Устройство и способ для гальванического покрытия - RU2420616C2
Код документа: RU2420616C2
Чертежи















Описание
Настоящее изобретение касается устройства для нанесения гальваническим способом покрытия по меньшей мере на один электропроводящий субстрат или электропроводящую структуру на субстрате, не обладающем электропроводностью, которое включает в себя по меньшей мере одну ванну, один анод и один катод, причем ванна содержит раствор электролита, содержащий по меньшей мере одну соль металла, из раствора которого на электропроводящую поверхность субстрата оседают ионы металла с образованием металлического слоя.
Кроме того, изобретение касается способа гальванического покрытия по меньшей мере одного субстрата, который реализуют в устройстве, изготовленном согласно изобретению.
Методы гальванического покрытия применяют, например, для нанесения покрытия на электропроводящие субстраты или структурированные или сплошные электропроводящие поверхности на субстратах, не обладающих электропроводностью. С помощью этого способа можно создавать, например, токопроводящие дорожки (печатные проводники) на печатных платах, антенны радиочастотной идентификации (RFID), плоские кабели, тонкие металлические пленки, токопроводящие дорожки на солнечных батареях, а также наносить гальванические покрытия на другие изделия, как то: двухмерные или трехмерные предметы, например, фасонные изделия из пластмасс.
Из германского патента DE-B 10342512 известны устройство и способ для электролитической обработки изолированных друг от друга электропроводящих структур на поверхностях подлежащего обработке лентообразного субстрата. При этом подлежащий обработке субстрат непрерывно перемещают по конвейеру (транспортирующей ленте) в одном направлении, причем подлежащий обработке субстрат приводят в контакт с расположенным вне области электролиза контактным электродом, благодаря чему сообщают электропроводящим структурам отрицательный заряд. В области электролиза на электропроводящие структуры из рабочей жидкости оседают ионы металла, образуя металлический слой. Поскольку металл на электропроводящие структуры оседает только в течение того времени, пока они контактируют с контактным электродом, можно покрывать только такие структуры, размер которых достаточен для того, чтобы подлежащая покрытию электропроводящая структура находилась в области электролиза, имея одновременно контакт вне этой области.
Гальванизирующее устройство, в котором блок контакта размещен в ванне с электролитом, описано, например, в германской заявке DE-A 10234705. Описанное там гальванизирующее устройство пригодно для нанесения покрытия структур, исходно выполненных электропроводящими и находящихся на лентообразном носителе. Контакт при этом осуществляют посредством валиков, которые контактируют с электропроводящими структурами. Поскольку валики находятся в ванне с электролитом, на них также осаждается металл из ванны с электролитом. Чтобы иметь возможность удаления металла, валики выполняют из отдельных сегментов, играющих роль катода, пока они находятся в контакте с подлежащими покрытию структурами, и анода, если контакта между валиком и электропроводящей структурой нет. Недостаток такой конструкции, однако, состоит в том, что на структурах, длина которых в направлении транспортировки невелика, напряжение присутствует лишь недолго, в то время как на структурах, протяженность которых (также в направлении транспортировки) значительна, напряжение присутствует значительно более длительное время. Из-за этого слой, который оседает на длинных структурах, значительно толще слоя, который оседает на коротких структурах.
Недостатком способов, известных на нынешнем техническом уровне, является то, что с их помощью невозможно нанесение покрытия на очень короткие структуры - в первую очередь в направлении перемещения субстрата. Еще один недостаток состоит в том, что для обеспечения достаточно длительного контакта необходимо множество валиков, расположенных друг за другом.
Задача изобретения состоит в том, чтобы предложить устройство, которое обеспечивает достаточно протяженное время контакта также и для коротких структур, чтобы и короткие структуры можно было покрыть достаточно толстым слоем металла.
Эту задачу решают посредством устройства для гальванического покрытия по меньшей мере одного электропроводящего субстрата или структурированной или сплошной электропроводящей поверхности на субстрате, не обладающем электропроводностью, которое включает в себя по меньшей мере одну ванну, один анод и один катод, причем ванна содержит раствор электролита, содержащий по меньшей мере одну соль металла. Из раствора электролита на электропроводящие поверхности субстрата оседают ионы металла с образованием металлического слоя. Для этого обеспечивают контакт по меньшей мере одного катода с подлежащей покрытию поверхностью субстрата, в то время как субстрат перемещают через ванну. Согласно изобретению по меньшей мере один катод включает в себя по меньшей мере одну ленту по меньшей мере с одним электропроводящим участком, который перемещают по как минимум двум вращающимся валам. Валы выполнены с надлежащим сечением, соответствующим конкретному субстрату. Предпочтительно, чтобы валы были выполнены в форме цилиндров, и чтобы их можно было, например, снабдить пазами, в которых перемещается по меньшей мере одна лента. Для обеспечения электрического контакта ленты предпочтительно выполнить по меньшей мере один из валов как катод, причем вал выполнен так, что ток с поверхности вала поступает на ленту. Если валы снабжены пазами, в которых перемещается по меньшей мере одна лента, контакт с субстратом можно одновременно обеспечивать через валы и ленту.
Также возможно, чтобы электропроводностью обладали только пазы, а участки валов между пазами были выполнены из изолирующего материала, чтобы избежать электрического контакта субстрата через валы. Электроснабжение валов осуществляют, например, через контактные кольца, однако возможно применение любого другого пригодного устройства, с помощью которого на вращающиеся валы можно подавать ток.
Благодаря тому, что в состав катода входит по меньшей мере одна лента по меньшей мере с одним электропроводящим участком, возможно наносить достаточно толстое покрытие и на субстраты с короткими электропроводящими структурами, в первую очередь - в направлении перемещения субстрата. Это возможно, поскольку согласно изобретению благодаря выполнению катода в виде ленты даже короткие электропроводящие структуры находятся в контакте с катодом дольше, чем это имеет место в способах, известных на нынешнем техническом уровне.
Чтобы нанести покрытие на области электропроводящей структуры, на которые для контакта налагается катод, выполненный в виде ленты, в предпочтительной форме исполнения друг за другом со сдвигом расположены по меньшей мере две ленты. Размещение предпочтительно такое, что вторая лента, размещенная за первой со сдвигом, вступает в контакт с электропроводящей структурой на том участке, на котором во время контакта с первой лентой отложился металл. Чтобы добиться большей толщины покрытия, предпочтительно размещать друг за другом более двух лент.
В одной из форм исполнения следующие друг за другом ленты, в каждом случае расположенные со сдвигом, проходят по меньшей мере через один общий вал. Если каждая лента проходит через два вала, то в этом случае при взгляде в направлении транспортировки субстрата задний вал первой ленты одновременно представляет собой передний вал второй ленты. Преимущество такого расположения состоит в том, что можно сэкономить валы, а ванну сделать более короткой. Помимо размещения, при котором следующие друг за другом ленты, в каждом случае расположенные со сдвигом, проходят по меньшей мере через один общий вал, возможно также в каждом случае проводить расположенные друг за другом ленты в каждом случае по не зависящим друг от друга валам. При таком расположении целесообразно выполнить валы так, чтобы их можно было приподнимать над субстратом. В процессе покрытия, т.е. пока валы и ленты подключены как катоды, на лентах и на валах также оседает металл. Чтобы удалить этот металл, необходимо подключить валы и ленты как аноды. Если ленты размещены на валах независимо друг от друга, то в каждом случае отдельные ленты с их валами можно поднять над субстратом и подключить как аноды, в то время как ленты, расположенные до или после поднятых лент, находятся в контакте с субстратом и находящимися на нем электропроводящими структурами, так что удаление осажденного металла с лент и валов может происходить без прерывания эксплуатации. Если валы приподнять невозможно, или если предусмотрена только группа лент, размещенных друг за другом со сдвигом, в которой следующие друг за другом ленты, размещенные со сдвигом, в каждом случае проходят по меньшей мере через один общий вал, то металл, осажденный на валах и лентах, можно удалить, только прервав производство.
Еще в одной форме исполнения по меньшей мере одна лента имеет сетчатую структуру. Преимущество сетчатой структуры состоит в том, что в каждом случае лентой накрыты только небольшие участки подлежащих покрытию электропроводящих структур на субстрате. Покрытие происходит в отверстиях сетки. Чтобы нанести покрытие также и на те участки электропроводящих структур, на которых лежит сетка, для случая, когда ленты выполнены в форме сетчатой структуры, также целесообразно в каждом случае размещать по меньшей мере две ленты со сдвигом друг за другом. Также возможно размещать две выполненные в виде сетей ленты непосредственно друг за другом, причем у сетей при этом в каждом случае различается размер ячейки сети и/или форма ячейки, что обеспечивает покрытие также и тех участков, где происходит наложение первой сети. Кроме того, можно также предусмотреть выполненную в виде сетки ленту, у которой имеются участки с различными размерами ячеек и/или их формой. В качестве сетки в смысле настоящего изобретения также рассматривают ленты, в которых сделаны отдельные отверстия.
