образом, тепловое расширение пресс-формы определяется, по существу, двумя квазиизотропными покровными ламинатами. Поскольку эти ламинатные структуры имеют, как известно, лишь незначительное тепловое расширение в широком температурном диапазоне, то, несмотря на разность температур в покровных слоях, тепловое расширение и тепловая деформация формы очень незначительны. Если оба покровных слоя имеют лишь незначительное тепловое расширение, остается очень незначительной и деформация формы на изгиб под влиянием температуры. К тому же обусловленные температурой малые деформации на изгиб могут быть уменьшены путем увеличения толщины основы без какого-либо значительного увеличения веса формы.
- Другие слои могут быть размещены в промежуточном положении в любом месте, если, например, желательна электрическая изоляция отдельных слоев, или если это представляется целесообразным по технологическим причинам для обеспечения достаточного сцепления между отдельными слоями. При этом необходимо обратить внимание на то, что дополнительные слои были выполнены так, чтобы они не оказывали влияния или оказывали лишь незначительное влияние на механические свойства и, прежде всего, на тепловое расширение нагревательного слоя. При этом речь могла бы идти, прежде всего, о сотовых заполнителей из алюминия или из углеродных волокон.
Относительно расчета мощности нагрева пресс-формы согласно фиг.1 имеет значение следующее.
Данная нагреваемая форма является, в качестве примера, прямоугольной с обогреваемой длиной L=1370 мм и шириной B=557 мм. В данном случае непосредственно электрически запитан был только слой s3. Для этого по 4 нити основы из углеродных волокон были обжаты в концевой гильзе жилы и спаяны с внедренной лентой заземления. Эти нити основы проходят в продольном направлении формы и, тем самым, образуют параллельное соединение отдельных резистивных нитей. Проходящие поперек к ним уточные нити этого тканого слоя также из углеродных волокон, в принципе, не являются токопроводящими при такой системе, но могут служить для выравнивания потенциалов, например, если будут повреждены отдельные нити основы.
Таким образом, для электрического сопротивления слоя s3 в данном случае действует уравнение:

где R3- электрическое сопротивление 3-го слоя;
Rspez, Faden - удельное сопротивление отдельной нити основы;
L - длина зоны нагрева;
n - число параллельно соединенных нитей основы.
Эксперименты показали, что дополнительные слои углеродных волокон, которые наносятся непосредственно на волоконный слой с электрическим контактом, имеют почти такую же проводимость, как и непосредственно подключенный слой. При прохождении волокон наискось необходимо учитывать соответственно изменившееся число волокон на ширину, а также получающуюся длину. В данном случае диагонально уложенный 4-й слой имеет в совокупности такую же проводимость, как и 3-й слой ткани.
В связи с дополнительными контактными (переходными) сопротивлениями на форме фиксируется несколько более высокая величина, чем величина, получаемая теоретическим расчетом. В данном случае измеренное сопротивление было примерно на 12% выше ранее рассчитанной величины.
На фиг.2 показаны ток, мощность нагрева и мощность нагрева на единицу площади формы, образующиеся при заданном напряжении нагрева. Поскольку омическое сопротивление нагрева формы в температурном диапазоне до 100°C изменяется лишь незначительно, ток увеличивается с напряжением нагрева линейно, а мощность нагрева увеличивается с напряжением в квадрате.
Кроме того, при этом является существенным, что омическое сопротивление при соответствующей структуре является очень малым, так что даже относительно большие формы могут быть нагреты при малом напряжении.
Различные экспериментальные структуры показали, что теоретически рассчитанное омическое сопротивление для различных структур нагревательного слоя хорошо согласуется с замеренными величинами.
Температура, которая достигается при соответствующем нагреве формы на ее поверхности, зависит в основном от следующих параметров:
- мощности нагрева на единицу площади в Вт/м2;
- температуры окружающей среды;
- теплового потока в форме;
- граничащих с формой сред, которые оказывают влияние на перенос тепла в окружающую среду.
При этом было однозначно установлено, что достижимая температура намного меньше определяется нагревательной мощностью на единицу площади, чем изоляцией.
Особенно полезным для эксплуатации пресс-формы оказалось использование тепловой изоляции пресс-формы.
В случае с вышеописанной простой нагревательной плитой при комнатной температуре (около 25°C) должна достигаться температура поверхности 82°C. На фиг.3 показано изменение температуры нагревательной плиты с различными изоляциями при мощности нагрева на единицу площади 200 Вт/м2. Показана разница по сравнению с температурой окружающей среды.