Преимущество ленты, выполненной в виде сетки, состоит в том, что сетка может распространяться на всю ширину валов. Необходимости размещать несколько узких лент, выполненных в форме сети, друг рядом с другом нет.
Чтобы иметь возможность наносить покрытие на по возможности мелкие электропроводящие структуры, расположенные на субстрате, то есть и на структуры, размер которых менее 500 мкм, как это необходимо при изготовлении печатных плат, ширину отдельных лент, если они не выполнены в виде сети, стараются по возможности уменьшить. Ширина лент при этом зависит от возможностей производства. Чем уже возможная лента, тем мельче структуры, на которые можно наносить покрытие. Преимущество узких лент с малыми промежутками между ними состоит в том, что благодаря этому вероятность контакта самых мелких структур выше, чем в случае небольшого количества широких лент. Поскольку поверхность контакта лент подавляет осаждение непосредственно под лентой, накрывая структуры, целесообразно минимизировать этот эффект накрытия, сужая ленты. Равным образом промывание подлежащих металлизации поверхностей электролитом более равномерно в случае множества мелких точек доступа к поверхности, чем в случае небольшого количества широких лент.
Количество расположенных друг рядом с другом лент зависит от ширины субстрата. Чем шире подлежащий покрытию субстрат, тем больше лент необходимо разместить друг рядом с другом. При этом необходимо обеспечить сохранение в каждом случае между лентами свободного промежутка, в котором возможно осаждение металла на электропроводящий субстрат или на структурированную или сплошную электропроводящую поверхность субстрата. Если последовательно, со сдвигом относительно друг друга размещены по меньшей мере две ленты, то предпочтительно, чтобы щель между расположенными рядом друг с другом лентами была столь же широка, как и расположенная за ней со сдвигом лента. Поскольку в том случае, когда лента выполнена в виде сети, покрытие происходит на местах, открытых благодаря отдельным отверстиям сети, в данном случае нет жесткой необходимости размещать рядом друг с другом несколько узких сетевидных лент. В этом случае также достаточно применения одной ленты, распространяющейся на всю ширину субстрата.
Еще в одной форме исполнения по меньшей мере одна лента включает в себя попеременно электропроводящие участки и участки, электропроводностью не обладающие. В этом случае возможно дополнительно провести ленту через по меньшей мере один вал, подключенный в качестве анода, причем необходимо учитывать, что длина электропроводящих участков должна быть меньше, чем расстояние между валом, подключенным в качестве катода и расположенным по соседству с валом, подключенным в качестве анода. Таким образом, участки ленты, находящиеся в контакте с подлежащим покрытию субстратом, подключены в качестве катода, а участки ленты, не находящиеся в контакте с подлежащим покрытию субстратом, подключены в качестве анода. Преимущество этой схемы в том, что металл, который отлагается на ленте все время ее подключения в качестве катода, снова удаляют во время анодного подключения. Чтобы удалить весь метал, который осел на ленте в то время, когда она была подключена в качестве катода, целесообразно, чтобы участок анодного подключения был длиннее участка катодного подключения или хотя бы имел ту же длину. Этого можно добиться, с одной стороны, используя в подключении в качестве анода валы большего диаметра, чем у валов, подключенных в качестве катода, а, с другой стороны, в случае такого же или меньшего диаметра у валов, подключенных в качестве анода, можно также предусмотреть как минимум такое же их количество, как и валов, подключенных в качестве катода, причем предпочтительно, чтобы расстояние между валами с катодным подключением было таким же, как и расстояние между валами с анодным подключением.
Чтобы добиться непрерывного подключения ленты в качестве катода в течение того времени, когда она находится в контакте с электропроводящими поверхностями субстрата и находящимися на нем электропроводящими структурами, предпочтительно, чтобы длина электропроводящих участков превышала расстояние между двумя расположенными рядом друг с другом валами с катодным подключением или была равна ему. Тогда покрытие электропроводящей структуры субстрата осуществляют, начиная от первого контакта электропроводящей структуры с участком ленты, подключенным в качестве катода, вплоть до того момента, когда контакт подключенного в качестве катода участка ленты с электропроводящей структурой на субстрате прекратится.
В качестве лент, попеременно включающих в себя электропроводящие участки и участки, не обладающие электропроводностью, можно, например, использовать секционные ленты (пластинчатые конвейерные ленты), отдельные звенья которых соединены, например, друг с другом зажимами. В соответствии с потребной длиной электропроводящих участков последовательно соединяют необходимое количество электропроводящих звеньев. Для создания участка, не обладающего электропроводностью, между двумя электропроводящими звеньями вставляют по меньшей мере одно звено, не обладающее электропроводностью. Кроме формирования цепи из звеньев можно также предусмотреть в качестве носителя по меньшей мере одну не обладающую электропроводимостью гибкую ленту, которая включает в себя расположенные с заданными промежутками с изоляцией друг от друга электропроводящие участки. В качестве электропроводящего материала в этом случае можно использовать, например, проволоку или фольгу, которыми оплетен носитель, или же связанные с носителем гибкие или жесткие пленки (фольгу), которые могут иметь, например, форму сетки или содержать отверстия. Связь с носителем можно, например, реализовывать путем склейки. Помимо формы исполнения с отдельным носителем для каждой ленты, можно также расположить, например, рядом друг с другом несколько носителей, связанных друг с другом общими электропроводящими участками. Между отдельными носителями в этом случае предпочтительно сформировать щель. Кроме того, возможно, чтобы носители имели отверстия или обладали сетевидной структурой.
Если лента имеет сетчатую структуру, в которой, например, в целях формирования участков с электропроводностью и без таковой электропроводящая сеть связана с сетью, не обладающей электропроводностью, электропроводящие сетчатые участки, можно, например, соединять с сетью участка, не обладающего электропроводностью, с помощью, например, проволоки, проходящей через отдельные ячейки сетчатой структуры.
Лента, кроме описанных здесь форм исполнения, может также обладать любой другой структурой, позволяющей обеспечить наличие перемежающихся электропроводящих участков и участков, не обладающих электропроводностью.
Еще в одной форме исполнения в состав устройства для гальванического покрытия входит оборудование (устройство), с помощью которого можно переворачивать субстрат. Ось вращения устройства, с помощью которого можно переворачивать субстрат, расположена перпендикулярно к подлежащей покрытию поверхности субстрата, если благодаря перевороту электропроводящие структуры, вначале короткие и широкие (при взгляде, обращенном в направлении транспортировки субстрата), необходимо расположить так, чтобы после вращения они (при взгляде, обращенном в направлении транспортировки субстрата) были узки и длинны. Благодаря вращению удается скомпенсировать различия в продолжительности покрытия, обусловленные тем, что покрытие происходит уже при первом контакте электропроводящей структуры с лентой, подключенной в качестве катода.
При нанесении покрытия на несколько сторон субстрата его предпочтительно так вращать в устройстве, с помощью которого это вращение возможно, чтобы после вращения в направлении катода была обращена следующая на очереди покрытия поверхность.
Для одновременного нанесения покрытия как на верхнюю, так и на нижнюю сторону субстрата еще в одной форме исполнения по меньшей мере две ленты расположены в каждом случае так, чтобы подлежащий покрытию субстрат был проведен между ними, а ленты вступали бы в контакт в каждом случае с верхней и с нижней стороной субстрата.
Для нанесения покрытия на жесткие структуры устройство для гальванического покрытия предпочтительно конструируют так, чтобы плоскость транспортировки субстрата играла роль плоскости симметрии. Если необходимо наносить покрытие на пленки, длина которых превышает длину ванны - на так называемые «бесконечные пленки», которые сначала сматывают с рулона, пропускают через устройство для гальванического покрытия, а затем снова наматывают - эти пленки можно проводить через ванну посредством одного или нескольких устройств для гальванического покрытия согласно изобретению также по зигзагообразной траектории или в виде меандров, причем устройства, например, могут в этом случае быть расположены друг над другом или рядом друг с другом. Устройства могут быть в каждом случае расположены в ванне под произвольным углом. Если устройства для гальванического покрытия расположены друг над другом, можно также одновременно наносить покрытие на верхнюю и нижнюю сторону пленок, для чего их в каждом случае проводят между двумя устройствами, вступающими в контакт с верхней и нижней стороной пленки, а затем, после прохождения, обеспечивают поворот пленки вокруг одного из устройств, чтобы затем провести ее между этим устройством и еще одним, расположенным над или под указанным устройством.
Кроме того, с помощью устройства согласно изобретению и способа согласно изобретению возможно наносить покрытие на [внутренние поверхности] содержащихся в субстрате сквозных отверстий - просверленных, прорезанных или выпиленных - или углублений, как, например, слепых отверстий. В случае сквозных отверстий небольшой глубины покрытие осуществляют таким образом, что слои металла, оседающие на верхней и на нижней стороне, смыкаются в отверстии. Если отверстия слишком глубоки для смыкания слоев металла, предусматривают по меньшей мере частично электропроводящую стенку отверстия, на которую наносят покрытие посредством способа согласно изобретению. Благодаря этому можно наносить покрытие и на всю стенку отверстия. Если электропроводностью обладает не вся стенка отверстия, то в этом случае нанесение покрытия на всю стенку также осуществляют посредством смыкания слоев металла.
Чтобы иметь возможность удаления металла, осажденного на валах и/или лентах с катодным подключением, также и во время эксплуатации устройства для нанесения покрытия гальваническим способом, в предпочтительной форме исполнения валы можно подключать как в качестве анода, так и в качестве катода, а также опускать их на субстрат или приподнимать их, отделяя от субстрата. Когда валы приподняты над субстратом и не находятся с ним в контакте, можно подключать их в качестве анода. Пока валы подключены в качестве анода, происходит удаление с них осажденного металла. Одновременно подключают в качестве анода по меньшей мере одну ленту, обегающую валы, так что металл, осажденный на ней, также удаляют. Валы, которые находятся в контакте с субстратом посредством по меньшей мере одной ленты, подключены в качестве катода.
Еще в одной форме исполнения валы могут включать в себя несколько электропроводящих участков, по меньшей мере один из которых подключен в качестве анода, а по меньшей мере еще один - в качестве катода. В этом случае на участке вала, имеющем катодное подключение, обегающая лента также подключена в качестве катода, так что происходит нанесение покрытия на электропроводящий субстрат либо же на структурированные или сплошные электропроводящие поверхности субстрата, в то время как на участке с анодным подключением происходит удаление нежелательного металла, ранее осажденного на валу и/или по меньшей мере одной ленте. При этом необходимо, чтобы на ленте имелись участки, электрически изолированные друг от друга, которые были бы расположены на валах так, чтобы электропроводящий участок ленты не соприкасался одновременно с участком катодного подключения вала и с участком анодного подключения, во избежание короткого замыкания.
Кроме очистки с помощью изменения полярности валов, возможны и другие способы очистки, например, химическая или механическая чистка.
Электропроводящие участки по меньшей мере одной ленты, а также поверхности валов, либо же участки валов, находящиеся в контакте по меньшей мере с одной лентой, предпочтительно изготавливать из электропроводящего материала, который не переходит в раствор электролита при эксплуатации устройства. Надлежащие материалы для изготовления проводящих участков ленты и поверхности валов, либо же участков валов, находящихся в контакте по меньшей мере с одной лентой, это, например, металлы, графит, электропроводящие полимеры, например, политиофены или композиты из металла и пластмассы. Предпочтительные материалы - это нержавеющая сталь и/или титан.
В качестве анодов можно, с одной стороны, при различной полярности валов использовать подключенные в качестве анодов валы, а, с другой стороны, можно предусмотреть дополнительные аноды в ванне. При этом предпочтительно располагать аноды по возможности близко к подлежащей покрытию структуре. Так, например, аноды можно располагать между каждыми двумя валами с катодным подключением. В качестве материала для анодов можно применять любой известный специалисту материал для нерастворимых анодов. В этом случае предпочтительны, например, нержавеющая сталь, графит, платина, титан или композитные материалы из металла и пластмассы. С другой стороны, можно предусмотреть также и растворимые аноды. В этом случае предпочтительно, чтобы они содержали металл, который гальваническим способом осаждают на электропроводящих структурах. При этом аноды могут приобретать любую известную специалисту форму. Так, например, в качестве анодов можно применять плоские стержни, которые во время эксплуатации устройства находятся на минимальном расстоянии от поверхности субстрата, и которые извлекают в направлении осей валов при смене положения валов. Также возможно использовать в качестве анодов плоские металлические пластины, которые можно откидывать на 90° вертикально вверх или вниз между ходами валиков. Еще одна возможность - это использование в качестве анодов эластичных проволок, предпочтительно спиральных, которые можно вытягивать вверх или вниз из устройств намотки или сматывания, либо же вводить в эти устройства.
Устройство для нанесения гальванического покрытия можно применять для любого обычного покрытия металлом. При этом состав электролита, который применяют для нанесения покрытия, зависит от того, из какого металла должно состоять покрытие электропроводящих структур на субстрате. Обычные металлы, которые осаждают на электропроводящие поверхности с помощью гальванического способа покрытия, - это, например, золото, никель, палладий, платина, серебро, олово, медь или хром.
Надлежащие растворы электролитов, которые можно применять для нанесения покрытия на электропроводящие структуры гальваническим способом, известны специалисту, например, из книги Werner Jillek, Gustl Keller, Handbuch der Leiter-plattentechnik, Eugen G. Leuze Verlag, 2003, Band 4, Seiten 332 bis 352.
Для нанесения гальванического покрытия на электропроводящие структуры на субстрате последний сначала подают в ванну с раствором электролита. Затем субстрат проводят через ванну, причем на поверхность субстрата налагается по меньшей мере одна лента катода, которая вступает в контакт с электропроводящими структурами, причем лента предпочтительно движется со скоростью, которая соответствует скорости, с которой субстрат перемещается через ванну. Транспортировку субстрата через ванну можно, например, осуществлять с помощью транспортного устройства, известного специалисту. Также возможно, однако, расположить устройство для нанесения покрытия так, чтобы происходило наложение субстрата на по меньшей мере одну ленту с катодным подключением, и субстрат перемещали бы через ванну посредством движения ленты. Способ транспортировки субстрата через ванну, при котором по меньшей мере одна лента устройства для нанесения покрытия исполняет функцию транспортного устройства, целесообразен, в частности тогда, когда необходимо наносить покрытие на верхнюю и на нижнюю стороны субстрата. В этом случае субстрат лежит на устройстве, причем с помощью другого устройства его прижимают к первому устройству, на котором он лежит. Благодаря движению лент субстрат перемещают через устройство.
Кроме лент, транспортировку субстрата через ванну можно, однако, осуществлять с помощью, например, еще одного транспортного ролика, который предпочтительно состоит из электроизолирующего материала. Также возможно сочетание по меньшей мере одной ленты по меньшей мере с одним дополнительным транспортным роликом. Количество необходимых транспортных роликов зависит от размера подлежащего покрытию субстрата. Расстояние между транспортными роликами следует выбирать так, чтобы постольку, поскольку транспортировку не осуществляют посредством лент, в контакте с субстратом всегда находился по меньшей мере один транспортный ролик. При нанесении гальваническим способом покрытия на бесконечные субстраты возможно также осуществлять транспортировку с помощью устройств намотки и сматывания, которые предпочтительно размещены за пределами ванны.
Если валы снабжены пазами, в которых проходит по меньшей мере одна лента, транспортировку субстрата осуществляют с помощью валов и/или с помощью ленты, если привод приходится на них.
Чтобы субстрат, с одной стороны, не приподнимался над устройством для нанесения покрытия гальваническим способом, а/или, с другой стороны, был прижат к устройству снизу, и чтобы одновременно был обеспечен хороший контакт между субстратом и участками, подключенными в качестве катода, в случае одностороннего нанесения покрытия предпочтительно предусмотреть по меньшей мере один прижимной валик или одну прижимную ленту, с помощью которых субстрат прижимают к участкам, подключенным в качестве катода.
Хорошего контакта между лентой, подключенной в качестве катода, и подлежащим покрытию субстратом можно добиться также таким образом, чтобы вес вала, вокруг которого обегает лента, прижимал ее к субстрату. Также возможно создать дополнительное давление прижима, используя для прижима к субстрату подпружиненную подвеску валов.
Предпочтительно реализовывать привод валов за пределами ванны. В предпочтительной форме исполнения привод осуществляют на все валы. Возможно также, однако, осуществлять привод лишь на некоторые валы. Если предусмотрено независимое от катодов устройство транспортировки, можно приводить ленты в движение посредством находящегося в контакте с ними субстрата, причем ни один из валов, которые обегает лента, собственным приводом не оснащен. Также, однако, возможно дополнительно приводить ленту в движение с помощью по меньшей мере одного вала, который она обегает. Чтобы добиться единообразной скорости движения всех лент, предпочтительно приводить валы в движение с помощью общего устройства привода. Устройство привода предпочтительно представляет собой электромотор. Валы связаны с приводом предпочтительно посредством цепной или ременной передачи. Также возможно, однако, оснастить каждый вал зубчатыми колесами, имеющими зацепление друг с другом, через которые осуществляют приведение валов в движение. Помимо описанных здесь возможностей, для приведения валов в движение можно применять любой привод, известный специалисту.