На фиг.3 влияние изоляции является однозначным. Если без изоляции на поверхности формы было замерено повышение температуры всего на 12,9 К, то при такой же мощности нагрева на единицу площади с наложенным двойным нетканым материалом было замерено повышение температуры на 33,6 К. В случае с дополнительной теплоизоляционной пластиной на поверхности повышение температуры составило 57,3 К при той же самой мощности нагрева на единицу площади.
Это повышение температуры проявляется еще более явно, если форма полностью изолирована. В еще одном эксперименте мощность нагрева была уменьшена в два раза и составила 100 Вт/м2, нагревательная форма с нижней и верхней стороны была изолирована изоляционной плитой толщиной 40 мм. При этом на поверхности формы были замерены температуры, которые на 70 К превышали температуру окружающей среды.
Эти измерения показывают, что с помощью простой изоляции потребляемая мощность нагрева может быть значительно снижена. Во всех случаях скорости нагрева явно превышали требуемые скорости нагрева, которые для деталей из армированных волокнами эпоксидных смол, в общем, не должны превышать 10 К/час.
Эти исследования показывают, что теплоизоляции следует уделять особое внимание. Прежде всего, представляется возможным при заданной мощности нагрева путем использования или неиспользования изолирующего материала, можно целенаправленно, а возможно также частично, оказывать влияние на характер изменения температуры. Это могло бы представлять интерес, например, при сложных геометриях форм, при которых постоянный плоскостной нагрев по всей геометрии формы, при известных обстоятельствах, реализуем лишь с большим трудом.
Относительно возможностей применения пресс-формы согласно изобретению можно отметить следующее.
Возможности применения описанных выше нагреваемых пластмассовых форм, предпочтительно, относятся к областям, в которых конструктивные детали оболочки с большой площадью поверхности и простой геометрией изготавливаются мелкими и средними сериями и подлежат нагреву в форме во время или после формообразования. При этом формы с исследованными до сих пор волоконно-пластмассовыми системами могут обеспечивать температуры приблизительно до 100°C. Температурная стойкость ограничивается применяемыми системами синтетических смол. С другими термостойкими смоляными системами возможна теплостойкость гораздо выше 200°C без необходимости в каких-либо значимых изменениях процесса изготовления форм. С помощью керамических материалов матрицы могли бы, при известных условиях, аналогичным образом быть сконструированы и нагреты формы со значительно более высокой теплостойкостью.
К потенциальным конструктивным деталям, которые в соответствующих формах могли бы быть изготовлены значительно экономичнее чем до сих пор, относятся, прежде всего, имеющие большую площадь волокнистые композитные детали, такие как элементы крыльев, фюзеляжа или хвостового оперения в авиастроении, панели для различных транспортных систем или медицинской техники, корпуса судов или лопасти ветросиловых агрегатов. Также в соответствующих нагреваемых пластмассовых формах, в принципе, могут быть изготовлены и пластмассовые детали без армирования волокнами.
Так, изготовляемые глубокой втяжкой формы больших размеров могли бы быть выполнены описанным способом, как, например, формы для ротационного спекания.
Возможны и другие области применения. Так, использование этой конструкции не должно ограничиваться только формами. Аналогичным образом являются реализуемыми также нагреваемые детали, например, для устранения обледенения самолетов или эксплуатируемые с малым напряжением электрически нагреваемые емкости, ванны или т.п.
Реферат
Изобретение относится к пресс-форме для первичного формообразования или пластической деформации деталей из поддающихся термическому воздействию материалов. Техническим результатом заявленного изобретения является повышение надежности и энергоэффективности нагрева пресс-форм. Технический результат достигается в пресс-форме для формообразования или пластической деформации деталей из термопластичных материалов прежде всего из волокнистых композитных материалов. Пресс-форма имеет волокнистую композитную структуру и электрический резистивный нагревательный элемент. В структуру пресс-формы в области формообразующей поверхности в пластмассовую матрицу внедрены углеродные волокна или углеродные филаменты. При этом углеродные волокна или углеродные филаменты в пластмассовой матрице в области формообразующей поверхности определяют механические свойства пресс-формы, прежде всего прочность, жесткость и/или тепловое расширение. Электрический резистивный нагревательный элемент подключен таким образом, что отдельные его участки образуют друг с другом электрическое параллельное соединение. Причем образующая электрический резистивный нагревательный элемент система выполнена в виде биаксиальных или мультиаксиальных тканей или укладок из углеродных волокон или углеродных филаментов. 22 з.п. ф-лы, 3 ил.
Комментарии