В предпочтительной форме исполнения подачу напряжения на по меньшей мере одну ленту осуществляют через вал, который она обегает. При этом поверхность валов может быть сплошь или частично электропроводящей. Также возможно, однако, изготавливать валы из изолирующего материала и предусмотреть средства контакта, которые, например, располагаются между отдельными валами. Такие средства контакта могут представлять собой, например, щетки, которые находятся в контакте с электропроводящими участками ленты. Предпочтительно, однако, осуществлять подачу тока через валы. Электроснабжение валов при этом предпочтительно осуществлять вне ванны. Надлежащие средства для подачи тока на валы - это, например, контактные кольца, расположенные на валах. В том случае, когда электропроводящие участки лент имеют по меньшей мере ту же длину, что и контактная поверхность на субстрате, можно также выполнить электропроводящим только один вал, а остальные валы - изолированными. В этом случае также возможно подключить один вал в качестве анода, а один - в качестве катода, в то время как остальные валы изолированы. В этой форме исполнения необходимо обеспечить, чтобы расстояние между валом, подключенным в качестве катода, и валом, подключенным в качестве анода, было больше, чем длина электропроводящего участка ленты.
Чтобы «деметаллизировать» валы с катодным подключением, а при необходимости - и ленты, то есть, чтобы удалить осевший на них металл, их либо подключают в качестве анодов во время перерывов в производстве, либо приподнимают над субстратом, а затем подключают в качестве анодов. Необходимо, чтобы во время удаления металла контакт между валами и подлежащими покрытию структурами отсутствовал. В противном случае подлежащие покрытию структуры также окажутся подключенными в качестве катодов, а осажденный на них металл будет удален. Если по меньшей мере одна лента, образующая катод, выполнена из электропроводящих сегментов и таковых, не обладающих электропроводностью, и обегает валы с анодным и катодным подключением, в предпочтительном варианте реализации способа валы с катодным подключением для удаления с них металла приподнимают над субстратом, а валы, подключенные в качестве анодов, в то же время опускают на субстрат. Одновременно со сменой валов валы, которые ранее были подключены в качестве катодов, подключают в качестве анодов, чтобы удалить с них осевший металл, а валы, ранее подключенные в качестве анодов, подключают в качестве катодов, чтобы можно было продолжать нанесение покрытия на электропроводящие структуры на субстрате. Предпочтительно проводить такую смену валов в то время, когда, участок ленты, подключенный в качестве катода, не находится в контакте с подлежащей покрытию структурой. Можно, однако, также предусмотреть в качестве натяжного ролика по меньшей мере один - предпочтительно изолированный - вал, так, чтобы для смены валов сначала подключать все валы в качестве катодов, затем опустить на субстрат валы, ранее подключенные в качестве анодов, приподнять над субстратом валы, ранее подключенные в качестве катодов, а затем, когда последние будут приподняты, подключить их в качестве анодов. Если устройство расположено под субстратом, то валы, ранее подключенные в качестве катодов, опускают, а затем подключают в качестве анодов, в то время как валы, ранее подключенные в качестве анодов, поднимают, прижимая к субстрату, а затем подключают в качестве катодов. Если дополнительно предусмотрены изолированные транспортные или натяжные валы, опускание или подъем валов, а также изменение полярности можно проводить одновременно.
Помимо изменения полярности валов, для удаления осевшего на них металла можно также предусмотреть экранировку валов с катодным подключением, которая снижает осаждение металла на валах. Такую экранировку представляют собой, например, не обладающие электропроводностью оболочки валов, закрывающие валы на тех участках, на которых валы контактируют с раствором электролита, причем расстояние от оболочки до поверхности валов очень мало, а валы свободны от них только на тех участках, где осуществляется контакт с субстратом и/или с лентами.
Еще в одном варианте реализации способа подлежащий покрытию субстрат после прохождения устройства для нанесения покрытия гальваническим способом поворачивают на заданный угол. После поворота субстрат либо проходит через устройство второй раз, либо проходит через второе соответствующее устройство. Угол, на который поворачивают субстрат, предпочтительно лежит в пределах от 10° до 170°, более предпочтительно - в пределах от 50° до 140°, в частности - в пределах от 80° до 100°, а крайне предпочтительно, чтобы угол, на который поворачивают субстрат, составлял в основном 90°. Выражение «в основном 90°» при этом означает, что угол, на который поворачивают субстрат, отличается от 90° не более чем на 5°. Устройство для поворота субстрата можно размещать в ванне или за ее пределами. Чтобы снова нанести покрытие на ту же сторону субстрата, например, для достижения большей толщины металлического слоя, ось вращения располагают перпендикулярно подлежащей покрытию поверхности. Если необходимо нанести покрытие на другую поверхность субстрата, то ось вращения располагают так, чтобы после поворота субстрат был расположен так, чтобы поверхность, на которую теперь необходимо наносить покрытие, была обращена к катоду.
Толщина слоя металла, осаждаемого на электропроводящую структуру посредством способа согласно изобретению, зависит от продолжительности контакта, обусловленной скоростью прохождения субстрата через устройство и количеством расположенных друг за другом лент, а также от силы тока, при которой осуществляют эксплуатацию устройства. Продлить время контакта можно, например, подключая последовательно друг за другом несколько устройств согласно изобретению по меньшей мере в одной ванне.
В одной из форм исполнения подключают последовательно друг за другом несколько устройств согласно изобретению в каждом случае в отдельных ваннах. Благодаря этому можно помещать в каждую ванну другой раствор электролита, чтобы последовательно осаждать на электропроводящую структуру различные металлы. Это целесообразно, например, при использовании в декоративных целях или при изготовлении золотых контактов. В этом случае также толщину каждого конкретного слоя можно регулировать, меняя скорость прохождения и количество устройств с одинаковыми растворами электролита.
С помощью устройства согласно изобретению можно наносить покрытие на все электропроводящие поверхности, вне зависимости от того, необходимо ли наносить покрытие на изолированные друг от друга электропроводящие структуры на не обладающем электропроводностью субстрате или на сплошную поверхность. Предпочтительно применять устройство для нанесение покрытия на электропроводящие структуры на не обладающем электропроводностью носителе, например, на армированных или не армированных полимерах, каковые обычно применяют, например, для печатных плат, керамических материалах, кремнии, стекле, текстиле и т.д. Электропроводящие структуры с гальваническим покрытием, изготовленные таким образом, это, например, проводники. Подлежащие покрытию электропроводящие структуры могут, например, быть напечатаны на печатной плате с помощью электропроводящего материала. Предпочтительно, чтобы электропроводящая структура содержала частицы произвольной геометрической формы из электропроводящего материала в матриксе, не обладающем электропроводимостью, или состояла в основном из электропроводящего материала. Надлежащие электропроводящие материалы - это, например, углерод или графит, металлы, предпочтительно - алюминий, железо, золото, медь, никель, серебро и/или сплавы или смеси металлов, содержащие по меньшей мере один из этих металлов, электропроводящие комплексы металлов, электропроводящие органические соединения или электропроводящие полимеры.
В ряде случаев для того, чтобы придать структурам электропроводность, сначала может потребоваться предварительная обработка. Это может быть, например, химическая или механическая предварительная обработка, как, например, надлежащая чистка. Посредством этого, например, удаляют с металла слой оксида, мешающий гальваническому покрытию. Подлежащие покрытию электропроводящие структуры можно, однако, наносить на печатные платы любым другим способом, известным специалисту. Подобные печатные платы встраивают, например, в такие изделия как компьютеры, телефоны, телевизоры, электрические блоки автомобилей, клавиатуры, радиоприемники, видеоплееры, проигрыватели компакт-дисков, CD-ROM-плееры и ДВД-плееры, игровые приставки, измерительные и управляющие приборы, датчики, электрическую бытовую технику для кухни, игрушки и т.д.
С помощью устройства согласно изобретению возможно также нанесение покрытия на электропроводящие структуры на гибких носителях схем. Такие гибкие носители для схем - это, например, полимерные пленки, как то: полиимидные, полиэтиленовые или полиолефиновые кленки, на которых печатают электропроводящие структуры. Кроме того, устройство согласно изобретению и способ согласно изобретению можно применять для производства антенн с радиочастотной идентификацией (RFID), антенн передатчиков или иных антенных структур, модулей чип-карт, плоских кабелей, устройств обогрева сидений, пленочных проводников, токопроводящих дорожек в панелях солнечных батарей или в жидкокристаллических либо же плазменных экранах, тонких металлических пленок или же для производства изделий произвольной формы с гальваническим покрытием, как, например, полимерных носителей, имеющих одностороннее или двустороннее металлическое покрытие с заданной толщиной, трехмерных прессованных межконтактных устройств, либо же для создания декоративных или функциональных поверхностей на изделиях, которые, например, применяют для экранировки электромагнитного излучения, для проведения тепла или в качестве упаковки. Кроме того, возможно создание контактных участков или контактных площадок либо же монтажных схем на интегрированном электронном компоненте.
После выхода из устройства для нанесения покрытия гальваническим способом субстрат можно подвергать дальнейшей обработке с любыми этапами, известными специалисту. Например, можно удалять остатки электролита, имеющиеся на субстрате, с помощью промывки и/или сушить субстрат.
Устройство для нанесения покрытия гальваническим способом на электропроводящие субстраты или на электропроводящие структуры на субстратах, не обладающих электропроводностью, согласно изобретению можно по потребности оснащать любым известным специалисту дополнительным оборудованием. К такому дополнительному оборудованию относят, например, насосы, фильтры, устройства подачи химикатов, устройства намотки и сматывания и т.д.
Для сокращения периодичности [продолжительности??] технического обслуживания можно применять все известные специалисту методы ухода за электролитным раствором. К таким методам ухода относятся, например, также системы в которых раствор электролита регенерирует.
Устройство согласно изобретению можно также, например, эксплуатировать в режиме пульсации, известном из книги Werner Jillek, Gustl Keller, Handbuch der Leiterplattentechnik, Eugen G. Leuze Verlag, 2003, Band 4, Seiten 192, 260, 349, 351, 352, 359.
Преимущество устройства согласно изобретению и способа согласно изобретению состоит в том, что благодаря по меньшей мере одной ленте обеспечивают большую площадь контакта и, следовательно, большую продолжительность контакта, чем в случае исключительного использования валков, как это известно на нынешнем техническом уровне. Благодаря этому удается добиться желательных значений толщины слоя электропроводящих структур на протяжении более короткого пути, что позволяет уменьшить длину установок или эксплуатировать их с большей производительностью, благодаря чему удается снизить эксплуатационные расходы. Еще одно существенное преимущество - это то, что теперь и очень короткие структуры, как это, например, желательно при производстве печатных плат, можно обеспечить покрытием быстрее, более целенаправленно и в первую очередь с лучшей воспроизводимостью и равномерной толщиной, чем это возможно при использовании систем с валиками, известных на нынешнем техническом уровне.
Ниже приведено более подробное описание изобретения с помощью чертежей. В качестве примера на фигурах всегда показана только одна возможная форма исполнения. Помимо исполнения в приведенных формах, изобретение, разумеется, можно реализовать еще и в иных формах или в сочетании этих форм исполнения.
На чертежах показаны:
Фигура 1: Вид сверху на выполненное согласно изобретению устройство с несколькими лентами, расположенными друг за другом со сдвигом,
Фигура 2: Вид сбоку устройства, показанного на фигуре 1,
Фигура 3: Вид сбоку устройства, выполненного согласно изобретению, с лентами, лежащими на валу,
Фигура 4: Вид сверху устройства, показанного на фигуре 3,
Фигура 5: Вид сбоку устройства, выполненного согласно изобретению, с лентами, лежащими в пазах вала,
Фигура 6: Вид сверху устройства, показанного на фигуре 5,
Фигура 7: Вид сбоку устройства, выполненного согласно изобретению, с валами, подключенными в качестве катодов и анодов,
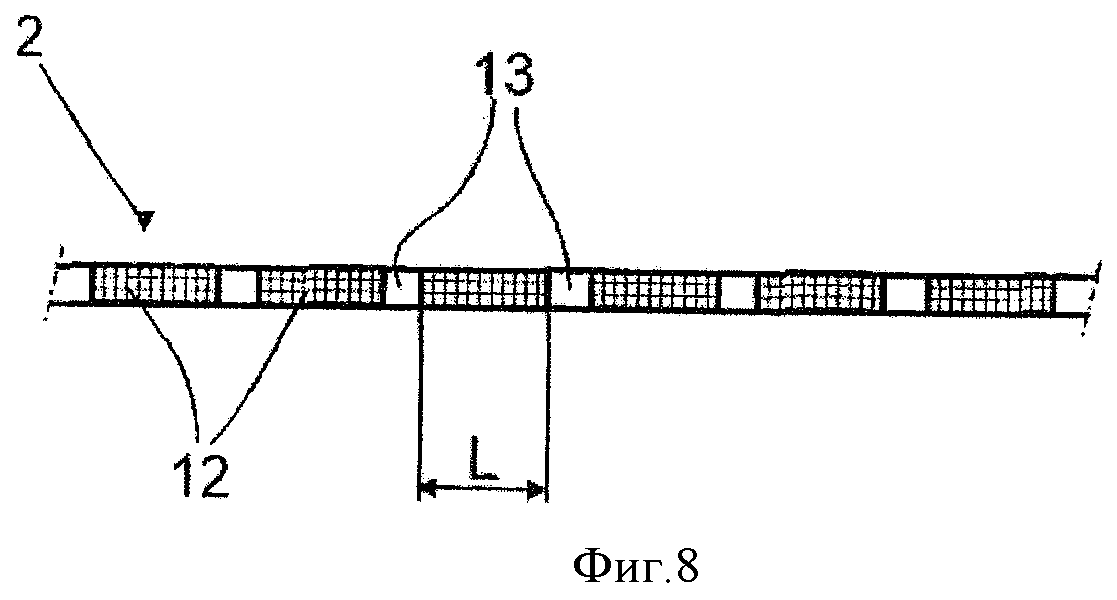
Фигура 8: Участок ленты, использованной, например, на фигуре 7,
Фигура 9: Часть устройства, выполненного согласно изобретению, в котором возможен подъем либо же опускание валов, подключенных в качестве анодов и катодов,
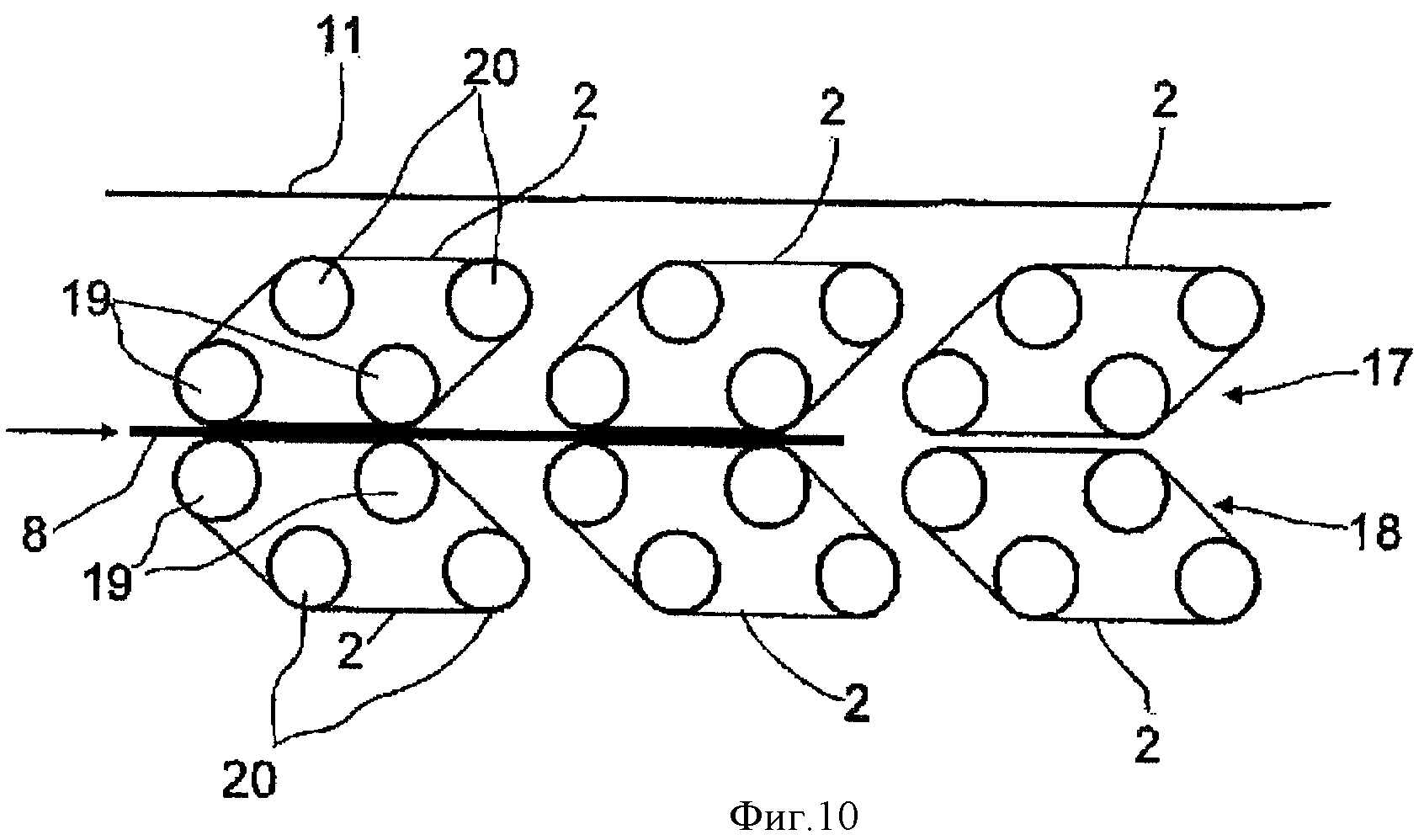
Фигура 10: Устройство согласно изобретению, в котором осуществляют нанесение покрытия на верхнюю и нижнюю стороны субстрата,
Фигура 11: Устройство, в котором возможно нанесение покрытия на верхнюю и нижнюю стороны субстрата, причем ленты расположены друг за другом со сдвигом,
Фигура 12: Увеличенное изображение участка ленты в первом варианте исполнения,
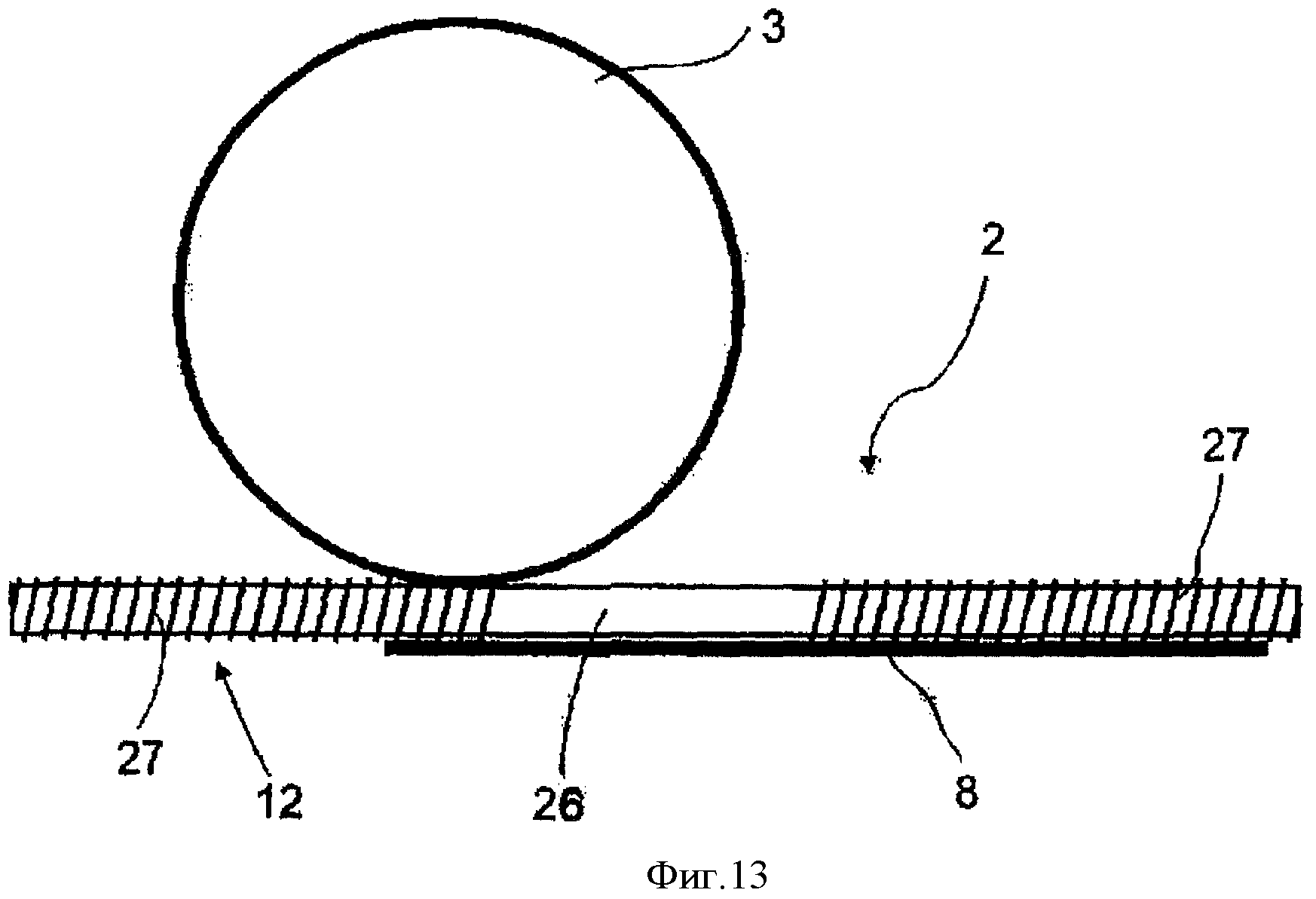
Фигура 13: Увеличенное изображение участка ленты во втором варианте исполнения,
Фигура 14: Вид сверху на изображение участка ленты в третьем варианте исполнения,
Фигура 15: Вид сбоку на ленту, изображенную на фигуре 14,
Фигура 16: Вид сбоку на устройство согласно изобретению с валами, разделенными на сегменты,
Фигура 17: Вид сбоку анодов во время нанесения гальванического покрытия,
Фигура 18: Вид сбоку анодов, изображенных на фигуре 17, во время смены валов.
Фигура 1 представляет вид сверху на выполненный согласно изобретению катод с несколькими лентами, расположенными друг за другом со сдвигом.
Катод 1 включает в себя несколько лент 2, которые в каждом случае проведены через два вала 3. При этом расположенные друг рядом с другом ленты 2 расположены так, что между ними имеется щель 4. Целесообразно, чтобы ширина щели 4 превышала ширину ленты 2 или была равна ей. Таким образом можно вести через щель ряд лент 2, расположенный со сдвигом следом за лентами 2. В форме исполнения, изображенной на фигуре 1, при этом вал 3 одновременно представляет собой и задний вал лент 2 первого ряда, и передний вал 3 для лент 2 второго ряда. Таким образом можно сэкономить валы и место по сравнению с вариантом размещения, при котором размещенные следом и со сдвигом ленты проходят через два отдельных вала. Нанесение покрытия в форме исполнения, представленной на фигуре 1, осуществляют в каждом случае в щелях 4 между лентами 2 на протяжении времени, пока электропроводящие структуры, подлежащие покрытию, соприкасаются с лентой 2.
Фигура 2 представляет вид сбоку конструкции, изображенной на фигуре 1.
На боковой проекции, представленной на фигуре 2, видно, что каждая лента 2 оборачивается вокруг двух валов 3. При этом валы расположены друг за другом в виде ряда. Подлежащий покрытию субстрат может находиться в контакте с катодом 1 либо на верхней стороне 5, либо на нижней стороне 6. При этом следить в каждом случае необходимо только за тем, чтобы подлежащие покрытию электропроводящие структуры были отнесены (обращены) к ленте 2. Если подлежащий покрытию субстрат проводят вдоль верхней стороны 5 катода 1, катод 1 может одновременно представлять собой транспортное устройство, как это представлено на фигуре 2. Если подлежащий покрытию субстрат проводят вдоль нижней стороны 6 катода 1, то следует дополнительно предусмотреть устройство, с помощью которого субстрат размещают напротив лент 2, чтобы установить электрический контакт между нижней стороной 6 катода 1 и подлежащим покрытию субстратом. Целесообразно, чтобы это устройство представляло собой устройство транспортировки. Такие устройства - это, например, транспортные (конвейерные) ленты или транспортные валы.
Для обеспечения электрического контакта с лентами 2 в форме исполнения, представленной на фигурах 1 и 2, по меньшей мере один вал 3, обегаемый лентой 2, в каждом случае подключают в качестве катода. Кроме того, возможно подключать в качестве катода каждый вал 3.
Чтобы обеспечить возможность нанесения покрытия гальваническим способом, в ванне дополнительно к катоду 1 необходимо предусмотреть аноды 31. При этом аноды 31 могут либо, как это представлено на фигуре 2, располагаться между валами 3, либо находиться над лентой 2 или под ней.
Выполненное согласно изобретению устройство с лентами 2, которые наложены на вал 2, представлено на фигуре 3 в боковой проекции, а на фигуре 4 - в плане. Ленты 2 при этом в каждом случае охватывают два вала 3. Благодаря тому, что валы 3 выполнены в виде цилиндрических валиков, ленты 2 оказываются наложены на валик. В этом случае контакт с субстратом осуществляют только через ленту. В отличие от этого, на фигуре 5 представлен вид сбоку, а на фигуре 6 - вид сверху формы исполнения, при которой ленты 2 располагаются в пазах 30 валов 3. При этом предпочтительно, чтобы ширина паза 30 соответствовала ширине ленты 2, а глубина паза 30 - толщине ленты 2. Благодаря размещению лент 2 в пазах 30 можно избежать сдвига лент 2 по валам 3 в направлении их оси. В той форме исполнения, когда глубина паза 30 соответствует толщине ленты 2, как это изображено, вал 3 также оказывается наложен на субстрат. Благодаря этому можно осуществлять дополнительный контакт посредством вала 3.
Фигура 7 представляет еще одну форму исполнения устройства для нанесения покрытия гальваническим способом согласно изобретению в разрезе.
В варианте исполнения, изображенном на фигуре 7, на электропроводящую структуру 7, расположенную на субстрате 8, наносят покрытие с помощью устройства, выполненного согласно изобретению. Устройство включает в себя ленту 3, которая проходит по нескольким валам 3. Валы 3 при этом расположены в два ряда - верхний ряд 9 и нижний ряд 10. Валы нижнего ряда 10 подключены в качестве катодов, а валы верхнего ряда 9 - в качестве анодов. Напряжение с валов нижнего ряда 10, подключенных в качестве катода, на электропроводящую структуру 7 передают через ленту 2. Благодаря этому электропроводящая структура 7 также приобретает отрицательный заряд, так что из раствора электролита, в котором находятся субстрат 8 и устройство, происходит осаждение ионов металла с образованием металлического слоя. Поскольку валы 3 нижнего ряда 10 и лента 2 в области нижнего ряда 10 также заряжены отрицательно, на них также оседают ионы металла. Чтобы удалить с ленты 2 осажденный на ней металл, верхний ряд 9 подключен в качестве анода. Благодаря этому в области верхнего ряда 9 лента 2 несет положительный заряд, а ионы металла снова переходят в раствор электролита. Уровень жидкости в ванне с электролитом обозначен числом 11 и изображен в виде сплошной линии.
В дополнение к подключенным в качестве анодов валам верхнего ряда 9, между катодами можно, как это изображено, разместить аноды 31. Аноды 31 изготовлены, например, в виде плоских стержней.
Чтобы на ленте 2 не происходило короткое замыкание, лента 2 в форме исполнения, представленной на фигуре 7, выполнена так, как это представлено на фигуре 8. При этом в состав ленты 2 входят электропроводящие участки 12 и участки, не обладающие электропроводностью, т.е. изолирующие участки 13. Длина L электропроводящего участка 12 предпочтительно превышает расстояние h между двумя подключенными в качестве катодов валами 3 или равна ему. Во избежание короткого замыкания длина L электропроводящего участка 12 должна, однако, быть меньше расстояния d между валом, подключенным в качестве катода, и соседним валом, подключенным в качестве анода.
Направление транспортировки субстрата 8 показано стрелкой 14. Для прижима субстрата к ленте 2 под субстратом 8 расположены прижимные ролики 21. Субстрат 8 проводят между прижимными роликами 21 и лентой 2. Необходимого усилия прижима можно добиться, с одной стороны, используя жесткую подвеску прижимных роликов 21, а подвеску валов 3, которые обегает лента 2, выполнив подпружиненной, так, чтобы они прижимались к субстрату 8, либо же выполнив подвеску валов 3 жесткой, а подвеску прижимных роликов 21 - подвижной, так, чтобы они сдвигались в направлении субстрата 8 с необходимым усилием прижима. Если предусмотрена возможность смены положений валов 3 верхнего ряда 9 и нижнего ряда 10, то предпочтительно, чтобы подвеска прижимных роликов 21 была жесткой, а необходимое давление прижима на субстрат 8 оказывали бы подвижные валы 3 нижнего ряда 10.
Вместо отдельных прижимных роликов 21, представленных на фигуре 7, возможно применение ленты, охватывающей валы построенной, например, так же, как и катод, представленный на фигуре 2, но, однако, не обладающей электропроводностью.
Еще в одной форме исполнения вместо прижимных роликов 21 под субстратом 8 можно расположить еще одно устройство для нанесения покрытия гальваническим способом. В этом случае возможно одновременное нанесение покрытия на верхнюю и нижнюю стороны субстрата 8.
Фигура 9 представляет боковую проекцию устройства, выполненного согласно изобретению, еще в одной форме исполнения.
В варианте исполнения, представленном на фигуре 9, валы верхнего ряда 9, подключенные в качестве анода, расположены со сдвигом относительно подключенных в качестве катода валов нижнего ряда 10. Расстояние h между двумя валами, подключенными в качестве анода, либо же между двумя валами, подключенными в качестве анода, при этом подбирают так, чтобы между каждыми двумя соседними валами, подключенными в качестве катода, можно было ввести один вал, подключенный в качестве анода, а между двумя соседними валами, подключенными в качестве анода - один вал, подключенный в качестве катода. Посредством стрелок 15 на фигуре 9 показано, что валы нижнего ряда 10 можно приподнять, а ряды верхнего ряда 9 можно опустить. Это позволяет удалять металл, осажденный на валах, подключенных в качестве катода, не прерывая производство. Для этого валы нижнего ряда 10, подключенные в качестве катода, поднимают, как это показано стрелками 15, а валы верхнего ряда, как это показано стрелками 16, опускают. Одновременно меняют полярность валов, так, что после опускания верхнего ряда 9 эти валы оказываются подключены в качестве катода, а после поднятия ряда 10 эти валы оказываются подключены в качестве анода. Благодаря смене полярности на валах верхнего ряда 9, ранее подключенных в качестве анода, которые теперь образуют нижний ряд 10 и подключены в качестве катода, осаждается металл, в то время как металл, ранее осажденный на валах нижнего ряда 10, подключенных в качестве катода, удаляется на протяжении всего времени, пока они образуют верхний ряд 9 и подключены в качестве анода.
Помимо форм исполнения, представленных на фигурах 3 и 5, при использовании которых все валы верхнего ряда 9 подключены в качестве анода, а все валы нижнего ряда 10 - в качестве катода, можно также предусмотреть в каждом ряду по меньшей мере один транспортировочный вал, который не обладает электропроводностью. При этом целесообразно, чтобы транспортные валы были в каждом случае первыми и/или последними в ряду 9, 10.
Чтобы иметь возможность удаления с валов 3 и лент 2 всего металла, в качестве анодов подключают по меньшей мере столько же валов 3, сколько и в качестве катодов. Предпочтительно, чтобы число валов, подключенных в качестве анодов, превышало число таковых, подключенных в качестве катодов. Чтобы добиться этого, можно, например, в варианте исполнения, представленном на фигуре 9, все время сохранять катодное подключение первого вала в верхнем ряду 9 и не менять его положение.
Фигура 10 представляет устройство для нанесения гальванического покрытия в другой форме исполнения.
В устройстве, представленном на фигуре 10, нанесение покрытия на субстрат 8 осуществляют одновременно с верхней и с нижней стороны. Для этого субстрат 8 проводят между верхним устройством 17 и нижним устройством 18. При этом расстояние между верхним устройством 17 и нижним устройством 18 выбирают так, чтобы оно точно соответствовало толщине субстрата 8.
В представленном здесь варианте исполнения валы 19, в каждом случае обращенные к субстрату, подключены в качестве катода, в то время как расположенные дальше от субстрата валы 20 подключены в качестве анода. В варианте исполнения, представленном на фигуре 10, также предпочтительно иметь возможность приподнять валы 19, удаляя их от субстрата, а валы 20 опустить на субстрат. Одновременно с этим полярность валов меняют на противоположную, так что валы 20, как только они вступают в контакт с субстратом 8, оказываются подключены в качестве катода, а валы 19, как только они отделяются от субстрата 8, оказываются подключены в качестве анода. В представленной здесь форме исполнения на верхней и нижней сторонах субстрата 8 друг за другом размещено несколько лент 2. При этом ленты 2 в каждом случае обращаются вокруг отдельных валов. Предпочтительно, чтобы расположенные друг за другом ленты 2 были размещены со сдвигом относительно друг друга.
Форма исполнения, представленная на фигуре 11, в основном соответствует форме исполнения, изображенной на фигуре 10. Однако в каждом случае вал 19, подключенный в качестве катода, и вал 20, подключенный в качестве анода, образуют задний вал одной ленты 2 и одновременно передний вал другой ленты 22, которая представлена на чертеже пунктиром. В изображении сверху расположение лент 2 и показанных пунктиром других лент 22 соответствует расположению, представленному на фигуре 1. При этом в каждом случае ленты 22 расположены со сдвигом за лентами 2.
На фигуре 12 представлено увеличенное изображение ленты, выполненной согласно изобретению и имеющей электропроводящие участки и участки, не обладающие электропроводностью.
Лента 2, схематически представленная здесь, выполнена из отдельных электропроводящих сегментов 23 и не обладающих электропроводностью сегментов 24. Отдельные сегменты 23, 24 в каждом случае скреплены друг с другом с помощью зажимов 25. Количество электропроводящих сегментов 23, скрепленных друг с другом, задает длину электропроводящих участков. Между каждыми двумя электропроводящими участками расположен участок, не обладающий электропроводностью. В общем случае достаточно использовать для не обладающего электропроводностью участка всего один лишенный электропроводности сегмент 24. Можно также, однако, располагать последовательно друг за другом несколько не обладающих электропроводностью сегментов 24.
На фигуре 13 представлена еще одна форма исполнения ленты 2. Лента 2 изготовлена из гибкого носителя 26, обвитого электропроводящей проволокой 27 для создания электропроводящего участка 12. В качестве гибкого носителя 26 можно использовать, например, не обладающую электропроводностью ленту из синтетического материала, который при необходимости изготовляют из эластомера. Вместо электропроводящей проволоки 27, представленной на фигуре 13, гибкий носитель 26 можно для создания электропроводящих участков 12 обвивать, например, электропроводящей фольгой.
Еще один вариант исполнения ленты 2 схематически представлен в плане на фигуре 14, а в боковой проекции - на фигуре 15. Представленная здесь лента 2 включает в себя два гибких носителя 26, не обладающих электропроводностью, на которых с равными промежутками закреплены электропроводящие участки 32. Крепление электропроводящих участков 32 на не обладающих электропроводностью носителях 26 можно осуществлять, например, посредством склейки. Электропроводящие участки 32 могут быть либо жесткими, либо гибкими. В случае жестких электропроводящих участков 32 их ширину целесообразно выбирать так, чтобы они могли обегать валы 3. Для этого необходимо, чтобы ширина электропроводящих участков 32 была меньше, чем радиус вала 3. Если электропроводящие участки 32 должны быть шире, их предпочтительно изготавливать из гибкого материала. В качестве такого материала можно применять, например, гибкую металлическую фольгу. Не обладающие электропроводностью носители 26 и/или электропроводящие участки 32 ленты 2 могут также иметь отверстия или быть изготовлены в виде сетки.
Кроме форм исполнения лент 2 с электропроводящими участками 12 и не обладающими электропроводностью участками 13, представленных на фигурах 12-15, возможна любая другая известная специалисту конструкция, позволяющая изготовить ленту, включающую перемежающиеся электропроводящие и не обладающие электропроводностью участки. Так, например, возможно предусмотреть в качестве ленты 3 сетчатую структуру, причем электропроводящая сеть соединена с сетью, проволокой или полимерным носителем, не обладающими электропроводностью, для формирования электропроводящих участков 12 и не обладающих электропроводностью участков 13. Электропроводящие сетчатые участки, можно, например, соединять с сетью участка, не обладающего электропроводностью, с помощью, например, проволоки, проходящей через отдельные ячейки сетчатой структуры.
Фигура 16 представляет вариант исполнения устройства согласно изобретению, в котором валы 3 состоят из отдельных электропроводящих сегментов 35 и не обладающих электропроводностью сегментов 36. При этом электропроводящие сегменты 35 и не обладающие электропроводностью сегменты 36 расположены попеременно. Это позволяет подключать один электропроводящий сегмент 35 в качестве катода, а соседний электропроводящий сегмент 35, отделенный от подключенного в качестве катода сегмента 35 не обладающим электропроводностью сегментом 36, в качестве анода. Чтобы не допустить короткого замыкания, необходимо, чтобы обегающая валы 3 лента 2 была выполнена из отдельных электропроводящих участков 12 и не обладающих электропроводностью участков 13. Не обладающие электропроводностью участки 13 ленты 2 должны быть расположены так, чтобы она в каждом случае налагались на не обладающий электропроводностью сегмент 36 вала. Удаление металла, осажденного на подключенном в качестве катода сегменте 35 вала и подключенном в качестве катода участке 12 ленты 2, осуществляют, подключая их при дальнейшем обороте в качестве анодов. Для этого на валах 3 целесообразно предусмотреть скользящие контакты 37, 38. Первый скользящий контакт 37 служит анодом, а второй скользящий контакт 38 - катодом. Пока электропроводящий сегмент 35 соприкасается с первым скользящим контактом 37, этот сегмент 35 подключен в качестве анода, а как только он входит в контакт со скользящим контактом 38, его подключают в качестве катода. Помимо описанных здесь скользящих контактов 37, 38 можно использовать любой другой контакт, не препятствующий вращению валов 3, с помощью которого можно по выбору подключать электропроводящие сегменты 35 в качестве катода или анода. Расстояние между анодом 37 и катодом 38 должно быть таким, чтобы избежать одновременного контакта анода 37 и катода 38 с электропроводящим сегментом 35.
Благодаря электропроводящим сегментам 35, подключенным в качестве анода, в варианте исполнения, представленном на фигуре 16, нет необходимости в дополнительных анодах. Между валами 3, однако, возможно размещение других анодов, например, в форме плоских стержней.
Фигура 17 изображает вид анодов сверху во время нанесения гальванического покрытия.
Фигура 18 представляет аноды в том положении, когда валы 3, не представленные на этом чертеже, сменяют свое положение.
Если в дополнение к подключенным в качестве анодов валам 3 или электропроводящим сегментам валов 3 предусмотрены аноды 31, они могут быть выполнены, например, так, как это показано на фигурах 17 и 18.
Во время нанесения покрытия аноды 31 находятся в выдвинутом положении. При этом они расположены над и под субстратом 8, на верхнюю и нижнюю стороны которого одновременно наносят покрытие. Если покрытие наносят только на одну сторону субстрата 8, то анод 31 предпочтительно располагается с той стороны субстрата 8, на которую наносят покрытие. При этом необходимо следить, чтобы анод 31 не соприкасался с субстратом. В противном случае возможно, с одной стороны, короткое замыкание, если катод соприкасается с той же электропроводящей структурой, что и анод, а с другой стороны во время контакта с анодом 31 может произойти удаление металла, ранее осажденного на структуру.
Для возможности замены валов аноды 31, как это показано на фигуре 18 с помощью двойной стрелки 41, можно сдвигать параллельно подлежащей покрытию поверхности субстрата 8. Сдвиг при этом осуществляют поперек направления, в котором осуществляют транспортировку субстрата лентой. При этом возможно удаление анодов, причем валы 3 меняют свое положение. Таким образом удается избежать повреждения анодов 31 валами 3. При использовании представленной здесь формы исполнения аноды 31 изготовлены из гибкого материала. Это дает возможность наматывать аноды на соответствующее в каждом случае устройство намотки или сматывания 40 либо же сматывать их с такового. Устройства намотки или сматывания анодов 40 целесообразно, как это показано на чертеже располагать выше и ниже ванны. Аноды, которые можно наматывать и сматывать таким образом, изготавливают, например, в виде гибких металлических лент или эластичных спиралей. Если аноды изготовлены из эластичных спиралей, предпочтительно скреплять друг с другом несколько спиралей в ряд (параллельно).
Список условных обозначений
1. Катод
2. Лента
3. Вал
4. Щель
5. Верхняя сторона
6. Нижняя сторона
7. Электропроводящая структура
8. Субстрат
9. Верхний ряд
10. Нижний ряд
11. Уровень жидкости
12. Электропроводящий участок
13. Участок, не обладающий электропроводностью
14. Направление перемещения
15. Направление движения валов
16. Направление движения валов
17. Верхнее устройство
18. Нижнее устройство
19. Валы, подключенные в качестве катода
20. Валы, подключенные в качестве анода
21. Прижимной ролик
22. Другая лента
23. Проводящий сегмент
24. Сегмент без проводимости
25. Зажим
26. Гибкий носитель
27. Провод
30. Паз
31. Анод
32. Проводящий участок
35. Проводящий сегмент
36. Сегмент без проводимости
37. Анод
38. Катод
40. Устройство намотки и размотки анода
41. Направление движения анода
d - Расстояние между валом с катодным подключением и валом, подключенным в качестве анода.
h - Расстояние между двумя валами с катодным подключением
L - Длина
Реферат
Изобретение относится к области гальванотехники и может быть использовано при нанесении покрытия на электропроводящий субстрат или на структурированную или сплошную электропроводящую поверхность на субстрате, не обладающем электропроводностью. Устройство содержит по меньшей мере одну ванну, один анод и один катод, причем ванна содержит раствор электролита, из которого на электропроводящие поверхности субстрата оседают ионы металла, пока катод находится в контакте с подлежащей покрытию поверхностью субстрата, а субстрат перемещают через ванну, причем в состав катода входит по меньшей мере одна лента с одним электропроводящим участком, которая обегает по меньшей мере два вращающихся вала, и причем несколько лент располагают друг за другом со сдвигом. Способ реализуют в устройстве согласно изобретению, причем на субстрат накладывают ленту, которая обращается с такой же скоростью, как и та, с которой субстрат проходит через ванну. Изобретение касается также применения устройства согласно изобретению для нанесения покрытия на электропроводящие структуры на не обладающем электропроводимостью носителе. Технический результат: изобретение позволяет наносить толстые слои металлов на короткие структуры. 7 н. и 21 з.п. ф-лы, 18 ил.
Комментарии